Was ist Wachsausschmelzverfahren und wie verändert es die Schmuckherstellung?
Verfahren, Anforderungen, häufige Probleme und Lösungen beim Wachsaushärtungsgießen
Wachsfassung für Edelsteine im Prinzessinnenschliff
Inhaltsübersicht
Abschnitt I Vorteile des Wachsaushärtungsgießverfahrens
(1) Zeitersparnis und Verbesserung der Produktionseffizienz. Beim Fassen von quadratischen Edelsteinen kann ein erfahrener Fasser beispielsweise nur 100 Stück pro Tag fassen, während ein Mitarbeiter mit einer kurzen Schulung 200 bis 300 Stück fassen kann, wenn er die Wachssetztechnik verwendet.
(2) Senkung der Arbeitskosten. Das herkömmliche Setzen von Metallen erfordert von den Setzern ein beträchtliches Maß an Geschicklichkeit, was bedeutet, dass Schmuckfabriken viel in qualifizierte Arbeitskräfte für die Setzerabteilung investieren müssen, was die Arbeitskosten erheblich erhöht. Dies gilt insbesondere für Schmuckstücke mit geringem Wert, bei denen die Arbeitskosten einen hohen Anteil an den Gesamtkosten ausmachen. Durch den Einsatz der Wachssetztechnik können die Arbeitskosten erheblich gesenkt werden.
(3) Geringerer Metallverlust. Bei herkömmlichen Metallhärtungstechniken muss die Härtungsposition oft angepasst werden, was zu einem relativ hohen Metallverlust führt. Beim Wachsaushärten werden die Anpassungen am Wachsmodell vorgenommen, wodurch der Metallverlust erheblich reduziert wird.
(4) Für die Einstellung des Wachses sind nur einfache Werkzeuge erforderlich, wodurch die Investitions- und Verlustkosten für Schleifwerkzeuge wie Nadeln und flexible Wellenschleifer erheblich reduziert werden können.
(5) Das Wachsausschmelzverfahren ist eine neue Methode, die die technischen Voraussetzungen für Innovationen im Schmuckdesign schafft. Einige Schmuckdesignprodukte können nur im Wachsausschmelzverfahren hergestellt werden.
Abschnitt II Die wichtigsten Werkzeuge für das Wachsausschmelzverfahren und ihre Funktionen
Tabelle 5-2 Die wichtigsten Werkzeuge für das Wachsausschmelzverfahren und ihre Funktionen
| Name des Werkzeugs | Funktion |
|---|---|
| Chuck | Fasten steel needle & chisel |
| Elektrischer Lötkolben | (1) Abrunden der Zackenspitze, Auffüllen von Vertiefungen; () Reparieren der beschädigten Stelle des Wachsmodells |
| Bürste | Das Wachspulver reinigen |
| Chirurgisches Messer | (1) Trimmen der Wachsoberfläche; (2) Entfernen des Wachspulvers |
| Pinzette | Steinklemme, den Stein auflegen |
| Flachmeißel | (1) Für Meißelgruben und Kanten; (2) Trimmen der Wachsoberfläche; (3) Reinigen des Wachspulvers; (4) Platzieren des Steins |
| Fliegende Scheibe | Halten Sie die Zinken bei der Einstellung von Krallen und umgekehrten Stiften |
| Kugelfräse | (1) Basis für Krallenfassung erstellen; (2) Hohlräume für Lünettenfassung erstellen |
| Ringmaß | Nach dem Aushärten des Wachses den Ring auf die Lehre legen, um die Rundheit des Rings zu prüfen. |
| Ölstein | Dient zum Glätten der Schaufel |
| Nähnadel | Entfernen Sie die Spitze und schleifen Sie sie zu einer flachen Schaufel. |
| Stahlnadel | Reinigen Sie die Wachsaushärtungsbasis |
Abschnitt III Ablauf des Wachsaushärtungsprozesses
1. Herstellung der Urform
Da die Edelsteine während des Wachsaushärtens in der Gipsform verbleiben müssen, müssen sie fixiert werden, damit sie sich beim Einbetten, Ausbrennen und Gießen nicht verschieben oder lockern. Daher muss die Form die Edelsteine in mindestens zwei Positionen halten. Das Loch sollte so groß wie möglich sein, idealerweise mehr als die Hälfte des Durchmessers des Edelsteins, um zu vermeiden, dass Metall die Oberfläche am Boden des Edelsteins bedeckt oder der Edelstein nach dem Gießen instabil wird.
Aufgrund der Schrumpfung, die bei der Herstellung von Gummi-, Wachs- und Metallgussformen auftritt und die die eingebetteten Edelsteine erheblich beeinträchtigen kann, müssen beim Entwurf und bei der Herstellung der Originalversion unbedingt alle Schrumpfungsfaktoren berücksichtigt werden, d. h. die Schrumpfung der Gummi-, Wachs- und Metallformen. Besonderes Augenmerk sollte auf eng angeordnete Edelsteine gelegt werden, wobei ein angemessener Abstand zwischen den Steinen gewährleistet sein muss, um den Wachsabguss zu ermöglichen. Ist der Spalt zu klein, können die Edelsteine gegeneinander gepresst werden und während der Schrumpfung des Gusses brechen; ist der Spalt zu groß, kann sich Metall zwischen den Edelsteinen verfangen oder die Ästhetik beeinträchtigen. Die Größe des reservierten Spalts kann auf der Grundlage der Schrumpfungsrate des Gusses berechnet werden. Die spezifische Größe sollte je nach Anzahl und Größe der Edelsteine angepasst werden, und verschiedene Dickenmessgeräte können zur Unterstützung des Bedieners bei der Beurteilung verwendet werden.
Um das Risiko zu verringern, dass Edelsteine aufgrund von Temperaturschocks durch das geschmolzene Metall brechen oder sich verfärben, gelten für die Dicke des Fassungsbereichs der Urform besondere Anforderungen. Angenommen, in diesem Bereich befindet sich zu viel oder zu dickes Metall. In diesem Fall ist die Wärmekapazität während des Gießens groß, und die thermische Wirkung auf die Edelsteine ist stärker, was das Risiko von Brüchen und Verfärbungen erhöht. Aus Sicht der Sicherheit von Edelsteinen sollte daher die direkte Kontaktfläche zwischen dem Fassungsbereich und den Edelsteinen minimiert und die Dicke des Metalls im Fassungsbereich so weit wie möglich reduziert werden. Daraus ergibt sich jedoch ein weiteres Problem für die Sicherheit der Fassung: Wenn das Metall im Fassungsbereich zu schwach ist, verringert sich die Festigkeit der Fassungsstruktur, wodurch sich die Wahrscheinlichkeit erhöht, dass sich die Edelsteine lösen oder herausfallen.
2. Angusslinie herstellen
Beim Wachsausschmelzen wird zum Schutz der Edelsteine im Allgemeinen bei einer niedrigeren Temperatur als der herkömmlichen Gießtemperatur gegossen, und während des Gießens haben die Edelsteine eine abkühlende Wirkung auf das geschmolzene Metall. Daher muss bei der Konstruktion des Gießsystems die Geschwindigkeit, mit der das geschmolzene Metall den Hohlraum füllt, und die Kompensation der Schrumpfung berücksichtigt werden. In der Regel werden größere Angussschalen oder Speiser als bei herkömmlichen Verfahren verwendet, was das Füllen und den Ausgleich des geschmolzenen Metalls erleichtert und Unterfüllungen oder Schrumpfungsfehler im Bereich der Edelsteinfassung vermeidet.
Wenn Sie die Angusslinie anbringen, denken Sie daran, sie an der Kante des Wachsmodells in der Nähe des Edelsteinbereichs zu platzieren. Bei einigen Stücken mit mehreren Edelsteinen sind möglicherweise mehrere Angusslinien erforderlich, um sicherzustellen, dass das geschmolzene Metall den Edelsteinbereich mit Wärme versorgt. Achten Sie darauf, dass das geschmolzene Metall nicht direkt auf die Edelsteine trifft, damit diese nicht verdrängt werden.
3. Herstellung der Gummiform
Verschiedene Gummis haben unterschiedliche Schrumpfungsraten, Elastizität und Replikationsfähigkeiten. Vor der Herstellung der Urform ist es wichtig, die Schrumpfungsrate der verwendeten Gummiform zu kennen, und es ist ratsam, hochwertigen organischen Gummi zu verwenden. Wenn Sie die Gummiform zum Entfernen der Urform ausschneiden, versuchen Sie, die Trennlinie so gut wie möglich zu verbergen, um einen direkten Durchgang oder Kontakt mit der Edelsteinoberfläche zu vermeiden. Die Trennlinie kann sich in einen Grat verwandeln, und ein direkter Kontakt mit dem Edelstein kann dazu führen, dass er nach dem Gießen bricht. Im Allgemeinen kann die innere Trennlinie an der Spitze der Fassung platziert werden, so dass sie den Edelstein nicht berührt. Im Gegensatz dazu kann die äußere Trennlinie an den Rändern der Urform angebracht werden, was den Reinigungsaufwand verringert und die Ästhetik verbessert. Achten Sie außerdem beim Schneiden der Gummiform darauf, dass sich das Wachsmodell leicht und ohne Verformung entfernen lässt. Achten Sie bei der Herstellung der Gummiform darauf, dass das Wachsmodell über eine angemessene Entlüftung verfügt, um Defekte beim Einspritzen des Wachses zu vermeiden, und fügen Sie bei Bedarf Entlüftungsrillen hinzu. Prüfen Sie regelmäßig auf Verformungen oder Beschädigungen während der Verwendung der Gummiform.
4. Herstellung von Wachsformen
5. Edelsteinvorbereitung
6. Einstellung Vorbereitung
Bevor der Edelstein gefasst wird, muss eine sorgfältige und gründliche Vorbereitung erfolgen, einschließlich der Beobachtung des Edelsteins, des Anordnens, des Ausgrabens der Fassung und der Testfassung der Fassung.
(1) Beobachtung des Edelsteins und der Wachsform. Zunächst werden anhand der technischen Anforderungen des Auftrags die Form und die Spezifikationen des Edelsteins geprüft. Anschließend wird geprüft, ob die Wachsform mit dem Auftrag und dem zu fassenden Edelstein übereinstimmt und ob die Qualität und die Menge der Edelsteine angemessen sind.
(2) Anordnen des Edelsteins. Legen Sie den Edelstein in die Fassung und prüfen Sie, ob der Edelstein zu den Spezifikationen der Fassung passt, ob die Länge der Zacken angemessen ist und ob die Tiefe der Fassung stimmt.
(3) Schnitzen Sie den Sockel der Fassung. Befestigen Sie den Flachmeißel und die Stahlnadel an der Doppelkopfklammer, halten Sie das Wachsmodell mit der linken Hand fest und benutzen Sie die Stahlnadel mit der rechten Hand, um die Setzbasis von links nach rechts entsprechend der Form der Setzung zu ritzen (die Dicke der Setzbasis zur Wachsoberfläche beträgt 0,5 mm)
(4) Testeinstellung Basis. Bei der Test-Fassungsbasis wird der Edelstein verwendet, um die Position der Fassung zu messen, nachdem die Fassungsbasis ausgegraben wurde. Ohne Defekte kann sie in die Edelsteinfassung eingesetzt werden.
7. Fassung von Edelsteinen
Das Fassen von Edelsteinen hat verschiedene Ausdrucksformen und Arbeitsmethoden. Auf der Grundlage von Erfahrungen aus der Produktionspraxis werden mehrere Methoden vorgestellt.
(1) Zinkeneinstellung. Halten Sie die Wachsform mit der linken Hand fest und nehmen Sie den Edelstein mit der rechten Hand mit einer Pinzette auf und platzieren Sie den Edelstein an der Einfassungsposition (Abbildung 5-32).
Legen Sie den Edelstein in die Fassung und prüfen Sie die Höhe des Edelsteins in der Fassung. Ist die Oberfläche des Edelsteins zu hoch, verwenden Sie einen Kugelfräser, um die Fassung etwas abzusenken, oder einen Flachmeißel, um sie abzuschleifen; ist die Oberfläche des Edelsteins zu niedrig, verwenden Sie einen elektrischen Lötkolben mit Wachs, um die Fassung zu vergrößern. Entfernen Sie das Wachspulver mit einem Flachmeißel und einer Bürste von der Form. Wenn die Zacken zu lang sind, schneiden Sie sie mit einer Schere ab, so dass sie etwas höher als die Edelsteinoberfläche sind; wenn die Zacken zu kurz sind, verwenden Sie einen elektrischen Lötkolben, um die Spitzen mit Wachs anzuheben (Abbildung 5-33).

Abbildung 5-32 Wachseinstellposition

Abbildung 5-33 Spitzzacken
Bei einer Zackenfassung, egal ob die Zacken lang oder kurz sind, verwenden Sie einen elektrischen Lötkolben, um die Spitzen abzurunden und sicherzustellen, dass sie den Edelstein befestigen. Die Zacken sollten gerade und nicht schief sein und eine einheitliche Größe haben. Der Boden der Fassung muss durchbohrt werden, da der Edelstein sonst undurchsichtig (dunkel) werden kann. Versuchen Sie beim Fassen des Edelsteins, die Edelsteine nach ihrer Dicke zu trennen, und verwenden Sie einen Kugelfräser oder einen elektrischen Lötkolben, um die Höhe der Fassung einzustellen und sicherzustellen, dass die Oberfläche des Edelsteins nach dem Fassen eben und in der richtigen Höhe ist.
(2) Lünettenfassung und Schalenfassung. Halten Sie die Wachsform mit der linken Hand fest und nehmen Sie den Edelstein mit der rechten Hand mit einem flachen Meißel auf und setzen Sie ihn in die Fassung. Wenn der Edelstein größer als die Fassung ist, verwenden Sie einen geeigneten Kugelfräser, um die Fassung an die Größe des Edelsteins anzupassen; die Dicke des Edelsteins sollte die Tiefe der Fassung bestimmen. Im Allgemeinen sollte die Oberfläche des Edelsteins nach der Fassung 0,4 mm tiefer als die Wachsoberfläche liegen. Nach dem Einstellen der Fassung wird das Wachspulver mit einem Pinsel von der Fassung entfernt, dann wird der Edelstein mit einem flachen Meißel in die Fassung gesetzt, wobei darauf zu achten ist, dass der Edelstein stabil ist, und mit einem elektrischen Lötkolben werden die Kanten mit Wachs versiegelt, wobei darauf zu achten ist, dass das Wachs am Edelstein haftet und die Innenkante glatt abgerundet wird.
(3) Kanalfassung (runde Edelsteine, quadratische Edelsteine, Prinzessinnenschliff) . Je nach Form und Größe der Edelsteine werden mit einem Flachmeißel an der Fassungsposition auf dem Wachsmodell Fassungssockel hergestellt, wobei die Höhe des Fassungssockels von der Wachsoberfläche etwa 0,5 mm beträgt. Beachten Sie, dass die Breite der Einfassungen auf beiden Seiten gleich sein muss; eine Seite kann nicht breit und die andere schmal sein, da sonst eine Seite den Rand des Edelsteins nicht abdeckt, während die andere Seite die Oberfläche des Edelsteins verdeckt. Es ist darauf zu achten, dass die Höhen der Fassungen auf beiden Seiten gleich sind, um zu vermeiden, dass der Edelstein nach dem Fassen schief liegt. Wenn mehrere Edelsteine in einer Reihe gefasst werden, sollten zusätzliche Querstreben zur Verstärkung der Fassung angebracht werden, und es muss darauf geachtet werden, dass die Halterung des Wachsmodells beim Schleifen nicht abbricht, da sonst die feste Größe der Fassung verloren geht. Werden die Fassungen auf einmal zu groß geschliffen, sollte man mit einem Lötkolben Wachs auftragen, um sie wieder in ihren ursprünglichen Zustand zu versiegeln, und dann die Fassungen neu schleifen.
Nach dem Schleifen der Fassung nehmen Sie den Edelstein mit einer Pinzette auf, legen eine Seite des Edelsteins in die Fassung und drücken dann die andere Seite mit dem Flachmeißel herunter, um den Edelstein zu stabilisieren. Wenn mehrere Edelsteine gefasst werden, muss besonders darauf geachtet werden, dass die Abstände zwischen den Edelsteinen kontrolliert werden, wobei die spezifischen Abmessungen von der Größe der Edelsteine, der Art der Legierung, den Bedingungen des Gussverfahrens usw. abhängen. Wenn die Abstände zu groß sind, hinterlassen die Edelsteine auf dem Schmuckstück auch größere Abstände; wenn die Abstände zu klein sind, können die Edelsteine nach dem Gießen Risse bekommen (Abbildung 5-34).
Video zum Wachsen
8. Ausbessern und Trimmen von Wachsmodellen
9. Anpflanzung von Wachsbäumen
Beim Einsetzen von Wachsbäumen sollte die Größe des Gießbaums auf der Grundlage der Größe der Stahlgießkanne und der Art der Gießeinrichtung bestimmt werden. Achten Sie beim Anschluss der Wachsform an den zentralen Hauptgießkanal auf einen ausreichenden Winkel; im Allgemeinen sollte die Wachsform in einem Winkel von 45 Grad nach außen geneigt sein, damit das geschmolzene Metall reibungslos in den Formhohlraum fließen kann. Achten Sie bei der Verwendung von Heißwachsreparaturwerkzeugen darauf, die Wachsmodelle nicht zu berühren oder die Wachsflüssigkeit auf den Edelstein tropfen zu lassen, da dies dazu führen würde, dass der Edelstein auf dem Gussstück mit Metall bedeckt wird.
Beachten Sie, dass beim Schleuderguss, wenn die Höhe des Wachsbaums 150 mm übersteigt, der Druck des geschmolzenen Metalls im oberen Bereich manchmal einen Metallblitz um den Edelstein herum verursachen kann. Daher ist es notwendig, die Höhe des Wachsbaums entsprechend zu kontrollieren oder in den beiden obersten Schichten keine Wachsausstattungsmodelle zu platzieren und erst ab der dritten Reihe mit der Platzierung von Wachsausstattungsmodellen zu beginnen. Umgekehrt sollte das Wachsmodell nicht zu nahe am Boden des Baumes oder in der Nähe des Gießbechers platziert werden, da der Fülldruck des geschmolzenen Metalls in diesem Bereich gering ist, was zu einer unvollständigen Füllung führen kann.
Nach dem Pflanzen des Wachsbaums kann dieser in einem Netzmittel oder einer antistatischen Flüssigkeit getränkt und getrocknet werden, bevor der Schlamm gegossen wird. Dadurch kann verhindert werden, dass Blasen am Wachs haften bleiben, und die Oberflächenspannung des Wachsbaums wird verringert.
10. Investition
Um zu verhindern, dass sich Edelsteine während des Ausbrennens und Gießens verfärben, ist eine spezielle Behandlung des Gießpulvers erforderlich, in der Regel durch Zugabe von Borsäure zum Gießpulver, die das Verbrennen und Verfärben von Edelsteinen während des Ausbrennens und Gießens verhindert. Im Allgemeinen werden für 100 g Gießpulver 2,5-4 g Borsäurepulver und 40-42 ml Wasser hinzugefügt. Da sich die Abbindegeschwindigkeit des Gipses nach der Zugabe von Borsäure erhöht, dauert es in der Regel nur 6-7 Minuten; es ist wichtig, die Geschwindigkeit des gesamten Arbeitsprozesses zu kontrollieren, um sicherzustellen, dass der Gipsbrei genügend Vakuumzeit hat, um am Wachsmodell haftende Blasen zu entfernen. Blasen im Setzboden oder in der Nähe bilden schwer zu entfernende Metallperlen auf dem Gussstück. Dem Schlicker kann eine kleine Menge flüssiges Reinigungsmittel zugesetzt werden, um seine Benetzungseigenschaften zu verbessern und das Einschließen von Blasen zu vermeiden. Außerdem sollte darauf geachtet werden, dass der Edelstein während des Gießens nicht verdrängt wird.
Es gibt inzwischen Gießpulver speziell für den Wachsguss auf dem Markt. Bei der Verwendung dieser Gießpulver sind die Anwendungsempfehlungen des Pulverherstellers zu beachten, z. B. das Wasser-Pulver-Verhältnis, die Mischzeit, die Vakuumzeit und die Abbindezeit. Lassen Sie die Form nach dem Gießen 1-2 Stunden ruhen, bevor Sie mit dem Entwachsen und Brennen fortfahren.
Copywrite @ Sobling.Jewelry - Hersteller von kundenspezifischem Schmuck, OEM- und ODM-Schmuckfabrik
11. Entparaffinierung und Ausbrennen
Beim Wachsgießen kann sowohl Dampfentparaffinierung als auch Trockenentparaffinierung eingesetzt werden. Entscheidend ist jedoch, dass alle Wachsrückstände vor dem Gießen gründlich entfernt werden, da Kohlenstoffrückstände beim Metallguss Defekte verursachen und die Qualität der Gussstücke beeinträchtigen können. Die Zeit für das Entparaffinieren mit Dampf sollte auf 1 Stunde begrenzt werden; dauert es zu lange, kann es leicht zu Wasserflecken oder Schäden an der Form auf den Gussteilen kommen. Nach der Dampfentparaffinierung sofort zum Ausbrennen in den Ausbrennofen überführen.
Aufgrund des Risikos von Verbrennungen, Verfärbungen oder Rissen, wenn Edelsteine hohen Temperaturen, Temperaturschocks und thermischer Belastung ausgesetzt sind, wird beim Wachsguss im Allgemeinen eine niedrigere Ausbrenntemperatur als beim herkömmlichen Gießen verwendet, um die Edelsteine zu schützen. Daher ist die Einrichtung eines angemessenen Ausbrennsystems für die Formen der Schlüssel zum Wachsaushärtungsguss. Einige Fabriken verwenden die Dampfentparaffinierung, die bei der Wachsentfernung hilfreich ist. Um die Effektivität des Ausbrennens zu gewährleisten, sollten die folgenden Punkte für ausbrennbare Wachsgießformen beachtet werden.
(1) Der Ausbrennofen muss die Temperatur genau kontrollieren, um eine Überhitzung zu vermeiden, die zu Verbrennungen oder Verfärbungen der Edelsteine führen kann.
(2) Die Formen sollten gleichmäßig erwärmt werden, um das Risiko von Rissen in den Edelsteinen aufgrund von Temperaturschocks und thermischer Belastung zu verringern.
(3) Im Ausbrennofen sollte eine ausreichende Luftzirkulation vorhanden sein, um sicherzustellen, dass der Restkohlenstoff des Wachses vollständig abgebrannt wird.
Während des Ausbrennens hilft die Einstellung einer Wärmekonservierungsplattform auf bestimmte Temperaturbereiche, die Rissbildung bei Edelsteinen zu verhindern. Die Ausbrenntemperatur kann je nach Art und Qualität des Edelsteins variieren, und auch die Formtemperatur beim Gießen sollte je nach Material, Gussstruktur und anderen Faktoren festgelegt werden.
12. Gießen
Beim Wachsaushärtungsgießen von Schmuck kann entweder das Vakuumgießverfahren oder das Schleudergießverfahren angewendet werden. Beim Wachsaushärtungsguss ist jedoch das Vakuumgießen im Allgemeinen gebräuchlicher, da es die Gefahr der Verschiebung von Edelsteinen aufgrund von Turbulenzen während des Gießprozesses verringert. Dennoch lassen sich auch mit dem Schleuderguss gute Ergebnisse erzielen, insbesondere bei kleineren Schmuckstücken, wobei der Schlüssel in der Kontrollmethode liegt. Beim Schleuderguss sollte auf die Höhe des Baums und die Wahl der Rotationsgeschwindigkeit geachtet werden, da ein übermäßiger Druck des geschmolzenen Metalls dazu führen kann, dass das Metall um den Edelstein herum spritzt, was zu Rissen führen oder die Reinigung erschweren kann.
Da das geschmolzene Metall direkt mit dem Edelstein in Berührung kommt, erfährt der Edelstein sofort einen erheblichen Temperaturschock; je höher die Gießtemperatur, desto größer der Temperaturschock. Daher ist es wichtig, die Anzahl der Schmuckstücke auf dem Baum zu kontrollieren und gleichzeitig eine angemessene Formgebung zu gewährleisten, um die Temperatur des geschmolzenen Metalls so weit wie möglich zu senken. Die für das Wachsausschmelzverfahren verwendeten Legierungen sollten einen niedrigeren Schmelzpunkt, eine bessere Fließfähigkeit und Oxidationsbeständigkeit aufweisen. Die für das Wachsaushärtungsgießen verwendete Gießanlage sollte idealerweise eine präzise Temperaturkontrolle ermöglichen, um eine gleichbleibende und stabile Qualität der Gussstücke zu gewährleisten.
13. Abkühlen und Entfernen der Form
14. Polieren
Abschnitt IV Anforderungen an das Wachsaushärtende Gießen
1. Anforderungen an Edelsteine im Wachsausschmelzverfahren
Ein wichtiger Indikator für die Wirksamkeit des Wachsausschmelzverfahrens ist die Stabilität der Edelsteine. Nach dem Wachsausschmelzverfahren sollten die Edelsteine keine Verfärbungen, Risse oder Bruchstellen aufweisen. Während des Wachsausschmelzverfahrens müssen die Edelsteine dem Hochtemperaturausbrand und dem thermischen Schock durch die Hochtemperaturschmelze während des Gießens standhalten. Daher müssen Edelsteine relativ hohen Temperaturen standhalten und eine gewisse Widerstandsfähigkeit gegen ungleichmäßige Erwärmung und Abkühlung aufweisen. Dies stellt besondere Anforderungen an die Art und Qualität der verwendeten Edelsteine. Die Verwendung von Edelsteinen mit Rissen oder solchen, die empfindlich auf Temperatur- und Wärmeschocks reagieren, kann nach dem Wachsaushärtungsguss zu Rissen führen; ebenso können Edelsteine, die einer Wärmebehandlung unterzogen wurden, um ihre Farbe zu verändern, ihr Aussehen und ihre Farbe nach dem Wachsaushärtungsguss negativ beeinflussen. Außerdem gibt es bei diesem komplexen Verfahren viele Einflussfaktoren, und die Auswirkungen eines einzelnen Faktors können dazu führen, dass die Edelsteine Risse bekommen oder ihr Aussehen verändern. Das Wachsausschmelzverfahren ist also immer mit gewissen Risiken verbunden.
Wenn man die Eignung verschiedener üblicherweise verwendeter Edelsteine für das Wachsaushärtungsverfahren kategorisiert, können Edelsteine im Allgemeinen in zwei Hauptkategorien eingeteilt werden: solche, die sich für das Wachsaushärten eignen, und solche, die sich nicht dafür eignen.
(1) Edelsteine, die für den Wachsausschmelzguss geeignet sind.
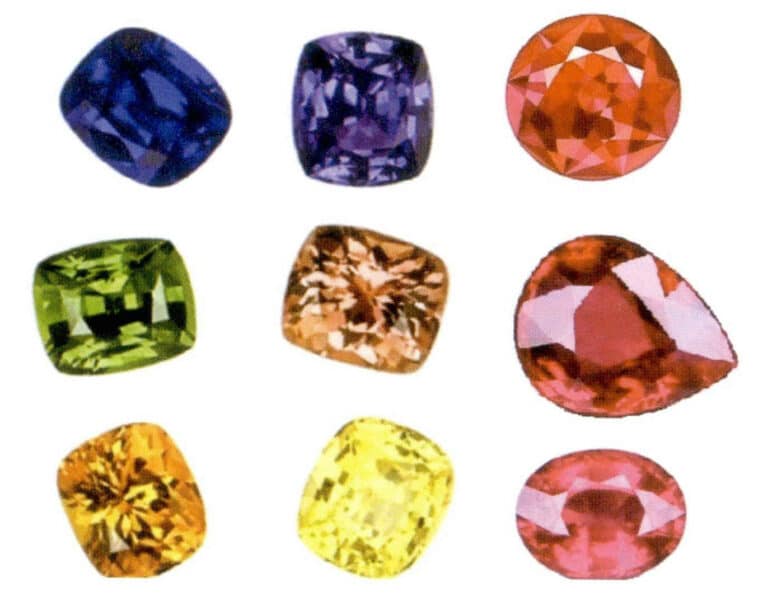
Wenn die Qualität des Edelsteins gut ist und die Parameter des Gießprozesses richtig kontrolliert werden, können diese Edelsteine nach dem Wachsaushärten gute Ergebnisse erzielen. Zu diesen Edelsteinen gehören Edelsteine, Rubine, Saphire, Granate, Peridots, Zirkonia usw.
(2) Edelsteine, die nicht für den Wachsausschmelzguss geeignet sind.
Dazu gehören vor allem die folgenden drei Arten:
Edelsteine mit inneren Rissen, Spaltungen oder einer großen Anzahl von Einschlüssen können bei hohen Temperaturen und Temperaturschocks brechen oder sich während des Gießens aufgrund von Einschlüssen verfärben (milchiges oder mattes Aussehen). Daher sind Edelsteine dieser Qualität für den Wachsausschmelzguss ungeeignet, wie z. B. Opale, die viele innere Risse aufweisen, und andere Edelsteine minderer Qualität haben oft diese Probleme.
Edelsteine, die hohen Temperaturen nicht standhalten oder bei hohen Temperaturen ihre Farbe verändern, wie Amethyst, zweifarbiger Turmalin, Citrin, usw. Einige Edelsteine, die zur Verbesserung der Farbe künstlich behandelt wurden, können sich nach dem Erhitzen verändern oder verblassen. Smaragde sind wenig hitzebeständig, insbesondere bei ungleichmäßiger Erhitzung, und eignen sich daher auch nicht für das Wachsausschmelzverfahren.
③ Edelsteine, die bei hohen Temperaturen verbrennen, wie Perlen, Bernstein, Korallen und Türkise, verbrennen bei hohen Temperaturen, wodurch die Oberfläche des Edelsteins rau wird und das Innere eine leichte Trübung aufweist. Sie können daher nicht für das Wachsausschmelzverfahren verwendet werden.
2. Anforderungen an Schmucklegierungen für den Wachsguss
Im Vergleich zu herkömmlichen Wachsausschmelzverfahren wird beim Wachsausschmelzverfahren die Ausbrenntemperatur im Allgemeinen gesenkt, und um den thermischen Schock des geschmolzenen Metalls auf die Edelsteine zu minimieren, sollte nach Möglichkeit eine niedrigere Gießtemperatur verwendet werden. Daher sollten die für das Wachsausschmelzverfahren verwendeten Legierungen einen niedrigeren Schmelzpunkt, eine bessere Fließfähigkeit und Oxidationsbeständigkeit aufweisen. Die folgenden Schmucklegierungen werden üblicherweise für das Wachsausschmelzverfahren verwendet.
(1) Gelbmetalllegierung K.
Im Allgemeinen haben K-Gelbmetall-Legierungen einen niedrigeren Schmelzpunkt und eine bessere Gießleistung und erzielen in der Regel einen guten Wachsaushärtungseffekt, wie z. B. die weit verbreiteten Legierungen 8KY, 9KY, 10KY und 14KY,18KY (Abbildung 5¬-35). Je höher der Reinheitsgrad, desto höher ist der Schmelzpunkt der Legierung, was entsprechende Anforderungen an das Wachshärtungsverfahren stellt.Ausrüstung, usw. Das Schleudergussverfahren ist für hochreine Metalllegierungen besser geeignet als das Vakuumgussverfahren. Der Grund dafür ist, dass beim Vakuumgießen die Formtemperatur höher ist und das Temperatursystem, das sich mit dem geschmolzenen Metall bildet, für Edelsteine zu hoch ist. Beim Schleuderguss kann die Formtemperatur gesenkt und das Risiko einer Beschädigung der Edelsteine verringert werden. Versuche haben gezeigt, dass auch die Metalllegierungen 20KY und 22 KY für das Wachsausschmelzen verwendet werden können.

(2) Weißmetalllegierung K.
Die Marktnachfrage nach K-Platin ist sehr hoch, z. B. 10KW、 14KW、 18KW. Ein großer Teil des K-Weißmetalls wird für die Herstellung von Schmuck verwendet, so dass das Wachsgießverfahren für die Herstellung dieser Art von Legierung von großer praktischer Bedeutung ist. Die derzeit für K-Weißmetall-Legierungen verwendeten Bleichelemente sind jedoch hauptsächlich Ni und Pd. Aufgrund ihrer hohen Schmelzpunkte ist die Gießtemperatur von K-Weißmetall-Legierungen höher und die Erstarrungsgeschwindigkeit ist schneller. Beim Wachsguss mit K-Weißmetall-Legierungen sind die Edelsteine daher anfälliger für Temperaturschocks, was zu Problemen führen kann, und auch das Gussmetall kann Probleme aufweisen. Beim Wachsgussverfahren wird die maximale Brenntemperatur gesenkt, wodurch Wachsrückstände in der Form zurückbleiben können. Die Reaktion zwischen der Legierung und diesen Rückständen kann zu Gaslöchern im Guss führen.
Darüber hinaus kann im Bereich der wachssetzenden Edelsteine die schnelle Abkühlung der Edelsteine leicht die Speisungskanäle verstopfen, was zu Lunkerstellen im Gussstück führt. Darüber hinaus benötigt die Form nach dem Wachsgießen eine längere Zeit für die natürliche Abkühlung, wodurch sich die Verweildauer zwischen 260-430 °C verlängert, was bei nickelhaltigen Legierungen zu Alterungshärtungseffekten und damit zu einer höheren Härte führt. Für K-Weißmetall-Legierungen werden viele Arten der Speisung verwendet, jede mit ihren Vor- und Nachteilen.
Der Schmelzpunkt des Metalls ist relativ niedrig, es hat eine gute Fließfähigkeit, und seine Gießleistung und Wiederverwertbarkeit sind recht gut, was es für den Wachsguss vorteilhaft macht. Experimente zeigen, dass durch die Auswahl geeigneter Gusslegierungen und die strikte Einhaltung der Prozessanforderungen während des Betriebs hervorragende Wachsgussergebnisse erzielt werden können (Abbildung 5-36).
(3) K Rote Metalllegierung.
Im Allgemeinen ist es ratsam, rosa oder rote K-Metall-Legierungen für den Wachsguss zu vermeiden, insbesondere 18K rosa oder 18K rot. Dies liegt daran, dass die Form nach dem Gießen lange abkühlt, was zu einer geordneten Phasenumwandlung im Gussstück führen kann, die Risse und Sprödigkeit auf der Oberfläche des Gussstücks zur Folge hat.
(4) Silber-Legierung.
Silberlegierungen haben einen niedrigeren Schmelzpunkt und eine bessere Gießleistung, so dass die Ergebnisse des Wachsgusses leichter zu garantieren sind. Üblicherweise werden kubischer Zirkon (CZ) und verschiedene kostengünstige synthetische Edelsteine verwendet (Abbildung 5-37). Um gute Ergebnisse beim Wachsgießen von Schmuck aus Silberlegierungen zu erzielen, ist es ratsam, einen Füllstoff mit guter Oxidationsbeständigkeit zu wählen, der die Porosität des gegossenen Stücks erheblich reduzieren und die Bildung von Oxidmustern minimieren kann.

Abbildung 5-36 Wachsgegossener Diamantring aus einer 18-kW-Metalllegierung

Abbildung 5-37 Ring aus einer 925er Silberlegierung mit CZ-Wachsabguss
Abschnitt V Gemeinsame Probleme und Lösungen beim Wachsgießen
Tabelle 5-3 Analyse der häufigsten Probleme, Ursachen und Gegenmaßnahmen beim Wachsabguss
| Häufige Probleme | Beispielbilder | Verursacht | Verbesserte Methoden |
|---|---|---|---|
| Die Website Edelstein knackt |
|
(1) Die Qualität des Edelsteins ist problematisch oder nicht für den Wachsinlayguss geeignet; (2) Die Schrumpfungsrate des Meistermodells ist (3) Die Lücken zwischen den Edelsteinen sind sind zu klein oder berühren sich beim Einlegen während des Einlegens; (4) Die Aufheizrate (5) Die Gießtemperatur ist zu hoch; (6) Die Gießtemperatur ist zu hoch; (6) Die Schrumpfung der Legierung ist zu groß | (1) Verwenden Sie Edelsteine höherer Qualität, die für Wachseinlagen geeignet sind. (2) Berücksichtigen Sie die Gesamtschrumpfung von Gummi-, Wachs Formen, Wachsformen und Metall; (3) Verteilen Sie die Edelsteine vernünftig verteilen, um gleichmäßige und ausreichende (4) Kontrolle der Erhitzungsrate während des Röstens; (5) Die Metalltemperatur angemessen senken; (6) Wählen Sie geeignete Legierungen |
| Die Website gem ändert Farbe |

|
(1) Der Edelstein ist nicht für Wachseinlagen geeignet (2) Der Edelstein wurde künstlich behandelt behandelt; (3) Die Gießtemperatur ist zu hoch (4) Die Temperatur des Metallgusses ist zu hoch zu hoch | (1) Verwenden Sie keine Edelsteine wie Amethyst, Citrin, oder Blautopas; (2) verwenden Sie nicht optimierte, unbehandelte unbehandelte Edelsteine; (3) senken Sie die Rösttemperatur und die Gießtemperatur der Form, fügen Sie dem Gießpulver Schutzmittel Schutzmittel zum Gießpulver hinzufügen; (4) die Metall Gießtemperatur |
| Metall zwischen den Edelsteinen |

|
(1) Die Schrumpfung der Urform ist zu groß ist zu groß und führt zu übermäßigen Lücken zwischen den Edelsteinen; (2) die Abmessungen der Edelsteine sind nicht (3) die Verteilung der Edelsteine ist ungleichmäßig der Edelsteine ist ungleichmäßig; (4) die Metall Temperatur zu hoch ist | (1) Richtig wählen Sie die Schrumpfung Menge der (2) wählen Sie Edelsteine von geeigneter Größe Größe; (3) gleichmäßige Verteilung der Edelsteine zur Gewährleistung (4) Senken Sie die Gießtemperatur, damit die |
| Edelsteine abgefallen |

|
(1) Die Voreinstelllöcher an der Unterseite des des Meistermodells sind nicht geeignet; (2) Das Anschnitt ist nicht groß genug oder falsch positioniert positioniert; (3) Die Wachsform wurde vor dem vor dem Setzen des Steins geprüft; (4) Der Edelstein ist nicht sicher in der Wachsform gefasst (5) Die Größe des Edelsteins ist nicht geeignet (6) Die Temperatur des Metallgusses Temperatur ist zu niedrig. | (1) Korrigieren Sie die Voreinstellungslöcher des Meistermodells; (2) Vergrößern Sie die Größe des Anschnitts oder öffnen Sie einen weiteren Anschnitt um die Metallfüllfähigkeit zu verbessern; (3) Sorgfältige die Wachsform, insbesondere den Bereich der Voreinstelllöcher (4) Setzen Sie den Edelstein sicher in die Wachsform ein, achten Sie auf die Festigkeit des Edelsteins; (5) Verwenden Sie Edelsteine von angemessener Größe; (6) Falls erforderlich, die Temperatur des geschmolzenen Metalls angemessen erhöhen Metall angemessen erhöhen, um einen vollständigen Guss zu erhalten. |
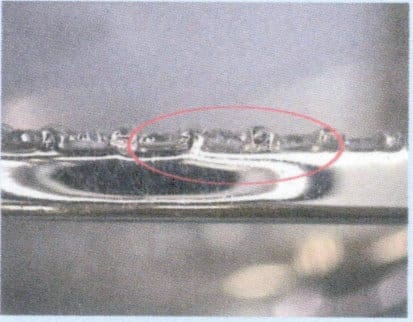
| Der Edelstein ist ungleichmäßig. |
|
(1) Die Qualität des Urmodells ist schlecht, und die Position der Fassung ist ungleichmäßig; (2) Der Edelstein wurde nicht gleichmäßig in die (3) Die Wachsform ist verformt. Wachsform ist verformt; (4) Die Größe des Edelsteines ist unregelmäßig; (5) Die Wachsform wurde während des Transports und des Betriebs äußeren Vibrationen während des Transports und des Betriebs. | (1) Vergewissern Sie sich, dass die Position der Fassung gleichmäßig ist, wenn Sie das (2) Der Edelstein sollte beim Einsetzen in die gleichmäßig in der Wachsform platziert werden; (3) Achten Sie die Wachsform zu überprüfen und eventuelle Verformungen zu (4) Die Größe des Edelsteins sollte regelmäßig sein (5) Achten Sie darauf, die Wachsform nicht zu erschüttern während des Betriebs |