كيفية عمل حقن المجوهرات بالشمع وصنع نماذج صب المجوهرات بالشمع؟
المبادئ الأساسية والمهارات التشغيلية لـ 5 مهام نموذجية
في عملية صب المجوهرات بالشمع المفقود، تؤثر جودة قالب الشمع تأثيراً مباشراً على جودة مصبوبات المجوهرات. وللحصول على قوالب شمع عالية الجودة، يجب أن تكون مادة الشمع ذات نقطة انصهار معتدلة، ومعدل انكماش منخفض، وقوة وصلابة معينة، والحد الأدنى من الرماد المتبقي. تشمل طرق صنع قوالب الشمع حقن الشمع بالتفريغ، وحقن الشمع الأوتوماتيكي، وحقن الشمع بخط إنتاج أوتوماتيكي بالكامل، وحقن الشمع بالقالب المعدني. يتم تقييم جودة قالب الشمع بشكل عام من أربعة جوانب: الشكل والحجم، وجودة المظهر، والجودة الداخلية، والخصائص الميكانيكية. ويُعد ضمان جودة قالب الشمع أمرًا بالغ الأهمية، ويُحظر تمامًا استخدام قوالب الشمع غير المؤهلة لزراعة أشجار أنماط الشمع، حيث يمكن أن يؤدي ذلك إلى تقليل تكاليف معالجة الإنتاج غير الضرورية وخسائر المعادن الثمينة. تشمل العوامل الرئيسية التي تؤثر على جودة قالب الشمع جودة القالب المطاطي، وجودة مادة الشمع، ودرجة حرارة سائل الشمع، وضغط هواء حقن الشمع، وتقنيات تثبيت القالب وإزالته.
يُمكِّن هذا المشروع الطلاب من إتقان المبادئ الأساسية والمهارات التشغيلية لحقن الشمع بالتفريغ، والحقن بالشمع الأوتوماتيكي، وحقن الشمع بخط إنتاج أوتوماتيكي بالكامل، وحقن الشمع بالقالب المعدني، وإنهاء القالب الشمعي من خلال خمس مهام نموذجية وتمارين إرشادية بعد انتهاء الحصة.

حبات شمع بألوان مختلفة
جدول المحتويات
القسم الأول حقن الشمع بالتفريغ
1. معلومات أساسية
1.1 الشمع لصب المجوهرات بالشمع المفقود
في عملية سبك المجوهرات، تؤثر جودة قالب الشمع بشكل مباشر على جودة المجوهرات الفارغة. وللحصول على قالب شمع جيد للمجوهرات، يجب أن تتمتع مادة قالب الشمع بالخصائص التالية.
(1) يجب أن تكون نقطة انصهار مادة قالب الشمع معتدلة، مع نطاق درجة حرارة انصهار معينة، وسيولة مناسبة بعد الذوبان، وليس من السهل تليينها أو تشويهها، وسهلة اللحام.
(2) لضمان دقة الأبعاد لقالب شمع المجوهرات، يجب أن يكون معدل انكماش مادة قالب الشمع صغيرًا، وعمومًا أقل من 1%.
(3) يجب أن تتمتع مادة القالب الشمعي بصلابة سطح كافية في درجة حرارة الغرفة لضمان عدم تآكل السطح أثناء عمليات الصب بالشمع المفقود.
(4) للتأكد من إمكانية إزالة قالب الشمع من القالب المطاطي دون ثني أو كسر ويمكنه العودة تلقائيًا إلى شكله الأصلي بعد الإزالة، يجب أن تتمتع مادة قالب الشمع بقوة ومرونة ومرونة جيدة، مع قوة ثني أكبر من 8 ميجا باسكال.
(5) يجب أن يكون هناك تغير طفيف في التركيب أثناء التسخين والحد الأدنى من بقايا الرماد أثناء الاحتراق.
تشمل المكونات الأساسية لمادة القوالب الشمعية الشمع والشحوم والراتنجات الطبيعية والراتنجات الاصطناعية وغيرها من المواد المضافة. من بين هذه المكونات، يعمل الشمع كمصفوفة، وتعمل كمية صغيرة من الشحوم كمواد تشحيم، ويمكن أن تؤدي إضافة الراتنجات المختلفة إلى تقوية قالب الشمع وجعله مرنًا مع تحسين لمعان سطحه. يمكن أن تؤدي إضافة الراتنج إلى البارافين إلى إعاقة نمو بلورات البارافين، وبالتالي صقل الحبيبات وزيادة قوتها.
وفي الوقت الحالي، تأتي الأنواع الأكثر شيوعًا من الشمع المستخدم في صناعة المجوهرات بأشكال مختلفة، مثل الخرز والصفائح والأنابيب والأسلاك والكتل. تكون مواد الشمع المستخدمة في صنع قوالب الشمع في الغالب في أشكال خرز وصفائح بألوان تشمل الأزرق والأخضر والأحمر وغيرها، كما هو موضح في الشكلين 3-1 و3-2. تبلغ درجة حرارة انصهار الشمع حوالي 60 درجة مئوية، ودرجة حرارة شمع الحقن 70 ~ 75 درجة مئوية. عند اختيار الشمع للعداء المركزي والشمع للقالب، يجب أن يكونا مختلفين قدر الإمكان. يجب أن تكون درجة انصهار الشمع للعداء المركزي أقل قليلاً من درجة انصهار الشمع للقالب لتجنب تمدد سائل الشمع في الصب أثناء إزالة الشمع، مما قد يؤدي إلى حدوث تشققات.
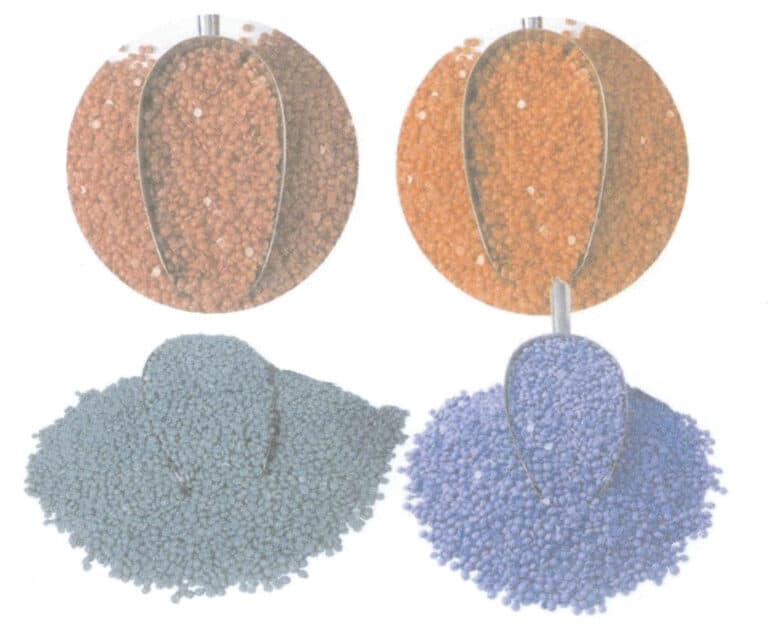
الشكل 3-1 حبات شمع بألوان مختلفة
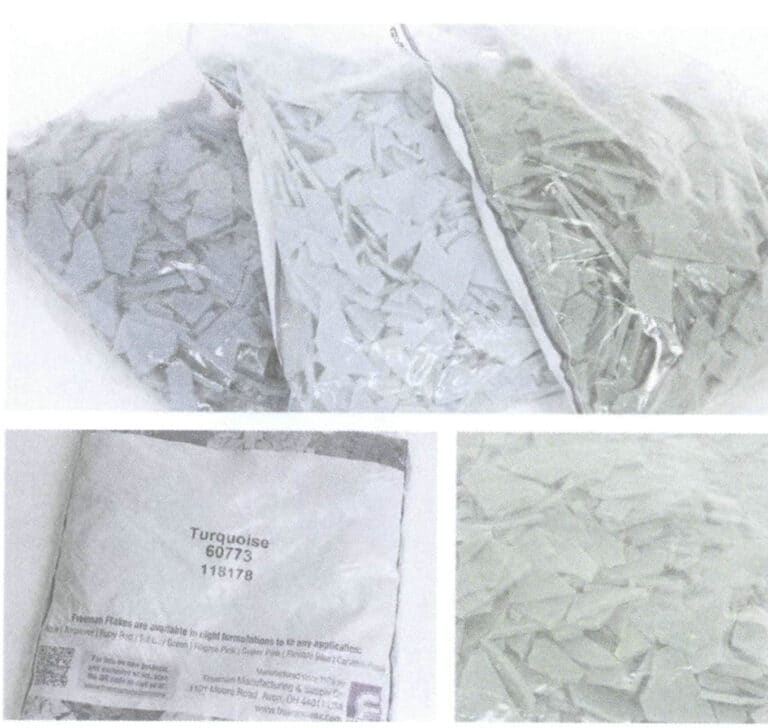
الشكل 3-2 صفائح شمع بألوان مختلفة
1.2 المعدات والأدوات الرئيسية لصنع قوالب الشمع
الجدول 3-1 معلمات حقن الشمع لهياكل مختلفة
| هيكل الشمع | درجة الحرارة / ℃ | وقت حقن الشمع / ثانية | ضغط حقن الشمع بالحقن / كيلو باسكال |
|---|---|---|---|
| المزيد من الأسطح المسطحة، بنية بسيطة | 70 〜 73 | 2 | 50 〜 80 |
| الجدران رقيقة، ويوجد العديد من مواضع ترصيع الأحجار، والفجوات ضيقة. | 73 〜 75 | 2 | 100 〜 150 |
| سوار | 73 〜 75 | 4 | 60 ~ 100 |
1.3 حقن الشمع 1.3 حقن الشمع
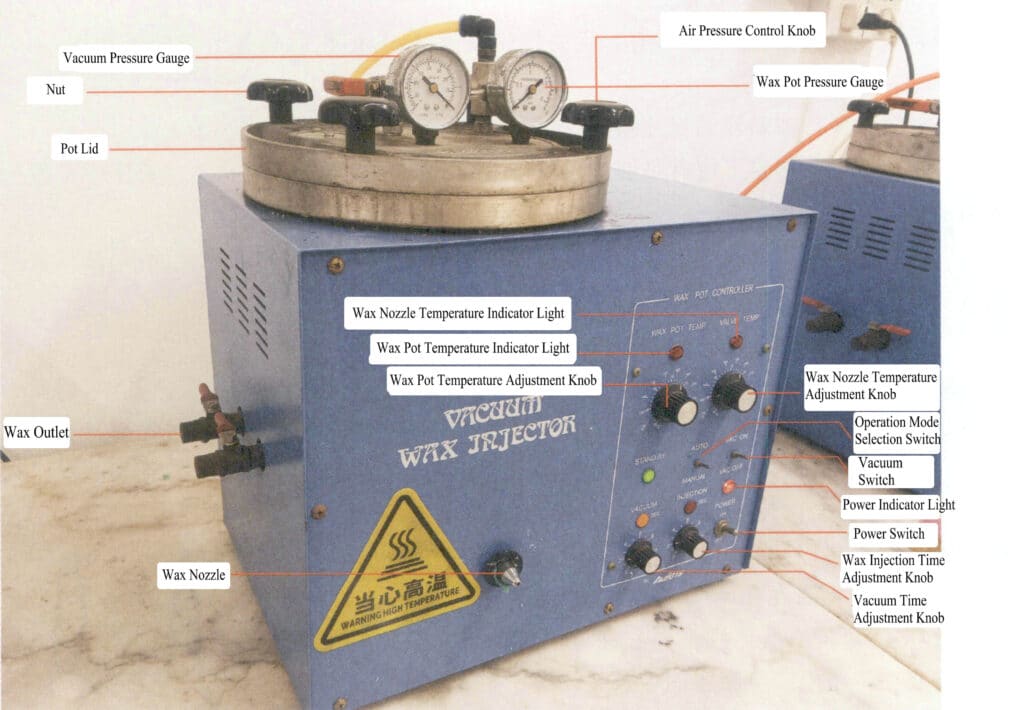
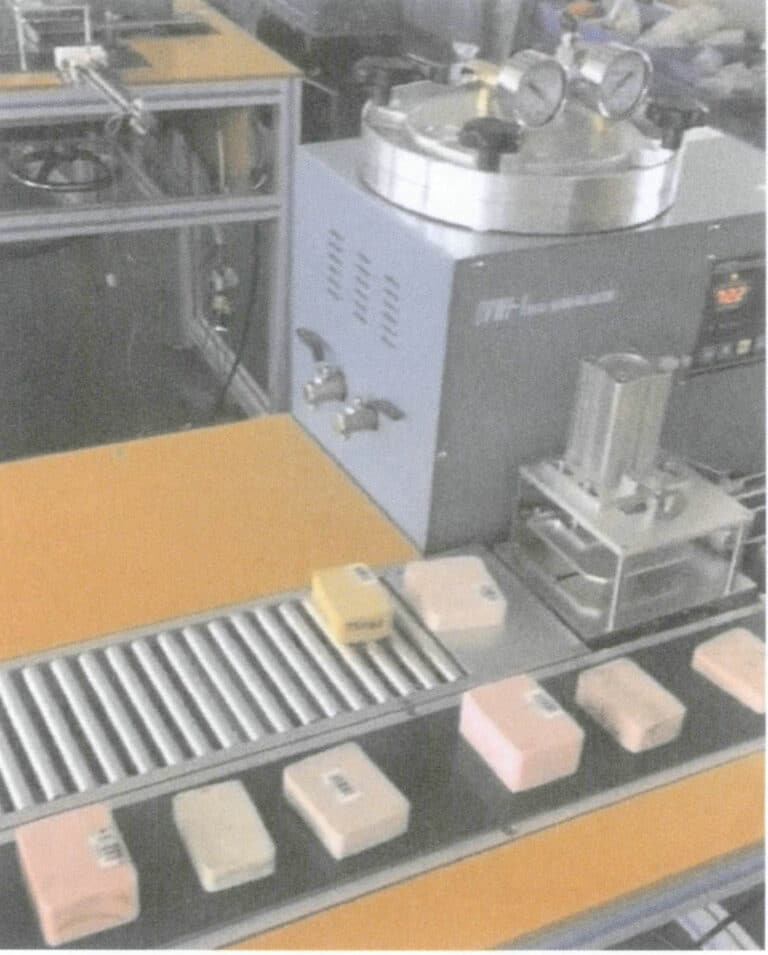
يتم حقن الشمع باستخدام ماكينة تقوم بتسخين الشمع المذاب وضغطه في القالب. المعدات التي يشيع استخدامها الآن هي حاقن الشمع بالتفريغ. ويتمثل مبدأ عملها في تفريغ الهواء من القالب قبل حقن الشمع، باستخدام ضغط الهواء لحقن الشمع المنصهر في القالب. وتتمثل ميزة حقن الشمع بالتفريغ في أنه يتمتع بخصائص تعبئة جيدة، مما يسمح بتعبئة حتى القوالب الشمعية الرقيقة، كما أنه يقلل من حدوث فقاعات الهواء في قالب الشمع.
يجب الحفاظ على نظافة مادة الشمع الموضوعة في خزان الشمع. إذا كان الشمع يحتوي على غبار أو يحتوي على شوائب على سطحه، فيمكن أن يسد الصمام بسهولة، مما يؤدي إلى تسرب الشمع المستمر من فوهة الحقن. ولذلك، إذا كان هناك اشتباه في وجود حطام غريب في الشمع أو إذا تم استخدام شمع معاد تدويره، فيجب تسخينه إلى درجة حرارة مناسبة، والسماح له بالذوبان، وتصفيته من خلال عدة طبقات من الشاش قبل الاستخدام. يمكن أن يضمن السخان وجهاز التحكم في درجة الحرارة في حاقن الشمع وصول سائل الشمع إلى درجة حرارة معينة والحفاظ عليها. عادة، يجب الحفاظ على درجة حرارة حاقن الشمع بين 70 ~ 75 درجة مئوية، مما يضمن أن سائل الشمع لديه سيولة كافية. إذا كانت درجة الحرارة منخفضة جدًا، فلن يملأ سائل الشمع تجويف القالب بشكل صحيح، مما يؤدي إلى عدم اكتمال قوالب الشمع؛ وعلى العكس من ذلك، إذا كانت درجة حرارة سائل الشمع مرتفعة جدًا، فقد يفيض من طبقات القالب أو منفذ الحقن، مما يؤدي بسهولة إلى تكوين وميض أو إصابة الأصابع.
1.4 حجم الحلقة من قالب الشمع الدائري
"مقاس الخاتم" هو مصطلح مهني في صناعة المجوهرات، يشير إلى حجم الخاتم بناءً على القطر الداخلي والمحيط الداخلي للخاتم، مصنفاً إلى أرقام مختلفة لمقاسات الخواتم. وهو رقم بلا أبعاد ولا يمكن معادلته مباشرةً بقياسات محددة. تتنوع أنظمة ترقيم مقاسات الخواتم المستخدمة في مختلف البلدان (الجدول 3-2)، حيث تشمل الأنظمة الشائعة الاستخدام مقاس هونج كونج والمقاس الأمريكي والمقاس الياباني، وكل منها يقابل أقطار ومحيط مختلف.
الجدول 3-2 مقارنة أرقام مقاسات الحلقات في مختلف البلدان
| الصين | الولايات المتحدة الأمريكية | المملكة المتحدة | اليابان | ألمانيا | فرنسا | سويسرا |
|---|---|---|---|---|---|---|
| 9 | 5 | J1/2 | 9 | 15.75 | 49 | 9 |
| 12 | 6 | L1/2 | 12 | 16.5 | 51.5 | 11.5 |
| 14 | 7 | 0 | 14 | 17.25 | 54 | 14 |
| 16 | 8 | Q | 16 | 18 | 56.5 | 16.5 |
| 18 | 9 | S | 18 | 19 | 59 | 19 |
| 20 | 10 | T1/2 | 20 | 20 | 61.5 | 21.5 |
| 23 | 11 | V1/2 | 23 | 20.75 | 64 | 24 |
| 25 | 12 | T | 25 | 21.25 | 66.5 | 27.5 |
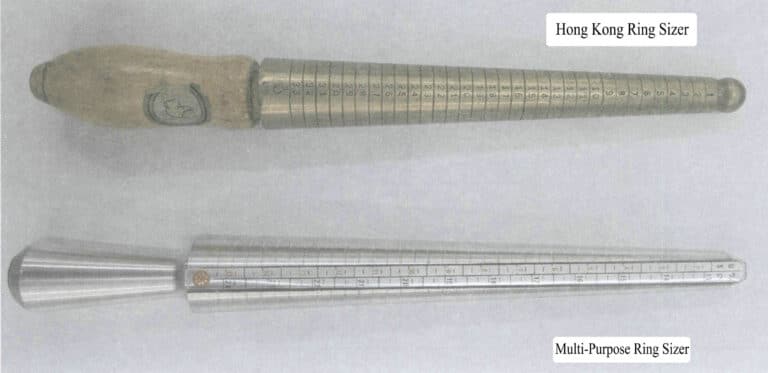
ينطوي قياس مقاس الخاتم على جانبين: قياس محيط الإصبع حيث يتم ارتداء الخاتم لتحديد مقاس الخاتم. وتختلف طرق ومعايير تحديد مقاسات الخواتم باختلاف البلد أو المنطقة، مع وجود نطاق تفاوت مسموح به يبلغ ± 0.5 مم. الطرق الشائعة لقياس مقاس الخاتم هي: ① ارتداء الخاتم مباشرة: عن طريق تجربة خواتم مختلفة للعثور على الخاتم الأنسب، وقياس قطره الداخلي أو محيطه الداخلي، ومقارنته بمخطط مقاسات الخواتم للتأكد من المقاس. ② استخدام مقاس الخاتم: أداة قياس مقاس الخاتم هي أداة احترافية لقياس مقاس الخاتم، والتي يمكن أن تساعد في تحديد المقاس من خلال تجربته. ③ استخدام خيط قطني أو شريط ورقي للالتفاف حول الإصبع، وتحديد الطول ثم مقارنته مع مخطط مقاس الخاتم لتأكيد المقاس.
والآخر هو قياس مقاس اليد لقالب الشمع الخاتمي، والذي يمكن قياسه باستخدام أداة قياس مقاس الخاتم. ويكون جهاز قياس حجم الخاتم مخروطي الشكل وله أرقام مقابلة لحجم الخاتم، كما هو موضح في الشكل 3-4.
1.5 تقييم جودة قوالب الشمع 1.5
يُعد إنتاج القوالب الشمعية حلقة رئيسية في صب المجوهرات، وتؤثر جودة القالب الشمعي بشكل كبير على منتجات المجوهرات. ويُعد ضمان جودة القالب الشمعي أمرًا بالغ الأهمية، ويُحظر تمامًا استخدام قوالب شمعية غير مؤهلة لأشجار أنماط الشمع، حيث يمكن أن يؤدي ذلك إلى تقليل تكاليف معالجة الإنتاج غير الضرورية وخسائر المعادن الثمينة.
يتم تقييم جودة قالب الشمع بشكل عام من الجوانب الأربعة التالية.
(1) الشكل والحجم. يجب أن يعكس قالب الشمع شكل النموذج الأصلي بدقة، مع عدم وجود تشوه واضح، وأن يفي بمتطلبات الحجم، وأن يكون مقاومًا للتليين والتشوه، وأن يكون سهل اللحام.
(2) جودة المظهر. يجب أن يكون سطح قالب الشمع أملس وناعم ونظيف، مع عدم وجود انكماش واضح في السطح أو تشققات أو تقشير أو انتفاخات أو عيوب أخرى.
(3) الجودة الداخلية. يجب أن يكون قالب الشمع كثيفاً دون وجود فقاعات واضحة في الداخل وبقايا رماد قليلة عند الحرق.
(4) الخواص الميكانيكية. يجب أن يتمتع قالب الشمع بقوة ومرونة ومرونة جيدة، مع صلابة سطح كافية في درجة حرارة الغرفة لمنع تآكل السطح أثناء العمليات الأخرى للصب بالشمع المفقود؛ وعند إزالته من القالب المطاطي، يجب أن يكون قالب الشمع قادراً على الانحناء دون أن ينكسر، وأن يعود إلى شكله الأصلي بعد ذلك. عند غرس أشجار النمط الشمعي، يجب أن يكون قالب الشمع ملتحمًا بإحكام بالقلب ولا يسقط بسهولة.
2. تنفيذ المهام
تستخدم هذه المهمة قالبًا حلقيًا داخليًا مزودًا بقطع متحركة مدمجة وحاقن شمع مفرغ من الهواء لإنتاج قوالب الشمع، مع توضيح الهيكل الداخلي للقالب في الشكل 3-5.
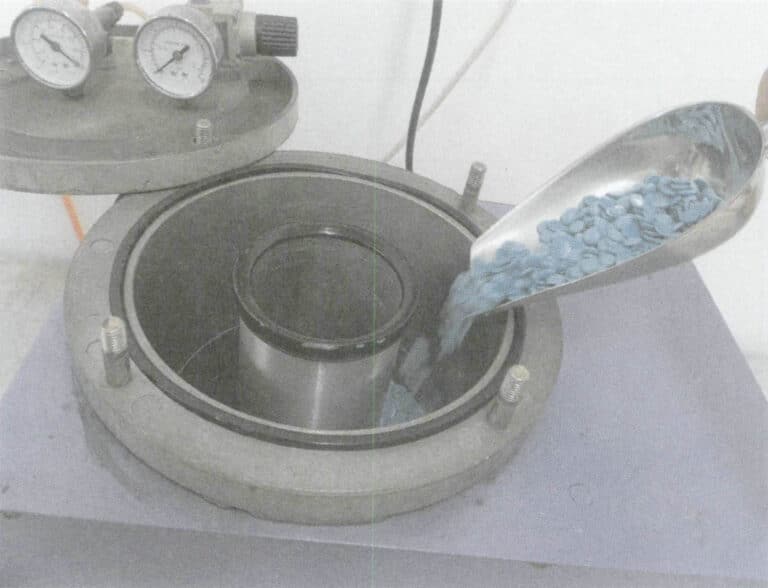
(1) تحضير مادة الشمع
قم بتشغيل مفتاح حاقن الشمع بالتفريغ، واضبط درجة حرارة خزان الشمع وفوهة الحقن على الحد الأقصى، ثم قم بفك المقابض الأربعة السوداء الموجودة على الغطاء العلوي للحاقن، وأضف حبات الشمع إلى خزان الشمع، كما هو موضح في الشكل 3-6. يجب أن تكون الكمية المضافة أعلى من خط السعة الدنيا في الخزان. بمجرد ذوبان جميع حبات الشمع، قم بتغطية الجزء العلوي وشد المقابض الأربعة قطريًا.
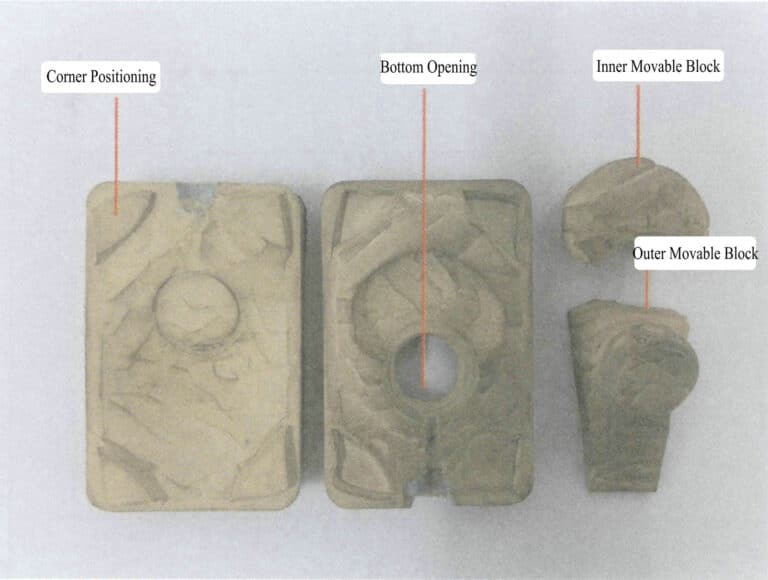
الشكل 3-5 الهيكل الداخلي للقالب الحلقي
الشكل 3-6 تحضير مادة الشمع
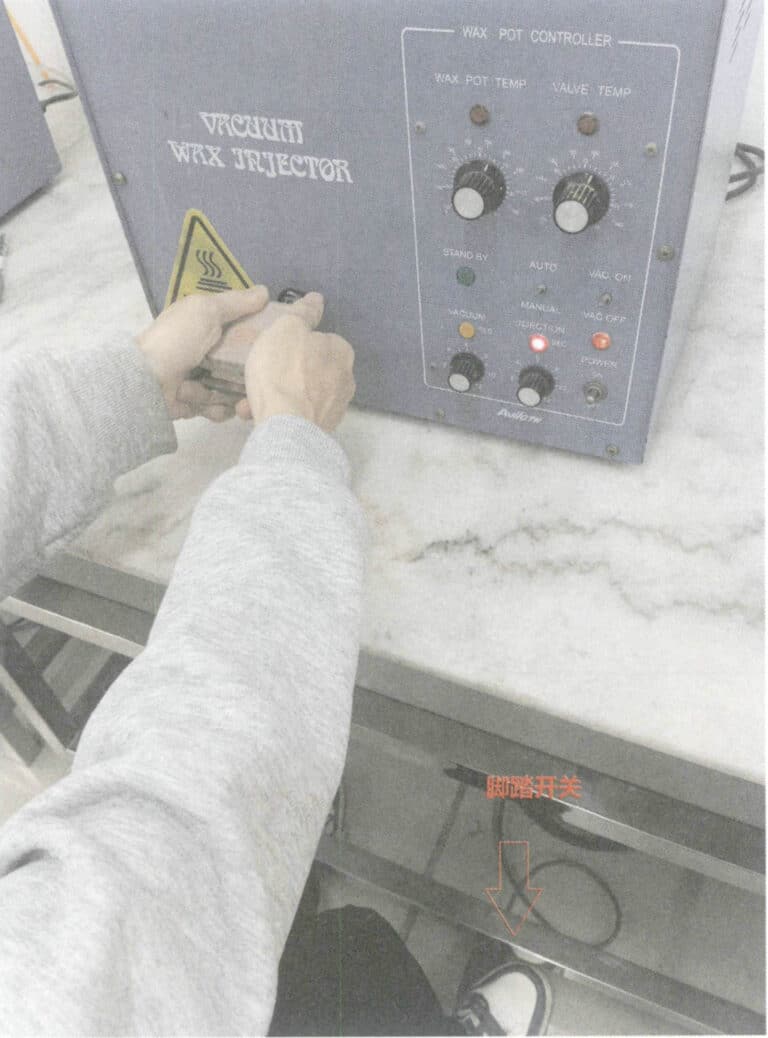
(2) إعداد المعلمات
اضبط درجة حرارة خزان الشمع وفوهة الحقن على 73 ℃ (حافظ على الدفء لمدة 10 دقائق)، واضبط وقت التفريغ والحقن على 2 ثانية على التوالي، وقم بتنشيط ضاغط الهواء ومضخة التفريغ، وقم بتدوير صمام الضغط في اتجاه عقارب الساعة إلى 0.6 كجم/سم2 (القراءة الحمراء)، وافتح صمام التفريغ، كما هو موضح في الشكل 3-7.

(3) حقن الشمع (3)
قبل حقن الشمع، افتح القالب وتحقق من سلامته ونظافته واستخدم مسدس الهواء لإزالة أي بقايا في التجويف. نظف نشارة الشمع جيداً. قم برش كمية صغيرة من عامل التحرير (أو رش القليل من بودرة التلك) في المناطق الأصغر والأكثر تعقيداً في القالب لتسهيل إزالة قالب الشمع. بعد ذلك، استخدم مشابك الأكريليك لتثبيت القالب بإحكام، مع التأكد من أن توزيع أصابعك يضغط على القالب بشكل متساوٍ. قم بمحاذاة ذرب القالب مع فوهة حقن الشمع وادفع بقوة في الاتجاه الأفقي لتثبيته، كما هو موضح في الشكل 3-8. اضغط برفق على مفتاح القدم الخاص بحاقن الشمع ثم حرره. عندما يتغير ضوء مؤشر ضوء حاقن الشمع من الأصفر إلى الأحمر ثم من الأحمر إلى الأخضر، فهذا يشير إلى أن عملية حقن الشمع قد اكتملت (الوقت من 3 إلى 4 ثوانٍ). عند هذه النقطة، يمكن نقل القالب بعيدًا عن فوهة حقن الشمع ووضعه بالترتيب على الطاولة ليبرد.
(4) إزالة قالب الشمع (4)
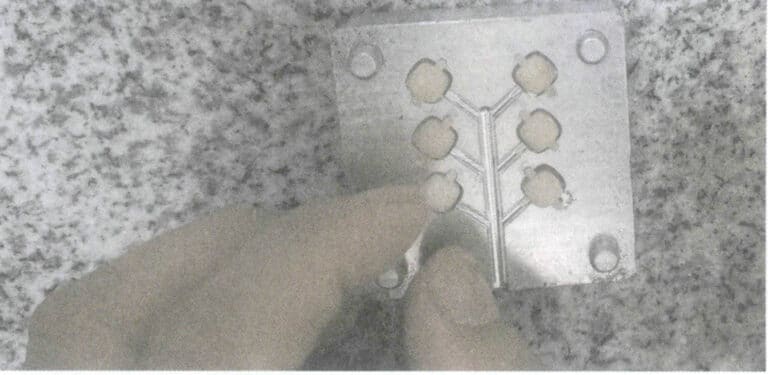
بعد حقن 6 إلى 8 قوالب باستمرار، يمكن إزالة قالب الشمع. قبل إخراج قالب الشمع، قم أولاً بإزالة القطعة الخارجية القابلة للحركة، ثم أخرج القطعة الداخلية القابلة للحركة، وقم بثني القالب برفق لفك الأجزاء الصغيرة مثل الإطار والرأس، ثم انزع قالب الشمع برفق، كما هو موضح في الشكل 3-9. عند خلع القالب، كن حذرًا في أسلوبك لتجنب القوة المفرطة التي قد تتسبب في كسر قالب الشمع أو تشويهه.
القسم الثاني حقن الشمع الأوتوماتيكي
1. معلومات أساسية
(1) حاقن شمع التفريغ التلقائي
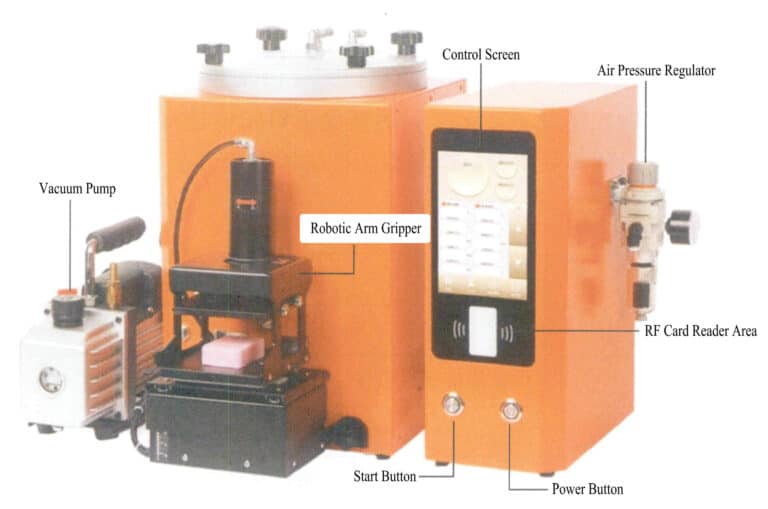
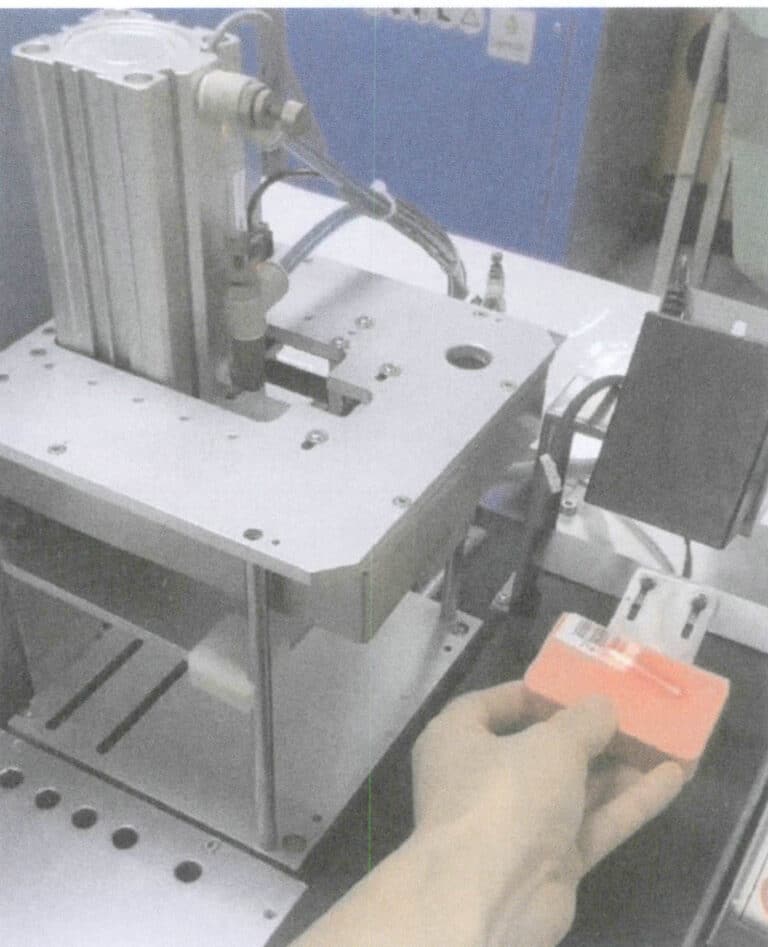
في إنتاج حقن الشمع، عادةً ما يقوم المشغلون بتعيين المعلمات يدويًا، ويتم حقن الشمع باستخدام قوالب محمولة باليد. تتميز هذه الطريقة بأتمتة وكفاءة منخفضة ولا يمكنها تحقيق أتمتة الإنتاج. تم تطوير حاقن الشمع الأوتوماتيكي على أساس حاقنات الشمع التقليدية. يحتوي حاقن الشمع الأوتوماتيكي على قوابض آلية وشاشات عرض تعمل باللمس وأجهزة استشعار RFID (تحديد تردد الراديو) مقارنةً بالماكينات التقليدية. يتم تعيين منطقة قراءة بطاقة التردد اللاسلكي على لوحة التحكم، وبطاقات التعريف على القوالب. يتم تخزين بيانات حقن الشمع لكل قالب في شريحة الماكينة. يسمح ببساطة وضع بطاقة هوية القالب على منطقة قراءة البطاقة أثناء الحقن بقراءة البيانات تلقائيًا. يتم عرض معلمات الحقن مباشرةً على الشاشة التي تعمل باللمس، مما يلغي الحاجة إلى الإدخال اليدوي أو اختيار المعلمات في كل مرة ولا حاجة للتسجيل على القالب، مما يجعلها دقيقة وبديهية، كما هو موضح في الشكل 3-10. لا يحتاج المشغلون إلى إمساك القابض؛ حيث يمكن للماكينة محاذاة فوهة حقن الشمع تلقائيًا، مما يؤدي إلى استقرار أفضل لجودة قالب الشمع وزيادة كفاءة الإنتاج.
(2) مبدأ حقن الشمع الثانوي بالشمع (2)
يهدف حقن الشمع الثانوي إلى تقليل العيوب المتعلقة بالانكماش في قالب الشمع. بشكل عام، يجب أن يكون ضغط حقن الشمع الثانوي أكبر من ضغط حقن الشمع الأولي، مما يسمح لسائل الشمع بتعويض الانكماش في قالب الشمع قبل أن يتصلب تمامًا. يجب تعيين معلمات حقن الشمع الثانوي، مثل وقت الحقن، وضغط القالب، ووقت تثبيت القالب، وفقًا لهيكل قالب السيليكون، كما هو موضح في الجدول 3-6.
الجدول 3-6 إعداد معلمات حقن الشمع بالشمع
| المعلمة | تحديد المتطلبات |
|---|---|
| درجة حرارة خزان الشمع/℃ | يُستخدم لإذابة مادة الشمع، ونقطة الانصهار أعلى بـ 5-8 ℃ أعلى من الشمع. |
| درجة حرارة فوهة حقن الشمع / ℃ | لضمان انسياب سائل الشمع بسلاسة من الخزان، يجب أن تكون درجة الحرارة أعلى من درجة حرارة خزان الشمع بشكل عام بمقدار 2 - 3 ℃ أعلى من درجة حرارة خزان الشمع. |
| ضغط إمداد الغاز الخارجي/كيلو باسكال | تبلغ القيمة الثابتة بشكل عام 400 كيلو باسكال؛ ولا يلزم إجراء أي تعديل. |
| وقت/زمن الاستخراج بالمكنسة الكهربائية | قم بإزالة الهواء من تجويف القالب وضبطه وفقًا لهيكل القالب، مثل 2 & 4s. |
| ضغط حقن الشمع الأول/كيلو باسكال | يرتبط خطيًا بتدفق ناتج الشمع، 0 ~ 200 كيلو باسكال. |
| وقت/زمن حقن الشمع الأول/الحقن الأول | اضبط وفقًا لكمية الشمع المطلوبة، مثل 2 & 4 ثوانٍ. |
| ضغط حقن الشمع الثاني/كيلو باسكال | بشكل عام، يجب أن يكون أكبر من ضغط حقن الشمع الأول. |
| وقت/زمن حقن الشمع الثاني | اضبط وفقًا للحالة الفعلية، مثل 2 ~ 4 ثوانٍ، مع الانتباه إلى وقت تصلب الشمع. |
| ضغط الصب/كيلو باسكال | وكلما زاد الضغط، كلما كان الضغط أكبر، كلما كان ضيق الهواء أفضل، وكان تشوه القالب المطاطي أسهل؛ وعلى العكس، كلما كان الضغط أقل، كلما كان ضيق الهواء أسوأ، وكان من الأسهل أن ينتج قالب الشمع وميضًا. نطاق ضبط ضغط التشكيل هو 30 & 235 كيلو باسكال. |
| ضغط الحقن وضغط قالب الحقن والدفع/كيلو باسكال | بشكل عام، يجب أن يكون أصغر من ضغط التشكيل. |
| وقت/زمن تثبيت القوالب | بعد اكتمال حقن الشمع، يكون وقت إمساك الذراع الروبوتية للقولبة 2-4 ثوانٍ. |
2. تنفيذ المهام
تنطوي هذه المهمة على استخدام قالب مجوف مزخرف وحاقن شمع أوتوماتيكي لإنتاج قوالب الشمع.
(1) ضبط معلمات النظام
أولاً، ابدأ تشغيل ضاغط الهواء ومضخة التفريغ، ثم قم بتشغيل مفتاح حاقن الشمع، واضبط معلمات النظام على شاشة LCD - وقت بدء تشغيل القالب هو 1.0 ثانية، ووقت بدء تشغيل قالب الدفع هو 1.0 ثانية، ووقت بدء حقن الشمع هو 0.5 ثانية، كما هو موضح في الشكل 3-12.

(2) ضبط معلمات البرنامج
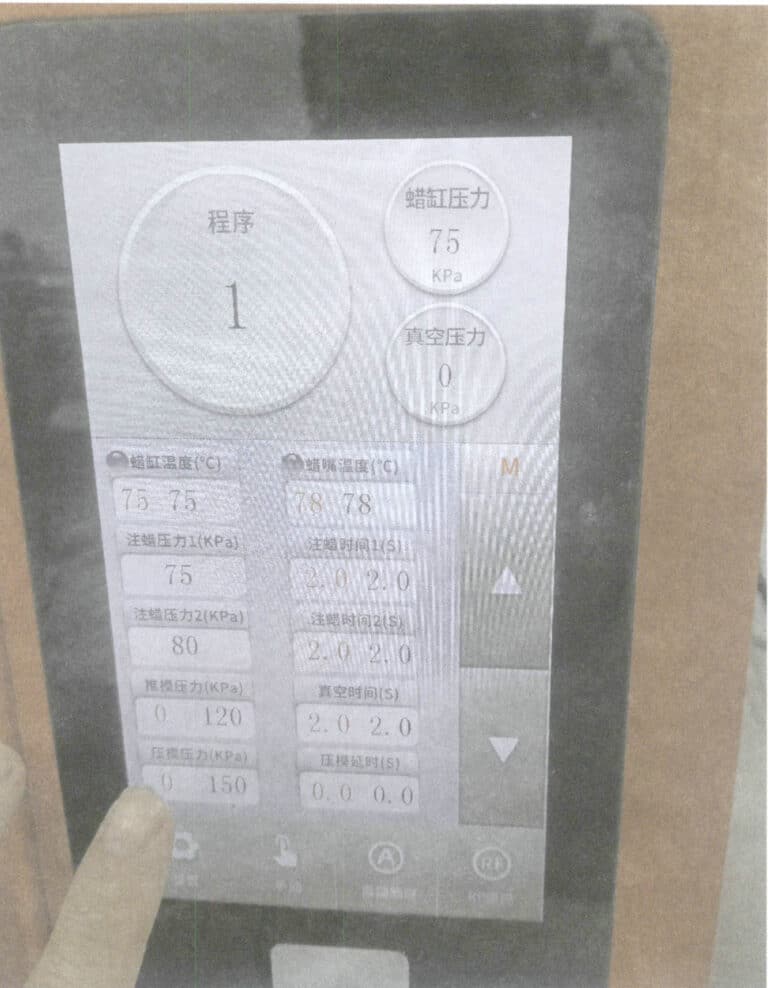
اضبط معلمات البرنامج وفقًا للهيكل الداخلي للقالب: درجة حرارة فوهة الشمع 78 ℃، ودرجة حرارة خزان الشمع 75 ℃، وزمن التفريغ 2.0 ثانية، وزمن حقن الشمع 2.0 ثانية، وضغط القالب 150 كيلو باسكال، وضغط قالب الدفع 120 كيلو باسكال، وضغط حقن الشمع الأول 75 كيلو باسكال، وضغط حقن الشمع الثاني 80 كيلو باسكال، كما هو موضح في الشكل 3-13.
(3) إضافة مادة الشمع
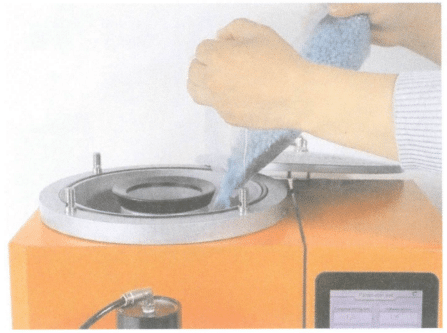
أولاً، قم أولاً بفك المقابض الأربعة السوداء الموجودة على الغطاء العلوي لحاقن الشمع بشكل مائل، وأضف حبات الشمع إلى خزان الشمع، كما هو موضح في الشكل 3-14. يجب أن تكون الكمية المضافة أعلى من خط السعة الدنيا في الخزان. بمجرد ذوبان جميع حبات الشمع، قم بتغطية الجزء العلوي وشد المقابض الأربعة قطريًا.
(4) إدخال معلمة التردد اللاسلكي
بعد إدخال البيانات (المطابقة لمعلمات برنامج قالب الشمع) في منطقة شاشة اللمس، انقر على زر "إدخال". عندما يتم الإدخال بنجاح، سيصدر النظام صوتًا موجهًا.
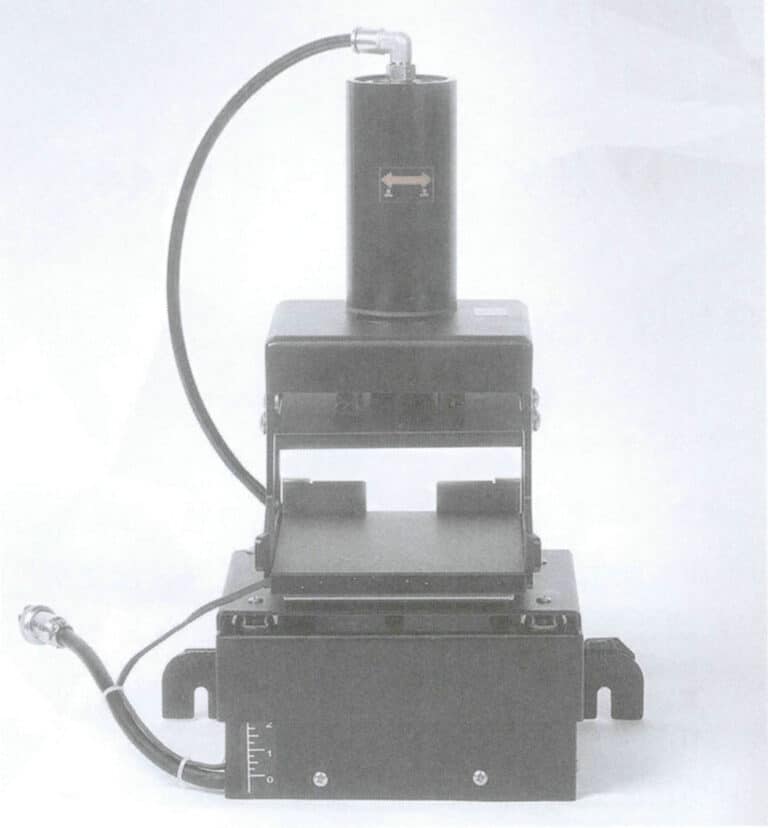
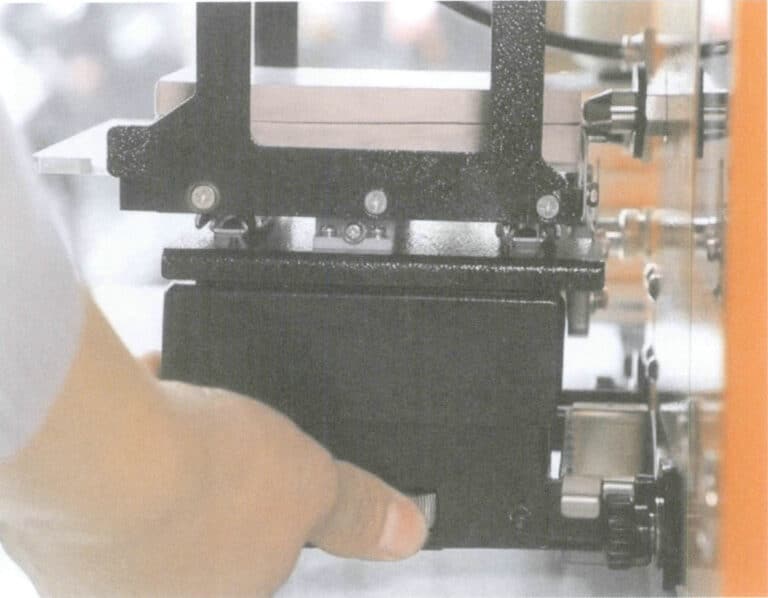
(5) ضبط ارتفاع تركيبات الذراع الروبوتية
يوجد قرص تبديل أسفل الجانب الأيمن من تركيبات الذراع الآلية. يؤدي تدوير القرص عكس اتجاه عقارب الساعة إلى رفع الذراع الآلي؛ بينما يؤدي تدويره في اتجاه عقارب الساعة إلى خفض الذراع الآلي. لاحظ ما إذا كانت فوهة حقن الشمع محاذية لفتحة القالب. إذا لم تكن محاذاة، يمكن ضبط ارتفاع القالب عن طريق تدوير القرص، كما هو موضح في الشكل 3-15.
(6) حقن الشمع (6)
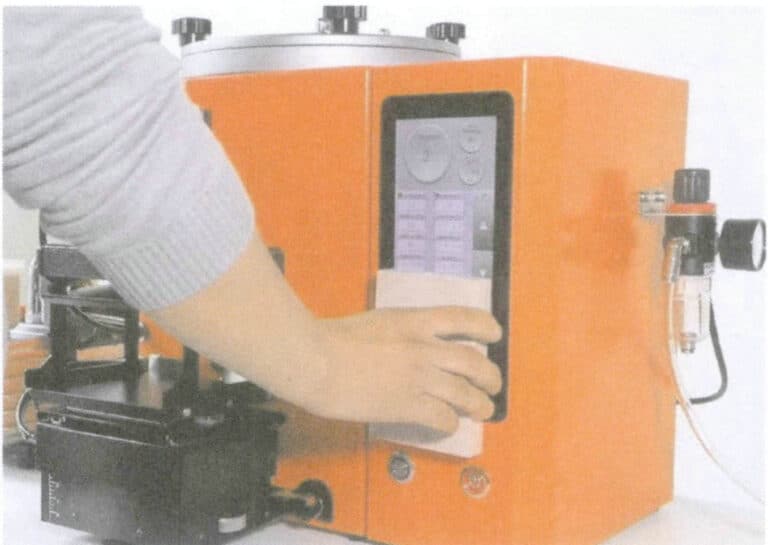
قبل حقن الشمع، افتح القالب، وتحقق من سلامته ونظافته، ونظف أي بقايا شمع متبقية في التجويف. اضبط ارتفاع مشبك الذراع الروبوتية، وحدد وضع حقن الشمع بالاستشعار التلقائي، وضع بطاقة هوية القالب على منطقة قراءة بطاقة التردد اللاسلكي، واسترجع معلمات حقن الشمع المخزنة مسبقًا، كما هو موضح في الشكل 3-16. بعد ذلك، يتم وضع القالب في مشبك الذراع الآلي، كما هو موضح في الشكل 3-17.
الشكل 3-16 بطاقة الترددات اللاسلكية لقراءة معلمات حقن الشمع
الشكل 3-17 ضع القالب في مشبك الذراع الروبوتية
(7) إزالة قالب الشمع (7)
قبل إزالة قالب الشمع، قم بفتحه وثنيه برفق لفك الأجزاء الصغيرة، مثل الإطار والرأس، ثم قم بإزالة قالب الشمع برفق، كما هو موضح في الشكل 3-18. عند إزالة القالب، كن حذرًا في أسلوبك لتجنب القوة المفرطة التي قد تؤدي إلى كسر قالب الشمع أو تشويهه. بعد إزالة قالب الشمع، يجب فحصه بعناية.
القسم الثالث خط إنتاج حقن الشمع الأوتوماتيكي بالكامل
1. معلومات أساسية

2. تنفيذ المهام
تستخدم هذه المهمة خط إنتاج آلي بالكامل لحقن الشمع وعشرة أنماط مختلفة من القوالب ذات القاع المفتوح لإنشاء قوالب الشمع.
(1) ضبط معلمات حقن الشمع من خلال شاشة اللمس
قم بتشغيل الطاقة، واضبط ارتفاع مشبك الذراع الآلي، وتحقق مما إذا كان الحزام الناقل ونظام التبريد يعملان بشكل صحيح، وقم بإعداد المعلمات المتعلقة بحقن الشمع من خلال شاشة اللمس، كما هو موضح في الشكل 3-20.

(2) وضع القالب المطاطي مع تثبيت الرمز الشريطي على الحزام الناقل
قم بلصق الرموز الشريطية المقابلة على 10 أنماط مختلفة من القوالب المطاطية ثم ضعها على الحزام الناقل على مسافة معينة، كما هو موضح في الشكل 3-21.
(3) بدء تشغيل برنامج حقن الشمع التلقائي
بدء الوضع الأوتوماتيكي؛ عملية حقن الشمع المحددة كالتالي.
① سوف يقوم الماسح الضوئي تلقائيًا بمسح الرمز الشريطي الموجود على القالب للحصول على معلمات حقن الشمع المقابلة، كما هو موضح في الشكل 3-22.
الشكل 3-21 ضع القالب على الحزام الناقل للقالب
الشكل 3-22 مسح الرمز الشريطي
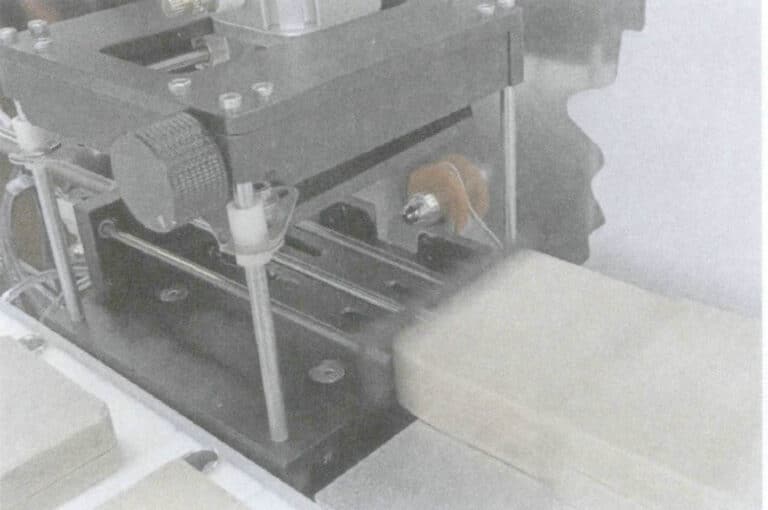
② إرسال القالب تلقائيًا إلى التَرْكِيبة؛ حيث تقوم أسطوانة الدفع الموجودة على الذراع الآلية بدفع القالب إلى تركيبة التوسيط، مما يؤدي إلى توسيط القالب، كما هو موضح في الشكل 3-23.

③ ضبط معلمات حقن الشمع تلقائيًا بناءً على معلمات الباركود.
④ بدء حقن الشمع؛ حيث تضغط أسطوانة الضغط لأسفل على تركيبات الحقن على القالب، وتقوم أسطوانة الدفع بتحريك القالب إلى موضع حقن الشمع، وبعد اكتمال التفريغ، يبدأ حقن الشمع، كما هو موضح في الشكل 3-24.
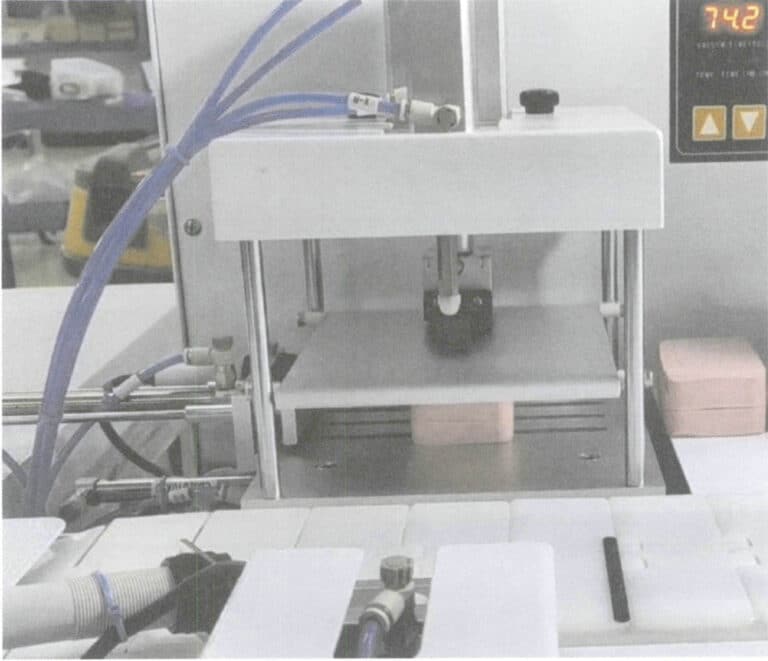
⑤ بعد حقن الشمع، تتراجع أسطوانة الدفع تلقائيًا، وتتراجع أسطوانة الضغط لأسفل، ويتم تحرير جهاز التثبيت. في المقابل، تدفع الأسطوانة الموجودة على التَرْكِيبة القالب المطاطي على جهاز تحرير القالب، وينزل جهاز تحرير القالب، ويخرج القالب المطاطي تلقائيًا من الحزام الناقل ويتم تبريده بالقوة، كما هو موضح في الشكلين 3-25 و3-26.
الشكل 3-25 خروج القوالب من الحزام الناقل تلقائيًا
الشكل 3-26 تبريد القالب
(4) إزالة قالب الشمع (4)
قبل إزالة قالب الشمع، يجب أولاً فتح القالب المطاطي من الأسفل، أو يجب سحب القطع المتحركة للخارج. قم بثني القالب المطاطي برفق لفك الأجزاء الصغيرة، مثل الإطار والرأس، ثم قم بإزالة قالب الشمع بعناية. عند إزالة القالب، انتبه إلى التقنية لتجنب القوة المفرطة التي قد تكسر أو تشوه قالب الشمع. بعد إزالة قالب الشمع، يجب فحصه بعناية. بعد إزالة القالب، يجب إعادة القطع القابلة للحركة المستخرجة والفتحة السفلية إلى مواضعها الأصلية في القالب المطاطي، مع ضمان المحاذاة الدقيقة دون انحراف. ثم، قم بمحاذاة الزوايا الأربع لنصفي القالب المطاطي ووضعها مرة أخرى على الحزام الناقل استعدادًا لحقن الشمع التالي.
نسخ الكتابة على مجوهرات سوبلينج - مصنع مجوهرات حسب الطلب، مصنع مجوهرات OEM و ODM
القسم الرابع حقن القالب المعدني بالشمع في القالب المعدني
1. معلومات أساسية
1.1 مزايا القوالب المطاطية وعيوبها
1.2 خصائص حقن الشمع القالب المعدني بالشمع
1.3 حاقن شمع القوالب المعدنية

1.4 قوالب المجوهرات المعدنية
عادةً ما يتم تصنيف القوالب المعدنية للمجوهرات حسب المواد إلى قوالب سبائك الألومنيوم، وقوالب سبائك الألومنيوم المدمجة في سبائك الألومنيوم منخفضة الحرارة، وقوالب المجوهرات الفولاذية المجوفة بالشمع القابل للذوبان في الماء، وقوالب المجوهرات المصنوعة من مطاط السيليكون المبطنة بسبائك الألومنيوم. ووفقًا لرسومات التصميم، تتم معالجة القوالب باستخدام ماكينة النقش باستخدام الحاسب الآلي (التحكم العددي بالكمبيوتر)، ويتم معالجتها بشكل عام في قوالب ذكور وإناث، مع ترك دبابيس تحديد المواقع في الزوايا الأربعة لسهولة محاذاة القوالب وفصلها.
(1) قالب من سبائك الألومنيوم
هذا النوع من القوالب مصنوع من سبائك الألومنيوم، ويتم معالجة تجويف حقن الشمع وقناة حقن الشمع ودبابيس التموضع وثقوب التموضع من خلال التحكم الرقمي باستخدام الحاسب الآلي، كما هو موضح في الشكل 3-28.
(2) قالب سبائك الألومنيوم المدمج في قالب سبائك الألومنيوم منخفض الحرارة
يستخدم هذا النوع من القوالب سبيكة ألومنيوم لصنع إطار القالب وسبيكة منخفضة الحرارة لصنع وحدة التشكيل، والتي تكون مدمجة في إطار القالب المصنوع من سبيكة الألومنيوم، كما هو موضح في الشكل 3-29.
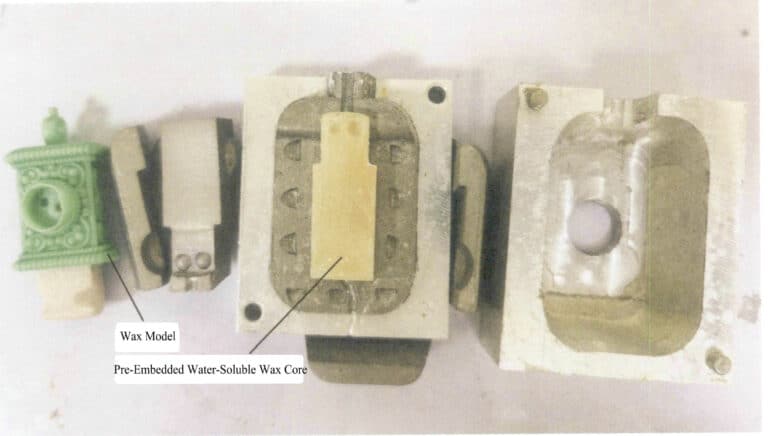
(3) قالب فولاذي مجوهرات مجوهرات مجوفة من الشمع القابل للذوبان في الماء
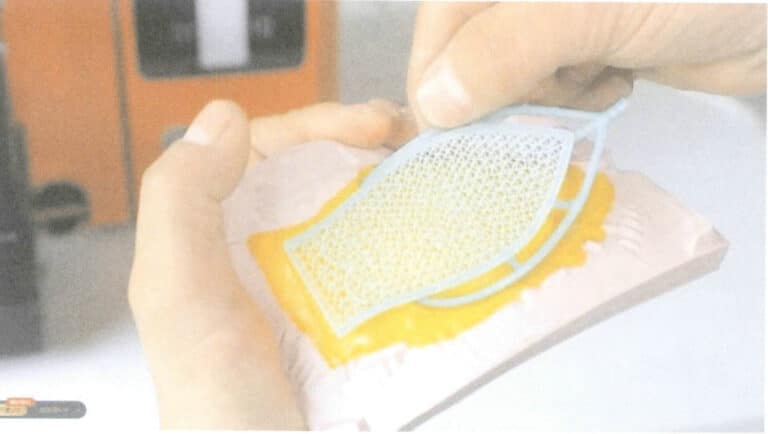
تحتوي بعض منتجات إكسسوارات المجوهرات على تصميمات مجوفة معقدة وهياكل شبكية تتطلب نحتاً ثلاثي الأبعاد. إذا تم استخدام القوالب الفولاذية التقليدية للتجميع المجزأ ثم لحامها أثناء إنتاج قالب الشمع، فإن قالب الشمع سيحتوي حتماً على طبقات ونقاط لحام وعلامات تحديد المواقع، مما يؤثر بشكل مباشر على مظهر المجوهرات. بالإضافة إلى ذلك، يكون قالب الشمع عرضة للتشوه، مما يجعل من الصعب ضمان جودة الإكسسوارات. وباستخدام القوالب الفولاذية المجوهرات المجوفة من الشمع القابل للذوبان في الماء، يمكن تضمين قلب الشمع القابل للذوبان في الماء في المناطق المجوفة قبل حقن الشمع. وبعد حقن الشمع، يغلف قالب الشمع قلب الشمع القابل للذوبان في الماء بالكامل (الشكلان 3-30، 3-31). ثم يتم نقع قالب الشمع بعد ذلك في محلول مائي حمضي، وبمجرد أن يذوب قلب الشمع القابل للذوبان في الماء تمامًا، يمكن الحصول على قالب شمع مجوف كامل.
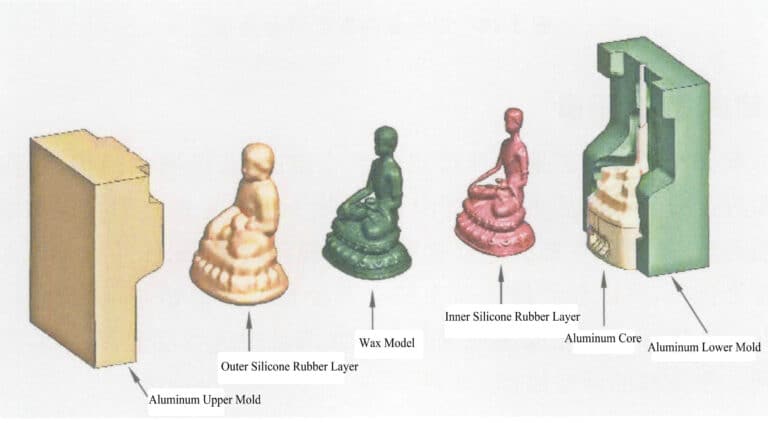
(4) قالب مجوهرات من سبائك الألومنيوم المبطنة الداخلية من مطاط السيليكون
وتضاف مادة مطاط السيليكون أحيانًا داخل القالب المعدني لبعض القطع الشمعية رقيقة الجدران وسهلة التشوه والمعقدة التي تتطلب قالبًا كاملًا، مثل تماثيل بوذا وإكسسوارات المجوهرات المجوفة. تنقسم مجموعة القالب بأكملها إلى قالب علوي من الألومنيوم، وطبقة مطاطية خارجية من مطاط السيليكون، ونموذج من الشمع، وطبقة مطاطية داخلية من مطاط السيليكون، وقلب من الألومنيوم، وقالب سفلي من الألومنيوم، كما هو موضح في الشكل 3-32. وهذا يضمن عدم تعقيد مكونات القالب، مما يسهل عملية التفكيك وتقليل خطوط التماس القالب. نظرًا لأن مطاط السيليكون المستخدم خاص جدًا، فإن نموذج الشمع المنتج سوف يتقلص أقل من ذلك المصنوع من قوالب مطاط السيليكون.
2. تنفيذ المهام
لصنع قوالب الشمع، تستخدم هذه المهمة قوالب شمع مجوهرات فولاذية مجوفة من الشمع القابل للذوبان في الماء وحاقنات شمع معدنية.
(1) أعمال التحضير
① أولاً، قم بتشغيل مفتاح نظام حقن الشمع واضبط وقت الحقن على 6 ثوانٍ (يجب ضبط الوقت بشكل عام وفقًا للهيكل الداخلي للقالب).
طريقة التشغيل: قم بتشغيل مفتاح نظام حقن الشمع (في هذا الوقت، سيضغط قضيب حقن الشمع لأسفل مرة واحدة؛ احرص على عدم سقوط أي أجسام غريبة في القادوس).
② قم بتشغيل مفتاح نظام التسخين، واضبط درجة الحرارة على 75 درجة مئوية، وأضف حبات الشمع، وسخّنها لمدة 30 دقيقة، ولا تبدأ في حقن الشمع إلا بعد ذوبان حبات الشمع تمامًا.
طريقة التشغيل: أولاً، اضغط على مفتاح SET؛ يمكن ضبط درجة الحرارة عندما تومض الشاشة الرقمية الكهروضوئية. على يمين وحدة التحكم في درجة الحرارة توجد مفاتيح رقمية لضبط درجة الحرارة ومفاتيح "زيادة، إنقاص، يسار، يمين".
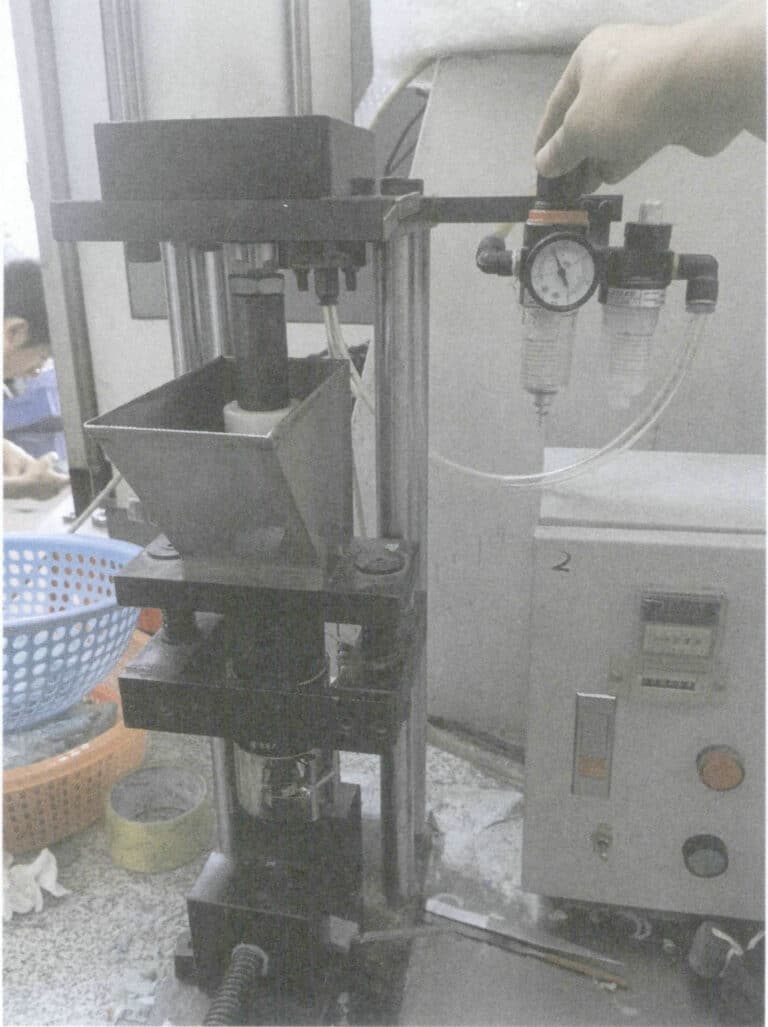
③ صمام تنظيم الضغط: يُستخدم لضبط ضغط الهواء أثناء حقن الشمع.
طريقة التشغيل: اسحب الغطاء الدوّار لأعلى برفق؛ حيث يؤدي تدويره إلى اليسار إلى زيادة ضغط الهواء، ويؤدي تدويره إلى اليمين إلى تقليل ضغط الهواء، كما هو موضح في الشكل 3-33. يوصى بضبط ضغط الهواء على 0.4 ~ 0.6 ميجا باسكال. تتطلب الأحجام المختلفة للقوالب المعدنية ضغوط هواء مختلفة.
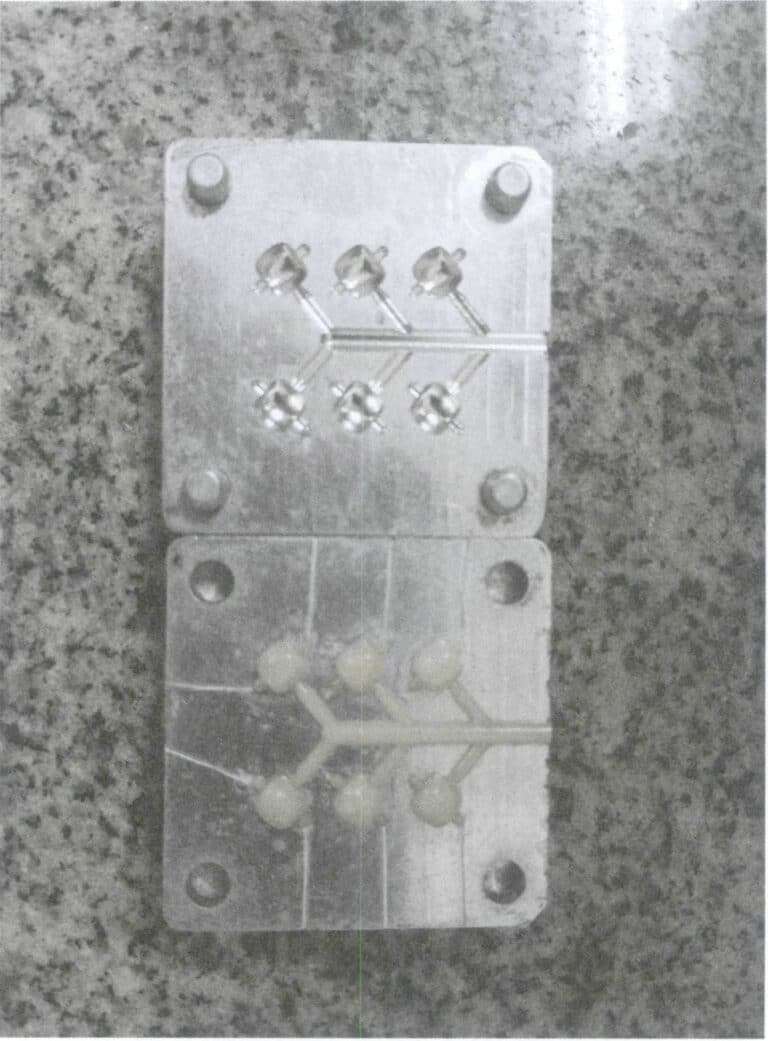
(2) إنتاج نوى الشمع القابلة للذوبان في الماء
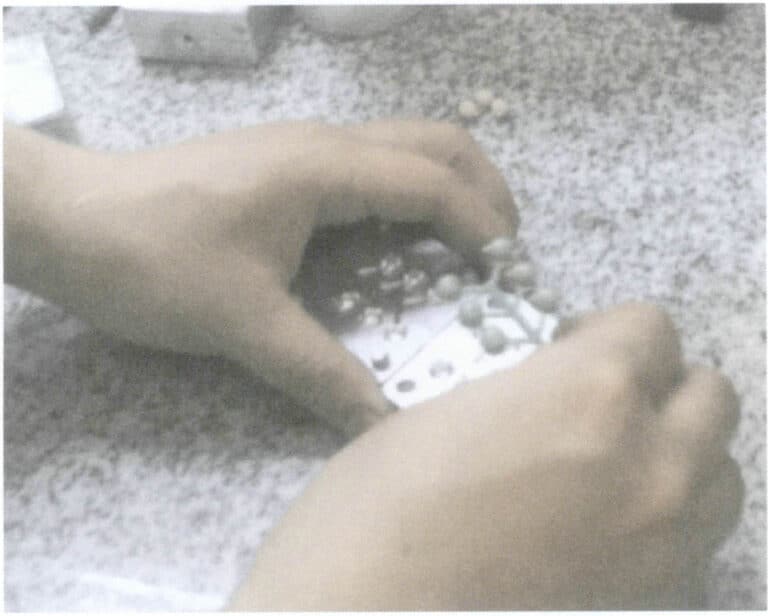
تُصنع النوى الشمعية التقليدية القابلة للذوبان في الماء من اليوريا، والتي لها رائحة معينة ومسببة للتآكل. المكون الرئيسي للمادة الأساسية الشمعية الحالية القابلة للذوبان في الماء هو البوليمر، الذي لا يحتوي على اليوريا، وهو صديق للبيئة وغير مسبب للتآكل لجلد عمال الإنتاج، وليس له رائحة. تتمثل طريقة إنتاج لب الشمع القابل للذوبان في الماء في حقن الشمع الذائب القابل للذوبان في الماء في القالب. بعد أن يبرد الشمع القابل للذوبان في الماء ويتجمد، يتم فتح القالب لإزالة قلب الشمع الصلب القابل للذوبان في الماء، كما هو موضح في الشكل 3-34.
(3) فحص القالب
أولاً، افتح القالب المعدني وتحقق من وجود نشارة الشمع أو الغبار. بعد تنظيفه بمسدس هواء، قم برشه بمادة تحرير كما هو موضح في الشكل 3-35.

(4) تضمين الجزء الداخلي الشمعي القابل للذوبان في الماء
ضع قلب الشمع القابل للذوبان في الماء على فتحة التموضع داخل القالب المعدني (الشكل 3-36) وأغلقه بعد وضعه بشكل صحيح.
(5) إصلاح القالب
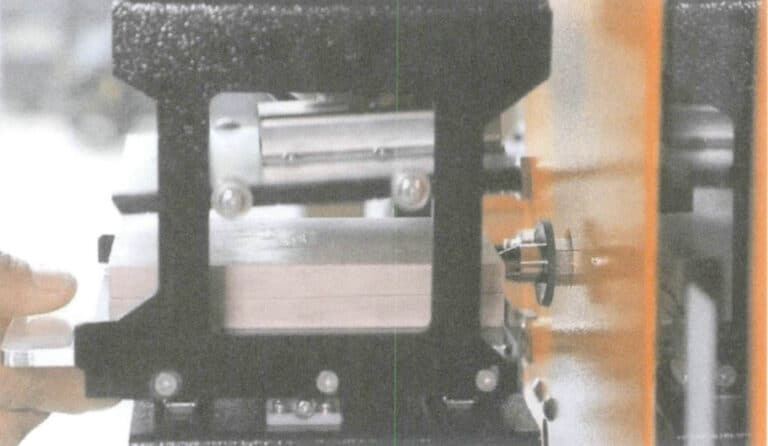
قم بتثبيت القالب المعدني في الفك المسطح للملزمة، وقم بفك برغي ضبط ارتفاع حقن الشمع، واضبط ارتفاع برميل حقن الشمع بحيث تكون فوهة حقن الشمع على بعد 5 ~ 10 مم من الحافة العلوية للقالب، ثم اربطه بإحكام. بعد ذلك ، قم بفك برغي تثبيت الملزمة ، وحرك الملزمة للخلف وللأمام لمحاذاة مدخل الشمع في القالب مع فوهة حقن الشمع ، كما هو موضح في الشكل 3-37.

(6) حقن الشمع وإزالة قالب الشمع
اضغط على مفتاح حقن الشمع لبدء الحقن. بعد أن يبرد قالب الشمع ويتجمد، اضغط برفق على كلا الجانبين لفكه، ثم قم بإزالة قالب الشمع، كما هو موضح في الشكل 3-38. إذا كان الشمع لا يملأ القالب بشكل صحيح، فاضبط درجة حرارة التسخين ووقت الحقن وضغط الهواء على المعلمات المناسبة بناءً على حالة ملء قالب الشمع.
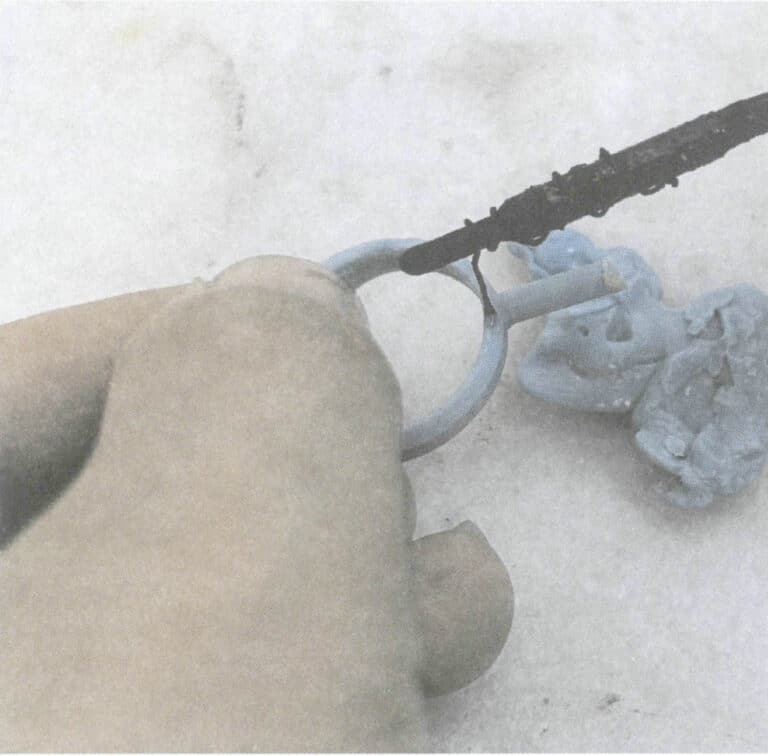
(7) الجزء الداخلي الشمعي الذائب للذوبان في الماء
انقع قالب الشمع في محلول مائي حمضي لإذابة قلب الشمع القابل للذوبان في الماء (الشكل 3-39). انتظر حتى يتم إذابة قلب الشمع القابل للذوبان في الماء بالكامل. بعد الذوبان، نظف قالب الشمع.
الشكل 3-38 إزالة قالب الشمع

الشكل 3-39 إذابة قلب الشمع القابل للذوبان في الماء
القسم الخامس تقليم القالب الشمعي
1. معلومات أساسية
1.1 طرق تقليم قوالب الشمع 1.1 طرق تقليم قوالب الشمع
الشكل 3-40 قالب الشمع المصقول
الشكل 3-41 قالب الشمع الملحوم
1.2 العيوب الشائعة في قوالب الشمع للمجوهرات
(1) تشكيل الوميض (الشكل 3-42)
وصف العيب: تظهر حواف الشمع الرقيقة الزائدة أو النتوءات على قطعة الشمع. إذا لم يتم إزالتها، فإنها ستزيد من عبء تنظيف فراغات الصب، واحتمالية حدوث تشقق في الفراغ، وفقدان المعدن الثمين. يؤدي ذلك إلى تكوين وميض في قالب الشمع. قد تشمل الأسباب الجوانب التالية.
① ضغط هواء حاقن الشمع مرتفع للغاية. قطع المجوهرات حساسة نسبيًا وتتطلب ضغط هواء مضغوط لحقن سائل الشمع في تجويف القالب. يعتمد ضغط حقن سائل الشمع على ضغط الهواء؛ إذا كان ضغط الهواء مرتفعًا جدًا، فقد يتسبب ذلك في فتح القالب المطاطي عند خط الفراق، مما يؤدي إلى حدوث وميض.
② درجة حرارة سائل الشمع مرتفعة للغاية. ترتبط سيولة سائل الشمع ارتباطًا وثيقًا بلزوجته، والتي تعتمد إلى حد كبير على درجة الحرارة. فكلما ارتفعت درجة حرارة سائل الشمع، كلما انخفضت اللزوجة، كلما كانت السيولة أفضل، وكان من الأسهل على سائل الشمع اختراق أخاديد القالب، مما يؤدي إلى تكوين الوميض.
③ قوة التثبيت على جانبي القالب صغيرة جدًا. يتألف القالب من نصفين أو أجزاء متعددة، يتم تجميعها أثناء حقن الشمع وتثبيتها بإحكام من الأعلى والأسفل لتشكيل تجويف مغلق. إذا كانت قوة التشبيك غير كافية، يمكن لسائل الشمع أن يدفع القالب بسهولة تحت ضغط الهواء الخارجي، مما يؤدي إلى حدوث وميض.
④ لم يتم قطع القالب بشكل صحيح، أو أن القالب مشوه، أو أن القالب لديه مرونة عالية. عندما لا تغلق الأجزاء المختلفة من القالب بإحكام، سيحدث وميض.
لذلك، ينبغي اتخاذ الحلول المناسبة.
① خفض ضغط هواء حاقن الشمع. بصفة عامة، تستخدم عينات الشمع ذات الأسطح المسطحة الكثيرة والأشكال البسيطة ضغط هواء يتراوح بين 50 ~ 80 كيلو باسكال؛ أما عينات الشمع ذات الجدران الرقيقة والعديد من مواضع تثبيت الأحجار والفجوات الضيقة فتستخدم ضغط هواء يتراوح بين 100 ~ 150 كيلو باسكال.
② خفض درجة حرارة سائل الشمع بشكل مناسب. بالنسبة لقطع العمل الشائعة، يمكن أن يضمن التحكم في درجة حرارة سائل الشمع بين 70 ~ 75 درجة مئوية ضمان سيولته.
③ زيادة قوة التشبيك على جانبي القالب. انتبه للتقنية أثناء التشغيل؛ استخدم كلتا يديك لتثبيت القالب بإحكام في التركيبة، مع التأكد من أن توزيع الأصابع يطبق الضغط بالتساوي على القالب. يجب أن تحافظ عملية حقن الشمع على القالب مثبتًا بإحكام وغير مفكوك.
④ تحقق من جودة قطع القالب وحالة تشوه القالب. استخدم مطاطًا عالي الجودة للضغط على القالب، حيث يتمتع بمقاومة جيدة للشيخوخة ويمكنه الحفاظ على النعومة والمرونة لفترة طويلة. عند الضغط على القالب، اضبط معلمات العملية بشكل معقول، ولا تضبط ضغط الضغط العالي جدًا أو درجة حرارة الضغط أو وقت الفلكنة الطويل جدًا.
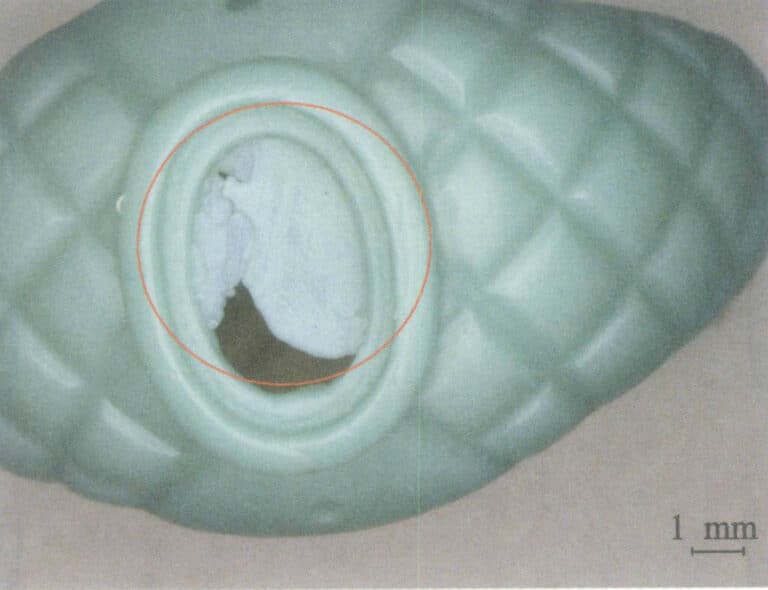
(2) عيوب القالب الشمعي (الشكل 3-43)
وصف العيب: لا يتم تشكيل أجزاء معينة من قالب الشمع بشكل كامل، أو توجد خطوط إغلاق باردة، وعلامات تدفق، وعلامات تشقق، وما إلى ذلك. يمكن تصنيف الأسباب المحتملة لعيوب قوالب الشمع إلى ستة جوانب.
① انخفاض ضغط الهواء في حاقن الشمع. بسبب عدم كفاية القوة الدافعة الخارجية، يتم إعاقة تدفق الشمع، مما يؤدي إلى بطء الملء. عندما يتعذر دمج الشمع، ستحدث عيوب.
② انخفاض درجة حرارة الشمع. لا توجد حرارة كافية للحفاظ على تدفق الشمع.
③ يتم تثبيت القالب المطاطي بإحكام شديد. بالنسبة لبعض قطع العمل رقيقة الجدران، فإن قوة التشبيك المفرطة على القالب المطاطي سوف تقلل من سمك جدار تجويف القالب، مما يزيد من صعوبة الملء والتشكيل.
④ فوهة حقن الشمع في حاقن الشمع مسدودة. في هذا الوقت، تكون كمية سائل الشمع المقذوف صغيرة، مما يطيل من وقت سائل الشمع لملء تجويف القالب.
⑤ هناك مشكلة في القالب. لا يمكن للغازات الداخلية أن تتسرب، مما يشكل ضغطًا خلفيًا للتعبئة يعيق الملء السلس لسائل الشمع.
⑥ درجة حرارة القالب منخفضة للغاية، مما يتسبب في امتصاص كمية كبيرة من الحرارة من سائل الشمع، مما يجعل سائل الشمع الوارد يفقد سيولته بسرعة.
الحلول المناظرة هي كما يلي.
① زيادة ضغط الهواء في حاقن الشمع؛ هذه هي الطريقة الأكثر استخدامًا وهي فعالة جدًا لقطع العمل المعقدة والدقيقة.
② زيادة درجة حرارة سائل الشمع. سيؤدي رفع درجة حرارة سائل الشمع، دون التأثير على جودته، إلى تحسين سيولته والسماح له بالبقاء في حالة سائلة لفترة أطول.
③ تقليل الضغط على جانبي القالب بشكل مناسب. يكون القالب لينًا ومرنًا نسبيًا، لذا يجب أن تكون قوة التثبيت قابلة للتحكم لتجنب تشوه تجويف القالب.
④ قم بتنظيف فوهة حقن الشمع. فوهة حقن الشمع عبارة عن قناة صغيرة يمكن أن تصبح مسدودة بسهولة إذا كانت مادة الشمع غير نظيفة أو تحتوي على شوائب غريبة. يجب تصفية مادة الشمع المعاد تدويرها لإزالة الشوائب قبل الاستخدام.
⑤ افتح خطوط التنفيس في الزوايا الميتة داخل القالب المطاطي للسماح بخروج الغاز بسلاسة وتجنب توليد ضغط رجعي للتعبئة.
⑥ عندما يكون الطقس باردًا جدًا، قم بتسخين القالب المطاطي أولاً لضمان وصوله إلى درجة حرارة معينة قبل حقن الشمع.
(3) ظهور فقاعات في قالب الشمع (الشكل 3-44)
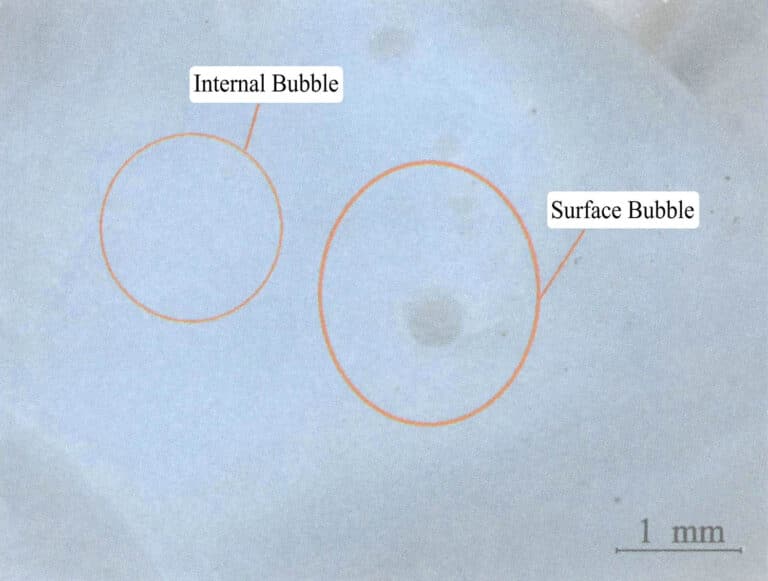
وصف العيب: توجد فقاعات على السطح أو داخل قطعة الشمع، ويكون لون منطقة الفقاعات أفتح بشكل ملحوظ من المنطقة المحيطة بها تحت الضوء. يعتمد ما إذا كانت الفقاعات الموجودة في قالب الشمع ستؤثر على الصب على هيكل الصب وموضع الفقاعات. إذا كانت الفقاعات مكشوفة على سطح قالب الشمع، فسوف تتسبب بلا شك في حدوث ثقوب في الصب في ذلك الموقع؛ إذا كانت الفقاعات تحت سطح قالب الشمع، فهناك احتمال تمزق الفقاعات أثناء عملية تفريغ قالب الجبس، وفي هذه الحالة لن يكون للفقاعات أي تأثير على جودة الصب. قد تشمل أسباب ظهور الفقاعات في قالب الشمع الجوانب الخمسة التالية.
① ضغط الهواء في حاقن الشمع مرتفع للغاية. أثناء عملية حقن الشمع، يملأ سائل الشمع تجويف القالب بشكل مضطرب، مما قد يحبس الهواء وينتج فقاعات.
② يجب أن تكون كمية الشمع في حاقن الشمع أعلى. عندما يكون سطح سائل الشمع مستويًا مع مخرج الشمع أو حتى تحته، سيتم حقن الغاز الموجود في خزان الشمع في تجويف القالب مع سائل الشمع.
③ درجة حرارة سائل الشمع مرتفعة للغاية. في هذا الوقت، يمتص سائل الشمع كمية كبيرة من الغاز، والتي تتكثف لتكوين فقاعات.
④ مدخل الشمع في القالب المطاطي غير محاذي لفوهة الشمع في حاقن الشمع. أثناء الحقن، يدخل الهواء إلى القالب المطاطي من الجانب مع سائل الشمع.
⑤ لا يحتوي القالب المطاطي على خطوط تنفيس، أو أن خطوط التنفيس مسدودة. عندما لا يمكن تفريغ غاز تجويف القالب المطاطي بسلاسة، فإنه سيُحبس في سائل الشمع أو يبقى في الزوايا الميتة، مكونًا فقاعات.
الحلول المناظرة هي كما يلي.
① اضبط ضغط الهواء في حاقن الشمع لضمان امتلاء سائل الشمع بسلاسة دون الحاجة إلى أن يكون مرتفعًا للغاية.
② قم بزيادة كمية الشمع في حاقن الشمع، مع التأكد من أن حجم سائل الشمع أعلى من 2/1 من سعة الماكينة.
③ التحكم في درجة حرارة سائل الشمع ضمن النطاق الصحيح.
④ قم بمحاذاة مدخل الشمع في قالب السيليكون مع فوهة حقن الشمع في حاقن الشمع واضغط بإحكام، دون ترك أي فجوات.
⑤ قم بإنشاء خطوط تنفيس على قالب السيليكون وتحقق بانتظام من خطوط التنفيس لإبقائها نظيفة.
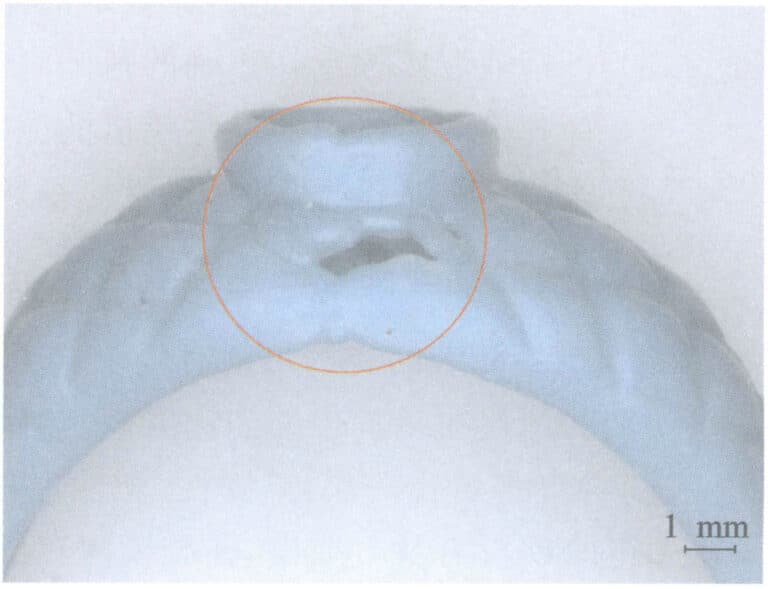
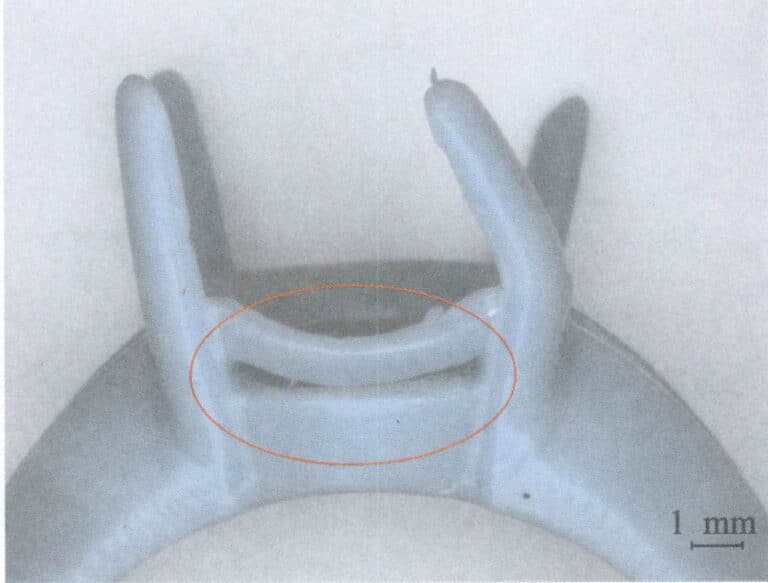
(4) مناطق معينة من قالب الشمع قد يحدث بها تشققات أو تنكسر تمامًا (الشكل 3-45)
قد تشمل أسباب انكسار قالب الشمع الأوجه الخمسة التالية.
① يجب خفض نسبة الشمع المعاد استخدامه في مادة الشمع. تتكون مادة الشمع من البارافين وحمض دهني وإضافات مختلفة. في كل مرة يتم صهرها وحقنها، يتدهور أداؤها، كما تنخفض مرونتها وليونتها، مما يزيد من هشاشتها.
② لم يتم إزالة قالب الشمع في الوقت المناسب وتم تخزينه في القالب المطاطي لفترة طويلة جدًا. ترتبط هشاشة قالب الشمع بدرجة الحرارة. إذا تم إخراج القالب بعد فترة مناسبة بعد حقن الشمع، فإن قالب الشمع يحتفظ بالحرارة المتبقية ويتمتع بمرونة أفضل؛ أما إذا تُرك في القالب المطاطي لفترة طويلة جدًا، فإن درجة حرارة قالب الشمع تصبح منخفضة جدًا، مما يزيد من هشاشته ويجعله عرضة للكسر.
③ يؤدي استخدام شمع رديء الجودة أو شمع شديد الصلابة إلى انخفاض صلابته، مما يجعل من السهل كسره تحت الضغط.
④ القطع غير السليم للقالب المطاطي يجعل من الصعب أخذ القالب.
⑤ طريقة إزالة قالب الشمع بسيطة وخشنة.
الحلول المناظرة هي كما يلي.
① الحد من استخدام الشمع المعاد تدويره، مع ضمان أن يمثل الشمع الجديد أكثر من 601 تيرابايت 3 تيرابايت من إجمالي الشمع في الماكينة.
② قم بإزالة قالب الشمع على الفور بعد الحقن لتجنب زيادة الهشاشة واحتمال التكسر بسبب التخزين لفترات طويلة.
③ استبدلي الشمع عالي الجودة أو الشمع الأكثر نعومة.
④ تحسين طريقة قطع القالب المطاطي، وزيادة قطع المناطق المسدودة إذا لزم الأمر.
⑤ كن حذرًا أثناء عملية إزالة القالب.
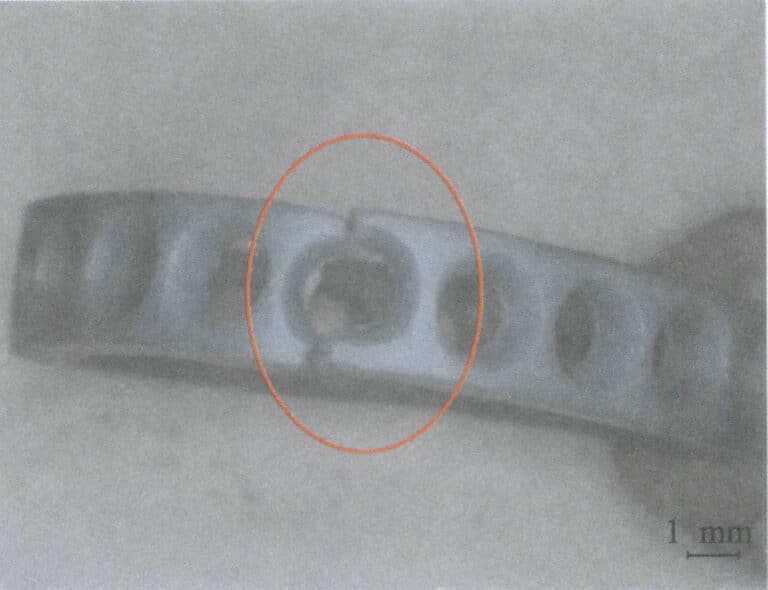
(5) تشوه القالب الشمعي (الشكل 3-46)
قد تشمل أسباب تشوه القالب الشمعي الجوانب الأربعة التالية.
① إزالة قالب الشمع من القالب المطاطي في وقت مبكر جدًا بعد التشميع، وعندها تكون مقاومة قالب الشمع للتشوه منخفضة ويسهل تشويهه.
② مادة الشمع المستخدمة لينة للغاية. مقاومة التشوه للشمع الناعم منخفضة، خاصةً في درجات الحرارة المرتفعة، مما يجعله عرضة للتشوه.
③ عدم محاذاة القالب المطاطي بشكل صحيح، مما يتسبب في اختلال المحاذاة والتشوه بعد الحقن بالشمع.
④ هيكل قالب الشمع غير معقول، ويفتقر إلى الدعم الفعال، مما يجعل من السهل تشويهه أثناء إزالة القالب.
الحلول المناظرة هي كما يلي.
① بعد حقن الشمع، يجب ترك قالب الشمع ليبرد في القالب المطاطي لفترة معينة قبل إزالته. يجب ترك قالب الشمع لمدة دقيقة واحدة بعد الحقن قبل إزالته لقطع المجوهرات العامة. بالنسبة للقطع ذات الجدران السميكة، لتقصير وقت إزالة القالب، يمكن غمر القالب المطاطي في الماء البارد لتسريع عملية التصلب والتبريد لقالب الشمع.
② اختاري مواد شمعية أكثر صلابة. تختلف درجة الحرارة باختلاف المناطق والفصول. خلال المواسم ذات درجات الحرارة المرتفعة، يمكنك اختيار مواد شمعية ذات مقاومة أفضل للتليين والتشوه.
③ إعداد أجهزة فعالة لتحديد الموضع والتأكد من صحة وضع القالب عند حقن الشمع.
④ بالنسبة لقطع العمل الحساسة والمجوفة، يجب إضافة نقاط دعم إلى النموذج الأصلي لتحسين مقاومة قالب الشمع للتشوه.
(6) السطح الخشن لقالب الشمع (الشكل 3-47)
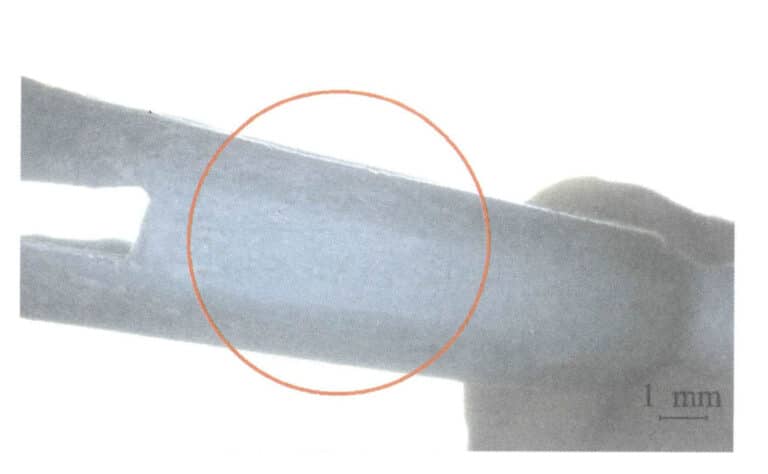
تتمثل الأسباب المحتملة لخشونة سطح قالب الشمع في الجوانب الأربعة التالية.
① قبل حقن الشمع، تم استخدام الكثير من بودرة التلك أو مادة الإطلاق على القالب المطاطي. إذا لم يتم تنظيف القالب المطاطي بانتظام، فسوف تتراكم هذه الشوائب تدريجيًا، مما يؤدي إلى سطح خشن على قالب الشمع.
② استخدام شمع معاد تدويره غير نظيف. عندما يتم خلط الجسيمات في مادة الشمع المعاد تدويرها، سيتم حقنها أيضًا في قالب الشمع، مما يشكل مناطق خشنة مشتتة. عندما تنتقل هذه الجسيمات إلى سطح الصب، تكون النتيجة أسوأ.
③ يجب أن تكون البيئة التي يوضع فيها قالب الشمع نظيفة، وقد تُركت لفترة طويلة جدًا، مما أدى إلى تراكم الغبار بشكل كبير على السطح.
④ بعد التشذيب بالشمع، تبقى بقايا الشمع على سطح قطعة الشمع.
الحلول المناظرة هي كما يلي.
① يجب أن يكون استخدام عوامل تحرير القالب أو بودرة التلك مناسبًا لتجنب استخدام بودرة التلك وعوامل التحرير في وقت واحد عند وضع الشمع. عند استخدام قالب السيليكون، من المهم التحقق بانتظام وتنظيف جدران التجويف الداخلي.
② التأكد من جودة مادة الشمع؛ عند استخدام الشمع المعاد تدويره، يجب تنظيفه أولاً.
③ تأكد من نظافة مكان العمل؛ عندما يتراكم الغبار أو رقائق الشمع المتبقية على سطح قالب الشمع، يجب تنظيفه أولاً. يمكن تحضير محلول تنظيف محايد بتركيز 0.2 ~ 0.3% لغسل قالب الشمع بالماء والصابون، باستخدام فرشاة ناعمة لإزالة الشحوم والغبار من السطح، ثم شطفه بالماء النظيف.
2. تنفيذ المهام
تتضمن هذه المهمة استخدام أدوات مثل مكواة اللحام الكهربائية والسكين الجراحي ومقياس الحلقات لتهذيب وتعديل قوالب الشمع التي بها عيوب مثل الومضات والفقاعات والتشوه والثقوب الصغيرة.
(1) أعمال التحضير
قم بتشغيل الطاقة وضبط درجة حرارة مكواة اللحام الكهربائية. املأ كوبًا زجاجيًا سعة 100 مل بماء ساخن بدرجة حرارة 40 ~ 50 درجة مئوية، وقم بإعداد مقياس الحلقة والسكين الجراحي وورق الصنفرة 1200 #.
(2) تشذيب قالب الشمع (2)
① استخدم سكين جراحي أو مكشطة لإزالة وميض الشمع والعيوب الأخرى. كن حذرًا في استخدام القوة والتقنية أثناء القطع على طول سطح قالب الشمع لتجنب إتلافه، وقم بتنعيم السطح قبل صقله بورق الصنفرة.
② استخدم مكواة لحام كهربائية مغموسة في الشمع لإصلاح الثقوب والفقاعات والعيوب الموجودة على سطح عينة الشمع، ثم قم بتلميعها بورق الصنفرة.
③ بالنسبة لقطع الشمع ذات الثقوب الصغيرة المسدودة، يمكنك استخدام إبرة فولاذية أو مكواة لحام كهربائية لثقب الثقوب.
④ يمكنك تصحيح قوالب الشمع المشوهة في ماء ساخن بدرجة حرارة 40 ~ 50 درجة مئوية.
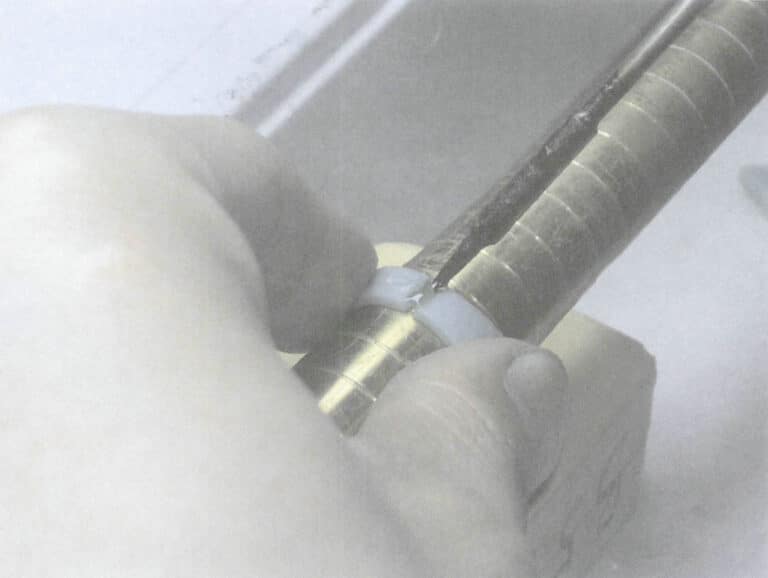
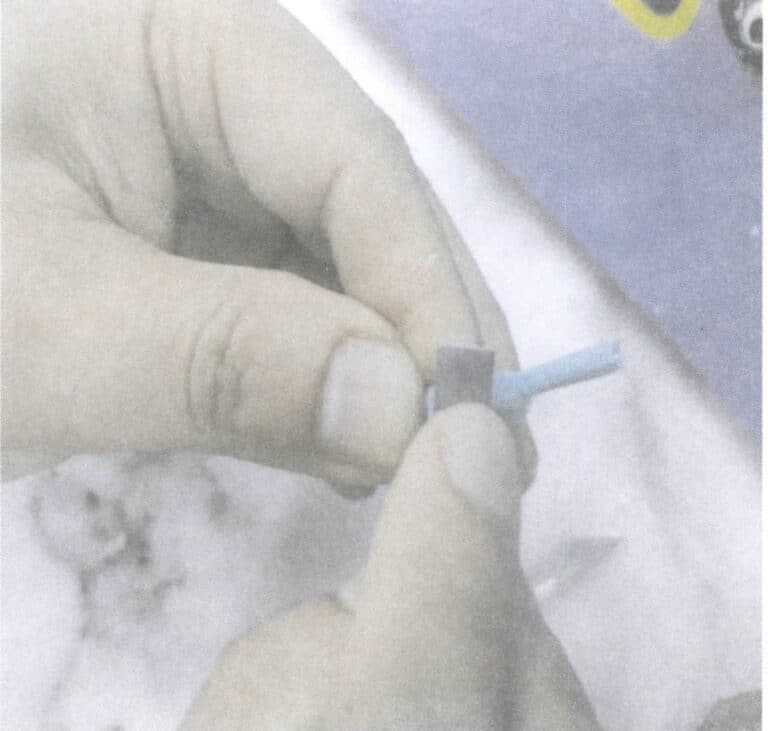
(3) تعديل مقاس قالب الشمع الدائري
أدخل عينة شمع الخاتم في مقياس الخاتم المقابل واقطعها من المنتصف. إذا كنت بحاجة إلى زيادة مقاس الحلقة، استخدم مكواة لحام كهربائية لإضافة الشمع في الموضع الذي تلتقي فيه الحلقة مع مقاس الحلقة المطلوب، ثم قم بتنعيمه بمشرط (الشكل 3-48)؛ إذا كنت بحاجة إلى تقليل مقاس الحلقة، قم بقطع الجزء الزائد من ساق الحلقة في الموضع الذي تلتقي فيه مع مقاس الحلقة المطلوب، وقم بلحامه بمكواة لحام كهربائية، ثم قم بتعديل الشكل بمشرط لمطابقة جسم الحلقة.