كيف تصنع القوالب المطاطية وقوالب السبائك المعدنية لصب المجوهرات؟
المبادئ الأساسية والمهارات التشغيلية لـ 5 مهام نموذجية
بمجرد توفر النموذج الأصلي للمجوهرات، يمكن إنشاء قالب للإنتاج بكميات كبيرة. وبناءً على خصائص ليونة وصلابة المواد، يمكن تقسيم القوالب إلى قوالب لينة وقوالب صلبة.
تُصنع مواد القوالب اللينة بشكل عام من المطاط المرن، وتؤثر خصائص مادة المطاط على جودة القالب المطاطي. هناك العديد من أنواع المطاط في السوق، بما في ذلك المطاط الطبيعي والمطاط المعدل الذي يستخدم إضافات مختلفة. من بين أنواع المطاط المعدل المختلفة، يستخدم مطاط السيليكون على نطاق واسع في صب المجوهرات نظرًا لمقاومته الجيدة للحرارة، وخصائصه الميكانيكية، وأداء تكرار النموذج الأصلي، وأداء صب القوالب. يجب أن يكون مطاط السيليكون مفلكنًا لإكمال الربط المتقاطع لجزيئات المطاط، وتحويل الجزيئات الكبيرة ذات البنية الخطية إلى جزيئات كبيرة ذات بنية شبكية ثلاثية الأبعاد، وبالتالي امتلاك خصائص مثل المرونة وعدم الالتصاق ومقاومة الحرارة وعدم القابلية للذوبان. بناءً على طريقة الفلكنة يمكن تقسيمها إلى فئتين رئيسيتين: مطاط السيليكون المفلكن بدرجة حرارة عالية ومطاط السيليكون المفلكن بدرجة حرارة الغرفة. تختلف أنواع وكميات المواد المضافة في مطاط السيليكون، مما يؤدي إلى بعض الاختلافات في الأداء. بعض أنواع مطاط السيليكون المطاطية متينة ومرنة، مما يجعل من الصعب تشققها أو تشوهها عند إزالة قالب الشمع؛ وبعض أنواع مطاط السيليكون المطاطية أكثر صلابة وأداءها أفضل في التكرار ولكنها أقل متانة وأكثر عرضة للتشقق؛ وبعض أنواع مطاط السيليكون المطاطية ذات معدل انكماش منخفض جداً، وهو أكثر فائدة لضمان دقة الأبعاد. يمكن إجراء الاختيارات بناءً على الاحتياجات الفعلية أثناء الإنتاج.
تشمل مواد القوالب الصلبة السبائك ذات درجة الحرارة المنخفضة وسبائك الألومنيوم وما إلى ذلك، والتي يتم تشكيلها من خلال المعالجة باستخدام الحاسب الآلي أو يتم تصنيعها في قشور ثم تُصب مع سبائك ذات درجة انصهار منخفضة للحصول على قوالب المجوهرات. وتتمثل الميزة الرئيسية لهذا النوع من القوالب في أنها لا تخضع للتشوه المرن أثناء إنتاج قالب الشمع، مما يضمن بشكل فعال دقة الأبعاد وثبات قالب الشمع.
هيكل مطاط السيليكون
جدول المحتويات
القسم الأول صنع قالب بسيط من مطاط السيليكون المفلكن عالي الحرارة من نموذج خاتم الفضة الحلقي
1. معلومات أساسية
1.1 مطاط السيليكون وأنواعه
يتمتع المطاط الطبيعي بمرونة جيدة ومقاومة قوية للتمزق. ومع ذلك، ونظراً لوجود عدد كبير من الروابط المزدوجة في هيكل سلسلته الرئيسية، فإن الأوزون يتلفه بسهولة، مما يؤدي إلى تدهوره أو تشابكه. ولذلك، لا يمكن استخدامه مباشرةً وعادةً ما يتم الحصول عليه عادةً من خلال الطرق الاصطناعية لإنتاج مطاط الديوين، والأكريلات، والبولي يوريثين، والبولي سلفيد، ومطاط السيلوكسان.
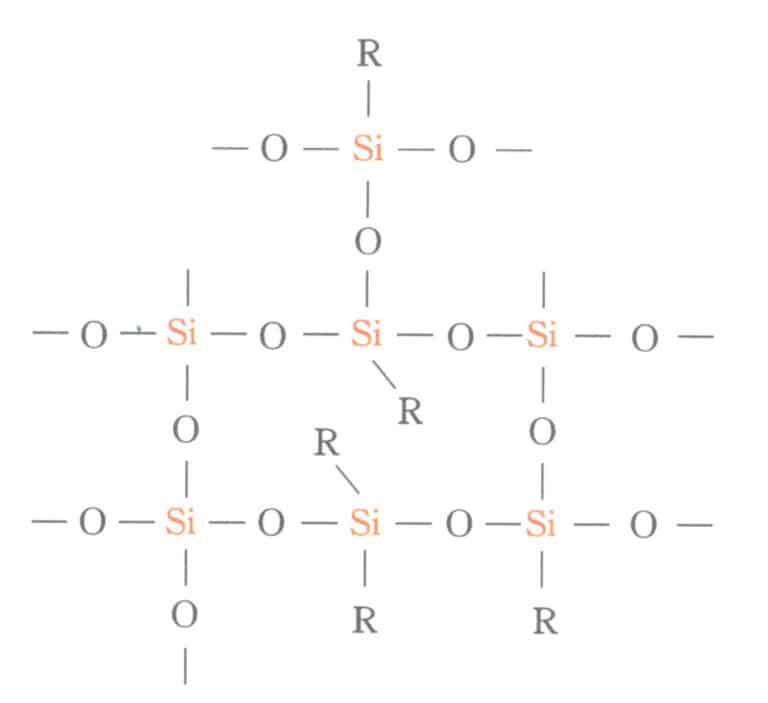
يشير مطاط السيليكون إلى المطاط الذي تتكون سلسلته الرئيسية بالتناوب من ذرات السيليكون والأكسجين، مع وجود مجموعتين عضويتين عادةً متصلتين بذرات السيليكون. وينتمي مطاط السيليكون العادي إلى فئة مطاط السيلوكسان، ويتكون بشكل رئيسي من شرائح السيلوكسان التي تحتوي على الميثيل وكمية صغيرة من الفينيل، كما هو موضح في الشكل 2-1. يمكن أن يؤدي إدخال الفينيل إلى تحسين مقاومة مطاط السيليكون لدرجات الحرارة العالية والمنخفضة، في حين أن إدخال مجموعات ثلاثي فلورو بروبيل وسيانو يمكن أن يعزز درجة الحرارة ومقاومة الزيت. يتمتع مطاط السيليكون بأداء جيد في درجات الحرارة المنخفضة ويمكن أن يظل يعمل تحت -55 درجة مئوية. بعد إدخال فينيل، يمكنه الصمود عند -73 ℃. كما أن مقاومة مطاط السيليكون للحرارة رائعة أيضًا تحت 180 درجة مئوية، حيث يمكن أن يعمل لفترة طويلة ويحافظ على المرونة لعدة أسابيع أو أكثر في درجات حرارة أعلى قليلاً من 200 درجة مئوية، مع تحمل درجات حرارة عالية لحظية أعلى من 300 درجة مئوية. يمكنها تلبية المتطلبات بشكل جيد. تستخدم متطلبات استخدام نماذج مجوهرات القدم على نطاق واسع في صناعة المجوهرات.
1.2 مطاط السيليكون المفلكن بدرجة حرارة عالية
يتمتع مطاط السيليكون المفلكن بالحرارة بأكبر استخدام. يمكن تقسيمه إلى مطاط سيليكون الميثيل ومطاط سيليكون فينيل الميثيل (الأكثر استخدامًا وأرقام العلامات التجارية للمنتجات)، ومطاط سيليكون فينيل الميثيل فينيل (مقاوم لدرجات الحرارة المنخفضة والإشعاع). وتشمل الأنواع الأخرى مطاط السيليكون النتريل، ومطاط السيليكون الفلوري، إلخ. عامل التسليح لمطاط السيليكون هو السيليكا (SiO2-ن هـ هـ2O)، والتي يمكن تقسيمها إلى ثلاثة أنواع بناءً على طريقة الإنتاج: السيليكا المدخنة والسيليكا المترسبة وأشكال أخرى من السيليكا، ويمكن تصنيف كل منها إلى عدة درجات بناءً على متوسط حجم الجسيمات. إن قوة مطاط السيليكون الخام ضعيفة للغاية، ولكن إضافة كمية مناسبة من السيليكا يمكن أن تزيد من قوته بأكثر من 10 مرات. يمكن الحصول على أنواع مختلفة من المطاط اعتمادًا على المجموعات الجانبية المختلفة. بشكل عام ، يتم تصنيف مطاط السيليكون المفلكن بدرجة حرارة عالية إلى مطاط السيليكون المفلكن بدرجة حرارة عالية إلى نوع تشوه دائم منخفض الضغط ، ونوع انكماش منخفض ، ونوع مثبطات اللهب ، ونوع مقاوم للمذيبات ، ونوع درجة حرارة عالية ، وما إلى ذلك ، بناءً على الاستخدام والأداء.
يُصنع مطاط السيليكون المفلكن بدرجة حرارة عالية من مطاط السيليكون المفلكن بدرجة حرارة عالية من بولي سيليكون عالي البوليمر الخطي (5000 إلى 10000 قطعة من سلسلة السيليكون والأكسجين) كمطاط خام، مع إضافة مواد حشو مقوية، ومواد حشو إضافية، وعوامل تحكم هيكلي، وإضافات تحسين الأداء لتحضير المادة المطاطية، والتي يتم تسخينها وفلكنتها بعد ذلك لتشكيل المطاط الصناعي. ويتميز المطاط بالخصائص التالية: ① مقاوم لدرجات الحرارة العالية والمنخفضة على حد سواء ويمكن استخدامه على نطاق واسع من درجات الحرارة؛ ② يتمتع بثبات حراري ومقاومة أفضل للإشعاع ومقاومة للعوامل الجوية مقارنة بمواد البوليمر الأخرى؛ ③ مطاط السيليكون المفلكن غير سام وعديم الرائحة ولا يلتصق بالأنسجة البشرية وغير عرضة للتقادم أو التصلب أثناء التخزين.
1.3 مطاط السيليكون المفلكن بدرجة حرارة عالية للمجوهرات
يتميز مطاط السيليكون بأداء جيد في التكرار ومرونة ممتازة وقوة معينة. عند استخدامه لصنع القوالب، بعد حقن الشمع، تسمح مرونة القالب بإزالة قالب الشمع بسهولة، ولهذا السبب يستخدم على نطاق واسع في قولبة المجوهرات.
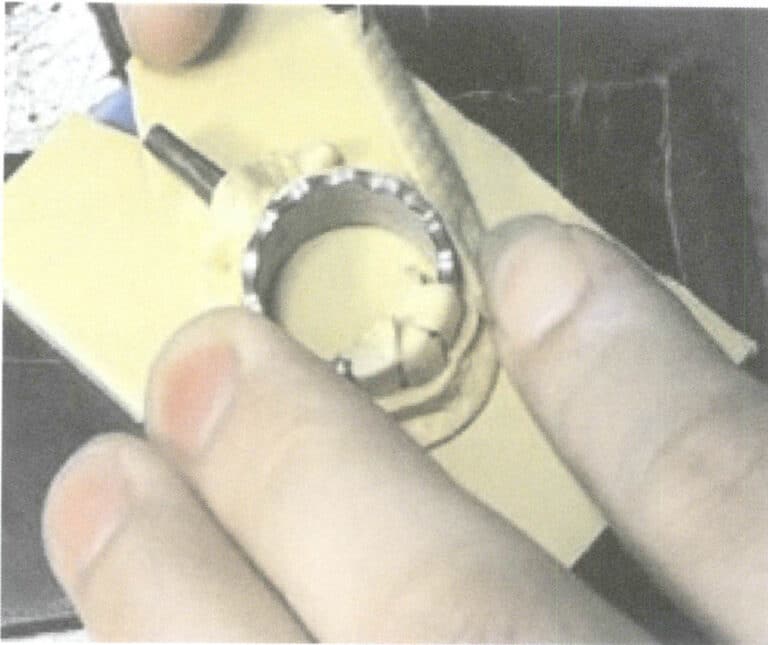
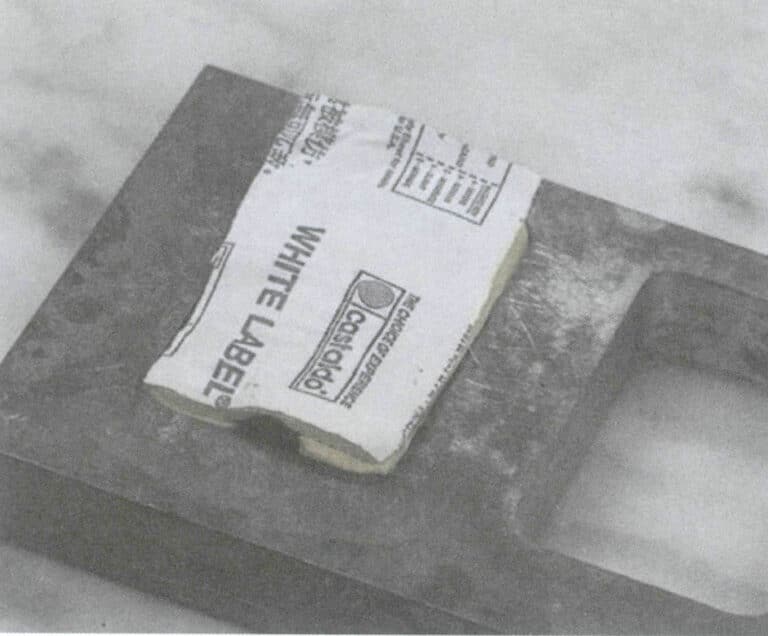
حاليًا، كاستالدو هي العلامة التجارية الشائعة الاستخدام لصفائح مطاط السيليكون المفلكن عالي الحرارة في صناعة صب المجوهرات، كما هو موضح في الشكل 2-2. ويحتوي على كمية معينة من المطاط الطبيعي المعدل، ويتمتع بمرونة جيدة وقوة تمزق معينة، وعمر خدمة طويل، وتأثيرات تكرار جيدة. يتكون المطاط المحلي بشكل أساسي من ثنائي كلوروسيلان، الذي يحتوي على سلسلة جزيئية مرنة ومقاومة للحرارة. ومع ذلك، فإن له أيضًا بعض العيوب، مثل الصلابة العالية، وصعوبة أكبر في تحرير القالب، وقوة تمزق أقل. كما أن عمره التشغيلي في الإنتاج الفعلي قصير نسبيًا، والتكلفة الإجمالية مرتفعة.
يتقلص مطاط السيليكون أثناء عملية الفلكنة، لذلك يجب مراعاة الانكماش عند تصميم الأبعاد الأصلية. لا يحتوي مطاط السيليكون على قابلية للتهوية، مما قد يعيق تسرب الغاز أثناء حقن الشمع. يمكن حل هذه المشكلة عن طريق إنشاء خطوط أو فتحات تنفيس في القالب. يجب الحفاظ على النموذج نظيفًا جدًا أثناء الاستخدام، حيث يمكن أن تزيد المواد الغريبة (مثل بودرة التلك والغبار وما إلى ذلك) من العيوب السطحية في قالب الشمع، والتي ستنتقل لاحقًا إلى المسبوكات.

1.4 المعدات والأدوات الرئيسية لصنع قوالب مطاط السيليكون المفلكن عالي الحرارة
تشمل الأدوات الشائعة لصنع قوالب مطاط السيليكون المفلكن بدرجة حرارة عالية من مطاط السيليكون المفلكن وإطار القالب المصنوع من سبائك الألومنيوم وألواح المطاط وألواح قاعدة الألومنيوم ومشارط ومقصات وكماشة مزدوجة الرأس وملاقط وأقلام زيتية.
الجهاز الخاص بقمع قالب المطاط هو جهاز (الفلكنة)، الذي يقوم بفلكنة مطاط السيليكون الخام عند درجة حرارة وضغط معينين، مما يحوله إلى مطاط معالج قوي ومرن.
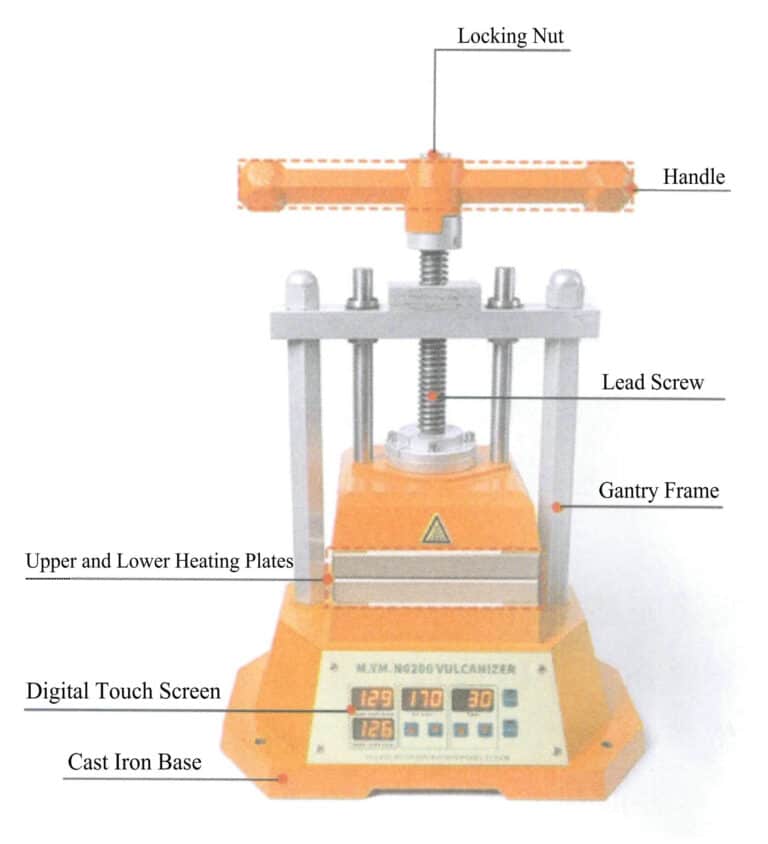
يظهر جهاز الفلكنة التقليدي في الشكل 2-3، مع المكونات الرئيسية بما في ذلك إطار جسرية وقاعدة ومسمار رفع ومقبض دوار ولوحة تسخين بسلك مقاومة ومستشعر درجة الحرارة وجهاز تحكم في درجة الحرارة. هذا النوع من المعدات يتم تشغيله والتحكم فيه يدويًا بشكل أساسي، وهو غير مكلف نسبيًا، ويمكنه تلبية الاحتياجات الملحة لقوالب مطاط السيليكون المفلكن بدرجة حرارة عالية، ولكنه يستخدم ألواح ألومنيوم عادية رقيقة نسبيًا، مما يؤدي أحيانًا إلى مشكلة التسخين غير المتكافئ الذي قد يؤدي إلى عدم كفاية وتفاوت في فلكنة السيليكون؛ ومن حيث التحكم، فإنه يستخدم مقابض وأزرار عادية، والتي تكون عرضة للتلف والعطل؛ بالإضافة إلى ذلك، لا توجد مراوح تبريد أو أجهزة حماية، مما يجعل جسم الماكينة عرضة للسخونة الزائدة أثناء الاستخدام.

مع تقدم التكنولوجيا، خضعت آلات الفلكنة لتغييرات جديدة في الهيكل والوظيفة وطرق التحكم، مما أدى إلى ظهور أنماط جديدة، مثل آلات الفلكنة ذات العرض الرقمي وأجهزة الفلكنة الهوائية الذكية.
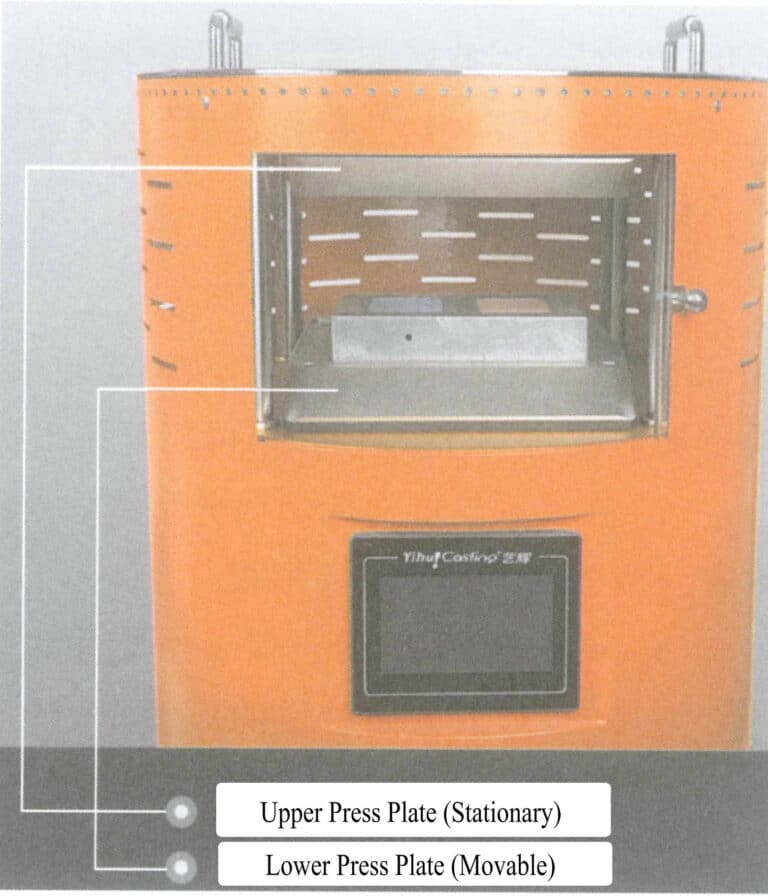
يظهر في الشكل 2-4 جهاز فلكنة العرض الرقمي النموذجي في الشكل 2-4. يتميز بالخصائص التالية: يستخدم جسرًا عملاقًا من الفولاذ المصبوب وقاعدة من الحديد الزهر، مما يوفر صلابة وثباتًا جيدين؛ يتميز بشاشة تعمل باللمس للتشغيل، مما يسمح بضبط درجة حرارة التشكيل والوقت بدقة؛ يستخدم لوحة تسخين من الألومنيوم المصبوب؛ والتي تتمتع بقوة وصلابة وتوصيل حراري جيد؛ تتم معالجة سطح منطقة العمل بالسفع الرملي لضمان تسخين أكثر اتساقًا وتقليل فقد الطاقة وعمر خدمة أطول؛ يتم تركيب مروحة تبريد في الجزء الخلفي من جسم الماكينة، والقاعدة غير رطبة، مما يحمي الدوائر الداخلية من درجات الحرارة المرتفعة، كما أنها مزودة بجرس وأجهزة حماية.
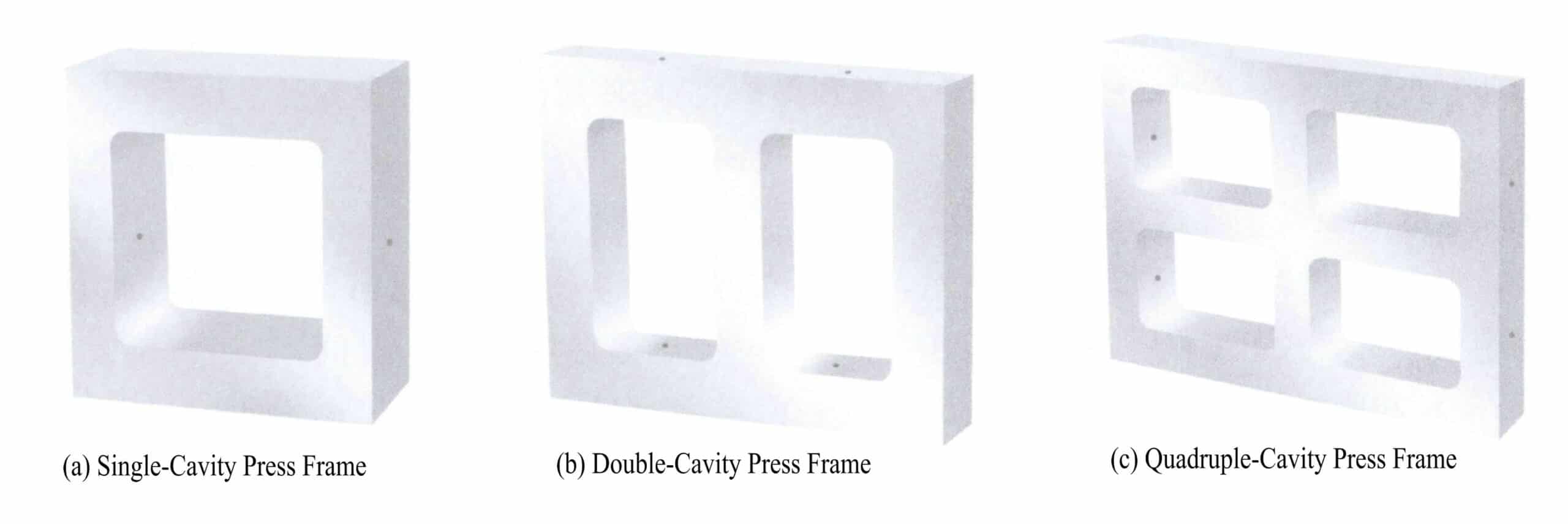
يتم استخدام إطار الصب بالاقتران مع جهاز الفلكنة. واعتمادًا على عدد القوالب التي يتم ضغطها في وقت واحد، يمكن تقسيم إطار التشكيل إلى إطار صب أحادي الفتحة وثنائي الفتحة وأربعة فتحات، كما هو موضح في الشكل 2-6. عادةً ما تكون المادة المستخدمة في تصنيع إطار الصب هي سبائك الألومنيوم، وتكون المعلمات الرئيسية هي طول الإطار الداخلي وعرضه وسمكه.
بشكل عام، يبلغ عرض الإطار الداخلي 47 مم أو 48 مم، والطول 73 مم أو 74 مم. عند ضغط الموديلات الأصلية الأكبر حجمًا، يكون عرض الإطار الداخلي 64 إلى 70 مم، والطول 90 مم أو 95 مم. بالنسبة للموديلات الأصلية الأصغر، يمكن استخدام مزيج من عرض 40 مم وطول 60 مم. بالإضافة إلى المواصفات الشائعة الاستخدام لإطارات التشكيل، يمكن أيضًا تخصيص إطارات التشكيل الخاصة ذات الأطوال والعرض الفريدة وفقًا لخصائص المنتج.
1.5 العوامل التي تؤثر على جودة قوالب مطاط السيليكون المفلكن بدرجة حرارة عالية
يتم تشكيل مطاط السيليكون المفلكن بدرجة حرارة عالية عن طريق التشكيل بالضغط، وتتضمن طريقة تصنيعه بشكل أساسي ثلاث عمليات رئيسية - تعبئة وكبس المطاط الخام، والفلكنة، وفتح القالب. ولذلك، فإن العوامل التي تؤثر على جودة قوالب مطاط السيليكون المفلكن عالي الحرارة تشمل بشكل أساسي جودة تعبئة المطاط الخام، وعملية الفلكنة، وجودة فتح القالب، وغيرها. يجب أيضًا ملاحظة العوامل التي تؤثر على عمليات التصنيع هذه.
(1) ملء وكبس المطاط الخام
① قبل ملء وكبس المطاط الخام، يجب تنظيف سطح النموذج الأصلي. يمكن للسطح النظيف أن يلامس المطاط بالكامل، مما يسهل التكرار الكامل والدقيق لمورفولوجيا النموذج الأصلي، مما ينتج عنه قوالب مطاطية عالية الجودة. قد يؤدي اتساخ سطح النموذج الأصلي إلى ضعف جودة القالب، مما يؤثر على الاستخدام؛ وفي الوقت نفسه، قد يؤدي إلى تكرار مورفولوجية الأوساخ، مما يسبب مشكلة في العمل اللاحق.
② ارسم خط الفراق عند حافة المظهر الجانبي للنموذج الأصلي. ما يسمى بخط الفراق هو الخط المرجعي للموضع عند فصل القالب. مبدأ تحديد خط الفراق هو سهولة إزالة القالب.
③ عند ملء وكبس المطاط الخام، يجب التأكد من أن المطاط الخام يلف النموذج الأصلي بالكامل قبل الفلكنة. لذلك، من الضروري اختيار إطار قالب بحجم مناسب بناءً على أبعاد النموذج الأصلي، ووضع النموذج الأصلي في الموضع المناسب على الصفيحة المطاطية، واستخدام طرق مثل الحفر، والسد، والتفصيل، والحشو، والترقيع لملء المناطق المقعرة، والمناطق المجوفة، ومناطق وضع الأحجار في النموذج الأصلي بالمطاط، كما هو موضح في الشكل 2-7، مع ضمان عدم وجود فجوات بين النموذج الأصلي والصفيحة المطاطية. عند ملء المطاط الخام، يجب أن يتم ذلك أيضًا في نفس الاتجاه لتجنب أن يكون المطاط المقولب قاسيًا جدًا، مما يؤثر على فتح القالب واستخدامه لاحقًا. ولضمان وجود النموذج الأصلي في الطبقة الوسطى من الصفيحة المطاطية ولضمان عمر القالب، يتطلب قالب الضغط عادةً أربع طبقات على الأقل من الصفيحة المطاطية. أثناء ملء وكبس المطاط الخام، من المهم الحفاظ على نظافة الصفيحة المطاطية والأدوات ويدي المشغل لمنع التلوث بين الصفائح الذي قد يؤدي إلى التفكيك بعد الفلكنة. قبل الفلكنة، بعد الضغط على المطاط الخام في إطار القالب، يجب أن يكون المطاط الخام أعلى بحوالي 2 مم من الإطار، كما هو موضح في الشكل 2-8، لضمان كثافة القالب بعد الفلكنة. عند ملء المطاط الخام وضغطه، يجب أن يكون قالب فوهة الشمع المستديرة ذات الذرب المستدير، والمعروف أيضًا باسم غطاء البوابة، مدمجًا فيه، متصلاً مع ذرب النموذج الأصلي، ليصبح في النهاية فوهة الشمع للقالب المطاطي.
الشكل 2-7 تعبئة المطاط
الشكل 2-8 المطاط الخام 2 مم فوق إطار القالب.
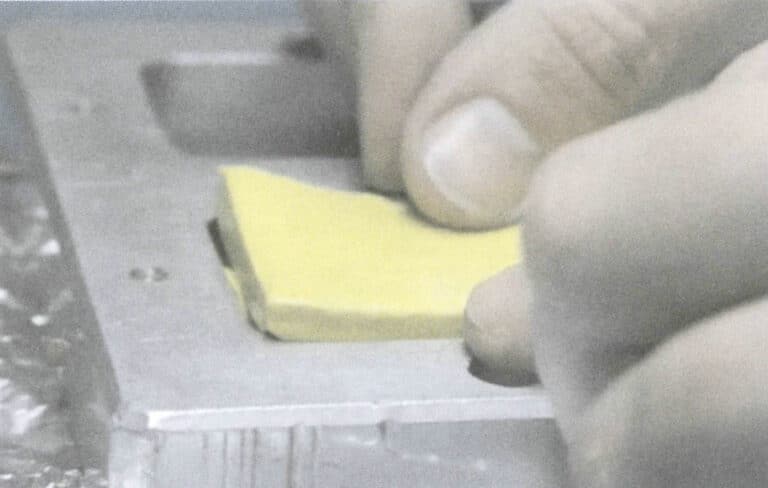
④ في الوقت الحالي، في السوق، إلى جانب استخدام نفس النوع من المطاط لتعبئة المطاط الخام، يمكن أيضاً الجمع بين نوعين من المطاط. والنوعان المستخدمان من المطاط هما المطاط الأصفر المغلف باللب الأصفر (الشكل 2-9) والمطاط الأرجواني (الشكل 2-10)، حيث يستخدم المطاط الأصفر المغلف باللب الأصفر للهيكل الداخلي للمجوهرات، ويعمل المطاط الأرجواني كمطاط هيكلي.
الشكل 2-9 المطاط الأصفر المغلف باللب الأصفر
الشكل 2-10 المطاط الأرجواني
(2) الكبريت
المعلمات الرئيسية الثلاثة لعملية الكبريت هي الضغط ودرجة الحرارة والوقت.
① الضغط. يتم التعبير عن الضغط في عملية الكبريت بدرجة حرارة عالية من حيث الضغط. يؤدي تطبيق الضغط إلى إحداث ضغط، والذي يمكن أن يضغط الفجوة بين الصفيحة المطاطية والنموذج الأصلي، مما يسمح للمطاط الخام بالتلامس والترابط الكامل معًا مع عزل الهواء لمنع الفقاعات في القالب. نطاق الضغط الموصى به هو 5 ~ 20 ميجا باسكال. يمكن استكشاف الضغط الأمثل في ظل ظروف عمل ثابتة نسبيًا بناءً على المواقف الفعلية وخبرة العمل. نظرًا للتغيرات في المطاط، من الضروري ضبط الضغط المطبق ديناميكيًا أثناء عملية الكبريت.
② درجة الحرارة. تقوم عملية الكبريت بربط المطاط الخام في إطار القالب في درجات حرارة عالية لتحويله إلى مطاط ناضج. إذا كانت درجة الحرارة منخفضة جدًا، فقد يؤدي ذلك إلى عدم كفاية الكبريت؛ وإذا كانت مرتفعة جدًا، فقد يتسبب ذلك في تشوه القالب. تختلف درجة حرارة الكبريت بين العلامات التجارية المختلفة لألواح المطاط، ولكل نوع من المطاط درجة حرارة كبريت مثالية عند السماكة المقابلة، مع نطاق درجة حرارة قصوى مقبولة تتراوح بين 143 ~ 173 ℃ ودرجة حرارة كبريت نموذجية تبلغ 150 ℃، والتي يمكن تعديلها وفقًا لتوصيات مورد المطاط. يمكن تعديل نطاق درجة الحرارة القصوى المقبولة ودرجة حرارة الكبريت النموذجية وفقًا لتوصيات مورد المطاط.
③ الوقت. تعكس سرعة الفلكنة مباشرة الوقت المستغرق لعملية الفلكنة، والوقت ودرجة الحرارة مترابطان. وبمجرد ضبط درجة حرارة الفلكنة، يعتمد وقت الفلكنة على سُمك النموذج، مثل 30 دقيقة لسُمك 12 مم، و45 دقيقة لسُمك 18 مم، و75 دقيقة لسُمك 36 مم (الحد الأقصى للسُمك الموصى به للنموذج هو 36 مم). بالنسبة للسماكة الثابتة للنموذج، بعد استيفاء الحدين الأدنى والأعلى لدرجة حرارة الفلكنة، غالبًا لكل 10 ℃ انخفاض، يجب تمديد وقت الفلكنة بمقدار 30 دقيقة.
المطاط موصل ضعيف للحرارة، ويستغرق انتقال الحرارة إلى قلب النموذج وقتًا طويلاً. يجب ضبط ضغط الفلكنة بشكل دوري وفقًا لدرجة الحرارة للتأكد من أن درجة حرارة كل جزء من النموذج موحدة ومفلكن بالكامل. بعد اكتمال الفلكنة، قم بإزالة القالب المطاطي بسرعة واتركه يبرد بشكل طبيعي، وبعد ذلك يمكن فتح القالب.
(3) فتح القالب
يشير ما يُسمى بفتح القالب إلى عملية تقطيع القالب المطاطي إلى عدة أجزاء متطابقة على طول ذرب القالب وخط فراق النموذج الأصلي بعد الفلكنة، وفقًا لتعقيد شكل النموذج الأصلي، وإزالة النسخة الأصلية والحصول على قناة حقن الشمع والتجويف. الغرض من فتح القالب هو ضمان إمكانية إزالة قالب الشمع بسلاسة بعد حقن الشمع في القالب المطاطي. في مصانع المجوهرات، يعد فتح القالب مهمة تقنية للغاية. إذا لم يتم القيام بها بشكل صحيح، فقد يؤدي ذلك إلى ظهور نتوءات على قالب الشمع على سطح الفراق أثناء حقن الشمع أو تلف النموذج الأصلي أثناء قطع القالب. تؤثر جودة الفتح بشكل مباشر على جودة قالب الشمع، وصعوبة عملية إزالة القالب، وعمر القالب المطاطي.
بعد تقسيم القالب المطاطي إلى عدة أجزاء، يجب إعادة تجميعه في الكل، مما قد يؤدي بسهولة إلى اختلال المحاذاة. إذا كانت مادة القالب المطاطي لينة نسبيًا، فإن احتمال حدوث اختلال في المحاذاة يكون أعلى. يجب وضع هياكل تحديد المواقع على سطح القطع لإعادة تجميع الهيكل الأصلي بدقة وضمان المحاذاة الدقيقة للقوالب العلوية والسفلية أثناء حقن الشمع. هناك عمومًا طريقتان لتحديد الموضع: إحداهما هي قطع خط متموج واضح المعالم، والمعروف أيضًا باسم تحديد موضع الخط المتموج، كما هو موضح في الشكل 2-11؛ والأخرى هي قطع هيكل تحديد الموضع المقعر المحدب في الزوايا الأربع للقالب المطاطي، والمعروف أيضًا باسم تحديد الموضع الزاوي، كما هو موضح في الشكل 2-12.
الشكل 2-11 رسم تخطيطي لوضع خط الموجة في القالب المطاطي

الشكل 2-12 وضع القالب بأربع زوايا
يتطلب قطع النموذج مستوى عالٍ من المهارة الفنية. لا تُظهر القوالب التي ينتجها صانعو القوالب ذوو المهارة العالية تشوهًا أو كسرًا أو وميضًا بعد حقن الشمع ولا تتطلب عمومًا إصلاح الشمع أو اللحام، مما يوفر قدرًا كبيرًا من وقت التشطيب ويحسن كفاءة الإنتاج.
في بعض الحالات، إذا كان النموذج الأصلي يحتوي على أجزاء مقصوصة من الأسفل، مثل الحلقة ذات المقطع العرضي الغائر على شكل حرف "C" (الشكل 2-13)، فإن استخدام طريقة تقطيعه إلى قطعتين عند فتح القالب سيؤدي إلى مشكلتين: الأولى هي القطع على طول الجانب، مما يعني أن الأصل مغروس في القالب. عند حقن الشمع لاحقًا وإزالة قالب الشمع لاحقًا، يلزم حدوث تشوه كبير في القالب المطاطي لاستخراجه. ويتعرض قالب الشمع لإجهاد كبير في هذا الوقت، مما يجعله عرضة للتشوه أو حتى الكسر. وهناك طريقة أخرى تتضمن القطع على طول المحيط الخارجي الأقصى، حيث يوجد خط الفراق على المدخل. يمكن أن يؤدي ذلك بسهولة إلى تكوين وميض أثناء حقن الشمع، مما يزيد من تكلفة إصلاح الشمع. وبالإضافة إلى ذلك، عند إزالة قالب الشمع، ستظل المكونات المقعرة تمارس قوة كبيرة على قالب الشمع، مما يستمر في تشكيل خطر الكسر والتشوه.
2. تنفيذ المهام
تتمثل المهمة في إنشاء قالب من مطاط السيليكون المفلكن عالي الحرارة لنموذج فضي حلقي بسيط من الفضة.
(1) المعالجة المسبقة للنموذج الأصلي
أولاً، قم بتنظيف سطح النموذج الأصلي للحلقة بالإيثانول اللامائي والورق الخالي من الوبر، ثم استخدم قلماً زيتيًا لرسم خط فاصل على منطقة السطح الأملس للحافة الخارجية للحلقة، كما هو موضح في الشكل 2-15.
(2) التحضير لتعبئة المطاط
حدد إطار القالب ذو الفتحة المزدوجة وقم بتقطيع الصفيحة المطاطية الخام إلى كتل مطاطية متساوية الحجم وفقًا لأبعاد الطول والعرض للإطار الداخلي لإطار القالب، كما هو موضح في الشكل 2-16.

الشكل 2-15 رسم خط التقسيم
الشكل 2-16 قطع مقطوعة من الصفيحة المطاطية الخام
(3) تعبئة المطاط الخام وضغطه
قم بتمزيق الغشاء الواقي من الصفيحة المطاطية الخام، وقم بتكديس صفيحتين من المطاط الخام معًا، وضع النموذج الأصلي للحلقة في منتصف الصفيحتين. أدخل غطاء ذرب في نهاية ذرب النموذج الأصلي، مع التأكد من ملاءمته بشكل مريح على جانب إطار القالب، كما هو موضح في الشكل 2-17. املأ الفجوات حول النموذج الأصلي بشريط رفيع من الغراء. ثم، قم بتغطية السطح بصفيحة مطاطية خام، مع التأكد من وضع النموذج الأصلي في منتصف الصفائح المطاطية الخام، وتأكد من أن الصفيحة المطاطية الخام أعلى من إطار القالب بحوالي 2 مم، كما هو موضح في الشكل 2-18.
الشكل 2-17 أدخل غطاء البرغي
الشكل 2-18 تعبئة وكبس المطاط الخام
(4) الفلكنة
قم بتوصيل جهاز الفلكنة اليدوي بمصدر الطاقة، واضبط درجة حرارة التسخين على 175 درجة مئوية، وقم بتشغيل المفتاح للتسخين المسبق لمدة 30 دقيقة. بعد التسخين المسبق ، ضع إطار القالب المملوء بألواح المطاط الخام بين ألواح التسخين العلوية والسفلية ، كما هو موضح في الشكل 2-19. قم بتشغيل المقبض الدوار للضغط على ألواح التسخين بإحكام على إطار القالب، واضبط الوقت لمدة 30 دقيقة. بعد بضع دقائق من بدء الفلكنة، قم بتدوير المقبض لضمان تعويض قوة التحرير الناتجة عن بدء الفلكنة على الفور.

(5) فتح القالب المطاطي
بعد اكتمال عملية الفلكنة، قم بإزالة إطار القالب من جهاز الفلكنة وأخرج القالب المطاطي من إطار القالب. استعد لفتح القالب المطاطي.
① قم بتبريد القالب المطاطي المضغوط حتى لا يصبح ساخنًا عند اللمس، وقم بقص الوميض بالمقص، ثم قم بإزالة غطاء الذرب بكماشة ذات أنف إبرة، ثم قم بتمزيق القشرة المتفحمة.
② ضع قالب السيليكون في وضع مستقيم بحيث يكون الذرب متجهًا لأعلى، واستخدم مشرطًا لقطع على طول الخط المركزي للحواف الأربعة لقالب السيليكون من أحد جوانب الذرب إلى عمق 3 ~ 5 مم (يمكن ضبطه وفقًا لحجم قالب السيليكون)، وقطع الحواف الأربعة لقالب السيليكون.
③ اقطع الزاوية الأولى عند الشق الأول. أولاً، قم بقطع الحافتين المستقيمتين بعمق (يمكن تعديله وفقًا لحجم قالب السيليكون)، ثم اسحب الحافتين المستقيمتين المقطوعتين بقوة واقطع على طول 45 درجة لإنشاء حافة مائلة، لتشكيل هيكل بارز يبدأ بمثلث قائم الزاوية. عند هذه النقطة، يجب أن يكون لنصفي قالب السيليكون عند القطع مثلثات مقعرة ومحدبة متناظرة تتناسب مع بعضها البعض، كما هو موضح في الشكل 2-20.
④ باتباع الخطوات السابقة، اقطع الزوايا الثلاث المتبقية بالتتابع.
⑤ اسحب زاوية القطع الأول، واستخدم الشفرة للقطع بثبات على طول خط الوسط إلى الداخل (إذا كنت تستخدم طريقة القطع المنحنية، يجب أن تتأرجح الشفرة في منحنى معين لإنشاء سطح قطع على شكل قشرة سمكة أو سطح قطع متموج). أثناء القطع، اسحب القالب المطاطي إلى الخارج. عند الاقتراب من موضع السبرو، توخى الحذر وارفع القالب المطاطي برفق بطرف السكين للكشف عن خط الماء. بعد ذلك، اقطع أحد وجهي طرف الدائرة الخارجية للحلقة.
⑥ قم بإزالة النموذج الأصلي للحلقة، مع ملاحظة ما إذا كان هناك أي خيوط لاصقة بين النموذج الأصلي والقالب المطاطي. إذا كان هناك أي التصاق، يجب قطعه. إذا كانت هناك مقاومة كبيرة عند إزالة النموذج الأصلي، فيجب قطع القالب المطاطي بناءً على الحالة.
(6) إنشاء خطوط تهوية (6)
بعد فتح القالب المطاطي، يجب رسم خطوط تنفيس على القالب المطاطي لزيادة التهوية. راقب خصائص التجويف الذي شكله النموذج الأصلي، وحلل المناطق المحتملة التي قد يتراكم فيها الهواء، واستخدم مشرطًا لرسم عدة خطوط للمساعدة في طرد الهواء من التجويف حتى يمكن الحصول على قالب شمعي كامل أثناء حقن الشمع.
(7) المعالجة اللاحقة
بعد تقطيع قالب السيليكون، نظّف تجويف القالب، ورشّ بمادة مُحرّرة، وأعد تجميع القالب، واكتب رقم القالب على سطح قالب السيليكون.
القسم الثاني إنتاج قالب من مطاط السيليكون المفلكن بدرجة حرارة عالية لنموذج فضي مقعر الدائري
1. معلومات أساسية
1.1 مراقبة جودة المجوهرات
للمجوهرات التقليدية وظائف الحفاظ على القيمة والتقدير، والتجميل التزييني والتخليد الرمزي. وفي نظر بعض المستهلكين، يُظهر ارتداء المجوهرات في نظر بعض المستهلكين القوة المالية لمرتديها، ولهذا السبب كان الطلب على الأشكال المبالغ فيها من المجوهرات الذهبية، مثل السلاسل والخواتم الذهبية كبيرة الحجم، في وقت من الأوقات. ومع ذلك، تطورت المجوهرات جنبًا إلى جنب مع الحضارة الإنسانية وارتبطت ارتباطًا وثيقًا بالاتجاهات الاجتماعية والأجواء الثقافية. ومن أجل جعل المجوهرات في متناول المستهلكين وتسهيل ارتدائها، أصبح الحد من جودتها هو الاتجاه السائد. ويكشف التحليل التفصيلي عن الأسباب التالية.
(1) اشتراط خفة الحليّ (1)
في عهد أسرة مينغ، سجل تشانغ كونشن في "الأقوال الأنيقة والشعبية المنقحة والموسعة" "في العصور القديمة، كان التاج الذي يرتديه الرجال يعتبر حلياً". وبعبارة أخرى، كانت المجوهرات تشير في الأصل إلى الأشياء التي يتم ارتداؤها على الرأس، والتي لا يمكن أن تكون ثقيلة للغاية بطبيعة الحال. علاوة على ذلك، مع تقدم الزمن، أدرك الناس أن المجوهرات يجب أن تتناسب مع الملابس التي يتم ارتداؤها، ويمكن أن تكون المجوهرات خفيفة الوزن بمثابة زينة زخرفية دون أن تجلب مشاكل جديدة لمرتديها. يمكن أن يبرز الملمس الخفيف الوزن رقة المجوهرات، مما يجعلها محبوبة لدى الناس.
(2) الطلب على سعر الوحدة لمجموعات المستهلكين
في المراحل المبكرة من المجتمع البشري، كان امتلاك المجوهرات امتيازاً لطبقة النبلاء ورمزاً للمكانة. كان هؤلاء الأفراد يمتلكون ثروة كبيرة ومن الطبيعي ألا يولوا اهتماماً كبيراً لتكلفة المجوهرات. ومع ذلك، مع ازدياد شعبية المجوهرات وسهولة الوصول إليها، أصبح المستهلكون أكثر حساسية تجاه الأسعار. صُنعت المجوهرات في الغالب من المعادن الثمينة وسُعِّرت بالقراريط، ومن خلال التحكم في جودة المجوهرات، أصبح من الممكن التحكم في التكلفة بشكل مباشر، مما يسهل على المستهلكين قبولها.
(3) حاجة مؤسسات إنتاج المجوهرات إلى توحيد الإنتاج
يمكن لعملية الإنتاج الموحدة للمجوهرات المعدنية الثمينة تحسين جودة المنتج والتحكم في تكاليف التشغيل. ويسمح تحديد جودة المجوهرات بتقدير أكثر دقة للمواد المستخدمة، ويساعد على الحفاظ على جودة متسقة عبر دفعات مختلفة من منتجات المجوهرات، مما يمنع حدوث تفاوتات كبيرة في الجودة بسبب اختلاف المشغلين.
1.2 طرق الحد من وزن المجوهرات
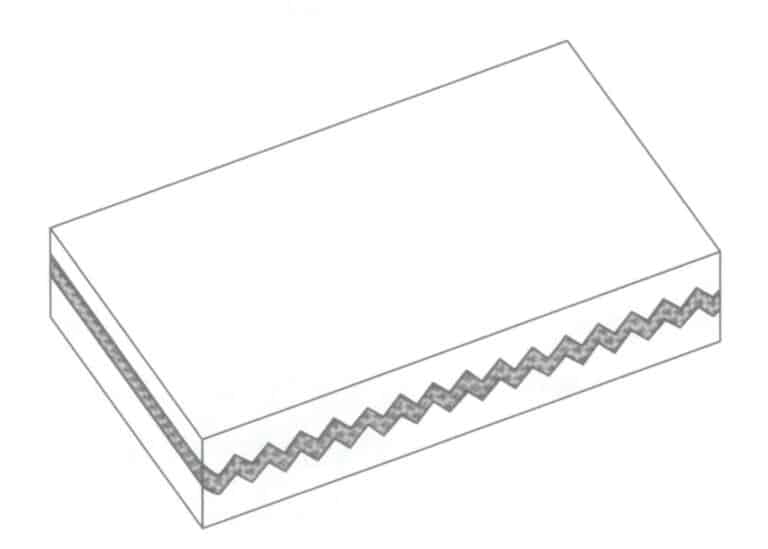
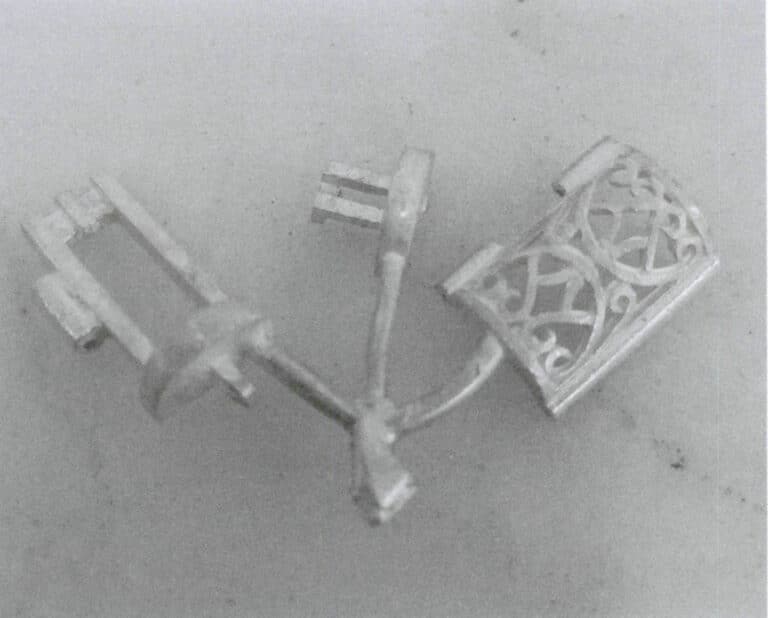
مع تنوّع تصميم المجوهرات، يزداد الطلب على التأثير ثلاثي الأبعاد للزخارف. يتزايد عدد تصاميم المجوهرات التي تتضمن هياكل متموجة لتحقيق التأثير ثلاثي الأبعاد المطلوب، مما يزيد من أبعاد المواد وجودة المجوهرات. لجعل المجوهرات متنوعة من الناحية الهيكلية قدر الإمكان دون تجاوز حدود الجودة، عزز مصممو المجوهرات والحرفيون تطوير الهياكل المقعرة في المجوهرات. عندما يكون العمق المقعّر كبيرًا، يمكن أن يخلق مساحة غائرة مفرطة؛ وعند هذه النقطة، يمكن أن تؤدي إضافة تصميم قاعدة شبكية إلى تقليل الإدراك البصري للاكتئاب وتعزيز الجماليات. وبالإضافة إلى ذلك، يمكن أن تؤدي زيادة القاعدة الشبكية إلى حماية الأحجار الكريمة بشكل فعال، مما يجعلها أقل عرضة للتلف أو الفقدان، كما هو موضح في الشكل 2-21.
بالنسبة للمجوهرات ذات الهياكل المقعرة أو الهياكل ذات القواعد الشبكية، لضمان التحرير السلس، من الضروري معالجة الفتحة السفلية عند تحرير قالب الغراء أثناء ضغط قالب الغراء. بالنسبة للهياكل ذات القواعد الشبكية، يجب فصل جزء القاعدة الشبكية عن الجسم الرئيسي للمجوهرات لصنع القالب. بعد إنتاج المكونات المختلفة بشكل منفصل، يتم بعد ذلك لحام القاعدة الشبكية مرة أخرى أثناء عملية التشطيب لاستعادة هيكل القاعدة الشبكية.
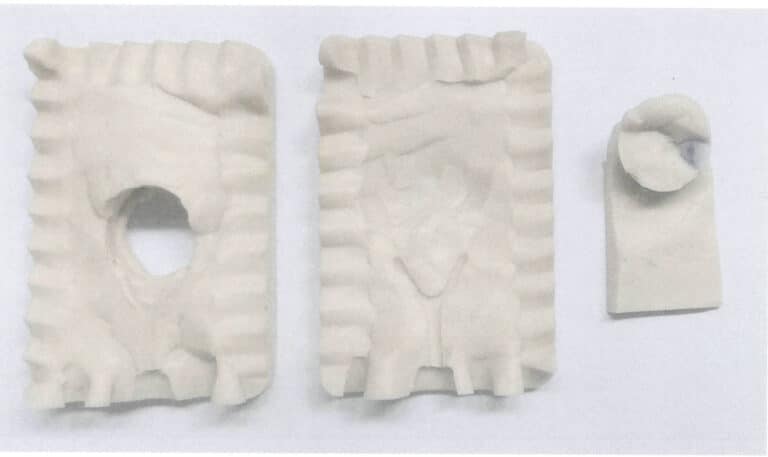
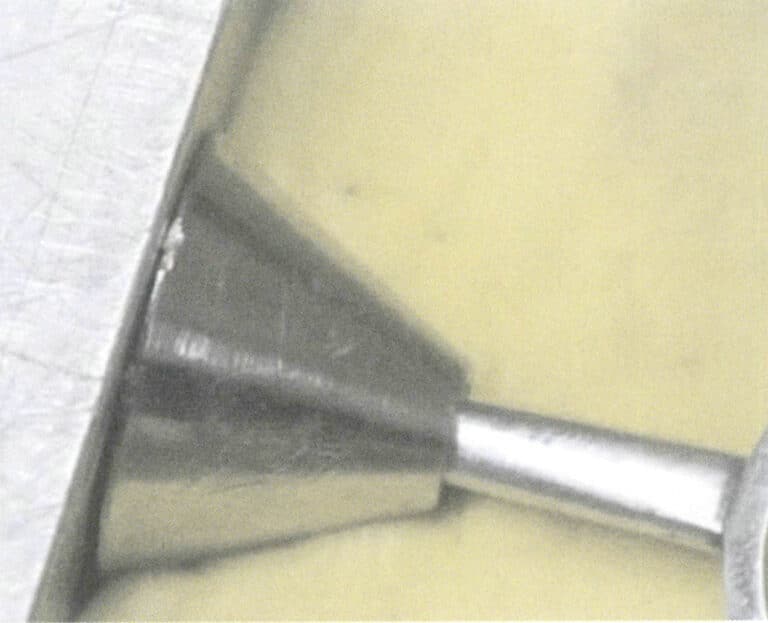
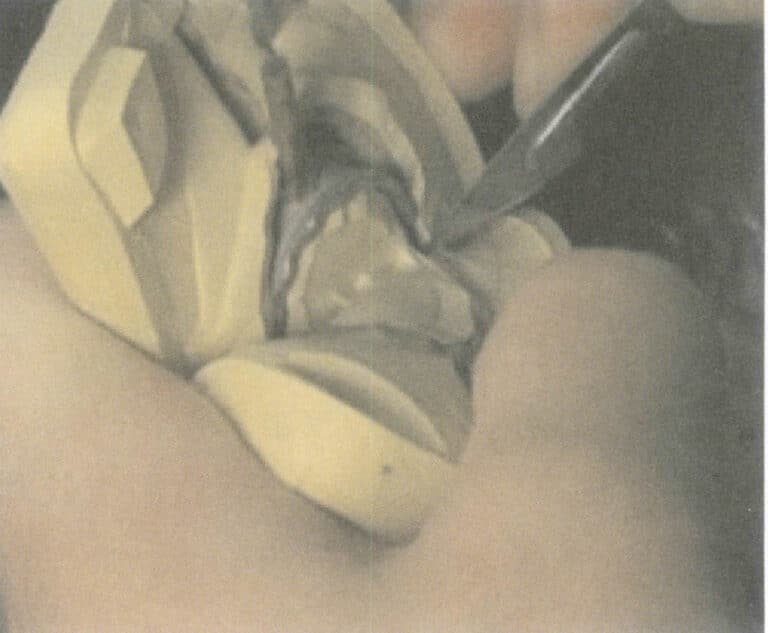
بعد الضغط على النموذج لضمان عدم تشميع قالب الشمع باستمرار أثناء استخراج الشمع لاحقًا، قد يكون من الضروري إجراء معالجة الفتحة السفلية. يتضمن ما يسمى بالفتحة السفلية قطع المحيط بالكامل على طول الدائرة الداخلية للمجوهرات بعمق عند تحرير قالب الغراء، مع القطع بالقرب من السطح السفلي دون قطعه. من خلال قلب القالب المطاطي وثنيه باتجاه القطع بالأصابع على كلا الجانبين، يمكن ملاحظة القطع المحيطي للدائرة الداخلية بالإضافة إلى علامات القطع على أجزاء الإطار والرأس (بما أنه لم يتم القطع من خلاله، فإن المطاط المتبقي يتمدد ليشكل علامات ضحلة غائرة قليلاً). اقطع على طول هذه العلامات إلى موضع الذرب المقابل، ثم اقطع شريطًا موازيًا للذرب بعرض وطول متقاربين. عند هذه النقطة، يشكل الجزء السفلي شكلاً يشبه الفطر، مما يسمح بسحب الجزء الداخلي من الحلقة من الجزء السفلي المقطوع، مما يشكل كتلة متحركة. وتسمى هذه العملية بقطع الكتلة المطاطية القابلة للحركة للقالب المطاطي، كما هو موضح في الشكل 2-22. لا يمكن لمثل هذا القالب المطاطي استخراج قالب الشمع بنجاح إلا بعد حقن الشمع. بالنسبة لبعض الهياكل الأكثر تعقيدًا، قد يكون من الضروري أيضًا استخدام طريقة التقشير لسحب القالب واسترجاع النموذج الأصلي. قد تتطلب بعض الهياكل أيضًا تقسيم القطعة القابلة للنقل إلى عدة قطع؛ وعادةً ما تسمى الكتلة القابلة للنقل التي يتم سحبها من خارج القالب المطاطي بالكتلة الخارجية القابلة للنقل، بينما تسمى الكتلة القابلة للنقل المثبتة داخل القالب المطاطي بالكتلة الداخلية القابلة للنقل.
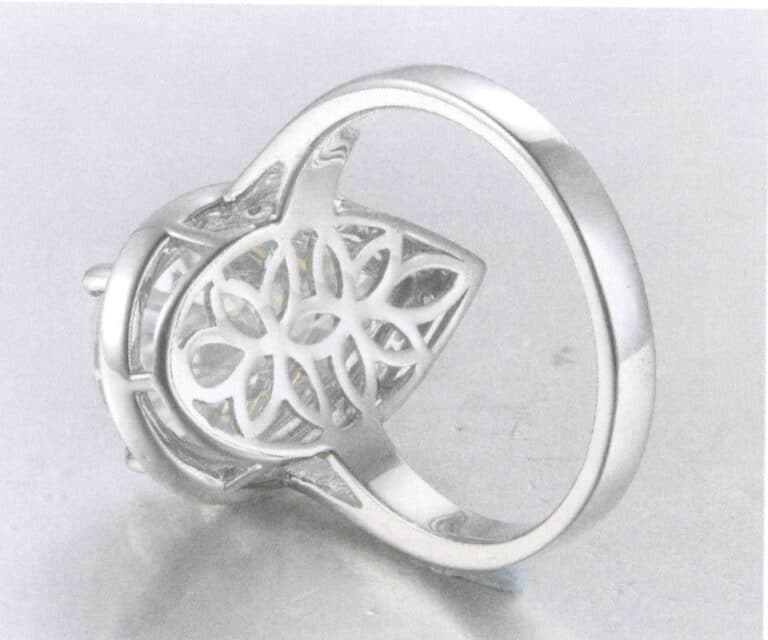
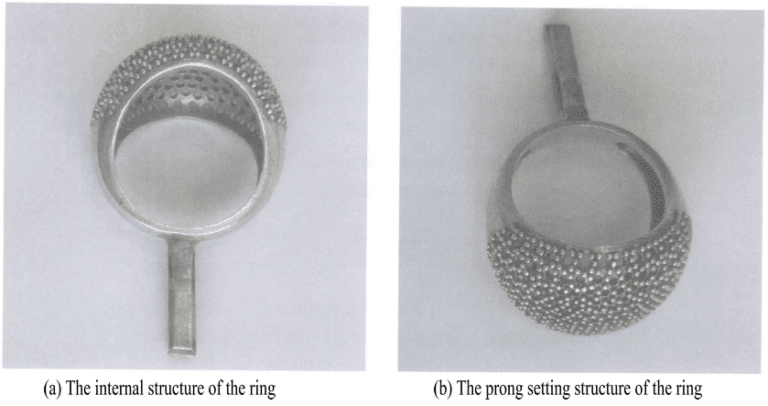
الشكل 2-21 حلقة ماسية ذات دعامة شبكية
الشكل 2-22 قطع قطعة مطاطية متحركة القالب المطاطي
نسخ الكتابة على مجوهرات سوبلينج - مصنع مجوهرات حسب الطلب، مصنع مجوهرات OEM و ODM
2. تنفيذ المهام
تتمثل هذه المهمة في إنشاء قالب من مطاط السيليكون المفلكن بدرجة حرارة عالية من مطاط السيليكون للنموذج الفضي للحلقة المقعرة.
(1) المعالجة المسبقة للنموذج الأصلي
نظف نموذج الحلقة المقعرة الأصلية (الشكل 2-23) بالإيثانول اللامائي والورق الخالي من الوبر، وارسم خط فراق على حافة أحد جانبي الكفاف.
(2) التحضير لتعبئة المطاط
حدد إطار القالب ذو الفتحة المزدوجة وقم بتقطيع الصفيحة المطاطية الخام إلى كتل مطاطية متساوية الحجم بناءً على أبعاد الطول والعرض للإطار الداخلي للقالب.
(3) تعبئة المطاط الخام وضغطه
اضغط على نموذج الحلقة المقعرة الأصلية في وسط الصفيحة المطاطية، واقطع الشرائط المطاطية الصغيرة، واملأ الفجوات. استخدم غطاء الذرب كنقطة انتقال بين إطار القالب وذرب نموذج الحلقة الأصلية. العملية مماثلة للخطوة 3 من 2.1.3.
(4) الفلكنة
يستخدم جهاز الفلكنة الأوتوماتيكي للضغط على قالب المطاط. قم بتسخين المعدات مسبقًا، وبعد التسخين المسبق، ضع إطار القالب في جهاز الفلكنة (الشكل 2-24)، واضبط درجة حرارة تسخين القالب العلوي والسفلي على 175 درجة مئوية، وقم بزيادة الضغط تدريجيًا إلى 550 كيلو باسكال وفقًا لسرعة تسخين الجهاز. حافظ على هذا الضغط لمدة 40 دقيقة، كما هو موضح في الشكل 2-25.
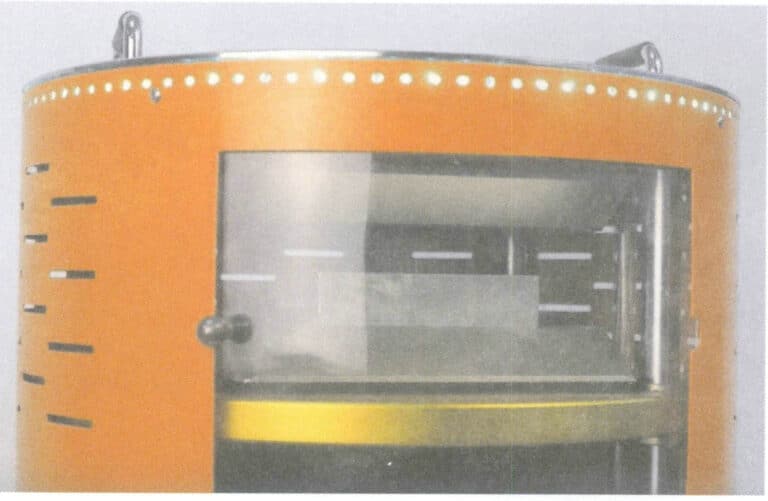
الشكل 2-24 ضع إطار القالب في جهاز الفلكنة
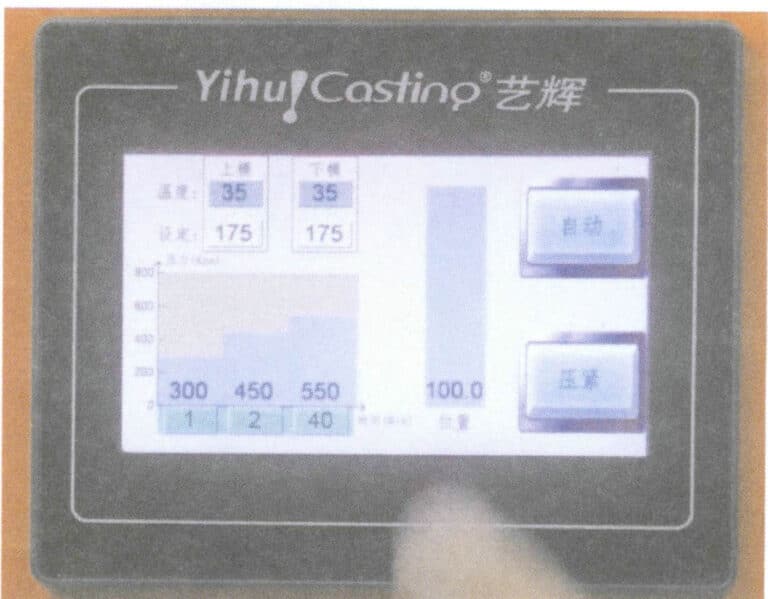
الشكل 2-25 إعداد المعلمات
(5) فتح القالب
بعد اكتمال عملية الفلكنة الكاملة، قم بإزالة إطار القالب من جهاز الفلكنة وإزالة القالب المطاطي من الإطار. أولاً، استخدم المقص لقطع الوميض الزائد حول حواف القالب المطاطي. استخدم مشرطًا لقطع أربع زوايا على طول حافة القالب المطاطي ثم قم بتقسيمه إلى قطعتين على طول خط الفصل، كما هو موضح في الشكل 2-26. لمعرفة العمليات المحددة لفتح القالب، راجع الخطوة 5 من القسم 2-1-3.

(6) فتح القطعة القابلة للحركة
لا يمكن إزالة المقعرة الداخلية على شكل حرف C مباشرة، لذلك يجب فتح قطعة متحركة. اقطع بعمق على طول محيط الحلقة الداخلية بالكامل، واجعل الشق قريبًا من السطح السفلي. اقلب القالب المطاطي، واستخدم أصابعك لثني جانبي القالب المطاطي باتجاه اتجاه الشق. يمكنك ملاحظة الشق المحيطي للحلقة الداخلية بالإضافة إلى آثار شقوق الحافة وجزء الرأس. اقطع على طول هذه الآثار إلى موضع الذرب المقابل. اقطع قطعة من جزء الإطار كقطعة داخلية قابلة للحركة، ثم اقطع قطعة من جزء الحلقة الداخلية للحلقة المقعرة كقطعة خارجية قابلة للحركة (الشكل 2-27).

(7) فتح خط التنفيس
بعد قطع القالب المطاطي، استخدم مشرطًا لرسم خط التنفيس على القالب المطاطي. انظر الخطوة 6 من القسم 2-1-3 للحصول على التفاصيل.
(8) المعالجة اللاحقة
قم بتنظيف تجويف القالب، ورشّه بمادة مانعة للتحرير، ثم قم بتجميعه وكتابة رقم القالب على سطح القالب.
القسم الثالث إنتاج قوالب مطاطية مبركنة ذات درجة حرارة عالية لقوالب مطاطية عالية الحرارة لوصلات السلاسل الصغيرة المثقبة النموذج الفضي
1. معلومات أساسية
(1) سلسلة المجوهرات (1)
تُعد مجوهرات السلاسل نوعًا مهمًا من المجوهرات، وتتكون عادةً من سلسلة واحدة أو أكثر، والتي تتكون من مزيج متكرر من عدة وحدات أساسية لإنشاء طول معين. يمكن تقسيم مجوهرات السلاسل إلى قلادات وأساور وسلاسل خصر وخلاخل ودبابيس وغيرها. تُعرف الوحدات الأساسية أيضًا باسم روابط السلاسل. يسمح التصميم المتنوع لروابط السلاسل بتقديم عروض مختلفة في مجوهرات السلاسل. تتمثل إحدى الخصائص المهمة لمجوهرات السلاسل في قدرتها على الانحناء بشكل طبيعي وفقًا لشكل موضع الارتداء، وتعتمد هذه الوظيفة على تصميم درجات الحرية بين حلقات السلسلة في هيكل السلسلة. تشمل الهياكل الشائعة الهيكل المتشابك (الشكل 2-28)، والهيكل المتشابك الزنبركي اللساني والعارضة المتقاطعة (الشكل 2-29) والهيكل المفصلي (الشكل 2-30).


الشكل 2-29 هيكل زنبرك اللسان والعارضة المتشابكة المتقاطعة
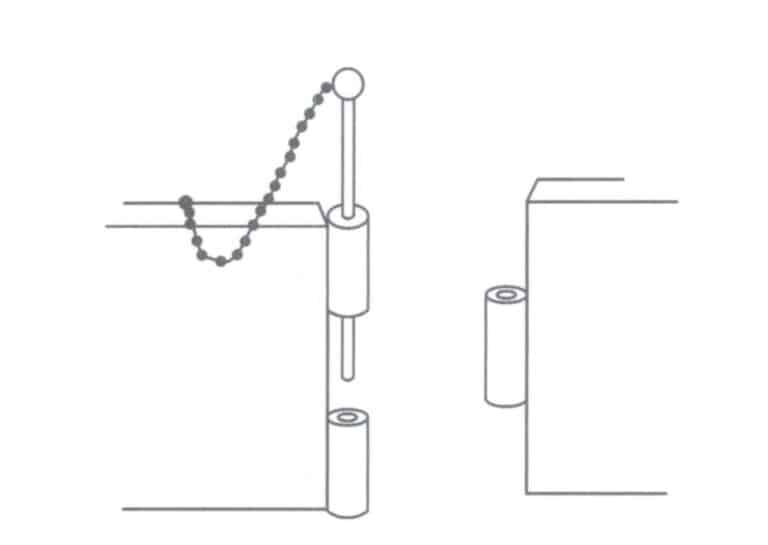
الشكل 2-30 الهيكل المفصلي
(2) خصائص نموذج الهيكل المفصلي (2)
يمكن تحقيق الإنتاج على دفعات عن طريق إنشاء حلقات لوصلات السلاسل ذات الهياكل المتشابكة. وبالنسبة لحلقات السلسلة ذات الهيكل المتشابك اللساني والعارضة المتشابكة، يمكن أيضًا تحقيق الاستنساخ والإنتاج على دفعات عن طريق الضغط على قوالب مطاطية. وبالمثل، من المأمول أن يمكن استنساخ هيكل المفصلة لإنتاج الدفعات لتحسين كفاءة الإنتاج. يشتمل هيكل المفصلة على المفصلة وماسورة المفصلة. يمكن إعداد المفصلة بأحجام متقابلة عن طريق سحب الأسلاك، بينما يجب أن يشكل برميل المفصلة هيكلًا مجوفًا أثناء الضغط على القالب المطاطي، وهو أمر يصعب تحقيقه. وتتمثل التحديات الرئيسية هنا في شقين: ① من الصعب ملء برميل المفصلة بمطاط السيليكون، مما يؤدي إلى هيكل غير مكتمل بعد الفلكنة؛ ② حتى إذا تم ملء مطاط السيليكون في برميل المفصلة، بعد قطع القالب المطاطي، لا يمكن لدبابيس مطاط السيليكون الصغيرة العودة إلى مواضعها الأصلية، وعندما يتم حقن سائل الشمع، سيتم إزاحتها بواسطة سائل الشمع، مما يجعل من المستحيل تكرار النموذج الأصلي بعد التشميع.
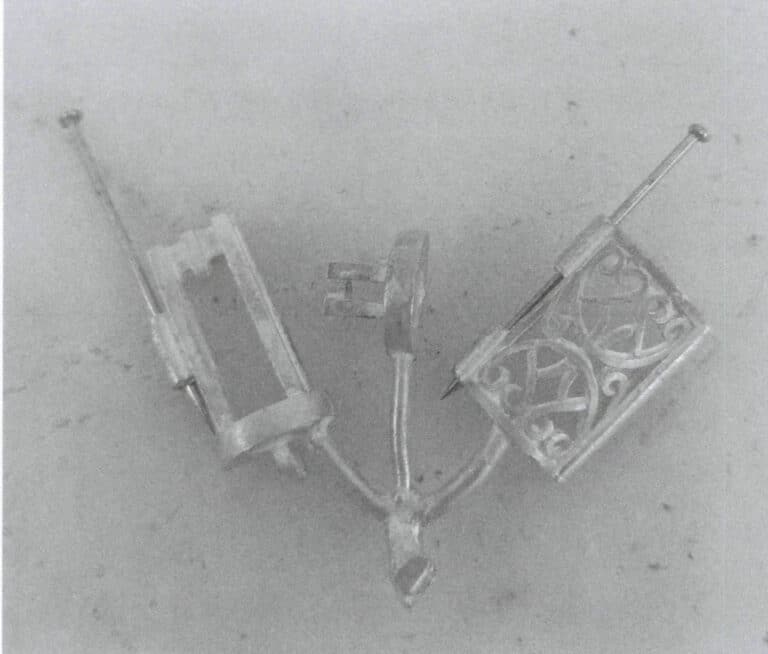
تتمثل إحدى الطرق الشائعة لحل هذين التحديين في التثبيت المسبق للدبابيس الفولاذية القابلة للإزالة داخل ماسورة المفصلة أثناء الضغط على القالب المطاطي. بعد قطع القالب المطاطي المفتوح، تشغل الدبابيس الفولاذية المثبتة مسبقًا الموضع المجوف. بعد حقن الشمع، يمكن إزالة الدبابيس الفولاذية مما يسمح باستخراج قالب الشمع بالكامل، والذي يحتوي على هيكل برميل مفصلي مجوف.
2. تنفيذ المهام
تتمثل هذه المهمة في إنتاج قوالب مطاط السيليكون المفلكن بدرجة حرارة عالية من مطاط السيليكون لنموذج وصلات السلاسل الفضية ذات فتحات الدوران الصغيرة.
(1) المعالجة المسبقة للنموذج الأصلي
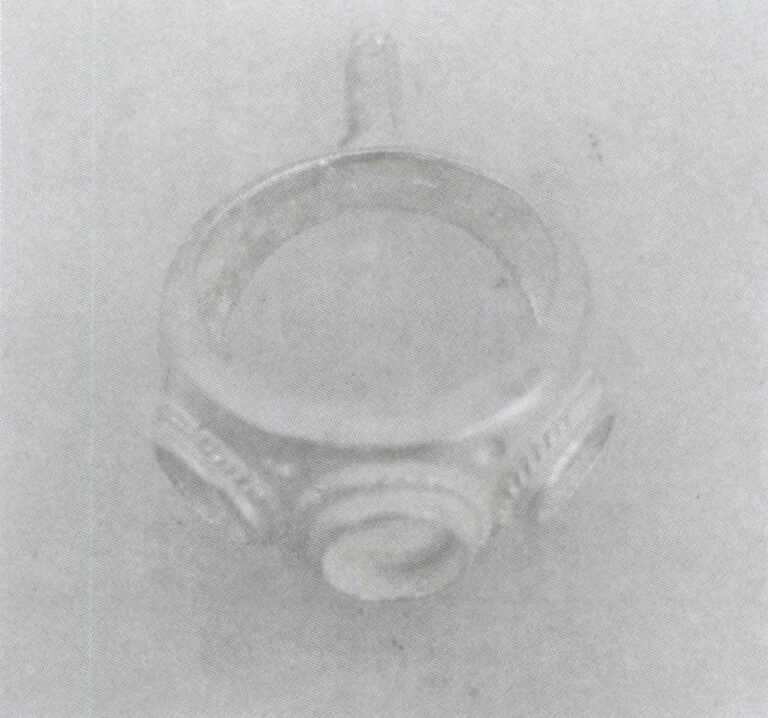
قم بتنظيف النموذج الأصلي للوصلة ذات فتحات الدوران الصغيرة (الشكل 2-31) باستخدام الإيثانول اللامائي وورق خالٍ من الوبر، وارسم خط الفراق على طول الحافة الكنتورية بقلم زيتي.
(2) التحضير لتعبئة المطاط
اختر إطار قالب بأربعة ثقوب وقم بتقطيع الصفيحة المطاطية الخام إلى كتل مطاطية متساوية الحجم وفقًا لأبعاد الطول والعرض للإطار الداخلي للقالب.
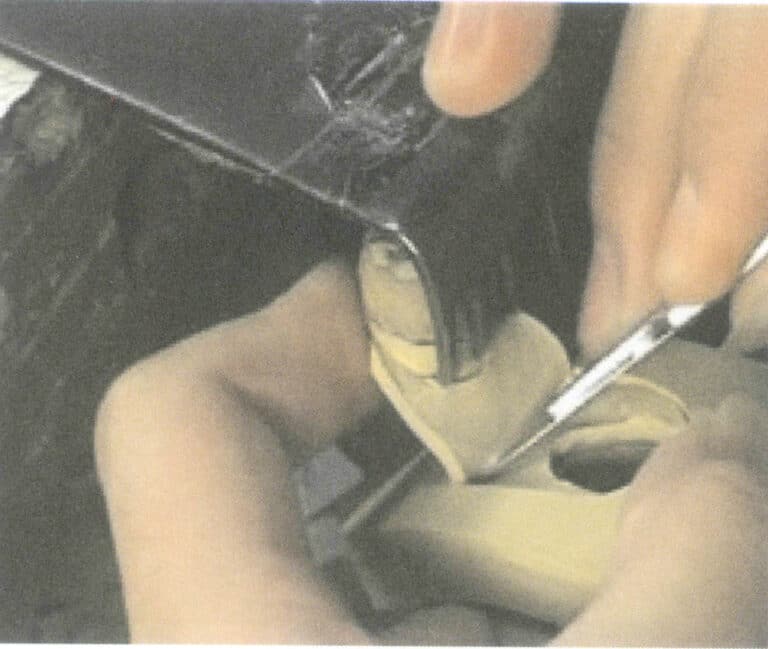
(3) إدخال الدبوس في ماسورة المفصلة
أدخل الدبوس ذو الرأس الكبير في ماسورة المفصلة، مع التأكد من مروره عبر ماسورة المفصلة بالكامل، واترك طرف رأس الدبوس قريباً من حافة القالب المطاطي، كما هو موضح في الشكل 2-32.
(4) ملء وكبس المطاط الخام
ضع النموذج الأصلي في منتصف الصفيحة المطاطية، واقطع شرائط مطاطية صغيرة، واملأ أغطية ذرب الذرب. استخدم غطاء الذرب كإطار قالب وانتقال ذرب سلسلة النموذج الأصلي.
(5) الفلكنة
يتم استخدام جهاز الفلكنة الأوتوماتيكي لضغط قالب المطاط. افتح الجهاز مسبقًا للتسخين المسبق، وبعد الانتهاء من التسخين المسبق، ضع إطار القالب في جهاز الفلكنة.
(6) فتح القالب المطاطي
بعد اكتمال عملية الفلكنة، قم بإزالة إطار القالب من جهاز الفلكنة وإزالة القالب المطاطي من إطار القالب. أولاً، استخدم المقص لقطع الوميض الزائد حول حافة القالب المطاطي. استخدم مشرطًا لقطع أربع زوايا على طول حافة القالب المطاطي، ثم قم بتقسيمه إلى قطعتين على طول خط الفصل. ارجع إلى الخطوة 5 من القسم 2-1-3 لفتح القالب المطاطي. بعد قطع القالب المطاطي، حدد موضع مسمار الرأس الكبير واقطع شقًا في القالب المطاطي لكشف أحد طرفي مسمار الرأس الكبير لسهولة الإدخال والإزالة، كما هو موضح في الشكل 2-33. بمجرد فتح القالب المطاطي، اسحب مسمار الرأس الكبير وأزل النموذج الأصلي. في حالة وجود أي عوائق عند إزالة النموذج الأصلي، يجب فتح القالب المطاطي بناءً على الحالة الفعلية.

(7) فتح خط التنفيس
بعد قطع القالب المطاطي، ارسم خط التنفيس على القالب المطاطي. انظر الخطوة 6 من القسم 2-1-3 للحصول على التفاصيل.
(8) المعالجة اللاحقة
كما هو موضح في الشكل 2-34، قم بتنظيف تجويف القالب، ورشّه بمادة محررة ثم قم بتجميعه وكتابة رقم القالب على سطح القالب.

القسم الرابع صنع قالب من مطاط السيليكون المفلكن بدرجة حرارة الغرفة لنموذج الراتنج المطبوع ثلاثي الأبعاد
1. معلومات أساسية
(1) خصائص نموذج الراتنج المطبوع ثلاثي الأبعاد المطبوع
المواد المستخدمة في إصدارات راتينج الطباعة ثلاثية الأبعاد هي راتينج حساس للضوء قابل للبلمرة الضوئية للنماذج الأولية السريعة القابلة للبلمرة الضوئية، ويتكون بشكل أساسي من البوليمرات المسبقة والمخففات التفاعلية والمواد المخففة التفاعلية والمبدئات الضوئية وما إلى ذلك.
إن البوليمرات المسبقة هي المكونات الأساسية للراتنجات الحساسة للضوء، وهي بمثابة الهيكل العظمي المعالج، ويتراوح وزنها الجزيئي عادةً بين 1000 و5000. وهي عبارة عن مركبات ذات مجموعات وظيفية تفاعلية تشمل بشكل رئيسي عدة أنواع مثل راتنجات الإيبوكسي المعدلة بالأكريلات والبوليسترات غير المشبعة والبولي يوريثان والبولي يوريثان وأنظمة راتنجات الثيول/الألكين القابلة للبلمرة الضوئية مثل ثنائي أكسيل ثنائي الفينول أ ثنائي الأكريلات وثنائي ميثيلين جلايكول ثنائي إيثيلين جلايكول الأثير وثنائي ميثيلين جلايكول الأثير وثنائي ميثيلين جلايكول ثنائي الأثير وثنائي ميثيلين جلايكول 3،4-إيبوكسي سيكلوهكسيل ميثيل 3'، 4'-سيكلوهكسيل ميثاكريلات وغيرها. تتبلمر أكريلات الميثاكريلات (الميثاكريلات) بسرعة ولها قوة عالية وتستخدم على نطاق واسع؛ أما إيثرات الفينيل، كمونومر غير مشبع، فلها تفاعلية عالية وقادرة على الخضوع للبلمرة الجذرية الحرة والبلمرة الموجبة والبلمرة الكاتيونية والبلمرة المشتركة بالتناوب المعقدة لنقل الشحنات مع امتلاكها أيضاً خصائص مثل التفاعلية العالية والسمية المنخفضة والرائحة المنخفضة واللزوجة العالية; يمكن أن تخضع مونومرات الإيبوكسي لبلمرة الفتح الحلقي الموجبة تحت الضوء، مع معدل انكماش بلمرة أقل من الراتنجات القائمة على أكريلات الميثاكريلات (الميثاكريلات).
تؤدي المخففات التفاعلية وظيفتين رئيسيتين: أولاً، لتخفيف البوليمرات المسبقة اللزوجة العالية، وثانيًا، للمشاركة في تفاعل الربط المتبادل للمعالجة مع البوليمرات المسبقة. يمكن أن تؤثر الاختلافات في المخففات التفاعلية على معدل البلمرة الضوئية للراتنج وأداء المعالجة. تحتوي عمومًا على روابط مزدوجة C=C أو مجموعات إيبوكسي. الأكسيران هو مونومر أثير حلقية حلقية مع كل من الروابط المزدوجة ومجموعات الإيبوكسي، ويمكن أن يخضع لبلمرة الفتح الحلقي الموجبة تحت الضوء ويستخدم عادةً كمخفف تفاعلي.
البادئات الضوئية، والمعروفة أيضًا باسم المحسسات الضوئية أو عوامل البلمرة الضوئية، هي فئة من المركبات التي يمكنها امتصاص الطاقة عند أطوال موجية معينة في منطقة الأشعة فوق البنفسجية (250 ~ 420 نانومتر) أو منطقة الضوء المرئي (400 ~ 800 نانومتر)، مما يولد جذورًا حرة وكاتيونات وما إلى ذلك، مما يؤدي إلى بدء بلمرة المونومر والمعالجة بالربط المتقاطع. تشتمل آلية عمل البادئات الضوئية بشكل أساسي على ثلاثة أنواع: نقل الطاقة، وتجريد الهيدروجين، وتكوين مركب نقل الشحنة. واعتمادًا على آلية البدء، يمكن تقسيمها إلى بادئات ضوئية جذرية حرة وبادئات ضوئية كاتيونية. تتكون البادئات الضوئية الجذرية الحرة في الغالب من البنزوين ومشتقاته، والبنزويل ومشتقاته، والأسيتوفينون ومشتقاته، ومركبات كيتون البنزيل أو مركبات الكيتون العطرية غير المتجانسة الحلقية وغيرها؛ وتشمل البادئات الضوئية الموجبة بشكل رئيسي أملاح الأريل ديازونيوم وأملاح اليودونيوم الألباني، وأملاح السلفونيوم ثلاثي الأريل، وأملاح الفيروسين الأريلية، وغيرها.
في الوقت الحالي، غالبًا ما يستخدم الإصدار الأصلي المصنوع باستخدام تقنية الطباعة DLP راتنج البوليمر الضوئي السائل منخفض اللزوجة، والذي يتميز بسرعة المعالجة السريعة والدقة العالية والصلابة العالية والمحتوى المنخفض من الرماد وعدم وجود بقايا وتأثيرات صب الشمع المفقود الجيدة، مما يسمح بطباعة مستمرة طويلة دون الالتصاق بالقاع. من خلال تعديل تركيبته، يمكنه التكيف مع سيناريوهات التطبيق المختلفة. على سبيل المثال، يحتوي راتنج الشمع القابل للصب 40% مع مادة حشو الشمع وراتنج الشمع القابل للصب مع مادة حشو الشمع 20% على محتوى رماد أقل من 0.1% بعد الحرق، مما يجعلها مناسبة للصب المباشر باستخدام قوالب الجبس. وعلى النقيض من ذلك، يتميز راتنج معامل الشد في مختبرات فورمز عالي الحرارة بمعامل شد يبلغ 0.75 جيجا باسكال ومعامل انثناء يبلغ 0.7 جيجا باسكال. بعد نقعه في الزيت المعدني والوسائط الأخرى لمدة 24 ساعة، تكون كمية التورم أقل من 1%، مما يجعله مناسبًا لضغط الأشكال المعقدة باستخدام قوالب مطاط السيليكون المفلكن بدرجة حرارة الغرفة.
(2) مطاط السيليكون المفلكن بدرجة حرارة الغرفة (RTV)
يشير مطاط السيليكون المفلكن في درجة حرارة الغرفة إلى مطاط السيليكون الذي يمكن أن يفلكن في درجة حرارة الغرفة. وعادةً ما تحتوي سلاسله الجزيئية على مجموعات نشطة مثل الهيدروكسيل والفينيل في كلا الطرفين، وله وزن جزيئي منخفض نسبياً. ويوجد نوعان هما مطاط السيليكون المفلكن بدرجة حرارة الغرفة أحادي المكون (RTV-1) ومطاط السيليكون المفلكن بدرجة حرارة الغرفة مزدوج المكون (RTV-2).
تنتمي المواد المستخدمة في قوالب ضغط المجوهرات عادةً إلى مادة RTV-2، التي تتميز بوقت عمل طويل وسيولة جيدة ولزوجة منخفضة قبل المعالجة. تقدم المادة اللاصقة كسائل متدفق مقسم إلى مكونين A وB، وهما مكونان. تُخلط المادة اللاصقة A وB وفقًا لنسبة الكتلة 1:1 وتُقلّب بالتساوي، ثم تُصب في إطار قالب المجوهرات المُعد، وتُعالج في درجة حرارة الغرفة أو بالحرارة. يتمتع القالب المعالج بقوة معينة ومقاومة التمزق، مما يلبي متطلبات الأداء لقوالب المجوهرات، ولكن هناك فجوة معينة مقارنة بمطاط السيليكون المعالج بدرجة حرارة عالية، كما هو موضح في الجدول 2-7.
الجدول 2-7 مقارنة بين خواص مطاط السيليكون المفلكن بدرجة حرارة الغرفة ومطاط السيليكون المفلكن بدرجة حرارة عالية
| نوع مطاط السيليكون | زمن التفلكن / دقيقة | وقت التشغيل | درجة حرارة الفلكنة | قوة التمزق / (كيلو نيوتن، م-1) | قوة الشد | معدل انكماش الخط / % | مدة التخزين/سنوات |
|---|---|---|---|---|---|---|---|
| مطاط السيليكون المفلكن بدرجة حرارة الغرفة | >240 | في غضون 30 دقيقة بعد خلط المطاط | يجب ألا تتجاوز درجة حرارة الغرفة، إذا تم تسخينها، 130 درجة مئوية | 20 〜 35 | 6 〜 8 | 0.1 | 5 |
| مطاط السيليكون المفلكن بدرجة حرارة عالية | 30 〜 75 | لا يوجد حد زمني | 143 〜 173℃ | 40 〜 55 | 10 〜 12.5 | 0.1 | 10 |
2. تنفيذ المهام
تستخدم هذه المهمة مطاط السيليكون المفلكن بدرجة حرارة الغرفة لإنشاء قالب للنموذج الأصلي المطبوع بالراتنج ثلاثي الأبعاد.
(1) المعالجة المسبقة للنموذج الأصلي
نظف سطح نموذج الراتنج الأصلي بالإيثانول اللامائي والورق الخالي من الوبر، وارسم خط الفراق على مساحة السطح الأملس لمخططه الأقصى بقلم زيتي.
(2) تحضير إطار القالب ومطاط السيليكون السائل
اختر إطار قالب مناسب بناءً على حجم النموذج الأصلي المصنوع من الراتنج، وثبّت طرف ذرب النموذج الأصلي على غطاء ذرب القالب، واستخدم الغراء الساخن الذائب لتثبيت غطاء ذرب القالب على حافة إطار القالب، كما هو موضح في الشكل 2-35، مع التأكد من أن الفجوات حول النموذج الأصلي متساوية تقريبًا. يتم تعليقه في وسط إطار القالب. في الوقت نفسه، يتم استخدام الغراء الذائب الساخن لإرفاق الغشاء السفلي بالحافة السفلية لإطار القالب، وإغلاقه تمامًا. قم بتقدير كمية مطاط السيليكون بناءً على حجم إطار القالب، واستخدم ميزان إلكتروني لوزن كميات متساوية من المطاط A و B.
(3) خلط المطاط
صب المطاط (أ) والمطاط (ب) في وعاء من الفولاذ المقاوم للصدأ بالتناوب، واستخدم قضيب زجاجي لتحريك الجل باستمرار في اتجاه واحد لضمان خلطه بالتساوي، كما هو موضح في الشكل 2-36.
الشكل 2-35 إصلاح النموذج الأصلي

الشكل 2-36 غرواني التحريك
(4) الاستخراج بالتفريغ
بعد التقليب، ضع السائل الهلامي في آلة التفريغ (الشكل 2-37). في البداية، ستظهر العديد من الفقاعات؛ تحكم بعناية في مستوى التفريغ لمنع سائل الهلام من أن يفيض في الحاوية. عندما تنخفض الفقاعات من سائل الهلام بشكل ملحوظ، يمكنك إيقاف استخلاص الفراغ.
(5) حقن المطاط
قم بصب مطاط السيليكون السائل المفرغ من الهواء في إطار القالب، بحيث يغطي النموذج الأصلي بالكامل، كما هو موضح في الشكل 2-38، وتحقق مما إذا كان نموذج الراتنج الأصلي قد تحرك. بعد ذلك، يمكن وضع إطار القالب مرة أخرى في ماكينة التفريغ لمزيد من التفريغ. بعد الانتهاء، اعتمادًا على كمية مطاط السيليكون، أضف مطاط السيليكون حسب الحاجة. إذا ظهرت فقاعات على السطح، يمكن ثقبها بإبرة.

الشكل 2-37 مكنسة كهربائية بغطاء مقاوم للغبار

الشكل 2-38 حقن المطاط
(6) الفلكنة
ضع إطار القالب مع المطاط المحقون على المنصة واتركه لمدة 4 ساعات للفلكنة. يمكن تمديد وقت الفلكنة بشكل مناسب إلى 6 إلى 12 ساعة بناءً على الظروف الفعلية.
(7) فتح القالب
يمكن إزالة القالب بعد معالجة مطاط السيليكون السائل تمامًا. العملية مماثلة للخطوة (5) في الفصل 2 من القسم الأول
(8) فتح خط التنفيس
للحصول على تفاصيل حول العملية، راجع الخطوة (6) في الفصل 2 من القسم الأول
(9) المعالجة اللاحقة
للحصول على تفاصيل حول تقليم القالب، انظر الخطوة (7) في الفصل 2 من القسم الأول
القسم الخامس إنتاج قوالب السبائك لنموذج الشمع المعلقة ذات الجدران الرقيقة ذات السطح الأملس الكبير
1. معلومات أساسية
1.1 المجوهرات ذات الجدران الرقيقة ذات السطح الأملس الكبير
غالبًا ما تصادف المجوهرات ذات الجدران الرقيقة ذات السطح الأملس الكبير في منتجات المجوهرات. بالنسبة لهذا النوع من المنتجات، يتطلب الإنتاج الضخم أيضًا إنشاء قوالب. ومع ذلك، فإن قوالب مطاط السيليكون المفلكن بدرجة حرارة عالية وقوالب مطاط السيليكون المفلكن بدرجة حرارة الغرفة مناسبة لصنع نماذج من هذا النوع من المجوهرات، وذلك للأسباب التالية بشكل أساسي
(1) قوالب مطاط السيليكون هي قوالب مرنة تتشوه إلى حد ما أثناء الاستخدام. بالنسبة للمجوهرات صغيرة الحجم، لا ينتج عن التشوه الطفيف تأثير بصري ملحوظ. ومع ذلك، فإن المساحة السطحية الملساء الأكبر تتراكم التشوه بالنسبة للمجوهرات الكبيرة المصقولة، مما يؤدي إلى انحراف كبير عن الأصل، الأمر الذي لا يمكن أن يلبي متطلبات الإنتاج.
(2) يمكن أن تتسبب المجوهرات ذات الجدران الرقيقة ذات السطح الأملس الكبير، بسبب سطحها الكبير والرقيق، في تصلب الشمع قبل الأوان أثناء عملية حقن الشمع، مما يمنعه من ملء التجويف. وينتج عن ذلك نماذج شمع غير مكتملة. ولمعالجة ذلك، من الشائع زيادة ضغط حقن الشمع لتسريع عملية الملء. ومع ذلك، يصعب إغلاق التجاويف المسطحة الكبيرة في القالب المطاطي عند الحواف تحت ضغط مرتفع، مما يتسبب في تسرب الشمع المحقون بسهولة على طول الحواف، مما يؤدي إلى تشكيل وميض.
للأسباب المذكورة أعلاه، لا يمكن للقوالب المرنة تلبية متطلبات جودة الإنتاج لهذا النوع من المجوهرات. في هذه المرحلة، يمكن للقوالب الصلبة حل المشكلتين المذكورتين أعلاه بشكل فعال، مما يوفر مزايا كبيرة عند إنشاء نماذج لهذا النوع من المجوهرات، كما هو مفصل أدناه.
(1) لا يتشوه بسهولة بمجرد اكتمال القالب الصلب. يمكن الحصول على نموذج شمع مؤهل طالما أن الشمع يمكن أن يملأ التجويف.
(2) تتمتع القوالب الصلبة بقدرة أقوى على تحمل ضغط الهواء. لنفترض زيادة ضغط حقن الشمع لضمان ملء سائل الشمع. في هذه الحالة، يمكن لهذه القوالب توزيع الضغط بالتساوي، وبالتالي تجنب توليد وميض في المناطق الموضعية.
في الوقت الحالي، تشمل المواد التي يمكن استخدامها لصناعة القوالب الصلبة للمجوهرات بشكل أساسي سبائك الألومنيوم والسبائك منخفضة الحرارة، والتي تعوض عن أوجه القصور في تقنية حقن الشمع بالقوالب المطاطية التقليدية، مثل سهولة التشوه والجودة غير المستقرة والسماكة غير المتناسقة وسهولة الانكماش والسطوع غير الكافي والميل إلى إنتاج طبقات وميض ومخالب غير مكتملة.
1.2 سبائك الألومنيوم 1.2 سبائك الألومنيوم
تُستخدم سبائك الألومنيوم على نطاق واسع في إنتاج القوالب أو الهياكل الرئيسية للقوالب، وهو ما يرتبط بمزايا قوالب سبائك الألومنيوم، كما هو مفصل أدناه.
(1) عادةً ما تكون كثافة سبائك الألومنيوم 2.63 ~ 2.85 جم/سم3، مما يجعل القوالب أخف وزنًا بعد الإنتاج، وهو أمر مريح للمشغلين ويقلل من كثافة العمالة.
(2) سطح سبائك الألومنيوم المعالجة مسطح وسلس، مع دقة أبعاد مضمونة، مما يضمن جودة قوالب الشمع المنتجة.
(3) تتمتع سبائك الألومنيوم بمقاومة ممتازة للتآكل، مما يجعلها أقل عرضة للأكسدة والتآكل في بيئة العمل، وبالتالي ضمان استقرار جودة القالب.
(4) تتمتع سبائك الألومنيوم بمرونة جيدة وتوزع الضغط بشكل متساوٍ، مما يسمح بتوزيع ضغط حقن الشمع بشكل موحد عند صنع قوالب الشمع.
(5) تتمتع سبيكة الألومنيوم بتوصيل حراري جيد، مما يساعد سائل الشمع على التبريد بسرعة بعد الحقن، مما يؤدي إلى أداء أفضل لنموذج الشمع.
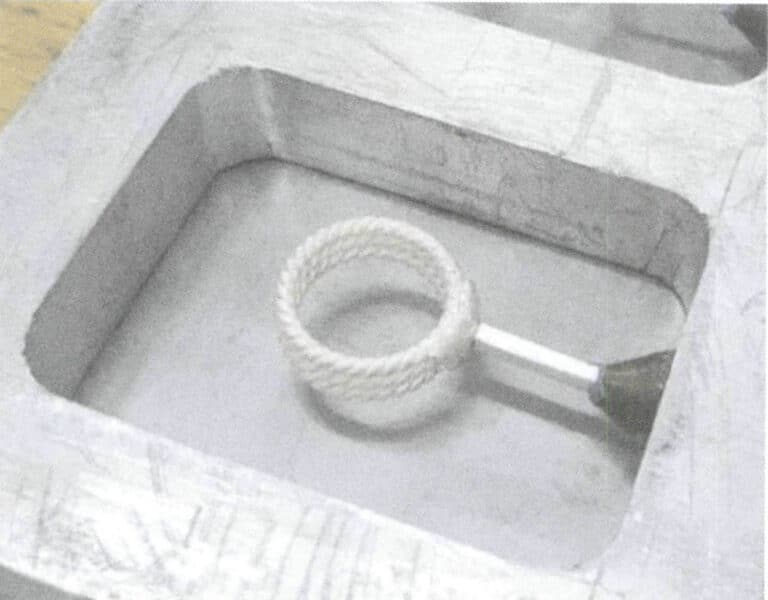
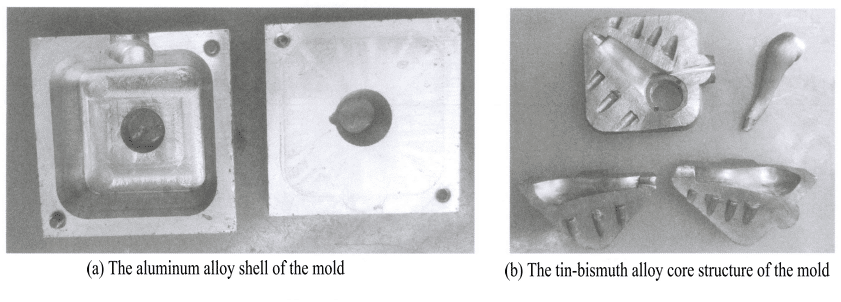
يمكن أن تحقق قوالب سبائك الألومنيوم تجميع كتلة سبائك الألومنيوم بالكامل من خلال التصميم الهيكلي واستخدام غلاف من سبائك الألومنيوم مع هيكل أساسي. يمكن أن يستخدم الهيكل الأساسي إما سبائك منخفضة الحرارة أو مطاط السيليكون. تستفيد قوالب سبائك الألومنيوم ذات الهياكل الأساسية من مطاط السيليكون (الشكل 2-39) استفادة كاملة من أداء التشكيل الممتاز لمطاط السيليكون مع ضمان صلابة القالب.
1.3 السبائك ذات درجة الحرارة المنخفضة
السبائك ذات درجة الحرارة المنخفضة، والمعروفة أيضًا باسم السبائك منخفضة الانصهار أو القابلة للانصهار، هي سبائك ثنائية أو متعددة العناصر تتكون في المقام الأول من معادن مثل الرصاص والكادميوم والزنك والقصدير والبزموت. وتتميز بلونها الرمادي المائل للزرقة أو الأبيض المائل للفضة، ودرجات انصهارها المنخفضة، وسهولة صهرها وصبها، وملمسها الناعم، وسهولة نحتها. تتميز القوالب المعدنية للمجوهرات المصنوعة من السبائك المعدنية منخفضة الحرارة بالعديد من المزايا، بما في ذلك الحقن السريع بالشمع، والزوايا الواضحة، والأسطح الملساء، والكتابات والنقوش الواضحة.
ولأسباب صحية، لم تعد مراحل الإنتاج والمعالجة تستخدم السبائك التي تحتوي على عناصر معدنية سامة مثل الرصاص والكادميوم. وفي الوقت الحالي، تُستخدم سبائك القصدير والبزموت بشكل أساسي، والتي تتميز بنقطة انصهار يمكن تعديلها على نطاق واسع، ويمكن تشكيلها بسهولة، وتتميز بعملية تشكيل بسيطة، ودورة قصيرة، وتتطلب وقت معالجة أقل. ومع ذلك، تتميز السبائك ذات درجة الحرارة المنخفضة بصلابة منخفضة ومقاومة تآكل ضعيفة، مما يؤثر على عمر الخدمة والفعالية، كما أن تكلفة المواد مرتفعة نسبيًا. لذلك، غالبًا ما تُستخدم كمادة هيكلية أساسية مقترنة بأغلفة سبائك الألومنيوم. يُظهر الشكل 2-40 قالبًا صلبًا لقطعة زخرفية، والذي يستخدم سبائك الألومنيوم كغلاف وسبائك القصدير والبزموت كمادة هيكلية أساسية.
2. تنفيذ المهام
تستخدم هذه المهمة قوالب السبائك لإكمال صناعة قوالب القوالب من المعلقات الكبيرة الملساء رقيقة الجدران.
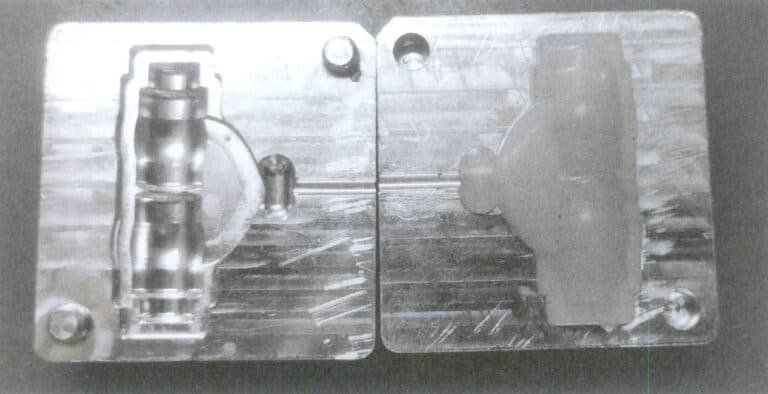
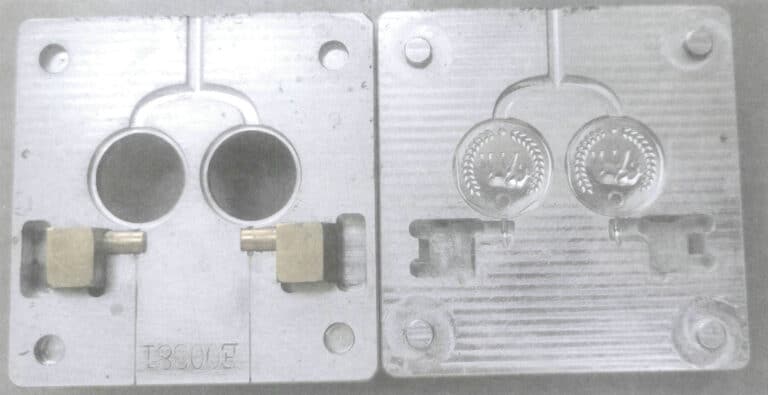
(1) تحليل هيكل النموذج الأصلي
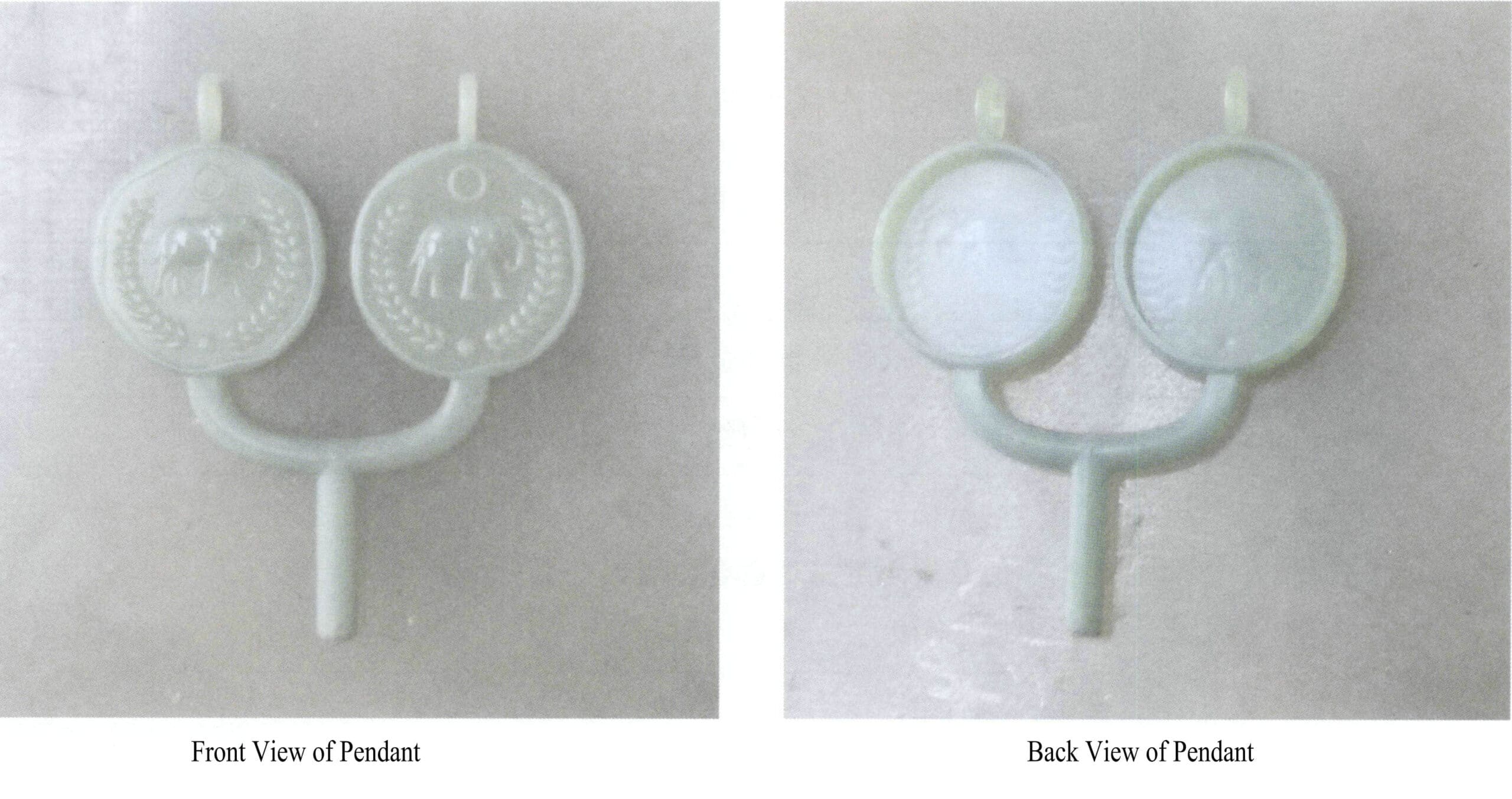
كما هو مبين في الشكل 2-41، فإن النموذج الأصلي للقلادة الملساء الكبيرة ذات الجدران الرقيقة ذات الجدران الرقيقة لها هيكل دائري مسطح غير منتظم، مع وجود نمط في الأمام ونمط مقعر في الخلف.
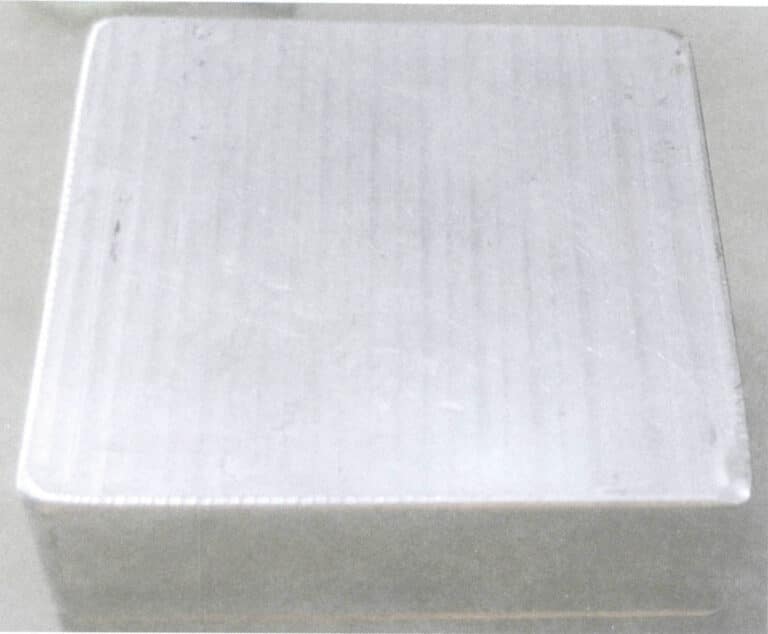
(2) مواد القطع
وفقًا لحجم القلادة، يجب صنع كتلتين مناسبتين من سبائك الألومنيوم بحجم مناسب، كما هو موضح في الشكل 2-42، للقالبين العلوي والسفلي.
(3) قوالب المعالجة
وفقًا لرسومات المعالجة المطابقة للقالب المادي الأصلي، قم بتجميع بيانات المعالجة، واستنادًا إلى الوضع الفعلي للنموذج الأصلي، قم بإعداد بيانات المعالجة للجزء الأمامي والخلفي للنموذج الأصلي. من المهم ملاحظة أن معلومات النمط الموجودة على القالب تتوافق مع النمط الأصلي في الإغاثة. استنادًا إلى هيكل القلادة، قم بإعداد موضع وحدة الملحقات مسبقًا، كما هو موضح في الشكل 2-43.
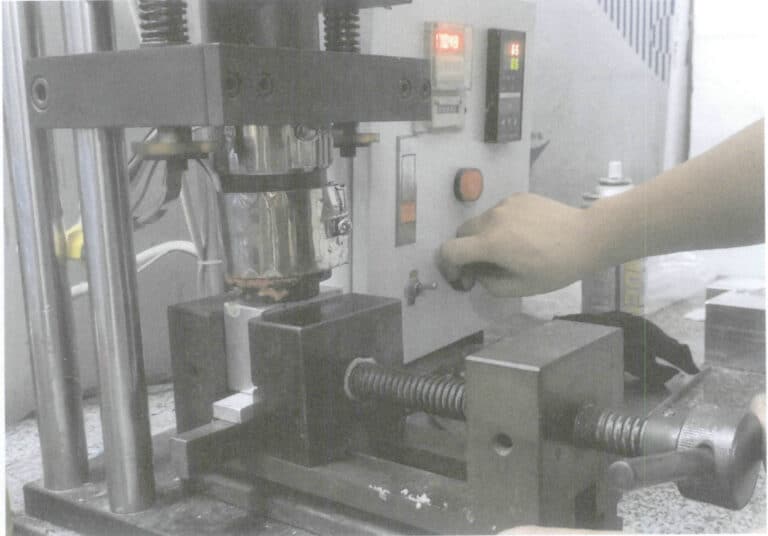
(4) قالب اختبار حقن الشمع بالحقن بالشمع
استخدم ماكينة حقن الشمع، واضبط الضغط على 6 ضغط جوي، وقم بحقن الشمع في القالب، كما هو موضح في الشكل 2-44. راقب جودة قالب الشمع؛ إذا لم يكن هناك أي تشوهات، يكون القالب قد اكتمل.
(5) المعالجة اللاحقة
تحقق من وجود أي عيوب في القالب؛ إذا كان الأمر كذلك، قم بإجراء تعديلات فورية. بالنسبة للمناطق التي تحتاج إلى صنفرة استخدم ورق الصنفرة لتنعيمها. بعد ذلك، استخدم قلم زيتي لكتابة المعلومات ذات الصلة بالقالب على القالب لسهولة التعرف عليه لاحقاً.