
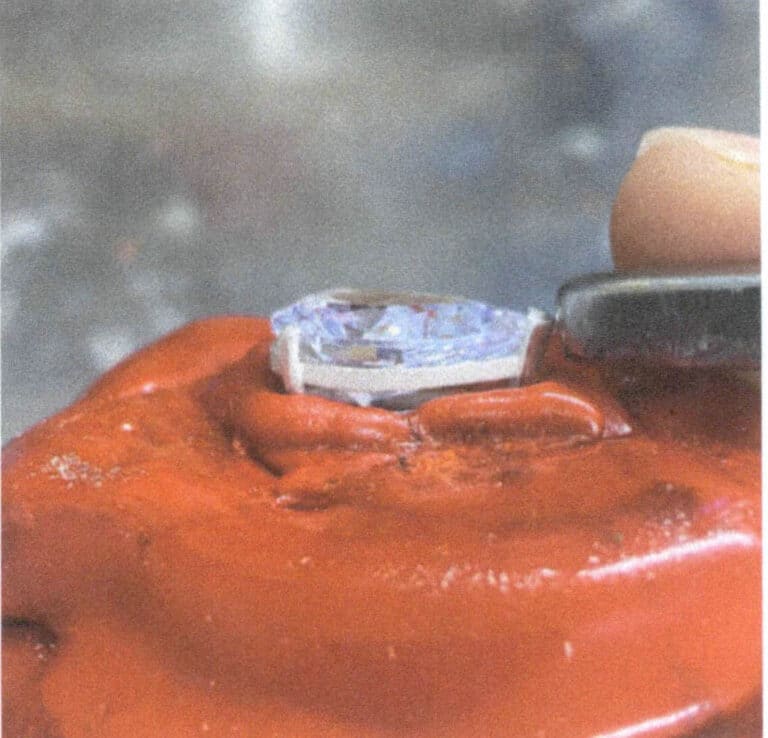
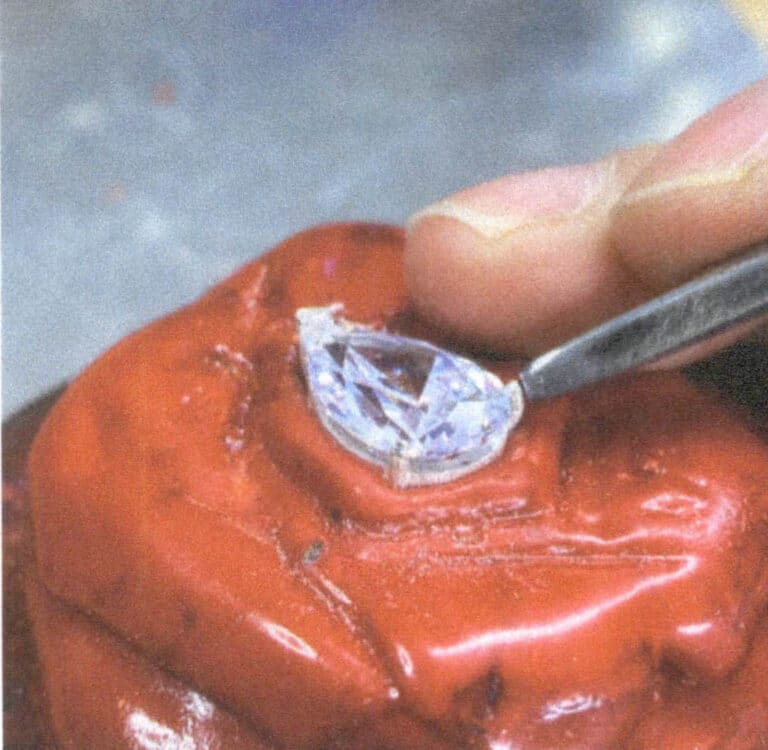
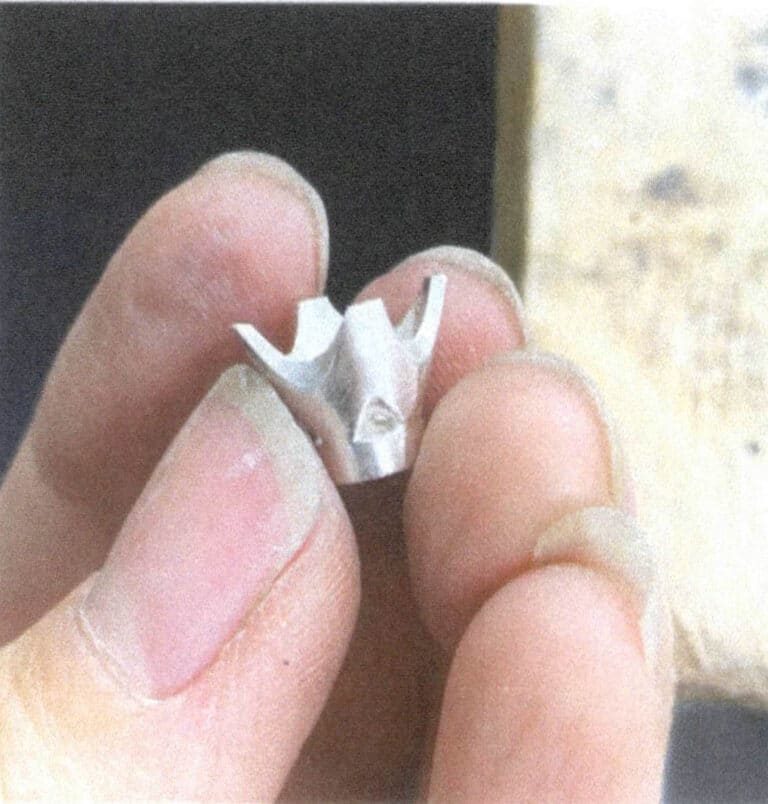
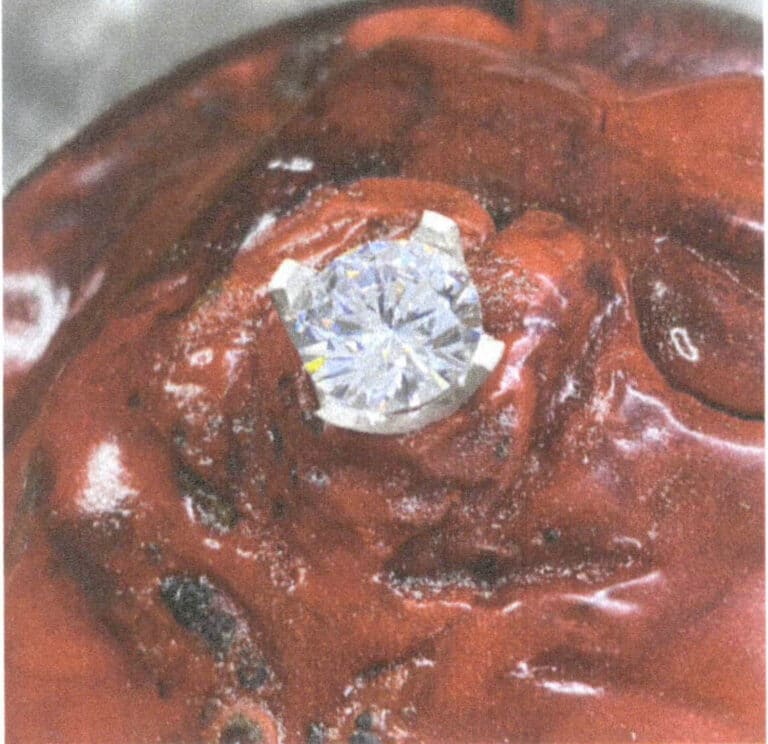
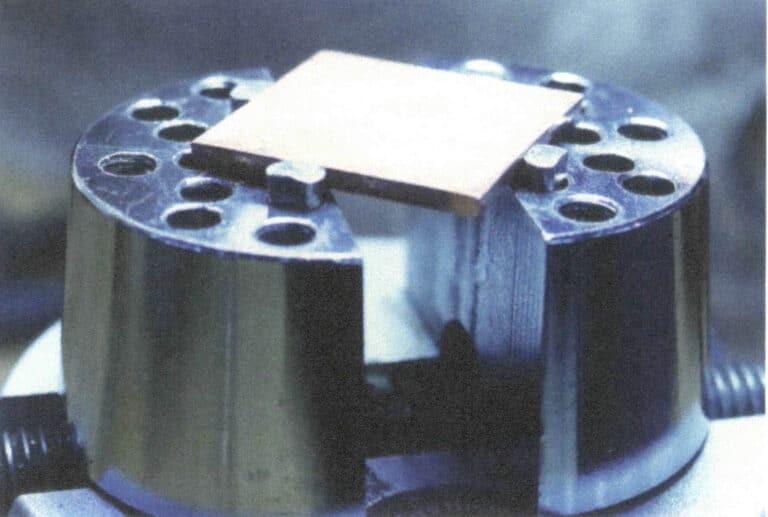
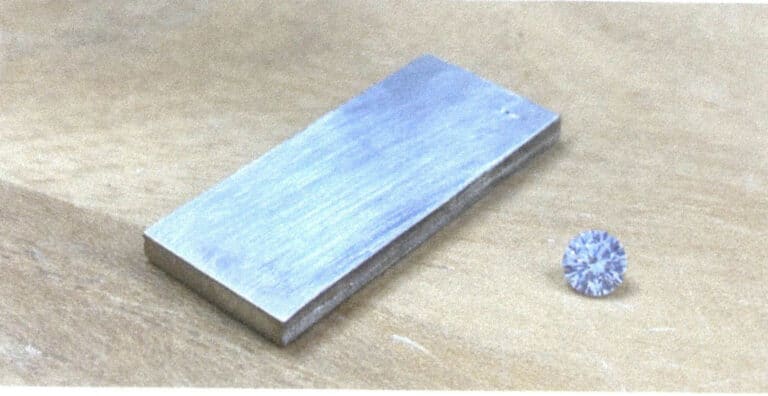
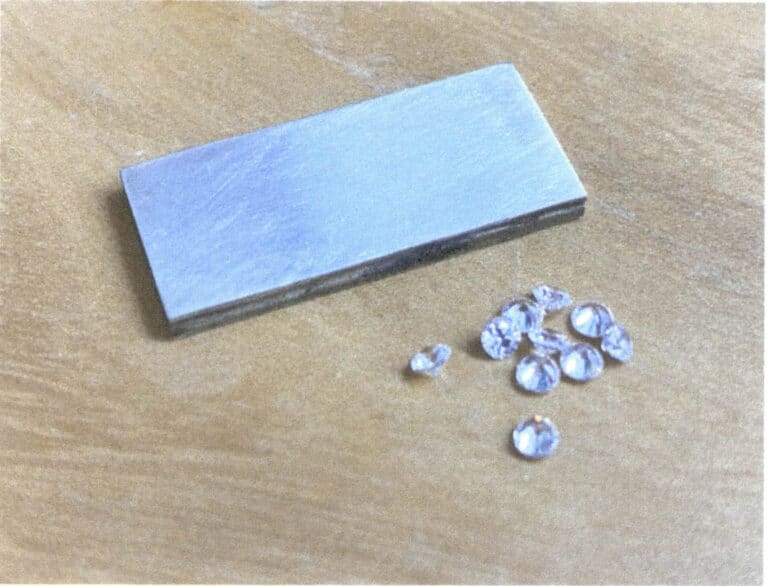
Şekil 3-3 Taş yuvasının ve değerli taşın hazırlanması
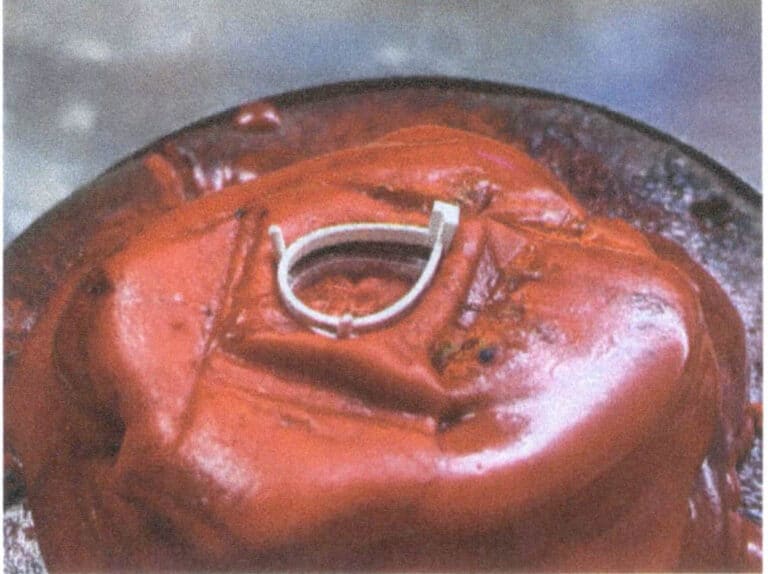
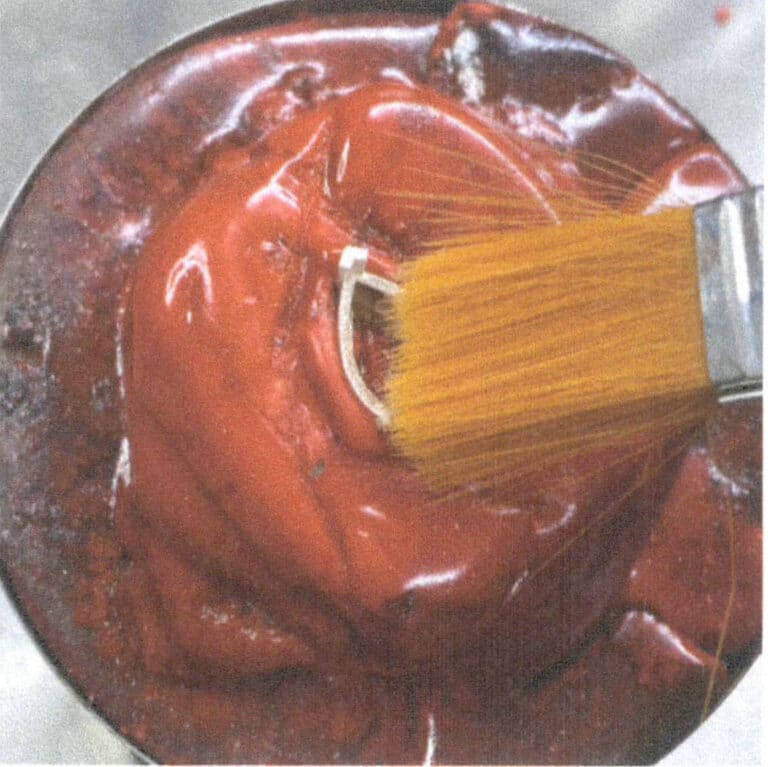
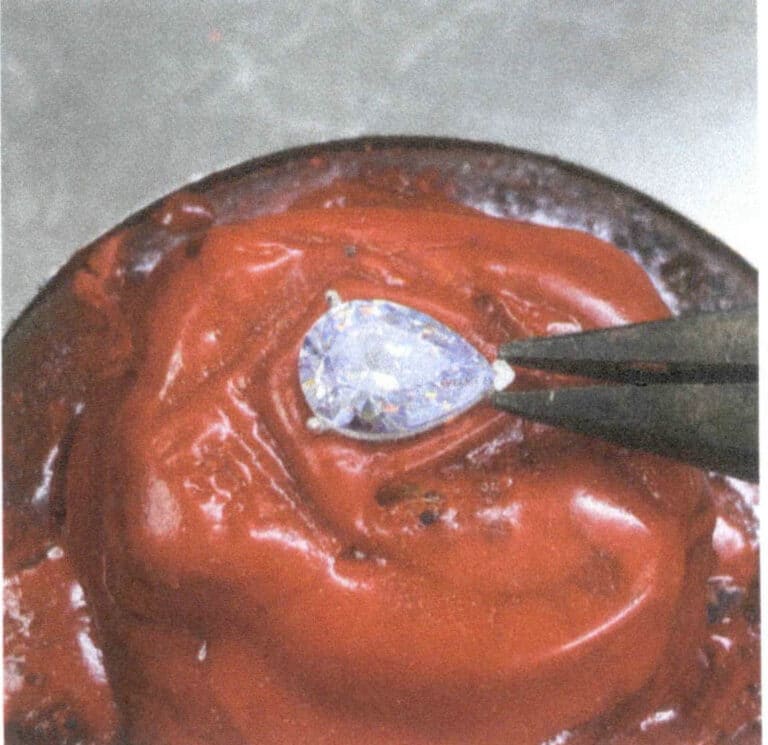
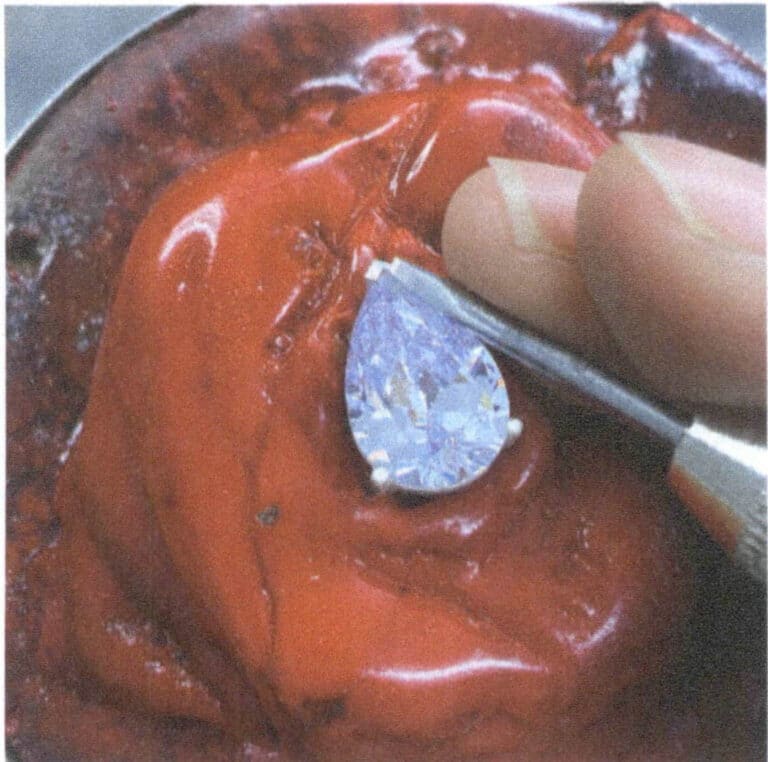
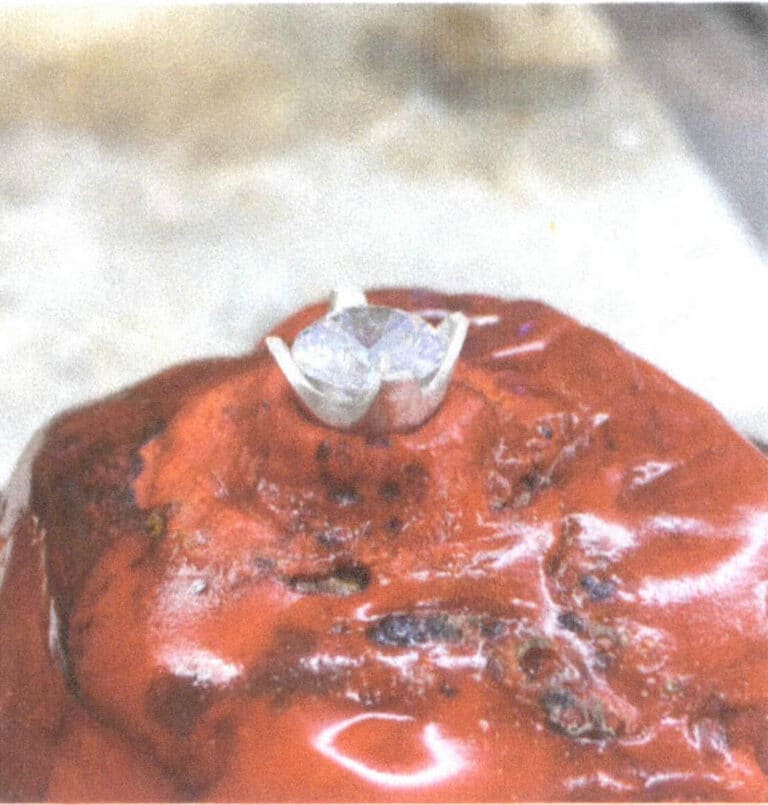
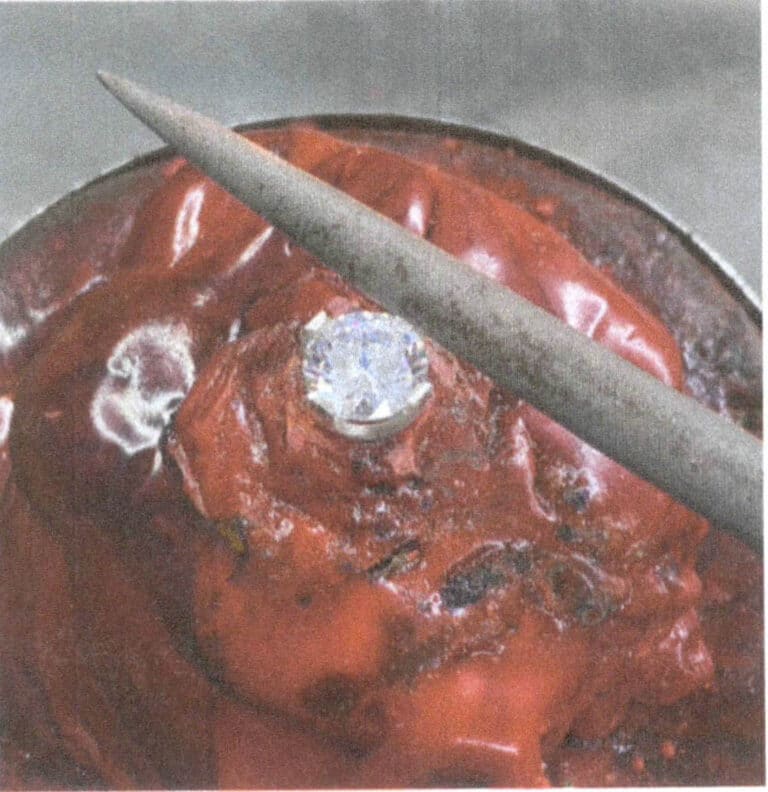
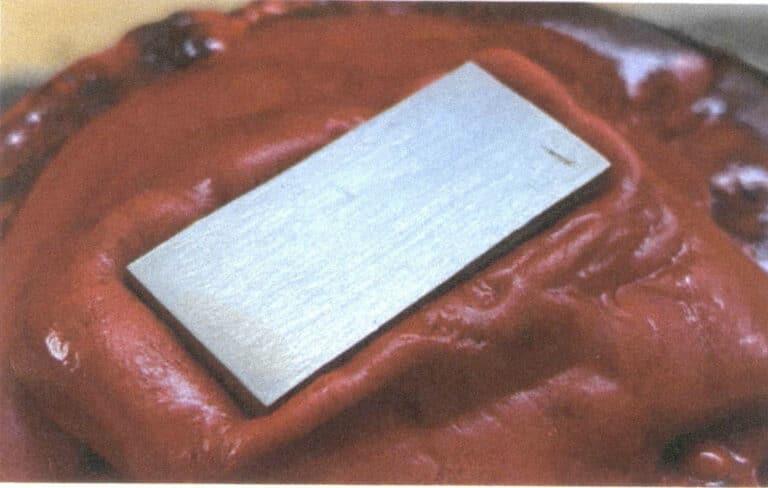
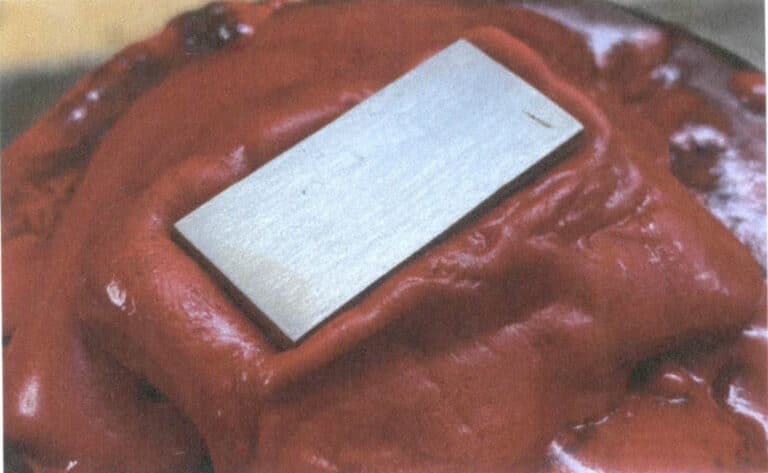
Şekil 3-4 Sızdırmazlık mumu uygulaması
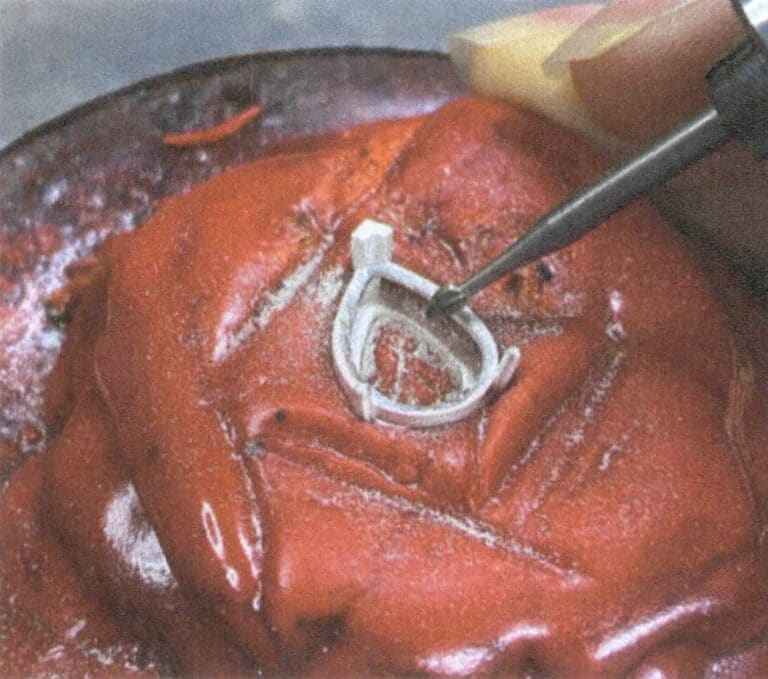
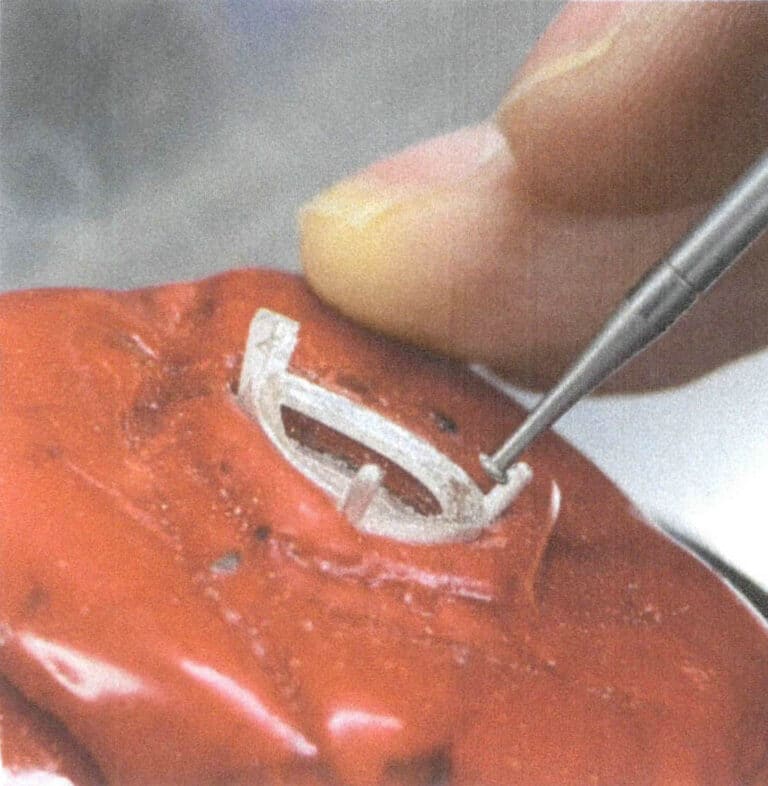
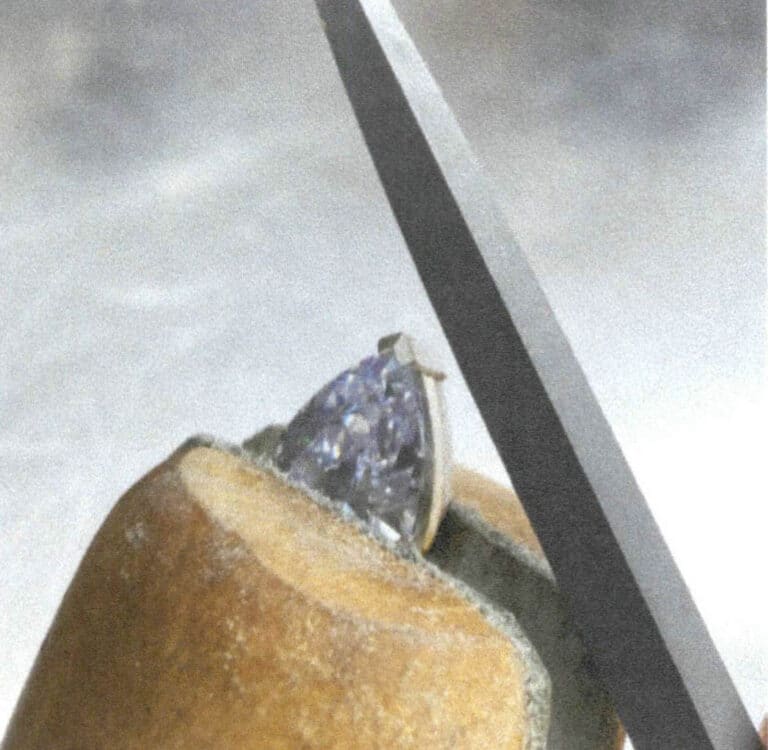
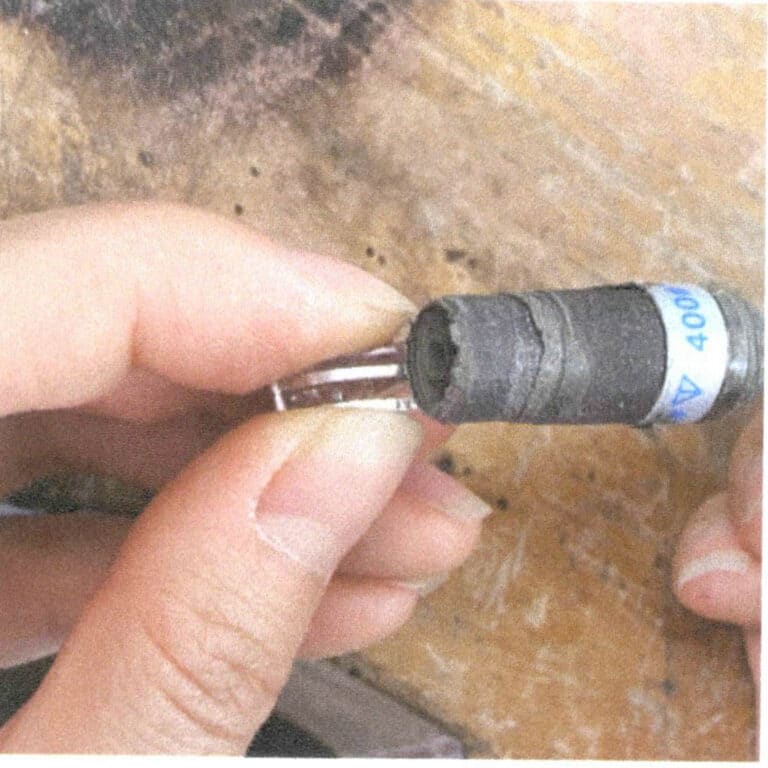
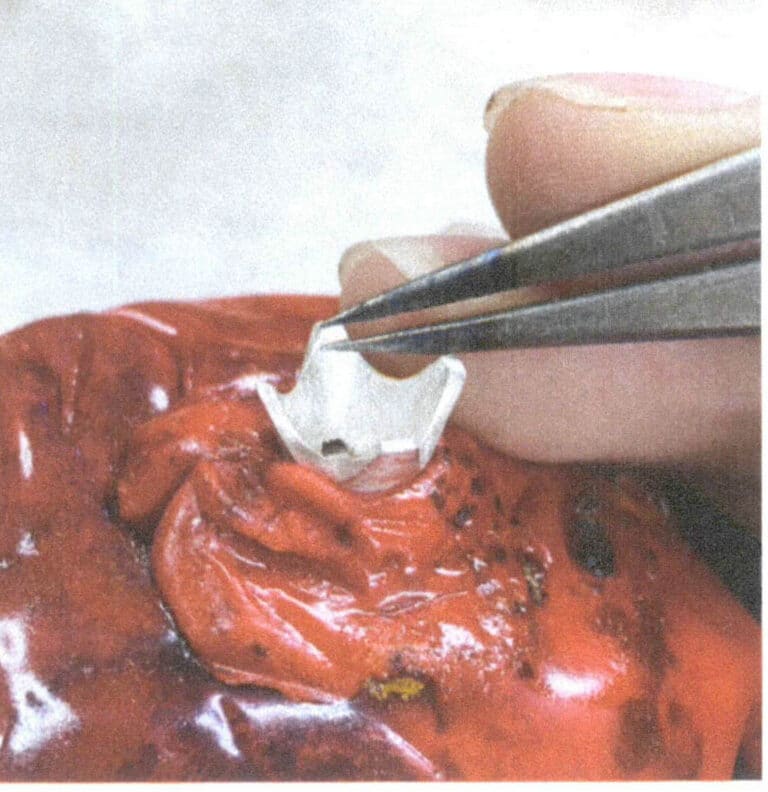
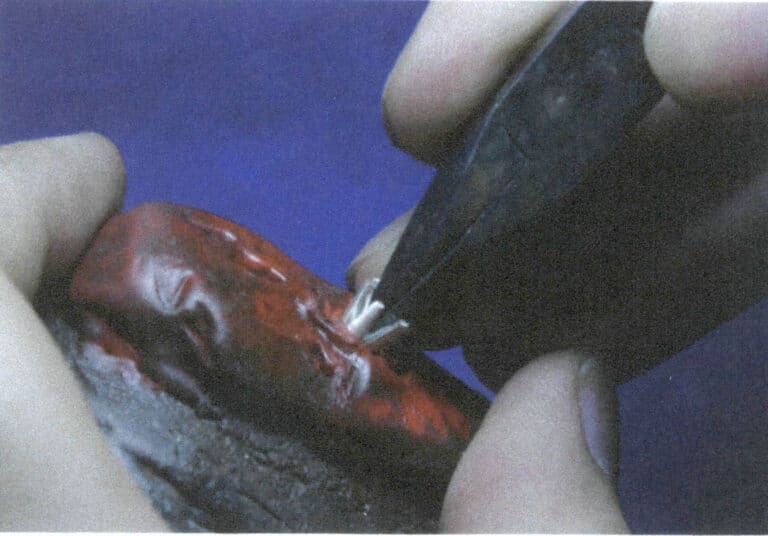
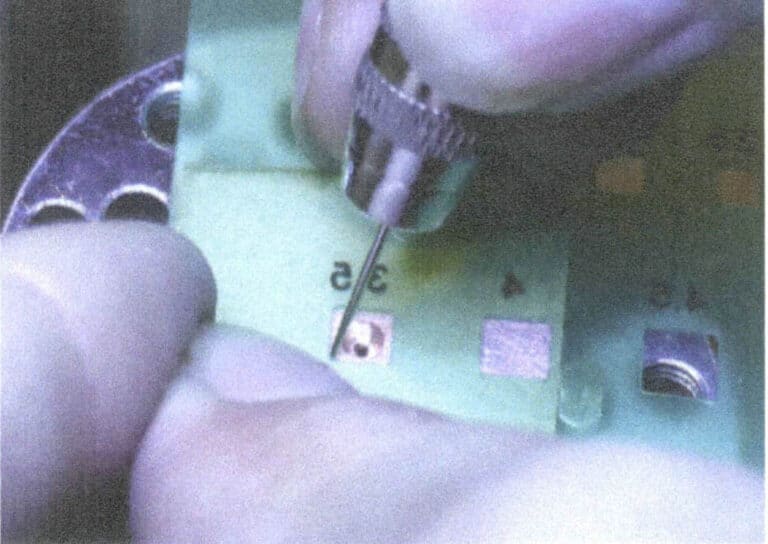
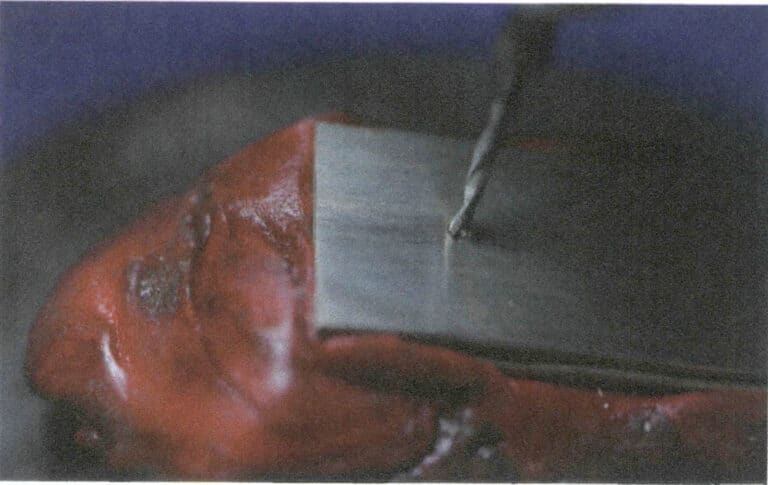
Şekil 3-5 Taş yerleştirme yüzeyinin şeftali uçlu freze ile parlatılması
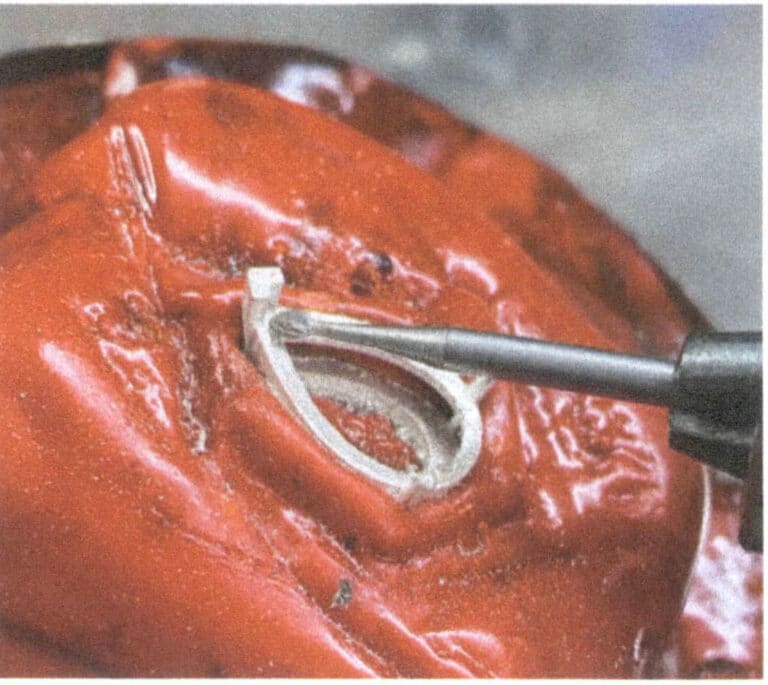
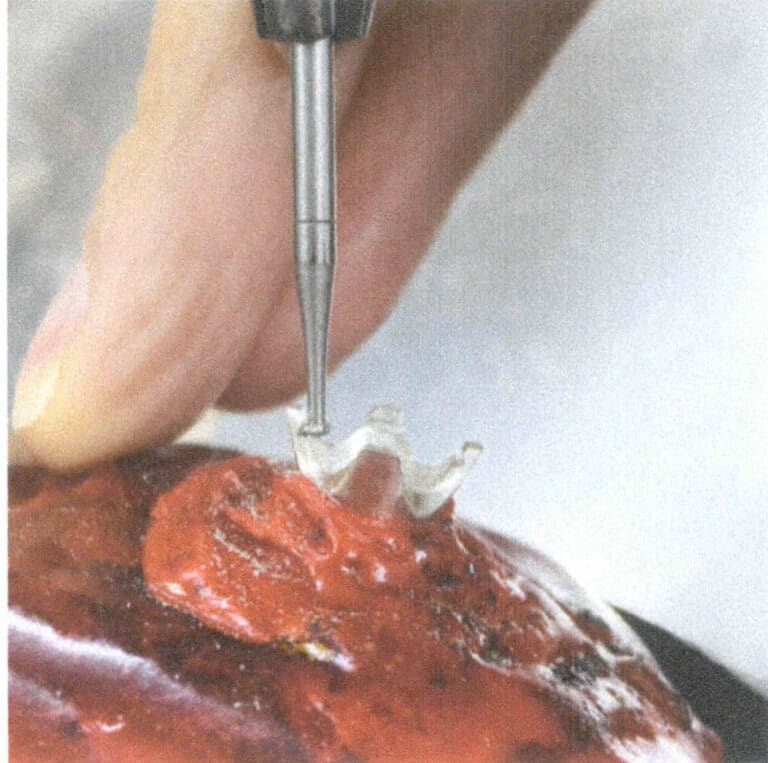
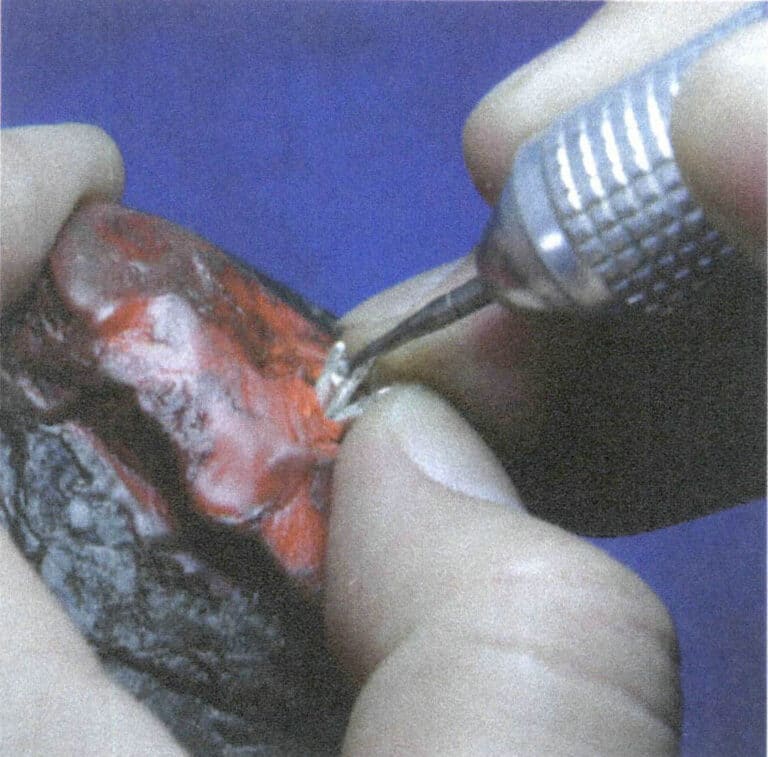
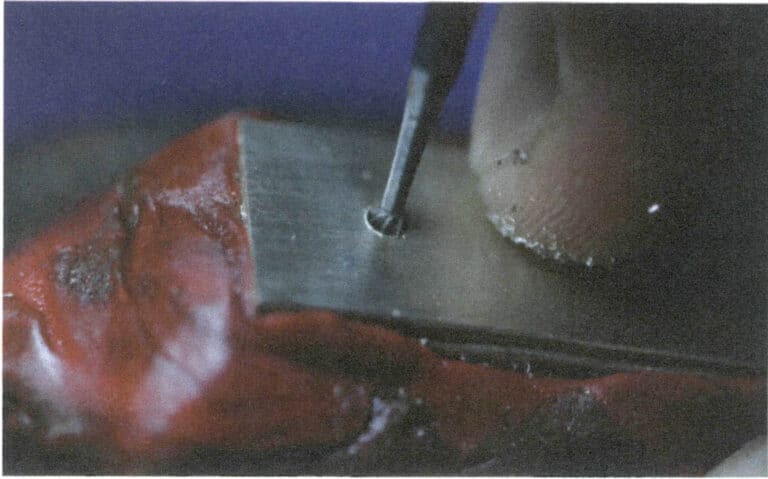
Şekil 3-6: Damla şeklindeki taş yuvasının keskin köşesinin şeftali uçlu freze ile parlatılması
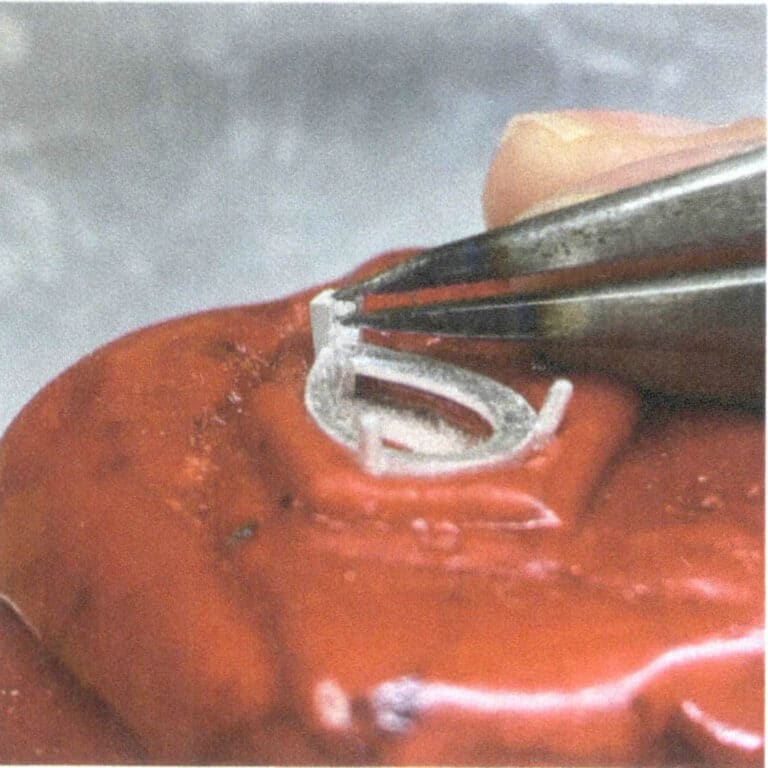
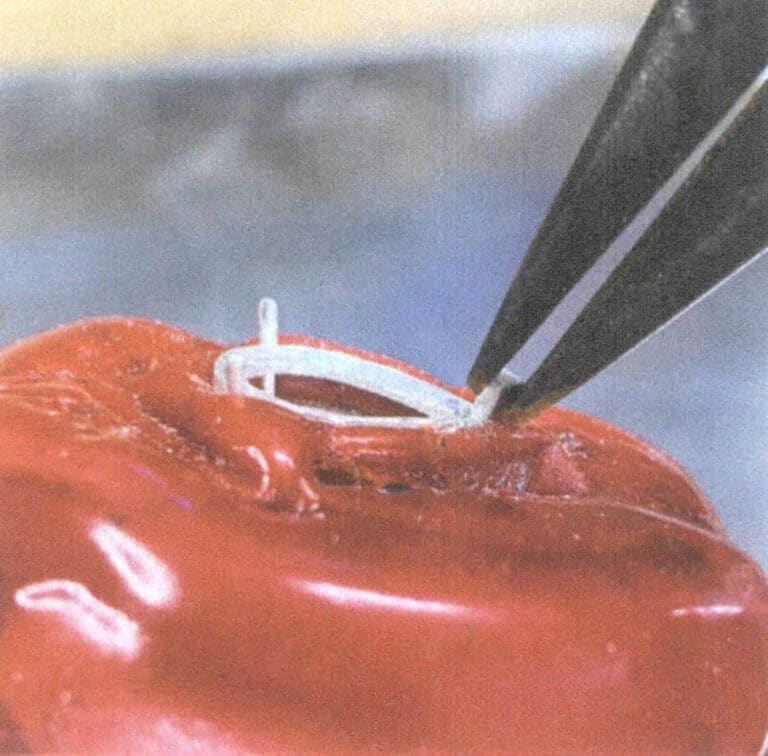
Şekil 3-7 Oluk konumunun işaretlenmesi
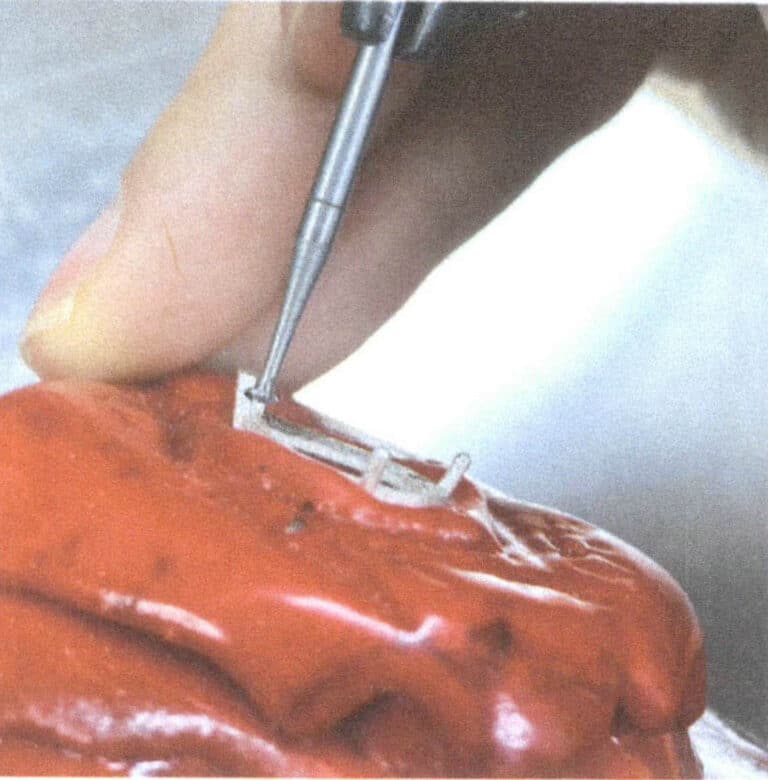
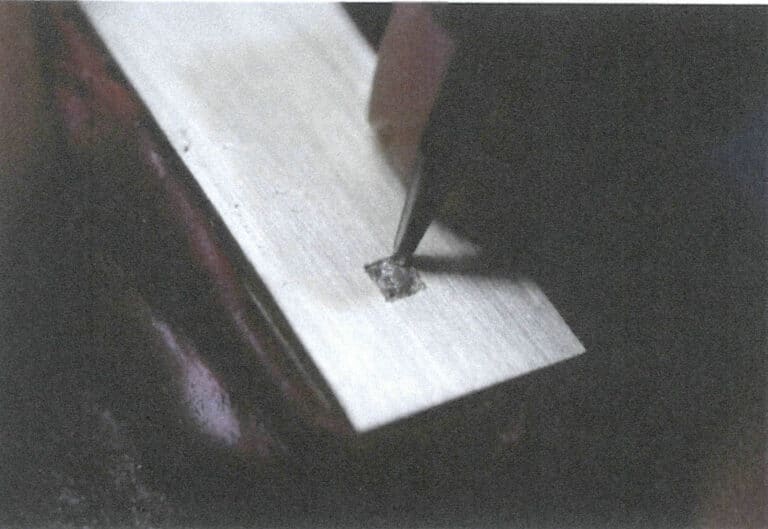
Şekil 3-8 Disk freze ile köşe çıkıntısının taş yerleştirme pozisyonunun açılması

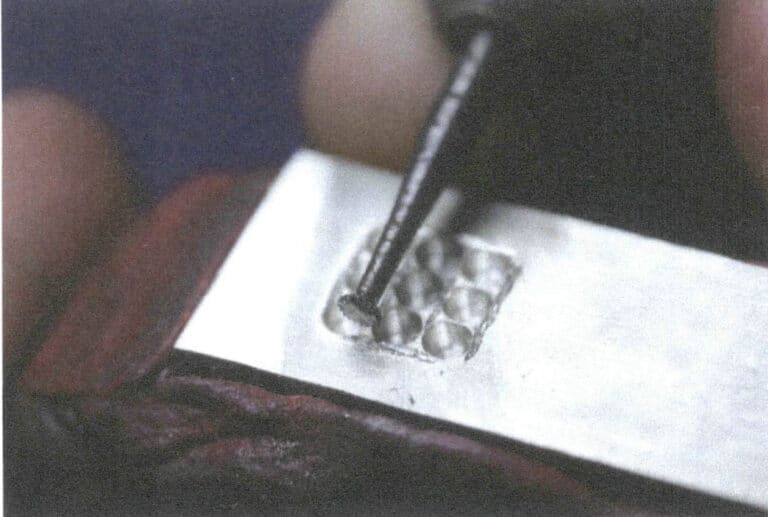
Şekil 3-9 Köşedeki taş yerleştirme pozisyonunun, top uçlu freze ile köşe kısmında açılması
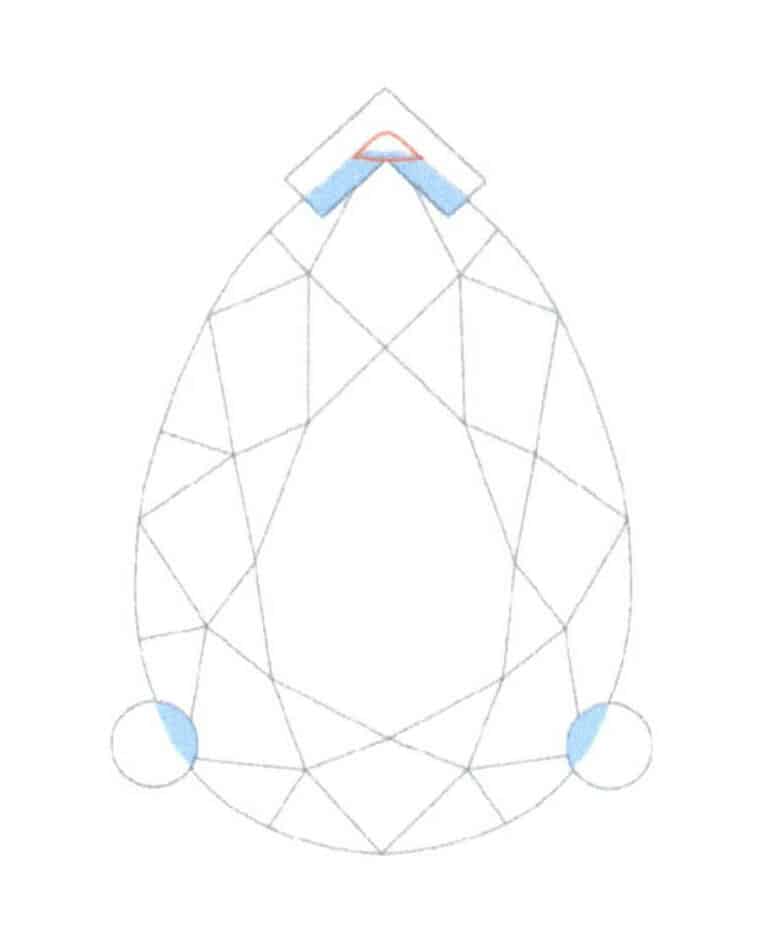
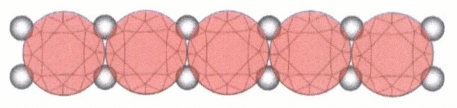
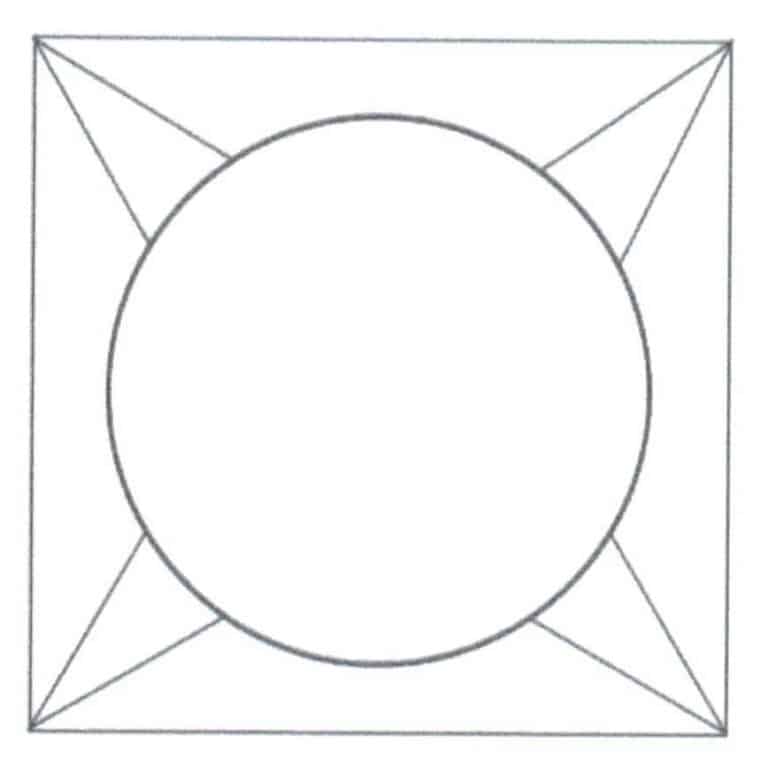
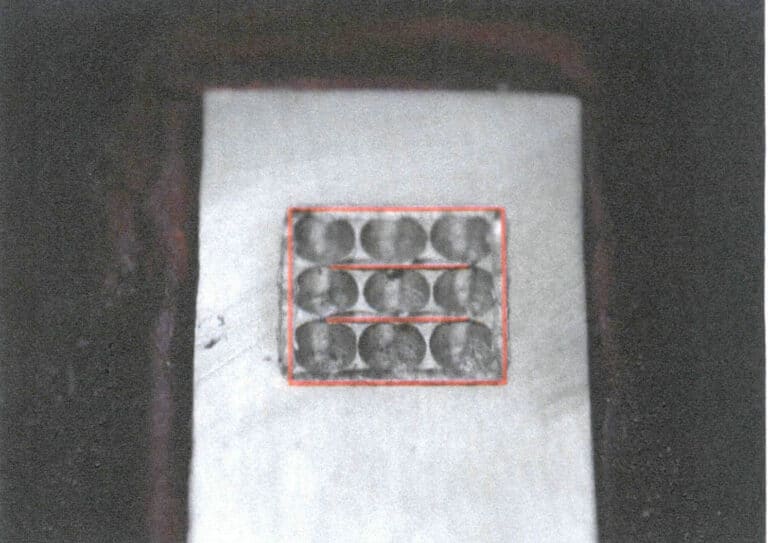
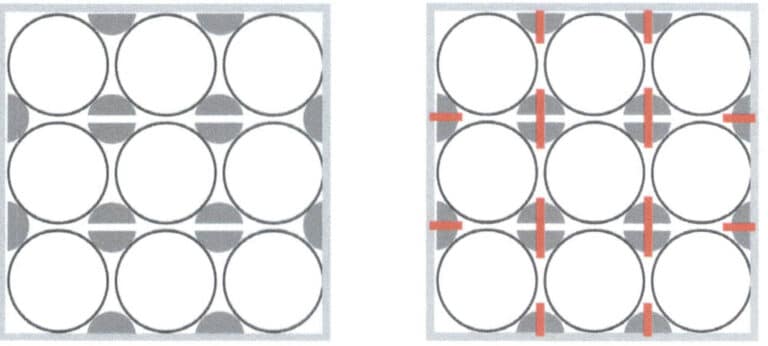
Şekil 3-10 Taş yerleştirme pozisyonunun açılması (mavi işaretli yol disk frezesi içindir, kırmızı kutulu yol bilye frezesi içindir)
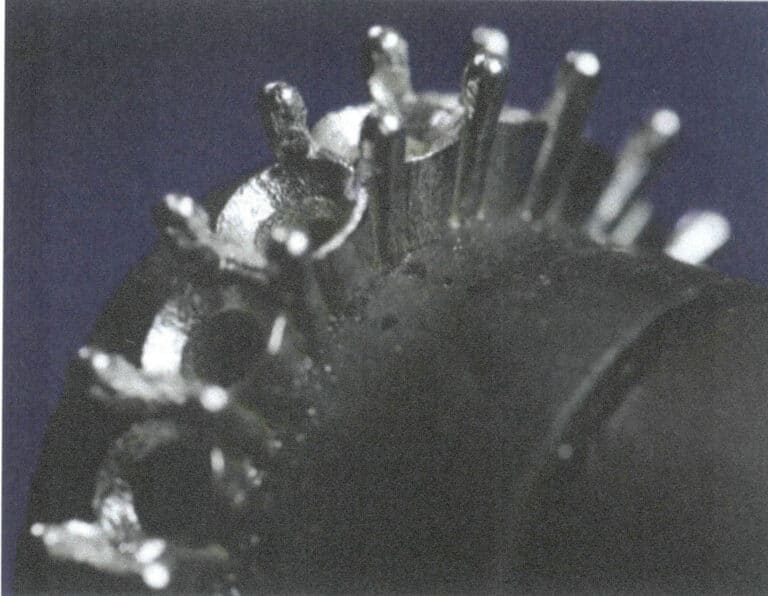
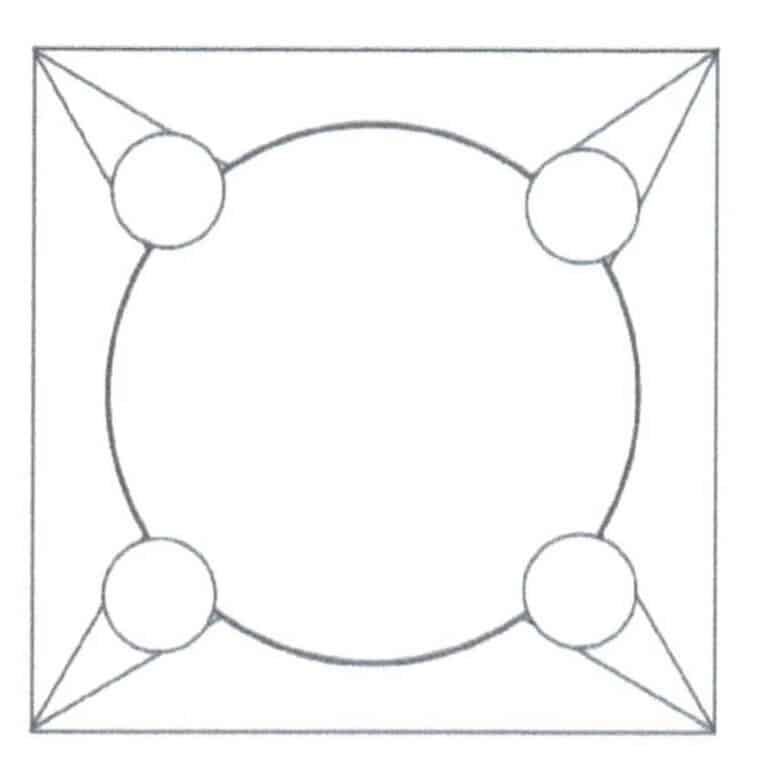
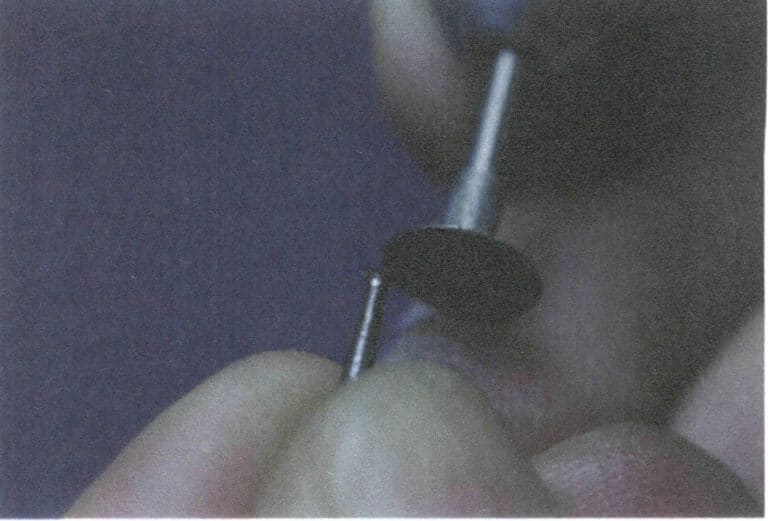
Şekil 3-11. Tırnaklı yuvalarda taş yerleştirme pozisyonu için disk frezesi.
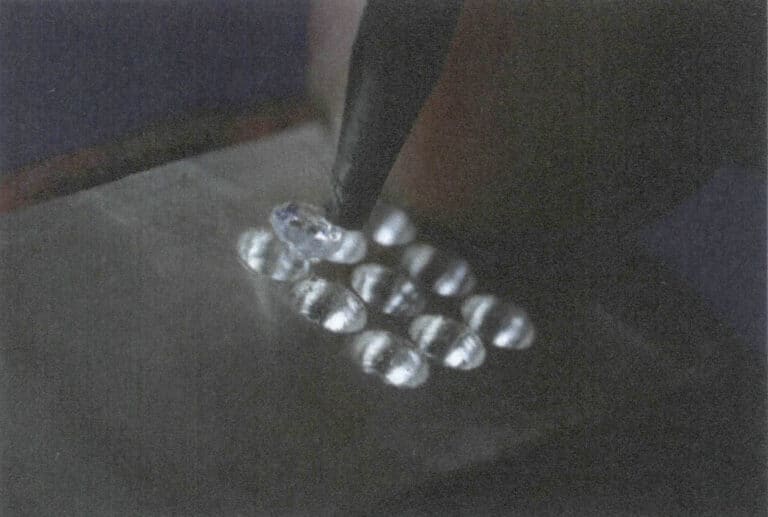
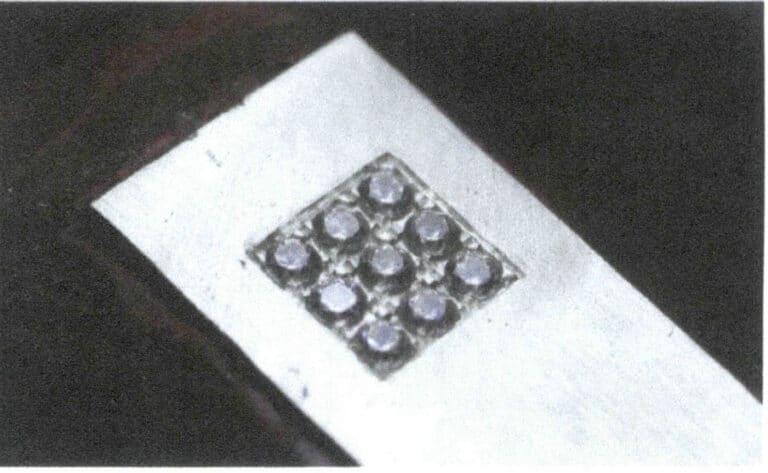
Şekil 3-12 Taş yerleştirme pozisyonunun temizlenmesi

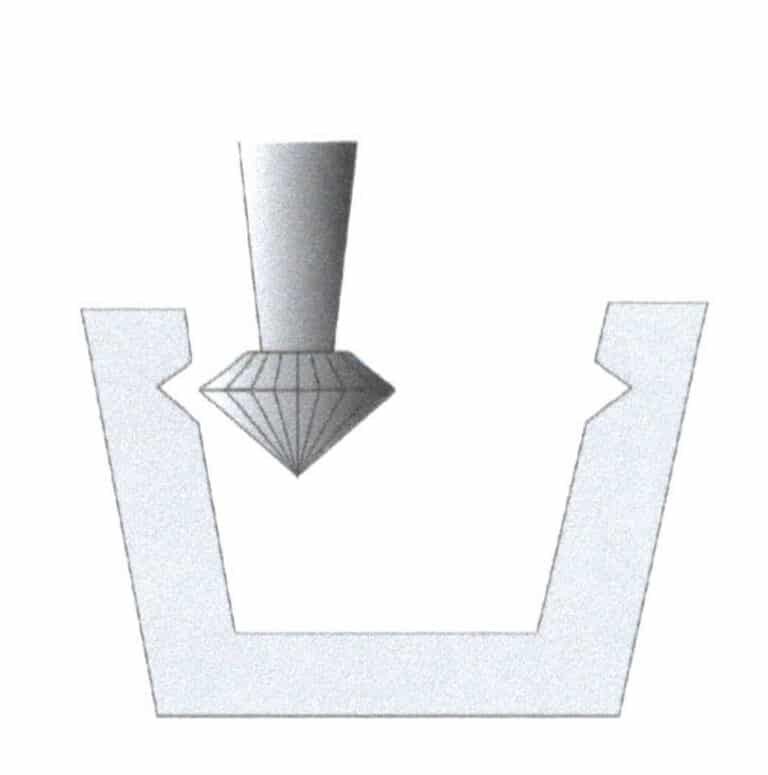
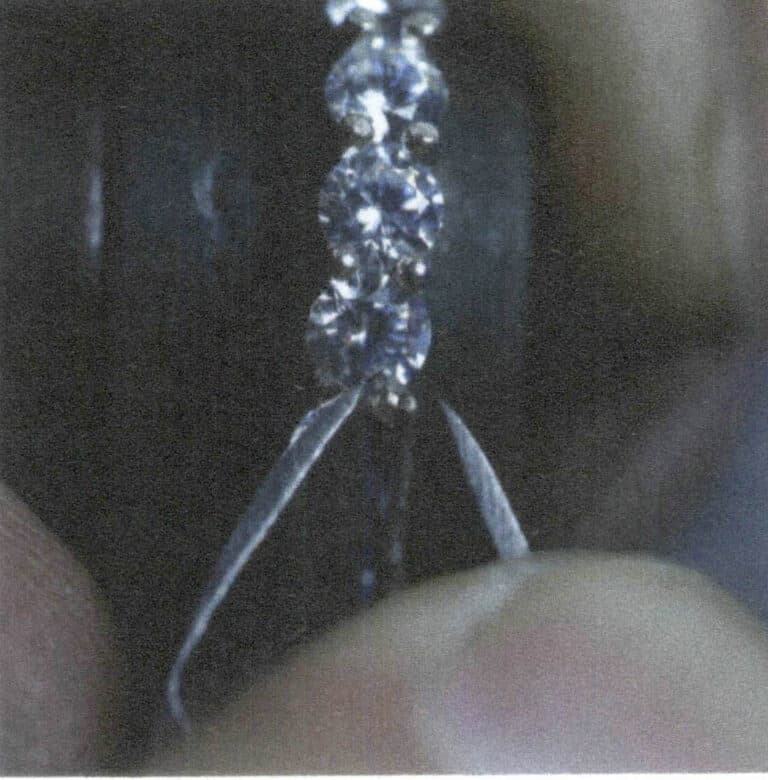
Şekil 3-14 Taş Yerleştirme İşleminin Yan Görünümü

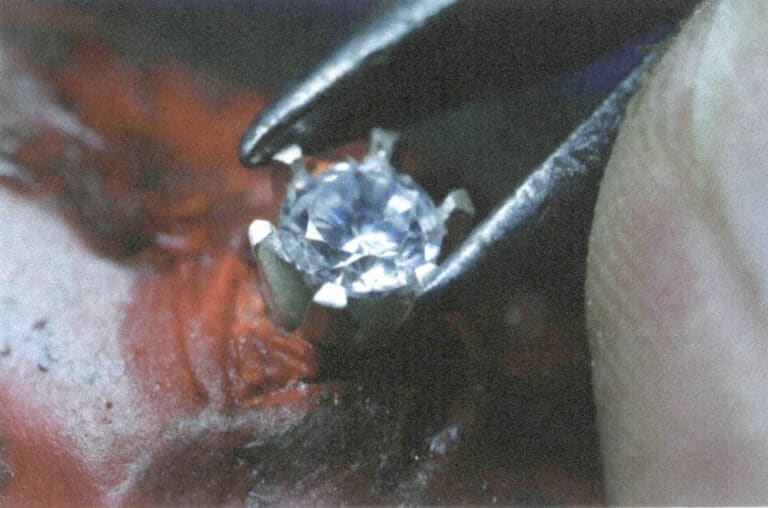
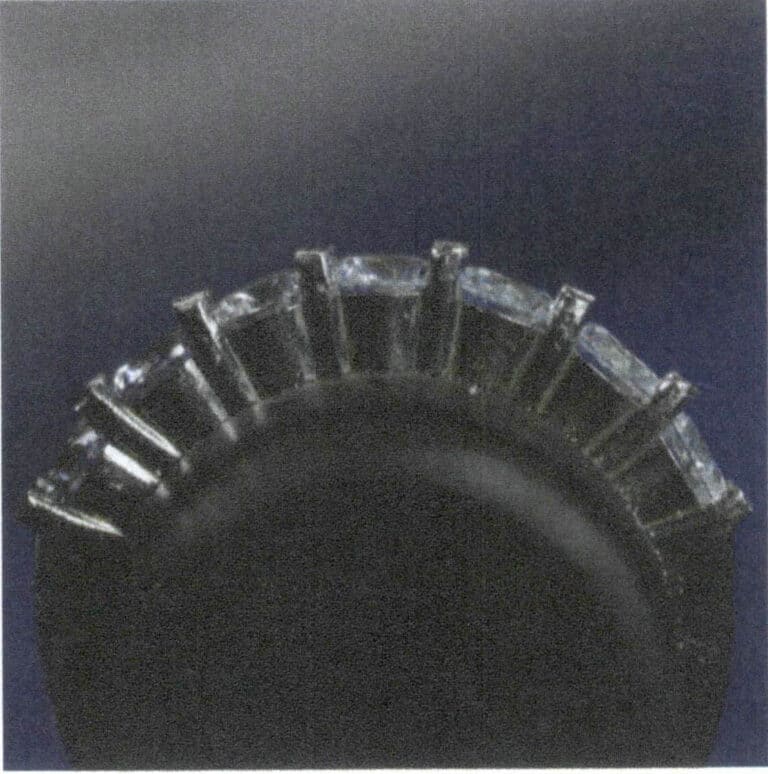
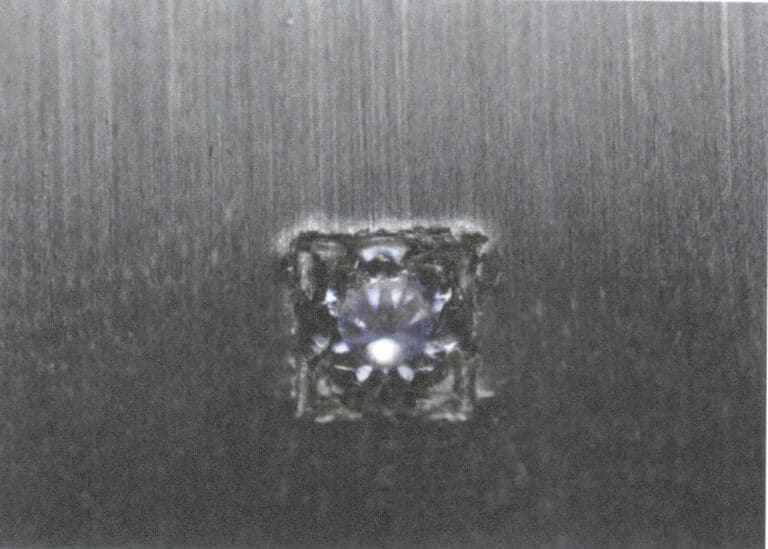
Şekil 3-15 Taş Yerleştirme İşleminin Üstten Görünümü
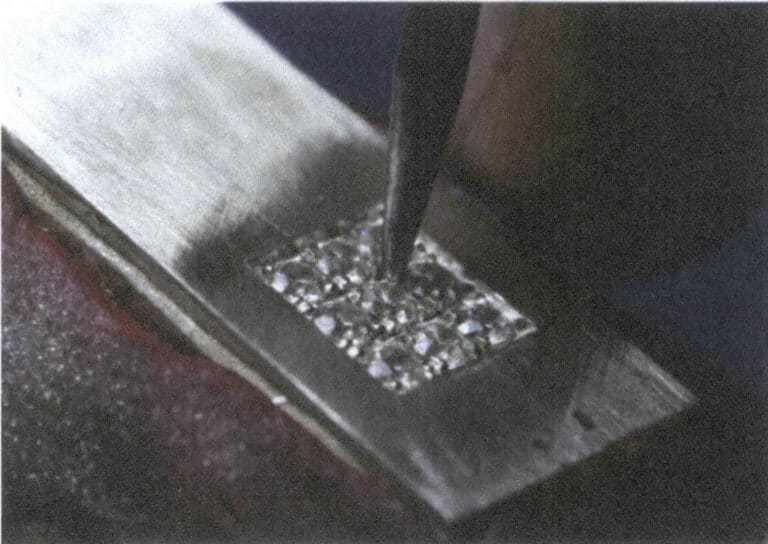
Şekil 3-16 Köşe çatallarını itme
Şekil 3-17 Silindirik çatalların itilmesi
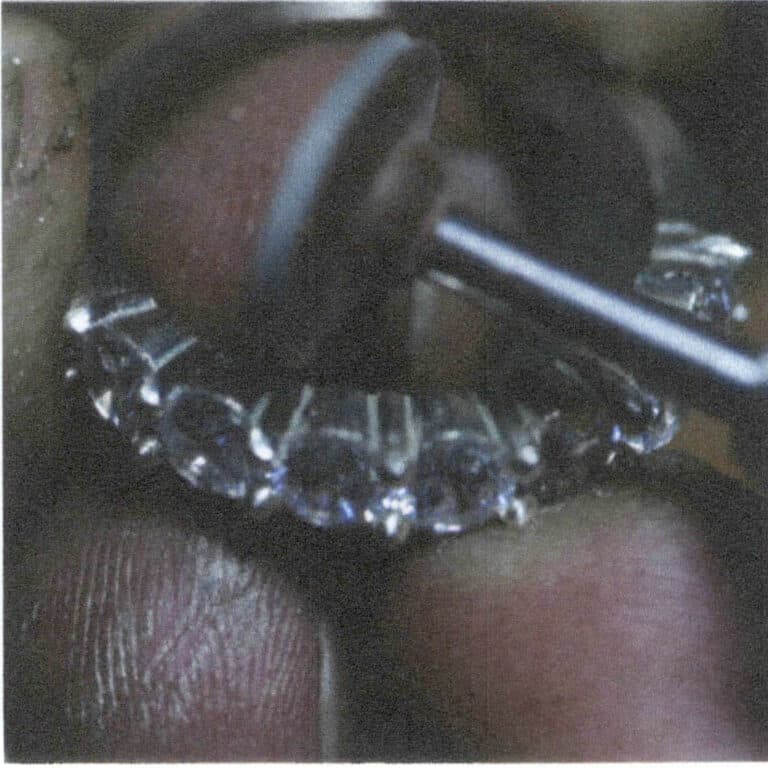
Şekil 3-18 Köşe çıkıntılarını sivri uçlu pense ile sıkıştırma
Şekil 3-19 Keskiyle Düzeltme
Şekil 3-20 Köşe Pençesinin Bileylenmesi
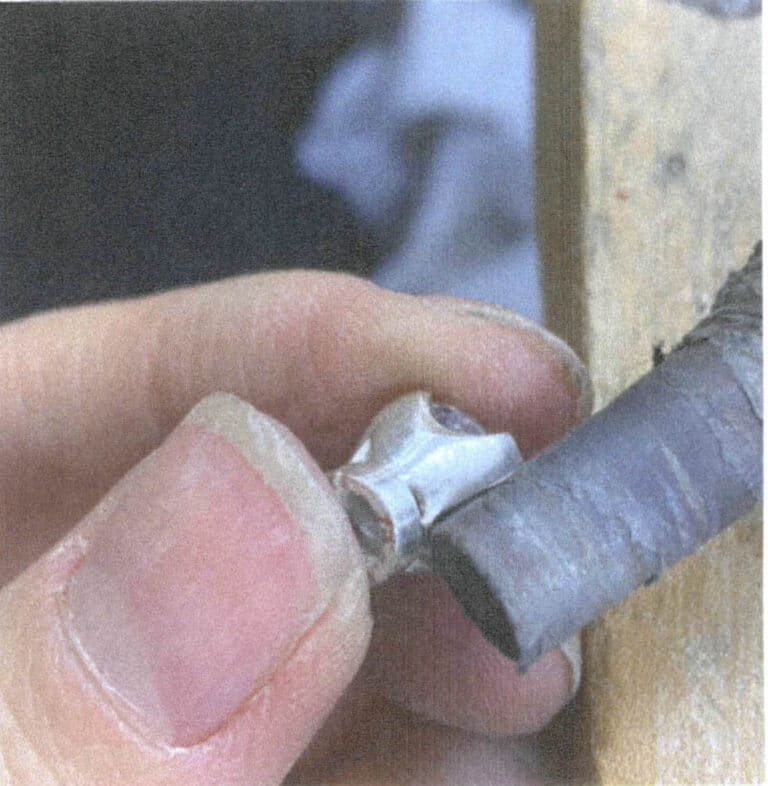
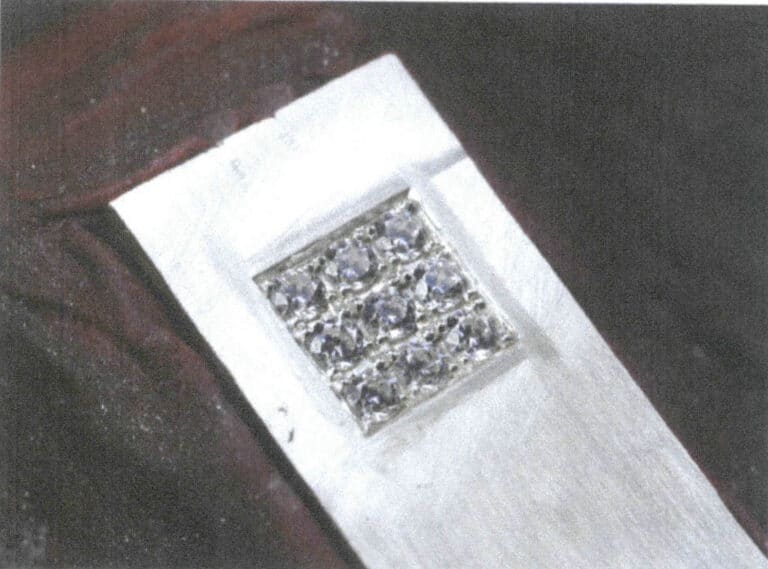
Şekil 3-21 Parlatma

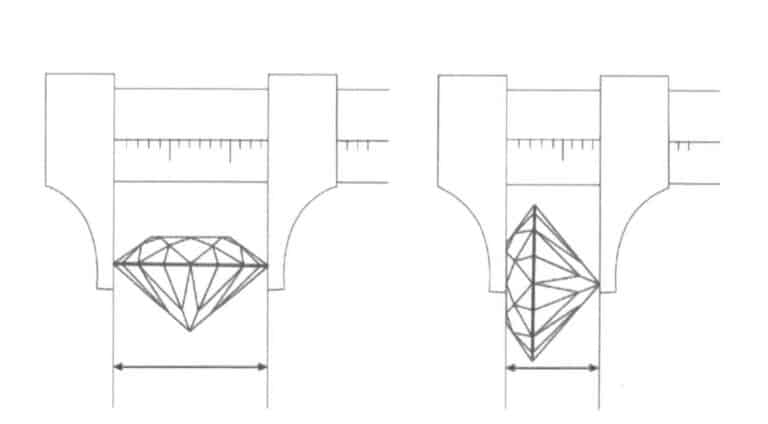
Şekil 3-24 Değerli taşın boyutunun ölçülmesi
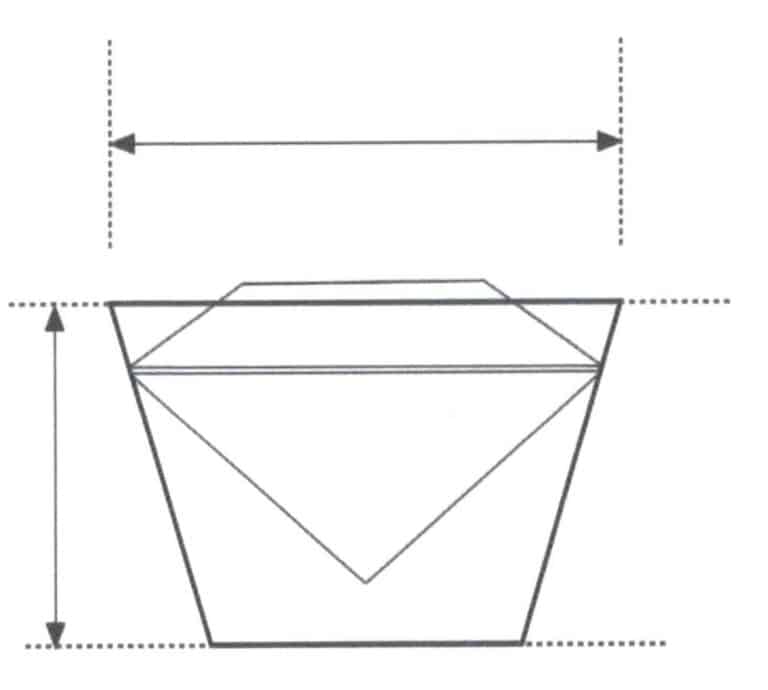
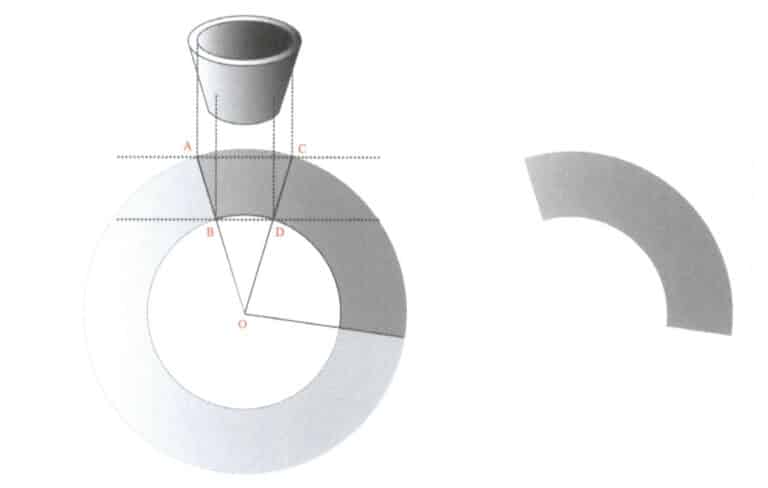
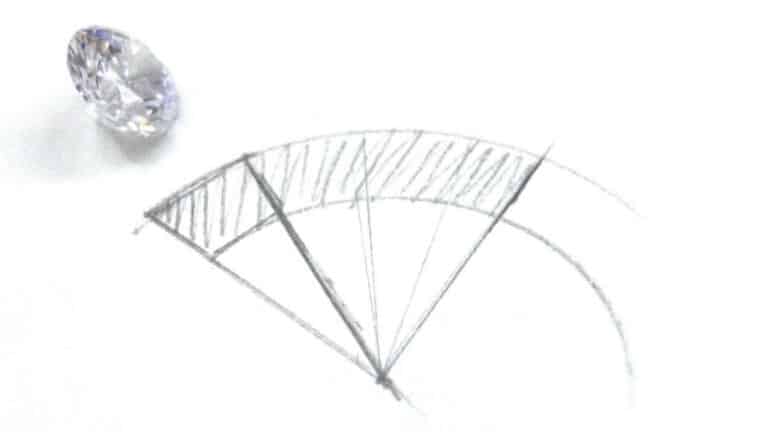
Şekil 3-25 Taş Yerleşiminin Yan Görünümünün Çizimi
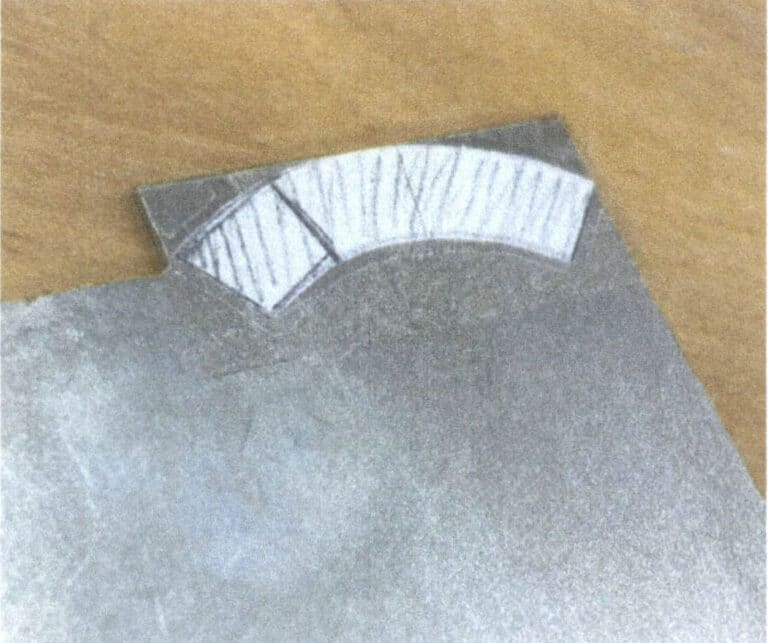
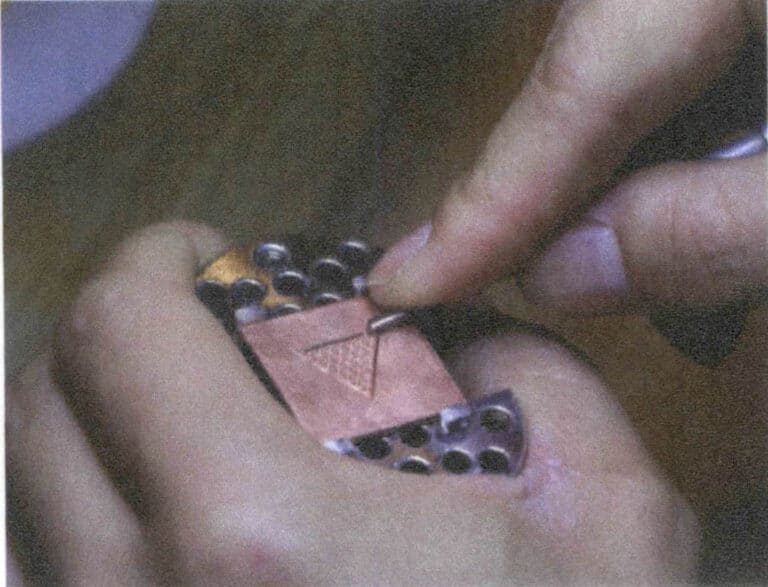
Şekil 3-28 Çizilen sektör kağıdını metal parçaya yapıştırın.
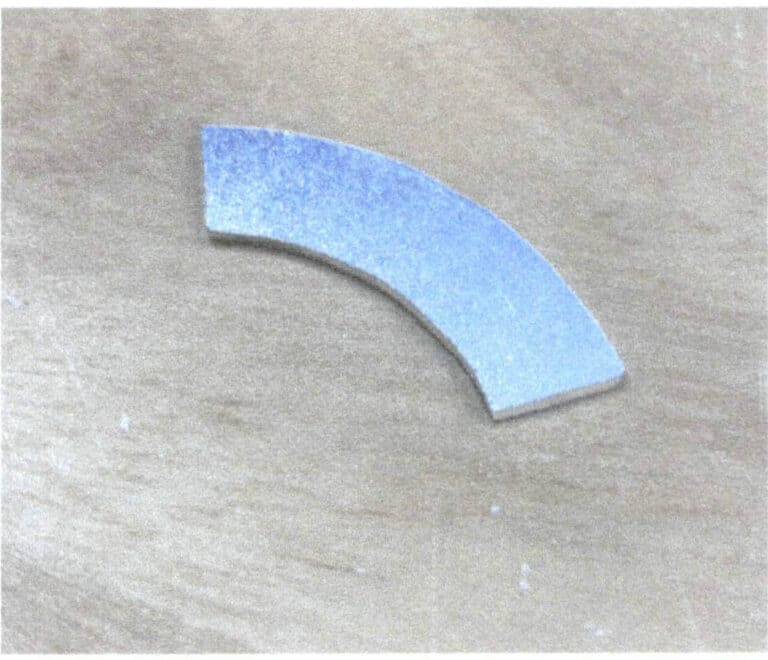
Şekil 3-29 Metal levhanın kesilmesi

Şekil 3-30 Yelpaze şeklindeki metal parçanın bükülmesi

Şekil 3-31 Eklemlerin kaynaklanması
Şekil 3-32 Şeklin ayarlanması (1)
Şekil 3-33 Şeklin ayarlanması (2)

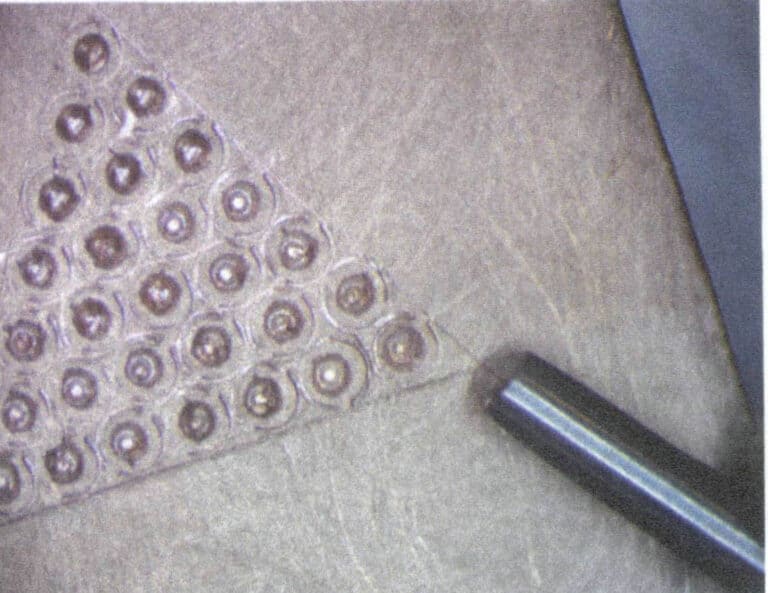
Şekil 3-34 Yardımcı Çizgilerin İşaretlenmesi
Şekil 3-35 İçbükey Yay Taşlama (1)
Şekil 3-36 İçbükey Yay Taşlama (2)

Şekil 3-37 İçbükey Yayın Parlatılması (3)

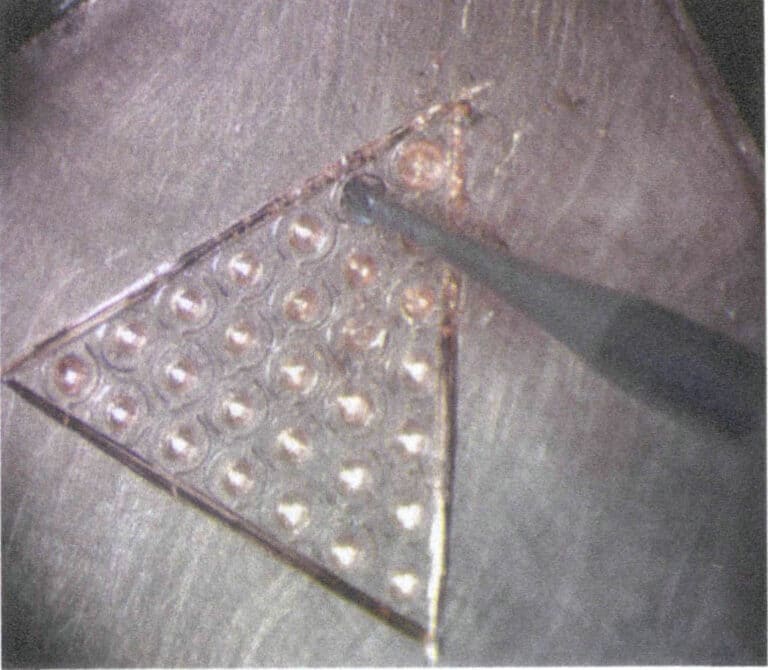
Şekil 3-38 Kaynak Sonrası Metalin Temizlenmesi
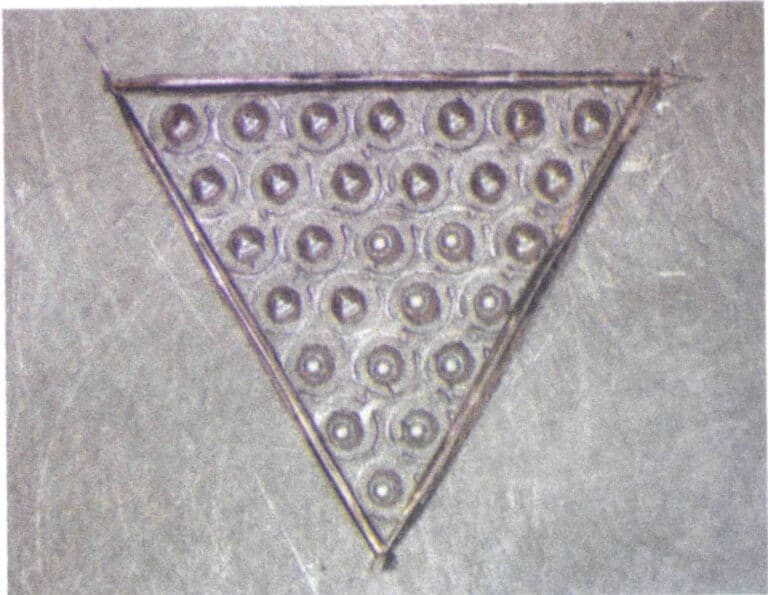
Şekil 3-39 Ön Hazırlık Son İşlemleri

Şekil 3-40 Sızdırmazlık mumu uygulaması.
Şekil 3-41 Çatal uçlarının konumunu inceleyin.
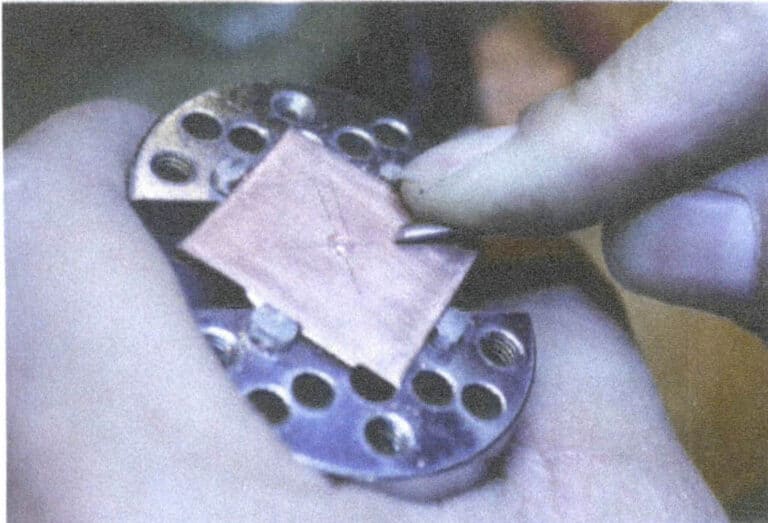
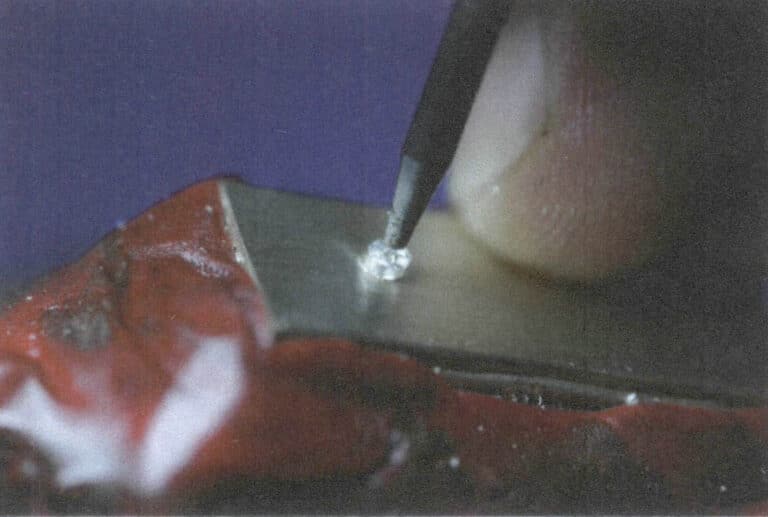
Şekil 3-42 Taş yerleştirme pozisyonunun açılacağı yerin işaretlenmesi
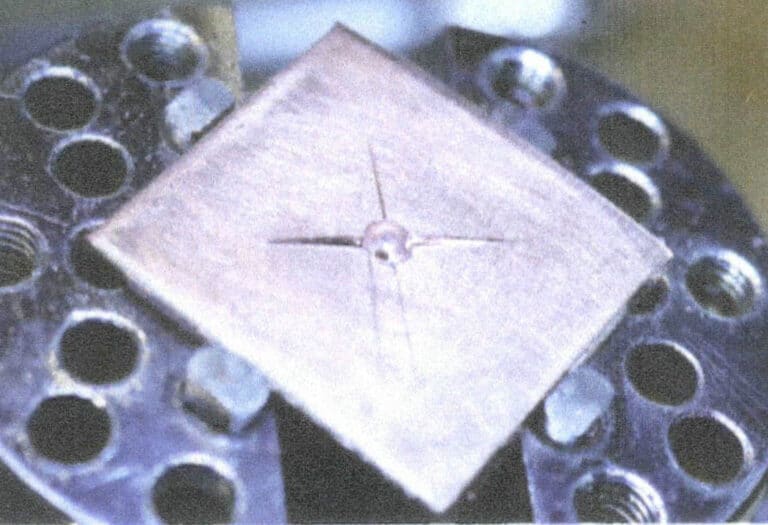
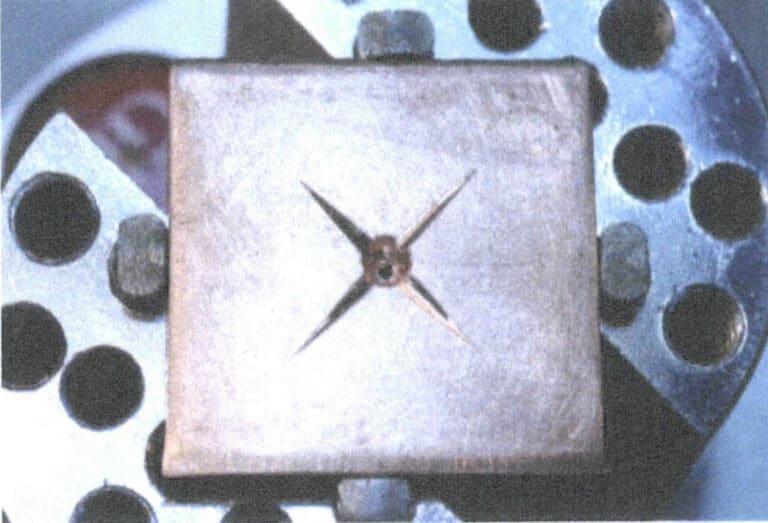
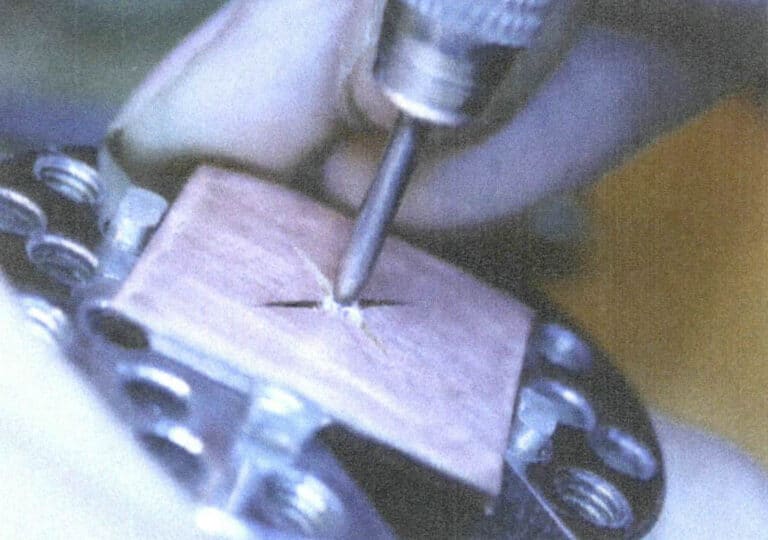
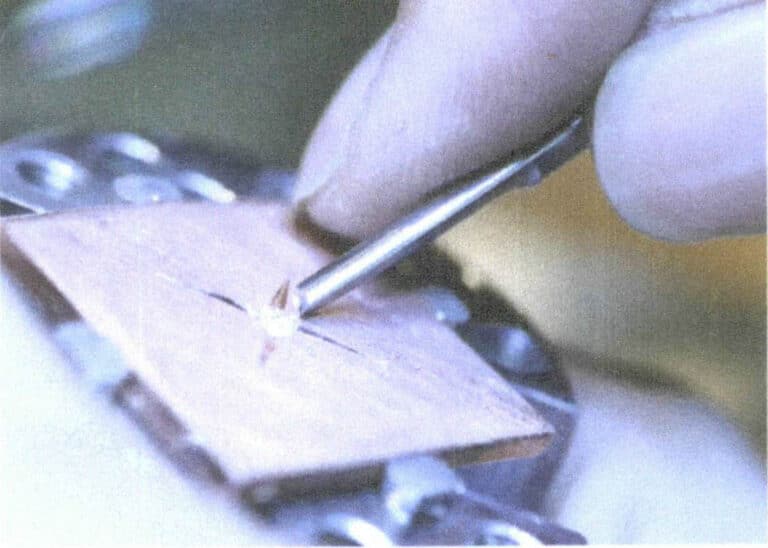
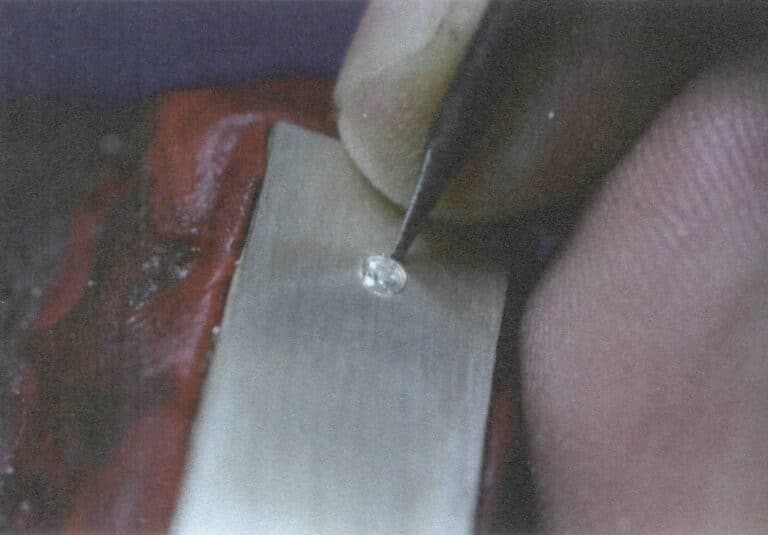
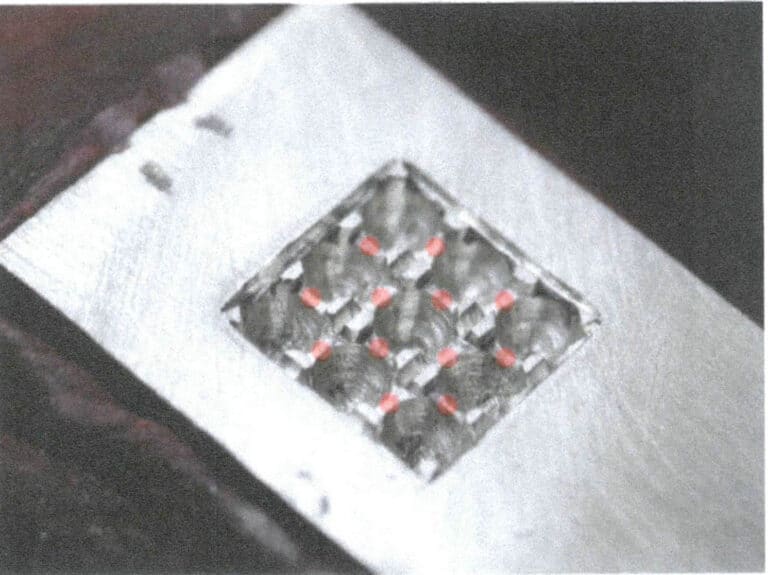
Şekil 3-43 Taş Yerleştirme Pozisyonunun Açılması
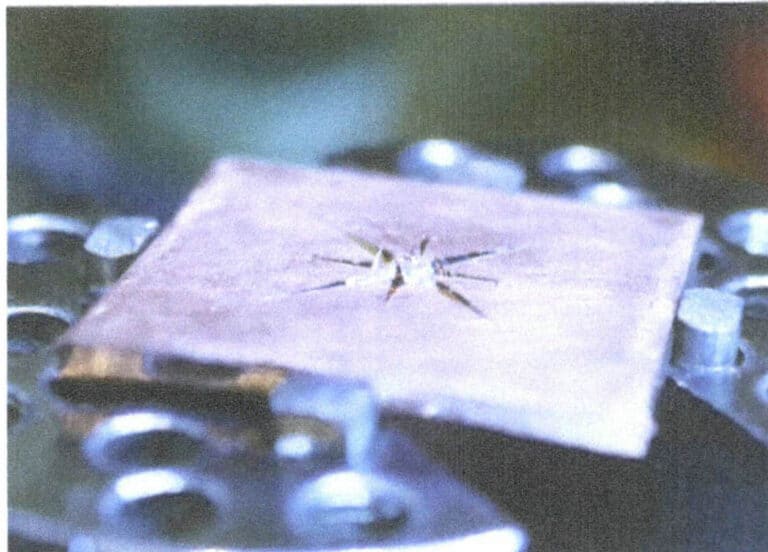
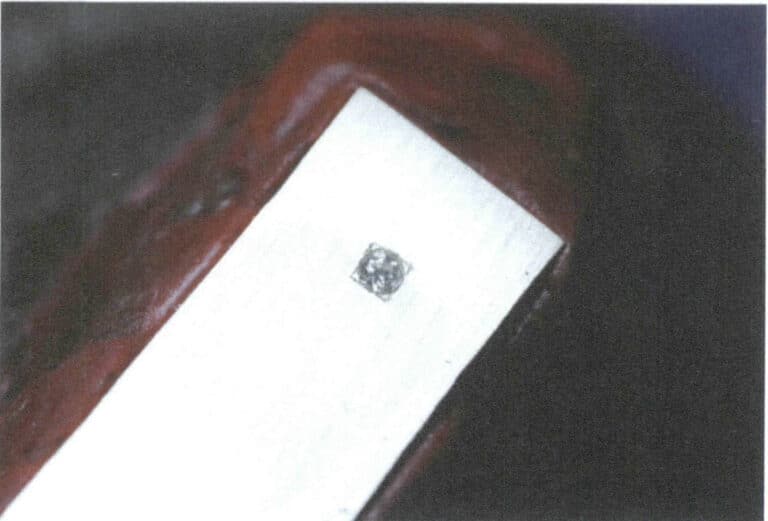
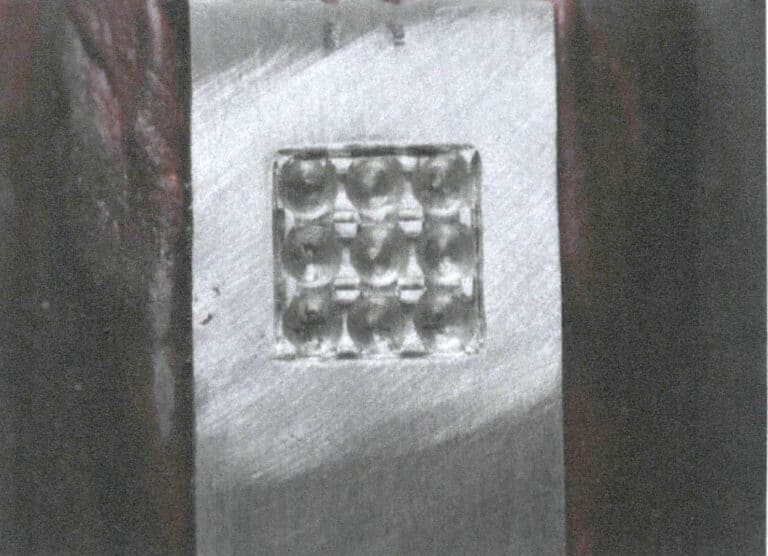
Şekil 3-44 Taşın Yerleştirilmesi

Şekil 3-45 Taşın Yerleştirilmesi
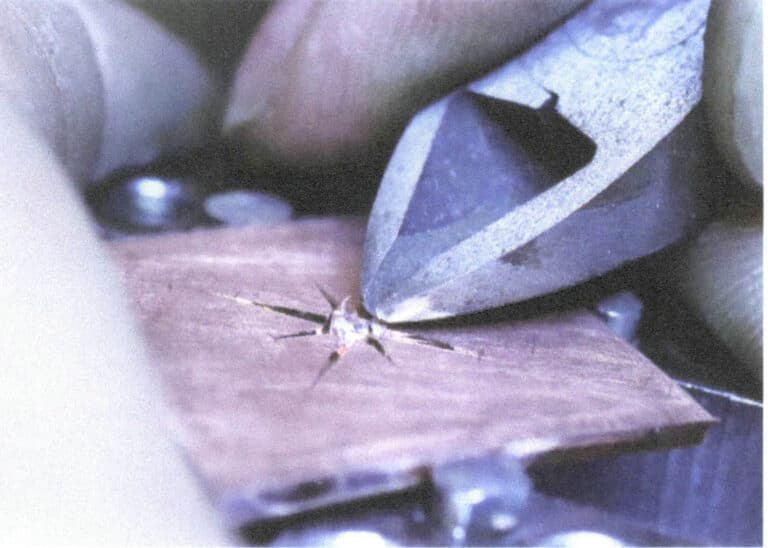
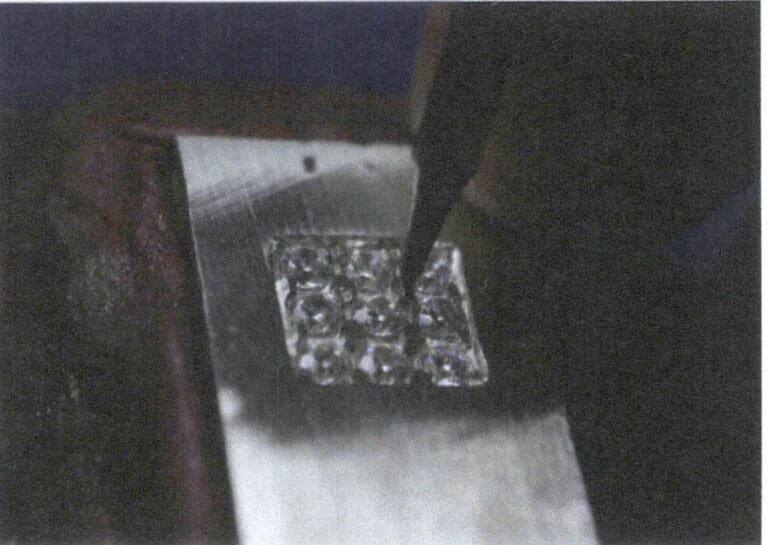
Şekil 3-46 Metal Çatal Uçlarının Taşlanması
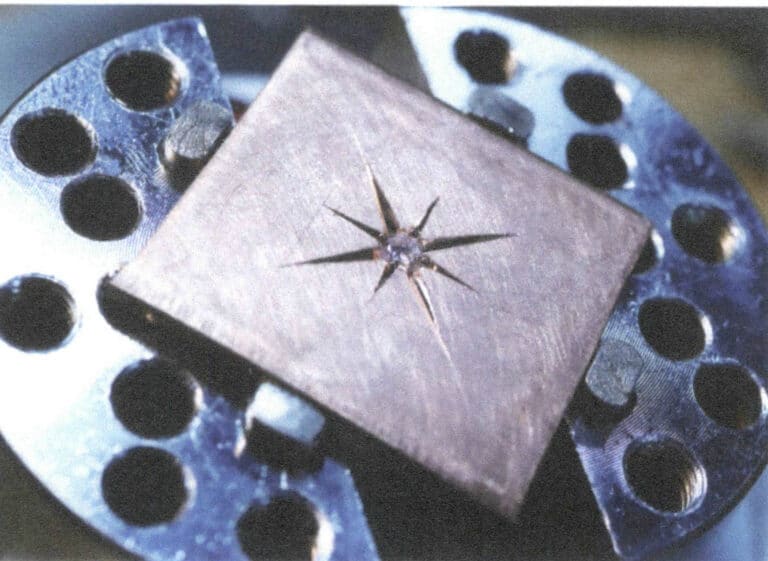
Şekil 3-47 Genel parlatma


Şekil 3-50 Değerli Taşın Hazırlanması ve Taşın Yerleştirilmesi

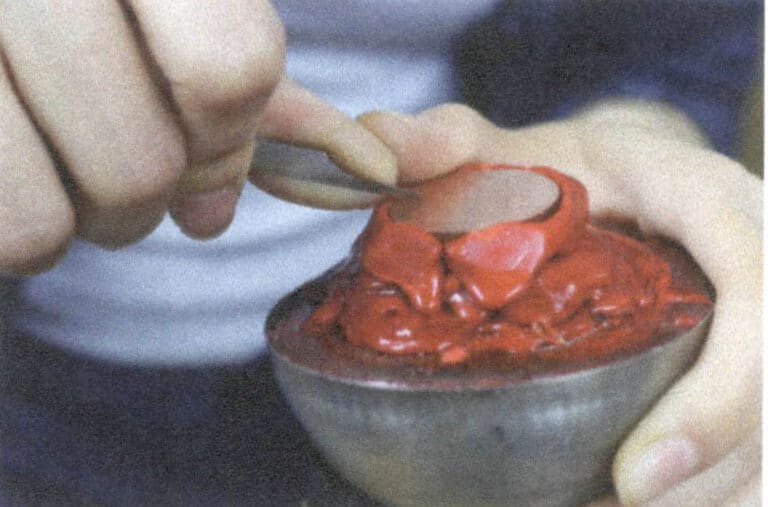
Şekil 3-51 Sızdırmazlık mumu uygulaması
Şekil 3-52 Ayarların Düzenlenmesi
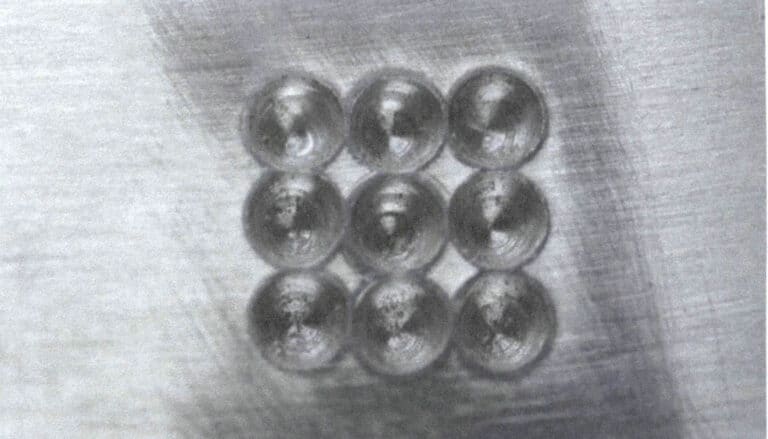
Şekil 3-53 Taş yerleştirme pozisyonunun açılması
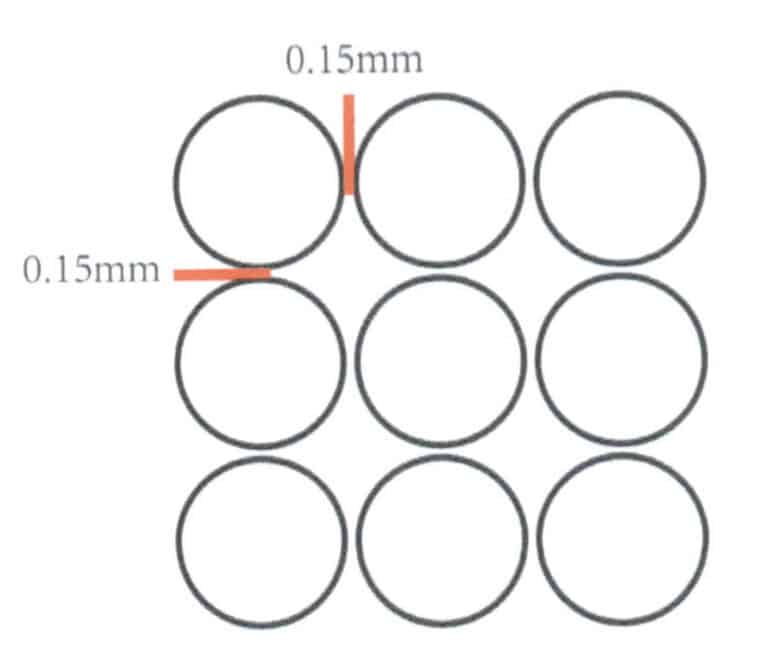
Şekil 3-54 Açılış taşı yerleştirme pozisyonunun şematik diyagramı

Şekil 3-55 Taşın Yerleştirilmesi
Şekil 3-56 Taşın Yerleştirilmesi

Şekil 3-57 Bitirme


Şekil 3-60 Değerli taşların hazırlanması ve taş yerleştirme
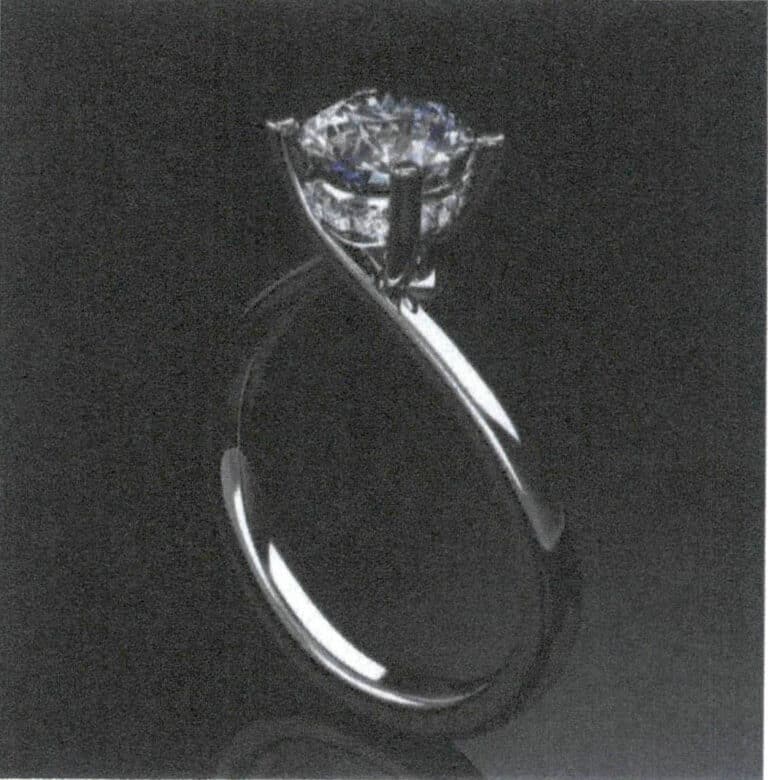
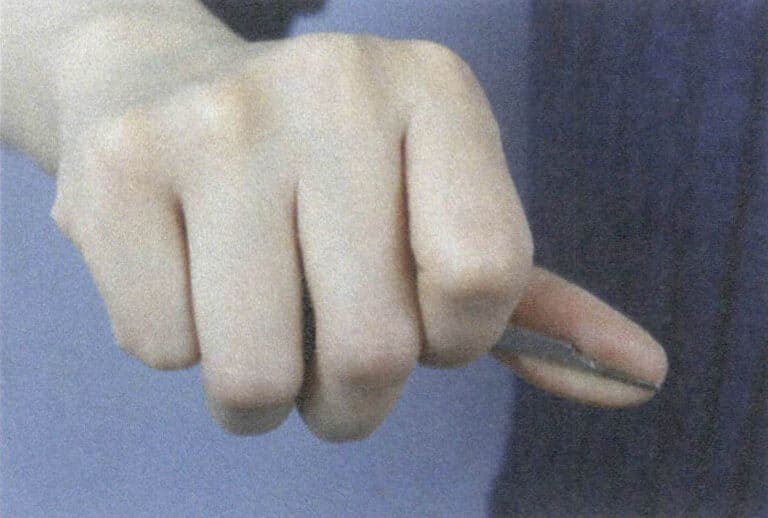
Şekil 3-61 Yuvarlak tırnaklı taş yuvasına sabitlenmiştir.

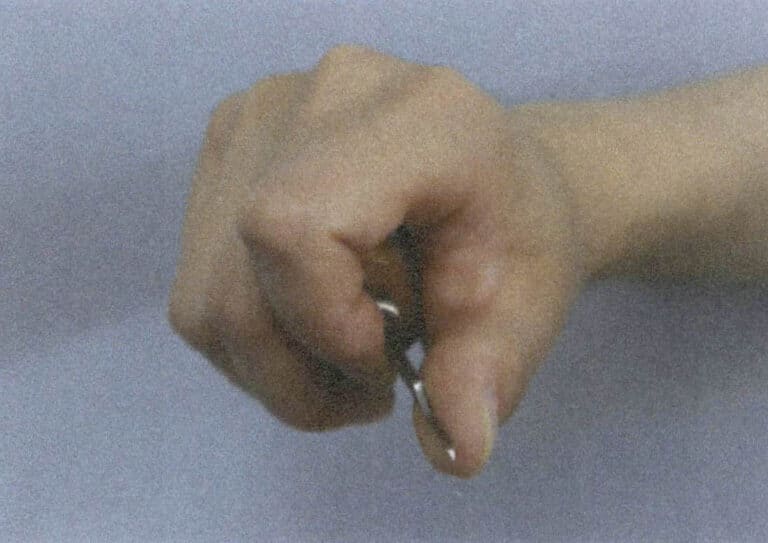
Şekil 3-62 Taş yerleştirme pozisyonu boyutunun test edilmesi

Şekil 3-63 Metal uçların pense ile ayarlanması
Şekil 3-64 Çatal yerleştirme üstten görünüm

Şekil 3-65 Taş yerleştirme pozisyonunun açılması

Şekil 3-66 Taşın Yerleştirilmesi
Şekil 3-67 Taşın Yerleştirilmesi
Şekil 3-68 Metal Uçların Kısaltılması
Şekil 3-69 Metal Uçların Uygun Uzunluğa Ayarlanması

Şekil 3-70 Çatal Uçlarının İyileştirilmesi

Şekil 3-71 Modifiye Kauçuk Parlatma Tekerleği
Şekil 3-72 Modifiye Edilmiş Kauçuk Parlatma Tekerleği ile Parlatma
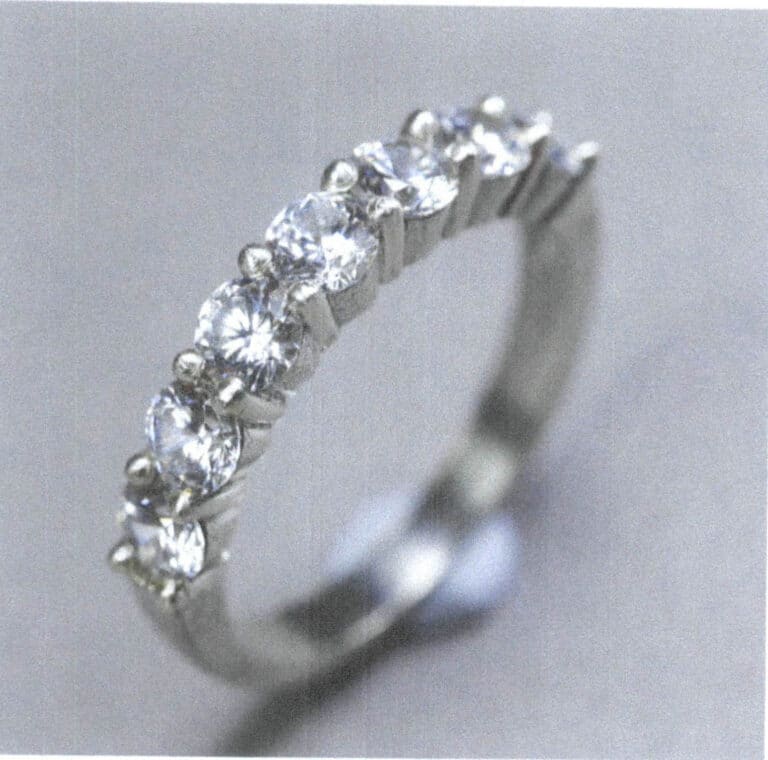
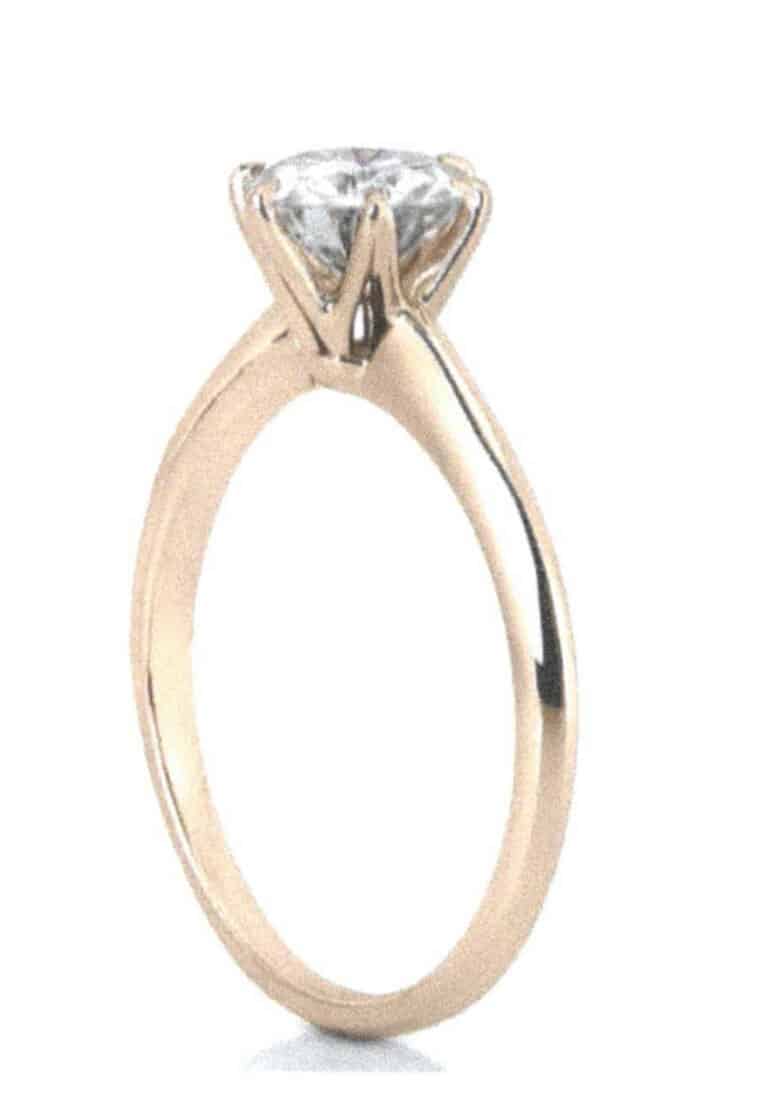
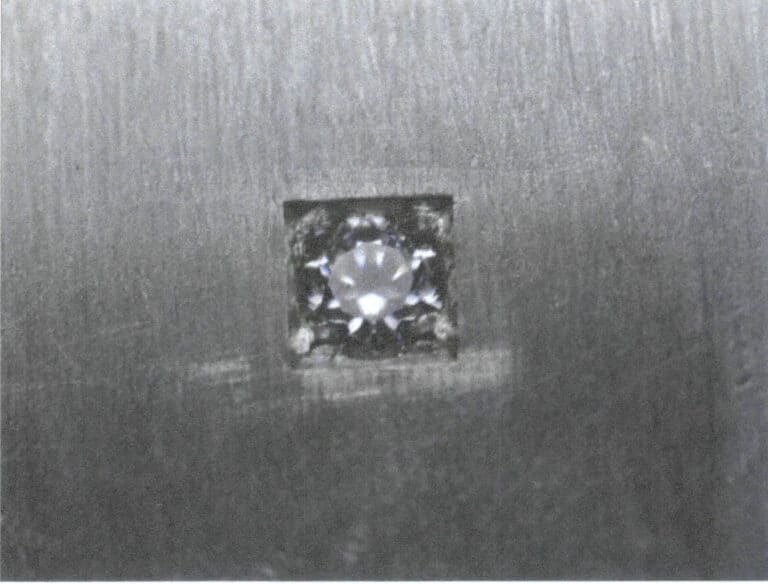
Şekil 3-73 Ortak Uçlu Ayar Halkasının Tamamlanması
Şekil 3-74
Şekil 3-75 Takı sanatçısı Xiong Chen'in eseri

Şekil 3-76 Sert şeker markası "Sihirli Ayna" serisi (1)

Şekil 3-77 Sert şeker markası "Sihirli Ayna" serisi (2)
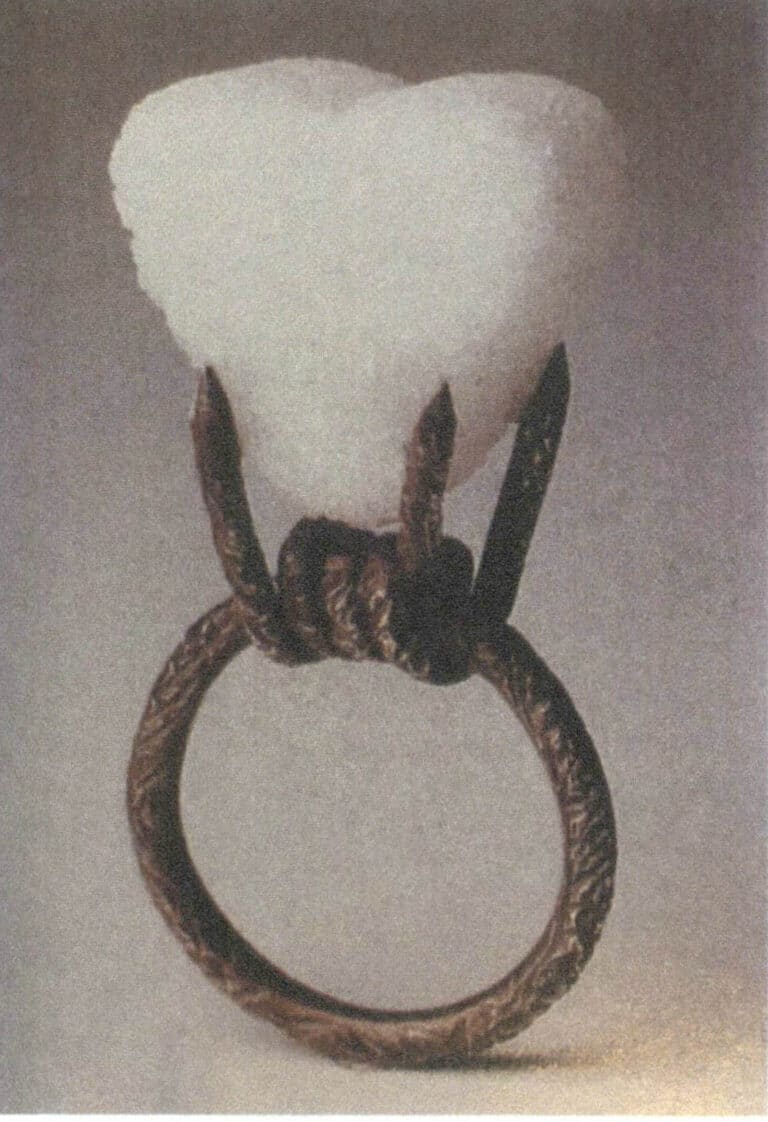
Şekil 3-78 Nina Basharova'nın sanat takısı Şeker ve Dikenli Tel Yüzük

Şekil 3-79 Warwick Freeman'ın sanatsal mücevher çalışmaları (V&A Müzesi Koleksiyonu)


Şekil 4-3 Ahşap oyma aleti sapı ve mücevher oyma aleti
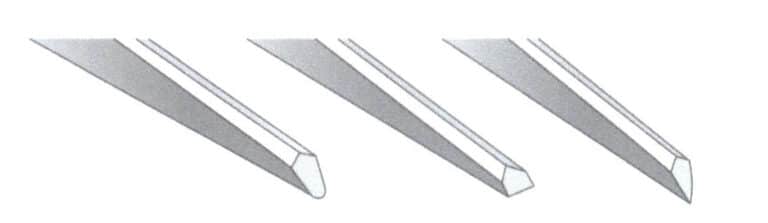
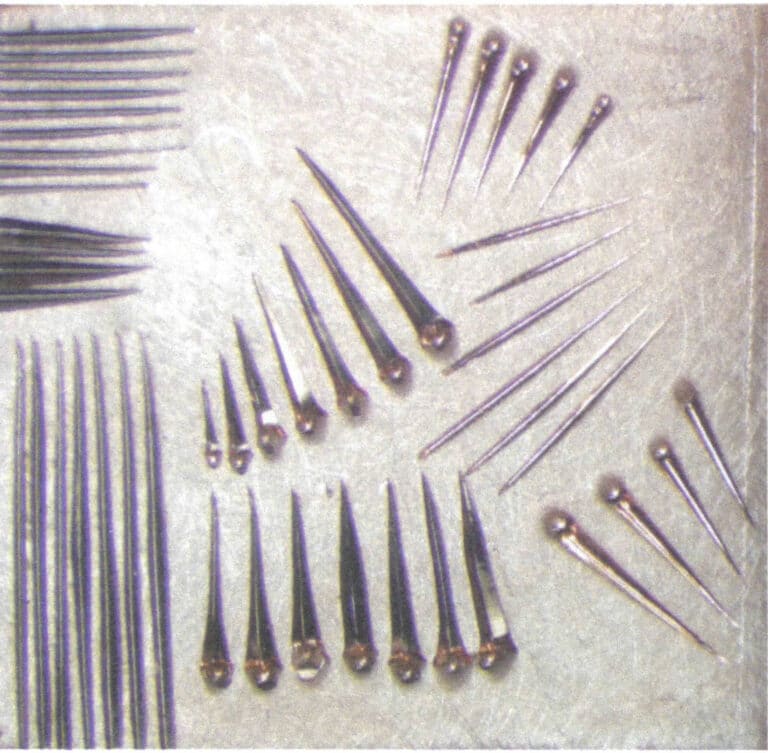
Şekil 4-4 Üç tip oyma başlığı: yaylı, düz başlı ve sivri uçlu
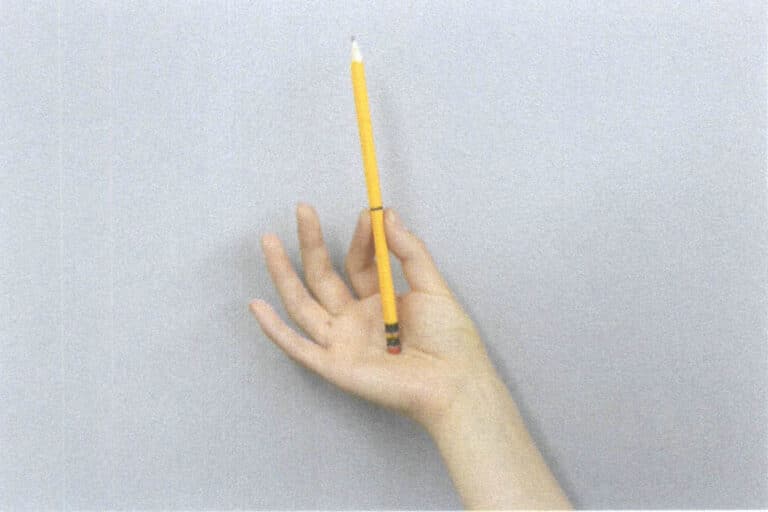
Şekil 4-5. Mücevher oyma aletinin toplam uzunluğunun belirlenmesi.
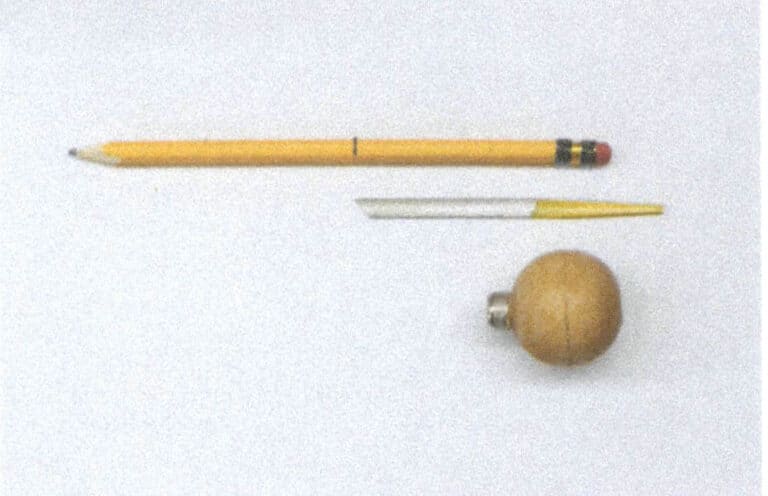
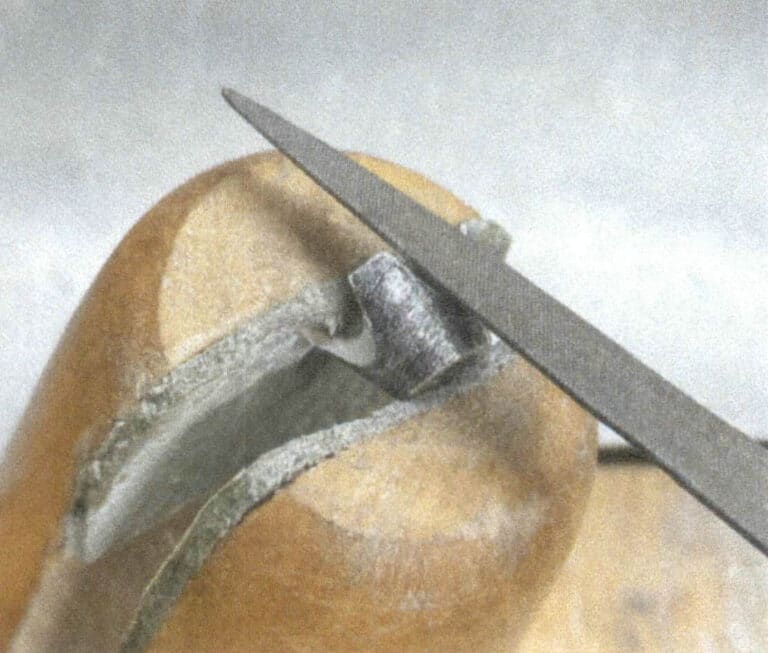
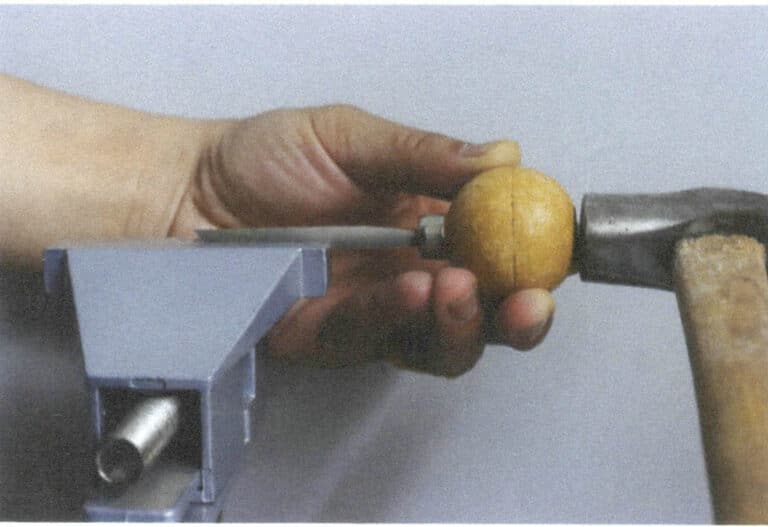
Şekil 4-6 Bıçak uzunluğunun belirlenmesi

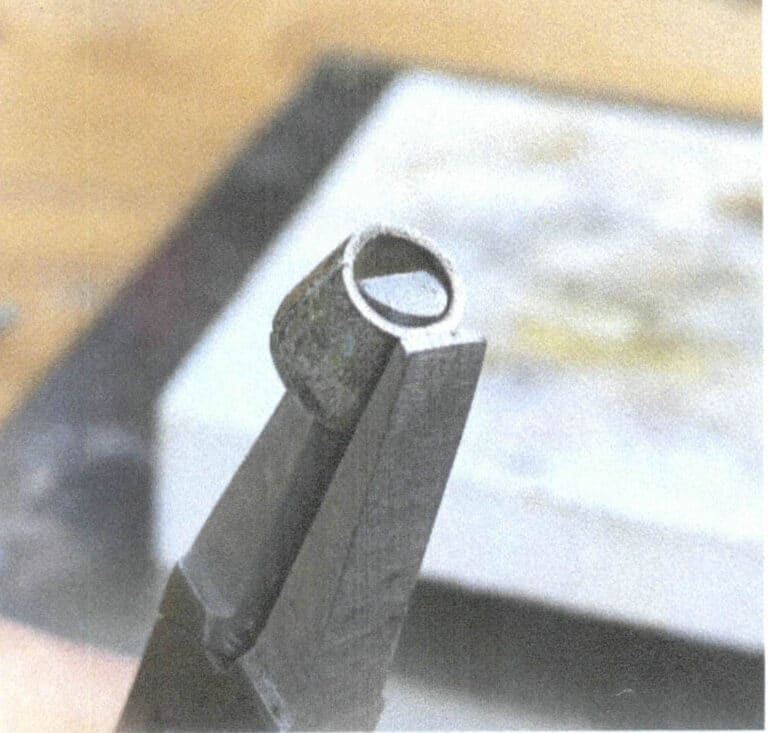
Şekil 4-7 Bıçağın fazla kısmının kesilmesi
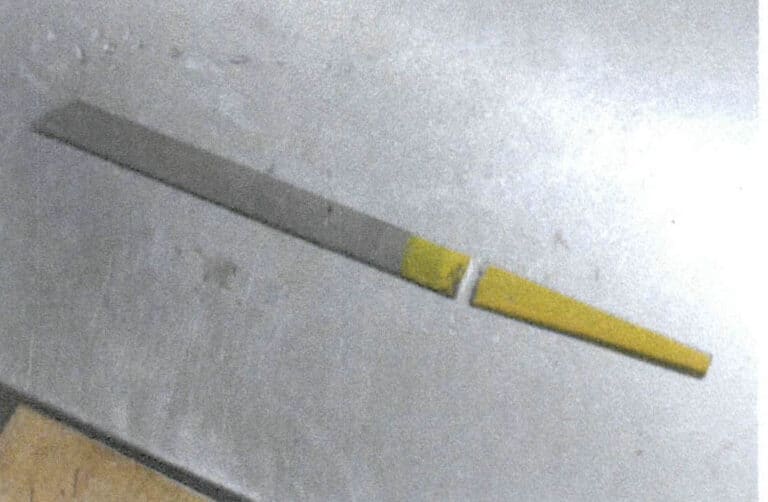
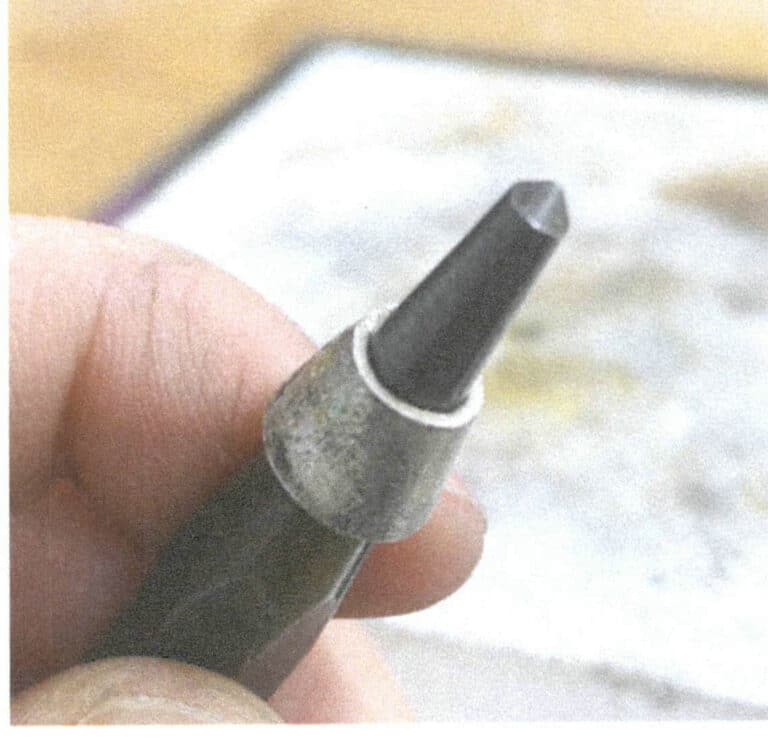
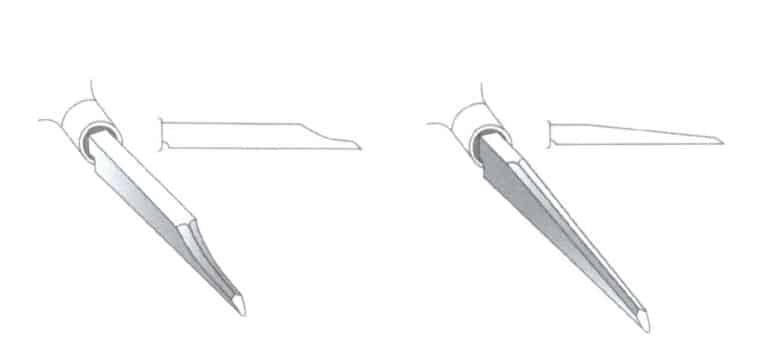
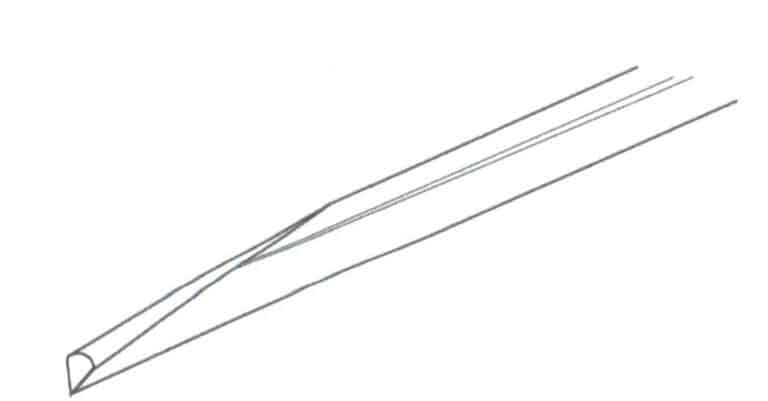
Şekil 4-8 Kesimden sonraki bıçak
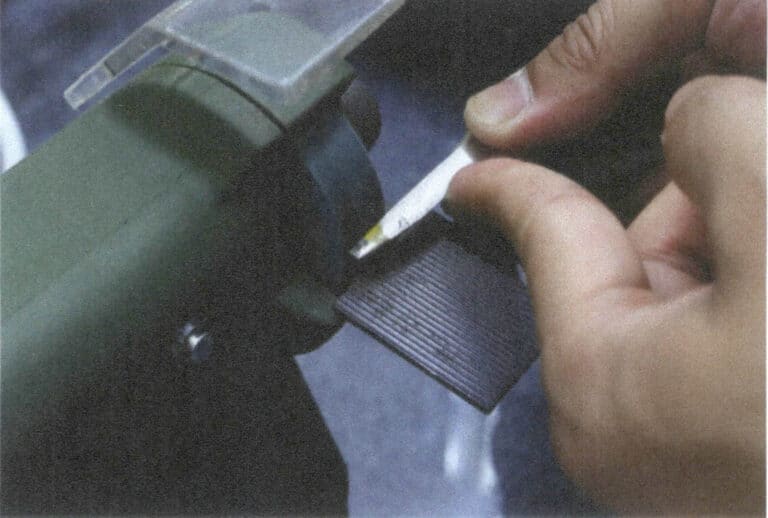
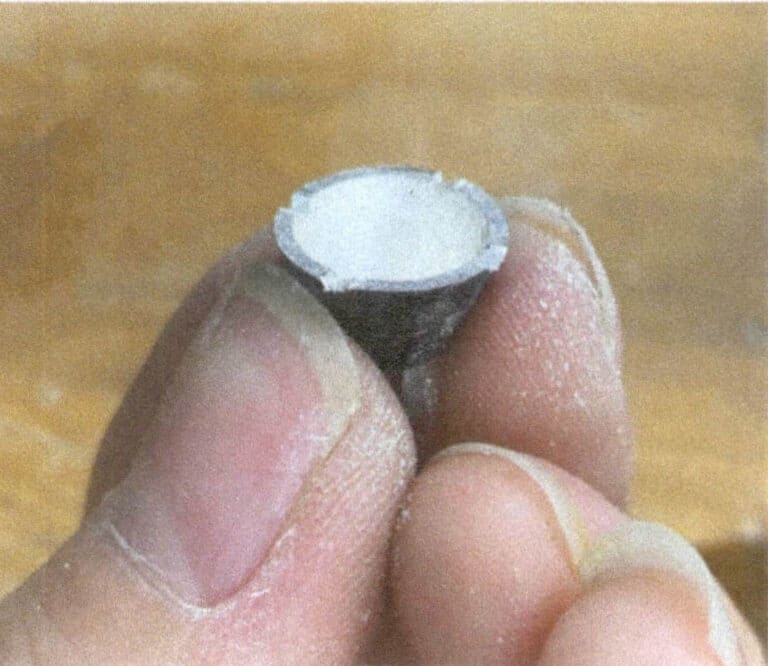
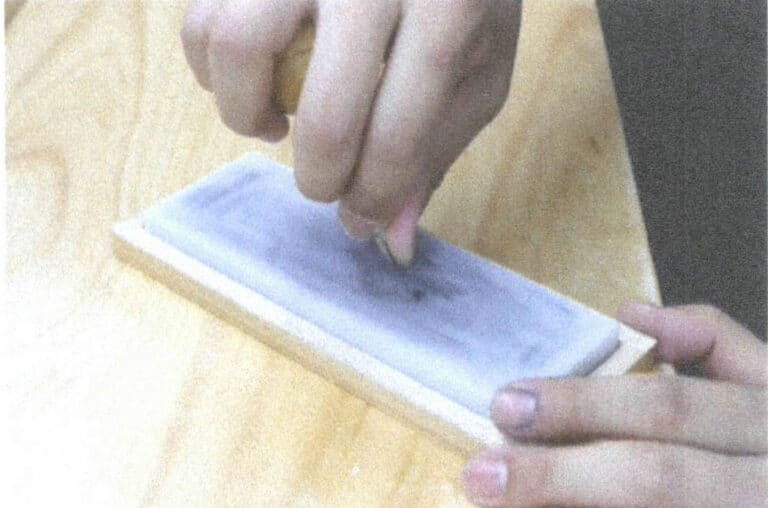
Şekil 4-9 Bıçağın ucunun taşlanması
Şekil 4-10 Ahşap oyma aleti sapının takılması
Şekil 4-11 Omurganın taşlanmasının iki stili
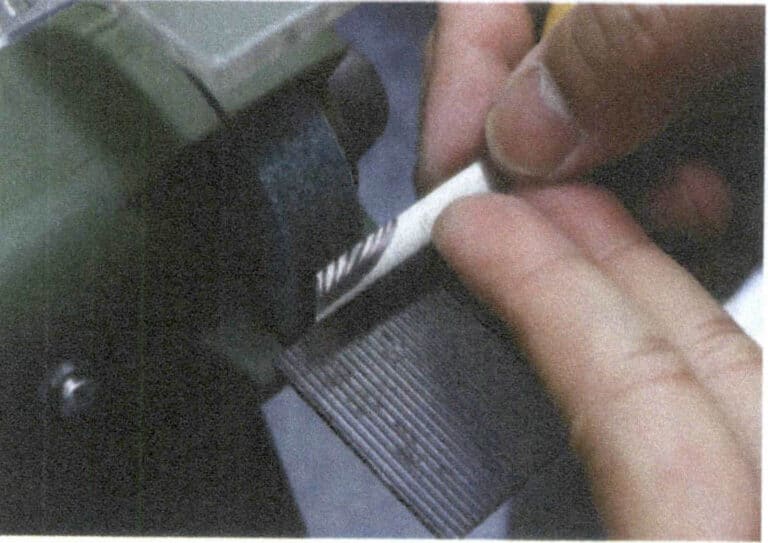
Şekil 4-12 Omurganın taşlanması (1)
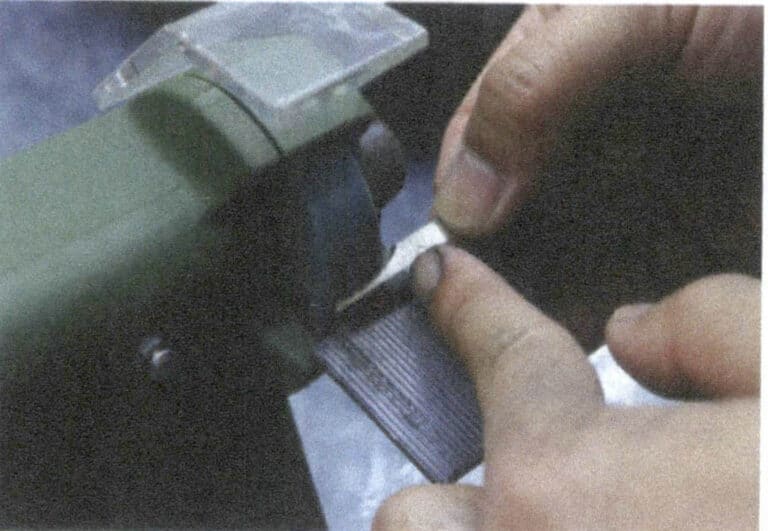
Şekil 4-13 Bıçağın arka tarafının taşlanması (2)
Şekil 4-14 Bıçağın arka tarafının taşlanması (3)
Şekil 4-18 Oyma Başlığının Açısının Yağ Taşıyla Taşlanması
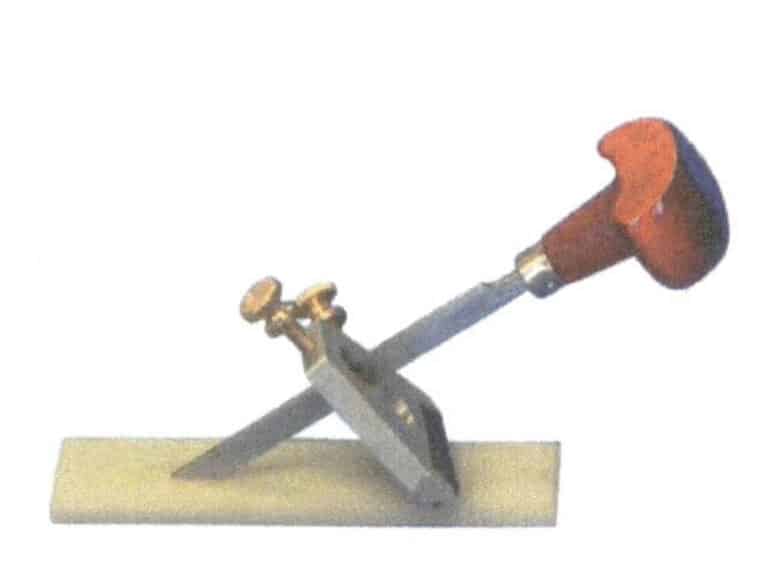
Şekil 4-19 Gravür Bileme Aleti

Şekil 4-20 Oyma Başlığının Bileme Diski ile Taşlanması
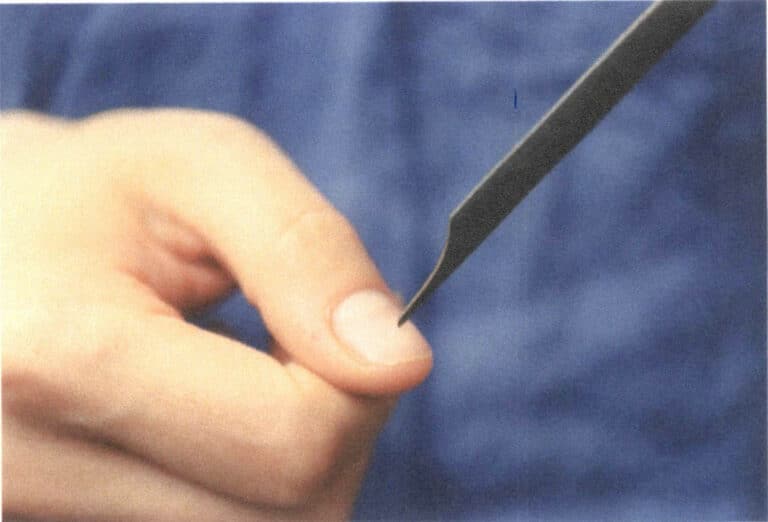
Şekil 4-21 Oyma başlığını test edin
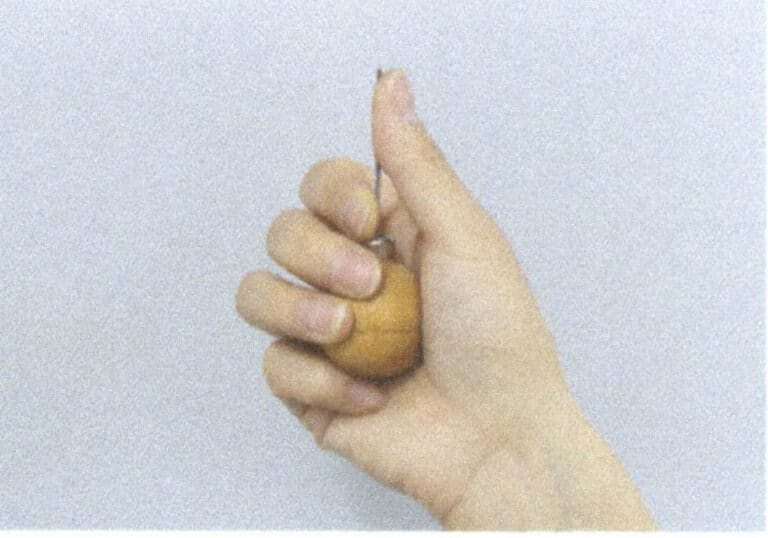
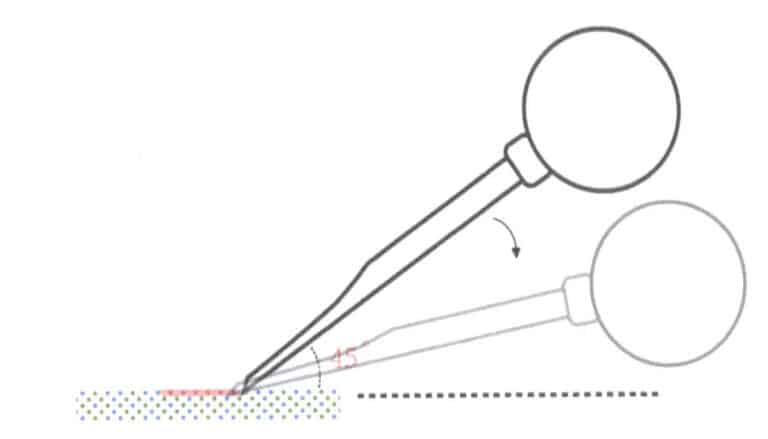
Şekil 4-22 Gravür Tutucu Duruşu (1)
Şekil 4-23 Gravür Tutucu Duruşu (2)
Şekil 4-24 Gravür Tutucu Duruşu (3)
Şekil 4-25 Doğru Gravürcü Duruşu
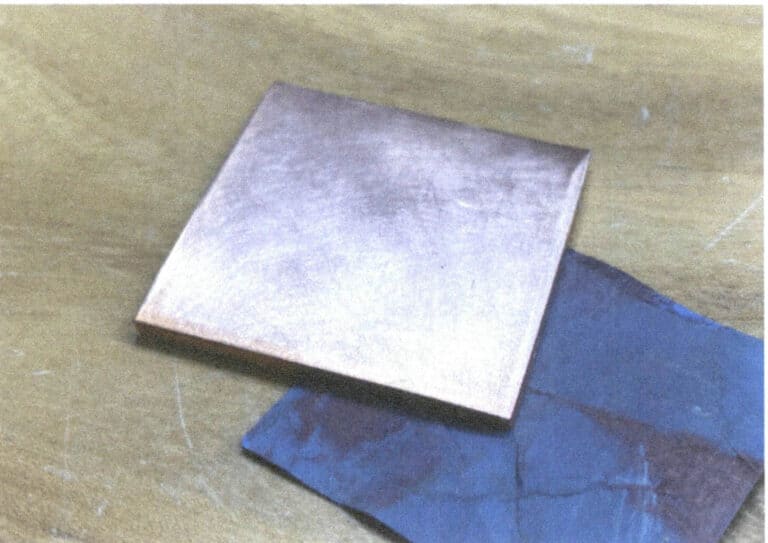
Şekil 4-26 Metal levhanın hazırlanması.
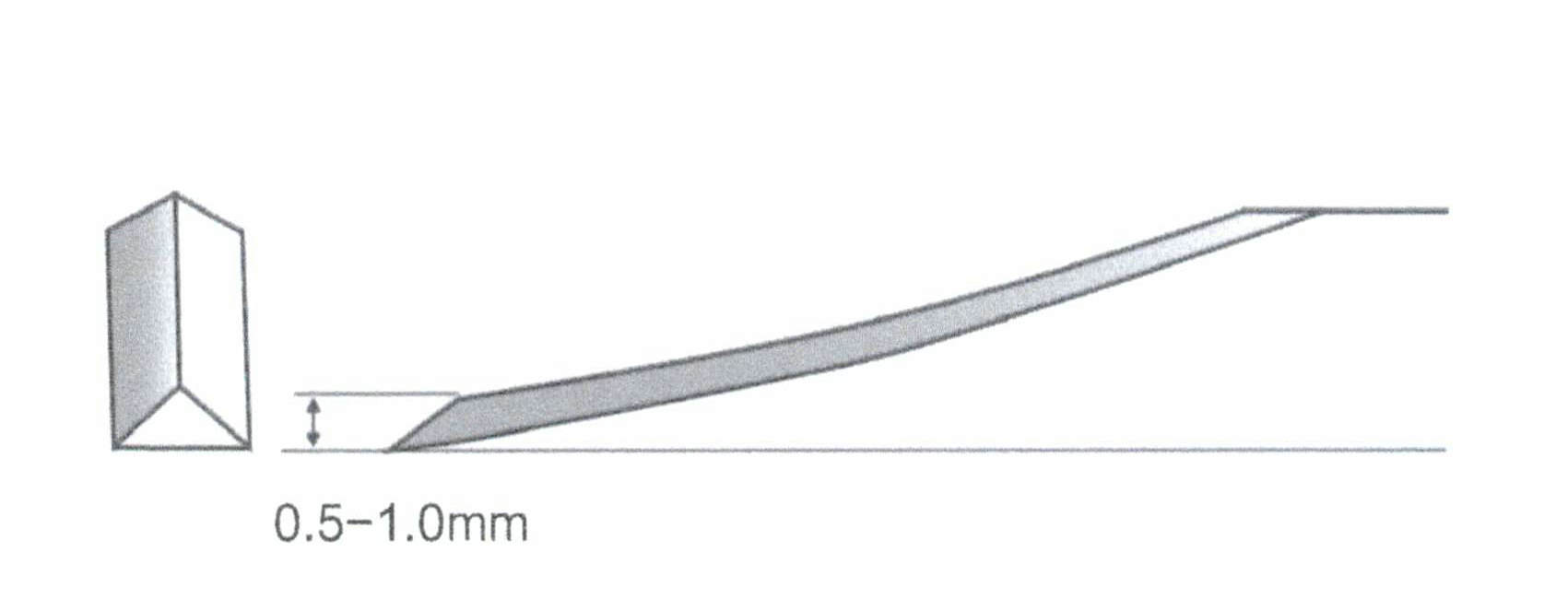
Şekil 4-27 Sivri uçlu oyma aleti
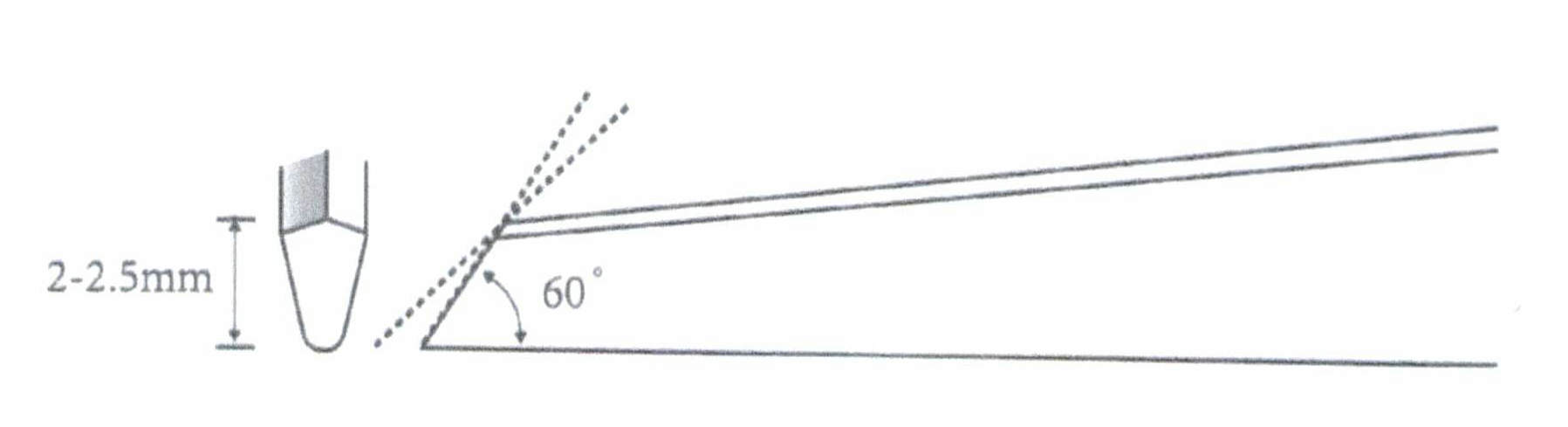
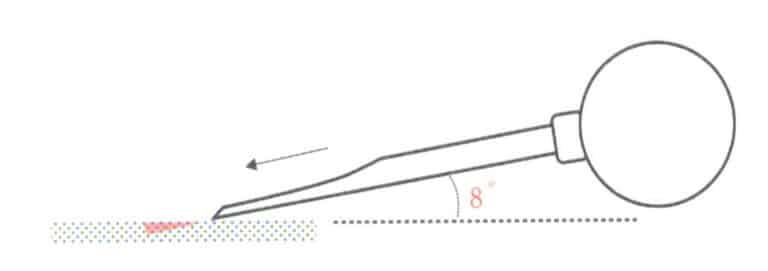
Şekil 4-28 Düz Çizgileri Kazımak İçin Kullanılan Gravür Aletinin Açısı
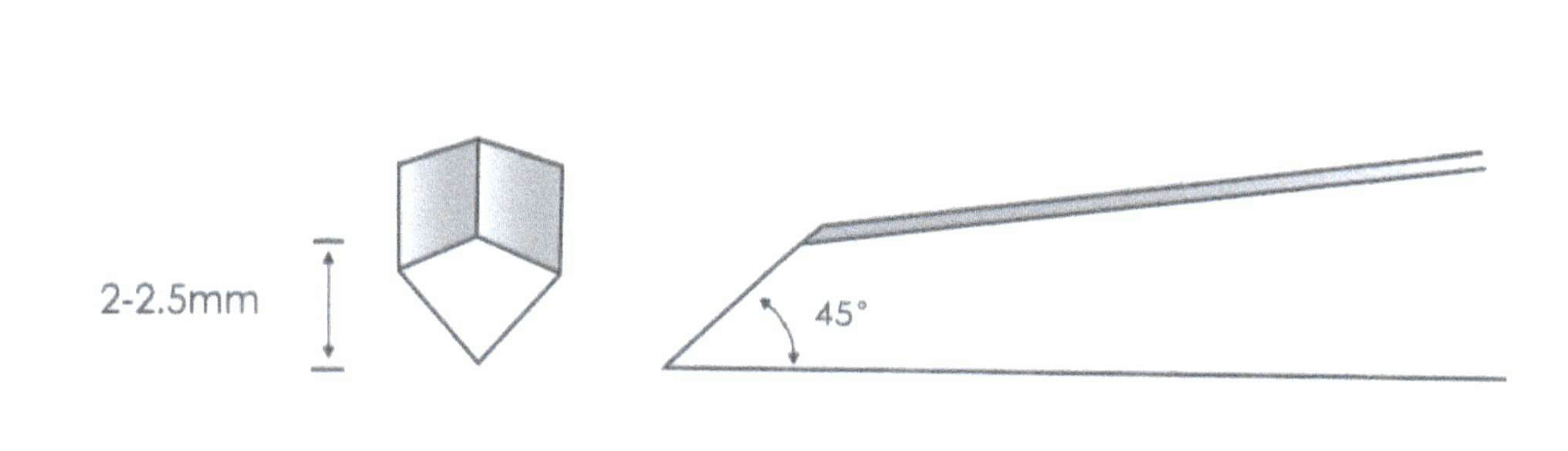
Şekil 4-29 Kama Şeklindeki Çizgileri Kazımak İçin Gravür Aletinin Açısı

Şekil 4-30 Kupa frezesi
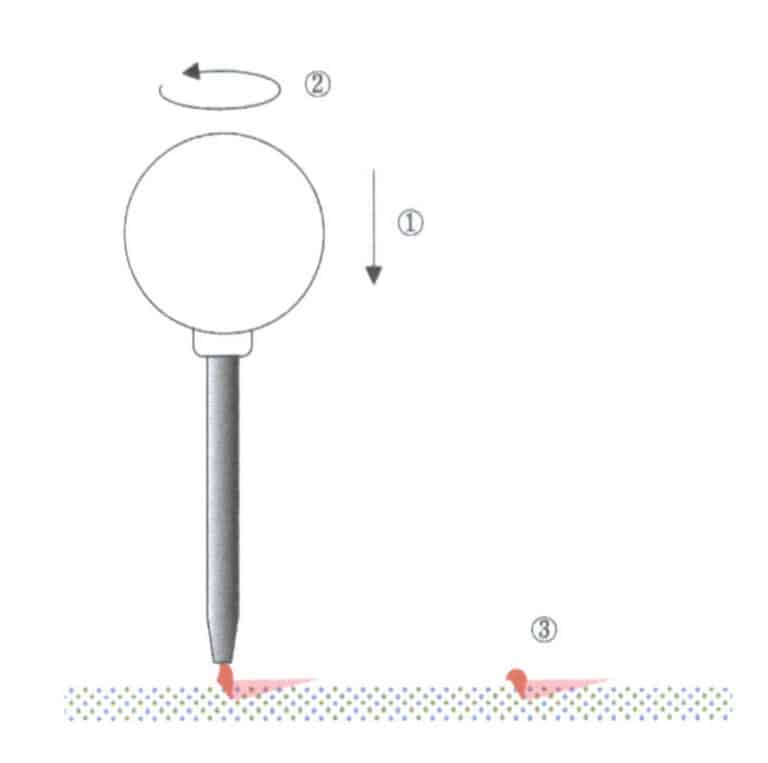
Şekil 4-31 Boncuk işleme
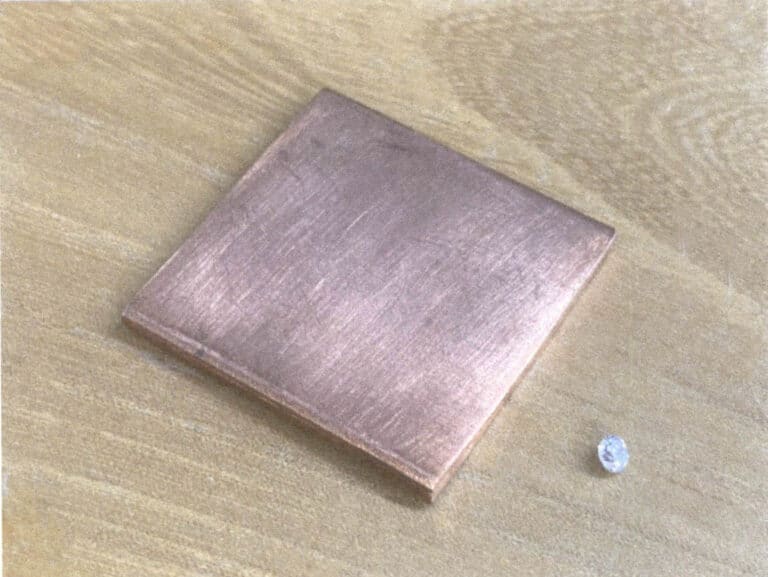
Şekil 4-34 Metal levhanın ve değerli taşların hazırlanması
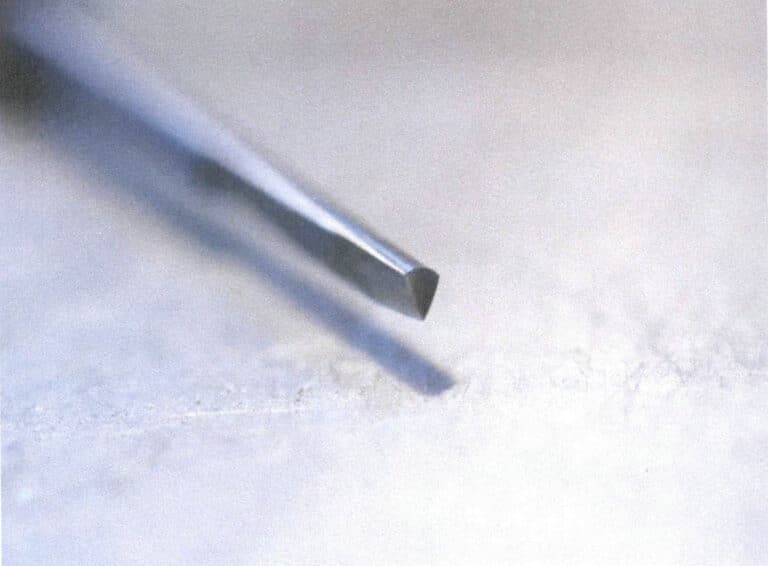
Şekil 4-35 Sivri uçlu oyma aleti
Şekil 4-36 Metalin Sabitlenmesi

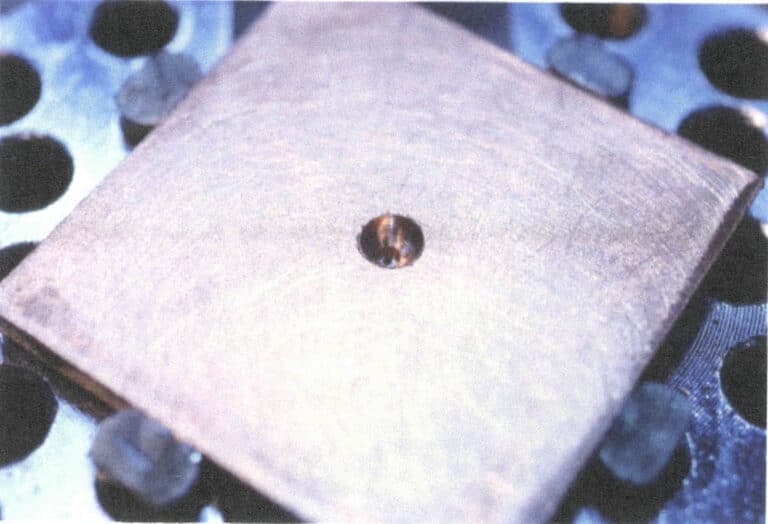
Şekil 4-37 Sondaj

Şekil 4-38 Deliğin genişletilmesi
Şekil 4-39 Taş pozisyonunun temizlenmesi
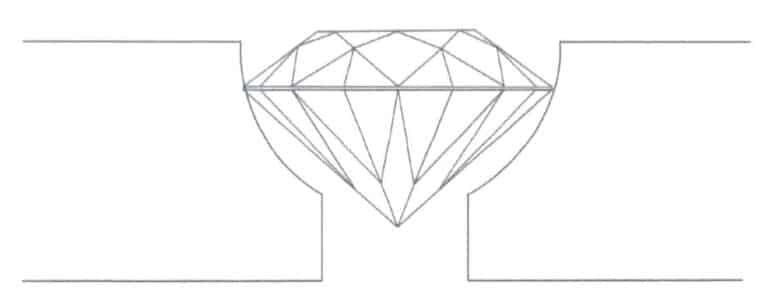
Şekil 4-40 Uygun taş yerleştirme pozisyonu derinliği
Şekil 4-41 İşaretleme
Şekil 4-42 Dört kama şeklindeki süslemenin kazınması (1)
Şekil 4-43 Dört kama şeklindeki süslemenin kazınması (2)
Şekil 4-44 Dört Kama Şeklindeki Süslemenin Kazınması (3)
Şekil 4-45 Taşın Yerleştirilmesi
Şekil 4-46 Kazıyıcı Uçlar (1)
Şekil 4-47 Kazıyıcı Uçlar (2)
Şekil 4-48 Kesici uçlar

Şekil 4-49 Boncuk Dizme ve Taş Yerleştirme
Şekil 4-51 Malzeme Hazırlığı
Şekil 4-52 Metalin Sabitlenmesi
Şekil 4-53 Sondaj
Şekil 4-54 Deliğin genişletilmesi

Şekil 4-55 Taş yerleştirme pozisyonunun temizlenmesi
Şekil 4-56 Taş Yerleştirme Montajının Test Edilmesi ve Taşın Yerleştirilmesi
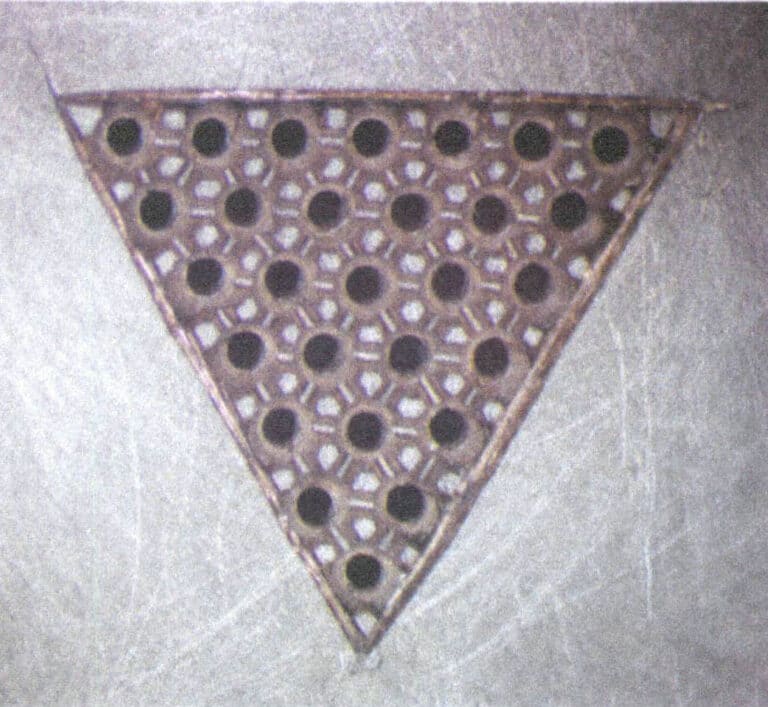
Şekil 4-57 Döşeme Ayar Konumu
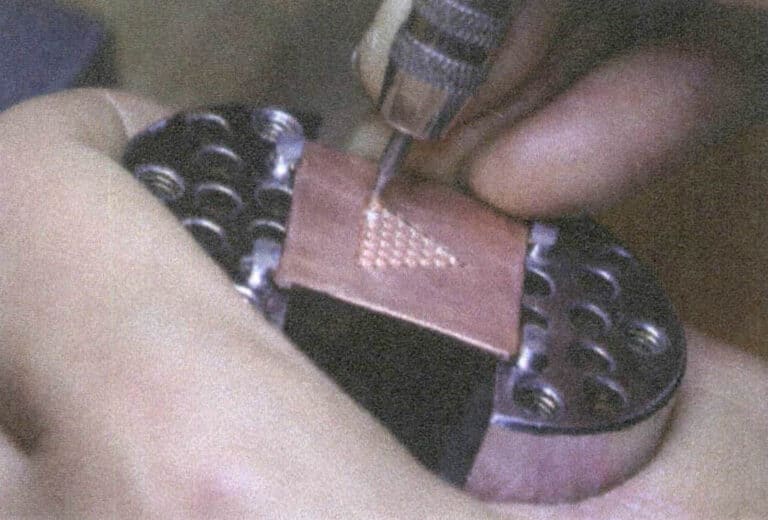
Şekil 4-58 Kazıma Taşı Yerleştirme Konumu
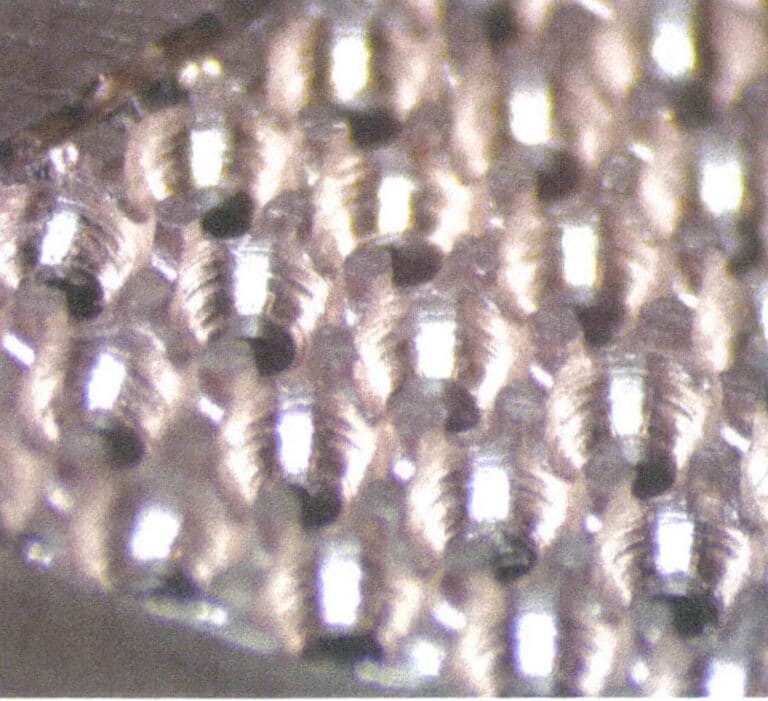
Şekil 4-60 Kazıyıcı Uçlar
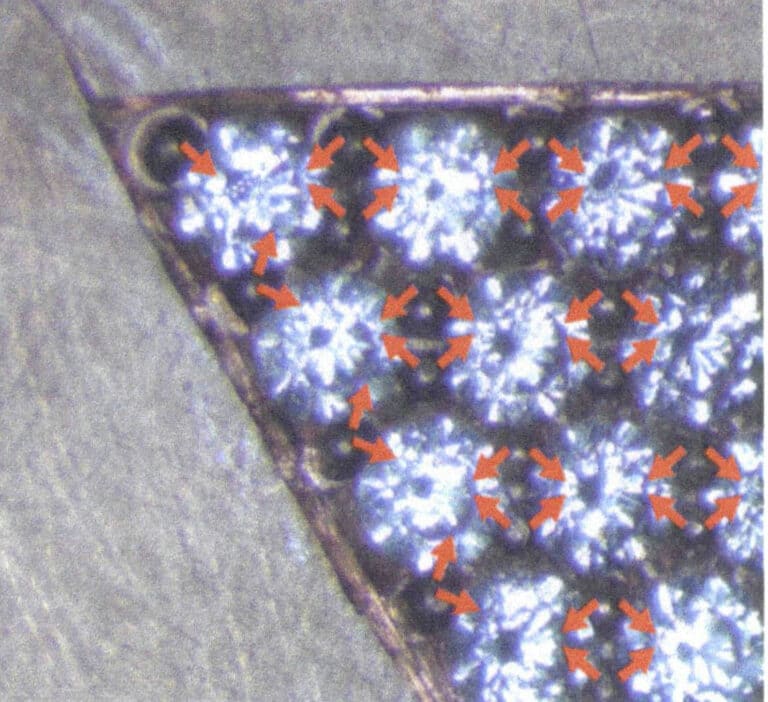
Şekil 4-61 Kazıyıcı Uçların Şematik Gösterimi
Şekil 4-62 Boncuk İşleme ve Taş Yerleştirme
Şekil 4-63 Boncuklama pozisyonunun şematik diyagramı
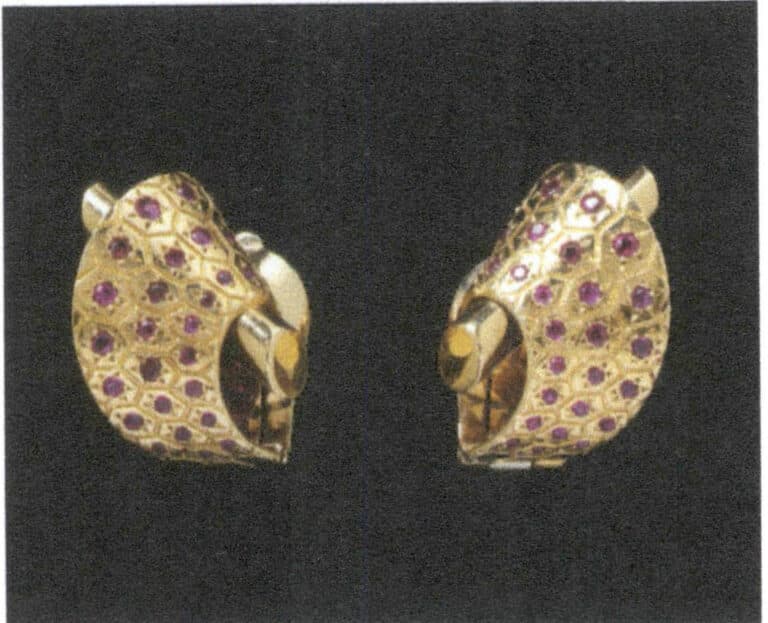
Şekil 4-65 Van Cleef & Arpels küpeler (V&A Müzesi Koleksiyonu)

Şekil 4-66 Bileklik (V&A Müzesi Koleksiyonu)
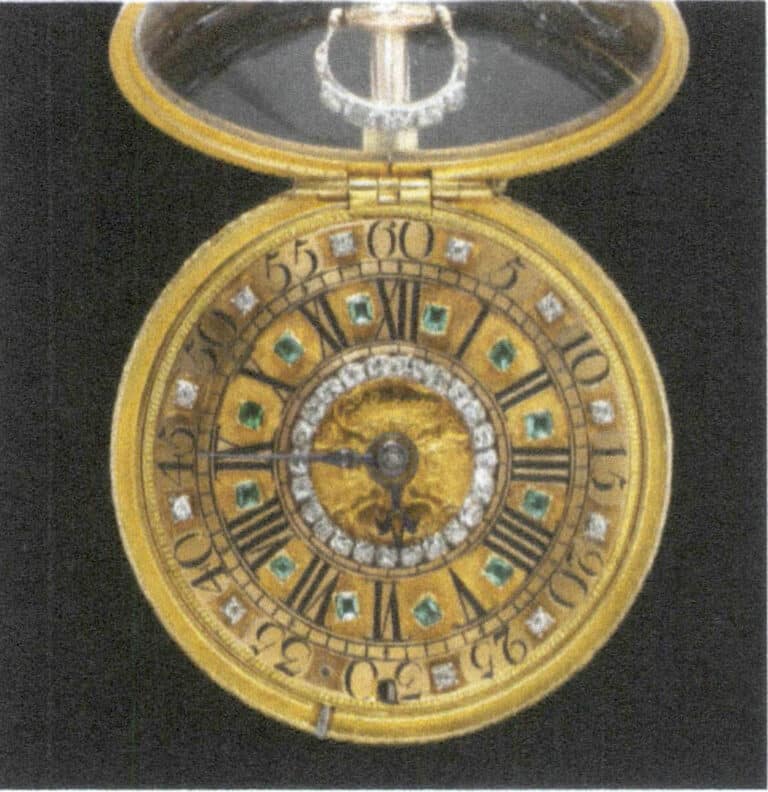
Şekil 4-67 Cep Saati (V&A Müzesi Koleksiyonu)
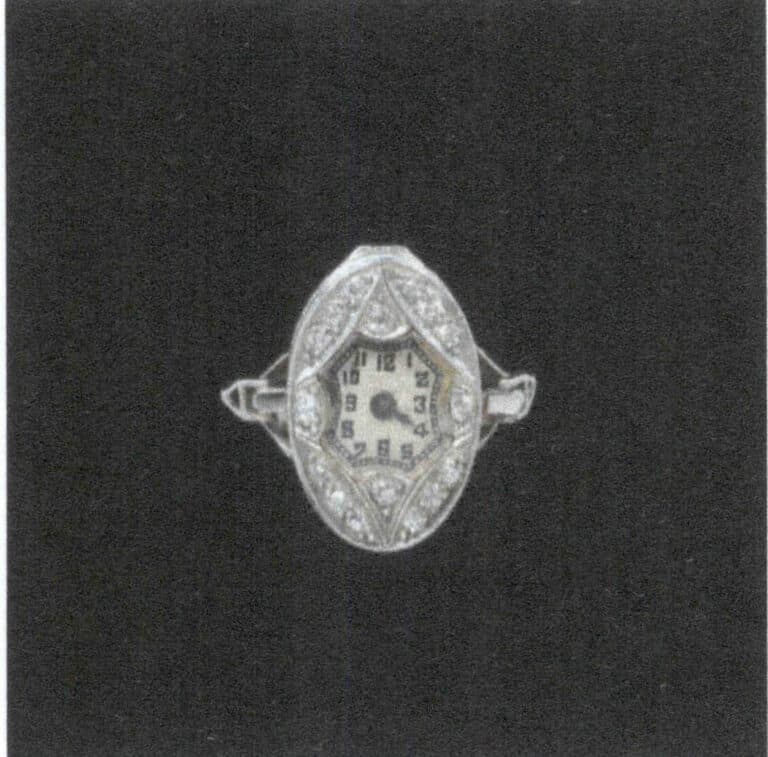
Şekil 4-68 Yüzük Saat (V&A Müzesi Koleksiyonu)


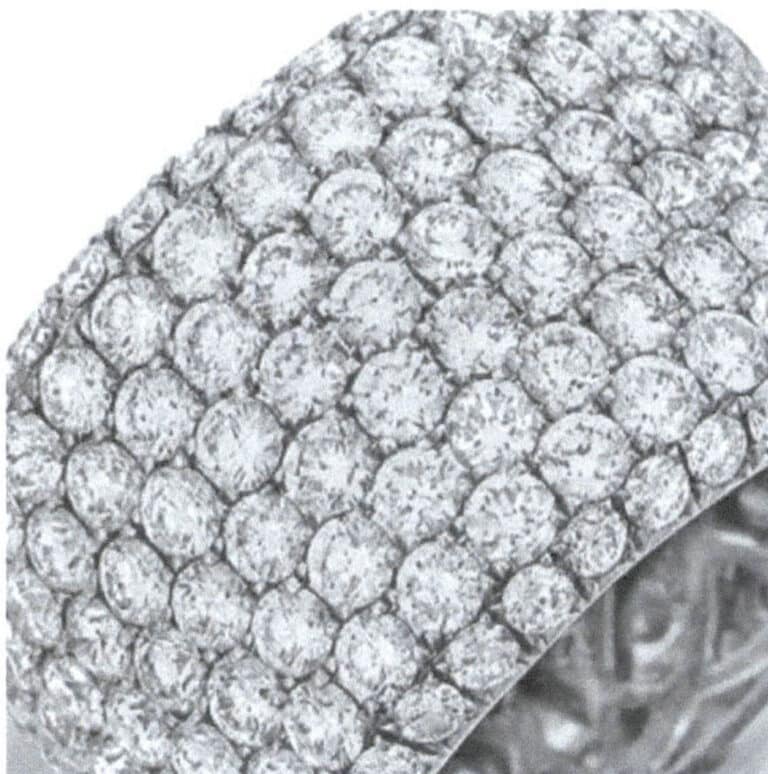
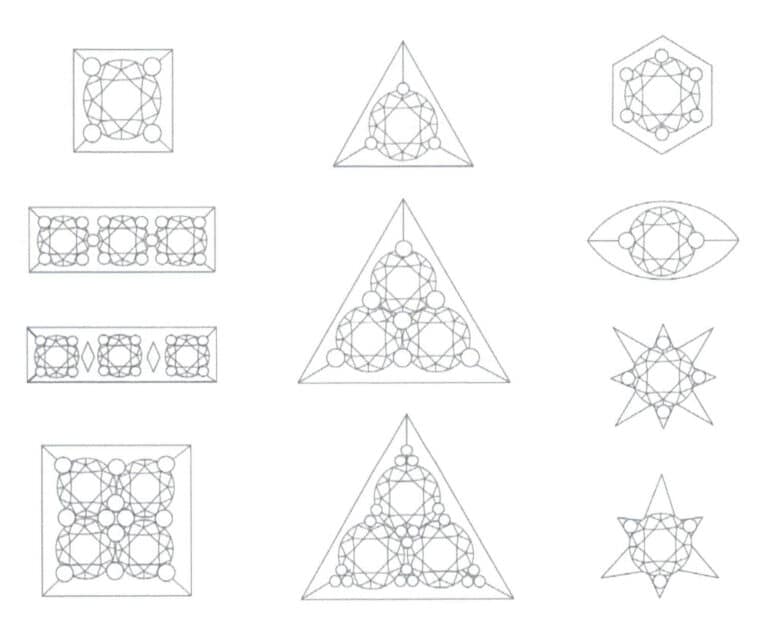
Şekil 5-2 Kaldırım Döşeme

Şekil 5-3 Kaplan Uçlu Montaj
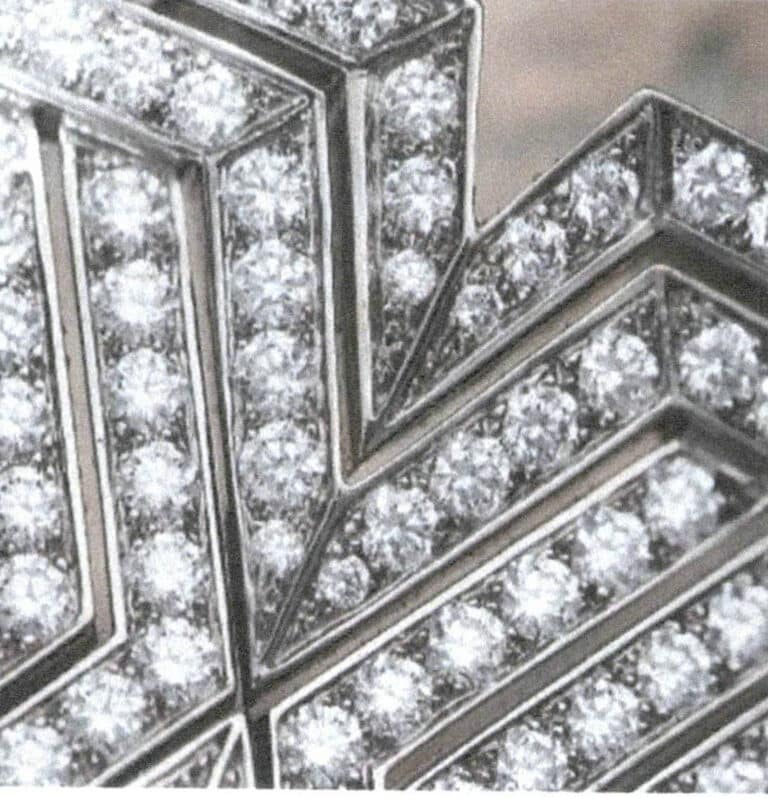
Şekil 5-4 Kazıma Ayarı
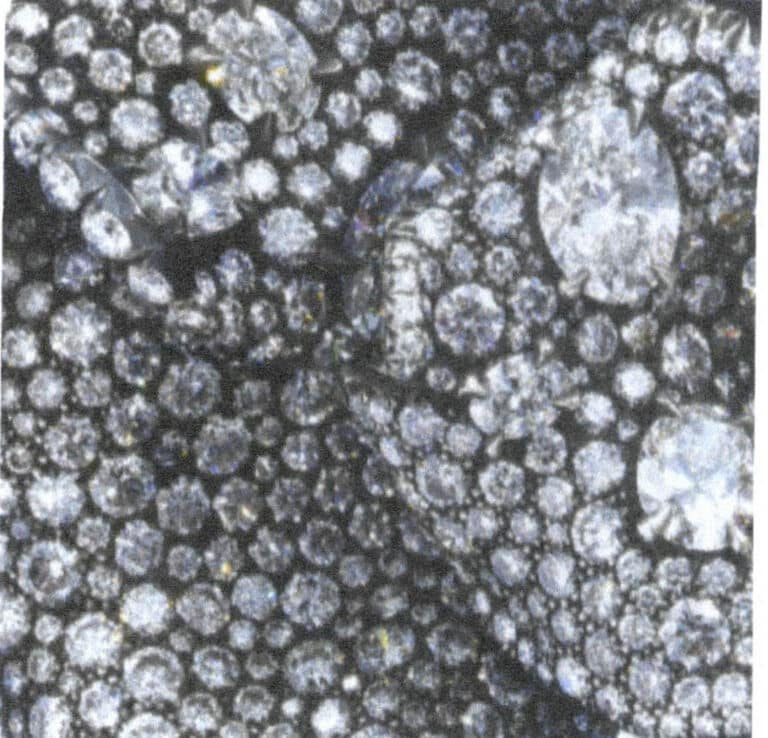
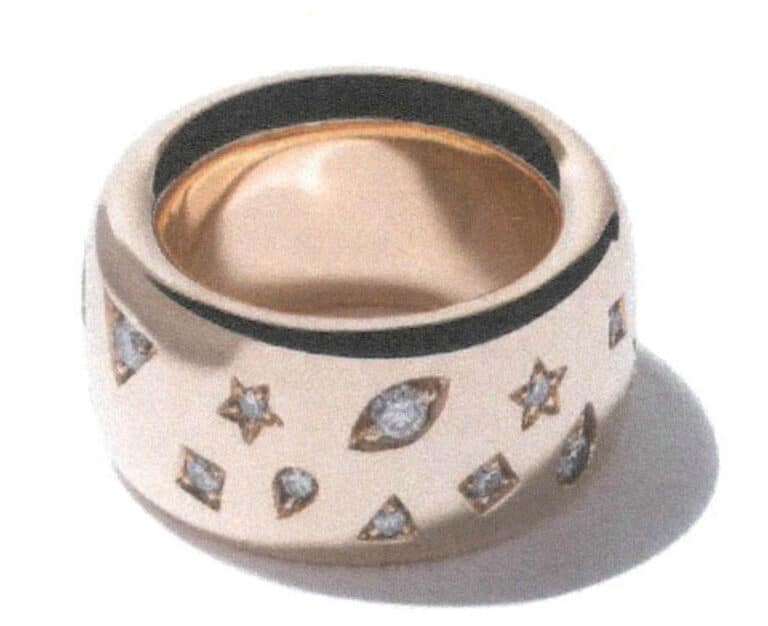
Şekil 5-5 Kar Tanesi Ortamı
Şekil 5-7 Malzeme Hazırlığı
Şekil 5-8 Sızdırmazlık Balmumu Uygulaması
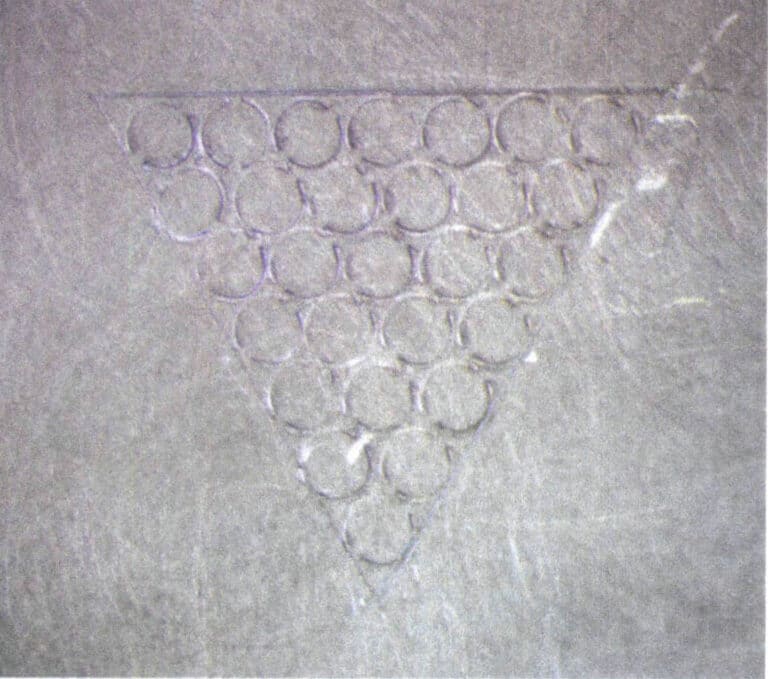
Şekil 5-9 Değerli Taş Yerleştirme Konumlarının İşaretlenmesi
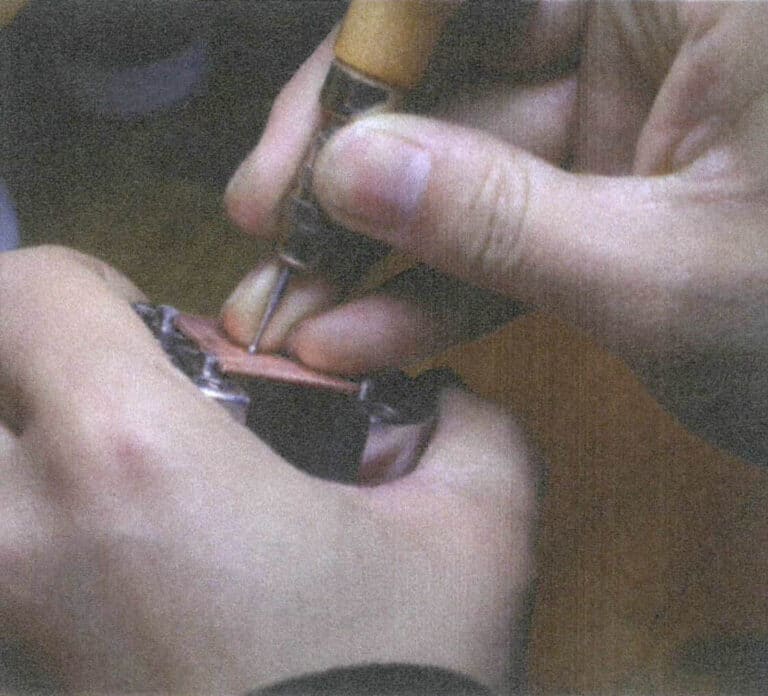
Şekil 5-10 Genişleyen Delikler
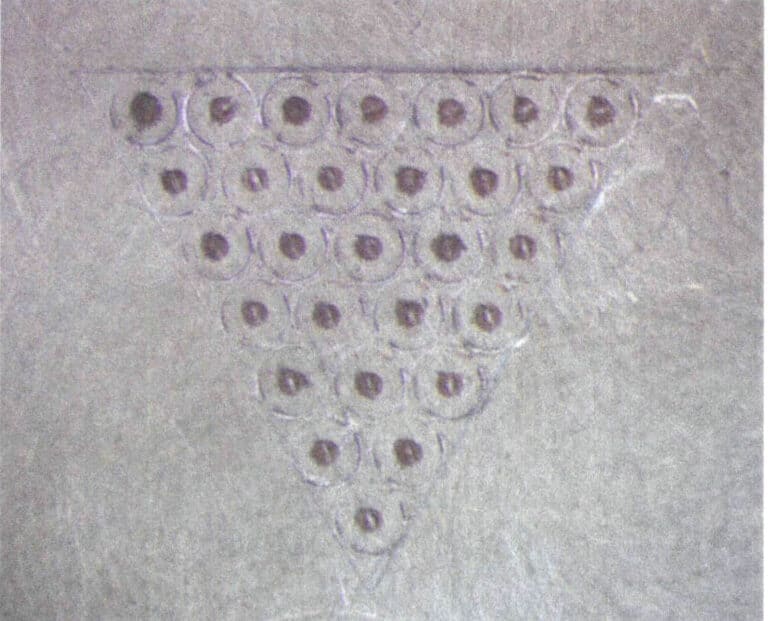
Şekil 5-11 Ayar Montajının Test Edilmesi
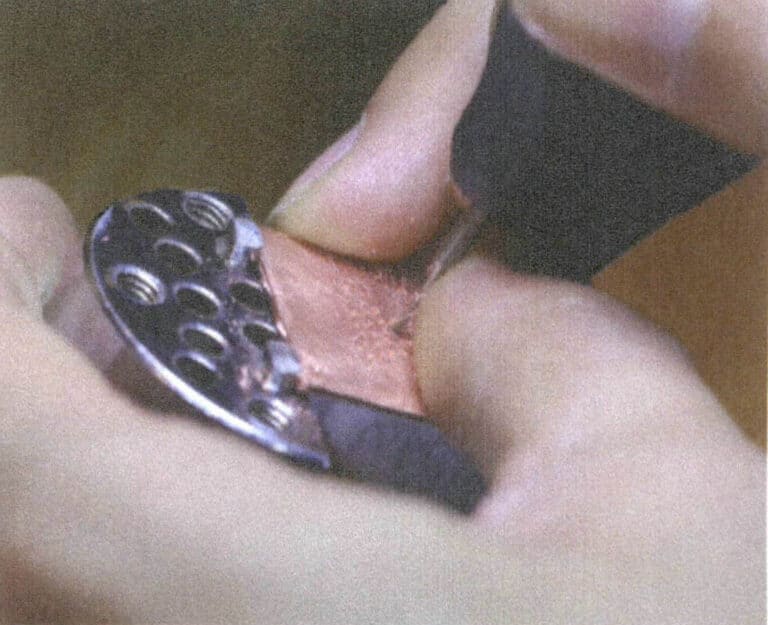
Şekil 5-12 İnce Disk Frezesine Dönüştürülmüş
Şekil 5-13 Oyma Çizgisinin ve Kritik Çizginin Anahatının Konumu
Şekil 5-14 Oyma Hattı ve Kritik Hattın Anahatı
Şekil 5-15 Taş yerleştirme noktalarının teğet olduğu konumda (kırmızı ile işaretlenmiş) metalin oyulması.
Şekil 5-16 Kazı sonrası taş yerleştirme pozisyonu

Şekil 5-18 Çatal uçları itme
Şekil 5-19 Gravür aleti, çatalları ayırıyor ve metali presliyor.
Şekil 5-20 Çatal uçlarının ayrılmasından önceki ve sonraki şematik diyagram (kırmızı çizgi, ayrılan çatal uçlarının konumunu göstermektedir)
Şekil 5-21 Çatal uçlarının ayrılmasının tamamlanması
Şekil 5-22 Boncuk İşleme
Şekil 5-23 Kaldırım Döşemesinin Yatay ve Paralel Düzenlemesinin Tamamlanması

Şekil 5-25 Değerli Taşların Kademeli Dizilmesi
Şekil 5-26 İşaretli Taş Yerleştirme Konumuna Kupa Freze ile Basma
Şekil 5-27 Bilyalı freze ile oluk oluşturma
Şekil 5-28 Sondaj
Şekil 5-29 Sivri Kürek Kazıma Hattı
Şekil 5-30 Kazıma Kenar Çizgisi
Şekil 5-31 Tamamlanmış Kazıma Kenar Hattı
Şekil 5-32 Deliklerin Genişletilmesi

Şekil 5-34 Kenar Oluklarının Kazınması
Şekil 5-35 Kenar oluklarının kazınmasının şematik gösterimi (kırmızı, çıkarılan parçayı gösterir)
Şekil 5-36 Diş İğnesi oluk açma (1)
Şekil 5-37 Diş İğne Oluk Açma (2)
Şekil 5-38 Oluk Açma Tamamlandı (1)
Şekil 5-39 Oluk Açma Tamamlandı (2)
Şekil 5-40 Taşın Yerleştirilmesi

Şekil 5-41 Boncuk İşleme
Şekil 5-42 Çatal uçlarının sıkıştırma ilişkisi
Şekil 5-43 Yatay Kademeli Kaldırım Döşemesinin Tamamlanması

Şekil 5-45 Takı sanatçısı Xiong Chen'in "Asma Bahçesi - Yaprak Akıntısı" adlı eseri"
Şekil 5-46 Takı sanatçısı Xiong Chen'in "Asma Bahçesi - Çiçek Açma" adlı eseri"
Şekil 5-47 Platin elmas broş (V&A Müzesi Koleksiyonu)
Şekil 5-48 CINDY CHAO Yüksek Mücevher
Şekil 5-49 Cindy Chao Yüksek Mücevher

Şekil 5-50 Glenn Spiro Yüksek Mücevherleri (V&A Müzesi Koleksiyonu)