Emaye Takı Yapımında Ustalaşmak İçin Hangi Ekipmanlara İhtiyacınız Var ve Temel Teknikler Nelerdir?
Temel Emaye Aletleri ve Takı Yapımı için 7 Temel Teknik
Giriş:
Emaye işçiliği, metal işçiliği ve sanatçılığın güzel bir birleşimidir, ama nereden başlayacaksınız? Bu kapsamlı rehber, çarpıcı emaye takılar ve dekoratif objeler yaratmak için ihtiyacınız olan temel ekipmanları ve temel teknikleri kapsamaktadır.
İlk olarak, ticaretin temel araçlarını keşfediyoruz. Emaye fırını stüdyonun kalbidir ve güç, yalıtım ve gözlem portu gibi özelliklere göre doğru fırının nasıl seçileceğini tartışıyoruz. Daha sonra çeşitli fırın rafları (düz destekli, üç noktalı ve özel şekiller), parçaları taşımak için spatulalar ve güvenlik ekipmanları dahil olmak üzere vazgeçilmez yardımcı araçlara bakıyoruz. Kılavuzda ayrıca metal yüzeyleri temizlemek için asit solüsyonları hazırlamak gibi kritik hazırlık adımlarına yönelik ekipmanlar ve güvenli uygulama için gereken aletler de ayrıntılı olarak anlatılıyor.
Aletlerin ötesinde, emaye tekniklerinin yedi temel sınıflandırmasını tanıtıyoruz. Bu genel bakış, temel Düz Döşenmiş Mineden Cloisonné'nin karmaşık tel işçiliğine, Champlevé'nin oyulmuş derinliklerine, Plique-à-jour'un yarı saydam güzelliğine ve Boyalı ve Grisaille Minenin ressam detaylarına kadar, mine sanatında mümkün olan çeşitli stilleri ve etkileri anlamak için net bir yol haritası sağlar.

"Su Çiçeklerinin Varyasyonları" adlı kloisonné çalışması
İçindekiler
Bölüm I Emaye Yapımı için Temel Ekipman ve Araçlar
1. Ateşleme Sırasında Kullanılan Aletler
1.1 Emaye Fırın
Uygun bir emaye atölyesinde, kullanıcı dostu bir emaye fırını en temel ekipman parçasıdır.
Peki, size uygun bir emaye fırını nasıl seçersiniz? Emaye fırınları genellikle pahalı olduğundan ve kısa vadede sık sık değiştirilmesi gereken sarf malzemeleri olmadığından, herkes yüksek maliyet-performans oranına sahip uzun süreli kullanıma uygun bir fırın seçmeyi umar.
Bir emaye fırını seçmek için kriterler şunlardır.
İlk olarak fırının gücüne bakın. Genel olarak, güç ne kadar yüksekse, ısıtma o kadar hızlı olur. Stüdyonun elektrik devresi izin veriyorsa, daha yüksek güçlü bir fırının ayarlanan sıcaklığa ulaşması daha az zaman alacaktır. Genellikle, fırının nominal gücü ünitenin arkasında etiketlenir; Şekil 2-1'de gösterildiği gibi, etiket bu fırının nominal gücünün 2000 watt olduğunu göstermektedir.
İkinci olarak, fırının yalıtım katmanının ısı kaybını etkili bir şekilde önleyip önleyemediğini kontrol edin. Yalıtım yetersizse, işi çıkarmak veya yerleştirmek için kapı her açıldığında, fırın sıcaklığı önemli ölçüde düşecektir, bu da sadece zaman kaybına neden olmakla kalmaz, aynı zamanda pişirme sonuçlarını da bir ölçüde etkileyebilir. Şekil 2-2 kapısı açık bir fırını göstermektedir; pişirme odasının kenarından gövdenin en dış kenarına kadar olan kısım yalıtım tabakasıdır.

Şekil 2-1 Emaye fırınının nominal gücü

Şekil 2-2 Kapı açıkken emaye fırını

Yukarıda belirtilen önemli kriterlerin yanı sıra, fırının görünümü ve boyutları, iç haznenin büyüklüğü ve fırın kapısının açılıp kapanmasının kolaylığı da bir emaye fırını seçerken göz önünde bulundurulması gereken koşullardır. Ancak, bu faktörlerin sabit standartları yoktur ve kişisel tercihlere ve stüdyonun ihtiyaçlarına göre karar verilebilir.
Ülkemizde kuyumculuk aletleri piyasasında yaygın olarak görülen emaye fırınları başlıca aşağıdaki tiplerdedir.
(1) Almanya'da üretilen emaye fırınlar. Mavi bir dış yüzeye ve beyaz bir iç yüzeye sahiptirler ve büyükten küçüğe beş farklı boyuta sahiptirler. Güç değerleri 1200 W, 2000 W ve 2500 W'tır. İç hazne boyutları ve görüntüleme portu boyutları modeller arasında farklılık gösterir. Bu fırınlar çoğunlukla küçük mücevher parçalarının pişirilmesi için uygundur. Özellikleri kompakt ve çekici görünüm, hafiflik, rahat kullanım; kapı yukarı doğru açılır ve izleme portu kapının ortasında yer alır; istikrarlı performans, hızlı ısıtma ve uzun sürekli çalışma süresine sahiptirler. Alman yapımı fırınların önemli bir avantajı, pişirme sırasında haznenin içinde ince metal oksit parçacıklarının oluşmamasıdır. Dezavantajları ise fiyatlarının daha yüksek olması ve sıcaklığı ayarlamak ve kontrol etmek için ek bir termostata ihtiyaç duymalarıdır. Şekil 2-4 2000 W gücünde Alman yapımı bir emaye fırınını göstermektedir; maksimum sıcaklığı 1100°C'ye ulaşabilmektedir. Bu kitaptaki zanaat üretimi örneklerinin tümü bu fırın kullanılarak tamamlanmıştır.
Alman yapımı bir emaye fırını ilk kez kullanmadan önce, koruyucu bir kaplama olarak haznenin iç duvarlarına bir kat aşı boyası tozu sürmek en iyisidir; bunu yapmak hazneyi korumaya ve hizmet ömrünü uzatmaya yardımcı olur. Aşı boyası doğal bir mineraldir; Şekil 2-5'te aşı boyası tozu gösterilmektedir ve yerine kaolin de kullanılabilir.

Şekil 2-4 Almanya'da üretilen emaye fırınları

Şekil 2-5 Aşı boyası tozu

Şekil 2-6 Aşı boyası tozunun fırçalanması

Şekil 2-7 Bitmiş fırçalama
(2) Ev tipi emaye fırınları. Uzun bir süre boyunca, yerli üretim emaye fırınları döküm için kullanılan elektrikli fırınlardan uyarlanmıştı ve emaye pişirmek için tamamen uygun değillerdi. Bu tür emaye fırınları tipik olarak çok fazla elektrik tüketir ve çok yavaş ısınır; büyük, hantal görünümlü ve kullanımı zahmetlidir. Son yıllarda, emaye teknikleri yurt içinde daha popüler hale geldikçe, yerel emaye üreticileri arasında emaye fırınlarına olan talep giderek artmıştır. İthal markalı emaye fırınları sadece daha pahalı olmakla kalmayıp, alıcılar aynı zamanda nakliye ve gümrükleme sorunlarıyla da karşılaşmaktadır, bu nedenle bazı yerli markalar özellikle emaye pişirmek için bağımsız olarak emaye fırınları geliştirmeye başlamıştır. Örneğin, Tsinghua Üniversitesi Sanat ve Tasarım Akademisi Mücevher Atölyesi tarafından geliştirilmiş ve Beijing ShengYihang Mücevher Ekipmanları tarafından üretilmiş bir emaye fırını, sırasıyla 2000 watt ve 800 watt güç değerleriyle büyük stüdyolar ve kişisel stüdyolar için iki boyutta sunulmaktadır. Geleneksel yerli emaye fırınlarla karşılaştırıldığında, bu fırın daha küçüktür ve daha hızlı ısınır; ithal emaye fırınlarla karşılaştırıldığında, fırın gövdesi ve sıcaklık kontrolörü entegre edilmiştir, iç boyutu nispeten büyüktür - nispeten büyük işleri pişirmek için uygundur - ve fiyatı da makuldür. Şekil 2-8 Beijing ShengYihang Jewellery Equipment tarafından üretilen emaye fırınını göstermektedir.
(3) Japon yapımı emaye emaye fırını. Bu Japon emaye emaye fırını, kompakt, çekici bir görünüm, rahat kullanım ve nispeten düşük bir fiyat ile karakterize edilir. Küçük boyutludur, yandan açılan bir kapısı vardır ve fırın gövdesi ile sıcaklık kontrolörü entegre edilmiştir. Bununla birlikte, sıcaklık kontrolörü oldukça özeldir: doğrudan sıcaklığa göre ayarlama yapmaz. Yine de, her biri farklı bir sıcaklığı kontrol eden altı ayara bölünmüştür, bu nedenle sıcaklığı ayarlamak çok uygun değildir - bu, bu markanın fırınının en büyük eksikliğidir. Ayrıca, fırın haznesi nispeten küçüktür ve yavaş ısınır. Şekil 2-9 Japon yapımı bir emaye emaye fırınını göstermektedir.

Şekil 2-8 Ev tipi emaye fırını

Şekil 2-9 Japon yapımı emaye emaye fırını
1.2 Emaye Pişirme için Yardımcı Aletler
Emaye fırınına ek olarak, bazı yardımcı küçük aletler de emaye pişirme işlemi sırasında vazgeçilmezdir.
Fırın rafının amacı, parçayı uygulanan sırla birlikte tutarak fırınlama için fırına yerleştirmeyi kolaylaştırmaktır. Pişirme rafları ev yapımı olabilir ya da kuyumcu aletleri satan dükkanlardan veya emaye malzemeleri satma konusunda uzmanlaşmış mağazalardan satın alınabilir. Genellikle yüksek kaliteli paslanmaz çelikten yapılırlar ve titanyum da kullanılabilir. Pişirme rafları genel olarak düz destek, sivri köşe ve düzensiz şekiller olarak ikiye ayrılır.
(1) Düz destek tipi. Düz ateşleme rafı kare bir panel ve her iki tarafta dikey olarak aşağıya doğru uzanan iki destek ayağından oluşur. Destek ayaklarının yüksekliği genellikle 3~5 santimetre arasındadır, kare panel ise Şekil 2-10'da gösterildiği gibi parçanın boyutuna göre seçilebilecek farklı boyutlardadır. Pişirme sırasında, Şekil 2-11'de gösterildiği gibi, rafı ve üzerindeki parçayı pişirmek üzere fırına kaldırmak için rafın altındaki iki destek ayağı arasına uzun bir kürek yerleştirilir. Yaygın düz ateşleme rafları ağ ve plaka tipindedir. Hasır raflar çelik hasır veya titanyum hasırdan yapılırken, plaka raflar çelik plaka veya titanyum plakadan yapılır, rafın kütlesini azaltmak ve pişirme sırasında aşırı ısıyı emmekten kaçınmak için yüzeyde çok sayıda yakın aralıklı delikler açılır. Kafes rafların avantajı hafif olmaları, kolay kullanılabilmeleri, daha az ısı emmeleri ve emayenin pişmesini etkilememeleridir; dezavantajı ise daha kısa ömürlü olmaları, genellikle yaklaşık bir yıl sonra deforme olmaları ve yüzeylerinde siyah metal oksitlerin oluşmaya başlaması, hatta oksit pullarının pişirme sırasında emaye yüzeyine yapışabilmesidir. Tabak raflarının avantajı, parçalar için daha istikrarlı destek sağlayan ve deformasyona direnen yüksek mukavemetleridir; dezavantajı ise daha ağır olmalarıdır, bu da onları kullanmayı zorlaştırır ve yerleştirip çıkarmayı zahmetli hale getirir. Ayrıca, tabak rafları fırınlama sırasında çok fazla ısı emer ve bu da fırınlama süresini nispeten uzatır.

Şekil 2-10 Farklı modellerde düz ateşlemeli raflar

Şekil 2-11 Bir parçayı destekleyen raf
(2) Üç nokta tipi. Üç noktalı sacayağı, paslanmaz çelik veya titanyumdan yapılmış bir taban ve birkaç (3~4) yukarı doğru sivri uçtan oluşur ve emaye parçanın boyutuna uyacak şekilde çeşitli boyutlarda mevcuttur. Şekil 2-12'de farklı boyutlarda çelik üç uçlu sacayakları gösterilmektedir; genel olarak daha küçük parçalar için daha uygundurlar. Pişirme sırasında parça birkaç çivinin arasına düz bir şekilde yerleştirilir ve çivilerin iç eğimli tarafları parçayı güvenli bir şekilde destekler. Çivilerin iç tarafları aşağıdan yukarıya doğru dışa doğru eğimli olduğundan, Şekil 2-13'te gösterildiği gibi çeşitli şekillerdeki parçaları barındırırlar. Üç noktalı sacayağının avantajı hafifliği ve çeşitli şekillerdeki parçalara uygunluğudur; düzenli geometrik şekillerin yanı sıra düzensiz tabanlı parçalar için de uygundur. Dezavantajı ise bir parçanın her iki tarafı da sırlandığında, arka taraftaki sırın destek çivilerinin eğimli kenarlarına kolayca yapışarak arka sırlı yüzeyde izler bırakması ve ciddi durumlarda parçanın rafa yapışarak çıkarılamamasıdır.

Şekil 2-12 Farklı boyutlarda üç noktalı sac ayağı

Şekil 2-13 Çeşitli şekillerdeki işler için uygun üç noktalı sacayağı
(3) Özel şekilli ateşleme rafları. Özel şekilli s'ler, fırınlama sırasında özel şekillerdeki işler için kullanılan metal braketleri ifade eder. Bu destekler genellikle parçanın şekline göre yapılır ve paslanmaz çelik veya titanyumdan imal edilir. Bazı hazır özel şekilli s'ler emaye aletleri satan dükkanlardan satın alınabilir veya elle yapılabilir. Bu s'lerin şekli için sabit bir kural yoktur; parçayı sabit tutabildikleri ve uçları sırlı yüzeye temas etmediği sürece kabul edilebilirler. Şekil 2-14'te bir mineleme aletleri dükkanında satılan ateşleme halkaları için özel bir ateşleme rafı ve Şekil 2-15'te bir sanatçının yarattığı bir eseri ateşlemek için özel olarak yaptığı çelik, özel şekilli bir ateşleme rafı gösterilmektedir.

Şekil 2-14 Ateşleme halkaları için özel ateşleme rafı

Şekil 2-15 Düzensiz şekilli bir iş için özel yapım çelik şekilli ateşleme rafı

Şekil 2-16 Refrakter tuğla rafı üzerine yerleştirilen iş

Şekil 2-17 Her şekildeki işler için uygun refrakter tuğla rafı


Şekil 2-19 Ev tipi ateşleme spatulası

Şekil 2-20 Yerli emaye çatalı


Şekil 2-22 Kek spatulaları ve palet bıçakları eserlerin aktarılması için uygundur

Şekil 2-23 Palet bıçağı ile bir işin kaldırılması
Emaye pişirimi sırasında fırın sıcaklıkları 700~900°C'ye ulaştığından, çalışma sırasında ısıya dayanıklı yanmaz eldivenlere ihtiyaç duyulabilir. Şekil 2-24 deri yanmaz bir eldiveni göstermektedir.
Şekil 2-25'te gösterilen ısıya dayanıklı uzun cımbız ve petek lehim tahtası, emaye pişirimi sırasında yaygın olarak kullanılan araçlardır: uzun cımbız yeni pişirilmiş işleri kavramak için, petek lehim tahtası ise henüz soğumamış işleri yerleştirmek için kullanılır.

Şekil 2-24 Yanmaz eldivenler

Şekil 2-25 Isıya dayanıklı uzun cımbız ve bal peteği lehim panosu
2. Metal Temizleme ve Emaye Temizleme İşleri için Gerekli Ekipman ve Araçlar
2.1 Asit Çözeltisi ve İkamelerinin Hazırlanması
Fırınlamadan önce, metal taban plakasındaki yağ ve oksitleri iyice temizlemek için, plakanın yaklaşık 15 dakika boyunca seyreltik bir sülfürik asit çözeltisine batırılması gerekir. Buradaki sülfürik asit çözeltisinin gerekli konsantrasyonu 30%'ye ulaşmalı veya aşmalıdır. Şekil 2-26'da seyreltik sülfürik asit çözeltisi hazırlamak için hazırlanan konsantre sülfürik asit stok çözeltisi, bir beher ve 200 mililitre damıtılmış su gösterilmektedir; hazırlama sırasında maske ve lastik eldiven giyilmelidir. Örnek olarak 200 mililitre damıtılmış suyu ele alırsak, 40% sülfürik asit çözeltisi hazırlamak istiyorsanız, damıtılmış suya yaklaşık 80 mililitre konsantre sülfürik asit stok çözeltisi eklemeniz gerekir. Özel hazırlama yöntemi aşağıdaki gibidir.
(1) Şekil 2-27'de gösterildiği gibi behere 200 mililitre damıtılmış su dökün.

Şekil 2-26 Konsantre sülfürik asit, bir beher ve 200 mL damıtılmış su

Şekil 2-27 200 mL damıtılmış suyun behere dökülmesi
(2) Şekil 2-28'de gösterildiği gibi bir ölçü kabıyla 80 mL konsantre sülfürik asit ölçün.
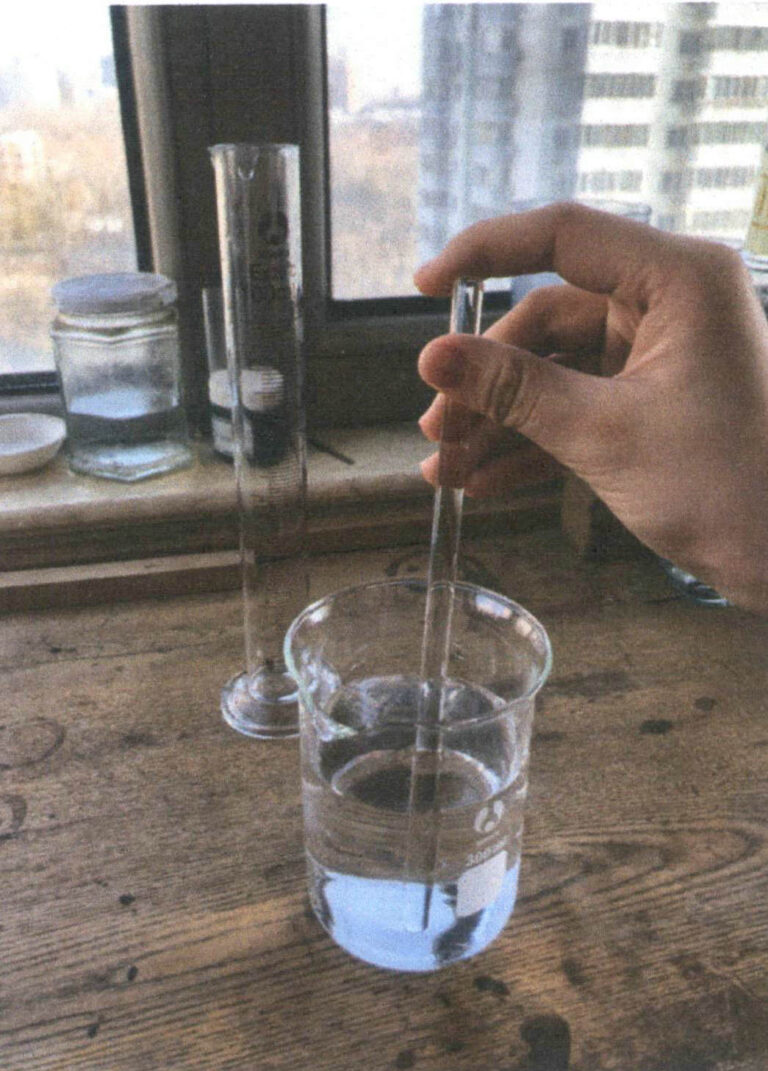
(3) Konsantre sülfürik asidi ölçüm kabından Şekil 2-29'da gösterildiği gibi eğik bir cam çubuk boyunca yavaşça damıtılmış suya dökün.
(4) Sülfürik asidi suyla tamamen karıştırmak için beherdeki sıvıyı bir cam çubukla yavaşça karıştırın. Böylece Şekil 2-30'da gösterildiği gibi yaklaşık 40% konsantrasyona sahip seyreltik bir sülfürik asit çözeltisi hazırlanır.

Şekil 2-28 80 mililitre konsantre sülfürik asit ölçümü

Şekil 2-29 Sülfürik asidin damıtılmış suya yavaşça dökülmesi
Şekil 2-30 Bir cam çubuk ile eşit şekilde karıştırma
Seyreltik bir sülfürik asit çözeltisi hazırlarken, sülfürik asidin yalnızca suya eklenmesi gerektiğine dikkat etmek önemlidir; asidin sıçramasına neden olabileceğinden, konsantre sülfürik aside hiçbir koşulda su eklenmemelidir.
Şu anda Çin'de sülfürik asit satın almak için ilgili makamlardan belge almanız gerekmektedir. Laboratuvarda seyreltik sülfürik asit için mevcut en yüksek konsantrasyon yaklaşık 60%'dir ve bu konsantrasyonu kullanım için kendiniz yaklaşık 40%'ye ayarlayabilirsiniz.
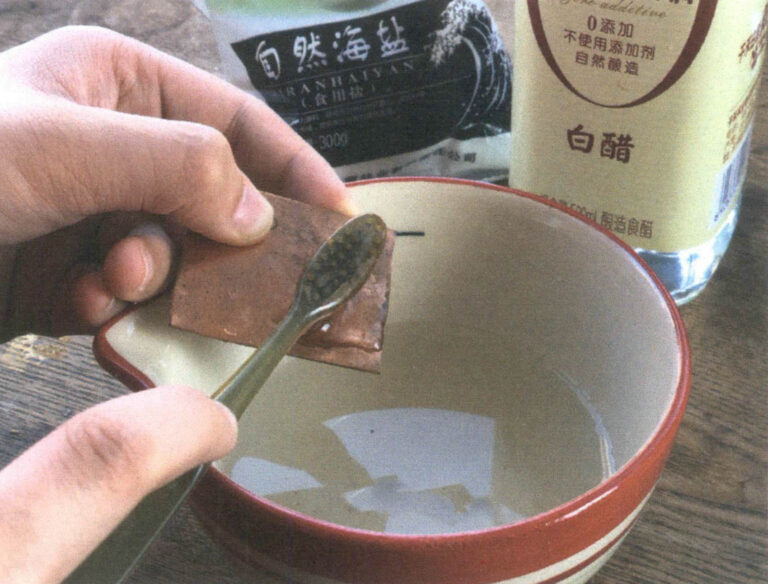
Metal plakaları temizlemek için sülfürik asidin yanı sıra beyaz sirke ve tuz da kullanılabilir. Daha fazla zaman almasına rağmen, prosedür tehlikeli değildir ve çevreye olumsuz bir etkisi yoktur. Yöntem şöyledir: tuzu beyaz sirke içinde eritin, sirke doyana kadar sürekli tuz ekleyin, ardından metal levhayı tavlayın ve hala sıcakken tuzlu sirkenin içine daldırın; yeterli süre beklettikten sonra metal levhayı çıkarın ve akan suyla durulayarak temizleyin. Şekil 2-31 bu yöntemle temizlenmiş kırmızı bir bakır taban plakasını göstermektedir.
2.2 Metal Yüzeylerin Temizlenmesi için Ekipman ve Araçlar
Metal yüzeylerin asitle temizlenmesi işleminde aşağıdaki ekipman ve araçlar kullanılır.
(1) Metal yüzeylerin asitle temizlenmesi sırasında, seyreltik sülfürik asidi tutmak için kapaklı bir cam kaba ihtiyaç vardır ve tercihen kap, asit buharlarının havaya kaçmasını önlemek için kapatılabilir olmalıdır. Süpermarketlerde satılan kapalı bir cam gıda saklama kutusu iyi bir seçenektir. Buna ek olarak, metal parçalarını asitten almak için plastik bir cımbız gereklidir; metalden yapılmış herhangi bir cımbızın asitle temas etmemesi gerektiğini unutmayın, bu nedenle plastik cımbız veya bambu cımbız kullanılmalıdır ve yemek çubukları bunun yerine kullanılabilir. Şekil 2-32 plastik bir cımbızı ve asit içeren kapalı bir kabı göstermektedir; kapta 40% konsantrasyonlu seyreltik bir sülfürik asit çözeltisi bulunmaktadır.
(2) Bazen metal alt tabakanın yüzeyi asitle ıslatıldıktan sonra hala pürüzsüz olmayabilir; bu durumda temizlik için zımpara kağıdı, çelik yünü veya ovma pedleri kullanılabilir. Metal alt tabakada belirgin çizikler varsa, asitle ıslatmadan önce zımpara kağıdıyla pürüzsüz hale getirebilirsiniz; ıslattıktan sonra alt tabakada çıkarılamayan oksitler varsa, asitten çıkarın, temiz suyla durulayın, ardından Şekil 2-33'te gösterildiği gibi pirinç bir fırça veya ovma pediyle fırçalayın ve ardından tekrar asitle ıslatın.

Şekil 2-32 Asidik çözeltiyi ve plastik cımbızı tutmak için kapalı kutu

Şekil 2-33 Metal bir yüzeyin ovma pedi ile temizlenmesi
(3) Emaye sırın temizlenmesinden kaynaklanan atık su hafif asidiktir ve özellikle metal veya emaye yüzeylerden yağ veya kiri çıkarmak için kullanılmak üzere bir kapta tutulabilir. Temizlerken, atık suda asılı olan sır tozunu sırlı yüzeye yaymak için elinizi kullanın ve Şekil 2-34'te gösterildiği gibi hafifçe ovalayın.
Önlemler: Asidik çözeltinin bulunduğu kap her zaman kapalı tutulmalı ve iyi havalandırılan bir yerde, tercihen bir tuvalette veya egzoz sistemi bulunan bir lavabonun yanında saklanmalıdır.

3. Emaye Uygulama Araçları
3.1 Glaze Spatula

Şekil 2-35 Farklı boyutlarda iki sır spatulası

Şekil 2-36 Sır spatulası ile sır uygulaması
Bir alet mağazasından satın almanın yanı sıra, tercihlerinize ve ihtiyaçlarınıza göre kendiniz de bir sır spatulası yapabilirsiniz. Belirli adımlar aşağıdaki gibidir (örnek olarak pirinç tel kullanılarak).
ADIM 01
Çapı 2 mm olan bir pirinç tel seçin ve Şekil 2-37'de gösterildiği gibi 15 cm uzunluğunda kesin.
ADIM 02
Pirinç telin bir ucunu tavlayın, bir ucunu Şekil 2-38'de gösterildiği gibi bir pres makinesiyle düzleştirin, ardından ucu uygun bir şekle getirin.

Şekil 2-37 Yaklaşık 15 cm pirinç tel kesin

Şekil 2-38 Pirinç telin bir ucunun pres makinesi ile düzleştirilmesi
ADIM 03
Şekillendirilmiş ucu törpüleyin ve parlatın ve 120°'lik bir açıyla içe doğru bükün. Şekil 2-39 tamamlanmış iki pirinç sır spatulasını göstermektedir.

Sır spatulaları da qin'den yapılabilir. Qin oksitlenmez veya paslanmaz, çok yüksek sertliğe sahiptir ve kolay deforme olmaz, bu da onu çok uygun bir malzeme yapar. Şekil 2-40'ta sodyumdan yapılmış bir sır spatulası görülmektedir; daha kolay kavranması için sapın ortasına bükülmüş bir desen işlenmiştir.
Geleneksel Japon kloisonné yapım sürecinde, bambu sır spatulaları kullanılır; şekilleri biraz farklıdır, ancak kullanım yöntemi aynıdır. Şekil 2-41'de büyükten küçüğe üç farklı boyutta bambu sır spatulası gösterilmektedir. Bambu sır spatulaları metal olmayan malzemelerden yapılır, bu da sırın içine metal parçacıkların karışmamasını sağlar - bu onların avantajıdır.
Sır spatulalarının uzunluğu ve genişliği kişinin ihtiyaçlarına göre ayarlanabilir; sabit bir kural yoktur. Daha büyük işlerde daha büyük spatulalar kullanılırken, daha küçük işlerde veya ince detaylı parçalarda daha dar, daha keskin uçlu spatulalar kullanılır. Yapımcı elinin büyüklüğüne göre spatulanın sap uzunluğuna karar verebilir ve parçanın boyutlarına göre spatula ucunun şeklini ve boyutunu belirleyebilir. Farklı uç şekillerine ve boyutlarına sahip 2~3 spatulayı el altında bulundurmak en iyisidir, böylece kullanım sırasında gerektiğinde değiştirilebilirler.

Şekil 2-40 Titanyum sır spatulası

Şekil 2-41 Üç farklı boyutta bambu sır spatulası
3.2 Sır Uygulamak için Diğer Araçlar
Ev yapımı sır spatulalarına ek olarak, kuru eleme yönteminde kullanılan elek, küçük fırçalar ve küçük lokal bölgelere sır uygulamak için su daldırma kalemleri gibi diğer araçları da sır uygulamak için kullanabiliriz.
(1) Elek. Kuru eleme yöntemi ile sır uygulanırken, sırın elenmesi için yuvarlak paslanmaz çelik bir elek gereklidir. Farklı işlerin gereksinimlerine bağlı olarak 80~100 mesh paslanmaz çelik elek seçebilirsiniz; sırın uygulanması gereken alana göre farklı çaplarda elekler seçilebilir. Paslanmaz çelik elekler emaye alet mağazalarından satın alınabilir. Şekil 2-42, yaygın olarak kullanılan bir elek olan 5 cm çapında ve 80 gözenekli bir eleği göstermektedir.


Şekil 2-43 Külotlu çorap kullanarak ev yapımı elek

Şekil 2-44 Emayenin külotlu çorap eleği ile elenmesi
(2) Küçük fırçalar. Küçük fırçalar, dolgu aracı olarak daha küçük alanlara sır uygulamak için çok uygundur. Örneğin 3/0 veya 4.0 boyutlarında çok ince suluboya astar fırçaları seçebilirsiniz. Genel düz sırlama için 3/0 boyutunda fırçalar kullanın; emaye işi yaparken ince detayları doldurmak veya boşlukları doldurmak için 4/0 fırçaya (en ince) ihtiyacınız olacaktır. Sır uygulamak için küçük fırçalar kullanmanın avantajı, uygun miktarda nemi daha kolay tutmaları ve yeni başlayanlar için kullanımlarını kolaylaştırmalarıdır. Şekil 2-45'te 4/0 fırça ile doldurma gösterilmektedir. Düşük kaliteli fırçalar kıl dökerek sırın saflığını etkileyebileceğinden, yüksek kaliteli fırçalar satın almanın çok önemli olduğunu unutmayın.
(3) Daldırma kalem. Genellikle çizgi roman çizmek veya sert uçlu bir kalemle yazı yazmak için kullanılan çelik uçlu bir daldırma kalem, çok küçük alanları sırla doldurmak için kullanılabilir. Örneğin, emaye kakma işleminde, iki tel birbirine çok yakın olduğunda ve en küçük fırça aralarına yerleştirmek için ıslak sırı alamadığında, küçük bir miktar sırı kaldırmak ve boşluğu doldurmak için bir daldırma kalemin ucuna ihtiyaç duyulur. Daldırma kalemleri, sırın mümkün olduğunca ince uygulanması gereken ajurlu emaye üretiminde de sıklıkla kullanılır; bir daldırma kaleminin ucu her seferinde yalnızca çok az miktarda sır alabilir ve yerleştirebilir. Şekil 2-46 ajurlu mineyi doldurmak için daldırma kalemi kullanma durumunu göstermektedir.

Şekil 2-45 4/0 fırça ile doldurma

Şekil 2-46 Ajurlu minenin daldırma kalemle doldurulması
4. Parlatma Aletleri
Birçok mine tekniğinde, son cilalama işlemi son derece önemlidir. Önceki adımlar ne kadar iyi yapılmış olursa olsun, cilalama yeterince kapsamlı değilse veya cilalama sırasında sorunlar ortaya çıkarsa, önceki tüm çabalar mahvolabilir.
Emaye ürünler için parlatma araçları arasında parlatma yağ taşları, zımpara kağıdı ve elmas taşlama frezleri bulunmaktadır.
Yağ taşı, doğal bir mineralin yüksek sıcaklıkta sinterlenmesiyle elde edilen bir malzemedir; sert ve yoğundur ve aşındırıcı hale getirilebilir. Ana bileşeni yeşil silisyum karbürdür. Yağ taşı çubukları düz-dikdörtgen, yuvarlak, yarı dairesel ve diğer şekillerde olup, farklı şekillerdeki eserlerin ve bir parçanın farklı bölümlerinin cilalanmasına olanak tanır. Bir yağ taşının grit tanımı, parçacıklarının kabalığını, yani ağ boyutunu gösterir. Yaygın yağ taşı çubukları 220 ila 1200 kum arasında değişir; ağ numarası ne kadar yüksekse, parçacıklar o kadar incedir. Şekil 2-47'de farklı şekillerde ve kumlarda parlatma yağ taşları gösterilmektedir.
Emaye sır yüzeyi parlatma yağı taşı ile düzeltildikten sonra, parlatma yağı taşının bıraktığı izleri gidermek için zımpara kağıdı ile daha fazla zımparalanması gerekir; genellikle 600 gr zımpara kağıdı kullanılır. Şekil 2-48 600 kumlu zımpara kağıdını göstermektedir; kullanırken zımpara kağıdını küçük parçalar halinde kesin ve sır yüzeyini zımparalamadan önce suyla ıslatın.

Şekil 2-47 Yağtaşı şeritlerinin farklı şekilleri ve kum sayıları

Şekil 2-48 600 kumlu zımpara kağıdı

Copywrite @ Sobling.Jewelry - Özel takı üreticisi, OEM ve ODM takı fabrikası
Bölüm II Mine Tekniklerinin Temel Sınıflandırması
1. Düz Tabakalı Mine Tekniği
Düz serimli emaye, mineleme yöntemleri arasında en temel ve en sık kullanılan tekniklerden biridir. Aslında bu tekniğin resmi bir adı yoktur; ne Çince'de ne de endüstrinin yaygın Fransızca terminolojisinde sadece bu işleme atıfta bulunan özel bir terim yoktur. "Düz serme" adı bu kitapta sadece kolaylık sağlaması için kullanılmış ve tekniğin özelliklerine göre seçilmiştir.
Adından da anlaşılacağı üzere, düz serilmiş emaye tekniği, emaye sırının metal yüzeye düz bir şekilde serilmesini ve pişirilmesini içerir. İki teknik özelliği vardır: birincisi, eserin yüzeyi tamamen sırla kaplanır, metal görünmez; ikincisi, pişirildikten sonra parça cilalanmaz, böylece fırından çıktığı gibi sunulur. Sırlı yüzey alanı diğer tekniklere kıyasla daha geniş olduğundan, düz serilmiş emayede emaye tabakası çok kalın olamaz, aksi takdirde çatlama riski vardır. Parça fırınlandıktan sonra cilalanmadığından, sır uygulaması eşit ve pürüzsüz olmalıdır - "eşit", sır kalınlığının kalın veya ince noktalar olmaksızın tüm alanlarda eşit olması gerektiği anlamına gelir; "pürüzsüz", sırın çok düz bir şekilde uygulanması gerektiği anlamına gelir. Sırın düzgün uygulanıp uygulanmadığı parçanın yüzey düzgünlüğünü doğrudan etkileyecektir ve yüzey yeterince düz değilse sunum kalitesi büyük ölçüde azalacaktır. Şekil 3-1 düz serilmiş bir emaye parçasının sır yarıya kadar serildikten sonraki halini göstermektedir; sır kalınlığının çok düzgün olduğunu görebilirsiniz.
Düz serilmiş emayede, farklı renkler arasında ayırıcılar olmadığından, farklı renklerdeki nem bakımından zengin sırlar birbirine yakın bir şekilde bağlanır, bu nedenle renkler arasındaki sınırlar çok net, düzgün çizgiler oluşturamaz. Bu teknik genellikle büyük renk bloklarını ve nispeten basit desenleri temsil etmek için uygundur ve aşırı karmaşık veya telaşlı tasarımlar için uygun değildir. Bununla birlikte, yapımcının emaye sırların özelliklerine çok aşina olduğunu ve teknikte son derece yetenekli olduğunu varsayalım. Bu durumda, bu yöntemle karmaşık, zengin katmanlı görüntüler elde etmek ve resimle karşılaştırılabilir efektler üretmek de mümkündür.
Modern takı veya geleneksel süs eşyası yapımında, düz serilmiş emaye genellikle metal yüzeylere renk katmak için kullanılır. Sırın düz serilmesinin basit etkisinin ötesinde, sanatçılar yaratıcı amaçlar için sıklıkla özel efektlerden yararlanırlar. Örnekler arasında farklı renklerin katmanlanması ve harmanlanması, sır ve metal arasındaki reaksiyonların ürettiği özel efektler ve yüksek ısıya maruz kaldığında farklı erime sıcaklıklarına sahip sırlar arasındaki benzersiz etkileşimler yer alır. İlerleyen bölümlerde, bu özel efektlerin nasıl elde edileceğine dair ayrıntılı açıklamalar sunacağız. Aşağıda, düz serilmiş emayenin mücevher ve dekoratif tablolarda uygulanmasına ilişkin bazı örnekler yer almaktadır.
Şekil 3-2'de gösterilen mücevher parçasında, hem portakal yaprakları hem de portakal kabuğu bölümlerinde düz serilmiş mine teknikleri kullanılmıştır. Portakal yaprakları birkaç farklı şeffaf yeşil sırla yaratılan ince gradyanlara sahiptir. Buna karşılık, portakal kabuğu bölümü, dokulu bir metal taban plakası üzerine uygulanan çeşitli opak turuncu ve sarı sırlarla portakal kabuğunun rengini ve dokusunu canlı bir şekilde yeniden üretmektedir.

Şekil 3-1 Düz serilmiş bir emaye parça için sır uygulama süreci

Şekil 3-2 Düz serme emaye tekniği kullanılarak yapılmış takı parçası
Şekil 3-3'te düz serme mine tekniğinin kullanıldığı antika bir broş görülmektedir. Taban altındır; yapraklar şeffaf sarı ve şeffaf açık yeşil sırlarla degrade bir etki yaratır ve çiçek kısmında yaprakların yumuşak dokusunu simüle etmek için opak kırmızı sır kullanılır. Genel renklendirme taze ve stil parlaktır.
Şekil 3-4'te gösterilen antika kolye ucu da benzer bir dekoratif teknik kullanmaktadır. Kolyenin taç yaprakları ve yaprakları, hafif dokulu bir metal yüzey üzerine uygulanan ince bir mine tabakasına sahiptir ve tüm parça için renk vurguları olarak hizmet eder. Bu, düz serme mine tekniğinin mücevherlerdeki en tipik ve yaygın uygulamasıdır.

Şekil 3-3 Antika Broş

Şekil 3-4 Antika Kolye Ucu

Şekil 3-5 Etek ve kazak giyen genç bir kız

Şekil 3-6 Tanak manzarası
2. Cloisonné Mine Tekniği
Cloisonné mine tekniğinin Fransızca adı "cloisonné" olup "bölümlenmiş" veya "ayrılmış" anlamına gelmektedir. Cloisonné emayenin yapım yöntemi şöyledir: çok ince yassı metal telleri tasarıma göre çeşitli desenlerde bükmek, bunları metal bir taban plakası üzerine yerleştirerek farklı boyutlarda birçok ayrılmış bölge oluşturmak ve bu bölgeleri pişirmek için tekrar tekrar emaye sırlarıyla doldurmak. Şekil 3-7'de, üretimi sırasında farklı renklerde sırlarla doldurulan bir kloisonné parça görülmektedir.
Pişirmeden sonra, emaye emaye eserlerin pürüzsüz ve parlak bir yüzey elde etmek için hala taşlanması ve cilalanması gerekir.
Emaye kloisonné tekniği çok sayıda ve nispeten karmaşık aşamalardan oluşur, ancak güçlü bir kontrol edilebilirlik ve düşük bir hata oranı sunarak tasarım amacının büyük ölçüde gerçekleştirilmesini sağlar. Buna ek olarak, metal taban plakası, metal teller ve emaye sırlar birbirine sıkıca bağlandığından, parçanın mukavemeti artar. Emayenin parlak renkleri, metal tellerin ince, akıcı çizgileriyle birleşerek son derece dekoratif bir etki yaratır ve karmaşık, yoğun desenleri ve temaları ifade etmek için çok uygundur. Çok zengin ve hassas renk efektleri üretebilirler. Şekil 3-8, düzenli, simetrik desenli tasarımın kompozisyondaki gümüş tellerin dekoratif etkisinden tam olarak yararlandığı bir emaye işi göstermektedir; farklı uzunluklardaki çeşitli yay çizgileri birlikte benzersiz bir ritim ve ritim oluşturur.

Şekil 3-7 Emaye kloisonné tekniğinde dolgu işlemi
Şekil 3-8 "Su Çiçeklerinin Çeşitlemeleri" adlı emaye işi

Cloisonné, mine teknikleri arasında en eskisidir. Menşe yeri olan Avrupa'nın yanı sıra Çin, Rusya ve Japonya'da da uzun bir gelişim geçmişine sahiptir. Aşağıda, iki sanatçı tarafından temsil edilen Çin'in emaye tekniği, Rusya'nın telkari emayesi ve Japonya'nın "yūsen shippō" tekniği hakkında kısa bir tanıtım yer almaktadır.
Çin'in ünlü geleneksel el sanatı Çin'in emayesi, emaye tekniğini temsil etmektedir. Yaygın görüşe göre, cloisonné teknolojisi Yuan hanedanlığı döneminde Batı'dan Çin'e gelmiş, Xuande döneminde Ming hanedanlığında olgunlaşmış ve ancak Ming'in sonları ve Qing'in başlarından sonra "Jingtailan" adını almıştır. Jingtailan olarak adlandırılmasına rağmen, ne Jingtai yıllarında ortaya çıkmıştır ne de işçiliğinin zirvesi o zaman gerçekleşmiştir. Çin'in kloisonne parçaları çoğunlukla büyük bakır gövdeli kaplardır; kloisonlama için kullanılan teller çoğunlukla bakır teldir ve pişirildikten sonra yaldızlanır. Çin kloisonné'sinde kullanılan sırların çoğu opaktır, ancak birkaç eserin altın veya gümüş gövdeleri vardır, bu durumda genellikle şeffaf sırlar kullanılır. Yukarıda da belirtildiği gibi, Çin işi emaye yapımında metal teller tipik olarak önce gövdeye lehimlenir, ardından bölmeler doldurulur ve fırınlanır.
Usta zanaatkâr Liu Yongseng, Qing imparatorluk üretiminin halka açılmasından sonra kurulan "Laotianli" Çin emaye atölyesinin üçüncü kuşak mirasçısıdır. Kültürel kalıntı restorasyonunda ve antik tarz Çin emaye üretiminde uzmanlaşmıştır. Bay Liu'nun eserleri, Pekin'in saray tarzı emaye işçiliğini takip ederek "qiaose" (metal tellerle ayrılmış her bir alanın tek bir farklı sır rengiyle doldurulması) ile "yunse" ("yunse", degrade ve harmanlama efektleri yaratmak için her bir alanın farklı sırlarla doldurulması anlamına gelir) üzerinde durmaktadır. Eserleri parlak, görkemli renklere, düzgün ve narin tel desenlerine ve sağlam, ağırbaşlı kap şekillerine sahiptir; dekoratif motifler çoğunlukla ejderha, anka kuşu, turna, geyik, ruyi, fu ve shou gibi uğurlu desenlerdir. Şekil 3-10'da gösterilen kap Kamboçya'nın eski Kralı Norodom Sihanouk için tasarlanmış ve yapılmıştır: imparatorluğa özgü parlak sarı zeminin kullanıldığı, mor sırın çeşitli tonlarında lotus desenleriyle doldurulmuş bir su ibriği. Farklı parlaklıklar kullanılarak, sarı ve morun zıt renkleri rahat bir uyum sağlar - şatafatlı olmadan lüks.
Şekil 3-11'de gösterilen taklit Ming "Üç Turna" buhurdanı, Ming ve Qing saray haraç Çin'inin cloisonné Üç Turna buhurdanı temel alınarak ve yeşim taşı oymacılığının dekoratif unsurları eklenerek yeniden tasarlanmıştır. Buhurdanın gövdesini üç turna kuşu çevrelemekte, ayakları lotus yaprakları üzerinde durarak ayakları oluşturmaktadır; gövde uğurlu motifler olarak stilize turna-bağlantısı desenleriyle süslenmiştir. Sade ve görkemli olan buhurdan, tipik saray estetiğini örneklemektedir.

Şekil 3-10 Çin'in cloisonné stilinde su kabı

Şekil 3-11 Ming tarzı üç kanatlı mangal replikası
Rus geleneksel telkari mine tekniği, İngilizce'de "enamel on filigree" olarak adlandırılır. Bu teknik Rusya'ya 16. yüzyılda İtalya'dan getirilmiştir. Telkari tekniklerinde teller genellikle düz, düz tellerdir, oysa geleneksel Rus ve Ukrayna telkari tekniğinde iki ince, yuvarlak telin halat benzeri bir şekle sokulması ve ardından düzleştirilmesiyle elde edilen çiçek teli kullanılır. Her telin yan tarafı ip benzeri bir doku gösterir, bu nedenle "telkari üzerine mine" adı verilir. Çiçek teli kullanıldığından, sır dolgusu ve fırınlama tamamlandıktan sonra, tellerin yan desenlerine zarar vermemek için son cilalama adımı genellikle atlanır. Çin kloisonnesi, Japon telli kloisonnesi veya diğer bölgelerden gelen kloisonneler için son cilalama adımı çok önemli ve vazgeçilmezdir. Kendi teknik özellikleri nedeniyle, telkari üzerine Rus minesi, tamamlandığında, telle çevrili her bir hücredeki sır hafifçe girintilidir ve küçük bir yansıtıcı nokta oluşturur. Bu da ona farklı bir görünüm kazandırır: ışık altında her telin üzerindeki ip benzeri desen ışığı yansıtır ve tellerin içindeki sır da yansıyarak parçayı özellikle ışıltılı ve ihtişamlı hale getirir.
Martin Koval, Kiev'de yaşayan geleneksel bir Ukraynalı telkâri üzerine mine sanatçısıdır; ailesi üç kuşaktır telkâri üzerine mine üretmektedir. Eserleri çok geleneksel formdadır; çoğunlukla ikon çerçeveleri, deniz kabuğu kapları, ewerler veya yumurta şekilli mücevher kutularıdır. Şekil 3-12'de kendisinin yaptığı telkâri üzerine mineli bir ikona çerçevesi görülmektedir; merkezdeki ikona 19. yüzyıl başlarına ait boyalı bir porselen parçadan alınmıştır ve ikonanın etrafında gerçekçi beyaz zambaklar ve çeşitli geometrik dekoratif desenler yer almaktadır. Kullanılan telkari altın teldir ve kullanılan sır opak beyaz, mavi, yeşil ve kırmızıyı içerir ve zambaklara çeşitli renk geçişleri uygulanmıştır. Bu ikona çerçevesi üzerinde telkari, telkari üzerine mine ve granülasyon gibi eski tekniklerin bir kombinasyonu görülmektedir ve küçük değerli taşlar kakılarak son derece dekoratif bir görünüm kazandırılmıştır. Şekil 3-13'te Martin Koval'ın büyükbabası Nikolai Koval'ın bir eseri görülmektedir: telkari üzerine mine ile süslenmiş, geleneksel Ukrayna dekoratif tarzına özgü zarif desenler ve sade renkler içeren bir deniz kabuğu. Şekil 3-14'te Martin Koval'ın babası Dmitry Koval'a ait bir eser görülmektedir: gümüş telkâri üzerine mine ile süslenmiş ahşap bir haç.

Şekil 3-12 Telkari simge çerçevesi üzerine mine

Şekil 3-13 Telkari kabuklu fincan üzerine mine


Telli emaye üretiminde, astar olarak kullanılan bir emaye tabakası genellikle bakır gövde üzerinde tamamen pişirilir ve gümüş teller daha sonra pişirim için bu sır tabakasının üzerine aljinat (deniz yosunu tutkalı) ile yapıştırılır. Sır eridiğinde, gümüş teller bu mine tabakası tarafından gövdeye yapıştırılır ve böylece lehimin sır üzerindeki etkileri önlenmiş olur. Bu yöntem, emaye sır renklerinin çok saf ve hassas olmasını sağlar ve aynı zamanda şeffaf sırların yaygın olarak kullanılmasına olanak tanır. Geleneksel Japon telli emaye ürünleri çoğunlukla yumuşak renklere, zarif ve uyumlu paletlere sahip küçük kaplardır; dekoratif konular genellikle çiçekli dallar ve kuşlardır ve dekoratif motifler Japon kültürünün belirgin özelliklerini gösterir. Şekil 3-16, Bay Zhou Jie'nin koleksiyonundan Meiji dönemine ait bir Owari emaye vazosunu göstermektedir. Aichi Eyaleti'nde bulunan Owari, geleneksel emaye işi üretiminin merkeziydi ve Meiji dönemi emaye işi teknikleri için tam bir gelişme dönemiydi, bu nedenle bu parça kablolu emaye işinin zirve dönemine bir bakış sunuyor.
Bu vazo nasukon (patlıcan meyvesine atıfta bulunan geleneksel bir Japon rengi - çok koyu, parlak bir mor) bir tabana sahiptir. Bu nasukon zemin üzerinde beyaz bir şakayık ve dalına tünemiş bir dağ ispinozu tasvir edilmiştir. Şekil 3-17 vazonun ayrıntılı bir kesitini göstermektedir. Bu görüntüden, taç yapraklarındaki mine renginin derecelenmesini açıkça görebiliriz; çiçeğin merkezindeki çok soluk, soluk yeşilden taç yaprak kenarlarındaki beyaza geçiş son derece inceliklidir.
Şaşırtıcı olan sadece temel sırın düzgün, hassas uygulaması ve yumuşak, puslu renk geçişleri değil, aynı zamanda zengin çeşitlilikteki gümüş tellerdir. Şekil 3-18'de vazodaki dal bölümü ile ispinoz başı arasında bir karşılaştırma görülmektedir. Tipik olarak bir parça boyunca tek tip boyutta tel kullanan yaygın emaye tekniğinin aksine, bu eserde konunun tasvirinin ihtiyaçlarına göre birden fazla farklı kalınlıkta gümüş tel kullanılmıştır. Daha kalın teller dalların ana hatlarını çizerken, kuşun tüyleri yoğun bir şekilde düzenlenmiş son derece ince teller kullanılarak işlenmiştir. Dahası, ispinozun omuz tüylerini tasvir eden çizgilerde görüldüğü gibi, tek bir çizginin kalınlığı bile değişebiliyor. Bu hayal edilemeyecek kadar rafine işçilik, zengin, narin ve son derece etkileyici bir etki yaratarak mükemmel bir gongbi tarzı kuş ve çiçek resmini anımsatmaktadır.

Şekil 3-16 Meiji döneminden bir Owari emaye vazo

Şekil 3-17 Sır renklerinin gradasyon işlemi

Şekil 3-18 Owari kloisonné vazo üzerinde gümüş telin zengin varyasyonları

Şekil 3-20 Kanadalı mücevher sanatçısı Aurelie Guillaume'un çalışmalarını göstermektedir. Sanatçının tüm eserleri parlak renk şemaları, canlı imgeler ve çok yüksek tanınabilirliğe sahip emaye kullanılarak yapılmıştır. Bunlar, tuhaf fikirlerle dolu, eğlenceli mücevher çalışmalarıdır. Görseldeki kolye ucu bir seriden bir parça; başlığı "Arkadaş, seni sevdiğimi biliyor musun?" Serideki her bir parçanın başlığı doğru sırayla dizildiğinde arkadaşlık hakkında küçük bir şiir oluşturuyor.
Şekil 3-21 Gürcü mücevher sanatçısı Miranda Tsertsvadze'nin bir eserini göstermektedir. Mucha'nın resimleri bu esere ilham kaynağı olmuştur; hem çizgileri hem de renkleri rüya gibi ve estetik bir çekicilikle doludur. Nispeten daha güçlü kontur çizgilerinin yanı sıra narin, zarif detay çizgilerini ifade etmek için gümüş tellerin kalınlığındaki varyasyonları kullanarak emaye tekniğinin avantajlarından tam olarak yararlanır.
Bu eserlerden de görülebileceği gibi, emayenin düzgünlüğü ve inceliği onu takıların dekoratif talepleri için çok uygun hale getirmekte, takılara zengin renkler ve diğer tekniklerin elde edemeyeceği eşsiz bir doku kazandırmaktadır.

Şekil 3-20 Kolye "Arkadaşım, seni sevdiğimi biliyor musun?"

Şekil 3-21 Tavtmaqala
3. Champlevé Emaye Tekniği
Champlevé mine aynı zamanda emaye işçiliği tarihinde ortaya çıkan ilk mine yöntemlerinden biridir. Yine de "champlevé mine" adı tam olarak doğru değildir, çünkü neredeyse tüm mine teknikleri mine sırının metalle sınırlanmış alanlara doldurulmasını içerir; "kakma" bu tekniğin özelliklerini tam olarak yansıtmaz. Fransızca "champlevé" terimi kelimenin tam anlamıyla "oyulmuş" anlamına gelir ve baskı yapımında metal bir plakanın parçalarının çıkarılması uygulamasına atıfta bulunur. Bu tanım gerçek sürece daha yakındır. Bu teknik, metal yüzeyin bazı bölgelerinin diğerlerinden daha alçakta kalması için döküm, kovalama veya asitlerle oyukların aşındırılmasına dayanır; daha sonra alçaltılmış bölgelere emaye macunu sürülür ve pişirilir ve parça son olarak parlatılır.
Champlevé tekniği kaplar, mücevherler veya emaye plakalar için uygundur ve nispeten büyük eserler yaratmak için de çok uygundur. Cloisonné ile karşılaştırıldığında, dekoratif tarzı biraz daha sağlam bir his verir ve daha güçlü bir görsel etki yaratır.
Günümüze ulaşan erken dönem mine eserlerinin birçoğunun champlevé parçalar olması, bunun mine yapımının erken dönem gelişiminde sıkça kullanılan bir yöntem olduğunu göstermektedir. Metal yüzeyler oluşturma yöntemleri arasında aşındırma tekniğinin uygulanması nispeten kolaydır, bu nedenle birçok champlevé eseri aşındırma kullanılarak üretilmiştir.
Özel aşındırma prosedürü şöyledir: metal plakayı veya üç boyutlu metal formu tasarıma göre bir dirençle kaplayın, ardından bir asit banyosuna daldırın; direnç tarafından kaplanan alanlar orijinal metal yüzeyi korurken, korunmayan alanlar çöküntüler oluşturmak için aşındırılır; çöküntüler gerekli derinliğe ulaştığında, aşındırmayı durdurmak için metali asitten çıkarın; kenarları daha net olacak şekilde kazınmış deseni inceltin ve temizleyin; ardından çöküntülere emaye sır uygulayın ve ateşleyin. Süreç boyunca aşındırma adımı çok önemlidir. Kazınmış desenin kenarlarının net olup olmadığı ve çöküntülerin yeterince derin olup olmadığı, sonraki emaye fırınlama sonuçlarını büyük ölçüde etkileyecektir.
Şekil 3-22 ve 3-23 Fransa'daki Musée des Beaux-Arts de Limoges koleksiyonlarını göstermektedir. Şekil 3-22, 12. yüzyıla ait 3cm×6cm boyutlarında bakır champlevé tarzı bir mine parçasıdır; muhtemelen bir kutu üzerinde dekoratif bir panoydu. Şekil 3-23, yine champlevé mine tekniğiyle yapılmış ve bir emanet kutusu üzerinde dekoratif bir panel olarak hizmet veren 13. yüzyıla ait bir eserdir.

Şekil 3-22 Champlevé mine tekniği ile yapılmış bakır taban dekoratif paneli

Şekil 3-23 Champlevé mine tekniği ile yapılmış dekoratif panel


Şekil 3-25 Champlevé mine tekniği kullanılarak yapılmış kolye ucu

Şekil 3-26 Champlevé mine tekniği kullanılarak yapılmış broş
4. Basse-Taille Mine Tekniği
Basse-taille mine tekniği, şeffaf mine sırlarının İtalya'da ortaya çıktığı Rönesans döneminde başlamıştır. Işık şeffaf mine katmanından geçebilir, altındaki metal yüzeye yansıyabilir ve yansıyarak çok parlak bir renk etkisi yaratabilir. Yaldızlı mine tekniğinin ortaya çıkmasına neden olan şey tam olarak şeffaf sırların ortaya çıkmasıydı. Basse-taille emayenin gelişim tarihinde, teknikteki ilerlemeler her zaman malzeme ve aletlerdeki ilerlemeler üzerine inşa edilmiştir.
Bazıları tarafından "delinmiş mine" olarak da adlandırılan "basse-taille mine", Fransızca'da "Basse-taille" olarak adlandırılır. Bu özel yöntemde ilk olarak metal oyma yöntemleriyle metal taban üzerine ince, düzenli altta yatan desenler, genellikle karmaşık, düzgün bir şekilde düzenlenmiş kıvrımlar kazınır. Taban desenleri oyulduktan sonra üzerine ince bir tabaka şeffaf emaye sır uygulanır ve fırınlanır.
Sır şeffaf olduğu için metal taban plakası üzerine kazınmış desenler net bir şekilde görünür. Karmaşık desenler ışığın karmaşık ve çeşitli dağınık yansımalarını yaratır ve saf, yarı saydam sır renkleri ile görüldüğünde tüm parça zengin, parıltılı bir etki sunar. Şekil 3-27'de gösterilen antika kolyenin merkezi mavi kısmı guilloché mine tekniği kullanılarak yapılmıştır. Basse-taille mine 1920'lerden 1930'lara kadar antika mücevherlerde sıklıkla kullanılmıştır, bu da o dönemde popüler bir teknik olduğunu göstermektedir.
Şekil 3-28, şeffaf pembe bir emaye ile kaplanmış gümüş bir taban plakası üzerine ince oyulmuş desenlere sahip antika bir cep saatini göstermektedir.
Günümüzde, basse-taille mine sadece haute couture mücevherlerde bulunmaktadır. Şekil 3-29'da Rus yüksek mücevher markası Ilgiz Fazulzyanov'a ait bir kolye ucu görülmektedir: elinde opal tutan palyaço, basse-taille mine tekniği kullanılarak yapılmış kareli desenlere sahip bir şapka ve ceket giymektedir.
Basse-taille emaye tekniğinin avantajı, metal taban üzerindeki desenler yeterli incelikle işlendiği ve sır rengi saf ve berrak olduğu sürece, parçanın nihai sunumunda sorun yaşanma ihtimalinin düşük olmasıdır. Bu, bir dereceye kadar, emaye pişirme işlemi sırasındaki zorlukları ve hata olasılığını azaltmakta ve üretim sürecinin kontrol edilebilirliğini arttırmaktadır.
Metal üzerine gravür desenleri başlangıçta özel metal gravür aletleri kullanılarak elle yapılıyordu; daha sonra teknik ekipmandaki gelişmelerle yarı manuel metal gravür cihazları ortaya çıktı. Artık birden fazla yöntem elle kazımanın yerini alabiliyor. Örneğin, kayıp balmumu döküm, lazer gravür ve 3D baskı, metal plakalar üzerinde metal gravüre benzer efektler elde ederek teknik zorluk ve maliyeti büyük ölçüde azaltabilir.

Şekil 3-27 Antika kolye ucu

Şekil 3-28 Fransız antika cep saati

Şekil 3-29 Palyaço
5. Plique-à-jour Emaye Tekniği

Özel yapısı nedeniyle, plique-à-jour emaye tekniği pişirme sırasında sıkı bir sıcaklık kontrolü gerektirir. Bu nedenle, bu teknik ancak sabit sıcaklık kontrolü yapabilen emaye fırınları ortaya çıktıktan sonra gerçek anlamda olgunlaşmıştır. Avrupa Sanayi Devrimi'nin buluşları, teknolojik ilerlemeleri ve yenilikleri Art Nouveau döneminde mücevher işçiliğinde bir sıçrama getirdi; plique-à-jour mine tekniği bu dönemden itibaren mücevher tasarımında yaygın olarak kullanılmaya başlandı. Art Nouveau döneminden birçok temsili mineli mücevher parçasında plique-à-jour minesi kullanılmıştır. Şekil 3-31'de Art Nouveau döneminde, 1900'lerden kalma plique-à-jour mineli kolye uçları görülmektedir.
Ajurlu emaye için çeşitli fırınlama yöntemleri vardır. En yaygın olanı, hazırlanan metal çerçeveyi düz bir şekilde yerleştirmek ve altına doğal bir mika tabakası koymaktır. Daha sonra emaye sır, pişirilmek üzere metal çerçevenin boşluklarına yerleştirilir. Mika ve mine sırı yapışkan olmadığından, pişirmeden sonra parça mika tabakasından çıkarılarak plique-à-jour bir mine parçası elde edilebilir. Bu yöntemin avantajı, parçanın düz dururken pişirilmesidir, bu nedenle sıcaklık kontrolü gereksinimleri çok katı değildir ve pişirme daha az zordur; dezavantajı ise pişirmeden sonra emaye tabakasının nispeten kalın olmasıdır, bu da yarı saydamlığı etkiler. Şekil 3-32'de gösterilen ajurlu emaye test parçası aşırı kalın bir plique-à-jour emaye tabakası ve zayıf ışık geçirgenliği sorunları sergilemektedir.

Şekil 3-31 Antika kolye ucu

Şekil 3-32 Aşırı kalın emaye tabakasına sahip Plique-à-jour emaye test parçası
Dikey fırınlama olarak adlandırılan bir başka yöntemde metal çerçeve dik durur ve mine sırı boşluk kenarları boyunca, boşluk dolana kadar dıştan içe doğru eşmerkezli katmanlar halinde uygulanır. Bu yöntem genellikle küçük emaye takı parçaları için kullanılır; bu kitaptaki el işi örneklerinde yer alan plique-à-jour emaye pişiriminde bu yöntem kullanılmıştır. Avantajları, mine tabakasının çok ince ve bittiğinde oldukça yarı saydam olması ve minenin fırınlama sırasında diğer malzemelerle doğrudan temas etmemesi nedeniyle, minenin saf ve yabancı maddelerden arınmış olarak kalmasıdır. Bununla birlikte, bu fırınlama yöntemi çok hassas sıcaklık kontrolünün yanı sıra emayeyi uygularken nemin, zamanlamanın ve tekniğin dikkatli bir şekilde yönetilmesini gerektirir. Küçük bir dikkatsizlik fırınlama sırasında çeşitli sorunlara neden olabilir. Şekil 3-33'te gösterilen plique-à-jour emaye küpeler bu dikey fırınlama yöntemiyle yapılmıştır ve emaye katmanlarının çok ince ve yarı saydam olduğunu görebilirsiniz.
Üçüncü yöntem ise Japonların geleneksel tekniği olan oyuk plique-à-jour emayedir ve çoğunlukla kap yapımında kullanılır. Bizim oyuk plique-à-jour mine dediğimiz yöntem Japonya'da shōtai shippō-yaki (detai shippō-yaki de denir) olarak adlandırılır. Geleneksel işlem, bakır bir alt tabaka üzerinde gümüş teller ve emaye macunu ile emaye işlemede olduğu gibi desenler oluşturmaktır; fırında pişirildikten sonra yüzey taşlanır, ardından alt tabakanın içine bir asit dökülür ve bir dizi işlemden sonra metal alt tabaka aşındırılarak alt tabakasız ve oyuk efektli bir emaye kap üretilir. Şekil 3-34'te Japon geleneksel shōtai shippō eserinin bir parçası görülmektedir. Bu yöntemin avantajları, emayenin geniş alanlarının ışığı geçirebilmesi, desenlerin tellerle son derece ince yapılabilmesi, parçanın nispeten büyük ölçekte tasarlanabilmesi ve bitmiş eserin muhteşem, zarif bir görsel etkiye sahip olmasıdır. Dezavantajları ise sürecin karmaşık olması, üretim süresinin uzun olması, korozyon sürecinin kontrol edilmesinin zor olması ve yüksek bir başarısızlık oranına sahip olmasıdır; Ayrıca, bu tür parçalarda metal bir destek olmadan şeffaf emaye alanları tipik olarak oldukça geniştir. Temel formun yapısal tasarımı makul değilse, emaye ve gümüş teller arasındaki çelişkili gerilimler emaye bölümlerini çatlamaya eğilimli hale getirebilir.

Şekil 3-33 Katı pişirim yöntemiyle pişirilmiş Plique-à-jour emaye küpeler

Şekil 3-34 Japon shōtai shippō vazo
6. Boyalı Emaye Tekniği

Boyalı emaye tekniğinin bir zamanlar Çin'in Guangzhou bölgesinde tamamen gelişmiş olduğunu belirtmek gerekir. Kangxi'nin hükümdarlığının 23. yılında (1684) Qing hükümeti dört kıyı limanını -Guangzhou, Xiamen, Ningbo ve Songjiang- açtı ve denizaşırı ticareti yönetmek için Yue, Min, Zhe ve Jiang gümrüklerini kurdu. Üç yıl sonra, İmparator Kangxi'nin daveti üzerine Fransa Kralı Louis XIV, çeşitli bilgi ve becerilere sahip altı misyonerden oluşan bir heyeti Çin'e gönderdi ve hediye olarak boyalı emaye objeler getirdi. O zamandan itibaren, boyalı emaye tekniği Qing sarayı tarafından tercih edildi. Kangxi döneminde saray, boyalı emaye tekniği ve emaye pigmentlerinin geliştirilmesi üzerine araştırmalara adanmış "İç Saray Emaye Atölyesi "ni kurdu. Tarihi kayıtlar, İç Saray Emaye Atölyesi'nin Fransız ve Guangdong boyalı emaye zanaatkârlarını boyalı emaye eserler yaratmaları için defalarca Pekin'e davet ettiğini göstermektedir. Yongzheng ve Qianlong dönemlerinde Guangzhou bölgesinde giderek daha rafine bir işçilikle büyük miktarlarda boyalı emaye ürünler üretildi; Qianlong döneminin sonlarına doğru seri üretime geçildi ve ürünler Avrupa ve İslam bölgelerine bile ihraç edildi. Yirminci yüzyılın ikinci yarısında, Guangzhou, Huadu Bölgesi, Tanbu Kasabası'nda "Tanbu Özel El Sanatları Qing ateşleme Üretim Kooperatifi" kuruldu; 1981'de "Huaxian Emaye Fabrikası" olarak yeniden adlandırıldı ve 1986'da "Huadu Bölgesi Emaye Fabrikası" kuruldu. Ürünleri çoğunlukla döviz kazanmak amacıyla ihracat için üretilen boyalı emaye eşyalardı. Bu soydan gelen zanaatkârlar bugüne kadar Guangzhou'nun Huadu Bölgesi'nde boyalı emaye üretimi yapmaya devam etmektedir. Guangzhou boyalı emayesinin kendine özgü bir dekoratif tarzı ve teknik özellikleri vardır -Doğu-Batı füzyonu- temaları çoğunlukla Çin çiçek desenleridir ve geleneksel uğurlu motifler genellikle Batılı figürlerle birleştirilir.
Şekil 3-36, resmi rütbe ve zenginliği simgeleyen geleneksel Çin deseniyle süslenmiş, orta-Qing dönemine ait boyalı bir emaye tabağı göstermektedir. Tasarımda "gong ming" (imparatorluk sınavlarında başarı, "halkın ötüşü" için bir homophone) anlamına gelen öten bir horoz bulunmaktadır. Çanakta esas olarak Batı boyama teknikleri kullanılmıştır; Avrupa boyalı minesinden farkı, geleneksel Çin gongbi resminin çizgi çizen fırça işçiliğinin açıkça kullanıldığı dış hatlarda yatmaktadır. Şekil 3-37'de Guangzhou'dan Qing Yongzheng dönemine tarihlenen boyalı bir emaye tabağın detayı görülmektedir. Bu parçada, geleneksel gongbi ana hat tekniği daha net bir şekilde görülebilmektedir.

Şekil 3-36 Orta Çing "Resmi Rütbe ve Zenginlik" desenli çiçek jantlı tabak

Şekil 3-37 Yongzheng dönemine ait boyalı bir emaye tabağın detayı, Qing

Diğer emaye teknikleriyle karşılaştırıldığında, boyalı emaye, emaye sır tozunun inceliği, emaye sır hazırlama yöntemleri, emaye sırın uygulanma şekilleri ve hatta pişirme sıcaklığı bakımından farklılık gösterir, bu nedenle çok özel bir emaye sanatıdır.
Boyalı emaye için emaye sır tozu sıradan emaye sır parçacıklarından çok daha incedir; su ile yıkanamaz veya öğütülemez ve bitkisel uçucu yağlar ve nötr yağlar kullanılarak karıştırılmalıdır. Sırlama yönteminde emayeyi almak ve tasarımı boyamak için son derece ince bir fırça kullanılır, bu nedenle boyama tekniği resme daha yakındır. Pişirme sıcaklığı da diğer emaye tekniklerinden çok daha düşüktür ve 760°C'nin altında kontrol edilmelidir.
Boyalı emaye tekniği, spontane renk denemelerinin yanı sıra çok detaylı işlemlere de olanak tanır; sulu boya veya yağlı boya gibi efektler elde edilebilir. Fırınlama zorluğu diğer emaye tekniklerine göre nispeten daha düşük olsa da, yapımcıdan güçlü boyama becerileri talep eder. Narin ve zengin ifade kabiliyeti nedeniyle hem modern sanat takılarında hem de ticari takı tasarımında popülerdir. Modern sanat takılarının yapımında boyalı emaye çoğunlukla küçük ölçekli imgeleri gerçekleştirmek için kullanılır veya diğer emaye teknikleriyle birleştirilir; ticari takılarda ise genellikle üst düzey saatlerin kadranlarını süslemek için kullanılır.
Boyalı minenin özelliği, çok küçük eserler üzerinde zengin ve hassas resimsel efektler elde edebilmesidir; yapımcıların boyamaya yardımcı olmak için mikroskop kullanmaları bile gerekir, bu nedenle "minyatür boyalı mine" olarak da adlandırılır.
Macar sanatçı Pál Tóth bir zamanlar illüstratördü; 1981 yılında emaye eserler üretmeye başladı. Genellikle emaye ve champlevé tekniklerini kullandığı eserleri yavaş yavaş boyalı mineye doğru kaymıştır. Pál Tóth 20 yıldır boyalı mineye odaklanmış durumda. Profesyonel bir emaye sanatçısı olarak, çoğu bakır yüzeyler üzerine yapılmış çok sayıda boyalı emaye eser üretti. Boyalı emaye çalışmaları 2010 yılında Macar Sanatçılar Birliği Büyük Ödülü'nü kazanan Pál Tóth, İngiltere, Çek Cumhuriyeti, Hollanda, Almanya ve diğer yerlerde yaptığı çalışmalarla sık sık Avrupa çapında sergi açmaya ya da ders vermeye davet edilmektedir. Pál Tóth'un eserlerinin konuları genellikle hayvanlar, bitkiler ve manzaralar da dahil olmak üzere dış mekanlardan gelmektedir. Şekil 3-39'da sazlıklar arasında bir balıkçıl kuşunu tasvir ettiği boyalı emaye kadranı; Şekil 3-40'ta manzara temalı bir kadranı; Şekil 3-41'de ise gökyüzündeki renkli sıcak hava balonlarını tasvir ettiği boyalı emaye kadranlarından bir diğeri görülmektedir. Bu eserler Pál Tóth'un hassas fırça işçiliğini ve doğa sevgisini ortaya koymaktadır.


Şekil 3-40 Boyalı Emaye Kadran 2

Şekil 3-41 Boyalı Emaye Kadran 3
7. Grisaille Mine Tekniği
Grisaille, kabartma benzeri bir etkiye sahip tek renkli gri bir resim anlamına gelir. Polikrom boyalı emayenin aksine grisaille bir parça siyah, beyaz ve grinin çeşitli tonlarından oluşur ve tek renkli bir tebeşir çizimine veya alçak kabartmaya benzer bir etki yaratır.
Emaye tekniklerinin gelişim tarihine bakıldığında, grisaille, boyalı emayenin gelişiminin ilk aşamalarında polikrom boyalı emayeden daha sık kullanılmıştır. Fransa'nın Limoges kenti mineleriyle ünlüdür; kent merkezindeki Limoges Güzel Sanatlar Müzesi Orta Çağ'dan modern döneme kadar uzanan ve çoğu grisaille minelerden oluşan geniş bir koleksiyona ev sahipliği yapmaktadır. Şekil 3-42, 16. yüzyıla ait böyle bir grisaille çalışmasını göstermektedir.

Grisaille emaye ve polikrom emaye boyama ve fırınlama teknikleri genel olarak benzerdir. Aralarındaki fark, grisaille'ın koyu bir emaye zemin üzerine beyaz bir emaye ile boyanmasıdır; zemin genellikle siyah veya koyu mavidir. Grisaille'de kullanılan beyaz mine Fransızca'da "Limoges blanc" olarak adlandırılır; biz buna "Limoges beyazı" diyebiliriz ve Fransa'nın Limoges kentinde üretilir. "Limoges beyazı "nın ortaya çıkışı grisaille tekniğinin gelişimiyle yakından bağlantılıdır. Bu beyaz emayenin özelliği, ince uygulandığında bile güçlü bir örtücülük sağlaması ve tekrarlanan fırınlamalara dayanabilmesidir; bu da grisaille çalışmalarda görülen tek renkli, zengin katmanlı kabartma efektlerinin elde edilmesini mümkün kılar.
Geleneksel grisaille çalışmaları genellikle dini anlatıları ya da portre çalışmalarını konu alır ve figürlerin yüzleri, duruşları ve kostümleri ince ayrıntılarla betimlenerek gerçekçi bir üslupla işlenir. Resim 3-43'te 16. yüzyıl ortalarına ait, Bakire'ye Müjde'yi tasvir eden bir grisaille eser görülmektedir; Bakire'nin giysileri ve arkasındaki perde canlı bir şekilde tasvir edilmiştir.
Muhtemelen renk sınırlamaları nedeniyle, manzara ve mimari de grisaille minede sıkça görülür, ancak genellikle sadece ana figürleri desteklemek için arka plan öğeleri olarak, Şekil 3-44'te olduğu gibi, kentsel binalar bir fon olarak kullanılır.

Şekil 3-43 Müjde (16. yüzyıl ortaları)

Şekil 3-44 Ejderhayı Öldüren Aziz Mikail (1550)
Copywrite @ Sobling.Jewelry - Özel takı üreticisi, OEM ve ODM takı fabrikası

Heman
Mücevher Ürünleri Uzmanı --- 12 yıllık engin deneyim
Merhaba canım,
Ben Heman, iki harika çocuğun babası ve kahramanıyım. Mücevher ürünleri konusunda bir uzman olarak mücevher deneyimlerimi paylaşmaktan mutluluk duyuyorum. 2010 yılından bu yana Hiphopbling ve Silverplanet gibi dünyanın dört bir yanından 29 müşterime yaratıcı mücevher tasarımı, mücevher ürünü geliştirme ve üretim konularında yardımcı ve destek oldum.
Mücevher ürünü hakkında herhangi bir sorunuz varsa, beni aramaktan veya e-posta göndermekten çekinmeyin ve sizin için uygun bir çözümü tartışalım ve işçilik ve mücevher kalitesi ayrıntılarını kontrol etmek için ücretsiz mücevher örnekleri alacaksınız.
Birlikte büyüyelim!













