Doll Museum-serien, örhängen av skrynkligt hantverk, mässing, barockpärlor, havsbambukorall, zirkon etc.

Handplåtsax
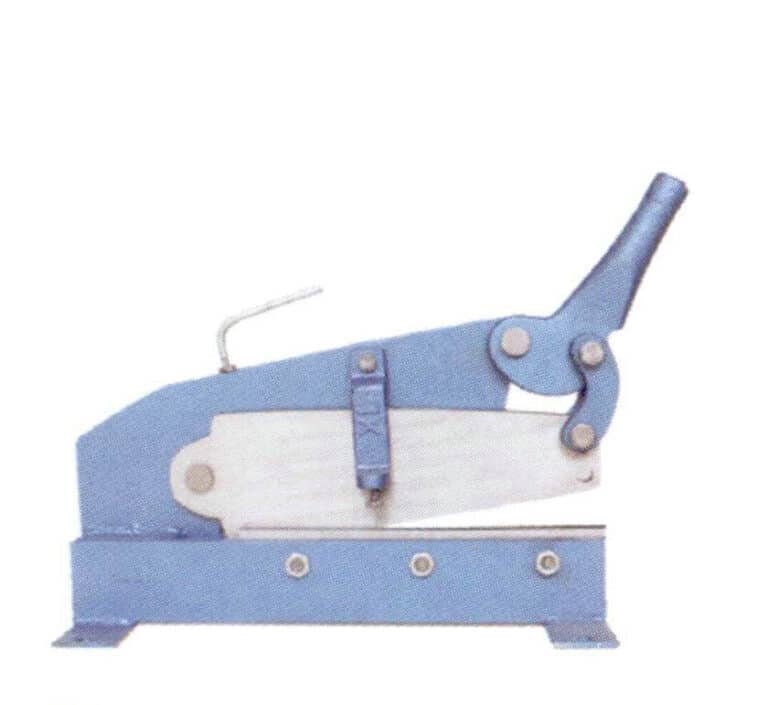
Handplåtsax

Pedalsaxar

Elektriska saxar

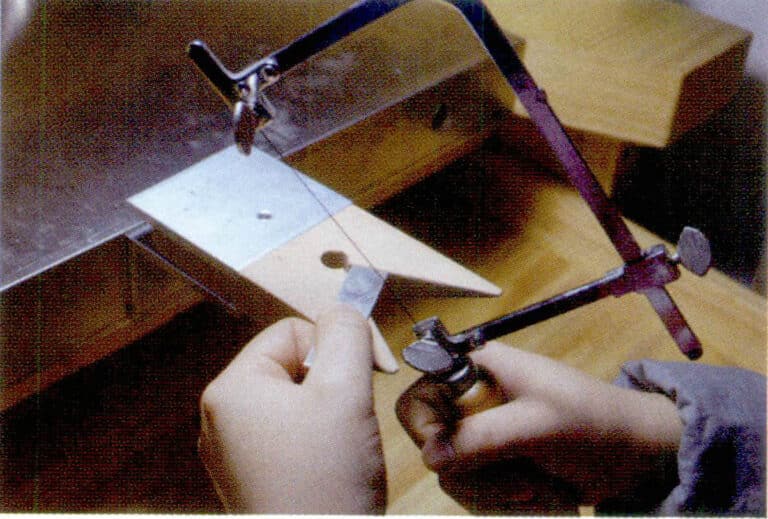

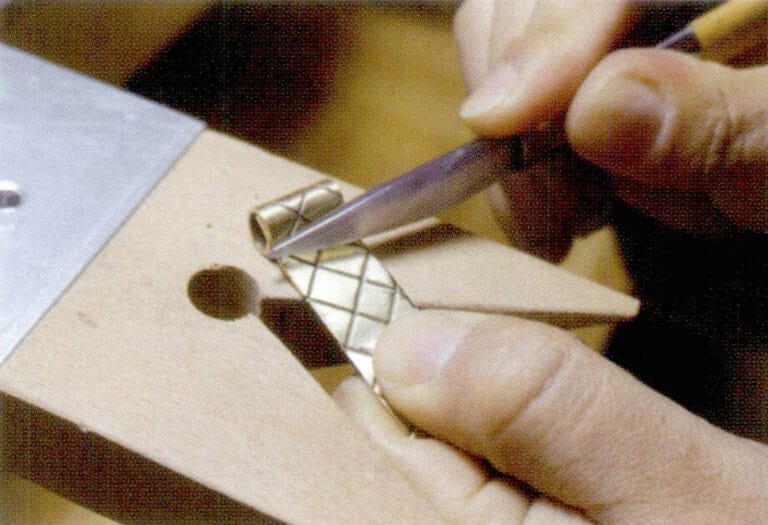
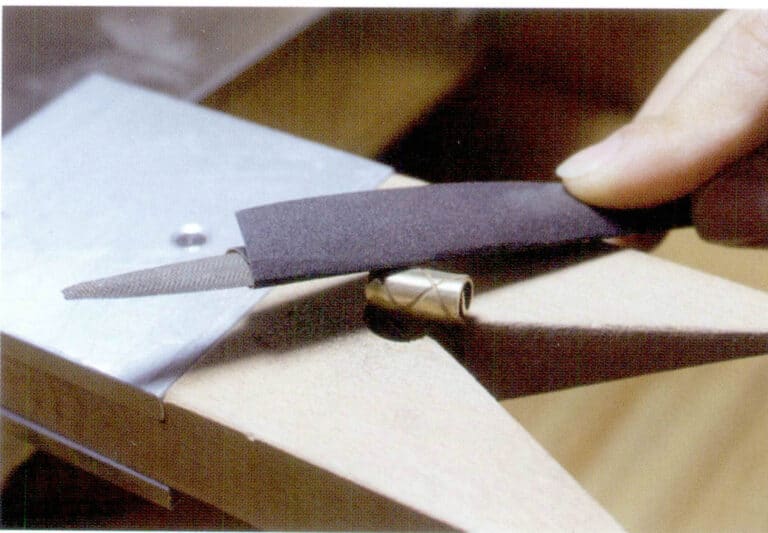
① Håll filen i ena handen medan du stabiliserar metallen mot arbetsbänken med den andra handen Om metalldelen är för liten för att kunna styras med fingrarna kan en träklämma användas för fixering.
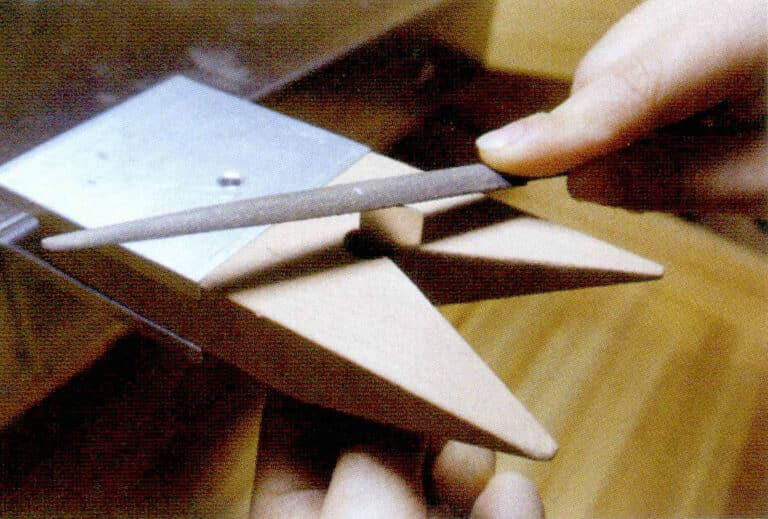
② När du använder en fil, försök att hålla den i nivå, särskilt när du filar i en rak linje; filen och filytan måste vara horisontella för att uppnå ett jämnt tvärsnitt.

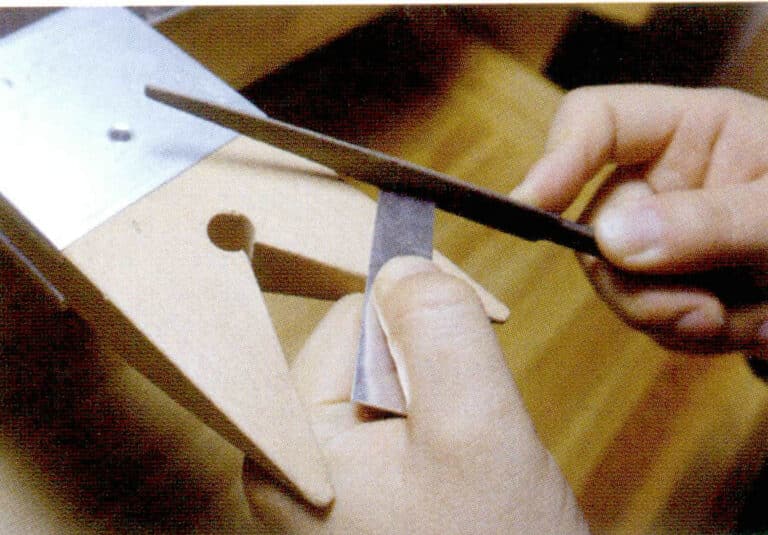
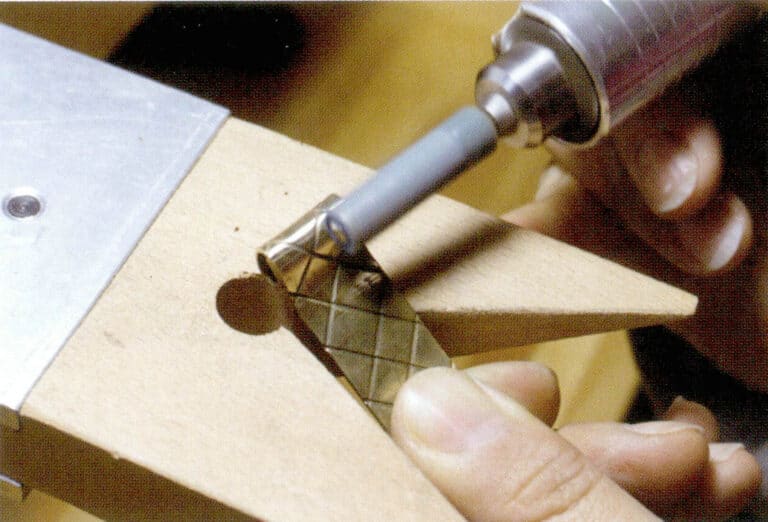
③ När du filar ska du alltid föra filen framåt i en riktning och när du drar tillbaka ska du lyfta filen något bort från objektet. Det finns ingen anledning att fila tillbaka; att flytta filen fram och tillbaka ger inte en jämn yta. En grövre fil kan användas för att snabbt forma objektet och senare byta till en finare fil för justeringar, vilket sparar tid och ansträngning.

④ En halvrund fil kan användas för att fila böjda metalldelar.

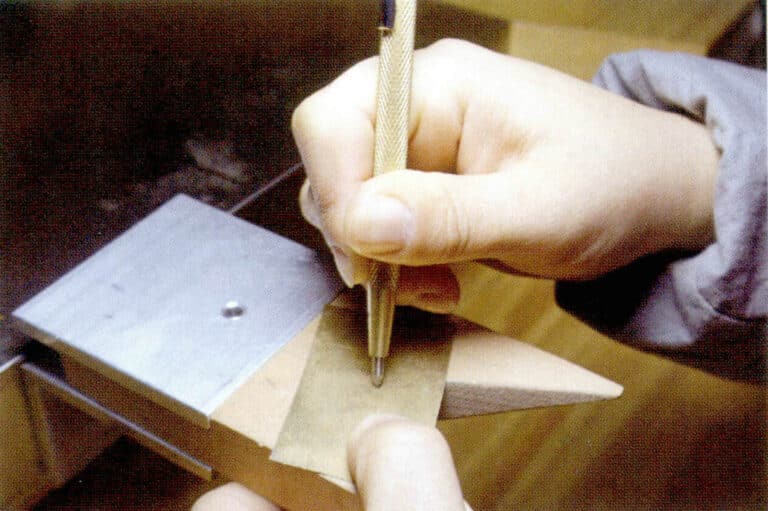
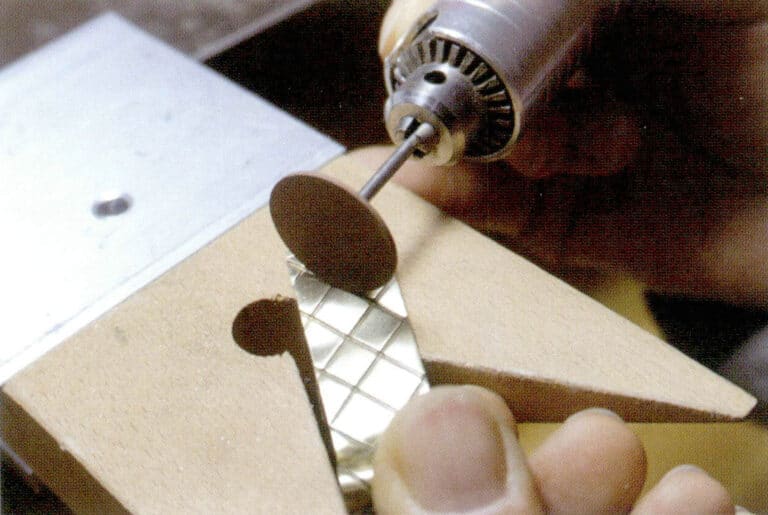
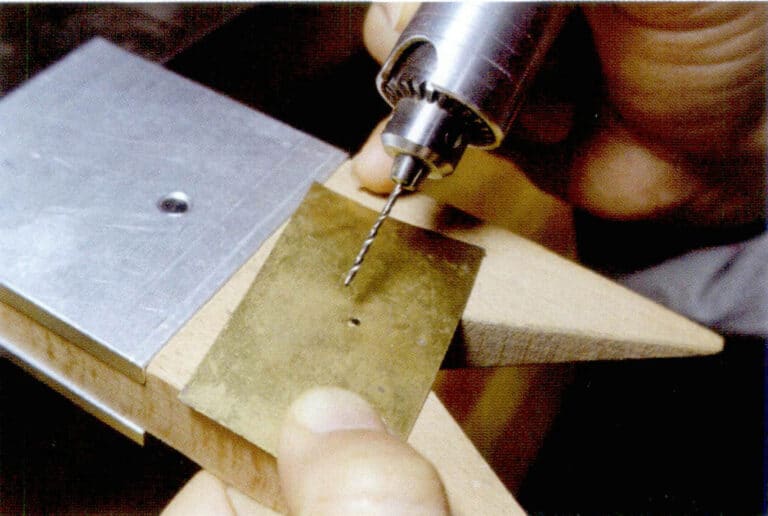
Markering av borrningspositionen
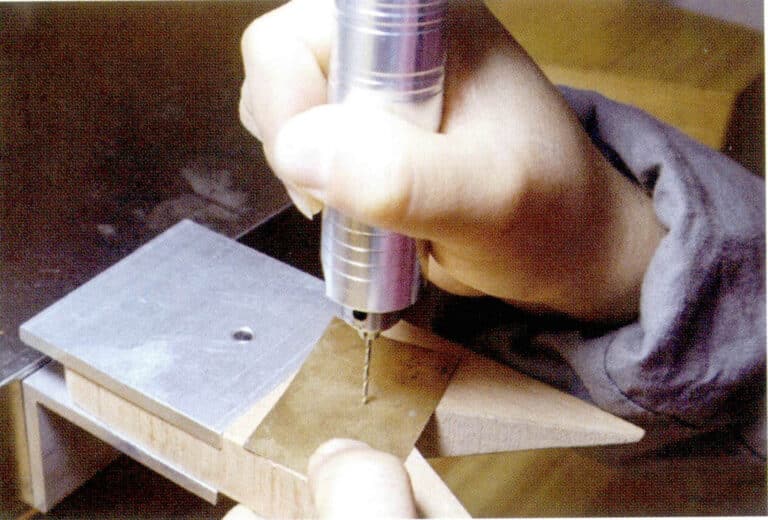
Markering av borrningspositionen







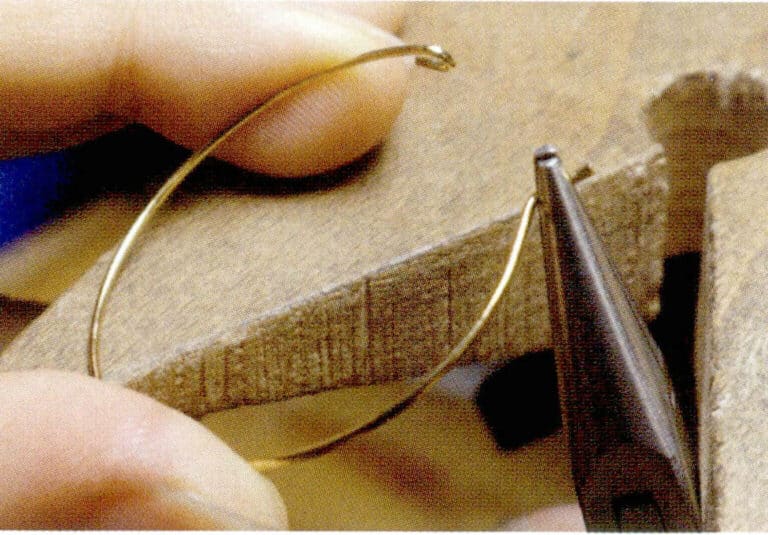
1. Cut a piece of metal wire and bend one end with round-nose pliers
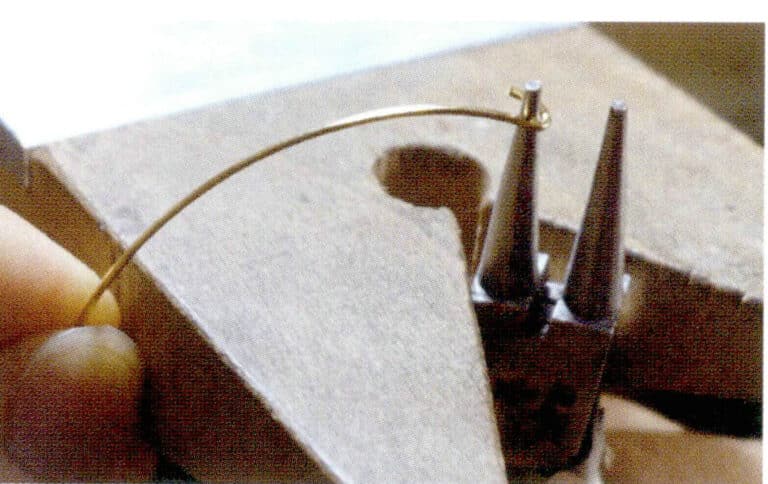
2. Use needle-nose pliers to bend the other end of the metal wire vertically upwards by 5 mm
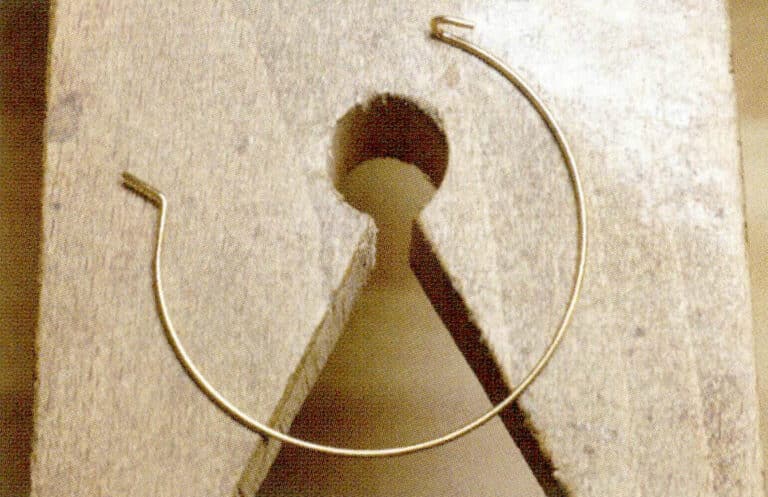
3. The two ends of the metal wire are shown in the figure, and this structure allows the two ends to open and close freely.

4. Use a cylindrical object to adjust the metal wire into a perfect circle
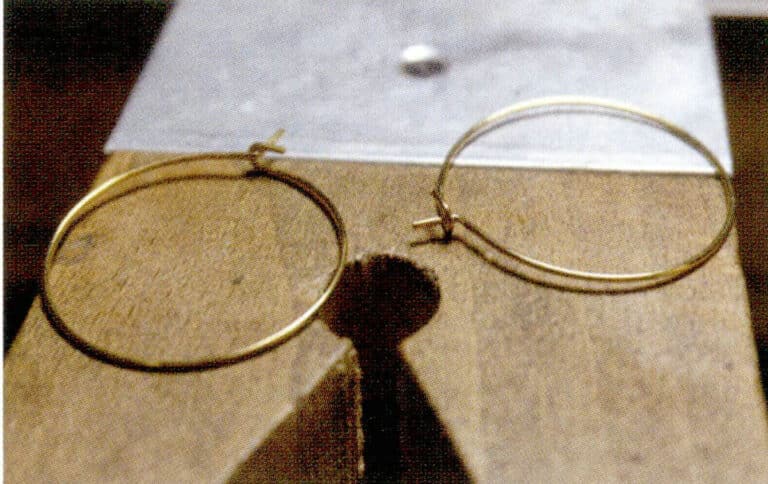
5. The earrings are completed
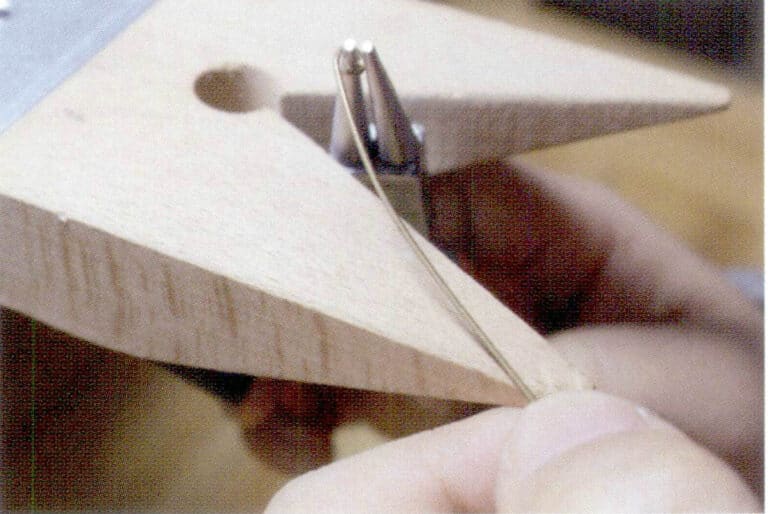
1. Cut a suitable length of metal wire and make a small loop at one end with round-nose pliers.
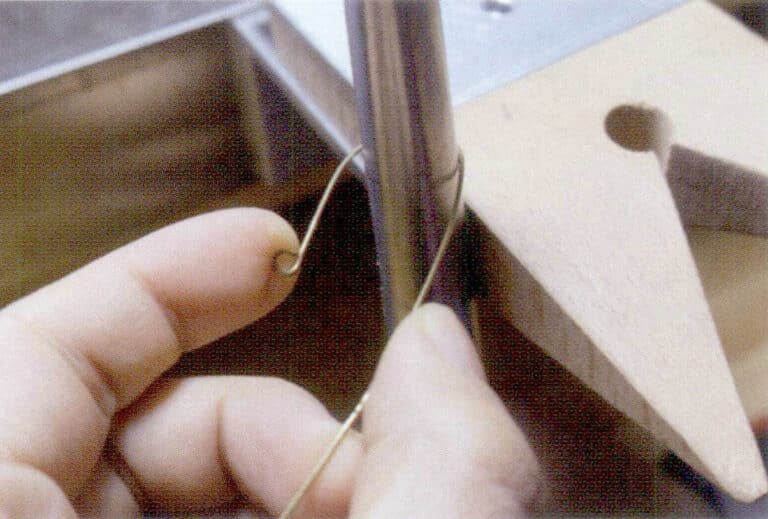
2. Use a round rod to bend the metal wire into a U-shape
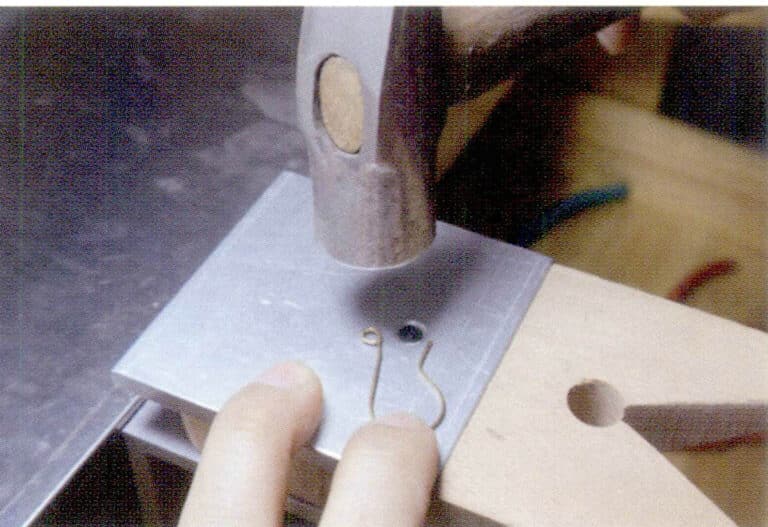
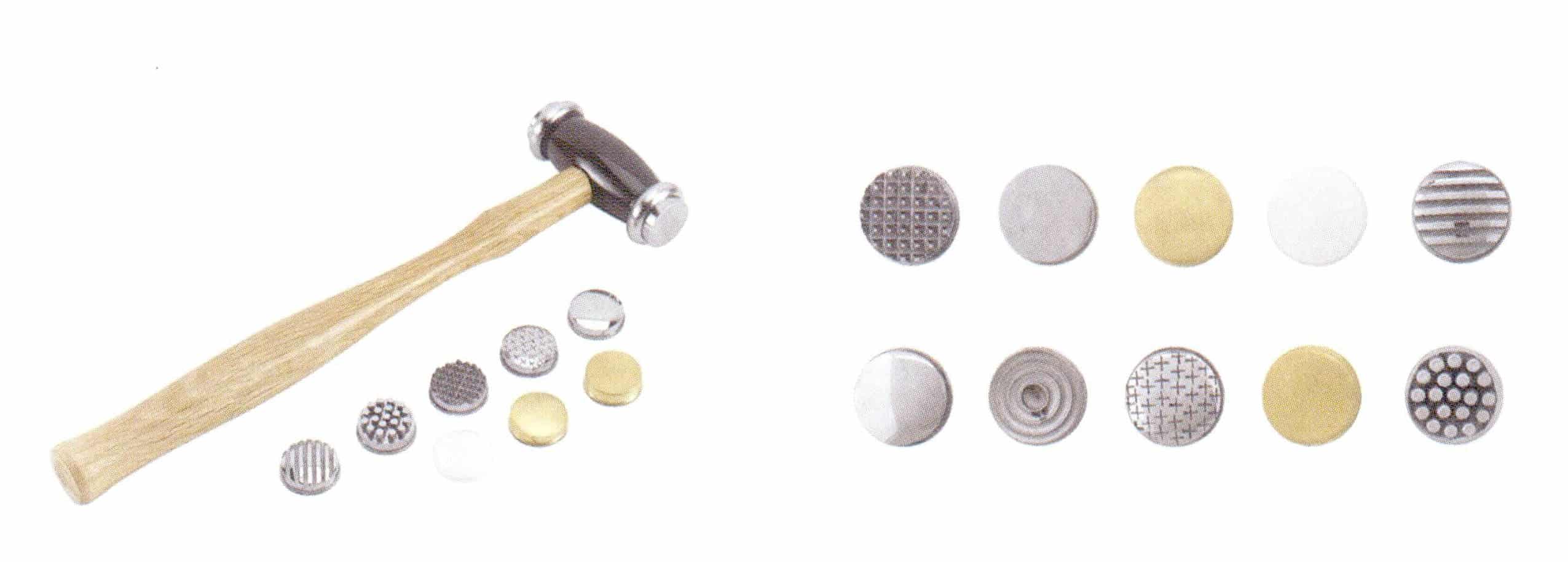
3. Use flat-nose pliers to adjust the shape of the ear hook, then use a hammer to refine the flatness of the ear hook.

4. The ear hook is now complete.

1. Wrap the metal wire around a cylindrical winding rod, tightening it.

2. Cut the wound metal wire into individual open rings.
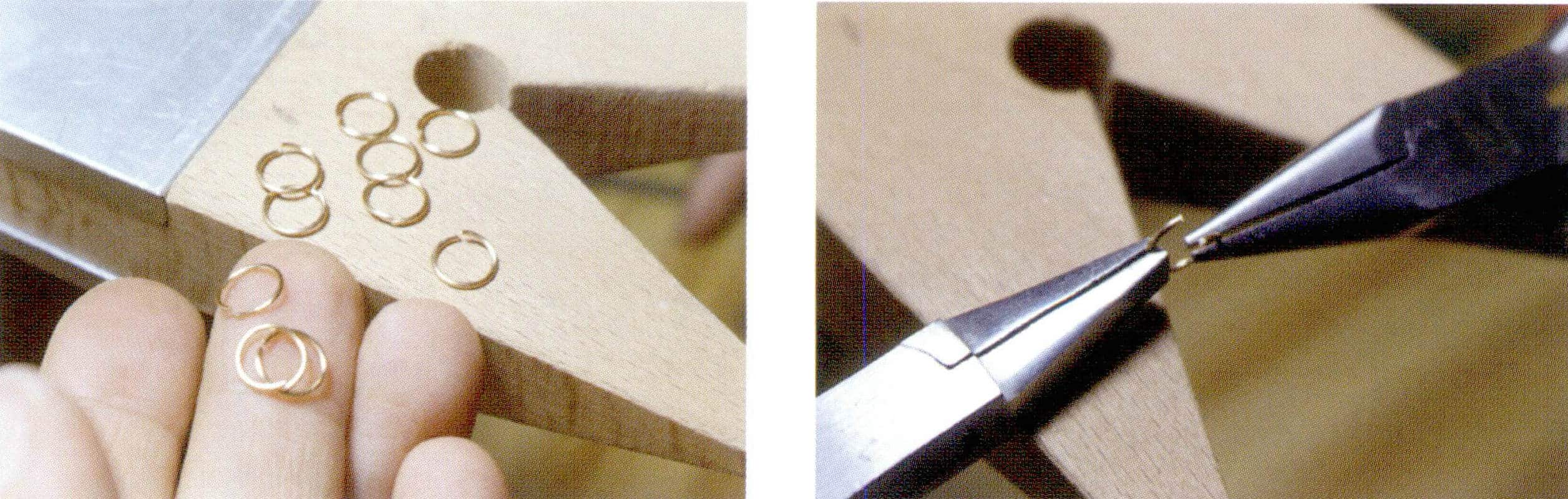
3. Since the metal wire is wound in a spiral, the ends of the cut opening ring are misaligned and can be adjusted with pliers.

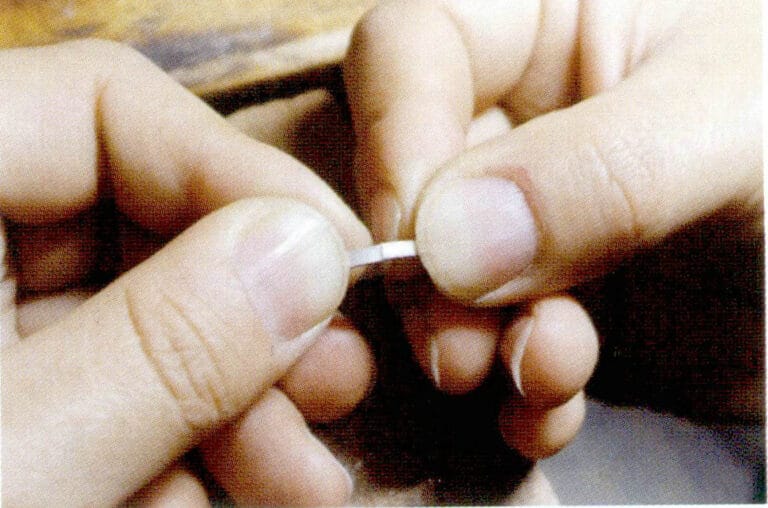
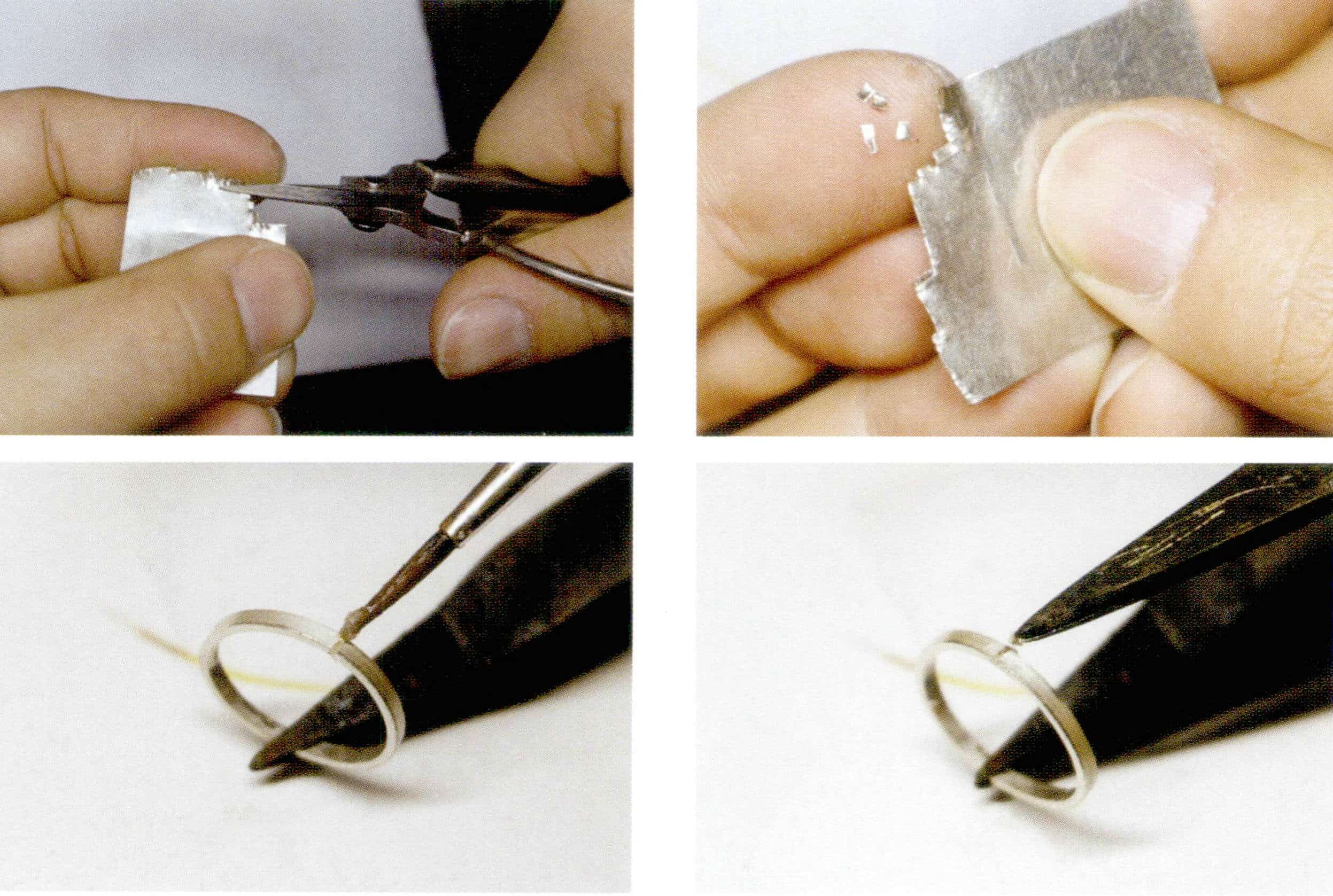
1. Use flat-nose pliers to symmetrically bend the two ends of the metal sheet 90°.

2. Böj båda ändarna till en sluten halvcirkel.
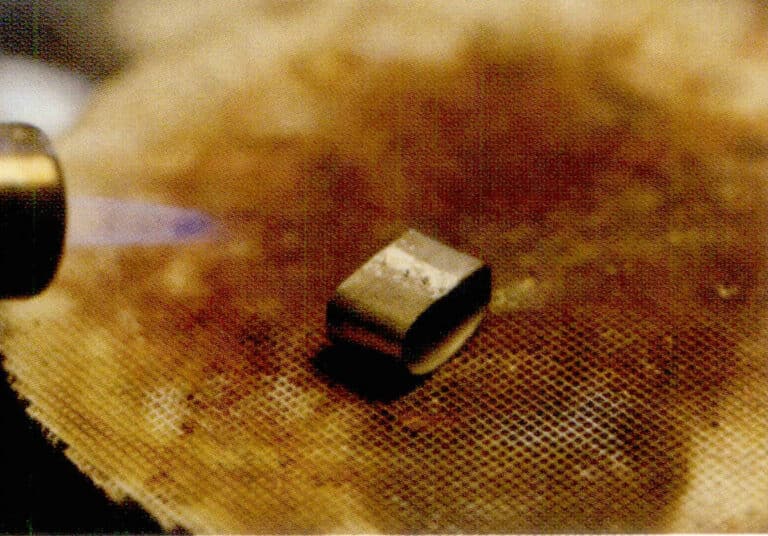
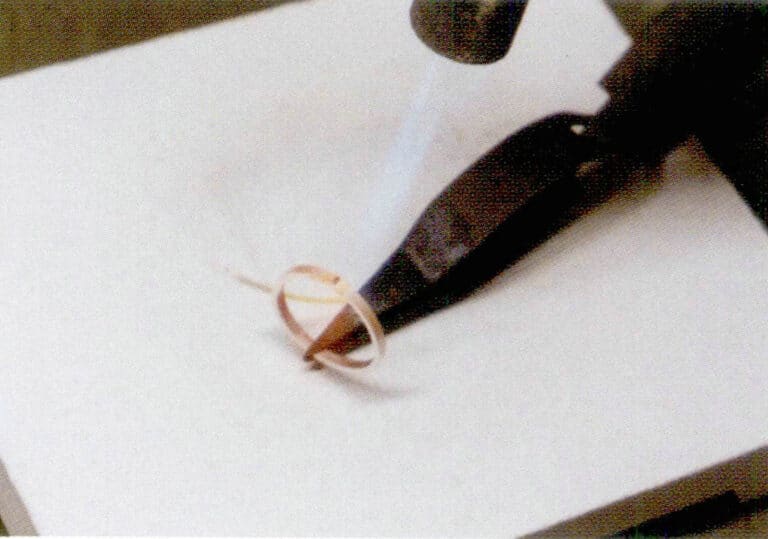
3. Weld the ends of the metal sheets.

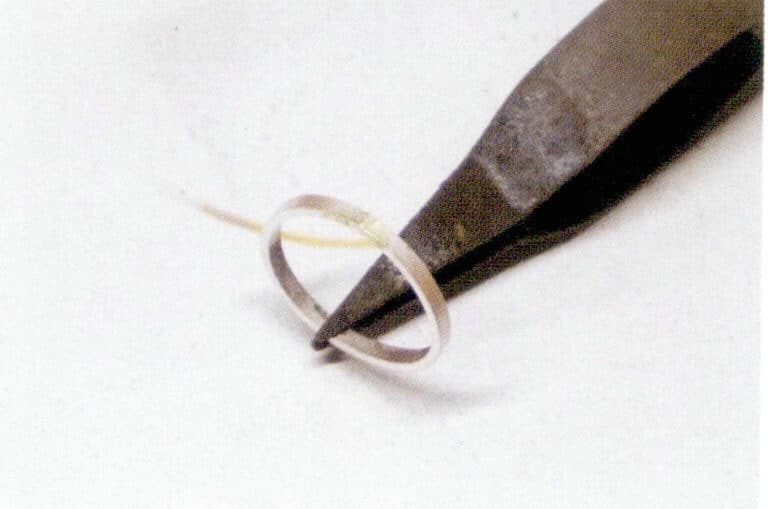
4. Use a ring mandrel and a wooden mallet to shape the metal ring.

5. Completion of production

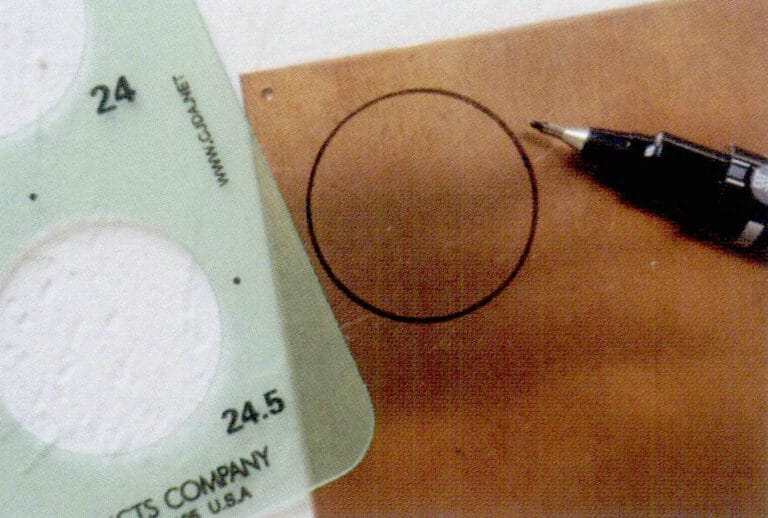
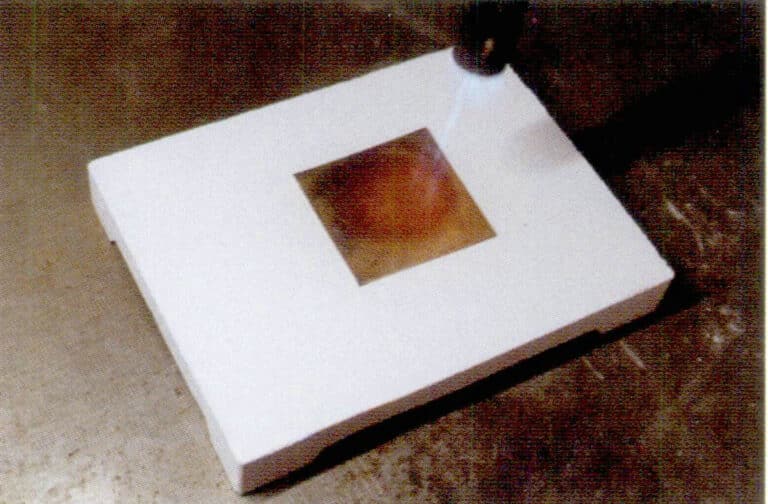
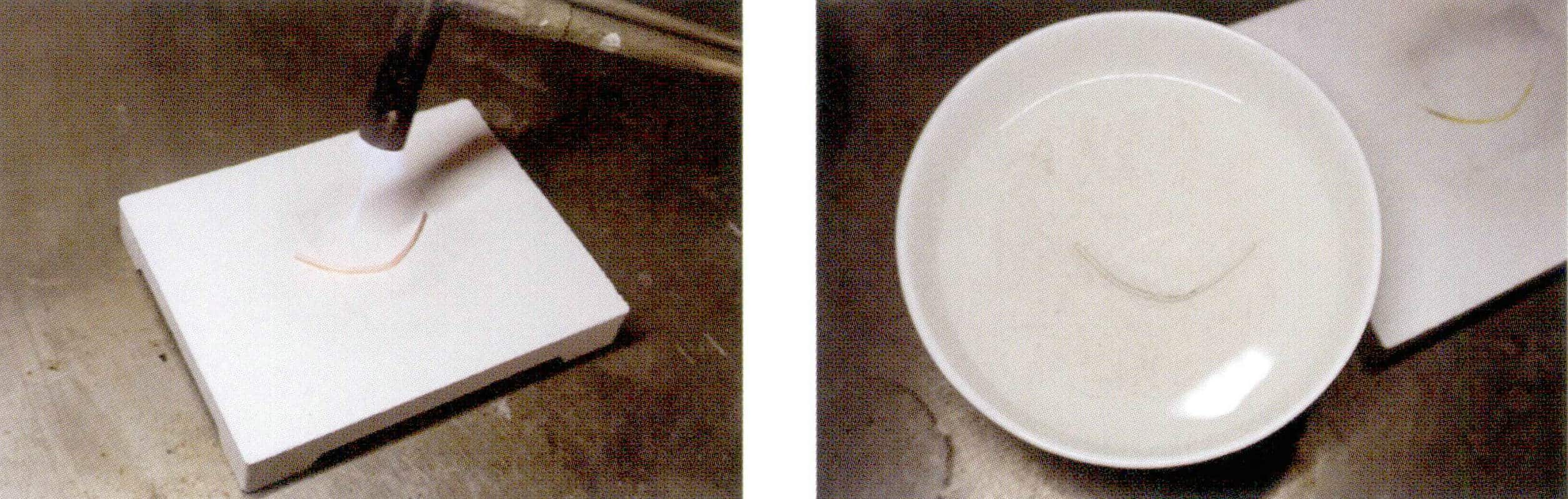
1. Use a measuring ruler to draw a perfect circle on the metal sheet
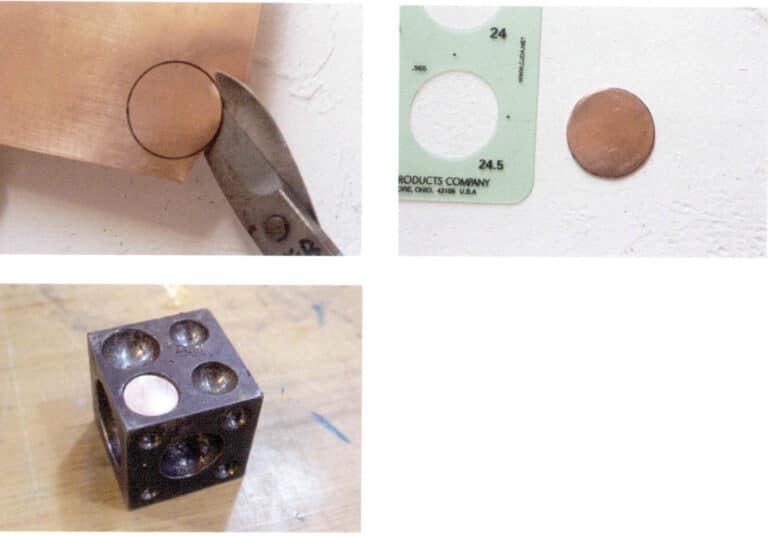
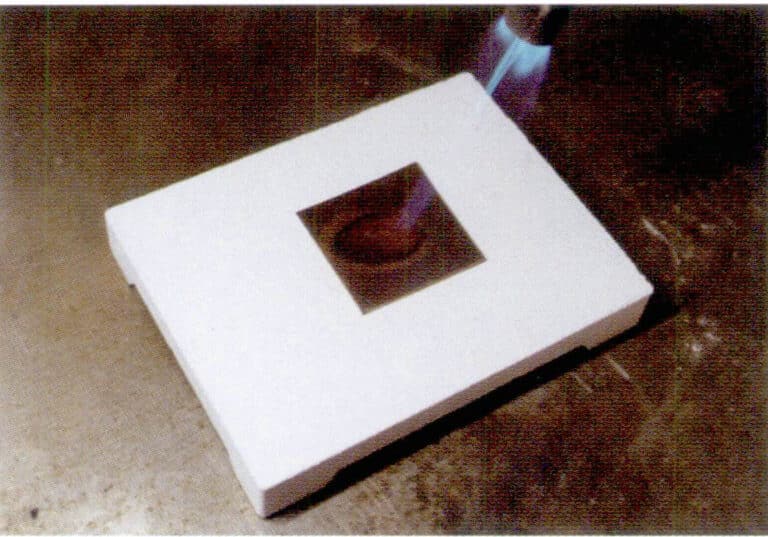
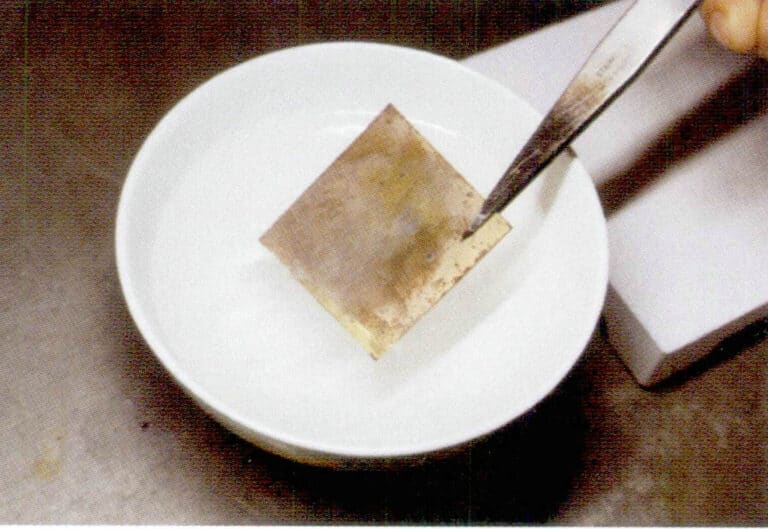
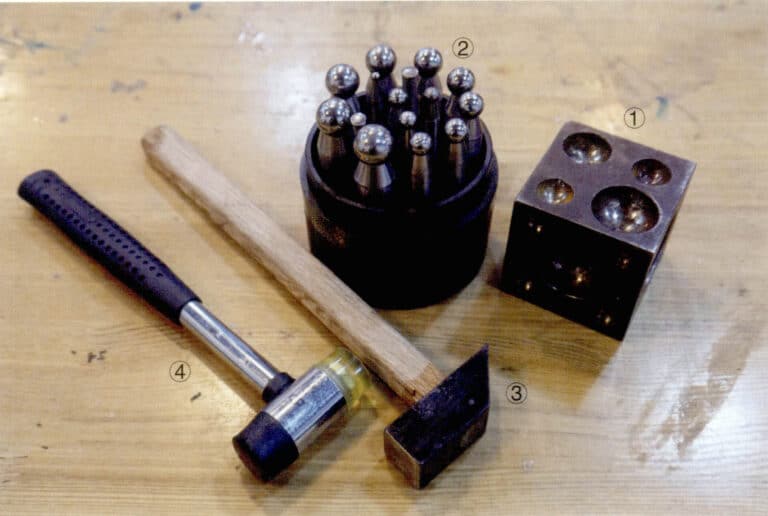
2. Cut out the metal sheet and place it into a pit with a diameter larger than the circle.

3. Use a hammer to tap the dapping punch, causing the metal sheet to indent.
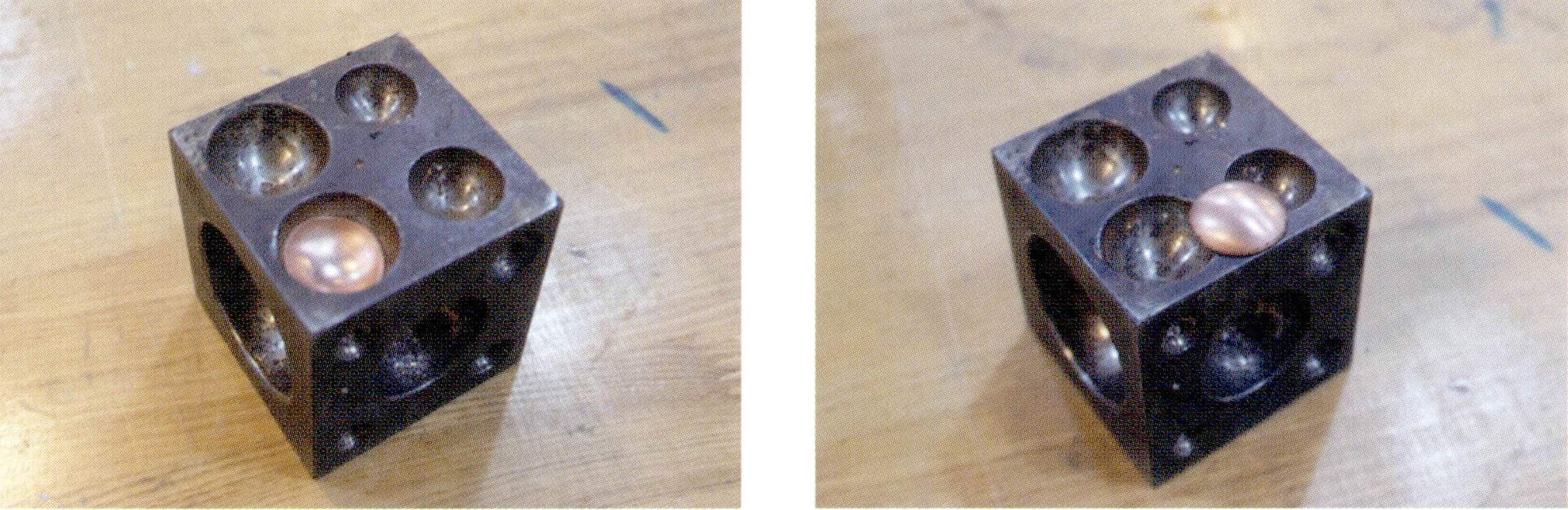
4. Gradually switch to smaller pits and dapping punches to create the desired curvature of the semicircle.
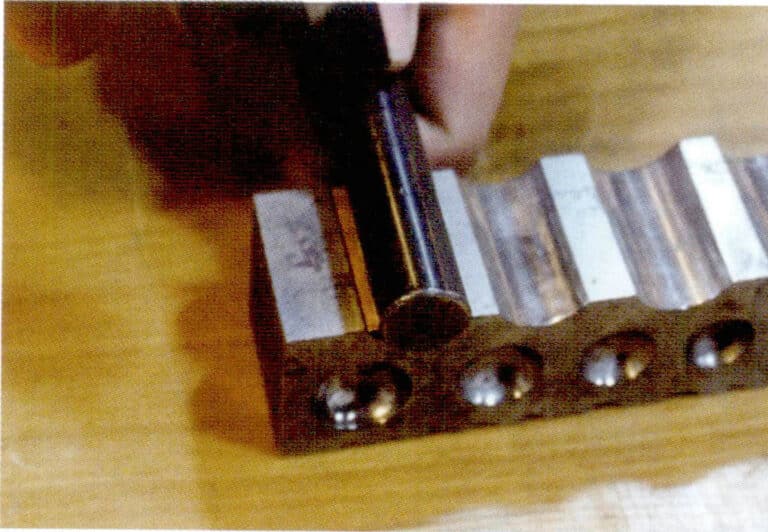
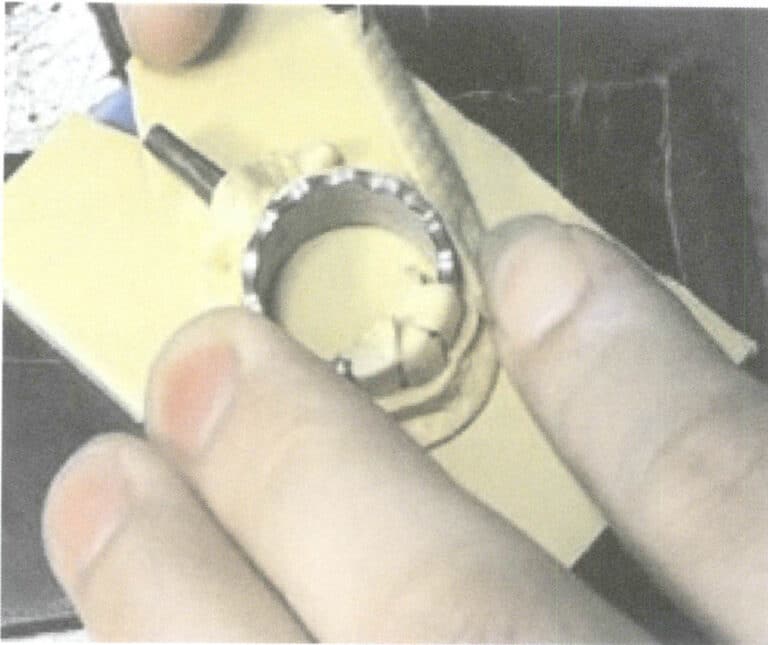
1. Place the cut metal sheet in the groove, and choose the corresponding dapping punch to lay horizontally on the metal sheet.

2. A hammer strikes the dapping punch, causing the metal sheet to indent.
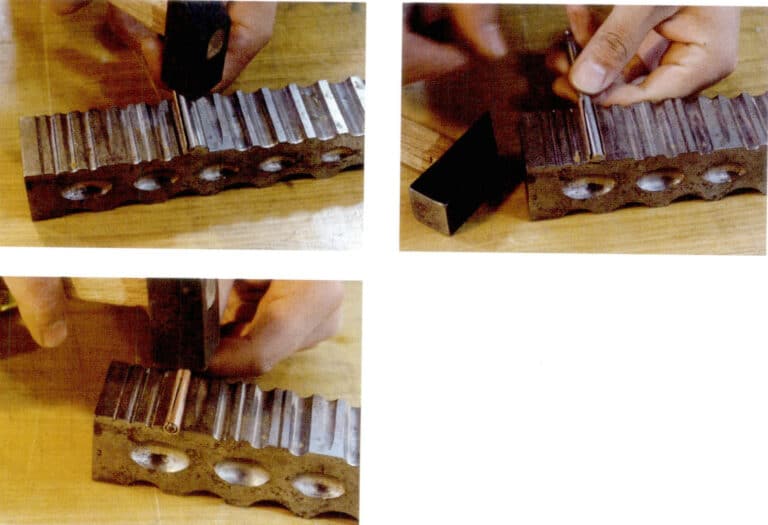
3. Gradually switch to narrower grooves and dapping punches and continue to strike

4. Use a rubber mallet to adjust the curvature of the metal pipe
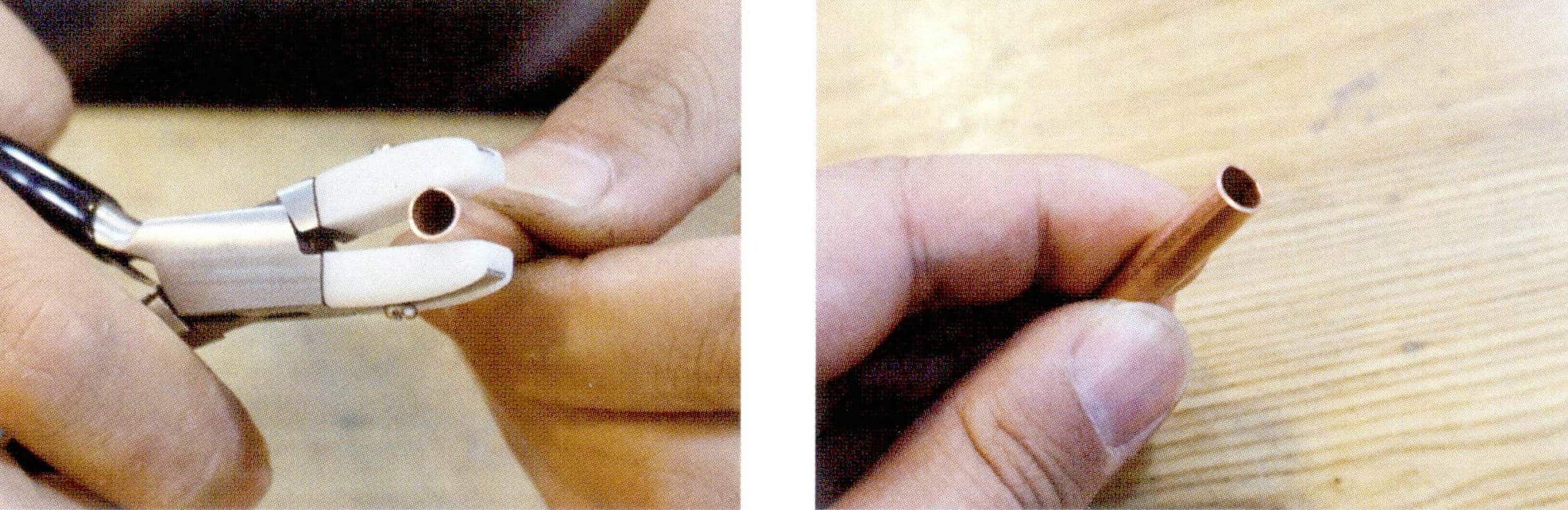
5. Use flat-nose pliers to clamp both ends of the metal tube tightly, and use a file to trim the cross-section of both ends of the tube; the round tube is now completed.


Hanging grinder with copper wire sweeper for polishing
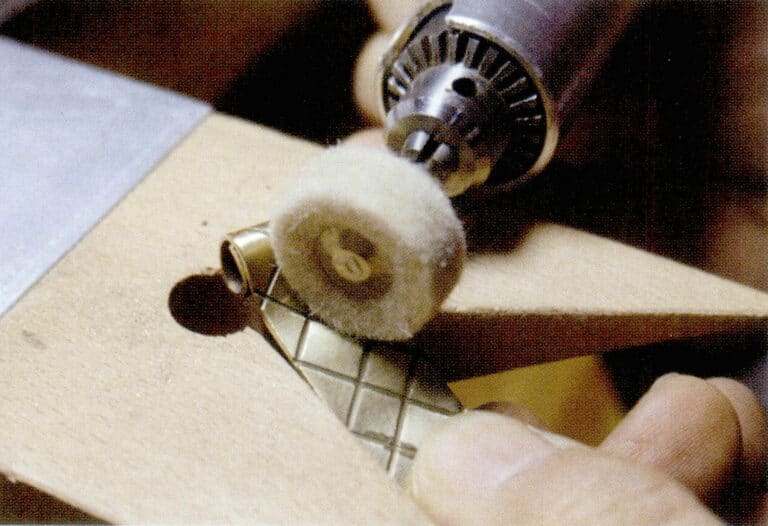
Hanging grinder with felt rolls for polishing

Dust collector polishing machine

Double head bench polishing machine

Polishing compound
Magnetisk tumlare

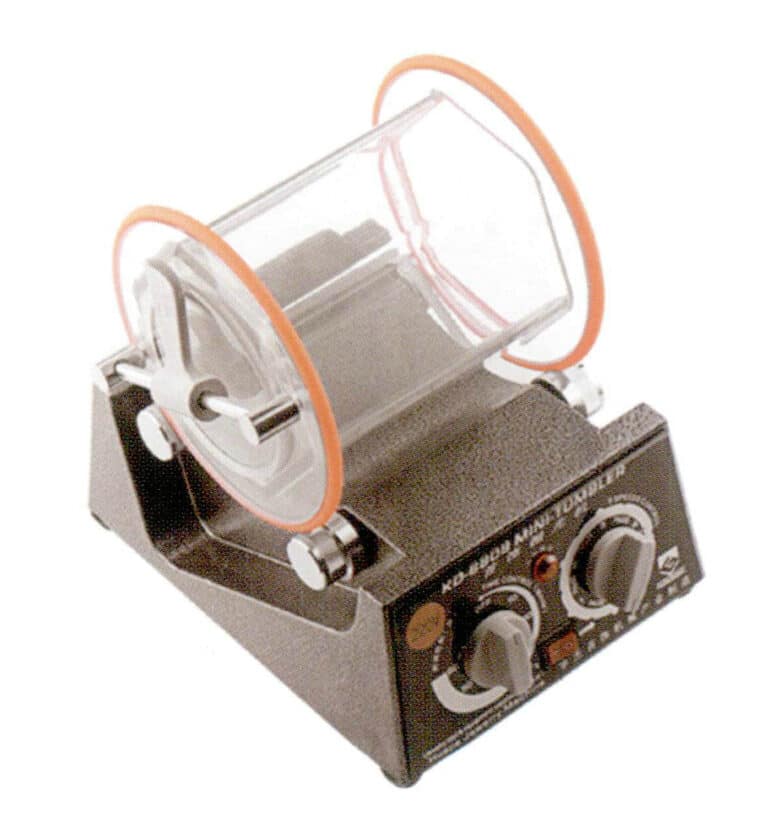
Magnetic tumbler in operation

Various types of magnetic tumbling pin
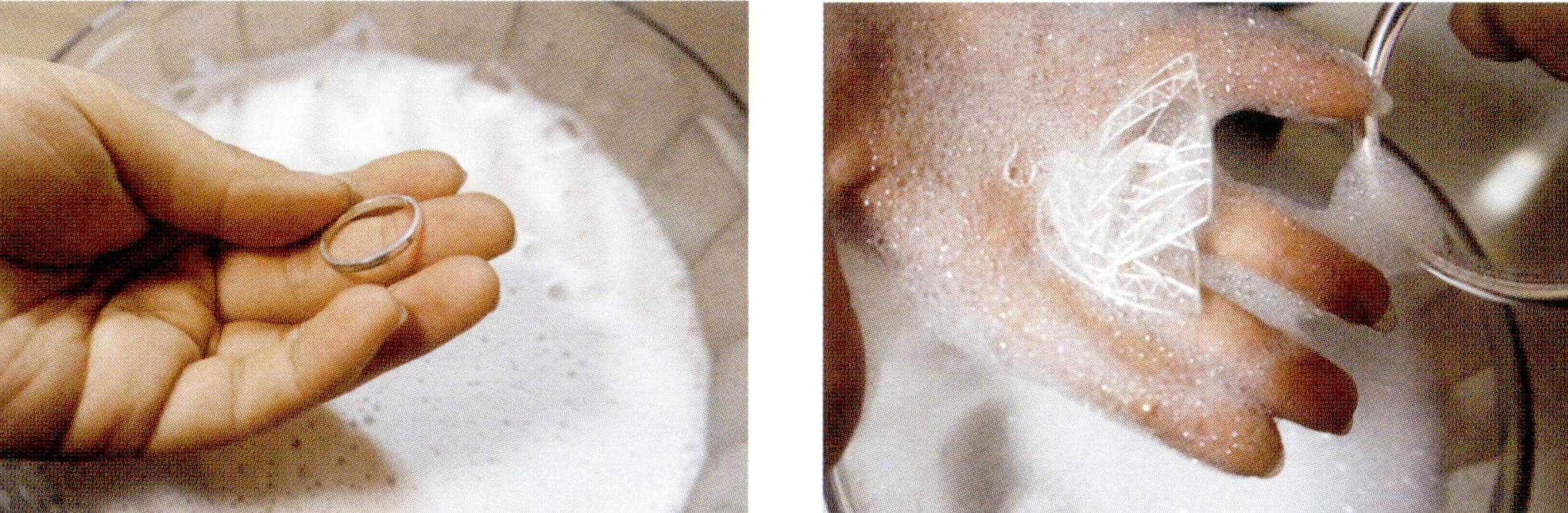
Magnetic tumbler polishing silver jewelry
Roterande tumlare

Special stainless steel beads for rotary tumbler (various models)