كيف تتحكم سوبلينج في جودة قوالب المجوهرات؟
فحص جودة القالب الرئيسي للمجوهرات وتحليل عيوبه
مقدمة:
القالب الرئيسي للمجوهرات هو العملية الأولى في عملية معالجة المجوهرات. ويتم صنعه بالطرق التالية بشكل عام: أولاً، القالب الرئيسي المصنوع يدوياً، أي من خلال النشر، والتبرد واللحام والنقش وما إلى ذلك، لإنشاء قالب رئيسي حاد الحواف وواضح السطح وأملس السطح. ثانيًا، نحت نموذج من الشمع يدويًا ثم صبّه في قالب رئيسي. ثالثاً، يتم استخدام طرق النماذج الأولية السريعة المختلفة لصنع نماذج من الشمع أو الراتنج، ثم يتم صبها في نسخ فضية أو تحويلها مباشرة إلى قوالب رئيسية من المعدن. في إنتاج المجوهرات الحديثة، يتم استخدام تقنية النماذج الأولية السريعة بشكل متزايد لتحسين كفاءة صناعة النماذج.
إن جودة القالب الرئيسي للمجوهرات لها تأثير كبير على كفاءة الإنتاج، وتكلفة الإنتاج، وجودة المنتج لمنتجات المجوهرات. يمكن أن يقلل القالب الرئيسي للمجوهرات عالي الجودة ذو الهيكل المعقول والسطح النظيف من عبء عمل المعالجة للعملية الأخيرة. وعلى العكس من ذلك، لا يمكن لقالب المجوهرات الرئيسي غير المطابق للمواصفات أن ينتج سوى منتجات رديئة، لأن العيوب الموجودة على القالب الرئيسي للمجوهرات سوف تتكرر بأمانة على المنتج، مما يؤدي إلى إلغاء مجموعة من المنتجات أو زيادة عبء عمل الإصلاح. لذلك ، فإن القالب الرئيسي للمجوهرات هو ضمان أن منتجات المجوهرات تلبي متطلبات جودة العميل للأساس ، ويجب أن تعزز فحص واختبار جودة القالب الرئيسي.

جدول المحتويات
القسم الأول: محتوى فحص جودة القالب الرئيسي
يشمل المحتوى الرئيسي لفحص جودة القالب الرئيسي الشكل والحجم والوزن والهيكل وجودة السطح وذرب الصب وما إلى ذلك.
1. الشكل
إن أهم المتطلبات الأساسية للقالب الرئيسي للمجوهرات هو استعادة المظهر الأصلي؛ أي أن إنتاج القالب الرئيسي يجب أن يتوافق بدقة مع متطلبات رسومات التصميم أو نوايا المصمم. ولتحقيق ذلك، يجب على المُشغِّل أولاً استخدام التفكير ثلاثي الأبعاد للتعرف بعمق على أفكار المصمم وموضوعاته وفهمها، وكذلك مراعاة تكامل القالب الرئيسي وتنسيقه وجمالياته.
2. فحص الأبعاد
الأنواع المختلفة من المجوهرات لها متطلبات حجم قياسية وأحجام محددة لكل نوع يجب مراعاتها أثناء صنع العينة. وإذا أخذنا الخواتم كمثال، فإن لكل جزء منها متطلبات حجم محددة، كما هو موضح في الشكل 5-1.
2.1. الخواتم
مقاس الإصبع: يشير إلى القطر الداخلي للخاتم، ويشار إليه عموماً برقم حجم الإصبع.

عرض الساق: يشير إلى عرض الساق في أسفل الخاتم.
سُمك الساق: يشير إلى سُمك الساق في أسفل الحلقة 0.6-0.7 مم
سُمك ترصيع الحوامل: سُمك الجزء بدون أحجار كريمة على حافة الرأس. القياس باستخدام الفرجار؛ إذا لم يوفر العميل المتطلبات، 0.6-0.7 مم
سُمك الشق: يتم قياس سُمك ترصيع الشق للأحجار الكريمة باستخدام الفرجار. وإذا لم يقدم العميل المتطلبات، يمكن استخدام 1-1.2 مم.: 1.5-1.8 مم
سمك حافة حوامل الحجر: يمكن أن يكون سمك الحافة حول ترصيع الحجر، مثل سمك الحافة، من 1.5 إلى 1.8 مم.
2.2. القلادة
الطول الإجمالي: الطول الإجمالي باستثناء جزء توصيل المشبك. وبوجه عام، يتراوح طول القلائد عادةً بين 16 و17 بوصة، ويتراوح طول الأساور بين 6.5 و7 بوصات.
طول الرابط: طول الرابط الواحد.
تتشابه متطلبات سُمك الجسم وسُمك الترصيع وسُمك حافة ترصيع الحجر مع الخواتم.
2.3. سوار
القطر الداخلي: يشير إلى القطر الداخلي للسوار، ويعبّر عنه عموماً برقم الحجم.
العرض: يشير إلى عرض المقطع العرضي لجدار السوار.
تتشابه متطلبات سُمك الجسم وسُمك الترصيع وسُمك ترصيع الحجر مع الخواتم.
تشمل أدوات فحص حجم القالب الرئيسي الفرجار ذو الورنية، ومقاييس الحلقة، والفرجار الدائري، والفرجار الداخلي، إلخ. يجب تحديد مقاس القالب الرئيسي وفقًا للرسومات، ولكن يجب الاحتفاظ بمقاسات الانكماش وبدلات المعالجة اللاحقة. وهذا يعني أن حجم القالب الرئيسي = المنتج يتطلب الحجم × (1+ معدل الانكماش)+ بدل المعالجة.
لاحظ أن معدلات الانكماش في الاتجاهات المختلفة مختلفة، كما أن اختلاف هياكل المنتج والمواد المستخدمة سيؤثر أيضًا على معدل الانكماش. يجب تحديد بدل المعالجة بناءً على جودة سطح الصب؛ وطريقة معالجة السطح المستخدمة، ودرجة جودة السطح المطلوبة. بشكل عام، خذ 0.1-0.6 مم غير متساوية. عندما تكون جودة الصب رديئة، ويتم استخدام المعالجة اليدوية، وتكون متطلبات جودة السطح عالية، يجب أن يكون بدل المعالجة المحجوز أكثر أهمية.
تتميز قطعة الشغل المصبوبة بكثافة سطح جيدة ونعومة، لذلك يمكن أن يكون بدل المعالجة المحجوز أصغر. لذلك، فإن تحديد حجم القالب الرئيسي ليس ثابتًا ويجب تحديده وفقًا للحالة الفعلية.
3. الوزن
يحدد وزن القالب الرئيسي إلى حد كبير وزن المنتج. عندما يتم اختيار مادة القالب الرئيسي ومادة المنتج، توجد علاقة تناسبية تقريبية بين أوزانهما. لذلك، يمكن التحكم في وزن المنتج من خلال التحكم في وزن القالب الرئيسي.
بالنسبة للقوالب الفضية المصنوعة يدوياً، يمكن تحديد وزن الفضة مباشرةً من خلال علاقة التناسب بين الفضة ومادة المنتج. بالنسبة للقوالب الشمعية المنحوتة يدوياً، يتم التحكم في وزن القوالب الشمعية بشكل عام أولاً. بعد صب القوالب الشمعية في قوالب رئيسية، يتم التحكم في وزن القوالب الرئيسية من خلال التعامل مع القوالب الرئيسية وتنقية التفاصيل. تكون علاقة التناسب التقريبي بين الشمع والمعدن كما يلي:
| نوع المعدن | 1 جرام نموذج شمع 1 جرام = وزن المعدن بعد الصب |
|---|---|
| فضة إسترليني | 10 غرامات |
| ذهب عيار 24 قيراط | 20 جرام |
| ذهب عيار 18 قيراط | 15 جرام |
| ذهب عيار 14 قيراط | 14 جرام |
| ذهب عيار 10 قيراط | 10 غرامات |
4. هيكل القالب الرئيسي
يمكن للقالب الرئيسي المنظم بشكل معقول أن يقلل بشكل كبير من عبء العمل أثناء الإنتاج الضخم ويقلل من احتمالية حدوث مشكلات في الجودة؛ وعلى العكس من ذلك، عندما يكون هيكل القالب الرئيسي غير معقول، غالبًا ما يكون هناك حالة من نصف الجهد لمضاعفة النتائج أثناء الإنتاج الضخم. ولذلك، ينبغي النظر بعناية في عمليات الإنتاج اللاحقة قبل صنع القالب الرئيسي، وينبغي تصميم هيكل القالب الرئيسي المقابل. يتضمن هيكل القالب الرئيسي الجسم الرئيسي والمكونات والإدخالات والملحقات وملحقات العملية وما إلى ذلك.
4.1 الجسم الرئيسي:
يشير إلى الجزء المركزي من القالب الرئيسي.
المكوّنات: عادةً ما يتم تقسيم القوالب الرئيسية الأكثر تعقيدًا، مثل تلك التي تواجه صعوبات كبيرة في التصنيع وتحديات ضمان الجودة وتكاليف الإنتاج المرتفعة، إلى عدة مكونات للإنتاج المنفصل، ثم يتم تجميع هذه المكونات بعد ذلك.
4.2 الإدخالات:
يشير إلى الملحقات الصغيرة المدمجة في جسم القالب الرئيسي. عند تجميع الملحقات وتثبيتها، عادةً ما يكون اللحام مطلوبًا، ويجب الانتباه إلى قوة اللحام وكمية مواد اللحام المستخدمة.
4.3 الإعداد:
يشير إلى قاعدة ترصيع الأحجار الكريمة. هناك أنواع مختلفة من الترصيعات، والتي يجب تحديدها وفقاً لمتطلبات الطلب. ويؤثر كل من موضع الترصيع وحجمه وعمق قاعدة ترصيع الأحجار الكريمة وحجم المخالب وطولها تأثيراً كبيراً على جودة الترصيع.
4.4 مفصل 4.4:
تشير إلى جهاز ميكانيكي يستخدم لربط مكونين والسماح لهما بالدوران. وغالباً ما تستخدم المفصلات في المجوهرات مثل الأقراط والأساور والدبابيس. تؤثر مرونة ومتانة المفصلات بشكل مباشر على وظيفة استخدام المجوهرات.
4.5 دبوس الأذن 4.5:
يشير إلى القضيب المعدني الذي يمر عبر ثقب الأذن في القرط، وعادة ما يستخدم مع مشبك الأذن. يجب تحديد موضع مسمار الأذن وطوله وسمكه وما إلى ذلك وفقاً لهيكل القالب الرئيسي.
4.6 قفل الصندوق باللسان:
يشير إلى تركيبات التثبيت المستخدمة في أجزاء التوصيل المفتوحة للأساور وسلاسل المعصم وما إلى ذلك، بما في ذلك اللسان (القطعة الزنبركية) وصندوق المشبك المستخدم معها.
4.7 الإكسسوارات الحرفية:
يشير إلى بعض الملحقات التي لا توجد على المجوهرات الجاهزة ولكن تتم إضافتها بسبب متطلبات عملية الإنتاج، مثل الرقع الإضافية والرقع وغيرها. عادةً ما تكون هذه الملحقات مطلوبة للإزالة بعد الانتهاء من عمليات إنتاج محددة.
5. إتقان جودة سطح القالب
جودة سطح القالب الرئيسي لها تأثير كبير على جودة المنتج، وكفاءة الإنتاج، وتكلفة الإنتاج، وما إلى ذلك. قد يؤدي القيام بعمل إضافي على القالب الرئيسي إلى تحقيق عوائد يصعب قياسها في الإنتاج، ولكن غالبًا ما يفشل بعض المصنعين في إدراك هذه الحقيقة البسيطة. يجب أن يكون سطح القالب الرئيسي أملس ودقيق، بدون عيون رملية ملحوظة، أو ثقوب، أو خدوش، أو حواف غير مستوية.
6. ذرب الصب
يتم حجز ذرب الصب كقناة لتدفق المعدن المنصهر في عملية الصب. في صب المجوهرات، يعد الإعداد الصحيح لذرب الصب شرطًا أساسيًا لضمان جودة الصب. تتسبب إعدادات ذرب الصب غير المعقولة، مثل الملء غير الكافي والانكماش والمسامية، بشكل مباشر أو غير مباشر في العديد من العيوب الشائعة في الصب الاستثماري. يتم تقييم عقلانية إعداد ذراع الصب بشكل أساسي من جوانب مثل الموضع والكمية والشكل والحجم وطريقة التوصيل لذرع الصب.
(1). عند صنع القالب الرئيسي، يجب اعتبار ذرب الصب جزءًا لا يتجزأ من القالب الرئيسي ويتم لحامه بالقالب الرئيسي باستخدام لحام عالي. تُعد درنات الصب هذه مفيدة لملء الشمع أو المعدن المنصهر. إذا لم يكن هناك ذرب صب على القالب الرئيسي وتم حفره بشكل عشوائي على القالب المطاطي بمشرط، فإن مثل هذه القناة تكون عرضة للاضطراب، وهو ما لا يساعد على الملء.
(2). يجب توصيل ذرب الصب بالجزء الأكثر سُمكًا من الصب، ويجب أن يكون السمك المكافئ لقسمه أكبر من سمك الصب. نظرًا لأن ذرب الصب يتحمل وظيفة التعويض عن الانكماش، يجب أن يكون وقت التصلب متأخرًا عن وقت الصب لتجنب العيوب مثل الانكماش وثقوب الانكماش في الصب. كما أن طريقة التوصيل بين ذرب الصب وقطعة العمل لها تأثير كبير على جودة الصب. لا تساعد الوصلة ذات الزاوية اليمنى أو العنق عند نقطة التوصيل على ملء المعدن المنصهر وقد تسبب اضطرابًا. يجب سكب زاوية مستديرة عند جذر ذرب الصب حيث تتصل بالقالب، ويجب التحكم في نصف قطر الزاوية. من الضروري تجنب الزوايا الصغيرة جدًا بحيث لا تكون فعالة والزوايا الكبيرة جدًا بحيث تزيد من صعوبة التنظيف.
(3). يجب أن يكون طول الذرب معقولاً. عملية تدفق الشمع أو السائل المعدني عبر قناة الذرب هي عملية تبريد تدريجي. إذا كان الذرب أقصر من اللازم، فإنه يساعد على الملء وقد يؤدي إلى عيوب في الملء. ومع ذلك، إذا كان طول الذرب قصيرًا جدًا، مما يجعل قطعة العمل قريبة جدًا من القلب. وفي هذه الحالة، لا يقلل ذلك من عدد قطع الشغل لمعدن مصبوب واحد فحسب، بل يزيد أيضًا من احتمالية حدوث عيوب انكماش بسبب التسخين المفرط لقطعة الشغل.
(4). يجب تحديد عدد الطعوم وفقًا لهيكل قطعة العمل. في ظل فرضية تلبية متطلبات التعبئة والتغذية، يمكن أن يقلل تقليل عدد الرفوف من عبء العمل في الطحن والتنظيف وتحسين إنتاجية العملية؛ ومع ذلك، إذا كانت قطعة العمل رقيقة ومعقدة نسبيًا أو كبيرة، عندما تكون هناك حاجة إلى أكثر من رف واحد لتلبية المتطلبات، يجب استخدام رفوف أو أكثر.
(5). شكل ذرب الصب. تشمل الأشكال المقطعية لمقاطع عرضية لسبائك الصب التي يشيع رؤيتها في الإنتاج الأشكال الدائرية والمربعة والمثلثة وغيرها. يوصى باستخدام المقطع العرضي الدائري أولاً، حيث أنه لا يسهل التدفق السلس للمعدن المنصهر فحسب، بل يقلل أيضًا من فقدان الحرارة، مما يطيل الوقت اللازم للحفاظ على القناة وتثبيت قناة الانكماش. تأتي طفرات الصب في أشكال مختلفة، مثل الفرع الواحد، أو على شكل حرف Y، أو على شكل حرف V، أو على شكل خطاف، أو دائري، وما إلى ذلك، ويجب أن يتم الاختيار وفقًا للحالة الفعلية لقطعة العمل.
القسم الثاني. موظفو وأساليب فحص الجودة
بالمقارنة مع مفتشي الجودة في العمليات الأخرى لصناعة المجوهرات، فإن متطلبات وصعوبة عمل مفتشي جودة القوالب الرئيسية أعلى بكثير. ويُشار إليهم عادةً بمشاهدي الأنماط أو مفتشي الأنماط في هذه الصناعة. ويتعين على عارض الأنماط الممتاز أن يفهم تصميم المجوهرات، حتى لو لم يكن مصممًا من حيث المهنة، ولكن يجب أن يكون لديه فهم واضح لعمل المصمم وأن يكون قادرًا على فهم رسومات التصميم ثلاثية الأبعاد. يجب أن يتمتعوا بخبرة غنية في صناعة القوالب الرئيسية وأن يكونوا بارعين في هيكل القالب الرئيسي الفضي وعمليات إنتاج القالب الرئيسي الفضي ومتطلبات الجودة. الإلمام بعملية تشغيل قسم صناعة القوالب الرئيسية، والإلمام بروابط الإنتاج والمعالجة الخاصة بصناعة المجوهرات، والخبرة العملية طويلة الأجل في المصانع، والفهم الشامل للعمليات وتدفق الإنتاج، والمعرفة الخاصة بمواد المجوهرات، والقدرة على التنبؤ بمشاكل الإنتاج غير الطبيعية.
بالنسبة لطرق إنتاج المجوهرات اليوم، تؤثر عدة عوامل رئيسية على جودة القالب الرئيسي.
أحدها مراجعة رسومات التصميم بمساعدة الحاسوب، حيث يجب النظر بعناية في المسائل المتعلقة بشكل القالب الرئيسي وحجمه وهيكله وعملية إنتاج المجوهرات عند رسم رسومات التصميم بمساعدة الحاسوب. ومع ذلك، فإن العديد من صائغي التصميم بمساعدة الحاسوب ليسوا على دراية بعمليات الإنتاج، لذلك لا يحتاج المصممون إلى مراجعة رسومات التصميم بمساعدة الحاسوب لفهم الجماليات والأشكال فحسب، بل يحتاج المراجعون أيضًا إلى إجراء مراجعات هيكلية وعملية وتقديم اقتراحات ومتطلبات التعديل.
ثانيًا، من الضروري فحص نماذج النماذج الشمعية أو نماذج الراتنج سريعة النمذجة للتحقق مما إذا كانت سليمة أو بها عيوب مثل الأجزاء المفقودة والتشوهات والثقوب الرملية وما إلى ذلك. عند العثور على مثل هذه العيوب، يجب إجراء الإصلاحات قبل الترتيب للصب الفضي. إذا لم تكن الإصلاحات ممكنة، يجب عمل نماذج جديدة من الشمع أو الراتنج. يجب أيضاً فحص نماذج الشمع المنحوتة يدوياً بعناية.
ثالثًا، يجب إجراء فحوصات على النماذج الفضية المقلدة، والتحقق مما إذا كانت النماذج الفضية سليمة أو بها عيوب شديدة وإجراء فحوصات على الأشكال والهياكل والتركيبات والتركيبات والأبعاد والعمليات وجودة السطح وما إلى ذلك.
وسائل فحص القالب الرئيسي بسيطة نسبيًا. يعتمد الشكل الخارجي، والهيكل، والسحر، وما إلى ذلك، بشكل أساسي على الملاحظة البصرية. يمكن إجراء فحص الأبعاد باستخدام مقياس الحلقة، الفرجار، الفرجار الداخلي، إلخ. يمكن فحص جودة السطح بالعين المجردة والعدسة المكبرة.
القسم الثالث. العيوب الشائعة في القالب الرئيسي
7. عدم اتساق الشكل
عادةً ما تحتوي القوالب الرئيسية للمجوهرات على رسومات تصميمية أو رسومات تخطيطية أو متطلبات العميل الشفهية للشكل. بعد اكتمال القالب الرئيسي، يجب أن يتم فحصه بالمقارنة مع الرسومات أو تأكيده من قبل العميل.
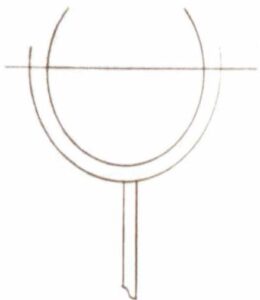
【الحالة 5-1】تتطلب الحافة الداخلية للحلقة قوسًا داخليًا، كما هو موضح في الشكل 5-2.
التحليل:
يجب أن تراعي المجوهرات راحة الارتداء. عادةً ما تتطلب الحافة الداخلية للخاتم زاوية مستديرة، ولكن في كثير من الأحيان، يتم تحويلها إلى حافة مستقيمة أثناء الإنتاج.
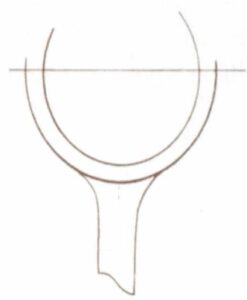
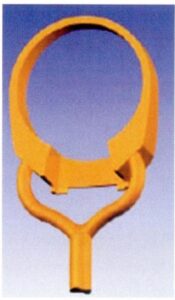
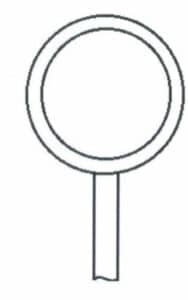
【الحالة 5-2 【التشوه، كما هو موضح في الشكل 5-3.

التحليل:
غالبًا ما تحدث مشاكل تشوه في القالب الرئيسي أثناء الإنتاج، بما في ذلك هيكل المجوهرات، الذي يكون حساسًا بشكل عام ولديه قدرة ضعيفة على تحمل القوى الخارجية. كما تُعد مادة القالب الرئيسي، المصنوعة عادةً من الفضة عيار 925، عاملاً آخر. بالمقارنة مع المواد الأخرى الشائعة الاستخدام في المجوهرات، مثل الذهب K، وسبائك النحاس، وما إلى ذلك، فإن سبائك الفضة تتميز بقوة وصلابة أقل، مما يؤدي إلى تشوه القالب الرئيسي أثناء عملية الإنتاج، خاصة أثناء عملية التشكيل بالضغط.
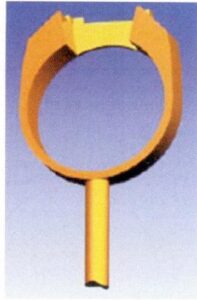
الحلول:
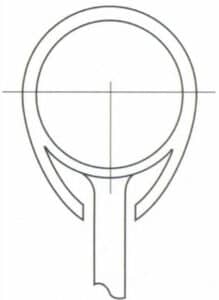
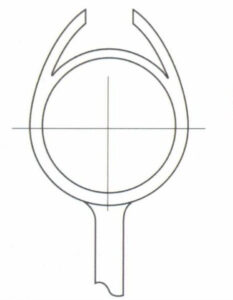
هناك عدة حلول لمشكلة تشوه القالب الرئيسي. أولاً، إجراء التعديلات اللازمة على هيكل القالب الرئيسي لتجنب أن يكون دقيقًا جدًا أو أن يكون سطحه مسطحًا كبيرًا جدًا؛ ثانيًا، إعداد قضبان سحب العملية، كما هو موضح في الشكل 5-4، لربط مقابض التشغيل المعزولة المختلفة بقضبان السحب، مما يقلل بشكل كبير من احتمال تشوه قضيب التشغيل؛ ثالثًا، اختيار مواد ذات أداء أفضل لصنع النسخة الفضية. في السنوات الأخيرة، قامت بعض الشركات المصنعة في الصناعة بمحاولات مفيدة لتطوير سبائك فضية عالية الصلابة، مما أدى إلى تحسين قوة وصلابة السبيكة بشكل كبير عن طريق إضافة عناصر سبيكة أثرية وتحسين عملية التصنيع.

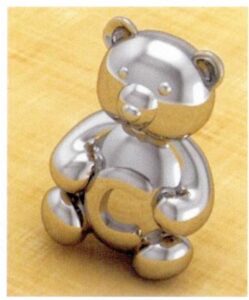
[الحالة 5-3] يفتقر القالب الرئيسي إلى السحر، كما هو موضح في الشكل 5-5.
التحليل:
لا يجب أن يكون للقطعة من السلع شكل مادي فحسب، بل يجب أن يكون لها سحرها أيضًا، وإلا فإنها ستحتاج إلى حيوية أكثر حيوية، خاصة بالنسبة لبعض أنماط الأشكال والحيوانات. ومع ذلك، ليس من السهل فهم السحر في إنتاج القالب الرئيسي. فهو يتطلب مهارات فنية كبيرة. في كثير من الأحيان، لا يمكن فهمه إلا بالكلمات وليس بالكلمات.
الحلول:
بالنسبة لتصميمات الحيوانات ذات القوالب الرئيسية، غالبًا ما يبدو استخدام الرسم بالكمبيوتر للنماذج الأولية السريعة ميكانيكيًا وقاسيًا. يُنصح بإعطاء الأولوية للنحت اليدوي بالشمع أو استخدام الرسم بالكمبيوتر لإنشاء نموذج الجسم الأساسي ثم معالجته يدوياً.
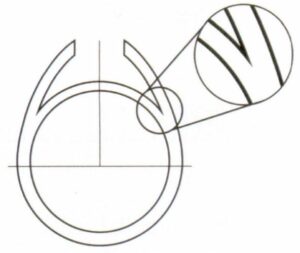
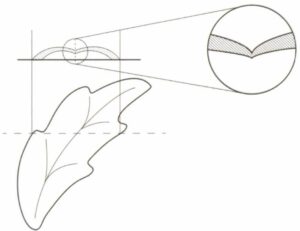
[الحالة 5-4] حافة الترصيع على القالب الرئيسي غير مستديرة، كما هو موضح في الشكل 5-6].
التحليل:
أدت التقنية غير السليمة أثناء الصنفرة إلى تحويل حافة الترصيع على القالب الرئيسي إلى مضلع، مما أدى إلى عدم استيفاء شرط التقريب.
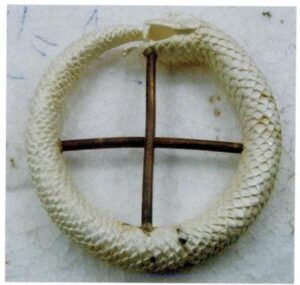
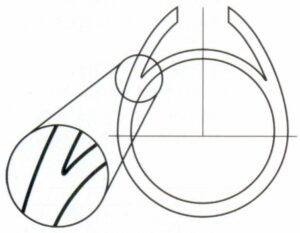
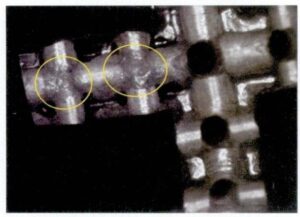
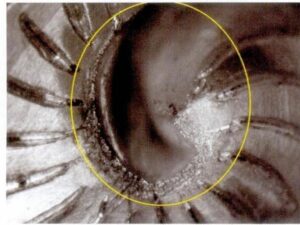
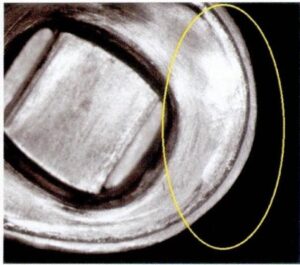
[الحالة 5-5] حافة الثقب على القالب الرئيسي مكسورة ومفقودة، كما هو موضح في الشكل 5-7.
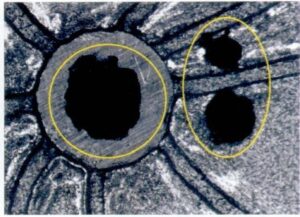
التحليل:
في هذا المثال، بعد عملية الصب، أظهرت جميع الثقوب الدائرية الثلاثة حواف انهيار ملحوظة، مما أدى إلى تشوه شديد في الثقوب الدائرية. ويرتبط سبب حافة الانهيار ارتباطًا وثيقًا بجودة القالب وعملية الصب أثناء الصب، لأسباب محددة.
8. عدم اتساق الأبعاد
ليس للمجوهرات متطلبات صارمة دقيقة للأبعاد مثل الأجزاء الميكانيكية، ولكن عندما يتعلق الأمر بالارتداء والترصيع والتركيب، مثل مقاس الخاتم ومقاس فتحة السوار وطول السوار والتنسيق بين القلادة وحلقات القلادة والتركيب والتنسيق بين الترصيع والقاعدة، فإن الأبعاد الدقيقة للقالب الرئيسي مطلوبة.
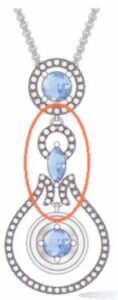
【الحالة 5-6 【حجم الكفالة المعلقة غير مطابق.
التحليل:
تتميز القلادة بكفالة القلادة بمواصفات مختلفة. يتم تحديد حجمها بشكل عام بناءً على حجم شكل القلادة وهيكلها ومادتها وحجم السلسلة المطابقة لها. يجب أن يضمن حجم الثقب الذي يتم تمرير كفالة القلادة من خلاله مرور السلسلة بسلاسة. وإلا فقد تحدث مشاكل في التآكل.
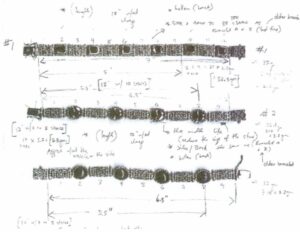
【الحالة 5-7】 طول السوار لا يفي بمتطلبات الرسم.
التحليل:
يُعد طول السوار مؤشراً أساسياً لراحة ارتدائه. يجب تحديد حجم كل وصلة بناءً على عدد الوصلات والطول الإجمالي للسوار المطلوب في الرسم، بالإضافة إلى بدلات الانكماش والمعالجة. غالبًا ما تكون رسومات منتجات المجوهرات أقل توحيدًا من تلك الموجودة في صناعة المعالجة الميكانيكية. ومن المتوقع أن يتم وضع علامة على الرسم أو تغييره بشكل تعسفي. يعد الحجم والمتطلبات الهيكلية للسوار في الشكل 5-8 أمثلة نموذجية. لذلك، عند صنع القالب الرئيسي، من الضروري قراءة متطلبات الرسم بعناية. إذا كانت هناك أي شكوك، استفسر على الفور مع العميل للتأكيد، ولا تتعامل معها بناءً على فهمك الخاص فقط.
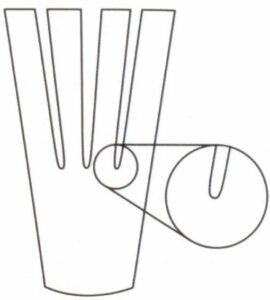
[الحالة 5-8] لا يتطابق حجم الترصيع مع الحجر الكريم، كما هو موضح في الشكل 5-9.

التحليل:
تُعد أحجار الألماس على شكل سلم طريقة ترصيع شائعة الاستخدام في المجوهرات الماسية. وعموماً، يجب ترتيب العديد من أحجار الألماس في الترصيع، مما يتطلب ترتيب أحجار الألماس بشكل متقارب وسلس وانسيابي، مع عدم وجود فجوات واضحة بين أحجار الألماس أو بين أحجار الألماس وأطراف الترصيع. ومع ذلك، إذا لم يتم التحكم في الحجم بدقة أثناء إنتاج القالب الرئيسي، فقد تحدث مشكلة عدم تطابق الأحجام بين الترصيع والألماس.
[الحالة 5-9] لا يتطابق حجم الإعداد الأساسي مع الملحقات، كما هو موضح في الشكل 5-10.

التحليل:
في الحلقة الموضّحة في الشكل 5-10، الجزء الأبيض عبارة عن عقيق، تم تجميعه مع ترصيع القاعدة المعدنية وترصيعها، مما يتطلب ملاءمة جيدة لسطح المفصل دون وجود فجوات ظاهرة. يبدو هذا الشرط بسيطًا، لكن ضمانه في الإنتاج الفعلي يتطلب عملاً شاقًا. عند صنع القالب الفضي الرئيسي، من الضروري فهم الانكماش الفعلي لترصيع وترصيع القاعدة المعدنية بدقة، وهو ما يحتاج إلى تعديل وتأكيد من خلال التجارب.
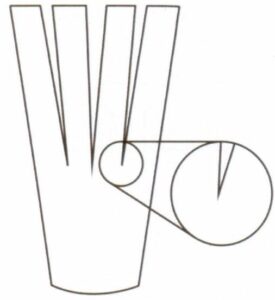
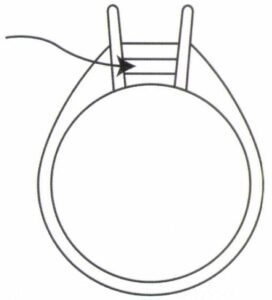
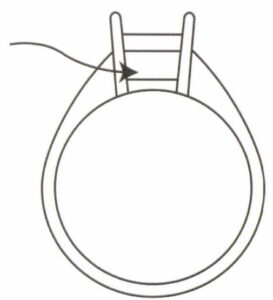
[الحالة 5-10] حجم الشوكات في القالب الرئيسي صغير جدًا، كما هو موضح في الشكل 5-11.

التحليل:
في المجوهرات المرصعة، في بعض الأحيان، للحصول على تأثير ترصيع أفضل، لا يتم صنع الشوكات المرصعة عند صنع نموذج الشمع بالكمبيوتر (أو نموذج الراتنج)، ولكن بعد صب القالب الفضي، يتم صنع الشوكات يدوياً على القالب الفضي. يجب أن تضمن شوكات التطعيم لتثبيت الأحجار الكريمة الحد الأدنى من السماكة والارتفاع، ويجب مراعاة انكماش القالب، وخسائر المعالجة اللاحقة، وعوامل أخرى عند صنع الشوكات يدوياً على القالب الفضي؛ وإلا فإنه عند استخدام هذا القالب الرئيسي للإنتاج بكميات كبيرة، بعد عمليات مثل الصنفرة وتلميع الشوكات والطحن، قد تكون بعض الشوكات ضعيفة جداً وعرضة لفقدان الأحجار.
9. وزن القالب الرئيسي غير مطابق
[الحالة 5-11] وزن القالب الرئيسي ثقيل جدًا، كما هو موضح في الشكل 5-12.
التحليل:
بالنسبة للمجوهرات المعدنية الثمينة، مع الأخذ في الاعتبار التكلفة وقبول السوق، من الضروري التحكم في وزن المعدن. يجب ضمان ذلك منذ مرحلة صنع القالب لتلبية الأبعاد الخارجية للمجوهرات وقوتها الهيكلية من خلال تفريغ الأجزاء المخفية، مثل المناطق الخلفية والمقعرة قدر الإمكان لتقليل وزن المنتج. في هذه الحالة، إذا كانت هناك حاجة إلى تأثير ثلاثي الأبعاد فقط على الجزء الأمامي، فيمكن صنع نصف القوالب فقط، مع تفريغ الجزء الخلفي. أما إذا كانت هناك حاجة إلى تأثير نحت دائري ثلاثي الأبعاد، فيمكن صنع تصميم القالب الرئيسي إلى جزأين للجزء الأمامي والخلفي، مع تفريغ الجزء الداخلي لكلا الجزأين. يمكن جعل الجزء الخلفي في شكل قفص خلفي لتقليل الوزن بشكل كبير.
10. هيكل القالب الرئيسي غير معقول
لهيكل القالب الرئيسي تأثير كبير على مراقبة جودة العمليات اللاحقة. يتسبب التصميم غير المعقول للقالب الرئيسي في حدوث عيوب بسهولة ويزيد من صعوبة الإنتاج وعبء عمل المعالجة. يجب أن يضمن تصميم هيكل القالب الرئيسي أن المنتج يفي بمتطلبات أبعاد العميل ويأخذ في الاعتبار تمامًا قابلية تشغيل عملية الإنتاج. فيما يلي بعض الأمثلة الشائعة لهياكل القوالب الرئيسية غير المعقولة.
[الحالة 5-12] لا يتم تفكيك القالب الرئيسي، ولا يمكن صنفرة الأجزاء الداخلية، كما هو موضح في الشكل 5-13.


التحليل:
يكون الجسم الرئيسي للأقراط، في هذه الحالة، على شكل قلب. ولتقليل الوزن، يتم قطع تجويفات صغيرة على شكل قلب على جانبي شكل القلب، ويتم تجويف شكل القلب من الداخل. ومع ذلك، أثناء رسم التصميم بمساعدة الحاسوب، لم يتم مراعاة قابلية تشغيل القوالب القابضة والقالب أثناء الإنتاج بشكل كامل، مما أدى إلى تشكيل شكل القلب بالكامل، مما يجعل من المستحيل على القالب الفضي المقلد التعامل مع التجويف الداخلي المجوف. وبطبيعة الحال، فإن القالب المطاطي اللاحق وتشطيب المنتج صعب بالطبع.
الحلول:
افصل شكل القلب إلى نصفين وقم بتشميعهما بالشمع بشكل منفصل. اضبط وضع النتوءات والأخاديد على سطح المفصل، كما هو موضح في الشكل 5-14. بعد أن يتم صنفرة نصفي القالب الفضي بشكل مناسب، قم بتجميعهما لصنع القالب وصحته، ثم قم بصنع القالب المطاطي بشكل منفصل.


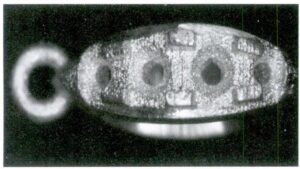
[الحالة 5-13] ثقوب ترصيع القالب الرئيسي في القالب الرئيسي صغيرة وعميقة، كما هو موضح في الشكل 5-15.

التحليل:
هذا النوع من هيكل ثقوب التطعيم لا يساعد على الإنتاج أو التأثير البصري للماس. نظرًا لأن الثقوب الصغيرة والعميقة المرصعة ليس من السهل تنعيمها أثناء الصب بل وغالبًا ما يتم سدها، فمن الصعب إجراء عملية صنع القالب والتلميع بشكل صحيح، وليس من السهل تشكيل القوالب أثناء الطلاء الكهربائي، مما يجعل الماس يبدو داكنًا. وفي بعض الأحيان، يكون من الضروري الضغط يدوياً على الجزء السفلي من الحجر لجعله لامعاً، وهو ما قد يكون أكثر كفاءة وفعالية.
الحلول:
تتناسب أنماط القطع والطحن المختلفة للأحجار الكريمة مع سُمك الأحجار الكريمة. عند صنع القوالب، يجب مراعاة العلاقة بين قطر وعمق ثقوب التطعيم. يجب أن تكون ترصيعات الأحجار الكريمة مستقرة وذات بريق جيد، لذلك يجب تحديد حجم ثقوب التطعيم بشكل معقول. نظرًا لأن ثبات الأحجار الكريمة يعتمد فقط على موضع قاعدة الترصيع والتفاف الحافة المعدنية، فإن الحجر الكريم أسفل الحزام لا يلمس جدار ثقب الترصيع.
من حيث المبدأ، طالما أن عمق ثقب الترصيع يتجاوز قليلاً سُمك الحجر الكريم. ولذلك، يمكن ترقيق جزء حجر الترصيع عن طريق تفريغ الجزء السفلي، كما هو موضح في الشكل 5-16.

[الحالة 5-14] الجزء المجوف من القالب الرئيسي نحيل جدًا، كما هو موضح في الشكل 5-17.

التحليل:
غالبًا ما يكون لقطع المجوهرات هيكل مجوف. إذا تم تصميم الجزء المجوف بحيث يكون نحيفًا للغاية، فإن الجزء الرقيق من القالب المطاطي سوف يتدلى إلى أسفل، مما يتسبب في تأرجحه أثناء حقن الشمع، مما يؤدي إلى عيوب مثل عدم المحاذاة والوميض. أثناء الحقن بالشمع، قد يتمزق الجزء الرقيق من القالب المطاطي أيضًا، أو قد ينكسر الجبس الرقيق أثناء صنع قالب الجص، مما يؤدي إلى اختفاء الثقب النحيل في قطعة العمل.
الحلول:
يجب مراعاة الجزء المجوف في القالب الرئيسي مع عملية الإنتاج على أساس تلبية متطلبات التصميم. في هذا المثال، يكون الجزء المجوف على الجدار الداخلي، بهدف تقليل الوزن دون التأثير على المظهر. لذلك، عند صنع القوالب، يجب تعيين الجزء المجوف على شكل قوس قابل للتشغيل الآلي بسهولة، ويجب فصل الموضعين المجوفين المقابلين، كما هو موضح في الشكل 5-18. بالإضافة إلى ذلك، أثناء تلبية متطلبات حجم الترصيع، يجب إزالة الجزء السفلي من البطانة الحلقية بشكل مناسب لتقليل عمق الجزء المجوف.

[الحالة 5-15] يحتوي القالب الرئيسي على زوايا حادة عند الأجزاء المتصلة أو الزخارف الغائرة، كما هو موضح في الشكل 5-19.
التحليل:
هذه الوصلة ذات الزاوية الحادة ستسبب العديد من المشاكل: القالب المطاطي عرضة للتمزق أثناء الإنتاج، مما يؤدي إلى ظهور حواف غير متساوية في المنتج النهائي؛ والجبس الهش عرضة للكسر عند صنع قالب الجبس؛ وأثناء الصب، يكون السائل المعدني عرضة للاضطراب. يتسبب في حدوث عيوب مثل المسام والشوائب في قطعة العمل؛ من الصعب صقل الزاوية الحادة، وعند استخدام الصقل الميكانيكي، يتم تضمين هذه المناطق بسهولة مع وسائط الصقل؛ إذا كانت نقطة ذرب الصب في وضع غير صحيح، فإن قطعة العمل تكون عرضة لذبول المعدن.
الحلول:
قم بتعديل الزاوية الحادة إلى زاوية مستديرة، كما هو موضح في الشكل 5-20، وحدد حجم الزاوية المستديرة وفقًا لمتطلبات التصميم.
[الحالة 5-16] يحتوي القالب الرئيسي على فتحة ضيقة في الجدار الجانبي، كما هو موضح في الشكل 5-21.
التحليل:
وبالإضافة إلى تفريغ الجزء السفلي من المجوهرات في القالب الرئيسي، يتم عادةً فتح طبقة على الجدران الجانبية لتلك ذات الجدران الجانبية الأعلى. وفي هذه الحالة، يحتوي الترصيع المخلبي للحجر الرئيسي أيضًا على طبقة مفتوحة على الجدار الجانبي للترصيع، وهذا ليس فقط لتقليل الوزن ولكن أيضًا لتحسين تألق الحجر الكريم.
ومع ذلك، عندما تكون فتحة الطبقة ضيقة، فإنها لا تساعد على وضع قالب حقن الشمع أثناء حقن الشمع، مما يؤدي إلى تشوه فتحة الطبقة، كما أنها لا تساعد على إزالة نموذج الشمع من القالب المطاطي.
كما أنه لا يساعد على إزالة نموذج الشمع من القالب المطاطي عندما تكون فتحة الطبقة ضيقة.
الحلول:
قم بتوسيع الفتحة البينية بشكل صحيح، كما هو موضح في الشكل 5-22.
[الحالة 5-17] الجزء المعلق من القلادة ليس سلسًا في الحركة، كما هو موضح في الشكل 5-23.
التحليل:
في هذه الحالة، يتم توصيل كل جزء متصل من القلادة بحلقة قفزة، مما يتطلب تأرجح كل جزء من القلادة بسلاسة. ومع ذلك، أثناء صنع القالب، وبسبب عدم كفاية المساحة بين حلقات القفزة المتصلة، يتم إعاقة التأرجح بسهولة.
الحلول:
قم بزيادة الفجوة في جزء التوصيل بشكل مناسب مع تلبية جماليات التصميم، مع ضمان خلوص كافٍ بين أجزاء التزاوج للسماح بحركة كافية.
[الحالة 5-18] يختلف سمك جدار القالب الرئيسي اختلافًا كبيرًا، كما هو موضح في الشكل 5-24.
التحليل:
في هذه الحالة، تكون الشغل على شكل ورقة الشغل أنحف عروق الورقة في المنتصف، وتكون بتلات الورقة أكثر سمكًا على الجانبين، مع زيادة السمك كلما ابتعدت عن الوريد المركزي للورقة. أثناء الصب، سوف يعيق الجزء الرفيع قناة التغذية، مما يؤدي إلى انكماش المسامية في منطقة الجدار السميك وتدهور جودة السطح. في بعض الأحيان، عندما يكون سمك الجدار في الجزء الرقيق صغيرًا جدًا، قد يتشقق بسبب عدم كفاية القوة.
الحلول:
عند تصميم هيكل القالب الرئيسي، حاول تجنب الهيكل السميك-الرقيق-السميك. يجب أن يكون الجزء الرقيق بسماكة مكشوفة، ويمكن تفريغ الجزء السميك بإضافة حافة إلى الخلف وحفر الجزء السفلي لتقليل الفرق في سماكة الجدار بين الأجزاء المختلفة.
[الحالة 5-19] لم يتم حفر ثقب ترصيع حجر القالب الرئيسي كما هو موضح في الشكل 5-25.
التحليل:
بالنسبة للأجزاء التي تحتاج إلى ترصيعها بالأحجار، يجب حفر ثقوب ترصيع الأحجار على القالب الرئيسي لضمان اتساق جودة التطعيم أثناء الإنتاج الضخم، وتقليل فقد المعادن الثمينة، وتحسين كفاءة الإنتاج، وتجنب فقدان التطعيمات في المنتجات. وينبغي إيلاء هذه المسألة مزيدًا من الاهتمام في التطعيمات الكثيفة للأحجار الكريمة الصغيرة المتعددة.
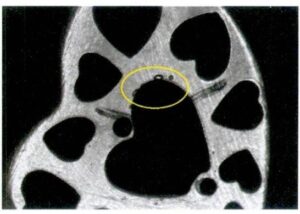
【الحالة 5-20】 قطر غطاء اللؤلؤة صغير جدًا، كما هو موضح في الشكل 5-26.
التحليل:
تتمثل الطريقة العامة لترصيع اللؤلؤ في حفر ثقوب في اللؤلؤ، ووضع الغراء على الدبوس المعدني وبروز اللؤلؤ، ثم إدخال الدبوس في ثقب اللؤلؤ، وانتظار تصلب الغراء وتثبيته. يجب أن يكون حجم بروز اللؤلؤ مناسبًا، بحيث يغطي ثقب اللؤلؤ دون أن يكون كبيرًا جدًا بحيث لا يتسبب في حدوث نسبة غير متناسبة. في هذه الحالة، يكون قطر النتوء اللؤلؤي صغيرًا جدًا، مما يجعل من السهل أن يفيض الغراء على النتوء اللؤلؤي، مما يزيد من عبء عمل التنظيف وخطر خدش اللؤلؤ.
11. رداءة جودة سطح القالب الرئيسي
تحدد جودة سطح القالب الرئيسي جودة سطح المنتج، ويجب أن يحقق القالب الرئيسي سطحًا أملسًا ونظيفًا لتقليل عبء العمل في التلميع والإصلاح في العمليات اللاحقة. العيوب الشائعة في جودة سطح القالب الرئيسي هي كما يلي.
【الحالة 5-21 【تظهر ندوب اللحام في موقع لحام القالب الرئيسي، كما هو موضح في الشكل 5-27.
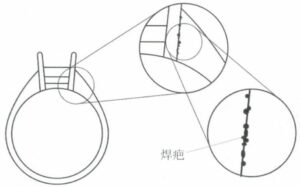
التحليل:
في هذا المثال، يتم لحام إعداد مخلب الحلقة مع شريط الحلقة، مما ينتج عنه العديد من ندوب اللحام غير النظيفة في موقع اللحام. عندما يتم استخدام القالب الرئيسي للإنتاج، ستنتقل ندوب اللحام إلى كل قطعة عمل، مما يؤدي إلى قدر كبير من إعادة العمل. وبعبارة أخرى، يتكرر هذا العيب بكميات كبيرة.
الحلول:
يلزم التعامل بعناية مع موقع اللحام بعناية، باستخدام الأدوات المناسبة لتلميعه بسلاسة وإشراق.
[الحالة 5-22] خدوش على سطح القالب الرئيسي، كما هو موضح في الشكل 5-28.
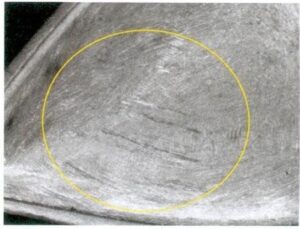
التحليل:
تتطلب عملية صب القالب الرئيسي عمليات مثل البرش والصنفرة وصنع ذرب الصب للحصول على سطح أملس. إذا كانت المعالجة السابقة للمعالجة ثقيلة للغاية أثناء عملية صنع القوالب، فسوف تتسبب في حدوث خدوش عميقة يصعب إزالتها في العمليات اللاحقة أو تتطلب تغيير شكل القوالب لإزالتها.
الحلول:
عند صنع القوالب، اتبع عملية المعالجة السطحية من الخشنة إلى الجيدة، واختر الأدوات المناسبة لكل عملية، وأتقن قوة التشغيل، ويجب أن تعيد العملية اللاحقة معالجة سطح العملية السابقة بالكامل.
[الحالة 5-23] فات القالب الرئيسي الصنفرة المفقودة عند الترصيع، كما هو موضح في الشكل 5-29.
التحليل:
في هذه الحالة، تسرّب ترصيع القالب الرئيسي مع الاحتفاظ بسطح الصب الخشن وغير المستوي.
[الحالة 5-24] توجد ثقوب رملية على سطح القالب الرئيسي، كما هو موضح في الشكل 5-30.
التحليل:
في عملية الصب، ستؤدي العديد من العوامل في القالب الرئيسي إلى عيوب ثقب الرمل، بما في ذلك عملية الصب، والقالب، والمواد المعدنية، وهيكل المنتج، وما إلى ذلك.
[الحالة 5-25] الزاوية الميتة للقالب الرئيسي ليست صنفرة كافية، كما هو موضح في الشكل 5-31.
التحليل:
في هذه الحالة، ينتمي جذر اللولب المركزي في القالب الرئيسي إلى موضع زاوية ميتة يصعب الوصول إليه بالأدوات العادية. بعد الصنفرة، لا يزال هذا الجزء يبدو خشنًا ولا يمكن إزالته.
الحلول:
في عملية إصدار المجوهرات، نظرًا للاختلافات الهيكلية الكبيرة في القالب الرئيسي، لا يمكن للأدوات القياسية التقليدية في بعض الأحيان التعامل مع الزوايا الميتة والمناطق المقعرة وما إلى ذلك. يجب صنع أداة محددة من قبل العمال أنفسهم لصنفرة هذه المناطق.
[الحالة 5-26] حواف القالب الرئيسية ليست سلسة، كما هو موضح في الشكل 5-32.
التحليل:
عند تشطيب المجوهرات، يجب أن تكون الحواف ناعمة دون سمك غير متساوٍ واضح. القالب الرئيسي في هذا المثال لم يستوفِ هذا الشرط، حيث أظهر حوافًا غير ملساء بشكل ملحوظ، وهو ما يتعلق بتقنية المشغل.
12- مشكلة ذرب صب القالب الرئيسي
إن ذرب الصب ليس فقط قناة دخول السائل المعدني إلى تجويف القالب ولكن أيضًا قناة لتكملة السائل المعدني المتصلب والمتقلص للصب. يرتبط ضبط ذرب الصب بشكل معقول من عدمه بما إذا كان الصب سليمًا أم لا، وما إذا كان السطح كثيفًا، وما إلى ذلك، ويجب أن يؤخذ على محمل الجد. فيما يلي العديد من المشاكل الشائعة في ضبط ذرب الصب الرئيسي للقالب الرئيسي.
[الحالة 5-27] ذرب الصب صغير جدًا، كما هو موضح في الشكل 5-33.
التحليل:
عندما يكون ذرب الصب صغيرًا جدًا، يكون ارتفاع مستوى السائل المعدني في التجويف بطيئًا، مما قد يؤدي إلى عيوب مثل العيوب غير المكتملة. تكون قوة جلي السائل المعدني على جدار القالب كبيرة، مما قد يسبب عيوبًا مثل الثقوب الرملية والثقوب النافخة. أثناء عملية التصلب في الصب، يتم سد قناة الانكماش التكميلية للسائل المعدني أثناء عملية الصب، مما قد يؤدي إلى حدوث تجاويف انكماش عياني ورخاوة انكماش مجهري في قطعة العمل.
الحلول:
يجب تحديد حجم ذرب الصب بناءً على خصائص مادة معدن الصب والحجم والخصائص الهيكلية للصب وطريقة الصب وما إلى ذلك. وبصفة عامة، يجب أن تكون مساحة المقطع العرضي لذراع الصب 70%-150% عند الاتصال بقطعة العمل. لذلك، يمكن تكبير ذرب صب القالب الرئيسي في هذا المثال بشكل مناسب، كما هو موضح في الشكل 5-34.
【الحالة 5-28】موضع ذراع الصب لا يفي بمتطلبات الملء والانكماش، كما هو موضح في الشكل 5-35.
التحليل:
بالنسبة للحلقة، من أجل تسهيل التلميع اللاحق وتقليل التأثير على المظهر، يتم تعيين ذرب الصب بشكل عام عند الساق. ومع ذلك، في هذه الحالة من الحلقة، تكون جوانب رأس الحلقة عبارة عن هياكل صلبة وسميكة وذات جدران سميكة، وهاتان المنطقتان تتصلبان في النهاية، ولا يمكن تعويض انكماشهما بسائل معدني خارجي، مما يؤدي إلى مسامية انكماش شديدة.
الحلول:
وفقًا للمبدأ العام الذي يحدده ذرب الصب، يجب ضبطه في الجزء السميك من الجدار السميك من الصب. إذا كان هيكل الحلقة لا يسمح بالتغيير، يجب أن تكون الحلقة مقلوبة. يجب ضبط ذربتي الصب الداعمة المزدوجة، المتصلة بالجزء السميك على التوالي؛ إذا كان مسموحًا بتفريغ الجزء الداخلي للحلقة مع الحفاظ على نفس الشكل، يمكن تقليل سمك جزئي الجدار السميك ليكون أقل من سمك جدار مقبض الحلقة. بعد ذلك، يمكن ضبط ذرب الصب عند مقبض الحلقة. كما هو موضح في الشكلين 5-36 و5-37.

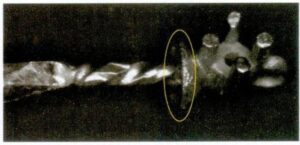
[الحالة 5-29] يمثل موضع ذرب الصب تحديًا في التنظيف، كما هو موضح في الشكل 5-38.
التحليل:
ذرب الصب هو مقياس عملية مطلوب لقولبة الصب، وليس مطلوبًا في الصب نفسه. بعد قولبة الصب، يجب إزالة ذرب الصب. يتم تثبيت ذرب الصب، في هذه الحالة، في الطبقة البينية للحلقة، وهو أمر صعب القطع. كما أن الأدوات مثل المبردات الفولاذية وورق الصنفرة معقدة أيضًا أثناء التشكيل، مما يجعل من الصعب تنظيف ذرب الصب المتبقي.
الحلول:
يجب وضع ذرب الصب على السطح الخارجي الأملس قدر الإمكان لسهولة التنظيف، كما هو موضح في الشكل 5-39.
【الحالة 5-30 【ذراع الصب متصل بذراع الصب بزاوية قائمة، كما هو موضح في الشكل 5-40.
التحليل:
عندما يتم توصيل الذرب بقطعة الشغل بزاوية قائمة، يتولد الاضطراب بسهولة في المعدن المنصهر أثناء عملية الملء، مما يسبب مشاكل مثل انحباس الغاز وانحباس الخبث، ويمكن أن تتشكل العقد الحرارية عند الوصلة، مما يؤدي إلى مسامية انكماش في ذلك الموقع. إذا كان ضغط المعدن المنصهر مرتفعًا، فإن جدار الجبس المواجه لتدفق المعدن المنصهر يتآكل ويتآكل بسهولة، مما يسبب عيوبًا مثل الشوائب والثقوب الرملية.
الحلول:
يجب توصيل ذرب الصب بالقالب باستخدام شريحة، والتي يمكن أن تجعل ملء المعدن المنصهر سلسًا وتقلل من التآكل على جدار القالب. يجب أن يراعي حجم الشريحة بشكل شامل عوامل مثل حجم المقطع العرضي لذراع الصب وسُمك جدار القالب وسهولة التنظيف.
【الحالة 5-31 【مسبوكة رقيقة الجدران لها ذرب صب كبير الحجم، كما هو موضح في الشكل 5-41.
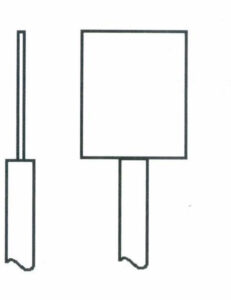
التحليل:
يمكن أن يؤدي توصيل ذرب كبير بمقطع رقيق، إذا كانت درجة حرارة المعدن المنصهر والجبس غير مناسبة، إلى انكماش الذرب وتحلله، مما يؤدي إلى امتداده إلى منطقة التوصيل والتسبب فيما يسمى بظاهرة "التدفق العكسي".
الحلول:
وضع طوق الصب على المسبوكات رقيقة الجدران للقضاء على الاعتقاد الخاطئ بأن طوق الصب الأكبر حجمًا يضمن الملء الكامل. في الواقع، لا تعتمد سعة ملء المعدن المنصهر على طوق الصب فقط ولكن أيضًا على تدفق المعدن المنصهر في تجويف القالب. كلما كان الصب أكبر وأرق كلما كان من الأسهل أن يبرد ويسبب عيوبًا متعلقة بالتعبئة. عند هذه النقطة، لن تحل المشكلة ببساطة زيادة المقطع العرضي لذراع الصب. من الضروري زيادة عدد ذرب الصب وتقصير النطاق الذي يغطيه كل ذرب صب في تجويف القالب، كما هو موضح في الشكل 5-42.