Kvalitetskontroll av smyckesfinish och analys av vanliga defekter
Inledning:
Smyckesbearbetning är en kritisk process som omfattar trimning, fastsättning, svetsning och grov ytbehandling av smyckesämnen som tillverkas genom gjutning eller stansning med hjälp av manuella tekniker och utrustning.

Innehållsförteckning
Avsnitt I: Innehåll i kvalitetsinspektion av smyckesfinish
Syftet med efterbehandling av smycken är att bibehålla och återställa den ursprungliga formen. Dålig smyckesbearbetning av smyckesämnen kommer direkt att påverka smyckets slutliga kvalitet. De övergripande kvalitetskraven för efterbehandlingsprocessen för smycken inkluderar huvudsakligen följande aspekter:
(1) Smyckesämnet efter smyckesbearbetning ska vara detsamma som originalproverna, med vacker och generös form, fint konstnärskap, tydliga och släta linjer och snygga dekorativa inläggningar.
(2) Ytan på smyckesämnet efter smyckesbearbetningen ska vara ljus och ren, och smyckesgjutningarna måste slipas noggrant utan att lämna några döda vinklar eller skarpa märken.
(3) Svetsning av varje del ska vara fast, utan lös svetsning, missad svetsning, sandhål, grader, krokar, sprickor och andra defekter
(4) Smyckenas finhetsstämpel, materialstämpel och fabriksnamnstämpel måste vara tydliga och synliga.
Olika typer av smycken har unika krav på ytbehandling. Till exempel kräver ringar att infattningen och ringskaftet är samordnade och enhetliga, med en rund skaftform och inga missade stift.
Örhängena ska vara symmetriska, ha samma storlek och vara lika långa. Örhängesklämman ska hålla fast örhängesbulten ordentligt.
Kedjan på ett halsband eller armband ska vara rak och ha flexibla kopplingar mellan kedjelänkarna. Kedjelåset ska vara lätt att bära men inte kunna lossna utan att man trycker på knappen. Hänget ska vara av lämplig storlek. Svetsdelen på en brosch ska vara av lämplig längd.
För att underlätta QC-personalens arbete bör fabrikens kvalitetsinspektionsavdelning specificera exakta krav. Ta ringar och hängen som ett exempel.
här är inspektionens innehåll, krav och metoder
Tabell 7-1 Innehåll, krav och metoder för kontroll av ytbehandling av ringar och smycken.
| Föremål | Innehåll | Inspektionsmetod | Krav och önskemål |
|---|---|---|---|
| Mått och dimensioner | HongKong /Japan/Taiwan | Ringstorleksskala | Motsvarande storlekslinjeposition för ringstorlek och ringstorleksskala,±1/5 |
| Förenta staterna | Ringstorleksskala | Motsvarande storlekslinjeposition för ringstorlek och ringstorleksskala, ±1/4 | |
| Europa | Ringstorleksskala | Motsvarande storlekslinjeposition för ringstorlek och ringstorleksskala, ±1/4 | |
| Form | Verklig produktform | Visuell | Följ ordermönstrets form |
| Utseende | Inay | Visuell | Matchar formen på smyckesprovet, ingen skevhet från någon riktning |
| Burr, mellanlager | Visuell | Ren och slät, inte repbar | |
| Metall förlamad | 10x förstoringsglas | Kan inte se sandhål, metall förtorkad, metallslagg etc., metallytan ska vara slät | |
| Strip | Visuell | Baksidan är intakt, slät och kliar inte handen | |
| Position för svetsning | Visuell | Svetsläget ska vara tydligt och fogläget ska inte vara synligt | |
| Aktiv position | Visuell | Den aktiva positionen ska svänga flexibelt, och när den skakas ska den naturligt hänga vertikalt | |
| Ringskaft botten | Visuell inspektion, mätning med skjutmått | Storleken och tjockleken på ringskaftets botten ska vara enhetlig och de erforderliga vinklarna måste bibehållas |
Tabell 7-2 Innehåll, krav och metoder för kontroll av ytbehandling av hängsmycken.
| Föremål | Innehåll | Inspektionsmetod | Krav och önskemål |
|---|---|---|---|
| Form | Verklig produktform | Visuell | Följ ordermönstrets form |
| Utseende | Inay | Visuell | Matchar smyckesprovet i form, ingen skevhet från någon riktning |
| Burr, mellanlager | Visuell | Ren och slät, inte repbar | |
| Metall förlamad | 10x förstoringsglas | Inga sandhål, förtorkad metall, metallslagg etc., metallytan ska vara slät och plan | |
| Strip | Visuell | buren rygg intakt, slät utan skrovliga kanter, repar inte händerna | |
| Solid fog | Visuell | Tydlig svetsposition, hängande rakt, hängande spännhuvud och hängande ring ska vara i mitten, inte lutad | |
| Åtgärd Position | Visuell | Den rörliga positionen ska svänga flexibelt och ska naturligt hänga vertikalt när den skakas | |
| Hängande spänne huvud | Visuell | Matchar smyckesprovet i storlek, hänger ordentligt, kedjehål möjliggör smidig trådning |
Avsnitt II: Vanliga defekter vid efterbehandling av smycken
Olika kategorier av smycken har både standard och några unika aspekter i smyckesbearbetningsoperationer. På motsvarande sätt finns det vanliga och kategorispecifika problem när det gäller defekter i smyckesfinishen.
1.Vanliga defekter i smyckesbearbetningen i olika produkter
Dessa defekter kan förekomma i olika typer av smycken och avser främst frågor som rör metallytans kvalitet.
1.1. Arkivering av felaktigheter
I smyckesbearbetningsprocessen används ett stort antal verktyg, t.ex. stålfilar och sandpapper, för att bearbeta arbetsstyckets yta. Bearbetningseffekten är direkt relaterad till operatörernas skicklighet, noggrannhet och bedömningsmetoder. När bearbetningen inte görs bra är arkiveringsfel benägna att uppstå, till exempel slipning inte tillräckligt, överdriven slipning och ojämn slipning.
[Case 7 -1] Det räcker inte med att lämna in en ansökan, vilket framgår av figur 7-1.
Analys:
När smycket är färdigt finns det fortfarande grova ytor i vissa områden i det ursprungliga tillståndet, eller grova bearbetningsspår från andra ytprocesser kvarstår. Sådana ytförhållanden hos smyckena kan inte avlägsnas genom filning utan måste poleras genom slipning.
[Case 7-2] arkiverar för mycket, vilket visas i figur 7-2.
Analys:
Vid analys av smyckesbearbetning filas vissa delar av arbetsstycket för mycket, vilket gör att dessa delar blir ur form och defekter uppträder. Efter att detta problem har uppstått är det enda sättet att reparera det genom svetsning.
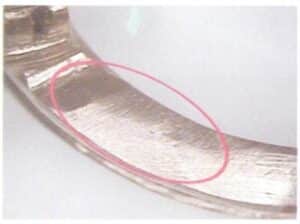
[Fall 7-3] slipningen är inte jämn, som visas i figur 7-3.

Analys:
Arbetsstycket, efter att smyckena är färdiga, ser bekvämt ut, utan ytböljningar, ojämna kanter etc. I det här fallet har burryggen vågiga kanter och linjerna är inte släta.
[Case 7-4] kollapsar på smyckets arbetsstycke, som visas i figur 7-4.

Analys:
Fel på förlorade delar efter att smyckena är färdiga är vanligare vid produktens kanter. Orsaken kan vara att originalversionen eller själva gjutningen hade denna defekt, som inte kunde tas bort även efter smyckesfinish, eller det kan orsakas av kollisioner eller överdriven gravyr under smyckesfinish och rengöringsprocesser för smycken.
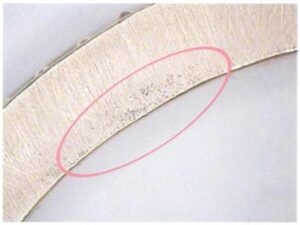
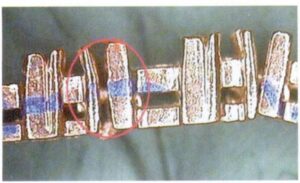
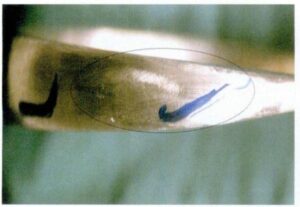
[Fall 7-5] Asymmetrisk storlek på kanternas bredd, som visas i figur 7-5.
Analys:
Den här typen av defekter uppstår ofta i efterbearbetningsprocessen för smycken och visar sig som inkonsekvenser i bredd mellan två motsvarande metallkanter (eller olika delar av samma metallkant) som ska vara konsekventa i bredd. Grundorsaken till detta problem ligger i vaxinsprutningsprocessen i gjutningsprocessen, orsakad av förskjutning av vaxmönstret. När olika bredder på kanterna uppstår bör denna metod användas i smyckenas efterbehandlingsstadium för att jämna ut båda sidor, och vid behov bör en kombination av arkivering och svetsning användas för reparation.
1.2. Defekter i metallmaterial
Dessa defekter avser dåligt metallinnehåll, som inte genereras i smyckesbearbetningsfasen utan orsakas av tidigare processer.
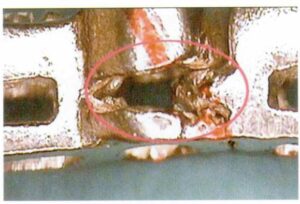
[Fall 7-6] Smycket uppvisar en uppenbar kollaps på ytan, som visas i figur 7-6.
Analys:
Analysen av sådana defekter bildas på det gjutna ämnet och är svårt att ta bort även efter att smyckena är färdiga. Det verkar ofta som spridda fräkneliknande eller dendritiska former, vilket allvarligt påverkar arbetsstyckets ytkvalitet. För att reparera sådana defekter i smyckenas efterbehandlingsstadium är det i allmänhet nödvändigt att stelna den kollapsade delen med en sandhålspinne eller gräva ut ett lager av den kollapsade delen med en maskinnål och sedan bygga upp till önskad storlek på ytan, vilket tillhör en svårreparerad kategori av defekter. För att helt lösa sådana problem är det nödvändigt att börja från källan och strikt kontrollera den i gjutningsstadiet.
[Case 7-7] När smycket är färdigt syns sandhål i en viss del av smycket, vilket visas i figur 7-7.

Analys:
Denna sandhålsdefekt genererades inte under smyckets efterbehandlingsstadium utan producerades under gjutningsprocessen. Vissa sandhål exponeras direkt på ytan av gjutningen, medan andra är dolda under huden och exponeras efter att smycket är färdigt.
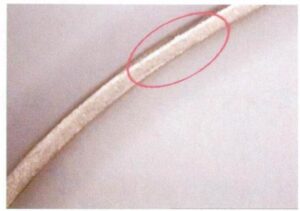
[Fall 7-8] Efter att smycket har bearbetat arbetsstycket finns det grader kvar, som visas i figur 7-8.

Analys:
När grader uppträder på gjutgodset eller är stämplade blanka måste de rensas bort under smyckesbearbetningen. Men ibland är grader utmanande att hantera i en återvändsgränd, vilket leder till ofullständig slipning och rester. Förutom att stärka inspektionen av arbetsstycken för smycken, ligger källan i hur man kan minska genereringen av grader i gjutningsprocessen.
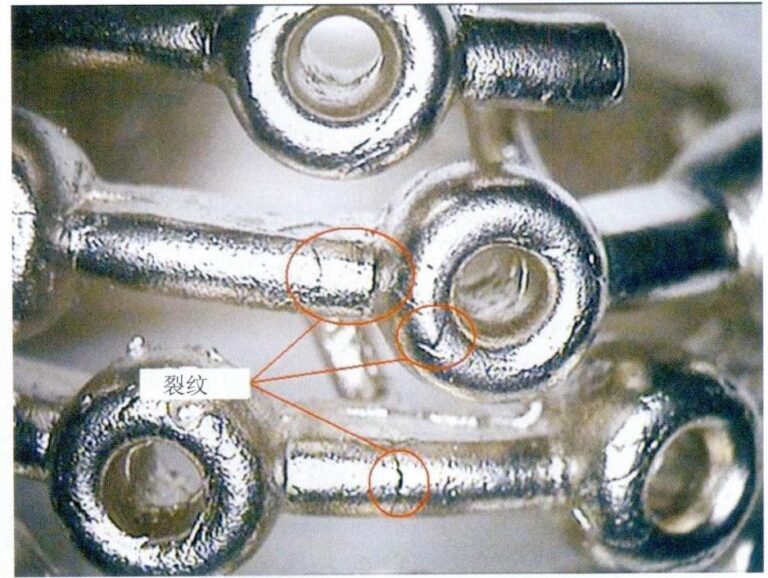
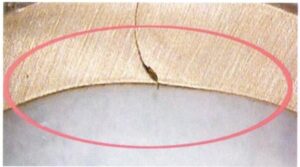
[Fall 7-9] Sprickor uppstod under färdigställandet av smycket, vilket visas i figurerna 7-9.

Analys:
Analys avslöjar förekomsten av mikrosprickor eller penetrerande sprickor i vissa delar av smycken under smyckesfinish. Orsakerna till sprickor är mångfacetterade, såsom överdriven sprödhet i smyckematerial, överdriven termisk spänning vid gjutning och betydande slag och mekanisk belastning under smyckesfinish.
1.3. Defekter i svetsningen
Smycken kräver ofta svetsning under smyckesbearbetningen för att montera komponenter, reparera defekter etc. De viktigaste svetsmetoderna som används är lasersvetsning och flamlödning. Felaktiga svetsoperationer kan lätt leda till defekter som svetssandhål, ofullständig penetration och svag svetsning.
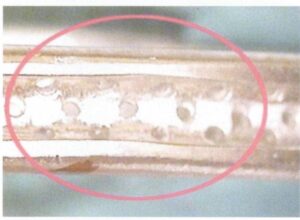
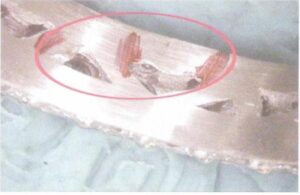
[Fall 7-10] Svetssandhål uppträder vid svetsstället för smycken, som visas i figur 7-10
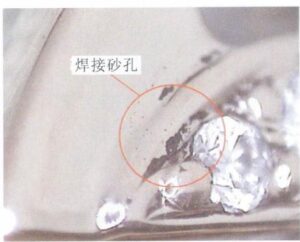
Analys:
I det här fallet använder smyckena lasersvetsning för att reparera metallkanten. Lasersvetsning hör till pulspunktsvetsning, där svetstråden staplas upp punkt för punkt och sedan slipas svetsområdet plant. Om svetsärren inte är tätt staplade på varandra kan det uppstå hål efter slipningen.
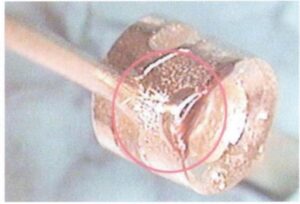
[Fall 7-11] Svetsmaterialet trängde inte in på insidan av svetsfogen under svetsningen, vilket orsakade ofullständig sammansmältning, som visas i figur 7-11.

Analys:
I det här fallet använder smycket flamsvetsning för att ansluta komponenterna till smyckeskroppen. Vid flamsvetsning smälter och infiltrerar lödmaterialet under flamuppvärmning. Om svetsstället inte är tillräckligt behandlat med oxider eller föroreningar, eller om svetsmaterialets penetration är dålig, vilket hindrar lodets infiltration, kommer det att leda till ofullständig fusion mellan basmaterialet och basmaterialet i svetsfogen, så kallad ofullständig fusion.
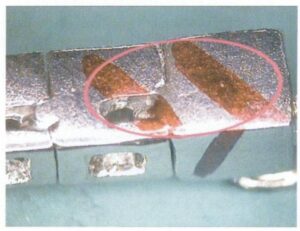
[Fall 7-12] Godset smältes under svetsningen, vilket visas i figur 7-12.
Analys:
Tillräcklig temperatur krävs vid svetsning av smycken för att smälta lodet. Men när temperaturen är för hög finns det en möjlighet att bränna smyckesprovet, smälta metallen nära svetsen eller flöda några känsliga delar av smyckesprovet, och till och med hela stycket kan smälta. Därför krävs strikt kontroll av uppvärmningstemperaturen under svetsning.
2. Klassificering av defekter vid efterbehandling av smycken för olika typer av smycken
Förutom vanliga problem med smyckesfinish, uppvisar olika kategorier av smycken ofta motsvarande smyckesfinishdefekter.
2.1. defekter i smyckesbearbetning av armband och halsband
För armband, halsband och smyckesämnen är det nödvändigt att korrigera formen på arbetsstyckets ämnen för att uppfylla designkraven, sedan ansluta länkarna, gå igenom processer som arkivering, anslutning och montering, svetsning, slipning etc. för att montera ett perfekt smycke. Det krävs att anslutningen mellan länkarna är kompakt och tätt passande, kombinationen är flexibel, avståndet är enhetligt, den totala kedjan är balanserad och det bör inte finnas någon ojämnhet i höjd. Följande är några vanliga defekter i armband och halsband under smycken efterbehandling.
[Fall 7-13] Inkonsekventa storlekar på fästringar, som visas i figur 7-13.
Analys:
Olika kedjelänkar är förbundna med fästringar. Det krävs att storleken på fästringarna är enhetlig, vilket inte bara kan uppnå en bra utseendeeffekt utan också göra kedjan relativt rak. I det här fallet är vissa fästringar för stora, vilket minskar armbandets kvalitetsnivå.
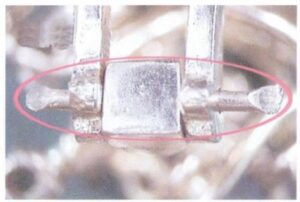
【Fall 7-14】 Fästlinorna mellan kedjelänkarna är för långa, som visas i figur 7-14.
Analys:
För den sidokopplade kedjan bör fästlinorna inte överstiga svetsområdet för mycket. Annars kommer det att påverka utseendet avsevärt. I det här fallet är den anslutna tråden för lång, och den överflödiga anslutna tråden bör klippas av och sedan svetsas under smyckesfinishen.
【Fall 7-15】 Tätheten mellan länkarna i olika kedjor är inkonsekvent, vilket visas i figur 7-15.
Analys:
Armband och halsband har i allmänhet flera länkar i olika kedjor, och anslutningen mellan länkarna i olika kedjor bör hålla en jämn täthet för att göra hela kedjan smidig. Det får inte finnas några situationer där kedjan vänder när den är för lös och inte kan rotera flexibelt när den är för stram.
【Fall 7-16】 Svetsläget är svagt, som visas i figur 7-16.
Analys:
Svetsningen mellan kedjelänkarna ska vara fast och mängden svetsmaterial ska kontrolleras på lämpligt sätt. För stora mängder kan orsaka svetstumörer, medan för lite kan leda till svaga svetspositioner och därmed risk för frakturer.
[Fall 7-17] ofullständig smältsvetsning, som visas i figur 7-17.

Analys:
Bristfällig lödning, avlossningssvetsning och situationer där svetsmaterialet inte kan tränga in i svetsstället kallas vanligen ofullständig fusionslödning. Orsakerna är bland annat felaktig behandling av svetsstället, ofullständig borttagning av oxider eller föroreningar som hindrar lodet från att tränga in, dålig vätbarhet och genomträngningsförmåga hos lödmaterialet, felaktiga svetsmetoder och överdriven upphettning av lödmaterialet som leder till kraftig oxidation.
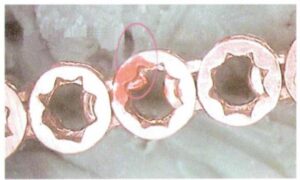
【Fall 7-18】 Svetsad för att vara orörlig, som visas i figur 7-18.

Analys:
Under svetsningen har lodet sipprat in i mellanrummen mellan intilliggande kedjelänkar, vilket gör att de svetsas samman och inte kan röra sig självständigt, vilket påverkar utseendet och slitstyrkan. De främsta orsakerna till detta problem är felaktig placering av lodet, för stor lödmängd, flussmedel som appliceras på anslutningsgapet etc.
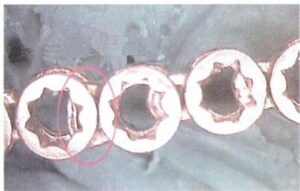
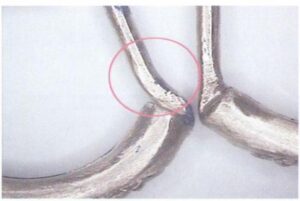
【Fall 7-19】 De anslutna ringarna är inte svetsade ordentligt, vilket visas i figur 7-19.

Analys:
För att en kedja ska vara jämn krävs det först att varje dels anslutningspositioner är i ordning. I det här fallet är de anslutna ringarna mellan armbandslänkarna anslutna, och en av de anslutna ringarna är uppenbarligen sned, vilket gör det svårt för kedjan att förbli rak efter svetsningen.
【Fall 7-20】Deformation av botten av kedjelänkuttaget, som visas i figur 7-20.

Analys:
I detta fall har kedjelänkens inställningsmynning långsträckt Deformation, vilket kommer att påverka inställningsoperationen. Innan armbandet monteras, observera om ämnet har Deformation. Om det finns en deformation, välj lämpligt verktyg för att korrigera den.
【Fall 7-21】 Kedjans längd uppfyller inte kraven.

Analys:
För att underlätta bärandet har de flesta armband och halsband längdkrav. Längden på ett armband är i allmänhet 6,5 tum. 7 tum, den acceptabla storleksavvikelsen under inspektionen är ±1/4; längden på armbandet är i allmänhet 16,5 tum eller 17 tum, och den acceptabla storleksavvikelsen under inspektionen är ±1/2 tum. Den erforderliga längden på detta armband är 7 tum och den faktiska längden är 7,8 tum, vilket överskrider den högsta tillåtna toleransen.
2.2. Defekter i smyckesbearbetning av ringar
Smyckesbearbetning av ringar omfattar i allmänhet processer som filning av gjutmärken, formning, montering av beslag, svetsning, filning, slipning och polering. I dessa operationer finns det, förutom vanliga problem med smyckesbearbetning, ofta problem med smyckesbearbetning som är specifika för ringar, vilket visas nedan.
[Fall 7-22] Ringskaftet är inte slätt, vilket visas i figur 7-22.
Analys:
När man analyserar smyckenas efterbehandling av ringar krävs det att man slipar ringskaftet runt och slätt, passar ringstorleksskalan över ringen och ser till att inget uppenbart gap är synligt för blotta ögat.
【Fall 7 - 23】 Ringens innercirkel är inte tillräckligt rundad, som visas i figur 7 - 23.
Analys:
Många ringar kräver ett rundat inre ringskaft för att vara bekväma att bära. I detta fall är vissa delar av ringens inre skaft rätvinkliga och bör slipas till en rundad kant.
[Fall 7-24] Ringskaftets botten är för tunn, som visas i figur 7-24.
Analys:
Den ursprungliga tjockleken på ringskaftets botten är 2 mm. Under smyckesbearbetningen måste ringstorleken utökas, och ringskaftets botten hamras och sträcks för tunt, vilket påverkar komforten när den bärs.
[Case 7-25] Ringstorleken stämmer inte överens, vilket visas i figur 7-25.
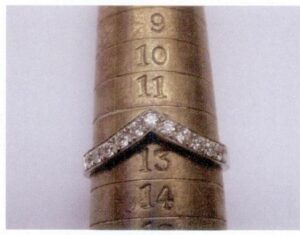
Analys:
Det finns särskilda krav på ringstorleken. I det här fallet krävs det att ringstorleken är storlek 14, men den är faktiskt bara storlek 12. Under smyckesbearbetningen bör varje ringstorlek inspekteras, med ett allmänt toleransintervall på ±1/4. Om ringstorleken är något mindre kan man använda en mätstav och hammare för att förstora ringen till önskad storlek. Om skillnaden är betydande måste överskottet sågas av vid ringskaftets botten, och en extra sektion måste läggas till och svetsas fast ordentligt. Om ringstorleken är för stor måste den överskjutande längden sågas av vid ringskaftets botten.
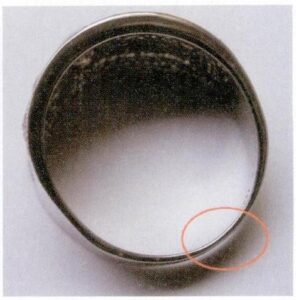
[Fall 7-26] Den bakre ringen är deformerad, vilket visas i figur 7-26.
Analys:
Många exklusiva ringar kräver ett bakstycke för att innesluta ringens inre ringskaft. Bakstycket är vanligtvis tillverkat av ihåliga delar med regelbundna ihåliga mönster ovanpå. Under efterbehandling av smycken uppstår ofta problem på grund av slarv, felaktig användning etc., vilket leder till deformation av den burna ryggen.
[Fall 7-27] Deformation av ringklon, som visas i figur 7-27.

Analys:
Ringens klor ska vara symmetriska och inte skeva. I det här fallet är en klo vriden utåt och inte i linje med de andra klorna. Klorna bör korrigeras under smyckets efterbehandling.
[Case 7-28] Sidan på hanringen är ur form, som visas i figur 7-28.
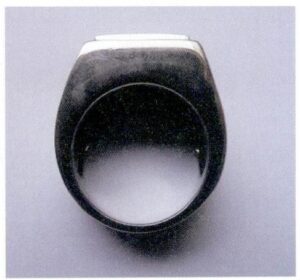
Analys:
Vissa herrringar kräver att de två sidorna är mycket platta och bildar en fast vinkel. Korrekta verktyg och tekniker bör användas vid filning och slipning för att undvika att skada smyckets övergripande vinkel.
[Fall 7-29] Vid filning av gjutspånsmärken skadades ringskaftet, vilket visas i figur 7-29.
Analys:
När du avslutar ringen i smycken efterbehandling, bör arbetsstyckets kvarvarande gjutgranmärken först arkiveras. För att förbättra produktionseffektiviteten använder de flesta nu en gjutning av granskärningsmaskin istället för handskärning. På grund av slipskivans starka skärkraft är det lätt att skada arbetsstycket under skärning om det inte kontrolleras ordentligt. I det här fallet skars ringens gjutgods för mycket och skadade ringen. När du skär, var uppmärksam på att observera gjutgranens position, bestäm ringens slipvinkel, rotera försiktigt ringen på slipskivan och observera medan du skär tills den i princip är jämn med ringens yttre ringskaft.
[Case 7-30] Ringens huvud är inte rakt, vilket visas i figur 7-30.
Analys:
För att minska produktionssvårigheterna delas ibland en produkt upp i flera delar för separat gjutning, och sedan monteras och svetsas dessa delar ihop i smyckesbearbetningssteget. I det här fallet gjuts blomhuvudet och ringen separat, och under monteringen är blomhuvudet inte centrerat, vilket orsakar felinställning. För att hantera sådana defekter, under montering, säkerställ korrekt inriktning före svetsning; vid behov kan enkla positioneringsanordningar ställas in på originalversionen, eller en enkel jigg kan användas under svetsning för att hjälpa till med positionering.
2.3. Defekter i smyckesbearbetning av örhängen
Smyckesbearbetningen av örhängen måste genomgå processer som arkivering av gjutmärken, formning, fastsättning av öronstift, svetsning, kokning i vatten, filning av ytan, slipning, polering etc. I denna process ses speciella örhängen defekter av smycken efterbehandling
[Case 7-31] Öronringens gångjärnsposition är för snäv och öronstiftet passar inte in i nålhålet, vilket visas i figur 7-31.

Analys:
Vid montering av örhängen är en metod att öppna ett gångjärnsläge i mitten av örhänget för att dela det i två halvor, svetsa fast öronstiftet i ena änden av öppningen på den ena halvan, öppna ett öronstifthål i motsvarande läge på den andra halvan och låsa det genom att öppna och stänga genom gångjärnsläget och låsa genom att öronstiftet och öronstifthålet matchar. I det här fallet är gångjärnsläget för hårt, vilket gör att öronstiftet inte kommer in i hålet för att matcha.
[Case 7-32] Öronnålen är för lång, som visas i figur 7-32.

Analys:
Öronstiftets längd väljs huvudsakligen efter örhängenas form, som vanligtvis anges i produktionsarbetsordern, med en tillåten avvikelse på ± 0,5 mm. När smycken är färdiga, om de är slarviga, kan fel öronstiftslängd användas.
[Case 7-33] Öronsnöret smältes, som visas i figur 7-33.

Analys:
Öronnålen är mycket tunn jämfört med örhängenas kropp. Vid lödning av öronnålen bör man vara särskilt uppmärksam på att kontrollera flammans storlek och styrka. Annars är öronsprinten lätt att smälta.
[Case 7-34] Örhängena är asymmetriska, vilket visas i figur 7-34.

Analys:
Eftersom örhängen bärs i par krävs symmetri på båda sidor, inklusive form och storlek. I det här fallet finns det avvikelser i örhängena, vilket kräver ytterligare Jewelry-behandling.
[Fall 7-35] Deformation av örhängenas öppning, se figur 7-35.

Analys:
I det här fallet är den erforderliga storleken på örhängeöppningen 8 mm, men storleken på örhängeöppningen på höger sida överstiger det angivna kravet, vilket resulterar i asymmetri och det måste ändras.
[Case 7-36] Öronklämman sitter för hårt, vilket påverkar rörligheten, som visas i figur 7-36.

Analys:
Öronklämman låses av klämhylsan och örhängenas kropp. Det krävs att öronclipset öppnas och stängs mjukt, expanderar helt när det öppnas och stängs säkert när det stängs. I det här fallet behöver öronclipsens gångjärn justeras ytterligare för att uppnå en jämn täthet när den öppnas och stängs, vilket åtföljs av ett "pop"-ljud.
[Case 7-37] Öronstiftet är inte rakt, som visas i figur 7-37.
Analys:
Öronstiftet, som är en del av örhängekroppen, ska vara rakt. I det här fallet har det vänstra öronstiftet en märkbar böjning, som bör justeras och korrigeras under smyckesbearbetningen.
[Case 7-38] Anslutningslinjen för öronklaffspiercingen är för lång, vilket visas i figur 7-38
Analys:
Öronklämman är ansluten till örhängekroppen genom en anslutningstråd. Den genomgående trådens längd ska vara i nivå med öronklämmans båda ändar, inte för lång, annars påverkar den bärandet.
2.4. Defekter i smyckesbearbetningen av hängen
Hänget är sammanfogat med en kedja. Dess efterbehandlingsprocess för smycken inkluderar arkivering av gjutmärken, formjustering, lödning av hänge, arkivering, slipning, polering etc. Förutom vanliga smycken efterbehandlingsfel är speciella hängande defekter av smycken efterbehandling följande.
[Case 7-39] Den hängande ringen är inte rund, vilket visas i figur 7-39.

Analys:
den hängande hoppringen används för att bära hängande borgen, vilket kräver rundhet för att säkerställa att borgen är vertikal i mitten av hoppringen när den hänger rakt. Cirkeln är i detta fall elliptisk, vilket kan bero på defekter i originalversionen, ofullständig reparation av den trasiga vaxformen eller att smyckesfinishen inte korrigerar för att vara den cirkulära hoppringen.
[Case 7-40]Den översta hängande hoppringen matchar inte böjens storlek, som visas i figur 7-40.

Analys:
Bågens spets svetsas fast efter att ha passerat genom den handhållna hoppringen. Spännet ska kunna stå upprätt och röra sig fritt inuti ringen. I det här fallet matchar dock inte höjden inuti handhoppringen böglans höjd, och det finns inte tillräckligt med utrymme för att böglan ska kunna stå upprätt.
[Case 7-41] Båghålet är för litet för att passera genom kedjan, som visas i figur 7-41.

Analys:
När kunden tillverkar ett halsband anges i allmänhet kedjans diameter. När man förbereder hängebygeln måste man se till att kedjan kan passera smidigt genom hängebygelns hål. I det här exemplet matchades hänget felaktigt med hängebygeln under smyckesbearbetningen, och en modell i större storlek bör användas.
[Case 7-42] Hänget hänger inte rakt, som visas i figur 7-42.
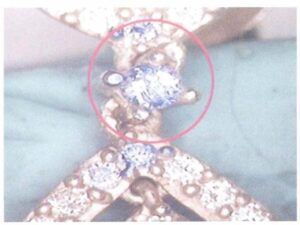
Analys:
Hängsmycket i det här exemplet är uppdelat i två delar, som är sammankopplade genom mittfattningen, och de tre delarna kan inte hänga i en rak linje när de kombineras. Anledningen är att det finns ömsesidiga begränsningar i deras matchning, som måste justeras och riktas in under färdigställandet.
[Case 7-43] Hängsmyckets rätvinkliga position arkiverades som platt, vilket visas i figur 7-43.
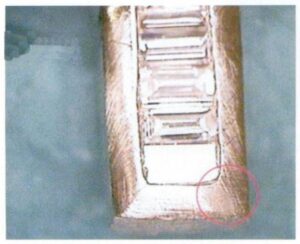
Analys:
I det här fallet krävs det att hörnen på hänget har hörnpositioner, och under efterbehandlingen och poleringen slipades det vänstra hörnet så att det fick en hörnposition, men den högra hörnpositionen polerades av misstag till en trubbig position.
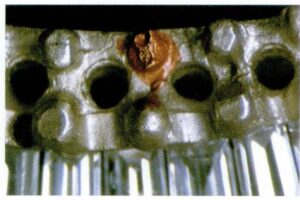
[Case 7-44] Hängande bakre perforering, som visas i figur 7-44.

Analys:
Defekten i det genomborrade hålet på baksidan av hänget i detta exempel orsakades inte av smyckesbearbetning utan uppträdde redan på det gjutna ämnet, och dess bildning kan relateras till gjutningsprocessen, formförhållanden, smältning och hällning etc. Även om det genomborrade hålet visas på baksidan av hänget påverkar det inte direkt dess utseende; istället bör det svetsas och repareras under smyckesfinish.
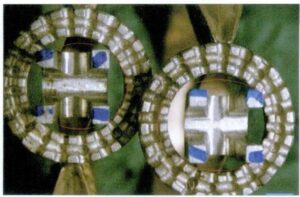
[Case 7-45] Storlekarna på de dekorativa hålen på hänget är inkonsekventa, vilket visas i figur 7-45.

Analys:
Det finns en cirkel av dekorativa hål på hänget, med ojämna former och storlekar. De måste trimmas under smyckesbearbetningen för att uppnå en enhetlig storlek.
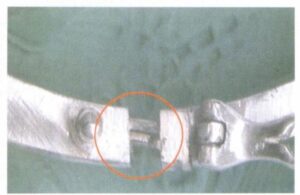
[Case 7-46] Inställningen av pendeln är ofullständig, vilket visas i figur 7-46.
Analys:
En komplett prong är grunden för att säkerställa kvaliteten på inläggningen. De ofullständiga tapparna bildas i detta fall under gjutningsfasen. Svetsreparation av inställningen måste utföras under smyckesbearbetningen.
2.5. Defekter i smyckesbearbetningen av Bangles
[Case 7-47] Lådan med tungspännet har brutna kanter, som visas i figur 7-47.

Analys:
För ett armband med två halvor som öppnas och stängs behöver det i allmänhet låsas och öppnas genom ett tunglås. Låsboxen ska vara fyrkantig och slät och passa tätt med tungan. I det här fallet har ena sidan av låsboxen en trasig kant, vilket gör att den inte passar tätt med tungan och kräver svetsreparation för att åtgärda den trasiga kantdefekten...
[Case 7-48] Spännets tunga låser inte ordentligt, som visas i figur 7-48.
Analys:
I det här fallet saknar tungfjädern elasticitet, vilket resulterar i att tungan inte låses ordentligt. När smycken färdigställs bör lämpliga material väljas för att göra fjädern, vilket ger den god elasticitet. När tungan sätts in i låsboxen ska ett tydligt "klick"-ljud höras, vilket indikerar en fullständig och säker passform mellan tungan och låsboxen. I annat fall bör en ny justering göras.
[Case 7-49] Tungstoppet är för hårt åtdraget, vilket gör att tungan går av, som visas i figur 7-49.

Analys:
Tungspännet är en öppnings- och stängningsmekanism som bildas av kombinationen av tungan och spännboxen. I det här fallet är tungan något större, vilket gör att den sitter för hårt ihop med låsboxen. Varje öppning och stängning gör att tungan deformeras och hårdnar. Efter flera öppningar och stängningar når tungans deformation och härdning materialets gräns, vilket leder till brott. Efter tillverkningen av tungan och lådan bör därför justeringar göras för att säkerställa att tungan och lådan passar varandra perfekt för smidig drift.
[Case 7-50] Armbandets gångjärnsposition är svetsad för att vara orörlig, som visas i figur 7-50.

Analys:
Den tvådelade armbindeln öppnas och stängs genom att den roterar på ett gångjärn. Om den roterande stången är svetsad till gångjärnet kan den inte rotera normalt, som i det här fallet. För att undvika detta problem, under smyckesbearbetningen, bör gångjärnspositionen korrigeras, anslutningen mellan den roterande stången och armbandets gångjärn, punktsvetsning för att svetsa fast kontaktpositionen för den roterande stången och armbandets gångjärn, och var noga med att förhindra att svetsmaterial tränger in i den roterande stången. Tandkräm kan appliceras på den roterande Barto för att förhindra att den svetsas.
[Case 7-51] Armbandets roterande stång är borttagen, som visas i figur 7-51.

Analys:
Armbandet roterar genom den roterande stången och gångjärnslägena. När den roterande stången har förts in i gångjärnsläget måste båda ändarna filas platta, och svetsning appliceras på änden av den roterande stången för att göra den slät med armbandskroppen. I det här fallet är svetsningen av svänghuvudet inte fast, och lossning inträffade under slipningen av svetsärret.
[Case 7-52] Säkerhetsspärren på sidan av armbandet är för lös, som visas i figur 7-52

Analys:
Syftet med säkerhetsspärren på sidan av armbandet är att göra anslutningen av de två delarna mer kompakt och förhindra att de lossnar. Säkerhetsspärren på sidan ska vara lagom hårt åtdragen. När den är för lös kan den inte "dra åt" effektivt, så den ska vara lätt att öppna och stänga med lite kraft när den fästs.
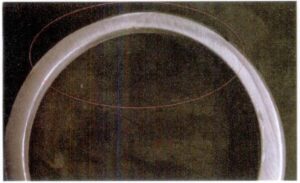
[Case 7-53] Armbandets inre cirkel är inte rund, vilket visas i figur 7-53.
Analys:
För att säkerställa utseendet och lättheten att bära kräver armbandet en jämn inre cirkel. Under smyckesbearbetningen måste armbandets form korrigeras genom att montera armbandet på en koppararmbandsstav efter att ha stängt det, trycka på det för hand för att helt passa armbandet med koppararmbandsskalan och bilda en standardarmbandsform av lämplig storlek.
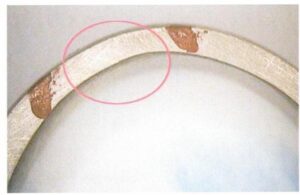
[Case 7-54] Slipningen är för kraftig, vilket framgår av figur 7-54.
Analys:
Efterbehandling av armbandssmycken kräver jämnhet och inga plötsliga tjockleksförändringar. I det här fallet resulterade överdriven filning i vissa delar av armbandet i att dessa delar blev tunnare.
[Case 7-55] Den nedre luckan har en oregelbunden ihålig form, som visas i figur 7-55.

Analys:
För att minska metallens vikt och framhäva ädelstenens effekt öppnas ibland ett bottenhål i armbandet, vilket kräver att dess form är rund. När problem som deformiteter och ojämna kanter uppstår, bör de trimmas till önskad form genom Jewelry finishing.