



















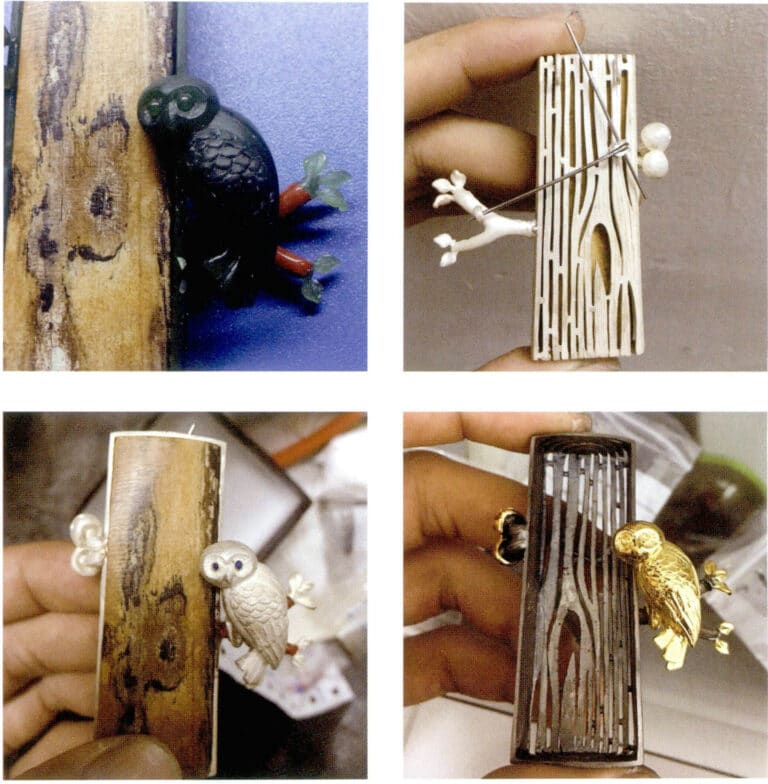
I "Night Guardian" används traditionell handsnidad vaxmodelleringsteknik och gjuts till ett metallföremål med hjälp av metoden lost-wax casting.

Gummiform av ugglans del
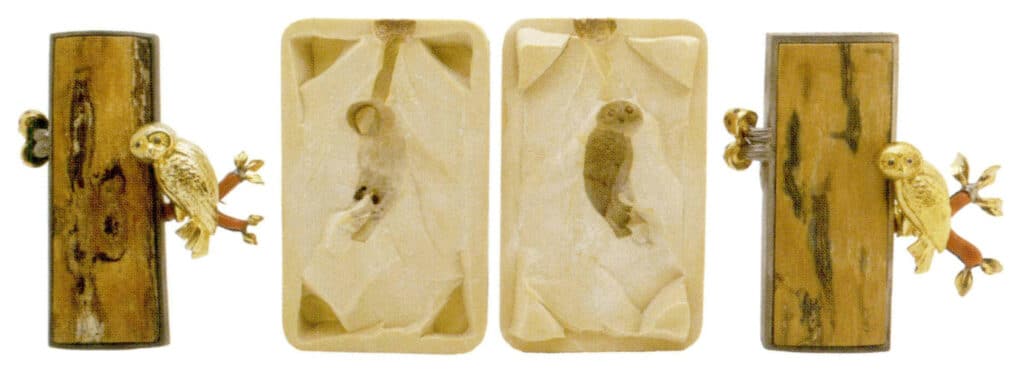
När metallstycket är färdigt görs en gummiform. Ugglan till vänster i bilden är handsnidad av vax, medan den till höger är tillverkad med hjälp av en gummiform för vaxinjektionsmodellering.

Formram i aluminiumlegering

Smycken Gummiform Vulcanizer
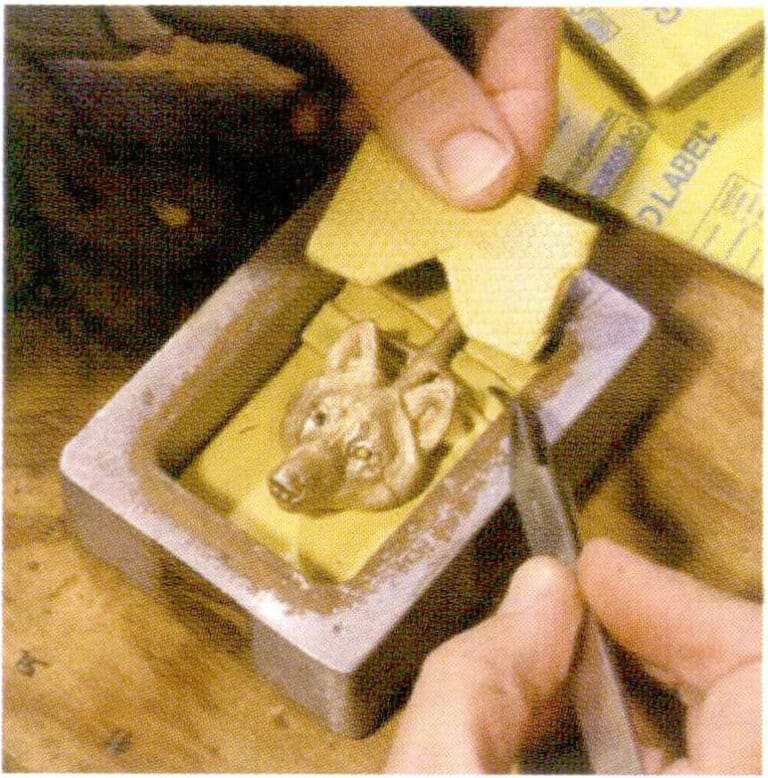
Skära till gummi och placera det i ramen

Skärning av gummifilmen

Manuell vaxinsprutning

Halvautomatisk vaxinsprutningsmaskin med digital display

Helautomatisk vaxinsprutningsmaskin
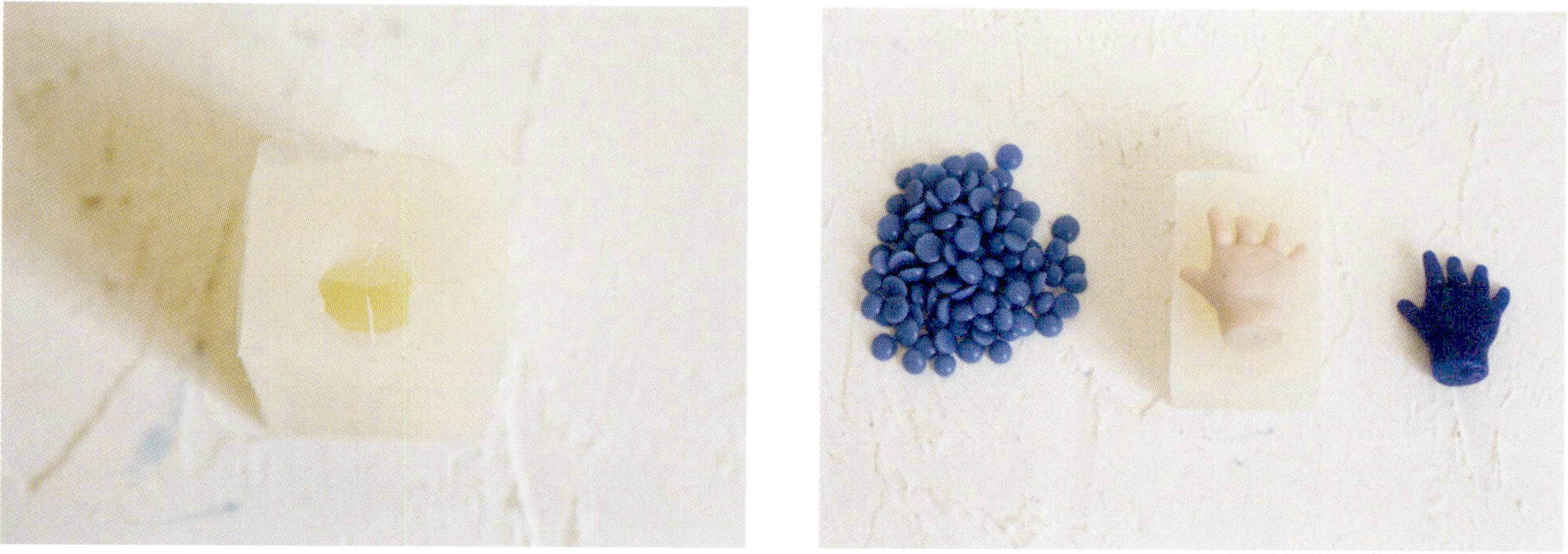
Xie Bai、Xie Zhouqiang, Touch my body- house, silikon、syntetiserat material, 30cmx30cm, 2011

Xie Bai 、 Xie Zhouqiang, Touch my body - organiska ämnen, silikon 、 syntetiserat material, 30cmx30cm, 2011
Genomskinlig silikon (med hög flexibilitet)

Mjölkvit silikon
1. Förbered modellblocken för injektion av silikon, oljelera, silikon och andra material och verktyg, och omge blocken för att bilda en hällkanal av lämplig storlek.
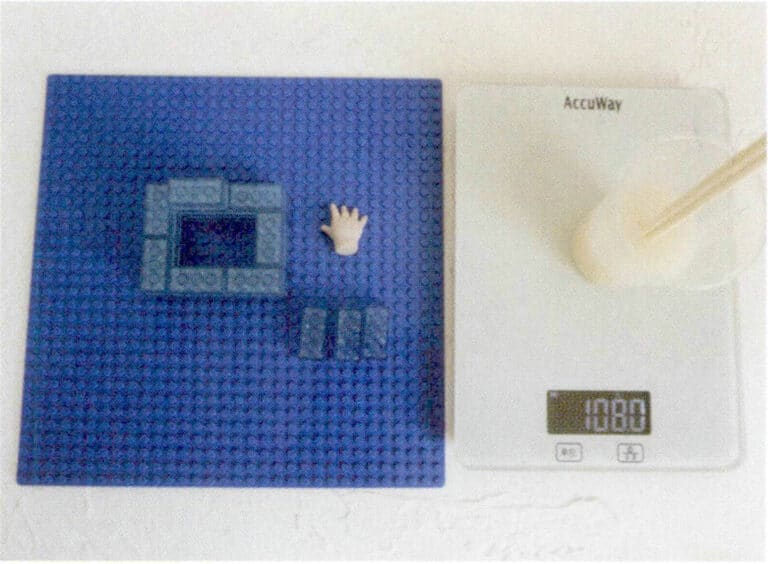
2. Enligt kraven i silikonmärkets bruksanvisning, väga en lämplig mängd silikon och silikonhärdare i proportion.
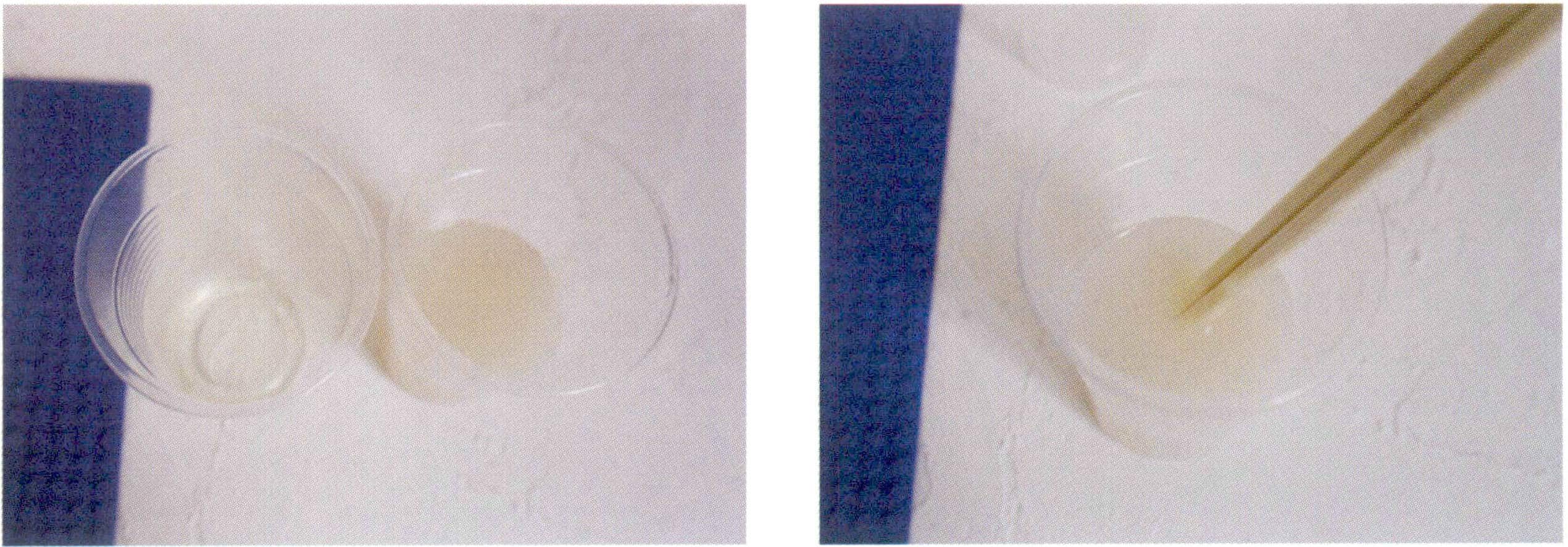
3. Häll härdaren i silikonet och rör om medurs för att säkerställa att härdaren och silikonet blandas jämnt; ojämn blandning kan leda till att vissa silikon inte härdar.
4. Ta en lämplig mängd oljelera och klistra fast den i ena änden av modellen.

5. Häll det jämnt blandade silikonet i träformen; vid den här tiden häller du bara i halva mängden silikon och fäster sedan den förberedda modellen på ena sidan av formen; en del av modellen måste röra vid silikonet och var försiktig så att du inte rör vid formens botten och sidor; modellen måste vara minst 6 mm från botten för att undvika perforering av silikonformen när den stelnar.
6. Efter att modellen har fästs häller du resterande silikon i formen så att hela modellen täcks.
7. Vänta tills silikonet stelnar; stelnandetiden varierar för olika silikonmärken. Om du inte har bråttom rekommenderas att du tar ut den efter 12 timmar för att säkerställa att silikonet inuti är helt stelnat och har god flexibilitet.
8. Använd en skalpell för att skära silikonet och notera att skärlinjen ska vara i en S-form eller Z-form, vilket kan förbättra formens passform. För enkla, små föremål finns det inget behov av att skära hela silikonformen; det räcker att bara skära öppningen för att ta bort modellen
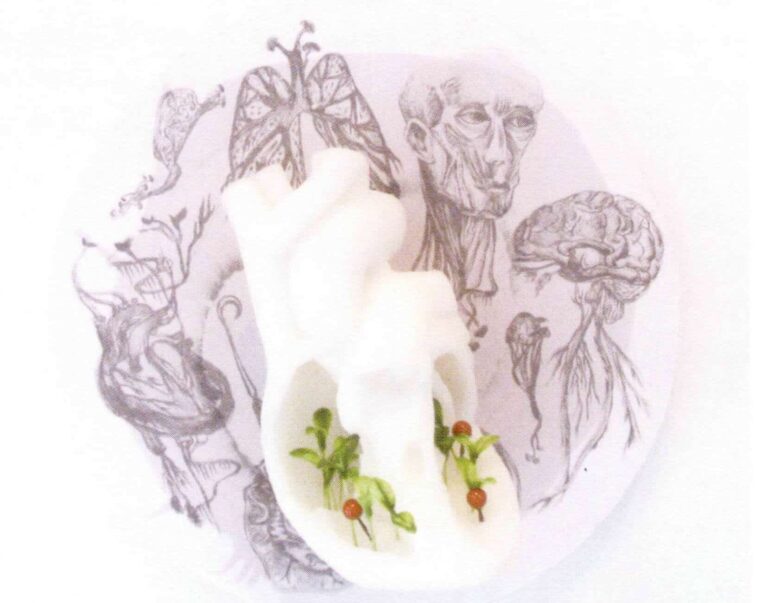
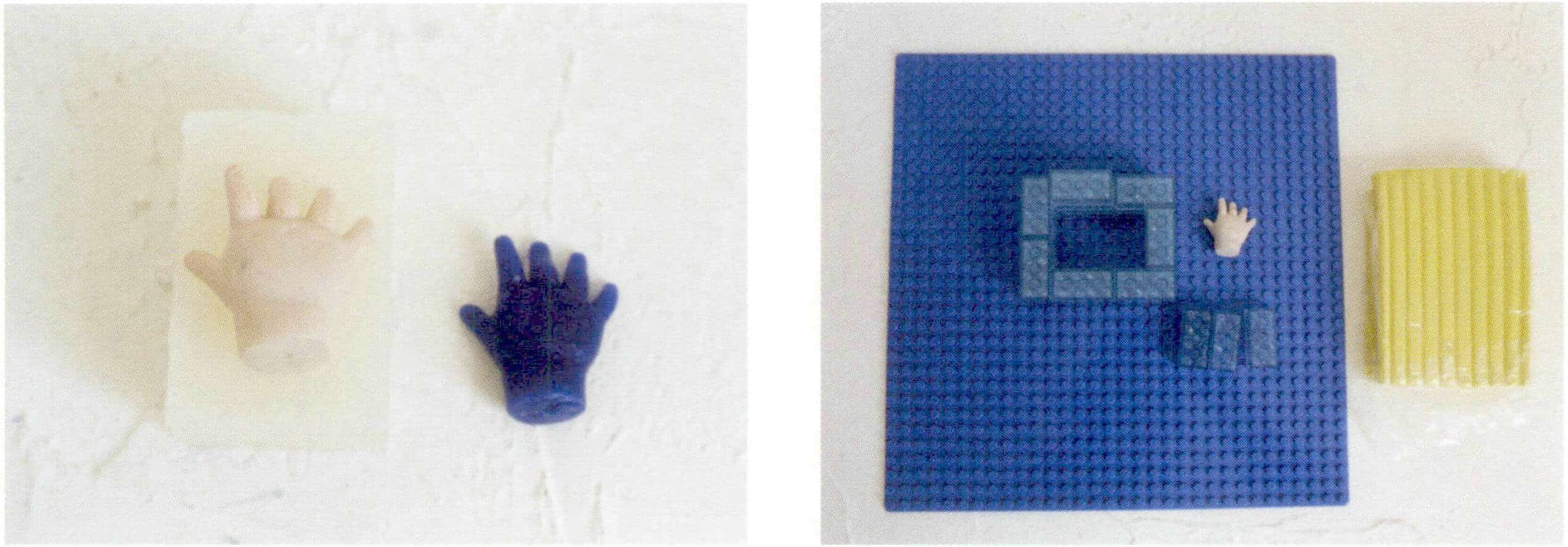
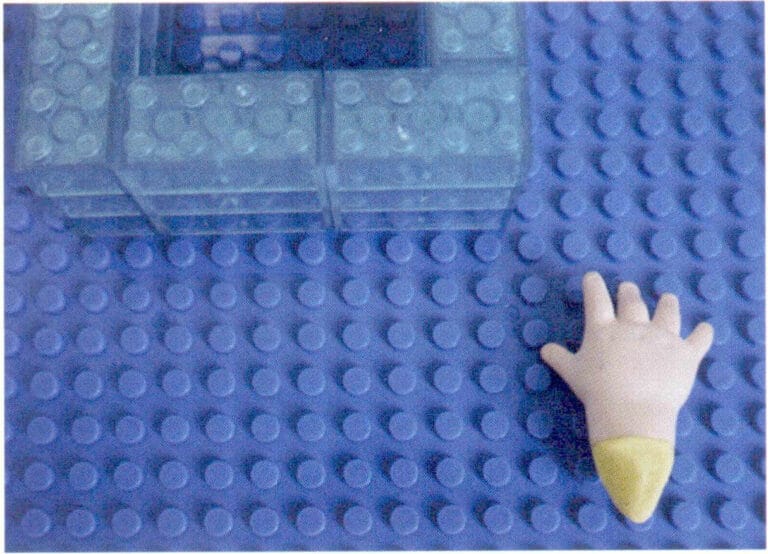
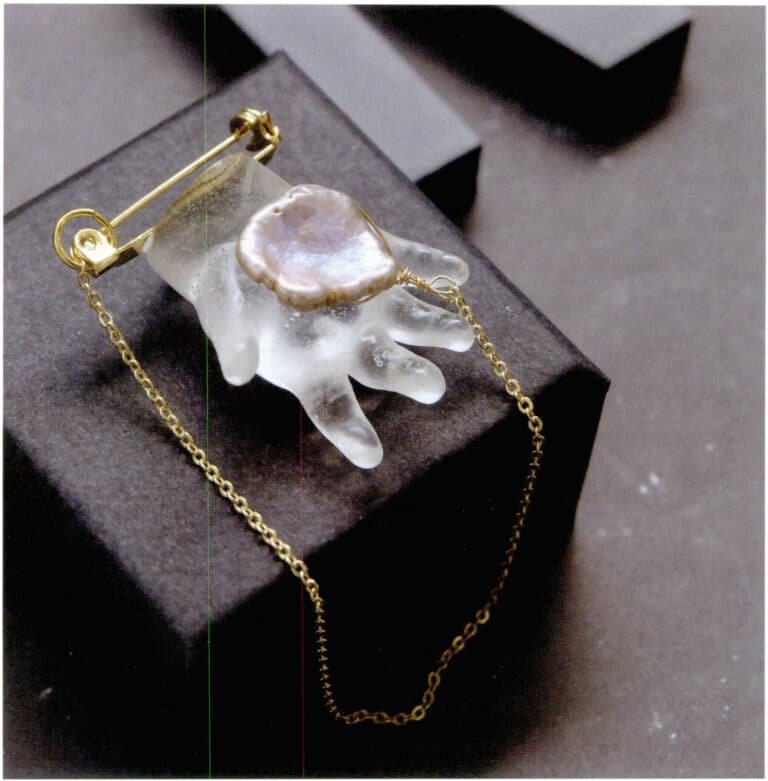
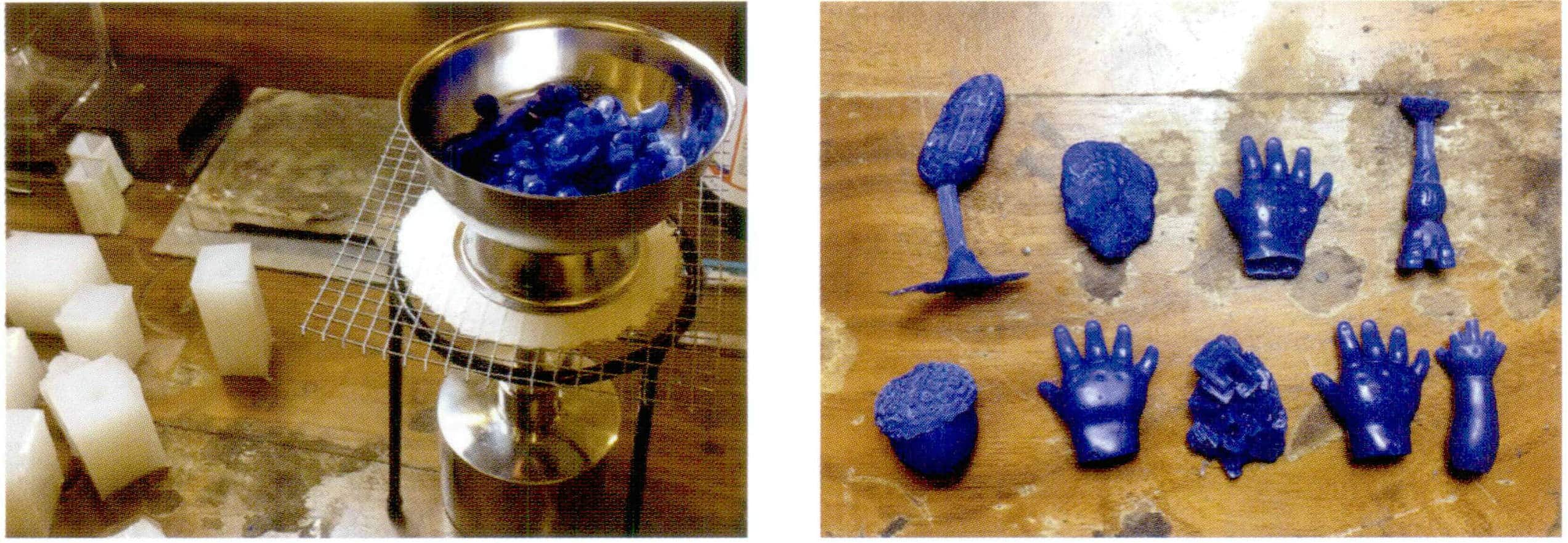
9. Efter att ha tagit bort modellen är silikonformen färdig och positionen där oljelera appliceras bildar naturligt gjutgranen; sedan, efter att ha smält gjutvaxet och injicerat det i silikonformen, kan en liten vaxhand erhållas, som sedan kan gjutas i metall med hjälp av metoden för förlorat vax; silikonformen kan också injiceras direkt med harts, cement, gips och andra gjutmaterial för att få modeller med olika texturer.


1. Förbered silikon, härdare, elektronisk våg, papperslåda, engångsmuggar, ätpinnar, kirurgisk kniv och andra material och verktyg.

2. Välj intressanta små föremål för formtillverkning och var noga med att föremålens struktur och form inte är för komplexa
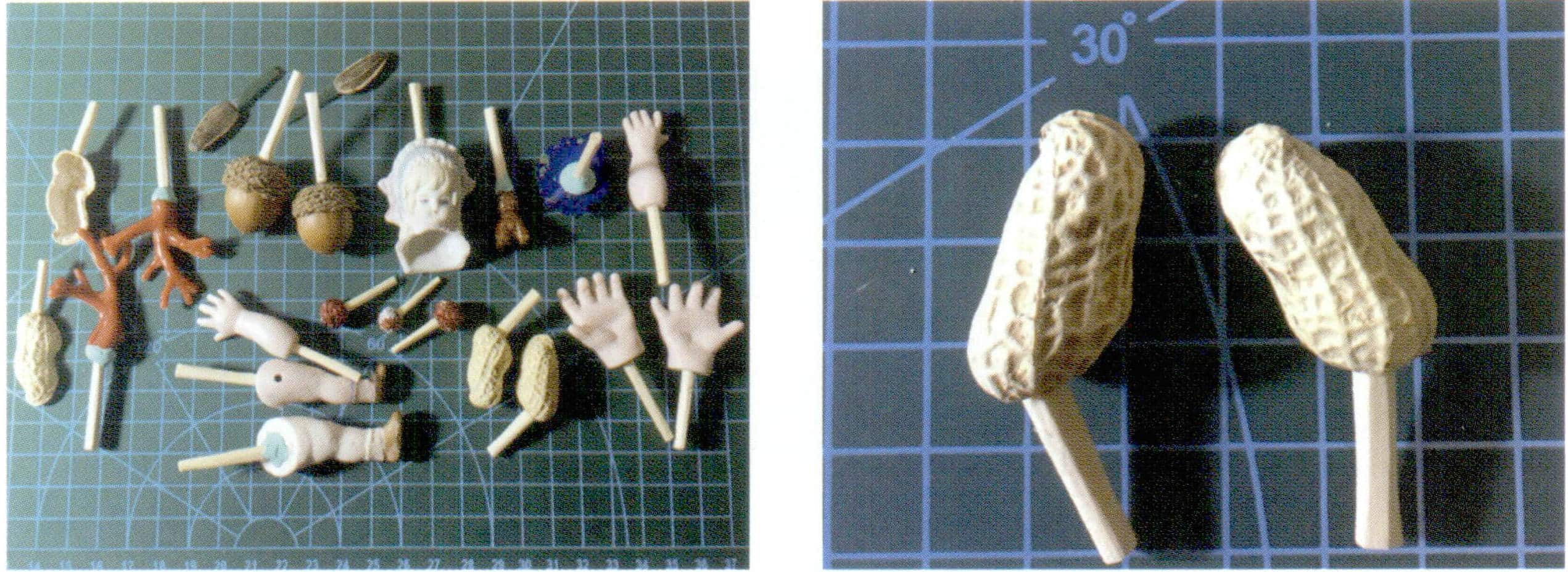
3. Skär engångspinnar till korta pinnar av lämplig storlek som ska fungera som ingjutningskanal för granen och använd oljelera för att fästa dem på objektet.
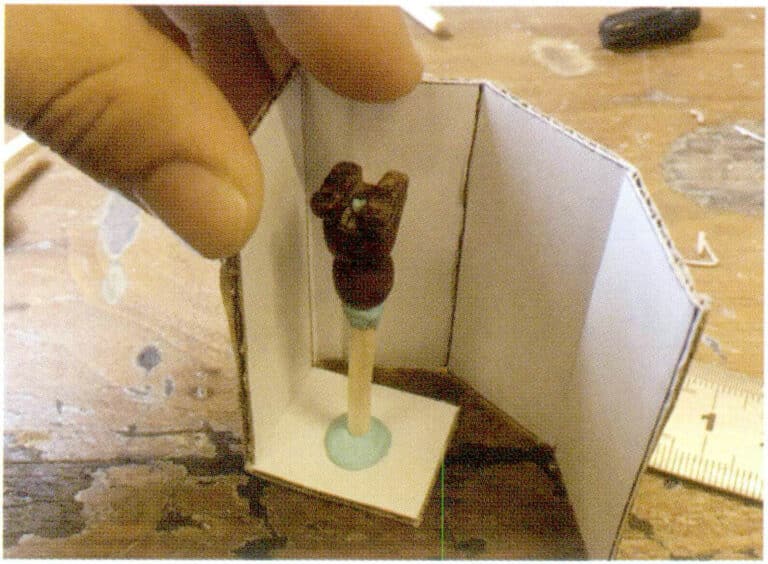
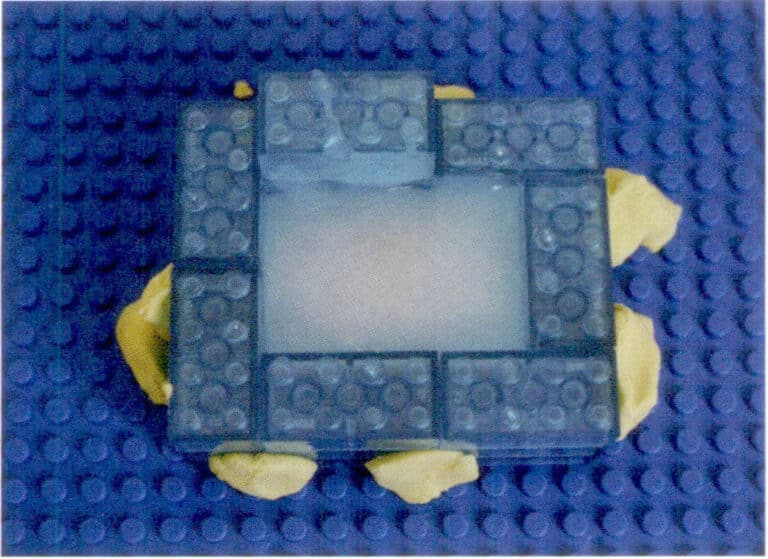
4. Tillverka en gjutlåda av lämplig storlek av styv kartong. Om kartongen är för liten, stick först ner det förberedda objektets gran i botten och se till att den sitter ordentligt fast, eftersom flytande silikon har en viss flytkraft. Om den inte sitter ordentligt fast kan föremålet flyta upp under gjutningsprocessen, vilket leder till en misslyckad gjutning.
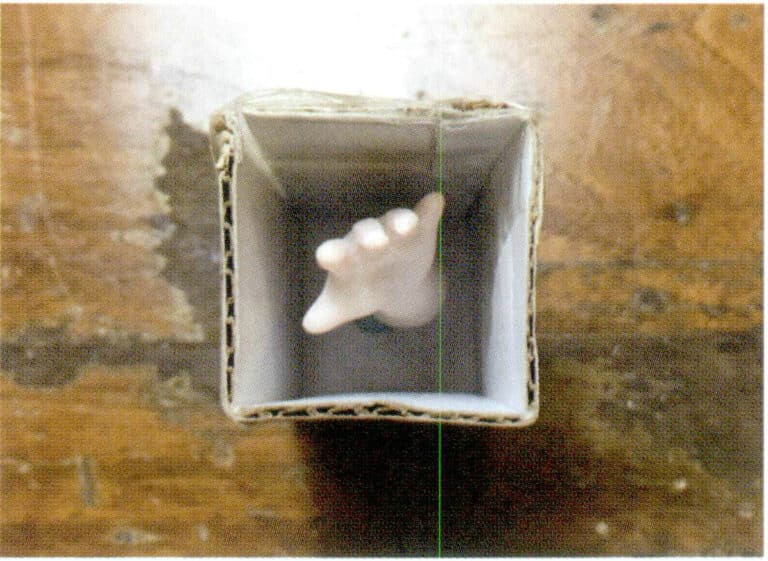
5. Efter att ha säkrat föremålet, klistra fast hela kartongen i form. Om insidan av kartongen inte är täckt med plastfilm och inte är särskilt slät kan du klä insidan med genomskinlig tejp. På så sätt kan silikonet lätt avformas efter att det stelnat. Samtidigt måste alla springor på utsidan av lådan täckas med genomskinlig tejp för att förhindra att silikon läcker ut under gjutningen.

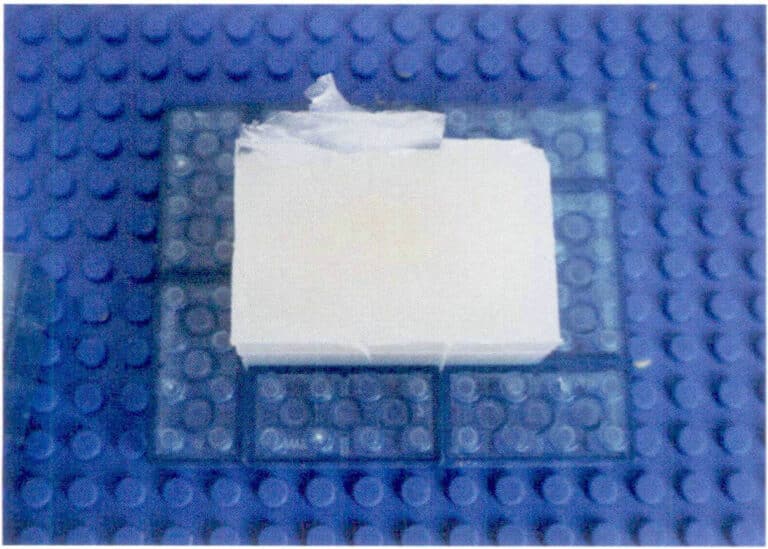
6. Vänta tills silikonet har stelnat

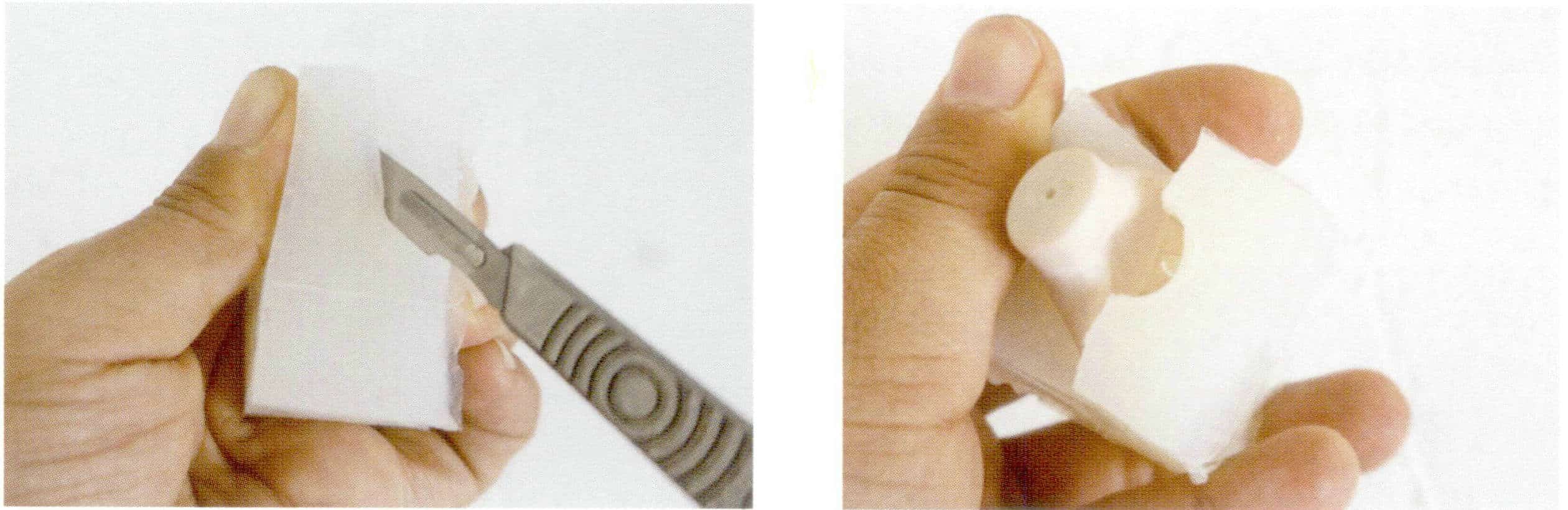
7. Ta ut den stelnade silikonformen och använd en skalpell för att öppna formen, observera att skärlinjen ska vara i S-form eller Z-form.
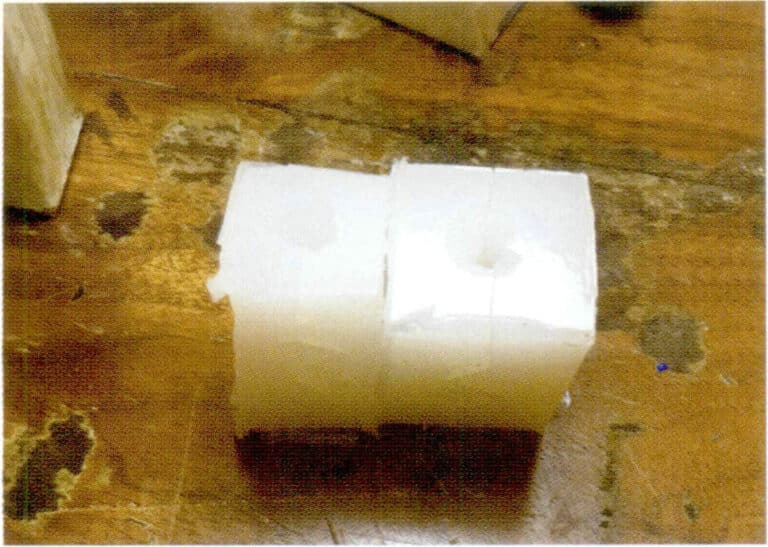
8. Efter att ha tagit bort objektet är silikonformen komplett
9. Efter uppvärmning av gjutvaxet med en alkohollampa, injicera det i silikonformen, och du kan få en vaxmodell efter kylning. Det är viktigt att notera att om föremålets struktur är relativt långsträckt eller har små detaljer, kan manuell vaxinjektion resultera i en ofullständig vaxmodell på grund av tryckproblem. I det här fallet måste vi använda en vaxinsprutningsmaskin med vakuumtryck för att hälla vaxformen.














