Mücevherler için Flush Setting, Gypsy Setting, Tension Setting, Channel Setting ve Invisible Setting nedir?
Takı üretiminde yapım yöntemlerini ve ayar becerilerini öğrenmek
Giriş:
Bu makale, mücevher ayarı dünyasını inceleyerek beş temel ayarı gözler önüne seriyor: Flush, Gypsy, Tension, Channel ve Invisible. Bu tekniklerde uzmanlaşmak isteyen sektör profesyonelleri için mutlaka okunması gereken bu makale, genel bakış, üretim yöntemleri ve mücevher tasarımındaki uygulamaları kapsıyor.

Gömme Ayar Bilezik
İçindekiler
Bölüm I Gömme Ayarı ve Çingene Ayarı
Gömme ayar ve çingene ayarı, ek bir yapı eklemeden bir taş ayar tabanı oluşturmak için mevcut bir metal yapıdan metal çıkarılarak yapılır. Örneğin, taşı tutmak için yüzükte çatal ayara veya mikro oyuk ayara benzer bir oluk açılır. Yine de gömme ayar ve çingene ayarı metalle daha bütünleşiktir çünkü taş nokta sabitleme yerine taşın kenarı etrafındaki bir daire tarafından yerinde tutulur.
1. Flush Ayarı ve Gypsy Ayarına Genel Bakış
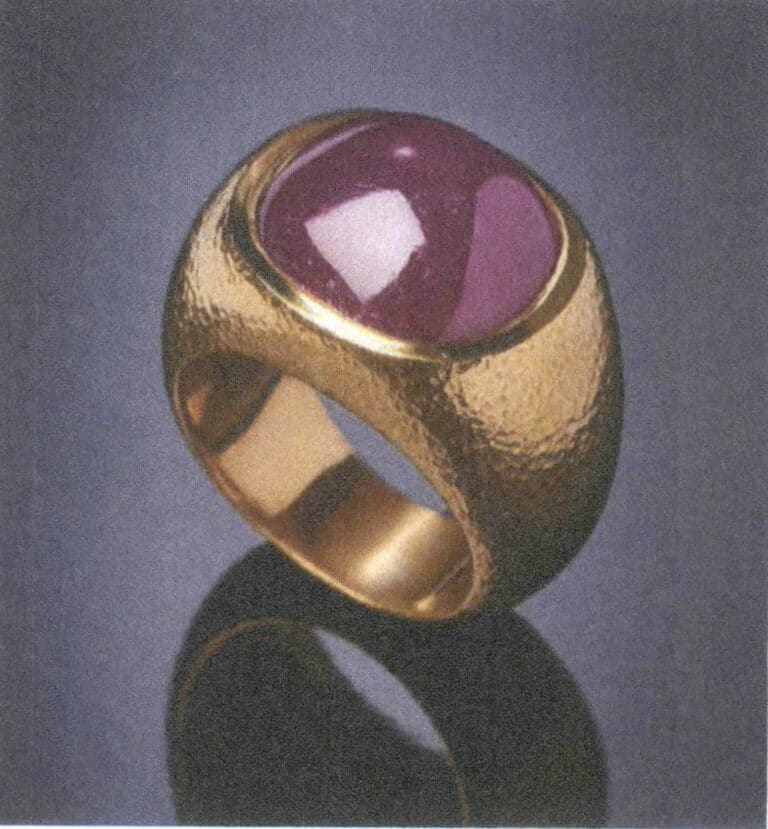
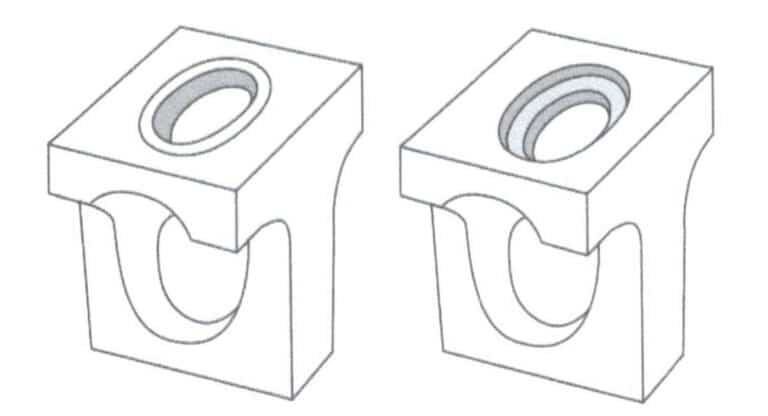
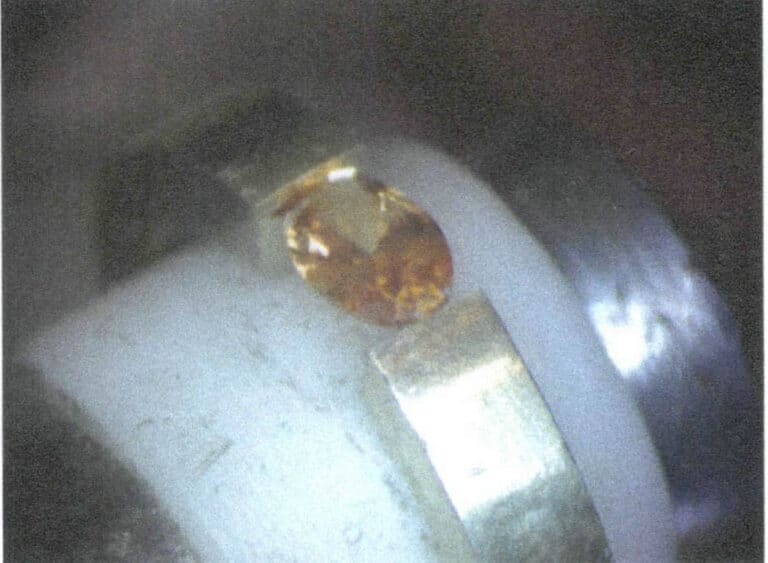
Gömme ayar ve çingene ayarı, günümüz tasarımlarının çoğunda görünümleri açısından birbirine çok benzer ve genellikle birlikte gömme ayar olarak anılırlar çünkü her iki ayarda da metal yüzeye delikler açılarak batık ayar konumları oluşturulur. Daha sonra, taşı çevreleyen metal ekstrüde edilerek ekstra bir metal yapı eklenmeden yerinde tutulur. Her ne kadar benzer görünseler de, kullanıldıkları taş türü ve yapılış şekilleri arasında bazı farklılıklar vardır; çingene ayarları daha büyük taşlar ve daha büyük mücevher parçaları için kullanılırken, gömme ayarlar daha küçük yüzlü taşlar için kullanılır. Bu nedenle, iki tür ayarın etkisi de çok farklıdır, taştaki çingene ayarı daha belirgindir, insanlara coşku ve abartı hissi verirken, taş ve metalin floş ayarı neredeyse aynı düzlemdedir ve bu nedenle düz ayar olarak da adlandırılır, sadelik ve içe dönük ayar etkisi. Birçok durumda, gömme ayar parçanın ana gövdesini tamamlayan bir süslemedir. Şekil 6-1 ve 6-2 sırasıyla iki yüzük tipini göstermektedir.

Şekil 6-1 Gömme Ayar Halkası

Figure 6-2 Gypsy Setting Ring (V&A Museum Collection)
2. Flush Ayarı Yapma Yöntemi
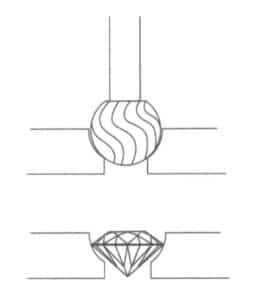
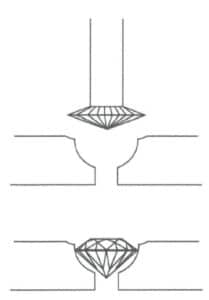
Düz ayar olarak da bilinen gömme ayar, değerli taşın üst yüzeyinin metalle aynı seviyede olduğu görünümle karakterize edilir, yani değerli taşın yüksekliği Şekil 6-3'te gösterildiği gibi metalin kalınlığından daha azdır. Bu nedenle, malzeme seçimi çingene ayarına kıyasla daha sınırlıdır ve efektlerin sınırlılığı gömme ayarın çoğunlukla daha küçük yuvarlak parlak kesim değerli taşlar kullanmasına neden olur. Gömme ayarda metal, değerli taşın etrafını daha güçlü bir şekilde sararak kesintisiz bir etki yaratır. Çingene ayarlarının sağlamlığı ile karşılaştırıldığında, flush ayarların narin sadeliği özellikle son dönem mücevher tasarımlarında tercih edilmektedir.

Adımlar fveya Making Flush Setting
(1) Malzeme Hazırlama
Bu durumda, mücevher 1,5 mm çapında ve yaklaşık 1,1 mm yüksekliğinde yuvarlak parlak kesim bir mücevher kullanmaz. Burada 1,5 mm et kalınlığı ve 4 mm genişlikten bahsediyorum. Yüzüğün et kalınlığı Şekil 6-4'te gösterildiği gibi mücevherin kalınlığından daha fazladır. Bu aşamada yüzük için bir ön finiş yapılması gerektiğini unutmayın.

(2) Metal Kalınlığını Artırın
Metalin kalınlığı taşın tabanı göstermemesini sağlamalıdır. Metal kalınlığı yetersizse, sorunu çözmek için taş ayar konumuna bir metal parça veya metal halka eklenebilir. Kalınlığı artırmak için eklenen metal parça veya halka taşın çapından daha büyük olmalıdır. Metal kalınlığını artırmanın üç yöntemi Şekil 6-5'te gösterilmiştir; ilk ikisi metal parçaların kaynaklanması, üçüncüsü ise metal halkaların kaynaklanması yöntemidir. Bununla birlikte, yüzük üzerinde aynı hizada bir ayar yapılıyorsa, yüzük kalınlığının mücevheri ayarlamak için yeterli olduğundan emin olmak ve ara parçalar estetiği etkileyebileceğinden ara parçalar kullanmamak en iyisidir. Bu, metalin genellikle mücevhere göre hazırlandığı çingene ayarından çok farklıdır, floş ayar ise daha çok metalin mücevhere uyacak şekilde kalınlığına dayanır.
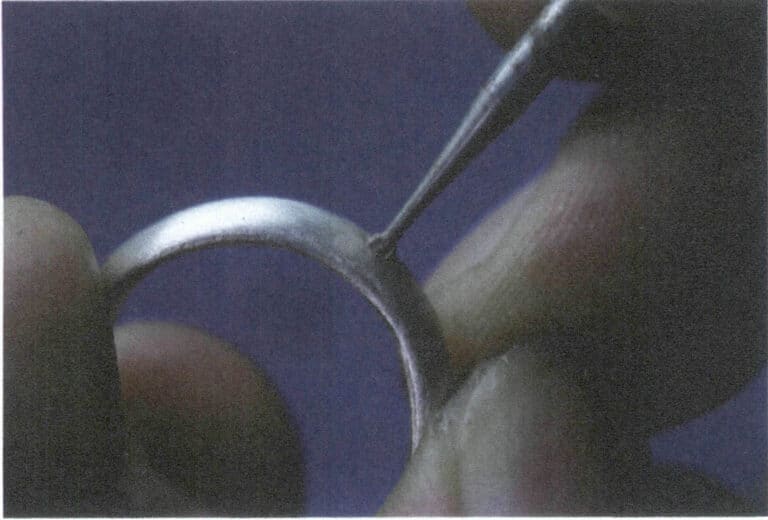
(3) Sondaj
İlk olarak, Şekil 6-6'da gösterildiği gibi yaklaşık 0,8 mm'lik bir matkap ucu ile ayar konumunun ortasında bir delik açın.
(4) Genişleme Pozisyon Ayarlama
Şekil 6-7'de gösterildiği gibi delikteki ayar konumunu genişletmek için top şeklinde veya armut şeklinde bir frez kullanın. Frez boyutu, küçükten büyüğe doğru kullanma prensibini takip etmelidir. Değerli taşın çapına uygun bir frez kullanıldığında, frez boyutu değerli taşın çapından daha büyük olmamalıdır. Flush setleme sırasında setleme pozisyonunun değerli taşın kuşağı ile yakın temas halinde olması çok önemlidir; aksi takdirde değerli taşın güvenli bir şekilde setlenmemesine neden olabilir. Bilye şeklindeki frezin delme derinliği genellikle bilye şeklindeki frezin çapının yarısından biraz daha fazladır ve ayar pozisyonunun derinliği değerli taşın üst yüzeyinin temelde metalle aynı düzlemde olmasını sağlamalıdır, çünkü çok yüksek olması güvenli bir ayara izin vermeyecek ve çok alçak olması değerli taşın parlaklığını gizleyecektir. Derinliğin uygunluğu değerli taşı ayar pozisyonuna yerleştirerek doğrulanabilir; derinlik yetersizse değiştirilebilir, bu nedenle ayar pozisyonu bir seferde delinmelidir. Ayar pozisyonunun enine kesiti Şekil 6-8'de gösterilmektedir.
Şekil 6-7 Ayar pozisyonunun bilye şeklinde bir frez ile genişletilmesi
Şekil 6-8 Ayar konumunun kesiti
(5) Metalin Sabitlenmesi
Ayar konumunu genişletin ve metali Şekil 6-9'da gösterildiği gibi yüzük taşı ayar tabanına sabitleyin.
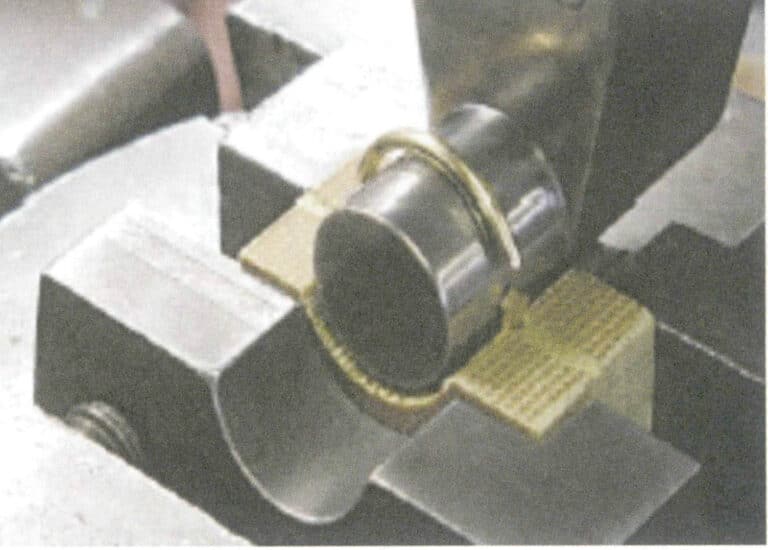
(6) Kanal açma 45 Derece Disk Çapak ile
Bilye şeklindeki frez yerleştirilmedikten sonra, çapı değerli taş çapından biraz daha büyük olan 45 derecelik bir hart frez, Şekil 6-10 ve 6-11'de gösterildiği gibi, bilye şeklindeki frez tarafından açılan deliğin üzerinde aşağıya doğru bir eğim taşlamak için kullanılabilir ve böylece ayarlama sırasında metalin bastırılması kolaylaşır. Bu adım gömme ayar işleminde atlanabilir ve frezin kullanım yöntemi benzersiz değildir; vakada kullanılan yöntemin yanı sıra, değerli taşı ve metal baskı yüzeyine sahip bir taş ayar konumunu destekleyebilecek pürüzsüz bir adım oluşturmak için yalnızca bilye şekilli frez veya bilye şekilli frez ile birlikte armut şekilli bir frez veya elmas şekilli bir frez de kullanılabilir.
Şekil 6-10 45 Derece Hart Çapak ile Kanal Açma
Şekil 6-11 45 Derece Hart Bur Kanal Açma Kesiti
(7) Taşın Yerleştirilmesi
Taşı yerleştirme prensibi, taşın üst yüzeyinin metal yüzeye paralel olmasıdır, yani taşın üst yüzeyi metal yüzeyle neredeyse aynı düzlemdedir. Gömme ayardaki taşların boyutları küçük olduğundan, Şekil 6-12'de gösterildiği gibi taşı yerine yapıştırmak için küçük düz başlı bir frez bilenebilir ve ucu zeytinyağı gibi zararsız bir grese batırılabilir.
(8) Taşın Gözlenmesi
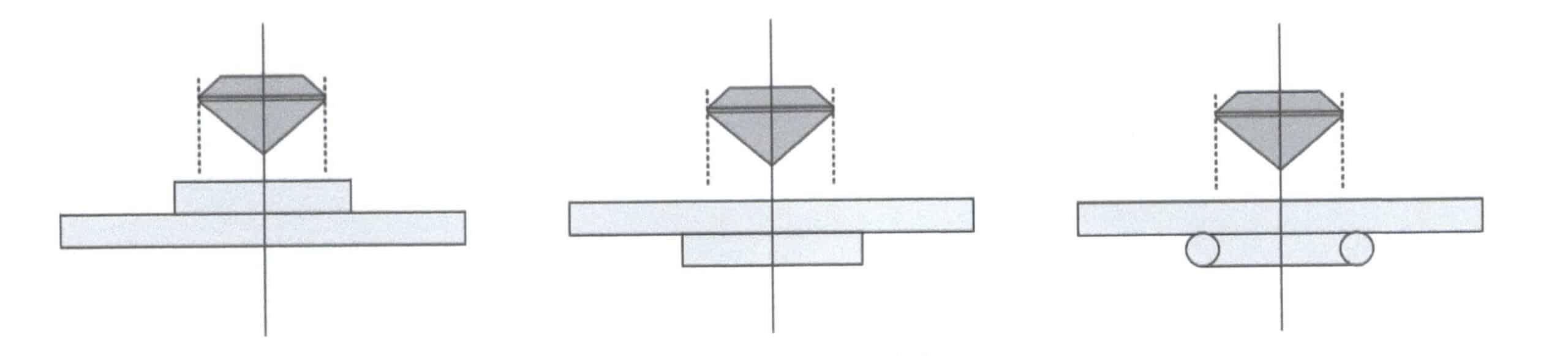
Taşı yerleştirdikten sonra yatay olduğundan ve Şekil 6-13'te gösterildiği gibi taşın uygun derinlikte olduğundan emin olmak için gözlemleyin. Taş eğri yerleştirilirse, taş eğri ayarlanacak ve iyi görünmeyecektir; ayar konumu çok derinse, taş taşın güzelliğini gizleyecek ve muhtemelen sızdıracaktır; ayar konumu çok sığsa, taşı sıkıştırmak için kullanılan metal miktarı yeterli değildir ve taş düzgün ayarlanamayabilir veya ayarlanamayabilir. Bir taşı yerleştirmenin doğru ve yanlış yolları Şekil 6-14'te gösterilmiştir.
Şekil 6-13 Taşı yerleştirdikten sonra mücevherin düz olup olmadığını gözlemleyin.
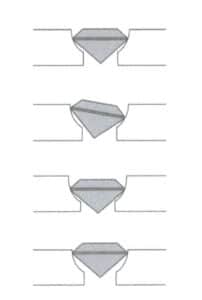
Şekil 6-14 Doğru taş yerleştirme, eğik taş yerleştirme, çok derin ayar konumu, çok sığ ayar konumu
(9) Hazırlıking Ston ayarlama Tools
Taşları yerleştirmek için kullanılan frezlerin kendiniz tarafından parlatılması gerekir. Eski çelik iğneler boyut olarak çok uygundur. Bir taşlama makinesi ve eğe kullanarak bunları gerektiği gibi şekillendirin, ardından zımpara kağıdı ruloları ve parlatma diskleri kullanarak pürüzsüz olana kadar katman katman parlatın. Son olarak, kolay kavrama ve kuvvet uygulaması için cilalanmış frezleri ahşap bir sapa veya kilit çenesine sabitleyin. Gömme ayar frezinin stili Şekil 6-15'te gösterilmektedir.
(10) Ayarlama Taş
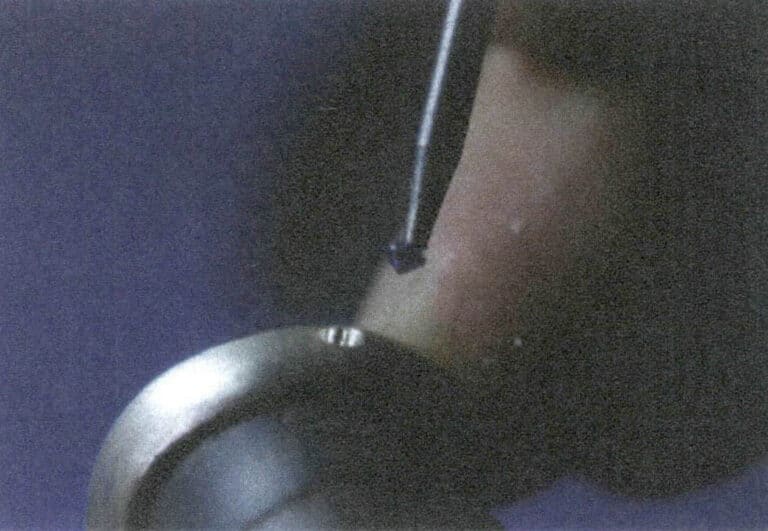
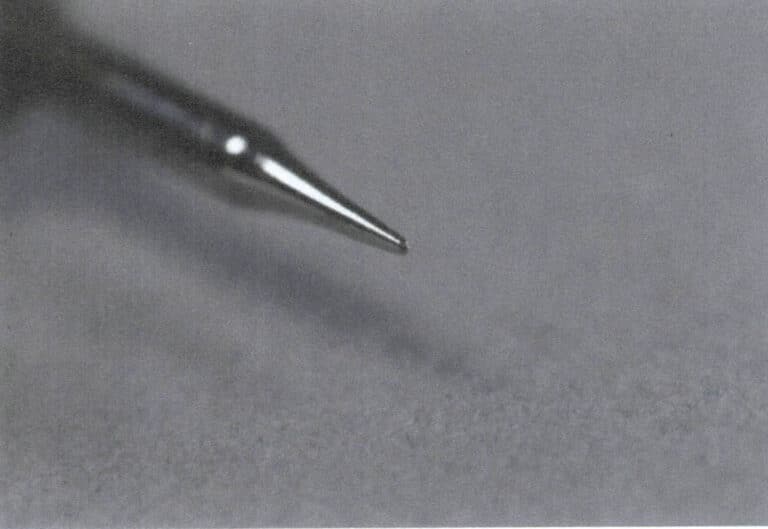
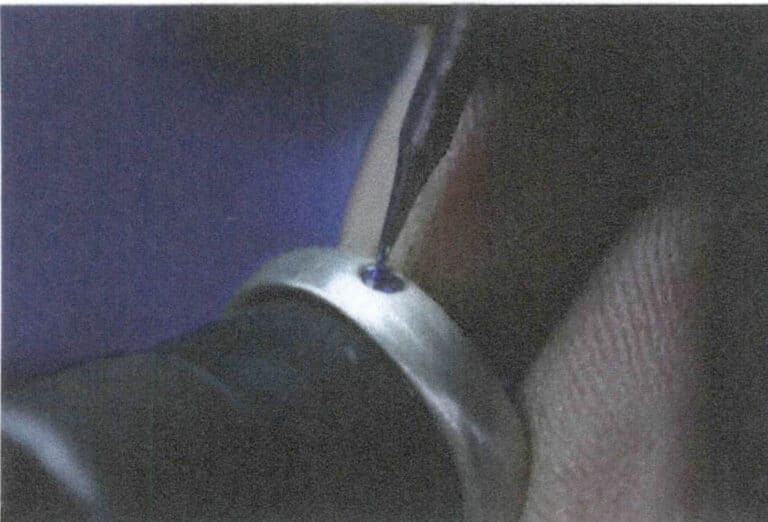
Metali değerli taşın belinin üst kısmına bastırmak için çerçevenin iç kenarı boyunca yaklaşık 45 derecelik bir açıyla dairesel bir hareketle kuvvet uygulamak için çelik bir frez kullanın. Döndürme ve bastırma sırasında çelik frez, Şekil 6-16 ila 6-18'de gösterildiği gibi kademeli olarak eğimli durumdan dikey duruma geçer. Bu açı ve sırayı 45 derecelik hart bur presleme yöntemi kullanılmadan yiv açılan metal takip eder.
Şekil 6-15 Gömme Ayar Bur Aletinin Stili
Şekil 6-16 Taşın Ayarlanması
Şekil 6-17 Eğik Açıda Çelik Burç Presleme
Şekil 6-18 Çelik Bur Dikey Açıda Presleme
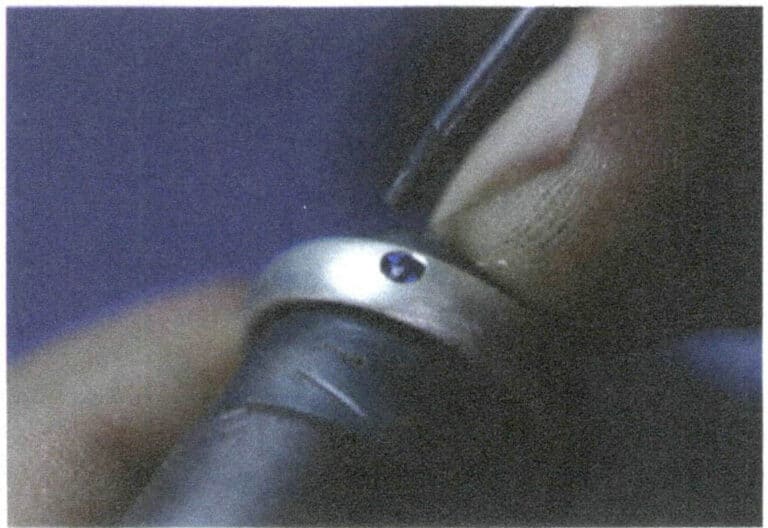
(11) Tamamlama Yıkama Ayarı Ring
Gömme ayarın bitirme işi çoğunlukla taş yerleştirilmeden önce tamamlanır, bu nedenle taş yerleştirildikten sonra geriye kalan, Şekil 6-19'da gösterildiği gibi, esas olarak taş ayarının kenarlarının bitirilmesi ve temizlenmesidir.

3. Çingene Dekorunun Üretim Yöntemi
Çingene ayarı söz konusu olduğunda, Çingenelerin etnik özellikleri sayesinde cesur ve sağlam güzelliğini takdir etmekten kendimizi alamıyoruz. Bu ayar yöntemi genellikle erkek yüzüklerinde kullanılır. Gerçek Çingene ayarı vurularak sabitlenir. Geleneksel Çingene ayarlarında, stiller genellikle geniş halkalar gibi daha büyük metal parçaları içerir. Bu ayar, düzensiz şekilli olanlar da dahil olmak üzere neredeyse her tür değerli taşı barındırabilir ve değerli taşlar genellikle daha büyüktür, metalin kenarları bastırıldıktan sonra düzleştirilir, sanki değerli taş Şekil 6-20'de gösterildiği gibi metalin içine dökülmüş gibidir. Daha büyük veya düzensiz değerli taşlar için balmumunu şekillendirdikten sonra metal dökme yöntemini kullanmak daha uygundur. Değerli taş şekli düzensizse 3D modelleme kullanarak hassas bir kalıp oluşturmak daha kolaydır. Bu nedenle, aşağıdaki vaka Çingene ayar yöntemini elle balmumu yontma ve ardından döküm ve ayar işlemiyle tanıtmaktadır.
İçin Adımlar Making Gypsy Setting
(1) Malzeme PTAZMİNAT
Çingene ayarı genellikle daha büyük kabaşon değerli taşlara odaklanır, ancak yönlü değerli taşlar da kabul edilebilir. Burada, örnek olarak 12mm×8mm boyutlarında oval şekilli bir kabaşon değerli taşın ayarını tanıtacağız.
Bu tür büyük değerli taşların ayarı için, Şekil 6-21'de gösterildiği gibi yüzük için düz yüzeyli mum kullanılması önerilir. Şekil 6-22'de gösterildiği gibi, taş yerleştirme pozisyonu için balmumunun kalınlığını, taş yerleştirme tabanının toplam kalınlığı olan değerli taşın boyutuna göre ayarlayın. Bu durumda, değerli taşın batma derinliği yaklaşık 2 ~ 2,5 mm'dir ve metal kalınlığı taş ayar tabanı için yeterli derinliği sağlamalı, genişlik ise değerli taşın dışına bastırmak için yeterli kenar ve alan sağlamalıdır. Döküm mumu kullanılıyorsa, önce değerli taş için taş ayar tabanını oluşturun ve ardından yüzüğün diğer parçalarını buna göre dökün, bu da taş ayar konumunun boyutlarını daha iyi sağlayabilir.
Şekil 6-21 Döküm bloğunu hazırlama
Şekil 6-22 Taş yerleştirme konumu için mum kalınlığını belirleyin
(2) Belirlemeing ve Ppozisyonu Stbir Ayar Tabanı
İlk olarak, değerli taşın dış hatlarını balmumu yüzeyinde çizin: bir işaret yapmak için çelik bir frez kullanın ve bu dış hat çizgisine dayanarak, Şekil 6-23'te gösterildiği gibi değerli taşın tabanı için destek görevi gören orantılı olarak küçültülmüş bir dış hat çizmek için değerli taşın boyutuna göre 1-2 mm içe doğru küçültün. Taş ayar tabanının kenarları değerli taşa çok yakın oturmalıdır.
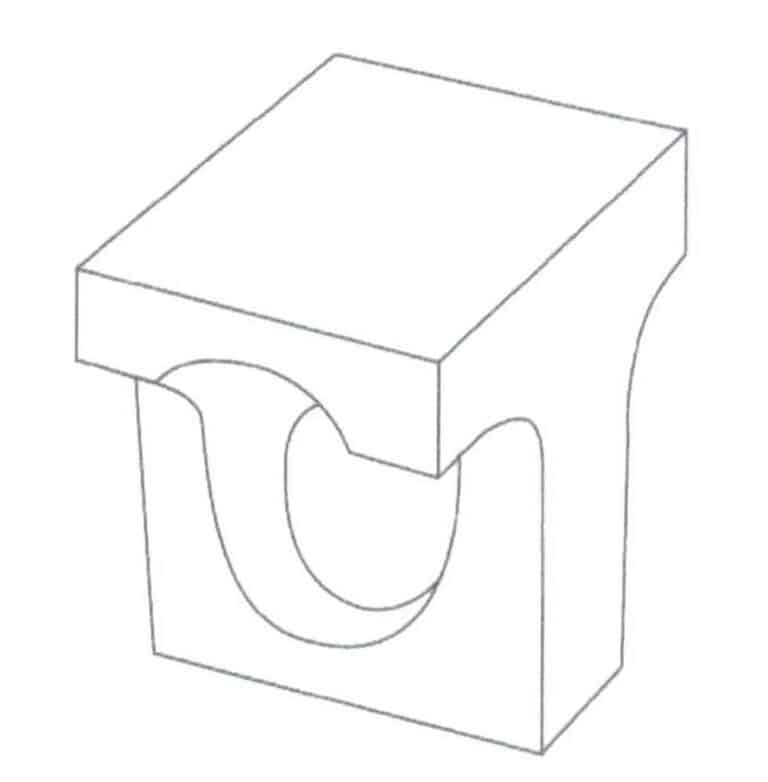
(3) Carving Pozisyon Ayarlama
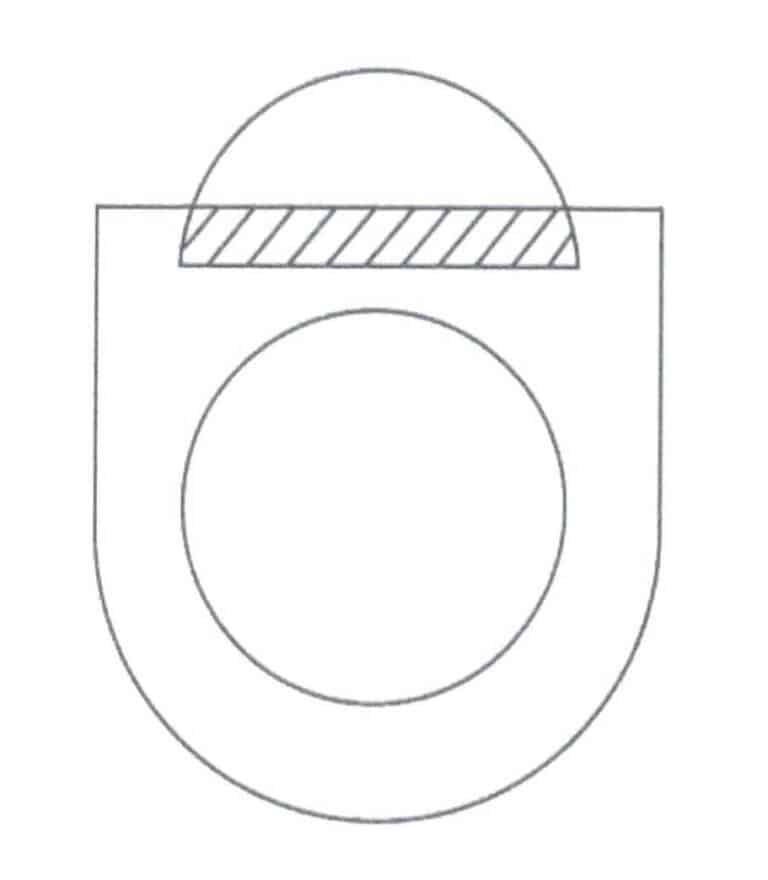
İlk olarak, taş ayar pozisyonuna yukarıdan aşağıya doğru nüfuz etmek için bir matkap frezi kullanın, ardından işaretli iç kontur çizgisi boyunca cilalamak için silindirik bir frez kullanın ve Şekil 6-24'ün sol resminde gösterildiği gibi her zaman dikey bir pozisyonu korumaya dikkat edin. Ardından, Şekil 6-24'ün sağ resminde gösterildiği gibi, tutarlı bir derinlik ve düz bir alt yüzey sağlayarak ve altta yaklaşık 1 mm kalınlık bırakarak dış kontur çizgisi boyunca dikey olarak mumlayın. Alt yüzey konik parlak kesim bir değerli taş ise, değerli taşa göre uygun bir konik eğime göre şekillendirilmelidir, bu da yeterli kalınlığa sahip döküm metal üzerinde rafine edilebilir. Kabaşon değerli taşların ve faset değerli taşların taş ayar pozisyonlarının alt yüzeyleri arasındaki fark Şekil 6-25'te gösterilmiştir.
Şekil 6-24 Ayar konumunun oyulması
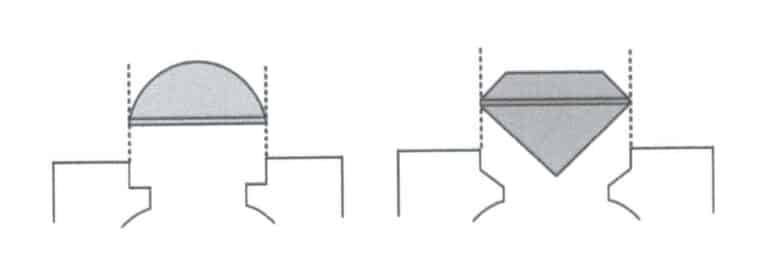
Şekil 6-25 Kabaşon değerli taşlar ile fasetli değerli taşların taş ayar pozisyonlarının alt yüzeyleri arasındaki fark
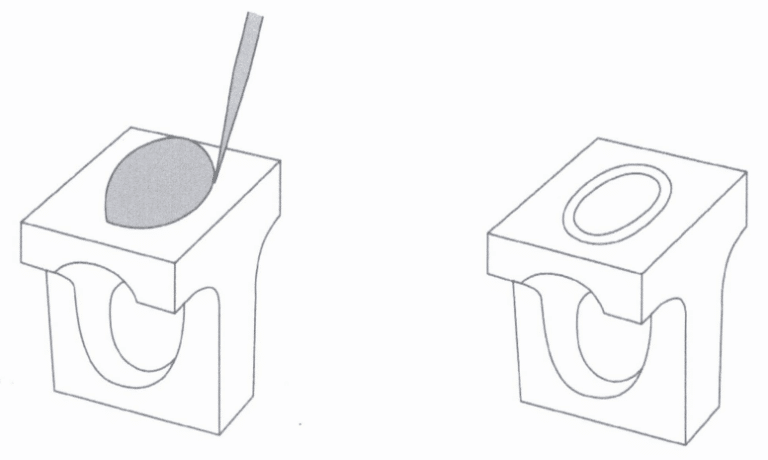
(4) Genel Ctamamlanması Wbalta Carving ve Casting
Ayar pozisyonunu belirledikten sonra, Şekil 6-26'da gösterildiği gibi ayar pozisyonunun kenarlarının değerli taşın kenarlarına sıkıca oturup oturmadığını test etmek için fazla balmumunu yontun ve değerli taşı balmumu modelinin ayar pozisyonuna yerleştirin. Balmumu model onaylandıktan sonra metale dökün ve dökülen metal bir ön bitirme işleminden geçmelidir.
(5) Testing ve Montaj Ayarı ve Cyalıning ve Setting Position
İlk olarak, değerli taşı döküm metal parçanın ayar pozisyonuna yerleştirin ve uygun olup olmadığını belirlemek için ayar pozisyonunu tekrar test edin. Dökümün büzülme oranı nedeniyle, ayar konumu muhtemelen çok küçüktür; bu noktada, ayar konumunu ayarlamak için aletler veya bir kalıp kafası kullanmak, alt kenarın konumuna özellikle dikkat etmek, değerli taşın Şekil 6-27'de gösterildiği gibi ayar konumuna düz bir şekilde yerleştirilebilmesini sağlamak için fazla metali çıkarmak gerekir.
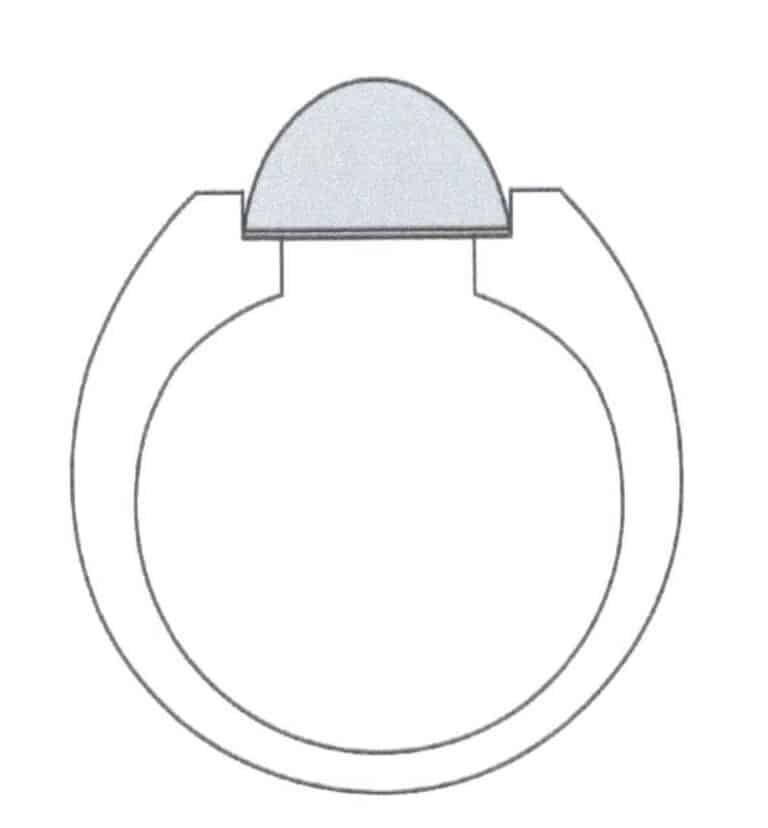
Şekil 6-26 Balmumu modelin ayar pozisyonuna yerleştirilmiş değerli taşın kesiti
Şekil 6-27 Ayar konumunun temizlenmesi
(6) Yarating a Groove on the Outer Edge of Ston Setting Pozisyon
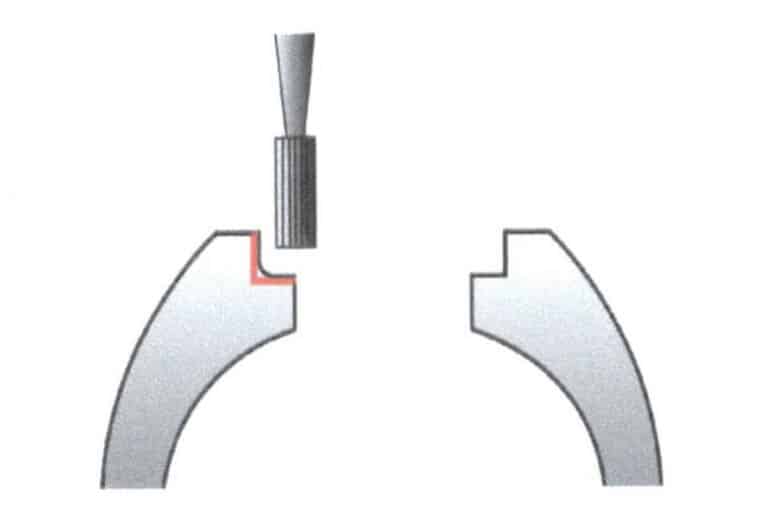
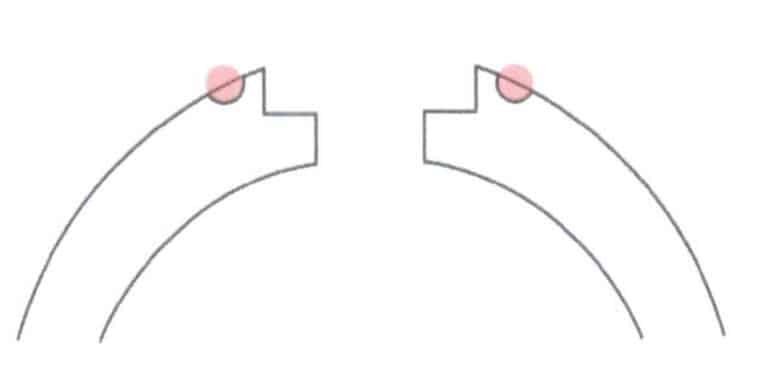
Taş yerleştirme pozisyonunun dış kenarında metal üzerinde bir oluk açmak için bilye şeklinde bir frez kullanarak keskinin metale baskı yapmasını kolaylaştırın. Yiv pozisyonunun kesiti Şekil 6-28'de gösterilmiştir ve kırmızı nokta yiv pozisyonunu göstermektedir.
(7) Ayarlama Ston
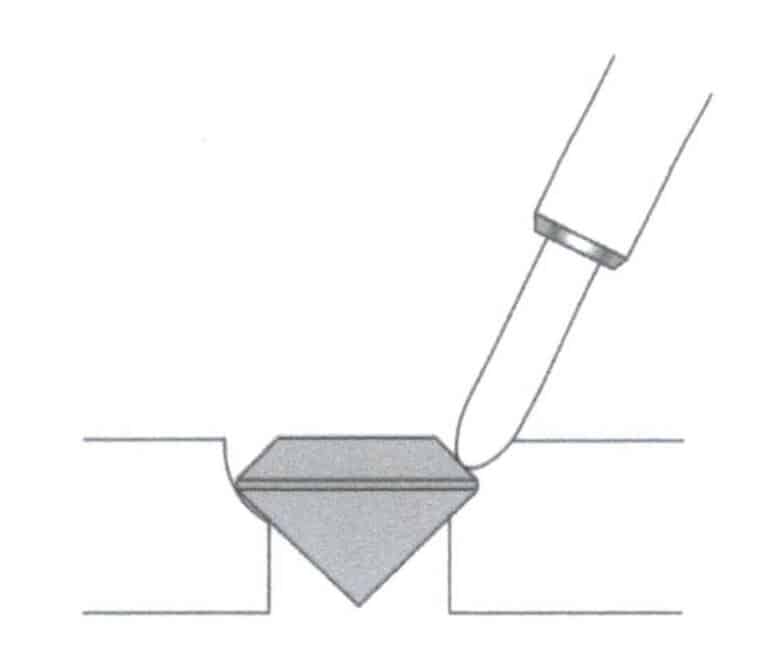
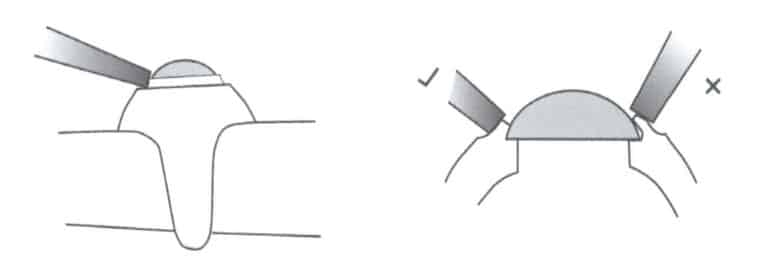
Taşları ayarlamak için genellikle iki yöntem vardır. Yöntemlerden biri, düz uçlu bir keski kullanmak ve düz uçlu keskinin düz yüzeyini değerli taşın yay yüzeyine paralel bir açıyla eğmektir. Bir çekiç kuvveti kullanılarak metal önce değerli taşın etrafına dört yönden sabitlenir ve ardından dairesel olarak bastırılır. Bu yöntem, düz uçlu keski ile değerli taş arasındaki açı farkının çok büyük olmaması gereken ve Şekil 6-29'da gösterildiği gibi metalin değerli taşın yüzeyine yakın bir şekilde oturmasını sağlayan çerçeve ayarlama işlemine benzer.
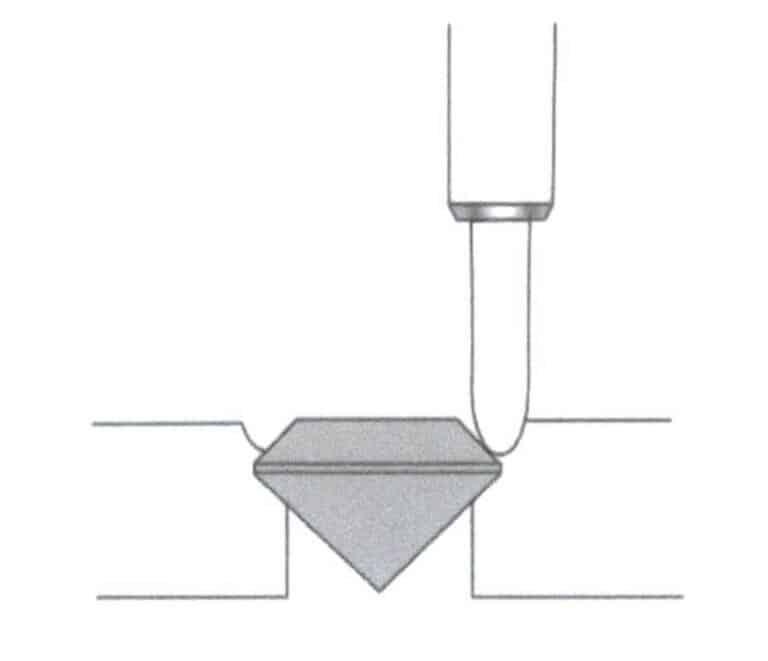
Diğer yöntem ise Şekil 6-30'da gösterilen tarzda kavisli bir keski kullanmaktır. Bu yöntem değerli taşın etrafındaki metalin yatay düzleme göre yaklaşık 60 derecelik bir açıyla dikey düzleme doğru bastırılmasını içerir, taşların aynı hizada yerleştirilmesi işlemine benzer ancak yine de Şekil 6-31'de gösterildiği gibi vurmak için bir çekiç kullanılır.
Şekil 6-28 Yiv konumunun kesiti
Şekil 6-29 Düz Uçlu Keski Açısı

Şekil 6-30 Kavisli Keski

Şekil 6-31 Keski ile Metal Presleme
(8) Son İşlem ve Ctamamlanması Gypsy Setting
Taşları sabitledikten sonra, pürüzsüz hale getirmek için mücevherlerin etrafındaki metali parlatın. Ayarın kenarlarını düzeltmek için bir itici de kullanabilirsiniz. Son olarak, Şekil 6-32'de gösterildiği gibi çingene ayarının üretimini tamamlayın ve bitirin.

4. Takı Tasarımında Flush Setting ve Gypsy Setting Uygulaması
Mücevher işçiliğinin tarihsel gelişimi açısından bakıldığında, çingene ayarı, değerli taşların kesiminin henüz tam olarak gelişmediği bir aşamada, çeşitli kabaşon ve düzensiz şekilli değerli taşlara uyum sağlayarak ortaya çıkmıştır. Ancak yuvarlak parlak kesimlerin ortaya çıkmasıyla birlikte, daha küçük yüzlü taşlar için gömme ayar tekniği, özellikle de yuvarlak parlak kesim mücevherler için gömme ayar yavaş yavaş gelişti. Bu nedenle, 1450'den kalma bir yüzükte kusurlu kesilmiş iki yakutun ayar yöntemini gösteren Şekil 6-33'te gösterildiği gibi, antika mücevherlerde daha çok çingene ayarı görürüz.
Çingene ayarı tekniği günümüz üretiminde geleneksel yöntemlere kıyasla bazı değişikliklere uğramıştır. Metal malzemelerin yüksek tüketimi ve hakiki Çingene ayarının ağırlığından dolayı, tasarımda Çingene ayarının kaba görsel hissini korumak, ancak çerçeve veya çatal ayarı gibi daha kolay uygulanan ayar yöntemleriyle değiştirmek veya tasarımdaki değerli taşlara renk ve şekil zenginliği katarak gömme ayarla bütünleştirmek daha yaygındır. Burada, Şekil 6-34 ila 6-36'da gösterildiği gibi, mücevher sanatçısı Alan Craxford'un birkaç çalışmasını örnek olarak alıyoruz; burada Çingene ayarı ile gömme ayarı harmanlayan ve zanaatı farklı değerli taş sunumlarına daha esnek bir şekilde uygulayan üretim yöntemini görebiliyoruz.
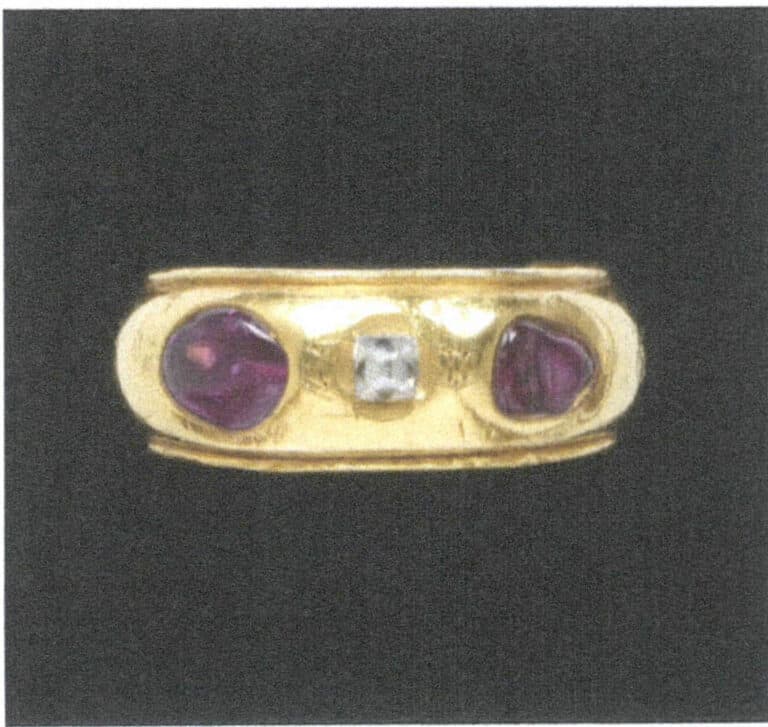
Figure 6-33 Diamond Ruby Ring (V&A Museum Collection)
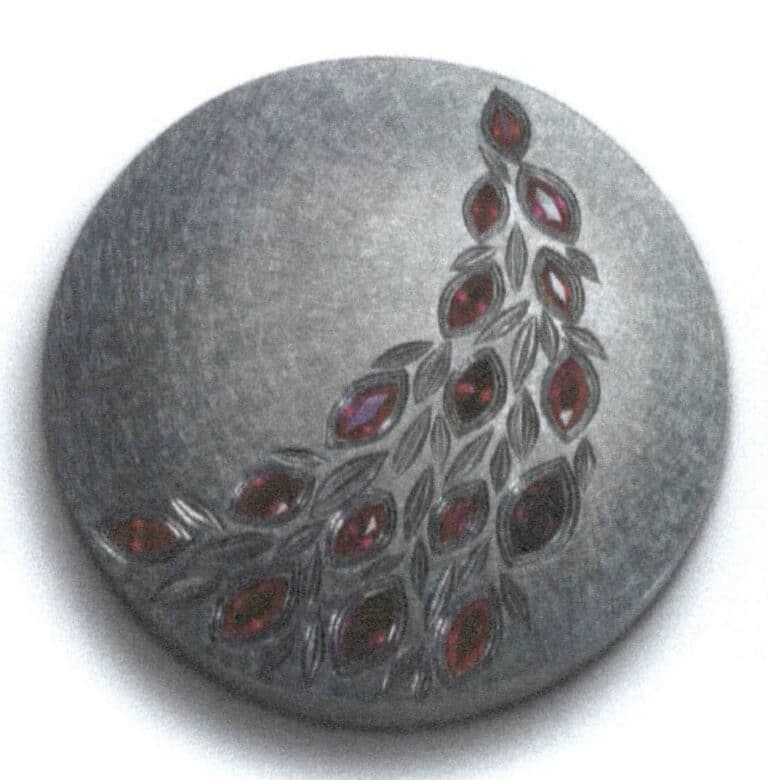
Şekil 6-34 Alan Craxford'un Çalışması (-)
Şekil 6-35 Alan Craxford'un Çalışması (İki)

Şekil 6-36 Alan Craxford'un Çalışması (Üç)
Gömme ayar tekniğinin sunduğu minimalist stil, dekorasyona yönelik çağdaş estetik zevklerle iyi bir uyum içindedir ve bu nedenle son yıllarda bazı mücevher markaları arasında giderek daha fazla tercih edilmektedir. Örneğin, Alman mücevher markası NIESSING, Almanya'nın minimalist tasarım tarzını miras alarak, yenilikçi işçilik malzemelerini tasarımla bütünleştirmeyi ana özelliği olarak benimsemiştir. Bu marka anlayışı çerçevesinde, NIESSING'in tasarımları dekorasyon ve gereksiz yapıları en aza indirmeye çalışarak değerli taşlar ve metallerin kusursuz bir şekilde harmanlandığı görsel bir etki elde ediyor. Bu markanın SOLARIS COLOR RINGS ve SPHERES SOLARIS ARCHITECTURE koleksiyonlarının tasarımlarında flush ayarın esnek uygulamasını hissedebiliyoruz.
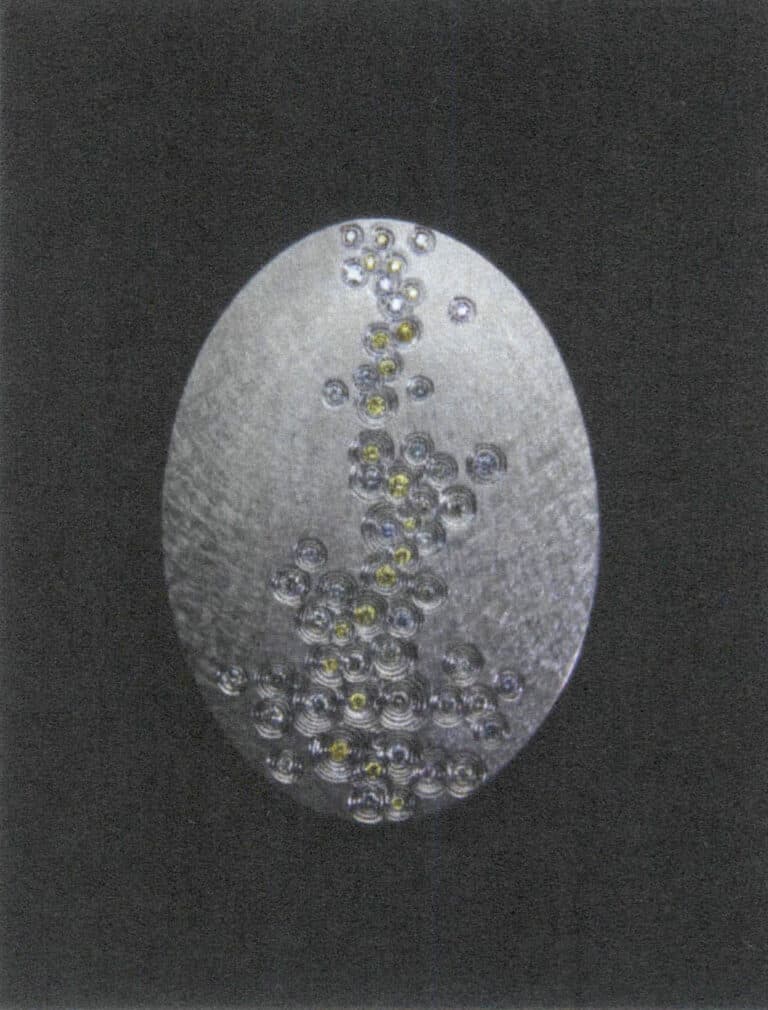
Flush ayar uygulaması, Şekil 6-37 ve 6-38'de gösterildiği gibi, metalin rustik yüzey işleminin flush ayar tekniğiyle birleşerek değerli taşların kum tepelerinin altında yarı gömülü görünmesini sağladığı ve metal ile değerli taşlar arasında doğal bir ilişki kurduğu bağımsız mücevher tasarım markası Langmu'nun "Dune" koleksiyonu gibi bazı sanatsal genç mücevher markalarında sıklıkla görülebilir. Ayrıca, Şekil 6-39 ila 6-41'de gösterildiği gibi, tüm mücevher parçasının şık tasarımında bir vurgu görevi gördüğü bazı yaygın minimalist ve abartısız stillerde de gömme ayar uygulamasını görebiliriz.

Şekil 6-37 Larmo marka mücevher (1)

Şekil 6-38 Larmo marka mücevher (2)
Şekil 6-39 Gömme Ayar Bileziği

Şekil 6-40 Gömme Ayar Halkası
Yukarıdaki tasarım örneklerinden hareketle, kakma ve çingene ayarının tasarım özellikleri basit ve uyumlu bir şekille metalle görsel olarak bütünleşmek olarak özetlenebilir. Özellikle kakma durumunda, tasarım genellikle değerli taşın kendisini vurgulamak için değil, daha ziyade genel tasarımı geliştirmek için tasarlanmıştır, metal tamamlandıktan sonra eklemeye izin verir, bu da rastgelelik ve esneklik sağlar. Bu nedenle takı tasarımında daha özgür ve esnek bir şekilde uygulanabilen bir ayar yöntemidir.
Bölüm II Gerilim Ayarı
Gerilim ayarları, gerilim ayarına ve gerilim ayarına benzer bir etkiye sahip ayarlara atıfta bulunmak için kullanılan bir terimdir. Gerilim ayarı çok yaratıcı bir ayar yöntemidir ve ayar arasındaki ilişkiye bir tür aşırı meydan okumadır; aynı zamanda birçok ayar yönteminden daha zor olanıdır, bu nedenle çok kışkırtıcı bir görsel estetik getirebilir.
1. Gerilim Ayarlarına Genel Bakış
Gergi ayarları için Çin'deki anlayış Avrupa ve Amerika'dakinden biraz farklıdır. Birçok yerli mücevher ürününde, değerli taşın kuşağını her iki taraftan metalle sıkıştıran veya değerli taşın kuşağını kısmen çevreleyen herhangi bir ayar yöntemi gerilim ayarı olarak adlandırılabilir. Genellikle, aralarında net bir kategori sınırı olmayan çatal ayarı, çerçeve ayarı ve diğer ayar yöntemleri ile açıklığa kavuşturulması gerekir. Avrupa ve Amerika'da kullanılan "Tansiyon Ayarı" terimi daha doğru bir şekilde "Zhang li Xiang" olarak çevrilir ve değerli taşın kuşağına iki yönden merkezcil bir sıkıştırma kuvveti uygulayarak onu sabitlemek için metalin geriliminden yararlanır. İki gerilim noktasına ek olarak, bu yöntemden türetilen diğer destek yapıları veya tabanlar yarı gerilim ayarları olarak adlandırılır.
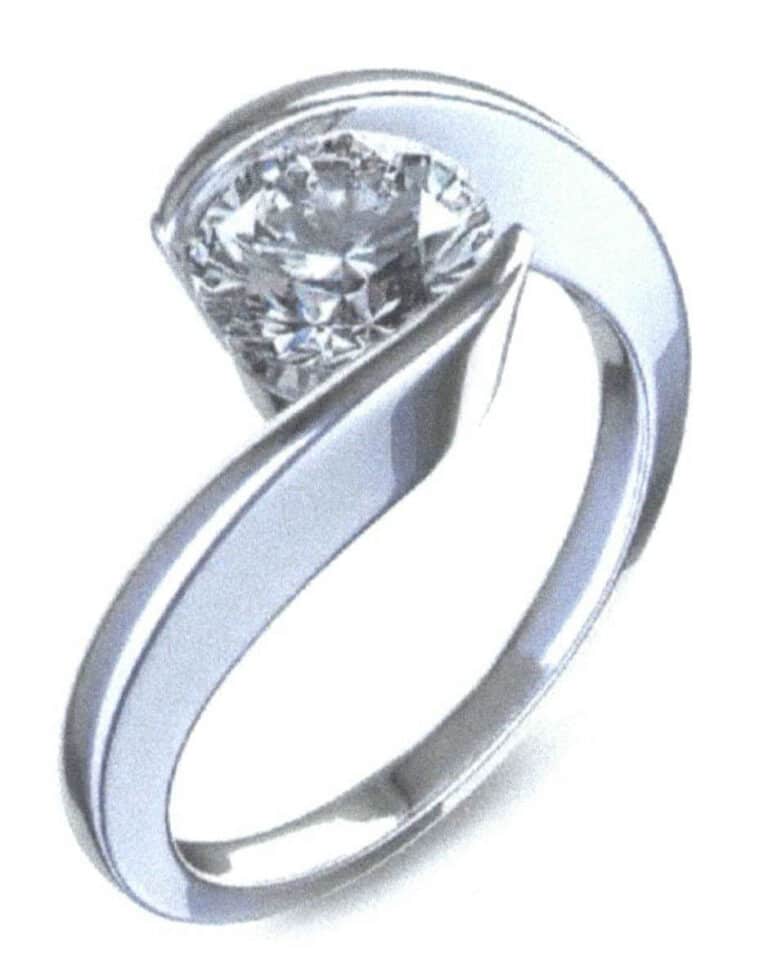
Gerilim ayarı daha zor bir ayar türüdür. Bu yöntemin kısa bir kullanım geçmişi vardır ve Almanya'dan NIESSING ve Amerika Birleşik Devletleri'nden STEVEN KRETCHMER olmak üzere iki markanın tanıtımı altında kademeli olarak gelişmiştir. Bu markaların gerginlik ayarı teknolojisinde iyi bir şekilde uzmanlaşabilmelerinin nedeni, ilgili yüksek sertlikteki alaşım teknolojisinin araştırılması ve geliştirilmesindeki belirli başarılardır. Yeni başlayanlar bu alandaki teknik ayrıntıları öğrenemezler. Yine de, gergi ayarlarının ilkelerini ve üretim süreçlerini anlayabilir ve tek parçalarla veya küçük partilerle daha pratik uygulama yapabilirler. Üretim örneğinde, yeni başlayanların gerginlik ayarlarının zorluklarını ve kilit noktalarını anlamalarına yardımcı olmayı umarak en tipik tarzından başlayacağız. Gergi ayarı halkası Şekil 7-1'de gösterilmiştir.
2. Gerilim Ayarlarının Üretim Yöntemi
Gerginlik ayarlarının üretim adımlarının gösterimi, gerginlik ayarının tanıtımı, yarı gerginlik ayarı ve ızgara şeklindeki gerginlik ayarı olarak ayrılacaktır. Yarı gerginlik ayarı ve ızgara şeklindeki gerginlik ayarı tipik gerginlik ayarları olmamakla birlikte, daha önce de belirtildiği gibi, gerginlik ayarı prensiplerinden türetilmiştir. Bununla birlikte, yarı gerilim ayarı gerilimden etkilenir ve ızgara şeklindeki gerilim ayarı yapıdaki yarı gerilim ayarı ile yakından ilişkilidir. Bu nedenle, bu üç ayar türü gerilim ayarları altında kategorize edilir. Aşağıda, bu üç ayar yönteminin prensipleri ve üretim yöntemleri ayrı ayrı tanıtılacaktır.
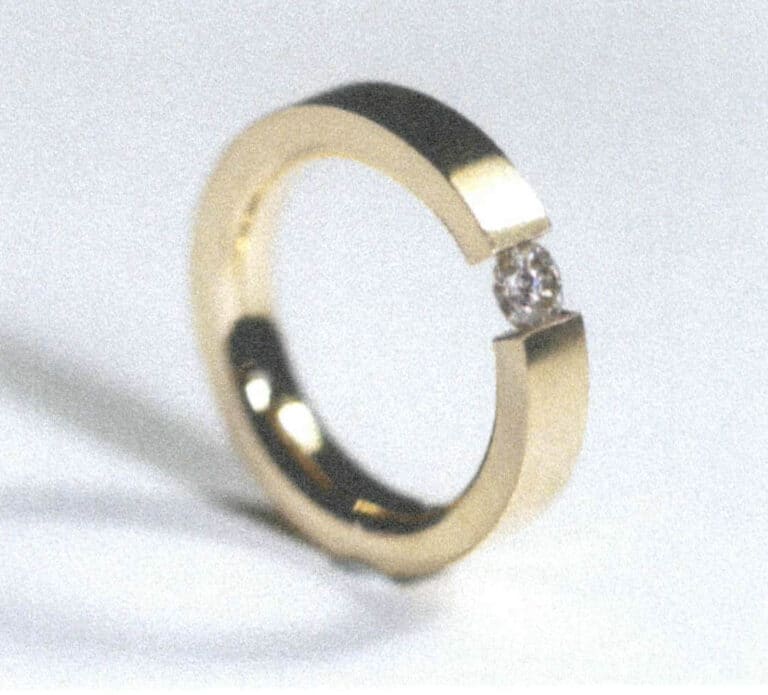
2.1 Gerginlik Ayarı
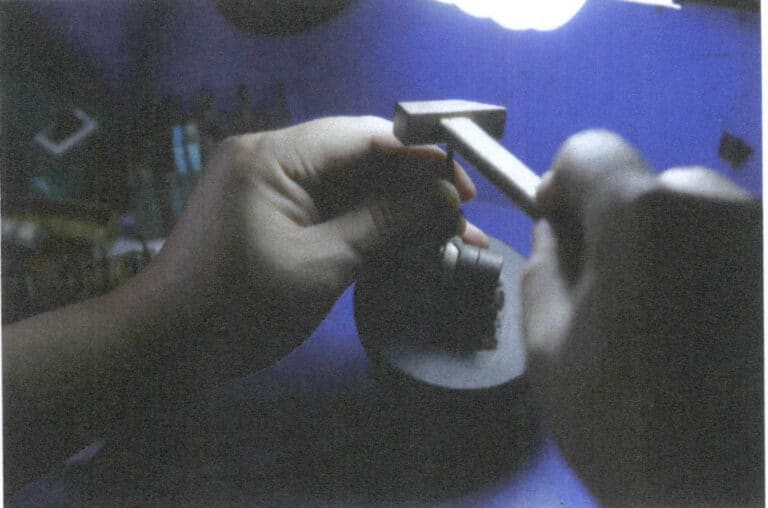
Gergi ayarı, taşı yerinde tutmak için yalnızca metaldeki iki gerilim noktasına dayanan bir değerli taş ayarlama yöntemidir. Seri üretimde ve tek parçalı üretimde gergi ayarı için malzemelerin hazırlanması tamamen farklıdır. Aradaki fark, seri üretim için metalin uygun sertlik oranına ve gerilime sahip alaşımlardan yapılması ve daha sonra kullanım için metal plakalar halinde kesilmesidir. Bu özellikle yüzük uygulamalarında yaygındır. Bununla birlikte, tek parça ve küçük seri üretim için münferit profillerin dövülmesi ve sertleştirilmesi yöntemi kullanılabilir. Bu vaka, metalin dövülmesi ve sertleştirilmesi yoluyla gerilim ayarlarının yapılması yöntemini göstermektedir. Gergi ayar halkası Şekil 7-2'de gösterilmektedir.
Adımlar fveya Making TENSION Setting
(1) Choosing a Gemstone
Gergi ayarı, değerli taşlar için yüksek sertlik gerektirir. Değerli taşa uygulanan önemli basınç nedeniyle, yalnızca elmas, yakut ve safir gibi sert değerli taşlar kullanım için uygundur. Ayrıca, değerli taşta çatlaklar varsa, ayar işlemi sırasında büyük olasılıkla sorunlarla karşılaşacaktır. Bu örnek olayda yüksek sertliğe sahip doğal bir zirkon kullanılmıştır. Değerli taşın boyutuna da dikkat etmek, değerli taşın yüksekliğinin metalin kalınlığından daha az olmasını sağlamak, yani altta açıkta kalmamasını sağlamak önemlidir. Genel olarak, gergi ayarlı bir yüzüğün kalınlığı yaklaşık 3 mm'dir, bu nedenle değerli taşın kalınlığı 3 mm'den az olmalıdır. Bu durumda Şekil 7-3'te gösterildiği gibi 4 mm × 3 mm'lik oval bir kurşun taş kullanılır.
(2) Metallerin Hazırlanması
Gergi ayarı için seçilen metaller genellikle yüksek sertlik ve dayanıklılık sağlayabilen ve gevşeme olasılığını azaltan altın, platin veya demir alaşımlarıdır. Döküm yöntemleri kullanılıyorsa, 18 ayar ve 14 ayar altının sertliği, metalin kalınlığını sağlarken gergi ayarları oluşturmak için kullanılabilir. Ayrıca, hazır metal malzemeler tek veya küçük seri üretim için sertleştirilebilir. Bu vaka çalışmasında pirinç, Şekil 7-4'te gösterildiği gibi önce yaklaşık 3,5 mm pirinç telden kapalı bir metal halka kaynaklanarak sertleştirme işlemiyle kullanılmıştır.

Şekil 7-3 Değerli Taşların Hazırlanması (Zirkon)

Şekil 7-4 Metallerin Hazırlanması (Pirinç)
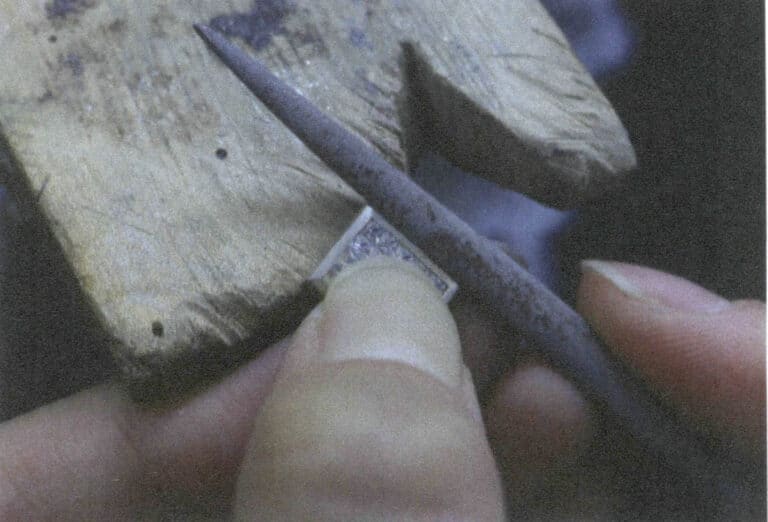
(3) Hardening Metaller
Üretimde gerilim ayarının zorluğu daha çok metal malzemelerin sertliğini ve esnekliğini kontrol etmek ve böylece değerli taşları ayarlamak için uygun metal gerilimini kullanmakla ilgilidir. Özel metal oranı teknolojisi olmadan, metal oranının saflığı ne kadar düşükse, metal sertleşmesi nedeniyle sertlik o kadar yüksek olur, bu nedenle saf altın ve saf gümüş üretim için kullanılamaz. Ayrıca, orandaki sertlik dikkate alınırken, metalin esnekliği de dikkate alınmalıdır; metalin sertliği çok yüksekse ve esnekliğini kaybederse, bu da üretim için zararlıdır. Metalin sertleşmesi, daha sonraki işlemlerden sonra, çekiçleme ve presleme gibi dış kuvvetlerin uygulanması altında, belirli bir elastikiyet derecesini korurken metalin sertliğini artıracaktır.
Gergi ayarı için kullanılan metalin malzeme boyutu ve uygulanan stil açısından belirli bir kalınlığa sahip olması gerektiğine dikkat etmek önemlidir; ince ve ince metal sertleştirilse bile, gergi ayarı için gereken gücü elde edemez. Metal yeterince kalın olursa estetik çekiciliğini koruyabilir. Bu nedenle bir yüzük bandı için 3 mm çap daha uygundur. Gergi ayarı yüzükler için daha uygundur çünkü yüzüğün küçük çevresi, değerli taşı uygun sertlikte bastırmak için esneklik yaratabilir ve ayrıca daha büyük bir görsel etkiye sahiptir.
Metal işlemede, metali sertleştirmek için kullanılan ana yöntemler dövme ve ekstrüzyondur; her ikisi de metalin iç yapısını daha yoğun hale getirir ve böylece metali sertleştirir. Bu durumda dövme yöntemi kullanılmaktadır. Dövme işlemi sırasında metal uzayacak ve toplam kalınlık yuvarlak telden kare tele doğru biraz daha incelecektir. Bu nedenle, hazırlanan metal halkanın hacmi, dövme sırasında deformasyon ve parlatma kaybını hesaba katmak için genel bir miktarla yapılan halkadan 20% daha kalın olmalıdır. Dövme yönteminde, Şekil 7-5'te gösterildiği gibi, metal yapının yoğun ve düzgün olmasını sağlamak için eşit şekilde vurmak üzere bir kuyumcu çekici kullanılır.

(4) Yüzüğün Dosyalanması
Dövme metal halkayı düzgünce törpüleyin; Şekil 7-6 ve Şekil 7-7'de gösterildiği gibi burada bir miktar metal kaybı meydana gelecektir.

Şekil 7-6 Halkanın doldurulması (1)

Şekil 7-7 Halkanın doldurulması (2)
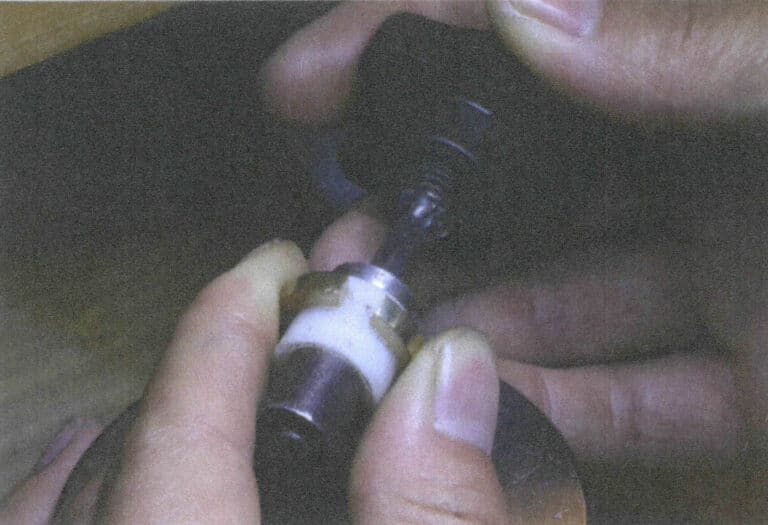
(5) Testere ile kesme dışarı ve Opening
Şekil 7-8'de gösterildiği gibi, değerli taşı yerleştirmek için yüzükteki açıklığı kesin. Karşılıklı iki yüzey düz olarak törpülenmeli ve açıklığın genişliği değerli taşın çapından 0,6~1 mm daha küçük olmalıdır. Her iki taraftaki yarıkların derinliği 0,3~0,5 mm'dir. Bu durumda, oval değerli taşın çapı 4 mm'dir ve her iki taraftaki yuvalara oturan değerli taşın derinliği yaklaşık 0,3 mm'dir. Bu nedenle, çentiğin genişliği yaklaşık 3,4 mm olmalıdır. Açıklığı keserken, cilalamadan kaynaklanan aşınmayı göz önünde bulundurun.
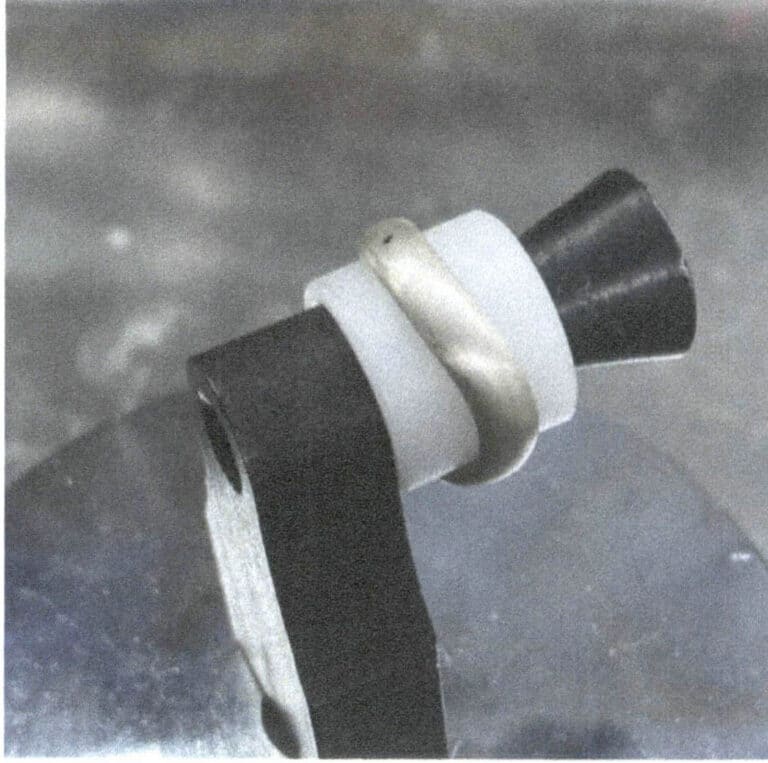
(6) Düzeltmeing Metal
Şekil 7-9'da gösterildiği gibi halkayı halka ayarlayıcıya sabitleyin.

Şekil 7-8 Açıklığın kesilerek çıkarılması
Şekil 7-9 Metalin Sabitlenmesi
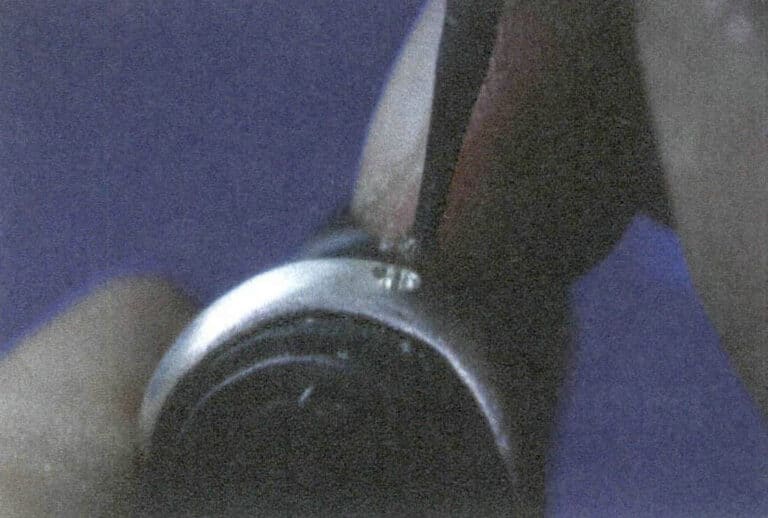
(7) İşaretleme ve Yuva Konumu
Şekil 7-10'da gösterildiği gibi, her iki tarafta simetriyi sağlayarak, sabit taşın kuşağının yüksekliğine göre bir pergelle yivli konumu işaretleyin.
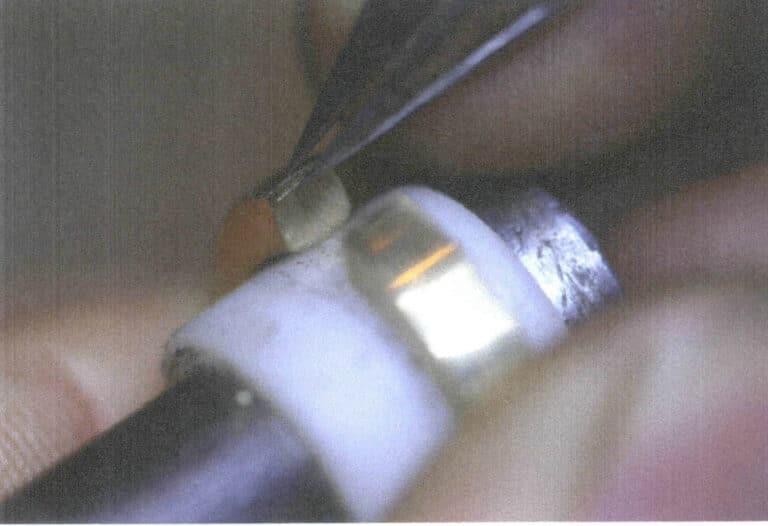
(8) Oluk açma
Şekil 7-11 ve 7-12'de gösterildiği gibi, karşılıklı yarıkların konumlarının simetrik olmasını ve her iki tarafta yaklaşık 0,3 mm'lik bir yarık derinliği olmasını sağlayarak, açıklıktaki iki paralel yüzeyi yarmak için bir disk frez kullanın.
Şekil 7-11 Yuva Açma
Şekil 7-12 Kanal açma şeması
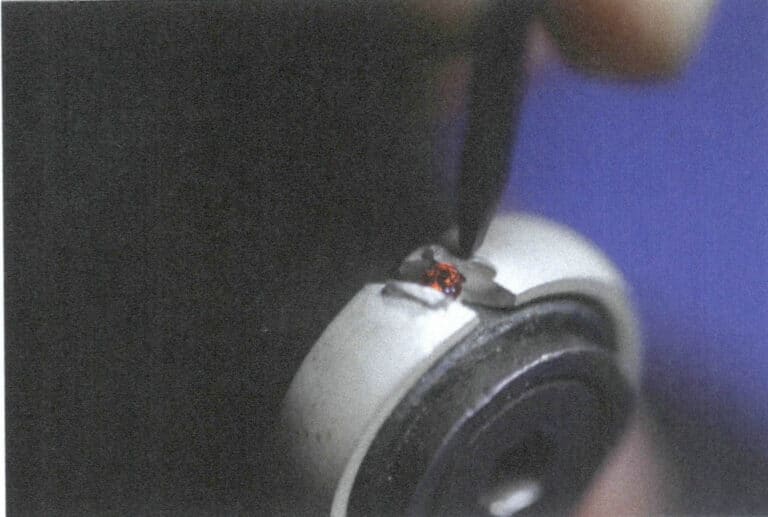
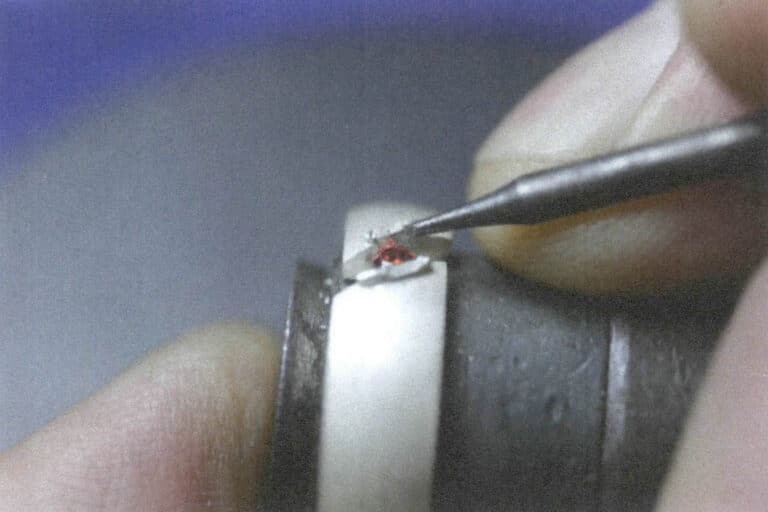
(9) Değerli Taşın Ayarlanması
İlk olarak, değerli taşın kuşağının bir tarafını yuvaya yerleştirin. Ardından, yüzük ayarlayıcı veya genişleticinin desteğini kullanarak yüzük bandını hafifçe açın. Değerli taşın diğer ucu yuvaya girdiğinde, Şekil 7-13 ve 7-14'te gösterildiği gibi sıkıca sıkıştırmak için desteği gevşetin.
Şekil 7-13 Bir taraftaki yuvaya sıkıştırılmış değerli taş

Şekil 7-14 Her iki taraftan yuvaya sıkıştırılmış değerli taş
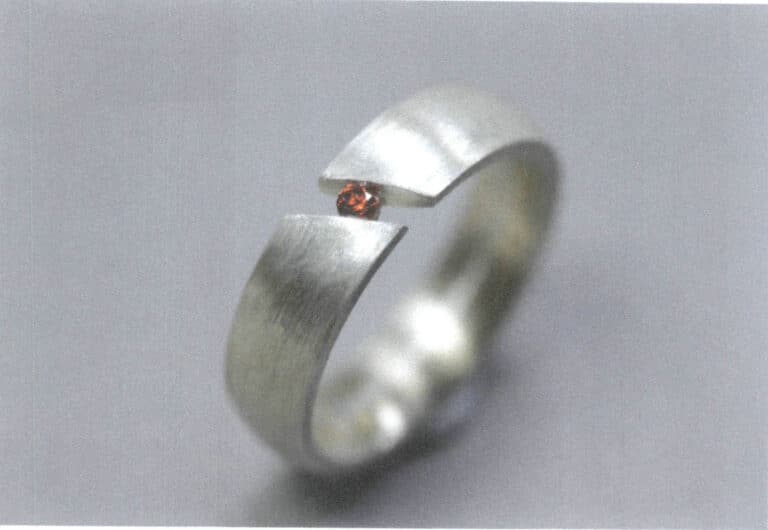
(10) Tamamlandıing ve Gerilim Ayarı
Tamamlanan gerilim ayarı Şekil 7-15'te gösterilmektedir.

2.2 Yarı Gerilim Ayarı
Yarı gergin ayar, iki gerginlik noktasının dışında bir taban, metal çatallar veya yarım çerçeveler gibi ek destek yapılarına sahip bir ayar yöntemini ifade eder. Prensibi çatallı ayara benzer. Yarı gergi ayarı, gergi ayarını taklit ederek benzer bir estetik etki elde eder, ancak üretim zorluğu ve satış sonrası gergi ayarıyla ilişkili riskler olmadan. Bu nedenle, daha fazla marka benzer stiller yaratmak için yarı gergi ayarı kullanmayı tercih etmektedir. Şekil 7-16'da yarı gergi ayarlı bir yüzük gösterilmektedir.
Copywrite @ Sobling.Jewelry - Özel takı üreticisi, OEM ve ODM takı fabrikası
Yarı Gerilim Ayarı Yapma Adımları
(1) Malzeme PTAZMİNAT
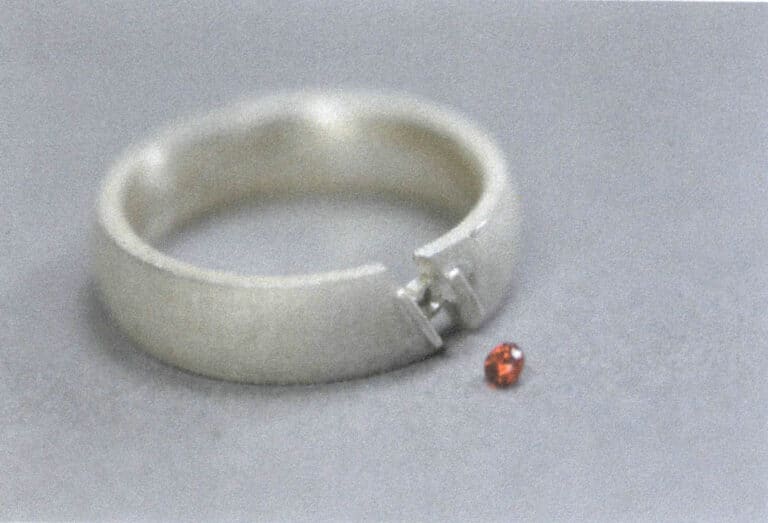
Bu durumda, değerli taş 2 mm çapında yönlü içi boş bir taştır ve çerçeve genişliği değerli taşın çapı eksi 0,3 mm olan 1,7 mm'dir. Yüzüğün stili üstten bakıldığında gergi ayarlarına benzer, ancak değerli taşın altında açıklığa bağlanan ve yüzüğü kapalı bir halka haline getiren bir destek tabanı vardır. Bir başka özellik de metal çerçevenin her iki ucunun üzerinde iki yükseltilmiş alanın ayrılmış olmasıdır. Bu, bu ayar yöntemi ile değerli taşı tutmak için gerginlik kullanan gergi ayarları arasındaki önemli bir farkı yansıtır. Değerli taş her iki taraftan gelen kuvvetlerle değil, yükseltilmiş alanlardan gelen aşağı doğru basınçla içeri doğru bastırılır ve değerli taşı sabitlemek için destek tabanına karşı bir basınç oluşturur. Yükseltilmiş alanlar, metalin aşağı doğru basınç nedeniyle incelmesini önlemek için tasarlanmıştır. Malzeme hazırlığı Şekil 7-17'de gösterilmektedir.
(2) Yiv açma
Gerilim ayarları gibi, yarı gerilim ayarları da önce değerli taşın kuşağı üzerindeki konumların işaretlenmesini ve ardından Şekil 7-18'de gösterildiği gibi her iki taraftaki işaretli konumlarda yaklaşık 0,15 mm derinliğinde bir yuva oluşturmak için ince bir disk frez kullanılmasını gerektirir. Değerli taş nispeten küçük olduğundan ve bu ayarda bir destek tabanına sahip olduğundan, yuva gergi ayarlarından daha sığdır.
Şekil 7-17 Malzeme Hazırlama

Şekil 7-18 Yuva Açma
(3) Yerleştirme Taş
İlk olarak, mücevherin kuşağının bir tarafını yuvaya yerleştirin, ardından diğer tarafı yuvaya itmek için hafifçe bastırın. Bu bastırma işlemi güç gerektirmez. Bir taraf yuvaya yetersiz boşlukla yerleştirilirse veya diğer tarafın girmesi zorsa, yuva derinliğini ayarlamaya devam etmek gerekebilir. Alt taş Şekil 7-19'da gösterilmiştir.
(4) Ayarlama Taş
Şu anda, mücevher yuvaya yerleştirildikten sonra dengesizdir; titreşim varsa düşme olasılığı çok yüksektir. Bu nedenle, yağ çamuru mücevheri kaplayarak geçici stabilite sağlayabilir. Daha sonra, Şekil 7-20'de gösterildiği gibi taşın her iki tarafındaki yükseltilmiş metale bastırmak için bir çekiçle birlikte düz başlı bir keski kullanılmalıdır. Taş sabitlendikten sonra yağ çamuru çıkarılabilir. Aşağıya doğru tekrarlanan birkaç vuruştan sonra, yuva ve taş vuruşlar sayesinde birbirine yeterince oturacak, kuşakta sabit bir sıkıştırma kuvveti oluşturacak ve böylece Şekil 7-21'de gösterildiği gibi kakma tamamlanacaktır.
(5) Son İşlem - Kenar Kırpma
Değerli taş güvenli bir şekilde yerleştirildikten sonra, çerçevenin her iki tarafındaki metal değerli taşın kesik yüzeyine karşı düz olmadığından, Şekil 7-22'de gösterildiği gibi taş yerleştirme konumunun her iki tarafındaki metalin enine kesitini kesmek için bir gravür kullanılmalıdır.
Şekil 7-19 Taşın Yerleştirilmesi
Şekil 7-20 Taşın Ayarlanması (1)
Şekil 7-21 Taşın Ayarlanması (2)
Şekil 7-22 Kenarı Kırpma
(6) Son İşlem - Parlatma
Ekstrüzyon alanından fazla metali çıkarmak için bir eğe kullanın ve ardından Şekil 7-23 ve 7-24'te gösterildiği gibi zımpara kağıdı ruloları ve parlatma tekerlekleri ile düzeltin.

Şekil 7-23 Son İşlem(1)

Şekil 7-24 Son İşlem(2)
(7) Tamamlanması Semi-Gerginlik Setting Ring
Tamamlanmış yarı gerilim ayar halkası Şekil 7-25'te gösterilmektedir.
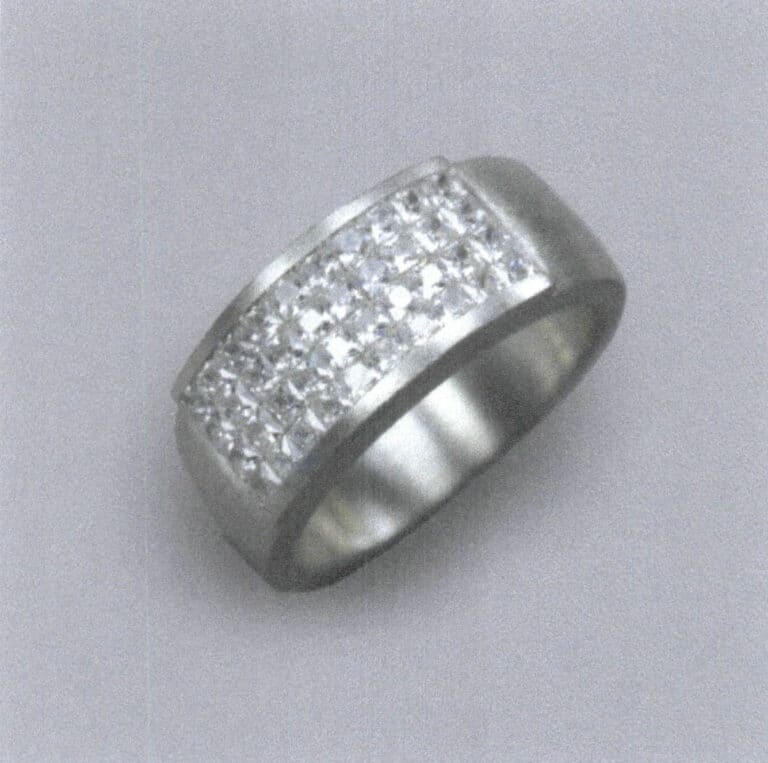
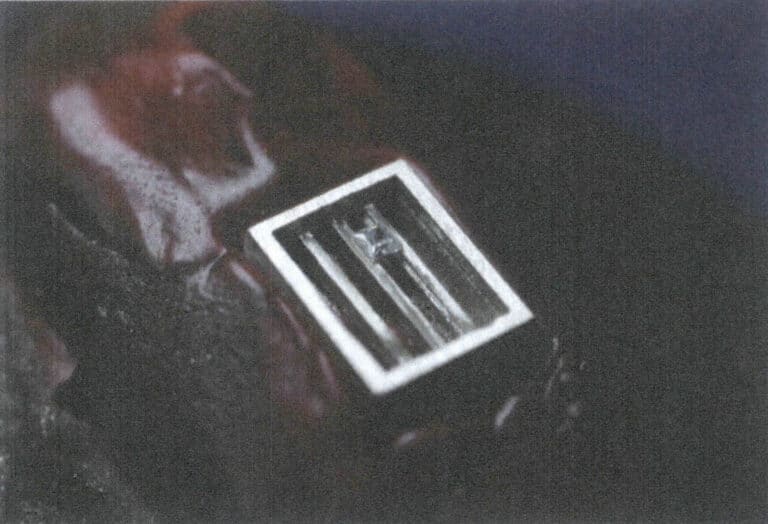
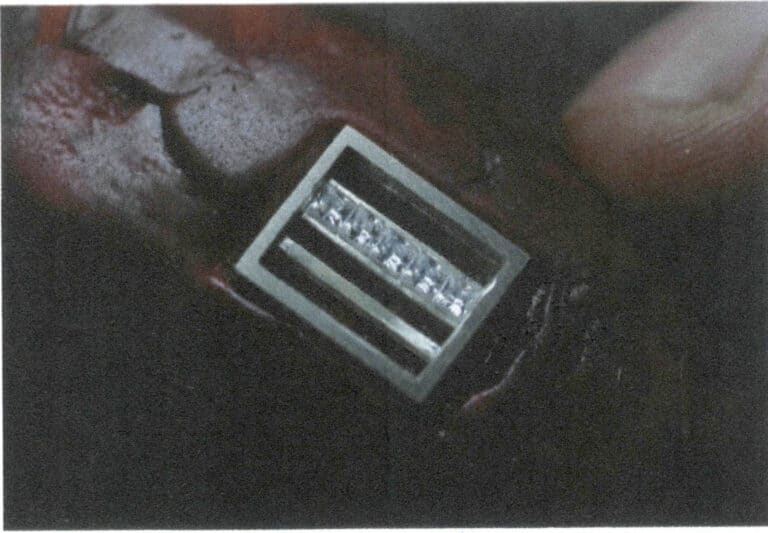
2.3 Izgara Şeklinde Gerilim Ayarı
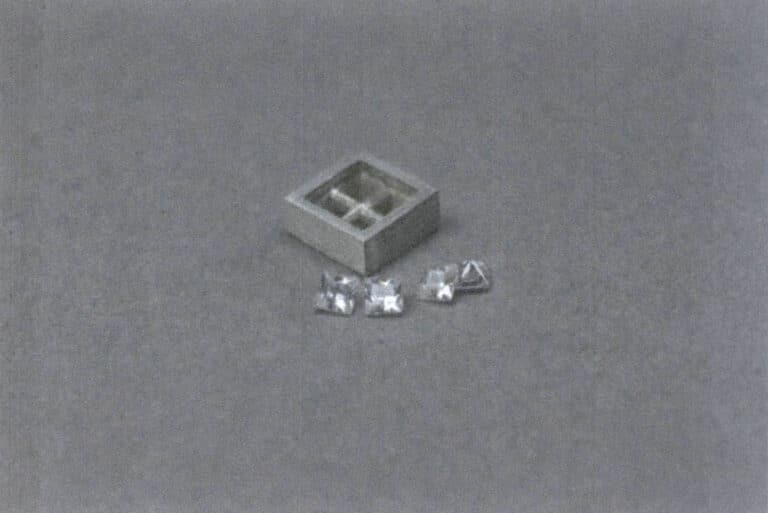
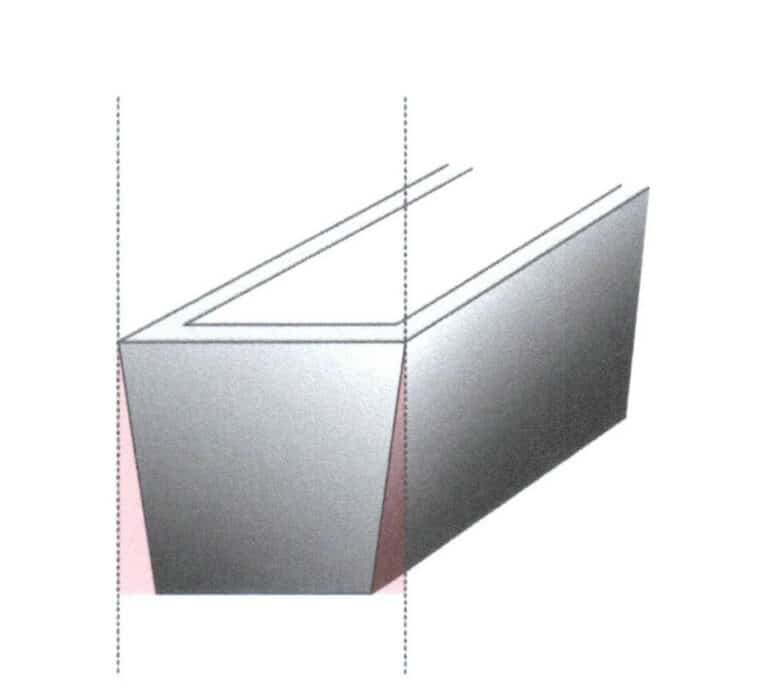
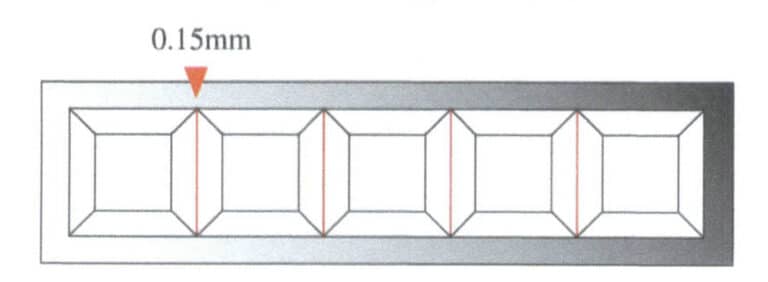
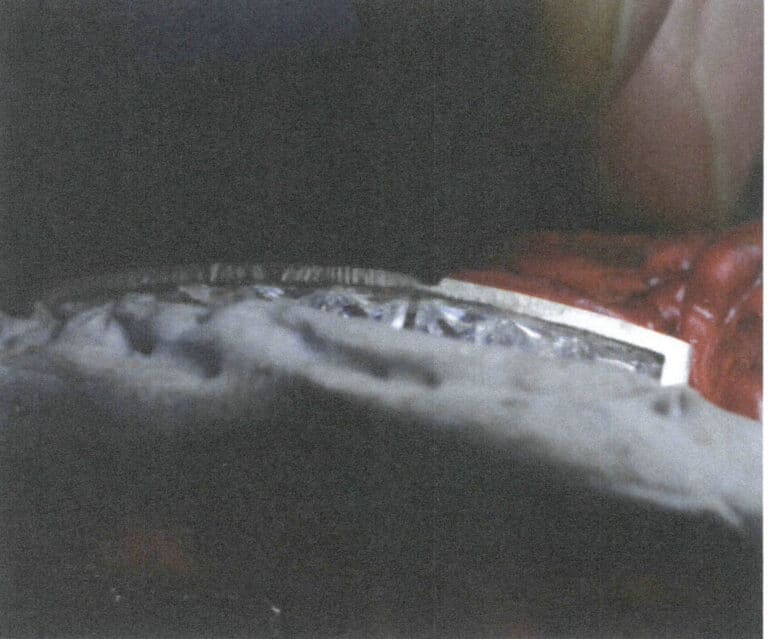
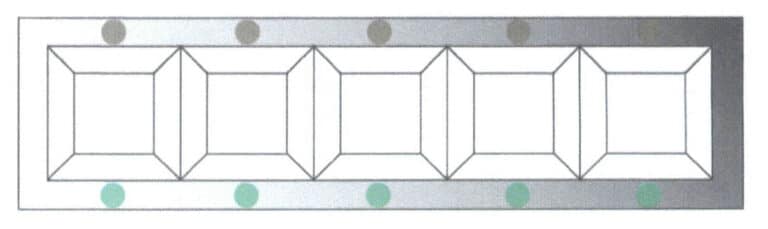
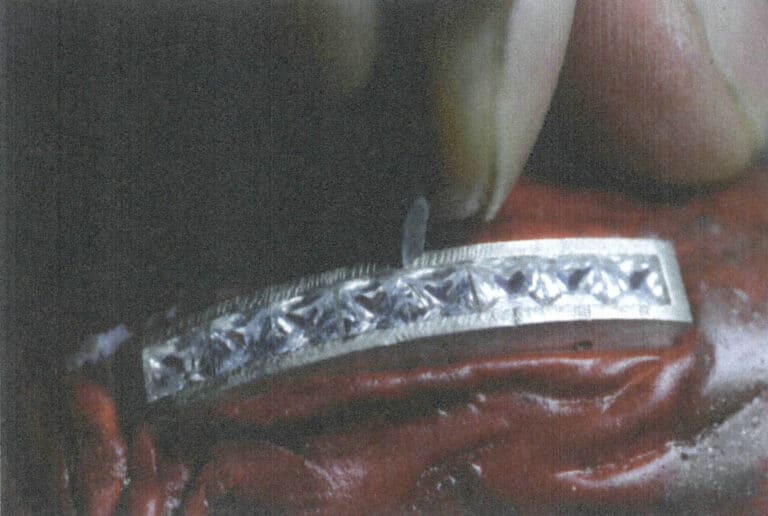
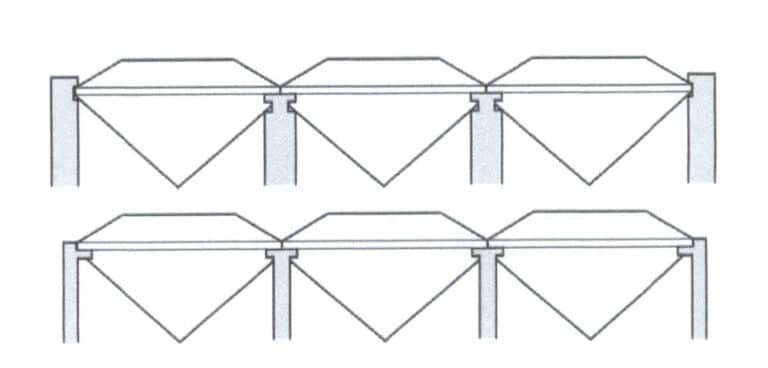
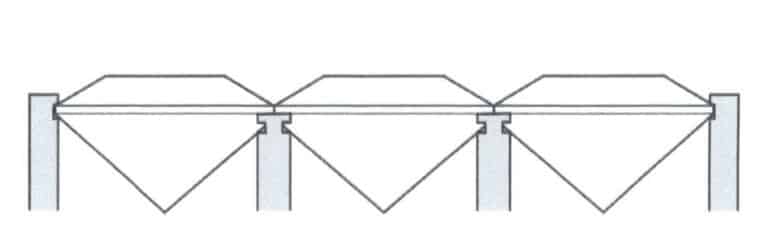
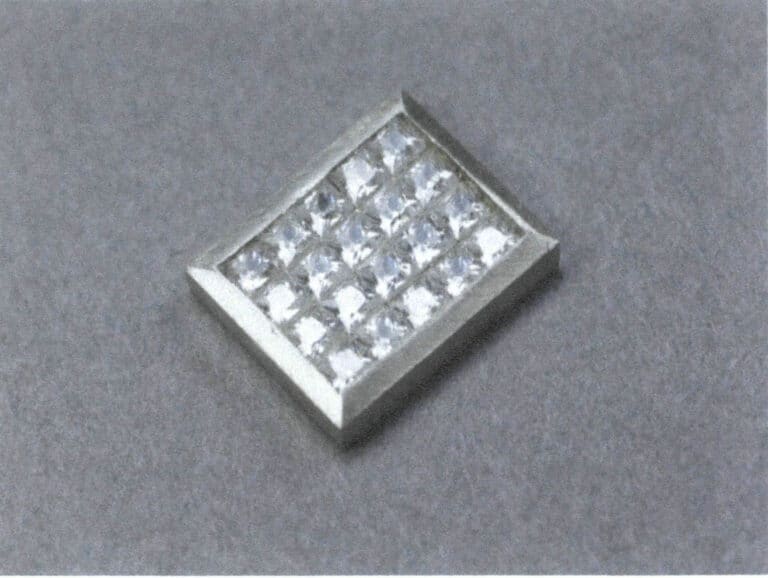
Izgara şeklindeki gergi ayarı, dört prenses kesim değerli taşın daha büyük bir kare oluşturmak üzere ızgara şeklinde düzenlendiği sabit bir kakma desenini temsil eder. Dört değerli taşın oluşturduğu karede, sadece dış kenarda metal kenarlar bastırılmışken, iç tarafta herhangi bir metal görünmez ve büyük bir kare yönlü değerli taşın görsel yanılsamasını yaratır. Izgara şeklinde dizilmiş dört değerli taşın görsel etkisi görünmez ayar ile benzerlik göstermektedir. Yine de, üretim ilkeleri açısından bakıldığında, değerli taşlar görünmez ayara özgü oluklara sahip değildir. Her bir değerli taşın metal yapısı, görünmez ayar için metal kenarlar tarafından bastırılacak bir destek tabanı ve iki bitişik kuşak gerektirir ve bu yapıyı yarı gergin ayara daha yakın hale getirir. Bu nedenle, yapının özelliklerine dayanarak, gerilim ayarı kategorisi altında sınıflandırılır. Izgara şeklindeki gergi ayar halkası Şekil 7-26'da gösterilmektedir.

İçin Adımlar Making Izgara Şeklinde Gerilim Ayarı
(1) Malzeme PTAZMİNAT
Bu durumda, değerli taşlar kenar uzunluğu 2 mm olan dört kare parlak kesim değerli taşlardır ve metal kare bir kutu şeklindedir, metalin alt kısmı Şekil 7-27'de gösterildiği gibi dört değerli taşın girintili olduğu konik bir taş ayar pozisyonudur. Modellemede değerli taşların yerleştirilmesi için yuvalar ayrılmıştır ve bu da daha sonra çarklı frezeyle yiv açmaya elverişlidir.
(2) Yiv açma
Taş pozisyonunun üst kısmı etrafında yuva açmak için bir tekerlek frezesi kullanılır ve ardından Şekil 7-28'de gösterildiği gibi dört köşede yuva oluşturmak için küçük bir dalga frezesi kullanılır.
Şekil 7-27 Malzeme hazırlama

Şekil 7-28 Yuva Açma
(3) Kırpma Yuvaları
Yuvaları tekerlekli frez ile açtıktan sonra, Şekil 7-29'da gösterildiği gibi yuvaları düzeltmek için bir graver kullanmak gerekir. Dört değerli taşın alttaki taşın üzerine eşit şekilde yerleştirilebilmesi için yuvalar düz olmalıdır.
(4) Taşların Yerleştirilmesi
Dört taşı sırayla taş yerleştirme pozisyonuna yerleştirin; her taşın sadece iki tarafı yuvaya sıkışmıştır, diğer iki taraf taşın kuşağının altındaki metal tarafından tutulur ve komşu taşların kuşağı tam olarak oturmaz. Yine de, Şekil 7-30'da gösterildiği gibi yaklaşık 0,15 mm'lik bir boşluk vardır.

Şekil 7-29 Yuvaların Kırpılması

Şekil 7-30 Taşların Yerleştirilmesi
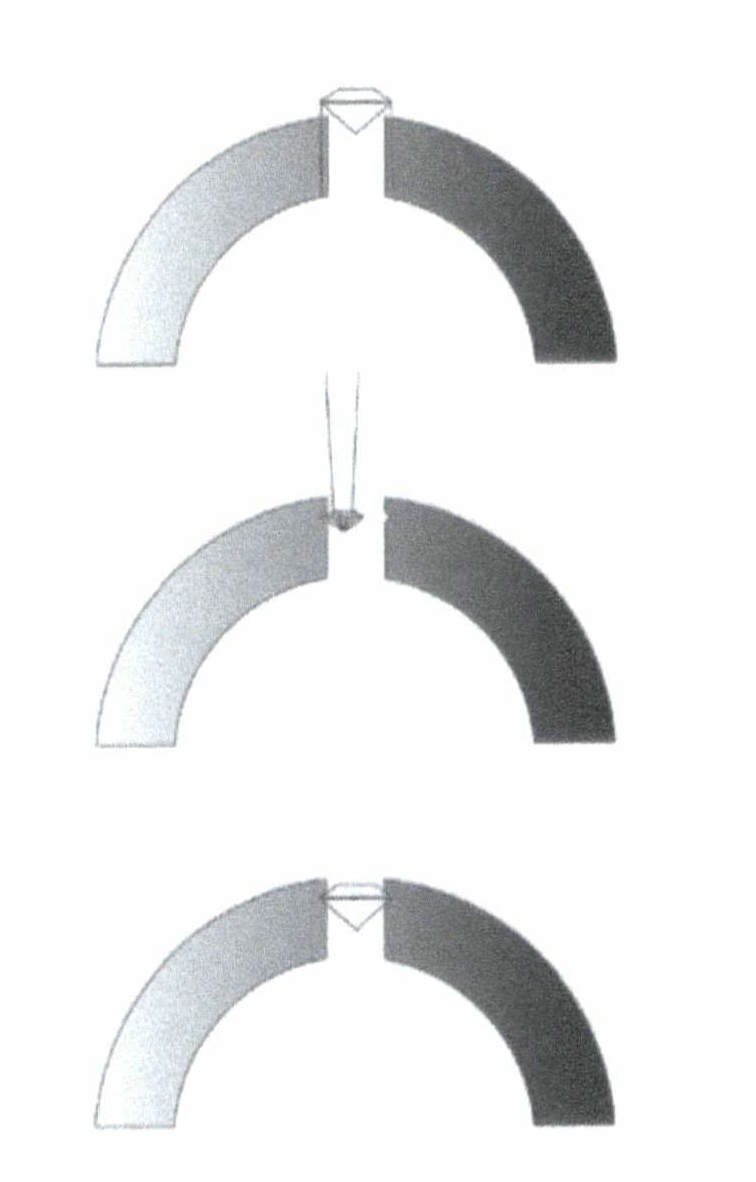
(5) STaşın işlenmesi
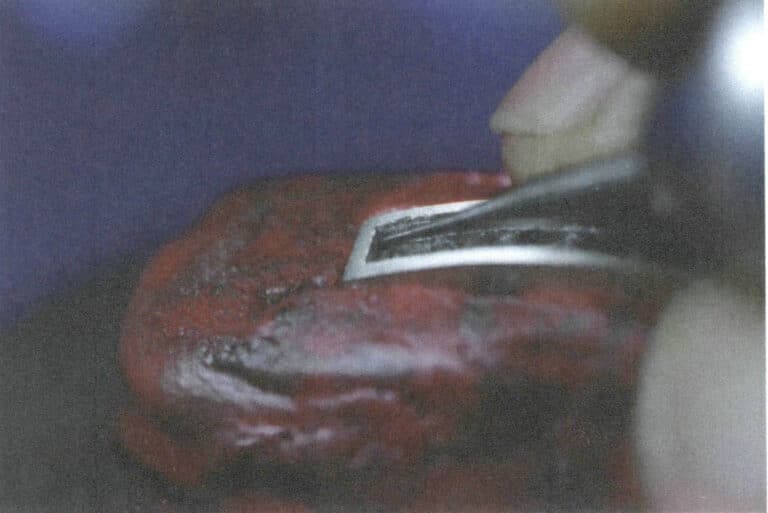
Taşı bir noktada yerinde tutmak için bir çekiç yardımıyla düz başlı bir keski kullanılır ve ardından metal kenarın üst kısmına dairesel bir şekilde vurularak yuvadaki metalin taşı sıkıştırmasına ve mükemmel bir şekilde oturmasına neden olur, bu da yarı gerilim ayarı ile aynı prensiptir. Ayar öncesi ve sonrası yuvalardaki değişiklikler Şekil 7-31'de gösterilmektedir.
(6) Son İşlem ve Ctamamlanması Izgara Şeklinde Gerilim Ayarı
Taşı yerleştirdikten sonra, Şekil 7-32'de gösterildiği gibi ızgara şeklindeki gerginlik ayarını bitirmek ve tamamlamak için eğeler, zımpara kağıdı ruloları ve parlatma diskleri gibi aletler kullanın.
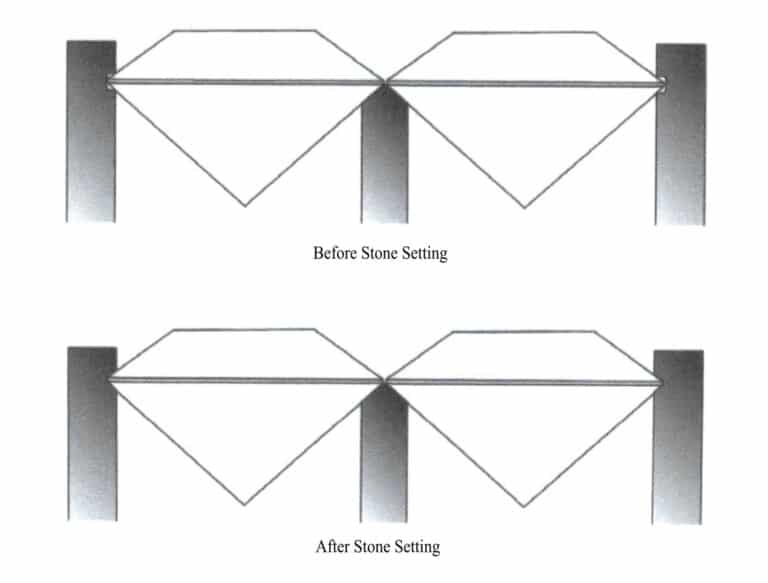
Şekil 7-31 Taş ayarından önce ve sonra yuvalardaki değişiklikler
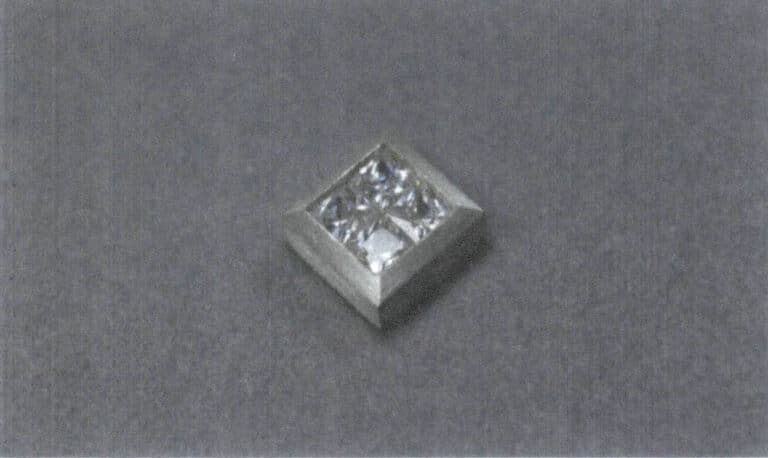
Şekil 7-32 Izgara Şeklinde Gerginlik Ayarının Tamamlanması
3. Takı Tasarımında Gerilim Ayarlarının Uygulanması
Takılarda gergi ayarlarının kullanımına gelince, gergi ayarları oluşturmanın zorluğu iyi bilinir ve güzelliği geleneksel ayarların "konfor alanını" aşan işçilikten gelir. Ayarda mekanik prensiplerin bu akıllıca kullanımı modern bir buluştur ve yaratıcısı eski bir havacılık uzmanı olan Friedrich Becker'dir. Şekil 7-33 onun tasarladığı gergi ayarlı broşu göstermektedir. Bununla birlikte, yarı gergin ayar veya çerçeve ayarı olarak adlandırdığımız gergin ayarın öncülü, Şekil 7-34'te gösterilen Prag'da üretilen 17. yüzyılın başlarından kalma broşta olduğu gibi mücevher tarihinde yaygın olarak kullanılmıştır, burada çevreleyen yakutlar ve elmaslar her iki tarafta metal tarafından yerinde tutulur, ancak sıkı düzenleme nedeniyle metalin deforme olması zordur ve değerli taşlar nispeten sabittir. Şekil 7-35'te gösterilen 1560 tarihli kolye ucunda, çapraz desendeki pırlanta ayarı ızgara şeklindeki gergin ayara benzer. Aralarında pek çok benzerlik vardır ve tabanındaki metal yapı da değerli taşlar için benzer bir destek sağlamalıdır. Bu tür bir ayar genellikle Avrupa antika mücevherlerinin harf ekleme ayarlarında görülür.


Figure 7-34 Brooch (V&A Museum Collection)

Figure 7-35 Diamond pendant (V&A Museum Collection)
Alman markası NIESSING 1873 yılında kurulmuştur. Gelişimi sırasında döneminden ve ulusal geçmişinden etkilenen NIESSING, Bauhaus'un tasarım felsefesini sadeleştirerek zanaatkarlığa ilham ve miras tutumuyla yaklaşıyor. NIESSING'in benzersiz mizacı, malzemelerin ve işçiliğin güzelliğinin daha derin bir keşfidir, yaratıcılığı sakin bir şekilde sunar ve bu marka mizacını sürekli derinleştirir.
STEVEN KRETCHMER 1991 yılında Steven Kretchmer, eşi ve kızları tarafından Los Angeles, ABD'de kurulmuştur. Ölçek küçük olsa da marka, özellikle gergi ayarları için kullanılan 18 ayar altın ve platin işleminin patentlerini elinde bulundurmaktadır. Üstün sertlik ve gerginlik, gergi ayarlarının cazibesini daha iyi sergilemesini sağlar. STEVEN KRETCHMER'in değerli metal alaşımları da standart mücevher alaşımlarından daha dayanıklıdır ve böylece parlaklıklarını daha uzun süre korurlar. STEVEN KRETCHMER, gerilim ayarı teknolojisindeki olgun ustalığı ve geniş metal teknikleri yelpazesi sayesinde gerilim ayarlarının mücevherlerdeki etkilerini esnek bir şekilde uygulayabilmekte ve dönüştürebilmekte, genellikle pave ayar ve flush ayar gibi diğer ayar yöntemleriyle birleştirebilmekte ve ayrıca ahşap damarlı altın gibi metal işlemleriyle bütünleştirerek zarif işçilik ve genellikle şaşırtan tasarımlar ortaya çıkarmaktadır.
Sadece birkaç marka bu gerilim ayarını denemeye cesaret edebilir. Malzeme ve işçilik üzerinde sıkı bir kontrol sağlanamazsa, satış sonrası sorunlarla karşılaşma olasılığı yüksektir. Bu da bizi gergi ayarında en temsili öncüler olan Alman mücevher markası NIESSING ve Amerikan STEVEN KRETCHMER mücevher stüdyosuna geri getiriyor. NIESSING ve STEVEN KRETCHMER, gergi ayarları için temel destek olarak metal işçiliğine ve malzeme patentlerine sahiptir, ancak bu iki marka tarafından sergilenen mizaç belirgin bir şekilde benzersizdir.
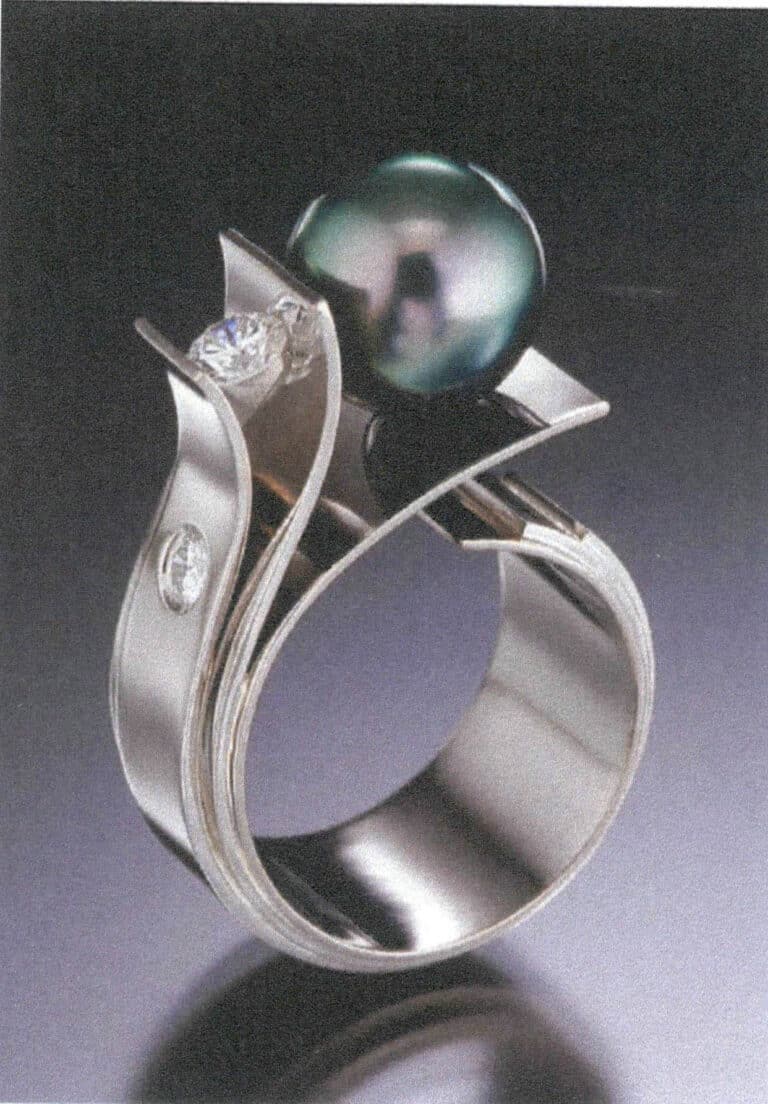
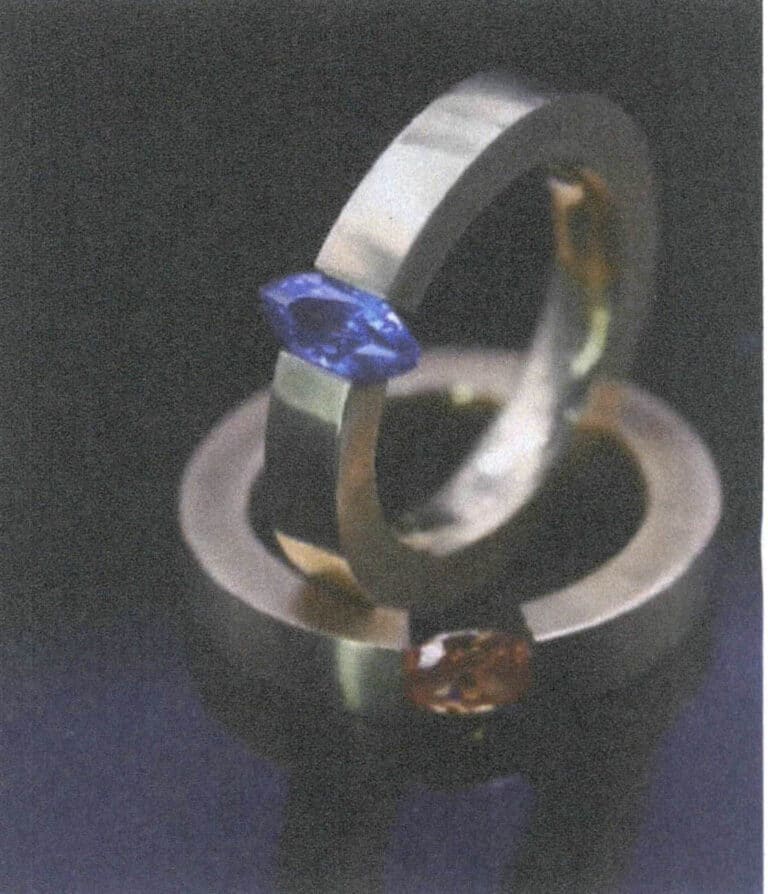
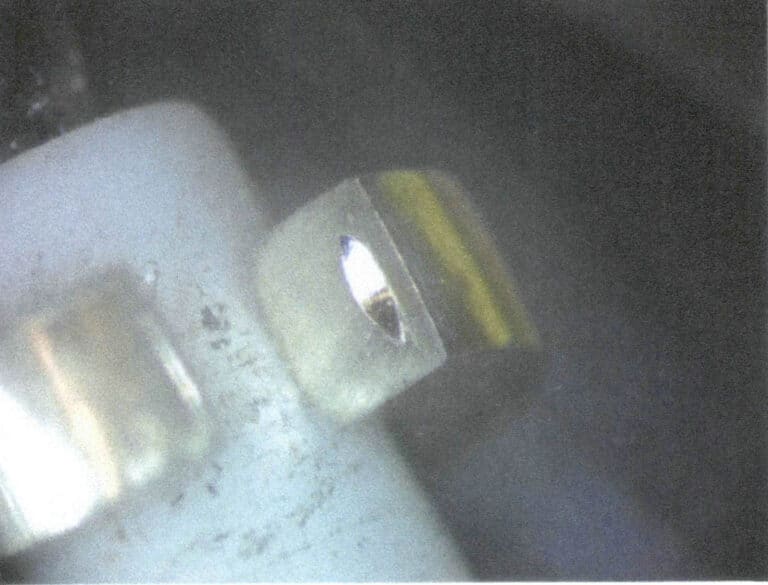
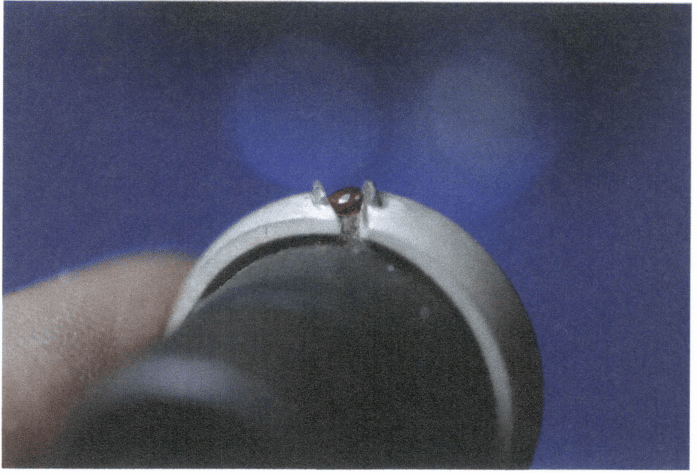
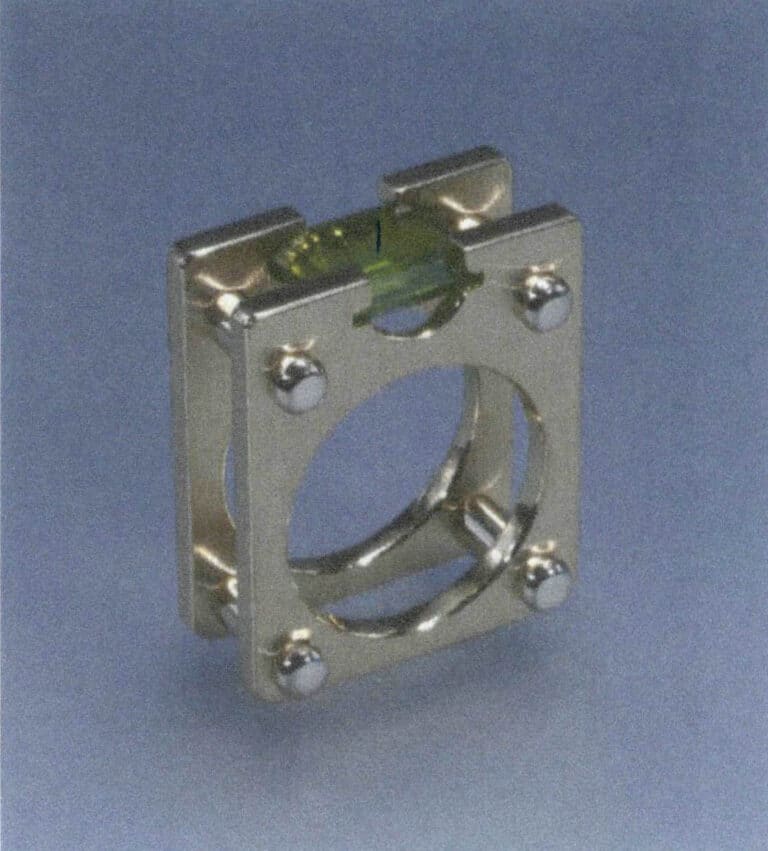
Yukarıda bahsedilen gerilim ayarı yaratan iki klasik mücevher markasına ek olarak, birçok tasarımcı ferahlatıcı mücevher parçaları yaratmak için gerilim ayarı ve yarı gerilim ayarı ilkelerini kullanmaktadır. Örneğin, Şekil 7-36'da gösterilen tasarımda, ayar için daha yüksek sertliğe sahip titanyum metal kullanılmış ve yüzük kolu yapısının spiral tasarımı esnekliği ve estetiği artırmıştır. Şekil 7-37'de gösterilen yüzük gerilim ayarı prensibini akıllıca güçlendirmektedir. Yine de, ana değerli taşının zeytin şeklindeki sivri uçları nedeniyle deliklere kolayca sıkışabilir, bu da özel şeklin bir etkisi olan stabiliteyi artırırken ayarlama işlemini nispeten kolaylaştırır. Şekil 7-38'de gösterilen yüzük bir gergi ayarı gibi değerli taşı metalin ortasına hapsediyor gibi görünse de metalin gerginliğine dayanmaz, bu nedenle ayar işçiliği açısından bir gergi ayarı olarak kabul edilmez. Bununla birlikte, metal modüller arasındaki birleşik ilişki yine de "gergin" bir görsel etki oluşturur.

Şekil 7-36 Gerginlik Ayar Halkası

Şekil 7-37 Yaratıcı Gerginlik Ayar Halkası
İster gergi ayarı tekniklerinin araştırılmasına adanmış iki marka olan NIESSING ve STEVEN KRETCHMER olsun, ister gergi ayarının diğer yaratıcı uygulamaları veya gergi ayarına benzer tasarımlar olsun, gergi ayarının tasarımından metal ve değerli taşlar arasındaki ilişkiye aşırı bir meydan okuma görebiliriz. Öncülerinin çok çaba sarf etmesini gerektiren bir teknoloji olmalı ve tam da bu nedenle, gergi ayarı yönteminin getirdiği estetik, çoğu zaman insanların ayarlanan değerli taşlara olan dikkatinin önüne geçiyor. Yeni başlayanlar için, gergi ayarlarının üretimini öğrenmenin yanı sıra, zanaatkarlıktaki değerli yenilik ruhunu ve malzeme özelliklerinin keşfini öğrenmek daha önemlidir.
Bölüm III Kanal Ayarı
Kanal ayarı en zor ayarlardan biri olmakla birlikte aynı zamanda en ayırt edici ayarlardan biridir. Taşlar bir kanal ayarında şeritler halinde dizilir ve aralarında metal bulunmaz. Mücevherin ifade gücünü artırır, mücevherdeki "kurdele" gibi imgelerin şerit düzenlemesini daha dinamik ve düzgün hale getirir.
1. Kanal Ayarına Genel Bakış
Kanal ayarı, değerli taşları kanal veya oluk dışında ayıran veya destekleyen herhangi bir metal yapı olmaksızın, değerli taşın kuşağının her iki tarafına sabitlenmiş metal bir yol veya oluk boyunca ayarlama yöntemini ifade eder ve görsel olarak bir değerli taş şeridi görünümü yaratır. Kanal ayarının görünümü çok yaratıcıdır. Metalin azaltılmış varlığı, parlak değerli taşların çizgiler halinde düzgün bir şekilde düzenlenmesine olanak tanır ve değerli taş tasarımının esnekliğine ve boyutların doğruluğuna bağlı olarak genellikle genişlik ve eğrilik açısından farklılıklar gösterecek şekilde tasarlanırlar. Kanal ayarlı yüzükler ve Van Cleef & Arpels yüksek mücevherleri sırasıyla Şekil 8-1 ve 8-2'de gösterilmektedir. Kanal ayarındaki çizgilerin estetik çekiciliği, zorluğu ve üst düzey hissi nedeniyle, genellikle üst düzey mücevher tasarımında kullanılır. Elbette kanal ayarının da sınırlamaları vardır; değerli taşlar, özellikle kabaşon düzenlemelerinde, genellikle çapı 5 mm'yi geçmeyen yönlü değerli taşlar kullanılarak yönetilebilir olmalıdır.

Şekil 8-1 Kanal ayar halkası

Figure 8-2 Channel setting ring (V&A Museum Collection)
2. Kanal Ayarı Yapma Yöntemi
2.1 Kanal Ayarı Yapma Prensibi
Yapmadan önce, öncelikle kanal ayarının prensiplerini anlayalım. Kanal ayarının yapısı kare ve yuvarlak değerli taşlar için farklılık gösterir. Genel olarak, kanal ayar yapılarında bahsedilen kanal kare veya düz kenarlı değerli taşlar içindir, yuvarlak değerli taşlar ise genellikle yuvarlak değerli taşı yerinde tutmak için kuşağın her iki tarafında kavisli bir oluk oluşturularak ayarlanır. Bununla birlikte, her ikisinin de sunduğu nihai etki, aralarında metal ara parçalar bulunmayan değerli taşların şerit benzeri bir düzenlemesidir. Şekil 8-3 kare parlak kesim değerli taşlar ve yuvarlak parlak kesim değerli taşlar için kanal ayarlarının yapısını göstermektedir.

2.2 Kanal Ayarı Üretim Adımları
(1) Malzeme Hazırlama
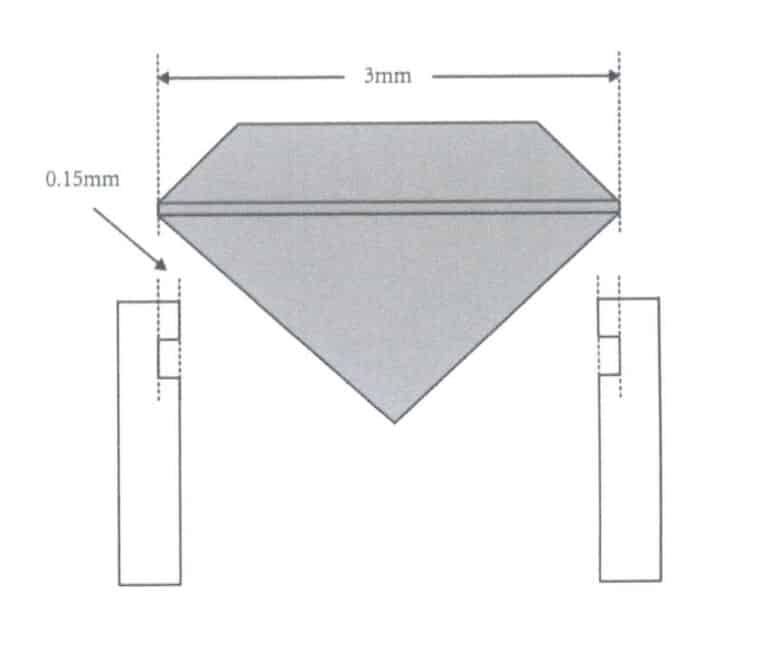
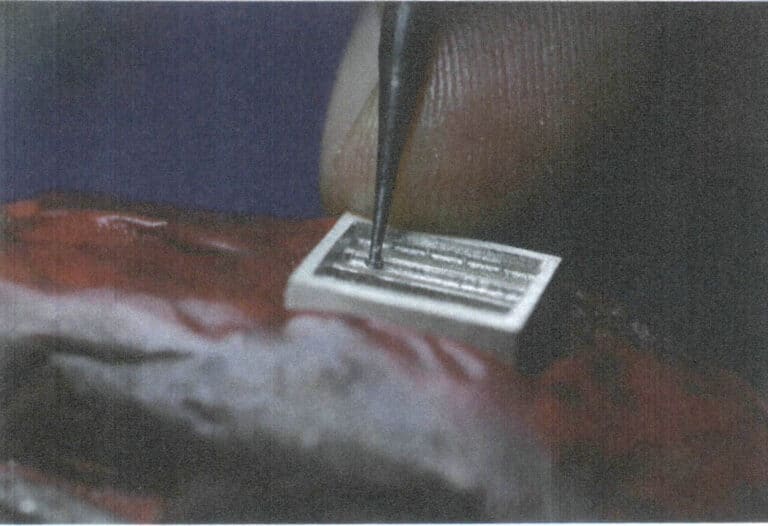
Bu durumda kenar uzunluğu 3 mm olan kare parlak kesim bir değerli taş kullanılır; Şekil 8-4'te gösterildiği gibi 0,15 mm derinliğindeki kanal ve oluk ile değerli taş arasındaki 0,15 mm'lik aralık dikkate alınarak taş ayarı için bir 3B model oluşturulur. Bu durum, taş ayarı için standart değerli taş boyutuna göre tasarlanır ve boyutlarını hesaplar. Uygulamada, değerli taş kesimi genellikle tasarımdaki taş ayarının boyutuna göre yapılır. Kanal ayarı üstten bakıldığında kesintisiz bir değerli taş hattı olarak görünse de, her birinin altta bir taş ayarı konumu vardır. Şekil 8-5'te gösterildiği gibi, ayarlama işlemi sırasında taşın açıkta kalmasını önlemek için taş ayar pozisyonunun üstte daha geniş ve altta daha dar olduğuna dikkat edin.

Şekil 8-4 Malzeme Hazırlama
Şekil 8-5 Taş yerleştirme pozisyonunun üst kısmı geniş ve alt kısmı dar
(2) Yiv açma
Kanal ayarının yuvalanması nispeten önemli bir adımdır ve yuva konumları genişlik ve derinlik açısından tutarlı olmalıdır. Genel olarak, modelleme sırasında yuva çizgileri yuva konumlarında ayrılabilir ve daha sonra yuvalar, mevcut yuva çizgileri boyunca bir tekerlek frezesi kullanılarak metal parça üzerinde yaklaşık 0,15 mm'lik bir yuva derinliği ile daha standart hale getirilebilir. Yuva açma işlemi sırasında, Şekil 8-6 ila 8-8'de gösterildiği gibi, değerli taşların düzgün bir şekilde yerleştirilmesini engelleyecek açı konumlarında yetersiz yuva açılmasını önlemek için fark edilebilir bir derinlik oluşturmak üzere dönüş açılarının konumları küçük bir bilyeli frez ile işaretlenmelidir.

Şekil 8-6 Tekerlek frezesi ile kanal açma
Şekil 8-7 Açı konumunun küçük bir bilyalı frez ile yiv açılması
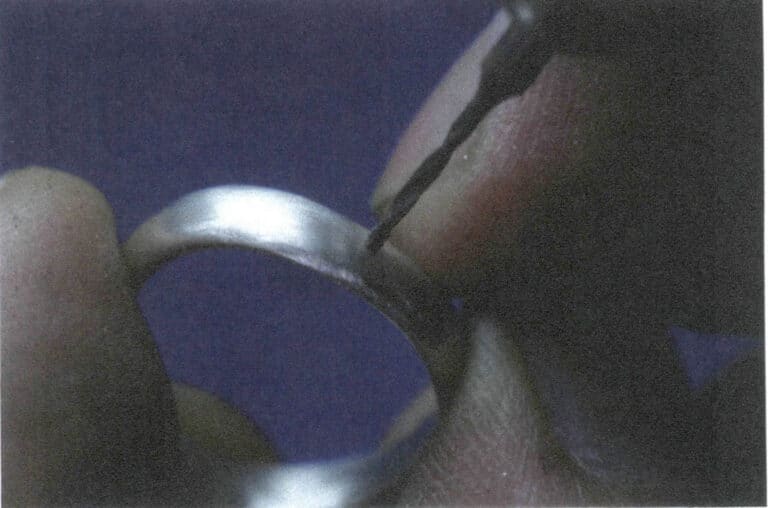
(3) Testing Taş Montaj
Kanal derinliğinin uygun olup olmadığını test etmek için bir değerli taş kullanılabilir. Önce kare şeklinde parlak kesilmiş bir değerli taşın bir kenarını kanalın bir tarafına yerleştirin, ardından tırnağınızla değerli taşın diğer ucuna bastırın. Eğer nispeten kolay bir şekilde bastırılabiliyorsa uygundur. Yuvaya bastırmak zorsa, bu metal yuvanın yeterince derin olmadığını ve daha fazla ayarlanması gerektiğini gösterir. Bununla birlikte, değerli taş bastırılmadan yuvaya girebiliyorsa, bunun da kabul edilebilir olmadığını belirtmek önemlidir, çünkü bu, Şekil 8-9 ve 8-10'da gösterildiği gibi, kanalın değerli taş için ilk stabiliteyi sağlamadığı anlamına gelir.
Şekil 8-9 Gem bir taraftaki yuvaya yerleştirilir.

Şekil 8-10 Gem yuvaya tam olarak yerleştirilmiştir
(4) Yerleştirme ve Ston
Deneme taşı aracılığıyla yuva konumunun uygun olduğunu belirledikten sonra, Şekil 8-11 ve 8-12'de gösterildiği gibi taş montaj testi yöntemini kullanarak mücevherleri sırayla yuvalara yerleştirin.

Şekil 8-11 Taşın yerleştirilmesi (1)

Şekil 8-12 Taşın yerleştirilmesi (2)
(5) Taş Aralığının Ayarlanması
Kanal ayarındaki taşlar birbirine sıkıca oturtulmamıştır; aralarında yaklaşık 0,15 mm boşluk vardır. Bu nedenle, taş ayar pozisyonunun boyutu hesaplanırken, taşlar arasındaki boşluk dikkate alınmalıdır. Taşları yerleştirdikten sonra, aralığı kabaca eşit olacak şekilde ayarlamak için taşları cımbızla hafifçe hareket ettirebilir, ardından bir tarafı modelleme kiliyle sabitleyebilir ve Şekil 8-13 ve 8-14'te gösterildiği gibi diğer taraftan ayarlayabilirsiniz.
Şekil 8-13 Taş Aralığı

Şekil 8-14 Taş Aralığının Ayarlanması
(6) Ayar Taşları - Nokta Sabitleme
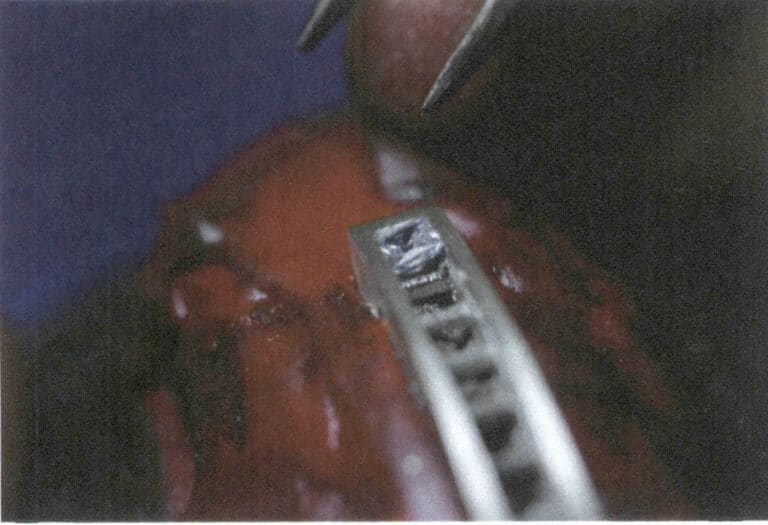
Taşların aralıkları eşit olduğunda, modelleme kili kullanarak onları bir taraftan sabitleyin, ardından küçük düz başlı bir çelik frez veya keski ile yuva duvarının üst kısmına diğer taraftan hafifçe vurun. İlk olarak, konumlarını sabitlemek için her bir mücevherin tepesine nokta darbeleri yapın. İşlem sırasında taşların aralıkları düzensiz hale gelirse, Şekil 8-15 ve 8-16'da gösterildiği gibi vuruşlardan gelen basıncı kullanarak taşların konumunu hafifçe ayarlayabilirsiniz. Diğer taraftaki yöntem de aynıdır.
Şekil 8-15 Nokta Sabitleme
Şekil 8-16 Nokta Sabitleme Şeması
(7) Setting Taşları - Tek Tip Sabitleme
Yerinde sabitlenmesini önlemek için mücevheri her iki taraftan vurduktan sonra, Şekil 8-17'de gösterildiği gibi yuva duvarının kenarlarını mümkün olduğunca düz bir şekilde bastırarak düzgün darbeler yapmak için çekiçli düz başlı bir keski kullanın.
(8) Bitirme - Ayarlama
Düşmanın darbesinden sonra hazine sabitlenemez ve metal kenarlar düzensiz olacaktır. Bu nedenle, bir yandan yuva duvarının iç tarafını düzleştirmek için düz başlı bir graver kullanmak gerekirken, diğer yandan Şekil 8-18 ve 8-19'da gösterildiği gibi metal kenarların üst ve yan yüzeylerini düzeltmek için bir eğe gereklidir.
(9) Bitirme - Parlatma
Şekil 8-20'de gösterildiği gibi yuva duvarının üst kenarını parlatmak için zımpara kağıdı ruloları, parlatma tekerlekleri vb. kullanın.
Şekil 8-17 Tek Tip Sabitleme
Şekil 8-18 Kenar Düzgünleştirme

Şekil 8-19 Kenar Düzeltme

Şekil 8-20 Parlatma
(10) Tamamlama Kanal Ayarı
Tamamlanan kanal ayarı Şekil 8-21'de gösterilmektedir.

3. Takı Tasarımında Kanal Ayarının Uygulanması
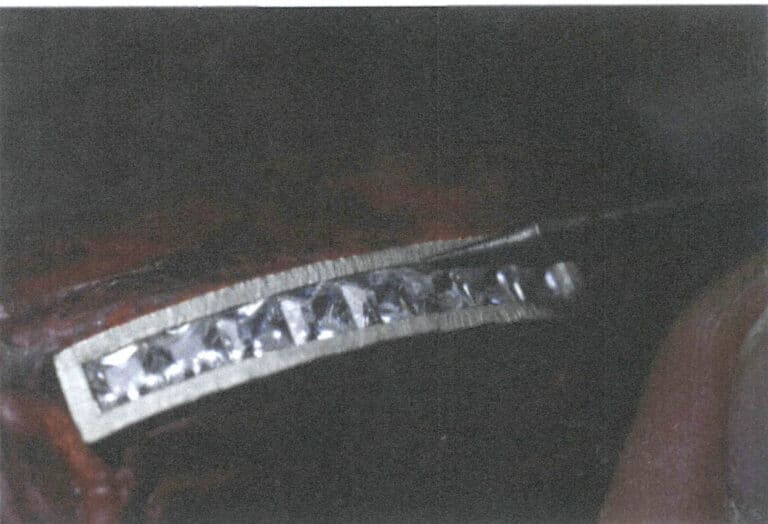
Kanal ayarı 1920'ler ve 1930'larda mücevher tasarımında yaygın olarak kullanılmıştır, ancak mücevherdeki geçmişi çok daha eskidir. Şekil 8-22'de görülen 1755 yapımı bu taç mücevherinde, teknik açıdan zorlu kanal ayarı kullanılarak yerleştirilmiş bir sıra bantlı zümrüt bulunmaktadır. Kabaşon taşların farklı boyutları ve zümrütün net olmayan fasetleri ile genel mücevher kesimi daha iyi olabilse de, zümrütleri degrade bir düzenleme sergileyecek şekilde parlatmak için çaba gösterilmiş ve yüksek zorluktaki ayar kanal ayar tekniği kullanılarak tamamlanmıştır.
Kanal ayarı konusunda bahsedilmesi gereken bir marka da Van Cleef & Arpels'tir. Van Cleef & Arpels'in ayara en büyük katkısı görünmez ayarı yaratması olsa da, kanal ayarı ve görünmez ayarın, özellikle mücevherlerin organik formları ifade etmek için çok uygun olan doğal bir eğri veya yüzeyde düzenlenmesine görsel olarak izin verme konusunda benzerlikleri olduğu yadsınamaz. Van Cleef & Arpels, Flowers koleksiyonundaki papatya broş ve Zip koleksiyonundaki Zip Couture Nœud Émeraude kolye gibi tasarımda organik formları özgürce ifade edebilen birkaç üst düzey mücevher markasından biridir ve her ikisi de kanal ayarının klasik örnekleridir. Şekil 8-23'te gösterildiği gibi, 1930 yılında V&A Müzesi tarafından toplanan temsili bir eserde diğer çeşitli ayar tekniklerinin yanı sıra kanal ayarı da kullanılmıştır.

Figure 8-22 Crown jewel (V&A Museum Collection)
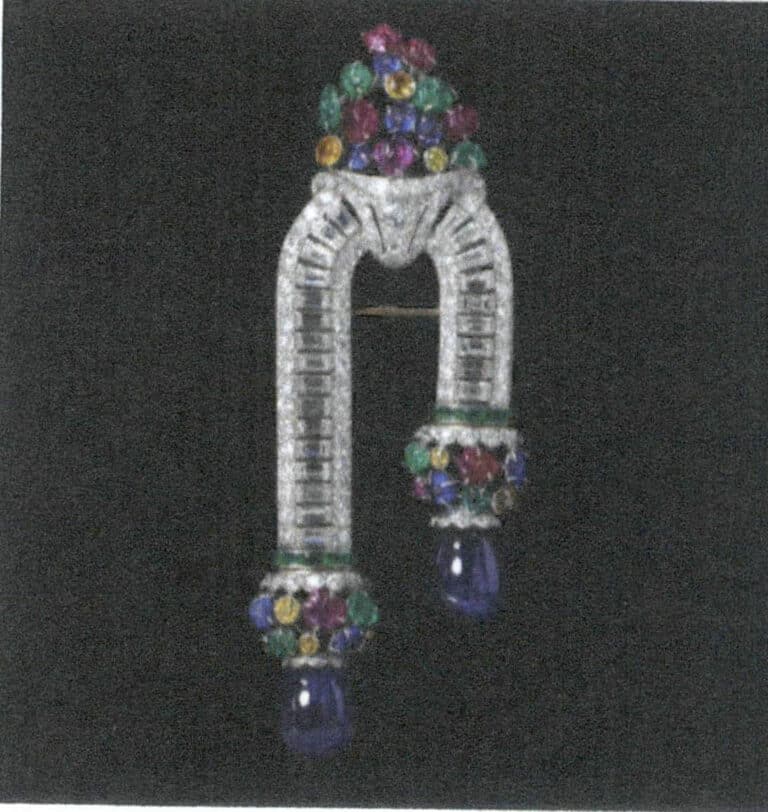
Figure 8-23 Van Cleef & Arpels brooch (V&A Museum Collection)
1920'lerde Art Deco tarzı Avrupa'da gelişmeye başladı ve aynı dönemin mücevherleri de bu tarzdan etkilendi. Geometrik şekiller ve düz çizgilerle dolu dekoratif teknikler, değerli taşların tutarlı bir bant etkisi oluşturmasını sağladığı için kanal ayarını mücevher tasarımcıları arasında özellikle popüler hale getirdi. Kendine özgü Art Deco takılarda kanal ayarı, Şekil 8-24 ila 8-28'de gösterildiği gibi, genellikle vazgeçilmez bir ayar tekniğidir.

Şekil 8-24 Art Deco tarzı takılar (1)

Şekil 8-25 Art Deco tarzı takılar (2)

Şekil 8-26 Art Deco tarzı takılar (3)

Şekil 8-27 Kanal ayar takıları

Günümüzde, kanal ayarı kullanan üst düzey mücevherlerin yanı sıra, birçok mücevher markası kanal ayarının getirdiği zengin renk deneyimini ve organik güzelliği esnek bir şekilde kullanmaktadır. Kanal ayarı sayesinde, değerli taş ayarı alanında "değerli taş çizgileri" ile ilgili atılımı görebiliyoruz. Bu çizgi hissinin ortaya çıkışı, tasarımın işçilikle giderek daha az kısıtlanmasını sağlayarak ve değerli taşların güzelliğinin ifadesini zenginleştirerek özgürlük tasarımına bir araç daha ekliyor.
Bölüm IV Görünmez Ortam
Görünmez ayar, değerli taş kesim standardı, metal yapı standardı ve yapımcının işçilik yeteneği için yüksek gereksinimleri olan mozaik zanaatında çok zor bir ayar türüdür. Görünmez ayar, mücevherin ifadesi için yepyeni bir alan açan ve zanaatkarlık yeniliğinin ruhunu temsil eden değerli taş ayarında çok yenilikçi bir yöntemdir.
1. Görünmez Ayara Genel Bakış
Görünmez ayar, 1906 yılında kurulan Fransız mücevher markası Van Cleef & Arpels tarafından 1933 yılında yaratılmıştır. Birden fazla değerli taşı sıkıca bir araya getiren bir ayarlama yöntemidir ve ayarlamadan sonra değerli taşlar arasında görünür bir metal yapı boşluğu kalmaz. Bu ayarlama yönteminin patenti Van Cleef & Arpels'e ait olmasına rağmen, o zamandan beri birçok kişinin ayarlama zanaatında meydan okumaya çalıştığı bir yükseklik haline geldi ve ustalar yavaş yavaş sırlarını açığa çıkardı. Görünmez ayarın gizemi, Şekil 9-1'de gösterildiği gibi, değerli taşların kuşağında açılan oluklarda, değerli taşın kuşağındaki sabitlemenin yerini almak üzere metal yapı ile değerli taş oluğu arasındaki ilişkinin kullanılmasında yatmaktadır.
Kanal ayarı değerli taşların tutarlı bir bant oluşturmasına izin veriyorsa, görünmez ayar da değerli taşların bir "yüzey" oluşturmasına izin verir. Burada yüzey, aralarında metal görünmeksizin bir bütün oluşturacak şekilde yakından dizilmiş küçük değerli taşları ifade eder. Bu ayar yöntemi, yoğun bir şekilde dizilmiş küçük değerli taşların genel hissini büyük ölçüde geliştirir; metalin "müdahalesi" olmadan değerli taşların güzelliği daha saf ve renkleri daha canlı hale gelir. İşçiliğin zorluğunun daha da arttığını varsayalım. Bu durumda, görünmez ayar aynı zamanda yüzeyde bir dalgalanma hissi yaratabilir ve mücevherdeki organik formları daha doğru bir şekilde yorumlayabilir. Görünmez ayar, üretim zorluğu ve daha yüksek üretim maliyetleri nedeniyle üst düzey mücevherlerin en üst sıralarında yer alır. Aşağıda, belirli vakalar üzerinden görünmez ayarın ardındaki sırları keşfedeceğiz.
2. Görünmez Ortamın Üretim Yöntemi
2.1 Görünmez Ortam İlkesi
Üstten bakıldığında, görünmez ayar sürekli bir değerli taş parçası olarak görünür. Değerli taşların kuşağını tutacak bir metal olmadığına göre, nasıl bir yapı değerli taşların sabit kalmasını sağlar? İşin sırrı değerli taşların arkasındaki değişikliklerde yatıyor. Görünmez ayardaki değerli taşlar üstten bakıldığında sıradan fasetli değerli taşlardan farklı görünmez, ancak Şekil 9-2'de gösterildiği gibi kuşağın altında başka bir gizem vardır. Değerli taşların kuşağının altında yuvalar vardır; bu yuvalar Şekil 9-3'te gösterildiği gibi değerli taşların kuşağının altında gizlenmiş metal ile birbirine kenetlenen bir yapı oluşturmayı amaçlar. Bu yapı son derece zordur ve yenilikçi işçilik için hayal gücünü, ayar zanaatkârlarının becerilerini ve değerli taş kesme tekniklerini test eder. Bu hassas ve karmaşık birbirine kenetlenen yapı kullanılarak, değerli taşlar düzgün bir şekilde düzenlenir ve ayar konumlarına kilitlenir. Daha sonra metal, değerli taşların oluklarını mümkün olduğunca doldurmak için kenarlara bastırılır veya vurulur. Bu, görünmez ayarın prensibidir.
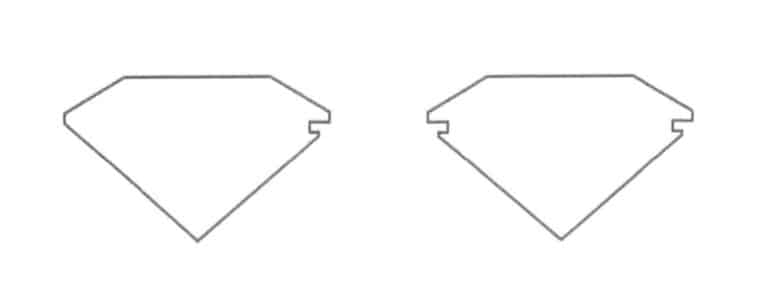
Şekil 9-2 Görünmez ayarlı bir değerli taş kanalının kesiti
Şekil 9-3 Görünmez ortamların iki yapısal ilkesinin kesit diyagramı
2.2 Görünmez Ayar Yapmak İçin Adımlar
(1) Hesaplamaing Dimensions
İlk olarak, tasarım tarafından sağlanan şekil boyutlarına dayanarak, değerli taşların düzenini ve değerli taşların gerekli boyutlarını hesaplayın. Burada dikkate alınması gereken ana husus, yuvaların boyutu ve değerli taşlar arasındaki boşluklardır. Farklı boyutlardaki değerli taşlar için yuvaların derinliği biraz değişebilir, normal yuva derinliği 0,1 ~ 0,15 mm'dir. Hesaplamadan sonra, Şekil 9-4'te gösterildiği gibi metal parçaları gerektiği gibi modelleyin ve dökün.
(2) Hazırlıking ve Metal
3D modelleme ile gizli bir ayar taşı ayarı oluşturun ve Şekil 9-5 ve 9-6'da gösterildiği gibi değerli taş yuvalarına kenetlenen rayların konumlarını ayırın.
Şekil 9-5 Taş ayarı ve değerli taşlar
Şekil 9-6 Metal Yapı Kesit Görünümü
(3) Hazırlıking ve Gemstones
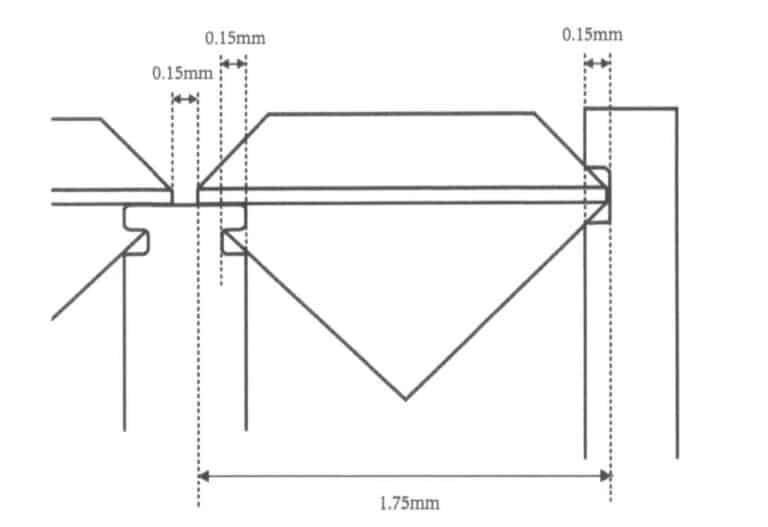
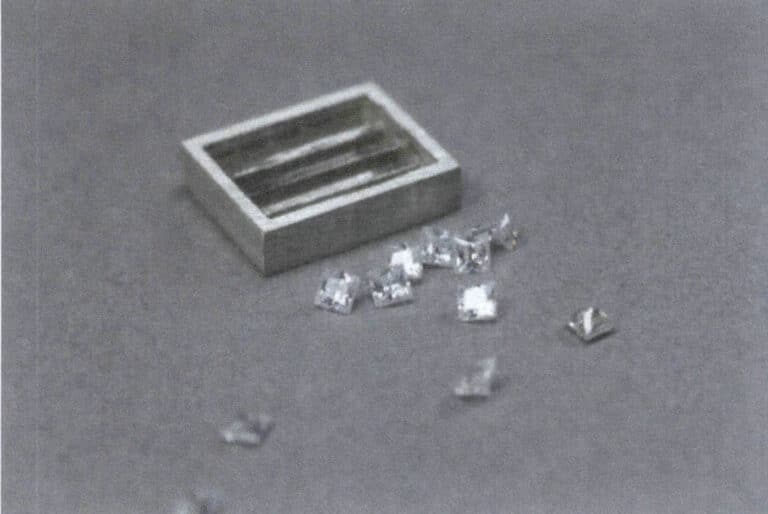
Görünmez ayarlar genellikle düzensiz bir yapıya sahip bir tasarımı doldurmak için şekle göre özel olarak hazırlanmış değerli taş kesimleri gerektirir. Bu durumda, kenar uzunluğu 1,75 mm olan kare parlak kesim değerli taşlarla düzenli bir dikdörtgen sağlanabilir. Ardından, şekil 9-7'de gösterildiği gibi değerli taş kazıma yuvalarının standartlarını kontrol edin ve onaylayın

(4) Yiv açma
Taş ayarı üzerinde yuva açmak da çok önemli bir adımdır. Yuva açmadan önce metal köşeleri düzleştirmek için düz başlı bir graver ve yuvaları oluşturmak için tekerlekli freze kullanın. Kanal ayarına benzer şekilde, erken aşamalarda metali modellerken, daha sonra çark frezeyle yapılacak yuva açma işleminin daha standart olmasını sağlamak için yuvaları ayrılmış olarak bırakın. Değerli taş ve metal yuvalar arasındaki uyum, Şekil 9-8 ve 9-9'da gösterildiği gibi görünmez ayarın anahtarıdır. Yuvaları tek seferde mükemmelleştirmek için acele edilmemesi gerektiğini unutmayın; değerli taş ayarlama işlemi sırasında yuva konumları ayarlanmaya devam edilebilir. Bir sıra ayarlandıktan sonra, bir sonraki sıra için yuva konumları ayarlanmaya devam edilebilir.

Şekil 9-8 Oluk oluşturmak için düz başlı bir gravür kullanılması
Şekil 9-9 Oluk oluşturmak için tekerlekli frez kullanılması
(5) Testing Ston Montaj
Önce değerli taşın bir ucunu yuvaya yerleştirin, ardından diğer ucun yuvaya oturması için tırnağınızla hafifçe bastırın. Değerli taş baskı olmadan yuvaya girebiliyorsa, bu yuvanın çok büyük olduğunu ve onu tutamayacağını gösterir; değerli taş içeri bastırılamıyorsa, yuvanın derinleştirilmesi gerekir, bu nedenle yuvayı bir kerede çok derin yapmayın. Taş montaj testi Şekil 9-10'da gösterilmektedir.
(6) S'nin yerleştirilmesitonları
Taşı, taş montajının test edilmesiyle aynı şekilde yerleştirerek, taş yerleştirme işlemi yapının ortasından başlayabilir. Taş yuvaya sıkıştırıldıktan sonra, ray üzerinde bir uca kaydırılabilir ve ardından taş, Şekil 9-11'de gösterildiği gibi bir sıra ile doldurulacaktır.

Şekil 9-10 Taş Montaj Parçasının Test Edilmesi
Şekil 9-11 Taşların Yerleştirilmesi
(7) Ayar Taşları
Bir sıra mücevher yerleştirdikten sonra, bu mücevher sırasının her iki tarafındaki metali cımbızla hafifçe sıkıştırın. Ardından, bir sonraki taş sırası için yuvaları ayarlayın ve taşları benzer şekilde sıra sıra yerleştirmeye devam edin. Tüm taşlar yerleştirildikten sonra, kanal ayarı ile uyumlu sıkıştırma prensibini kullanarak çerçevenin üst kısmından birkaç daireyi hafifçe vurarak sabitleyin. Taşların yerleştirilmesi Şekil 9-12'de gösterilmektedir.
(8) Son İşlem
Metal kenarları düzeltmek için bir eğe kullanın, ardından Şekil 9-13'te gösterildiği gibi zımpara kağıdı ruloları, parlatma tekerlekleri vb. ile parlatın.
Şekil 9-12 Taşların Ayarlanması
Şekil 9-13 Son İşlem
(9) Tamamlandıing ve Görünmez Ayar
Bu durum düz görünmez bir ayarı içerir ve aynı prensip Şekil 9-14'te gösterildiği gibi kavisli yüzeyler için de geçerlidir.
3. Takı Tasarımında Görünmez Ayar Uygulaması
Fransız lüks mücevher markası Van Cleef & Arpels fark edilmek için görünmez ayarı bilmelidir. Van Cleef & Arpels kendini her zaman işçilikte yeniliğe adamıştır. Görünmez ayar 1929 yılında kuyumcu Jacques-Albert Algier tarafından icat edilmiş ve Van Cleef & Arpels 1933 yılında görünmez ayarın patentini alarak mücevher imalat endüstrisinde çığır açan bir başarıya imza atmış ve Van Cleef & Arpels mücevherlerini örnek bir standarda yükseltmiştir. Minaudiere hazine kutusu aynı yıl, Ludo bilezik ise ertesi yıl görünmez ayarın avantajlarından tam anlamıyla yararlanılarak piyasaya sürüldü. Bugün görünmez ayarların sırlarını genel olarak açıklayabilsek de, Van Cleef & Arpels'in işçilik kalitesine ulaşmak hala oldukça zordur, çünkü destek olarak önemli miktarda insan gücü, kaynak ve mükemmel beceriler gerektirir. Şekil 9-15 ila 9-18 Van Cleef & Arpels'in görünmez ayar kullanan mücevherlerini göstermektedir.

Figure 9-15 Van Cleef & Arpels invisible setting jewelry (1)

Figure 9-16 Van Cleef & Arpels invisible setting jewelry (2)
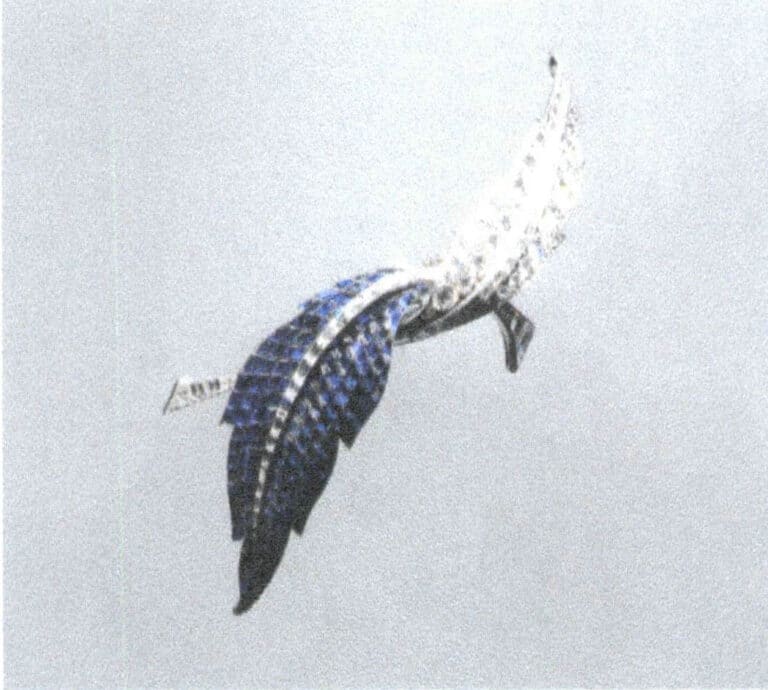
Figure 9-17 Van Cleef & Arpels invisible setting jewelry (3)

Figure 9-18 Van Cleef & Arpels' invisible setting jewelry (4)
Görünmez ayarın büyük başarısından sonra Van Cleef & Arpels, mükemmel işçiliği keşfetmeyi ve geliştirmeyi bırakmadı. Daha sonra, sivri uçlu kabaşon ve boyalı cam görünmez ayar yöntemleri geliştirildi. Örneğin, Pomme de Pin broş ve Panache mystérieux broş, piyasaya sürüldüklerinde sansasyon yaratan bu iki görünmez ayar tekniğinin temsili eserleridir. Van Cleef & Arpels'in ulaştığı zirvelere ulaşmak zor olsa da, birçok marka görünmez ayarı öğrenmeye ve taklit etmeye devam etmektedir. Görünmez ayar tekniği, zarif işçilik ve ayarın güzelliği tüm bu mücadeleye değer. Şekil 9-19 ve 9-20 görünmez ayar tekniklerinin kullanıldığı mücevher tasarımlarını göstermektedir.

Şekil 9-19 Görünmez ayar takıları (1)

Şekil 9-20 Görünmez ayar takıları (2)
Van Cleef & Arpels'in ayar sanatına katkısı, mücevher yaratmada yeni olanaklar sunmak ve Yüksek Mücevherde gelinen son noktayı göstermektir. Bu mücevherlerde her değerli taşın bir konumu vardır ve değerli taşın boyutu ve şekli, bu teknikte ustalaşmak için çok yüksek hassasiyet gereksinimlerine sahiptir ve zanaatkarlar çok azdır. Daha da değerli olan şey, görünmez kenar ayarının, markanın mücevherlerinin sanatını büyük ölçüde geliştirmek için markanın mücevherleri tarafından yapılan yeniliklerin kalitesinin etkisini elde etmek için bir markanın yenilik ruhunu göstermesi ve ayrıca mücevher tarihinin ağır bir mürekkep ve renk boyamasıdır! Bu yenilik sektör için çok değerlidir.