Ce face ca bijuteriile din aliaje cu punct de topire scăzut să fie unice: Un ghid pentru producție și îngrijire
Descoperiți arta meșteșugului: În lumea bijuteriilor din aliaje cu punct de topire scăzut
Aliajele cu punct de topire scăzut sau fuzibile sunt aliaje binare, ternare sau cuaternare compuse din elemente metalice precum plumb, staniu, bismut și cadmiu. Caracteristicile lor includ un ton de culoare rece gri-albăstrui sau alb-argintiu, punct de topire scăzut, topire ușoară, turnare simplă, calitate moale a aliajului și ușurință de sculptură, ceea ce le face utilizate pe scară largă pentru crearea de ornamente artizanale cu design complicat.
Datorită punctului lor de topire relativ scăzut, aliajele de zinc sunt, de asemenea, introduse cu aliaje fuzibile. Bijuteriile din aliaje de zinc reprezintă un alt tip important de material popular de bijuterii realizat din aliaje cu punct de topire scăzut, principalele tipuri de aliaje de zinc utilizate pentru bijuterii fiind aliajele zinc-aluminiu, aliajele zinc-aluminiu-magneziu și aliajele zinc-aluminiu-cupru.

Broșă din aliaj de zinc
Tabla de conținut
Secțiunea I Accesorii din aliaje cu punct de topire scăzut
1. Introducere în câteva elemente metalice tipice cu punct de topire scăzut
(1) Staniu
Staniul este al patrulea metal rar, după platină, aur și argint. Simbolul său chimic este Sn, iar numărul său atomic este 50, greutatea atomică este 119, densitatea este 7,31g/cm3, iar punctul de topire este de 232 ℃. Staniu este un metal alb-argintiu, ductil, cu un coeficient scăzut de frecare, foarte moale, și are plasticitate și ductilitate bună. Rata de alungire a staniului turnat la 17 ℃ este de 45%-60%, rezistența la tracțiune este de 25-40MPa, iar rezistența la curgere este de 12-25MPa. Staniul este oxidat rapid în aer de oxigen, apă și dioxid de carbon, formând un film protector pe suprafața sa. Datorită caracteristicilor sale non-alunecătoare, non-oxidante și non-toxice, staniul este foarte potrivit pentru contactul cu corpul uman. Având în vedere costul ridicat al aurului și tendința argintului de a se păta, bijuteriile lucrate cu staniu prezintă multe avantaje. Acesta este recunoscut ca fiind unul dintre materialele excelente pentru bijuterii în afara aurului și argintului, prezentând atât un aspect de înaltă calitate, cât și proprietăți metalice bune.
În staniu pur comercial, conținutul total de impurități nu depășește 0,25%, iar în standardul ASTMB-339, conținutul minim de staniu necesar pentru lingourile de staniu clasa A este de 99,8%. Staniu are performanțe slabe de tăiere și tinde să se lipească de unelte, astfel încât produsele din staniu nu sunt potrivite pentru prelucrarea mecanică și modelare, dar sunt potrivite pentru formarea sub presiune și turnare.
China dispune de resurse abundente de staniu, cu rezerve dovedite de peste 3 milioane de tone, reprezentând aproximativ o treime din rezervele totale ale lumii.
(2) Plumb
Plumbul este unul dintre cele mai vechi metale utilizate de oameni, având simbolul chimic Pb, greutatea atomică de 207 și numărul atomic de 82, fiind cel mai mare număr atomic dintre toate elementele chimice stabile. Densitatea este de 11,33g/cm3, iar punctul de topire este de 327 ℃. Plumbul este un metal greu alb-argintiu de culoare albastră, moale, cu rezistență scăzută la tracțiune și un metal ductil din grupa principală. Plumbul are patru izotopi stabili în natură: plumb-204, plumb-206, plumb-207 și plumb-208, precum și mai mult de 20 de izotopi radioactivi. Plumbul metalic este oxidat rapid în aer de oxigen, apă și dioxid de carbon, formând o peliculă protectoare pe suprafața sa; atunci când este încălzit, plumbul poate reacționa rapid cu oxigenul, sulful și halogenii; plumbul este aproape inert cu acidul clorhidric rece și acidul sulfuric rece, dar poate reacționa cu acidul clorhidric cald sau concentrat și cu acidul sulfuric; plumbul reacționează cu acidul nitric diluat, dar nu reacționează cu acidul nitric concentrat; plumbul se poate dizolva lent în soluții puternic alcaline. Plumbul și compușii săi sunt foarte toxici pentru organismul uman și se pot acumula în organism.
(3) Antimoniu
Antimoniul este un solid fragil, alb-argintiu lucios, cu simbolul chimic Sb, numărul atomic 51, greutatea atomică 121,76, punctul de topire de 631 ℃ și densitatea de 6,65g/cm3. Antimoniul a fost descoperit în antichitate, cu un conținut de 1×10-6 în scoarța terestră, iar abundența sa în scoarța terestră există în principal sub forma elementului în sine sau a stibnitei și valentinitei. Antimoniul are doi alotropi: varianta galbenă este stabilă numai la -90 ℃; varianta metalică este forma stabilă a antimoniului. Antimoniul reacționează cu apa pentru a elibera hidrogen gazos numai atunci când este fierbinte; la temperaturi ridicate, poate reacționa cu oxigenul pentru a forma trioxid de antimoniu, care este un oxid amfoteric, puțin solubil în apă, dar solubil în acizi și baze; poate reacționa cu acidul azotic concentrat.
(4) Bismut
Bismutul este un metal alb-argintiu care este fragil și ușor de zdrobit, cu simbolul chimic Bi, numărul atomic 83, greutatea atomică 209, punctul de topire de 271 ℃ și densitatea de 9,81g/cm3. Conținutul de bismut din scoarța terestră este de 20×10-6și există în principal în natură sub formă de elemente sau compuși, cu doi alotropi, dar un singur izotop stabil. Bismutul reacționează cu aerul atunci când este fierbinte; bismutul poate reacționa direct cu sulful și halogenii; este insolubil în acizi neoxidanți, dar solubil în acid azotic și acid sulfuric concentrat fierbinte. O caracteristică tipică a bismutului este că volumul său crește atunci când trece de la starea lichidă la cea solidă, ceea ce înseamnă că se dilată la solidificare.
(5) Cadmiu
Cadmiul este un metal lucios, moale, de culoare alb-argintie sau gri-plumb, ductil, simbolul elementului chimic este Cd, numărul atomic este 48, greutatea atomică este 112, iar densitatea este 8,64 g/cm3, punctul de topire este de 321 ℃. Cadmiul are 8 izotopi naturali stabili și 11 izotopi radioactivi artificiali instabili. Își pierde rapid strălucirea în aer și este acoperit cu un strat de peliculă de oxid, care împiedică oxidarea ulterioară. Este insolubil în apă și solubil în majoritatea acizilor.
(6) Zinc
Zincul este un metal alb-albăstrui cu o densitate de 7,14g/cm3 și punctul de topire de 419,5 ℃. Este relativ fragilă la 100-150 ℃, se înmoaie și devine din nou fragilă după ce depășește 200 ℃.
Zincul are proprietăți chimice active. În aer, la temperatura camerei, pe suprafață se formează un strat subțire și dens de carbonat de zinc bazic, care împiedică oxidarea ulterioară. Datorită formării ușoare a unui film protector pe suprafața zincului la temperatura camerei, cea mai mare utilizare a acestuia este în industria galvanizării. Când temperatura atinge 225 ℃, zincul se oxidează puternic. Când arde, emite o flacără de culoare albastru-verzuie. Zincul este ușor solubil în acid și poate înlocui cu ușurință aurul, argintul, cuprul etc. din soluție.
Zincul are proprietăți reducătoare puternice și poate elibera hidrogen gazos inflamabil în contact cu apa, acizii sau hidroxizii metalelor alcaline. Reacțiile cu oxidanți sau sulf pot provoca combustii sau explozii. Pulberea de zinc poate forma amestecuri explozive cu aerul, care pot fi ușor aprinse de o flacără deschisă, ducând la explozii, iar praful umed se poate autoîncălzi și aprinde ușor în aer.
Cele câteva elemente tipice de aliaj cu punct de topire scăzut de mai sus sunt prezentate în tabelul 4-1.
Tabelul 4-1 Câteva elemente tipice ale aliajelor cu punct de topire scăzut
| Denumirea elementului | Simbolul elementului | Numărul atomic | Greutatea atomică | Densitate /g - cm-3 | Punct de topire/℃ |
|---|---|---|---|---|---|
| Antimoniu | Sb | 51 | 121. 76 | 6.65 | 631 |
| Bismut | Bi | 83 | 209 | 9.81 | 271 |
| Cadmiu | Cd | 48 | 112 | 8.64 | 321 |
| Plumb | Pb | 82 | 207 | 11. 33 | 327 |
| Staniu | Sn | 50 | 119 | 7.31 | 232 |
| Zinc | Zn | 30 | 65 | 7. 14 | 419. 5 |
2. Aliaje tipice cu punct de topire scăzut
2.1 Aliaj de staniu
Staniul are trei alotropi: staniu alb, staniu gri și staniu fragil. Cel mai comun este staniul alb, care este alb-argintiu, dar sub 13 ℃, se transformă în staniu cenușiu pulverulent, un fenomen cunoscut sub numele de "pestă de staniu". Pentru a evita această situație, la staniu se pot adăuga elemente de aliere precum antimoniu, bismut, plumb și cadmiu pentru a preveni apariția "dăunătorilor de staniu". În plus, adăugarea de elemente de aliere poate îmbunătăți proprietățile mecanice ale staniului și performanțele de turnare.
(1) Efectul elementelor de aliere asupra proprietăților aliajelor de staniu
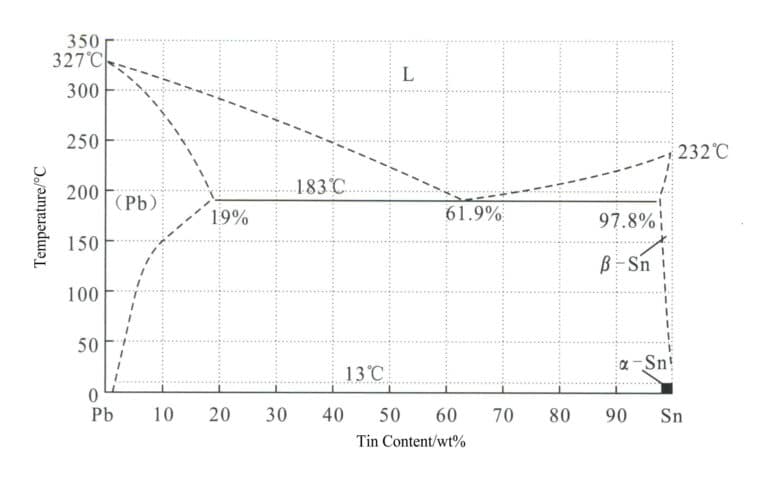
① Plumb. Staniul și plumbul formează un aliaj eutectic binar tipic, așa cum se arată în diagrama de fază din figura 4-1, cu o temperatură eutectică de 183 ℃ și un punct eutectic de 38,1 ℃Pb. Acesta scade punctul de topire, îmbunătățește performanța de turnare a aliajelor de staniu, are o fluiditate bună, reduce porozitatea, rafinează granulele și scade capacitatea termică specifică și conductivitatea termică a aliajelor de staniu. Plumbul crește duritatea staniului, în timp ce ductilitatea aliajului rămâne intactă. Plumbul este un element toxic, iar conținutul ridicat de plumb poate afecta luciul suprafeței aliajului.
② Antimoniu. Antimoniul crește rezistența și duritatea aliajelor de staniu, reduce ductilitatea, se extinde în timpul solidificării, ajută la replicarea suprafețelor și ajută la crearea unor litere clare și ascuțite. Cu toate acestea, aduce, de asemenea, problema decolorării suprafețelor de placare. Solubilitatea solidă a antimoniului în staniu atinge un maxim de 10,4% la 246°C. Solubilitatea solidă a antimoniului la temperatura camerei este de aproximativ 2%. Un conținut de antimoniu de 20% sau mai mic atunci când aliajul are ductilitate poate fi prelucrat, dar nu își pierde strălucirea frumoasă. Prin urmare, adăugarea unei cantități adecvate de staniu la aliaj poate obține o anumită duritate, făcându-l prelucrabil fără a-și pierde forma.
③ Bismut. Este un metal fragil, roșu pal, cu un luciu ridicat și se extinde la solidificare, ceea ce este mai pronunțat decât alte metale. Bismutul contribuie la reducerea contracției de solidificare a aliajelor și îmbunătățește performanța de replicare a suprafeței. Cu toate acestea, bismutul poate crește fragilitatea aliajelor, iar conținutul său trebuie controlat.
④ Cupru. Cuprul crește duritatea aliajelor și îmbunătățește rezistența la tracțiune, fiind utilizat frecvent în aliajele de staniu-plumb-antimoniu.
⑤ Cadmiu. Cadmiul este un metal alb-albăstrui, moale, ductil și toxic. Cadmiul scade punctul de topire al aliajelor, permițându-le să fie turnate la temperaturi mai scăzute și, de asemenea, îmbunătățește ductilitatea și reduce contracția de solidificare, ceea ce este benefic pentru turnarea pieselor mari, plate.
(2) Categorii de aliaje de staniu
Principalele categorii de aliaje de staniu utilizate pentru bijuterii artizanale sunt următoarele.
① Ceară albă. Cunoscută și sub denumirea de "staniu alb", aceasta este un termen comun pentru aliajele de staniu-plumb, cu o lungă istorie de utilizare încă din epoca romană în ustensile și alte necesități zilnice, cum ar fi mesele, paharele, farfuriile, sfeșnicele sau hainele din staniu. Ceara albă tradițională are un conținut ridicat de plumb, este toxică și afectează luciul suprafeței. Ceara albă contemporană este un aliaj bogat în staniu care conține aproximativ 6% antimoniu și 1%-2% cupru. Conținutul de antimoniu este de obicei limitat sub 4% pentru ceara albă destinată desenului, dar ceara albă turnată poate conține până la 8% antimoniu și 2% cupru. Dacă este necesar, se pot adăuga și cantități mici de bismut sau argint pentru a îmbunătăți proprietățile de întărire ale cerii albe.
În prezent, există un standard specific pentru staniu în Europa, EN611-1996, care include, de asemenea, standardul de lipire (EN29453) utilizat pentru îmbinarea fitingurilor cu produse din staniu. Institutul Internațional de Cercetare a Staniului a publicat un ghid al produselor din staniu la nivel mondial. În funcție de compoziția aliajului, punctul de topire al pewterului este de 240-295 ℃, iar aceste aliaje pot fi turnate prin diverse tehnici, inclusiv turnarea prin gravitație și turnarea centrifugă. Deși produsele din staniu au fost în mod tradițional turnate, tehnicile moderne de fabricație au utilizat proprietățile excelente de ștanizare, întindere și filare pentru a produce din foi laminate. Producătorii contemporani de produse din staniu au început să renunțe la articolele tradiționale, cum ar fi paharele, suporturile pentru ceai și ibricele de cafea, pentru a răspunde nevoilor vieții moderne, iar în prezent există brichete, scrumiere, lămpi și ceasuri din staniu.
② Aliaje de turnare sub presiune pe bază de staniu. Aliajele pe bază de staniu sunt preferate pentru turnarea sub presiune deoarece punctul lor de topire scăzut și fluiditatea unică ajută la producerea de piese turnate puternice cu structuri sau forme complexe, fără cerințe speciale sau deteriorarea matrițelor. În general, pentru majoritatea aplicațiilor, aliajele de turnare sub presiune pe bază de staniu au o bună rezistență la coroziune și pot fi electroplacate dacă este necesar.
③ Aliaje cu punct de topire scăzut pe bază de staniu. Bismutul, staniul, plumbul, cadmiul și indiul sunt toate metale cu punct de topire scăzut. Atunci când aceste metale sunt combinate în proporții diferite (aliaje binare, ternare sau cuaternare), se pot obține aliaje cu puncte de topire și mai scăzute, denumite în mod obișnuit "aliaje cu punct de topire scăzut". În plus, aceste aliaje au unele proprietăți valoroase, inclusiv o presiune scăzută a vaporilor, o bună conductivitate termică, o prelucrare ușoară, o fluiditate ridicată potrivită pentru matrițele de turnare, dimensiuni controlabile în timpul solidificării, o reproducere fină a detaliilor în timpul turnării și reutilizarea.
2.2 Aliaj de plumb
Aliajul de plumb este un aliaj compus din plumb ca bază și alte elemente. Suprafața aliajului de plumb generează oxizi, sulfuri sau alte săruri complexe în timpul procesului de coroziune, care ajută la prevenirea oxidării, sulfurării, dizolvării sau volatilizării, oferind astfel o bună rezistență la coroziune în aer, acid sulfuric, apă dulce și apă de mare. Dacă aliajele de plumb conțin impurități precum bismut, magneziu sau zinc care nu sunt solubile în plumb sau formează o a doua fază, rezistența lor la coroziune va scădea; adăugarea de telur și seleniu poate elimina efectele nocive ale bismutului asupra rezistenței la coroziune. Adăugarea antimoniului și telurului la aliajele de plumb care conțin bismut poate rafina structura granulelor, crește rezistența, elimină efectele nocive ale bismutului și îmbunătățește rezistența la coroziune.
Aliajele de plumb au o rezistență scăzută la deformare, iar lingourile turnate pot fi transformate în foi, benzi, țevi, bare și sârme folosind procese precum laminarea și extrudarea fără încălzire sau recoacere intermediară. Rezistența la tracțiune a aliajelor de plumb este de 0,3-0,7MPa, mult mai mică decât cea a majorității celorlalte aliaje metalice. Antimoniul este un element important care întărește matricea; acesta este doar parțial solubil în plumb și poate fi utilizat pentru consolidarea în soluție solidă și la îmbătrânire. Cu toate acestea, dacă conținutul este prea mare, tenacitatea și rezistența la coroziune a aliajului de plumb se pot deteriora.
Plumbul, staniul și antimoniul pot forma aliaje eutectice. Aliajele de plumb utilizate pentru ornamentele artizanale iau în general aliajul ternar Pb-Sn-Sb aproape de punctul eutectic, care are o fluiditate bună, aproape nicio contracție de solidificare și o suprafață de turnare frumoasă.
2.3 Selectarea aliajelor cu punct de topire scăzut pentru bijuterii
Tabelul 4-2 Materiale de bijuterii artizanale din aliaje cu punct de topire scăzut
| Denumirea produsului | Model | Denumirea produsului Conținutul elementului Compoziția/% | Punct de topire/ ℃ | Aplicație principală | |||
|---|---|---|---|---|---|---|---|
| Staniu | Altele | Antimoniu | Plumb | ||||
| Aliaj Babbitt | 0 # A | 96 | 2 | 2 | Niciuna | 200 | Greutate redusă, duritate moderată, tenacitate bună, cristalizare la temperaturi scăzute, fără plumb și non-toxice, potrivite pentru producția de bijuterii de înaltă calitate, ustensile de gătit, ustensile de băut și o mare varietate lucioasă de artizanat de înaltă calitate. |
| 0 # B | 92 | 2 | 6 | Niciuna | 200 | Greutate redusă, duritate puternică, densificare bună, cristalizare la temperatură scăzută, fără plumb și non-toxice aplicabile producției de bijuterii de înaltă calitate, ustensile de gătit, ustensile de băut și o mare varietate lucioasă de artizanat de înaltă calitate. | |
| 0 # C | 88 | 4 | 8 | Niciuna | 200 | Greutate redusă, duritate puternică, densificare bună, cristalizare la temperatură scăzută, fără plumb și non-toxic. Potrivit pentru fabricarea de bijuterii de înaltă calitate, ustensile de gătit, ustensile de băut și diverse meșteșuguri de înaltă calitate cu suprafață lucioasă mare (cum ar fi clopotele de vânt). | |
| Nr.1 aliaj plumb-staniu | 1 # A | 92 | 3 | 2 | Reziduale | 200 | Este potrivit pentru producția de bijuterii de înaltă calitate și artizanat cu duritate puternică, densitate scăzută și suprafață lucioasă mare. |
| 1 # B | 90 | 4 | 3 | Reziduale | 215 | ||
| 1 # C | 85 | 5 | 4 | Reziduale | 220 | ||
| Nr.2 aliaj plumb-staniu | 2 # A | 72 | 5 | 3 | Reziduale | 230 | Potrivit pentru fabricarea diferitelor tipuri de bijuterii de înaltă calitate și artizanat cu duritate puternică, densitate mică și suprafață lucioasă îngustă. |
| 2 # B | 63 | 5 | 4 | Reziduale | 230 | Potrivit pentru producția de bijuterii și artizanat de gamă medie cu duritate mai bună, densitate mai mică, suprafață lustruită mai îngustă sau suprafață lustruită mai mare fără lustruire. | |
| 2 # C | 50 | 4 | 4 | Reziduale | 250 | ||
| Nr.3 aliaj plumb-staniu | 3 # A | 35 | 4 | 4 | Reziduale | 270 | Potrivit pentru producerea unei varietăți de bijuterii și artizanat de nivel mediu, cu duritate mai bună, densitate mai mică și suprafață de lustruire mai mare. |
| 3 # B | 30 | 3 | 3 | Reziduale | 270 | ||
| 3 # C | 25 | 1 | 2.8 | Reziduale | 270 | ||
| Nr.4 aliaj plumb-staniu | 4 # A | 15 | 1 | 3 | Reziduale | 280 | Potrivit pentru fabricarea diferitelor tipuri de bijuterii sau obiecte de artizanat cu duritate mai bună, densitate mai mică, suprafață de lustruire mai îngustă sau fără lustruire. |
| 4 # B | 12 | 1 | 3 | Reziduale | 280 | ||
| 4 # C | 10 | 1 | 3 | Reziduale | 280 | ||
| Nr.5 aliaj plumb-staniu | 5 # A | 8 | 2 | 3 | Reziduale | 286 | Este potrivit pentru fabricarea tuturor tipurilor de bijuterii sau obiecte artizanale de gamă medie cu duritate mai bună, densitate mai mică, suprafață de lustruire mai îngustă sau fără lustruire. |
| 5 # B | 6 | 2 | 3 | Reziduale | 290 | ||
| Nr.6 aliaj plumb-staniu | 6 # A | 5 | 1 | 3.5 | Reziduale | 300 | Potrivit pentru a face toate tipurile de bijuterii generale și meserii grele. |
| 6 # B | 3 | 1 | 3.5 | Reziduale | 300 | ||
| 6 # C | 2 | 1 | 3 | Reziduale | 320 | ||
| (Tan Derui și Chen Guanyi, 1996) | |||||||
Tabelul 4-3 Materiale străine pentru bijuterii artizanale din aliaj de staniu
| Numărul de serie | Sn | Sb | Cu | Impurități | Observații | ||||
|---|---|---|---|---|---|---|---|---|---|
| Pb | Ca | Fe | Zn | Cd | |||||
| 1 | 91 ~ 93 | 6 ~ 8 | 0. 25 ~ 2 | 0.05 | 0.05 | 0.015 | 0.005 | Tip American Standard ASTMB5601, aliaj turnat | |
| 2 | 95 ~ 98 | 1.0 ~ 3.0 | 1.0 ~ 2.0 | 0.05 | 0.05 | 0.015 | 0.005 | - | American Standard ASTMB5603 Aliaje speciale |
| 3 | Reziduale | 5 ~ 7 | 1.0 ~ 2. 5 | 0.5 | - | - | - | 0.05 | Standard britanic BS5140 |
| 4 | Reziduale | 3 ~ 5 | 1.0 ~ 2. 5 | 0.5 | - | - | - | 0.05 | Standard britanic BS5140 |
| 5 | Reziduale | 1 ~ 3 | 1 ~ 2 | 0.5 | - | - | - | - | Standard german DIN17810 |
| 6 | Reziduale | 3. 1 ~ 7 | 1 ~ 2 | 0.5 | - | - | - | - | Standard german DIN17810 |
| 7 | 92 | 6 | 2 | - | - | - | - | - | Potrivit pentru turnarea produselor cu pereți subțiri și cu granulație fină |
| 8 | 90 | 6 | 2 | Plus Bi | - | - | - | - | Efect bun de lustruire |
| 9 | 82 | - | Pb18 | - | - | - | - | - | Pewter francez |
| 10 | 80 | - | Pb20 | - | - | - | - | - | Anglia pewter |
| 11 | 85 | 7 | 4 | 4(Ingredientul principal) | - | - | - | - | Anglia pewter |
| 12 | 83 | 7 | 2 | 3(Ingredientul principal) | - | - | 5(Ingredientul principal) | - | Împărăteasa metalului |
| 13 | 89 | 11 | - | - | - | - | - | - | CABE (Italia) este specializată în turnarea centrifugă a aliajelor turnate în cauciuc siliconic rezistent la căldură. Primul pentru turnarea bijuteriilor fără plumb, al doilea poate fi utilizat pentru lipirea bijuteriilor. |
| 14 | 61 | 4 | - | 35(Ingredientul principal) | - | - | - | - | |
| (Tan Derui și Chen Guanyi, 1996) | |||||||||
Atunci când se alege un aliaj, cel mai important considerent este categoria produsului, iar aliajul trebuie să îndeplinească cerințele de "modelare, sănătate și funcționalitate" atât ale producătorilor, cât și ale clienților. Unele companii cred că aliajele cu un conținut mai scăzut de staniu sunt mai ieftine, deoarece prețul materialului din aliajele cu conținut scăzut de staniu este mai mic. Costul total al aliajului trebuie luat în considerare; aliajele cu conținut ridicat de plumb au efecte nocive mai mari și trebuie turnate la temperaturi ridicate, ceea ce poate reduce durata de viață a matrițelor. În plus, densitatea staniului este de 7,31g/cm3, în timp ce densitatea plumbului este de 11,33g/cm3, astfel încât aceeași greutate de staniu poate produce mai multe ornamente, iar diferiți factori trebuie luați în considerare atunci când alegeți un aliaj.
În prezent, aliajele de staniu pur sau de cositor bogat în staniu sunt utilizate în principal pentru meșteșugurile de înaltă calitate, în timp ce pentru bijuteriile populare generale se utilizează în mod obișnuit aliajul plumb-staniu 1# - 6#, aliajul plumb-staniu 3# fiind cel mai comun. Bijuteriile de calitate superioară utilizează adesea aliaje cu un conținut mai ridicat de staniu, în timp ce bijuteriile de calitate inferioară utilizează în principal aliaje cu un conținut mai scăzut de staniu.
2.4 Caracteristici ale aliajelor cu punct de topire scăzut utilizate în bijuteriile artizanale
(1) Performanță stabilă, punct de topire scăzut, fluiditate bună, contracție mică.
(2) Granulele sunt fine, cu duritate bună, duritate adecvată, suprafață netedă, puține găuri de nisip, pete, fisuri și efecte bune de lustruire și galvanizare.
(3) Turnarea centrifugă are o performanță bună și o tenacitate puternică și poate turna forme complexe și piese de precizie cu pereți subțiri, cu o suprafață netedă pe piesele turnate.
(4) Produsul poate fi supus unui tratament de suprafață: electroplacare, pulverizare și vopsire.
(5) Structura cristalină densă asigură toleranțe dimensionale mici pentru piesele turnate în ceea ce privește materiile prime. Are o suprafață fină și puține defecte post-procesare.
3. Categorii și caracteristici ale bijuteriilor artizanale din aliaje cu punct de topire scăzut
Ornamentele artizanale din aliaj plumb-staniu cu punct de topire scăzut sunt un tip de produs din aliaj care este atât decorativ, cât și practic. Ele reprezintă una dintre aplicațiile care consumă o cantitate mare de staniu metalic, cu o mare varietate de teme creative și un potențial imens de dezvoltare a pieței.
(1) Tin Crafts
Aliajele de staniu pot fi transformate în diferite tipuri de vase, cum ar fi ustensile pentru vin, seturi de ceai, veselă, trofee și alte produse cu modele în relief sau artizanat decorativ, rame foto din aliaj, embleme religioase, sculpturi în miniatură, suveniruri și alte obiecte de artizanat. Aceste produse sunt, în general, fabricate din staniu pur sau din cositor cu conținut ridicat de staniu, având caracteristicile de aspect ale argintăriei, cu prețuri mai mici decât argintăria, combinând atât utilizări ornamentale, cât și practice. Ele pot încorpora diferite semnificații culturale și sunt utilizate pe scară largă pentru cadouri corporative, suveniruri pentru diverse evenimente, suveniruri de călătorie și articole decorative pentru casă, oferind un spațiu larg de piață.
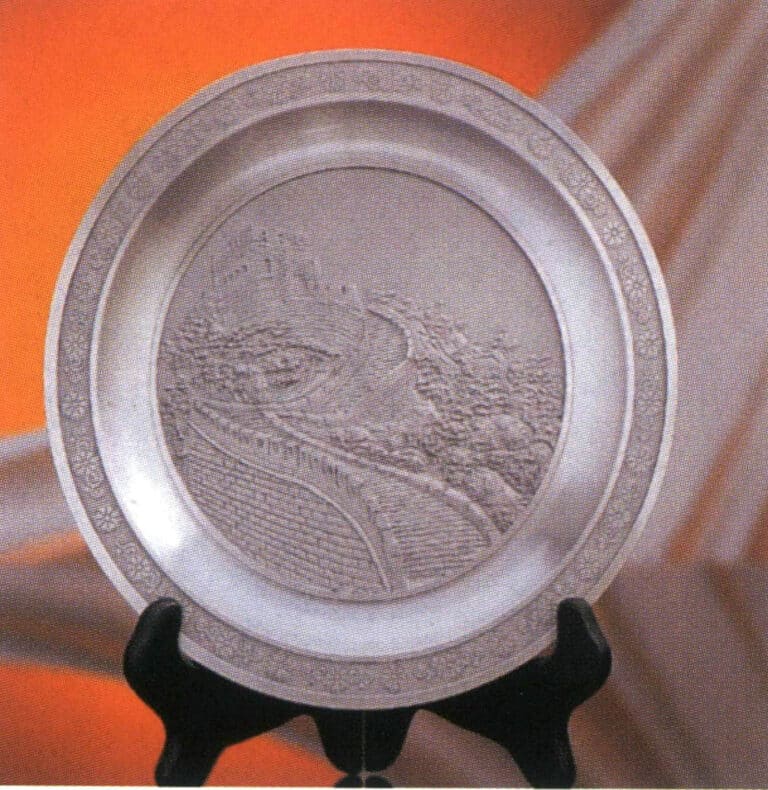
Placă de staniu

Tinpot și ceașcă de staniu

Scrumieră din aliaj de staniu

ornament din aliaj de staniu
(2) Bijuterii pentru corp
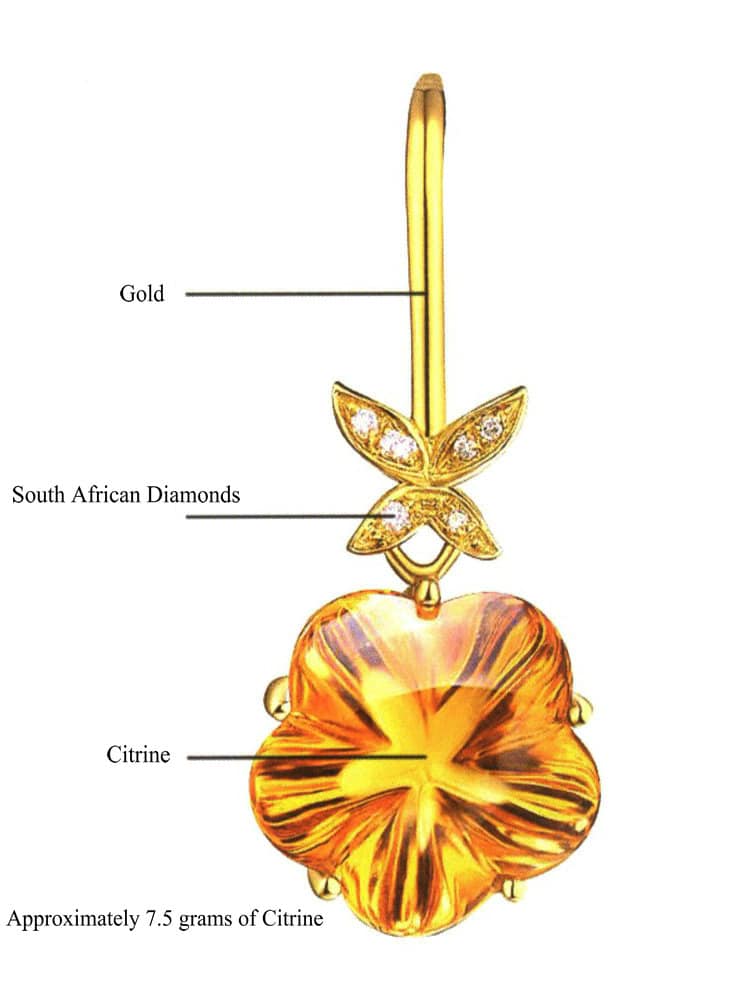
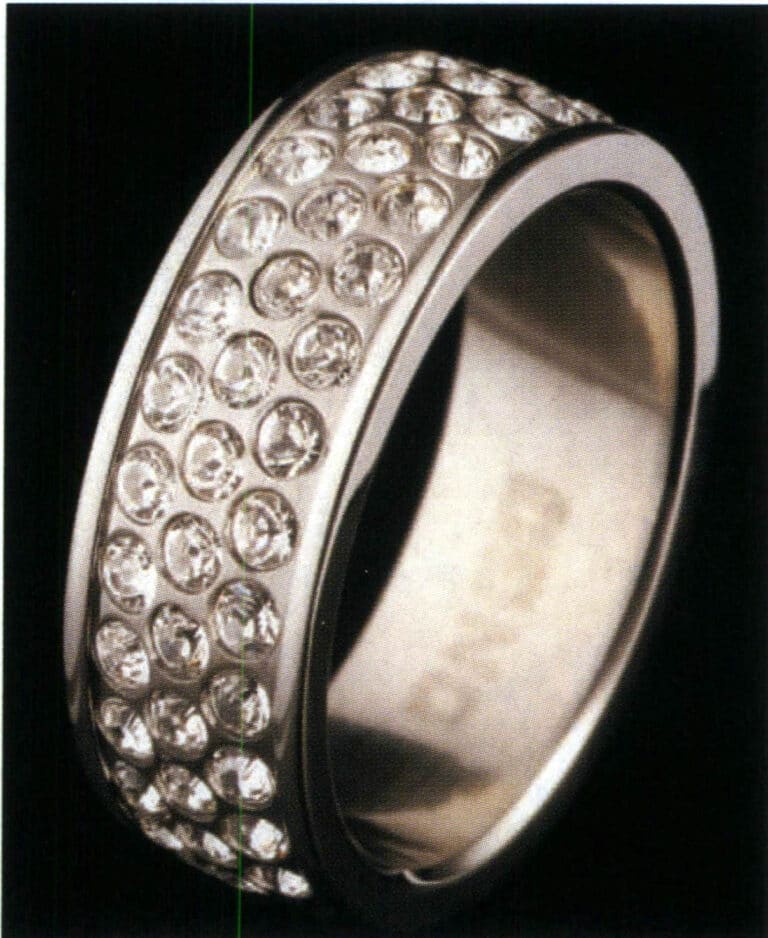
Aliajele plumb-staniu cu punct de topire scăzut pot fi transformate în diverse bijuterii de corp rafinate. Aceste bijuterii se caracterizează prin individualitate și modă și sunt ieftine și din ce în ce mai preferate de bărbații și femeile la modă. Majoritatea bijuteriilor din aliaj au un strat electroplacat (aur alb 18K, aur 18K, argint 925). Acesta este încrustat cu zircon, diamante de cristal, perle sau jad, ceea ce face ca aspectul lor să fie comparabil cu cel al bijuteriilor din aur și argint scumpe. Articolele comune includ inele, coliere, brățări, cercei, broșe, nasturi, agrafe de cravată și accesorii pentru păr, materialul principal fiind aliajul plumb-staniu 3#.

Pandantiv din aliaj de plumb-staniu cu pietre prețioase
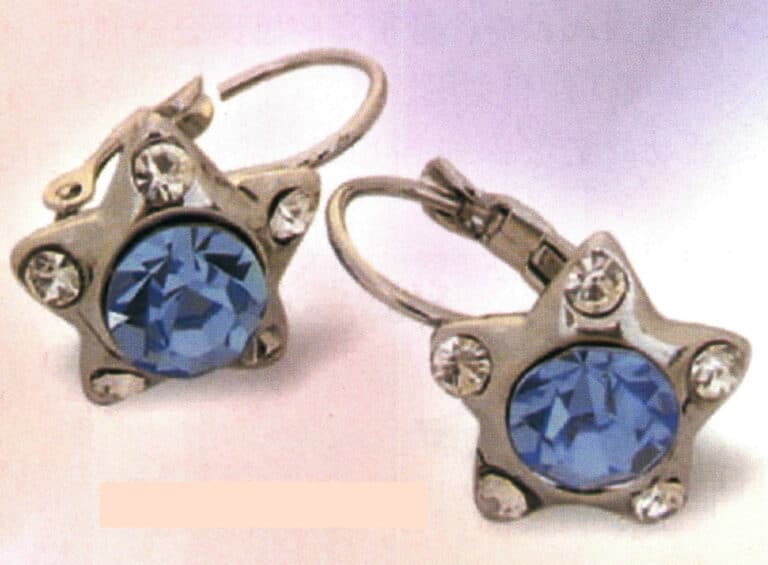
Cercei cu pietre din aliaj de plumb și staniu

Coroană din aliaj de plumb și staniu cu pietre prețioase

Clipuri de păr din aliaj de plumb și staniu

Inele din aliaj de plumb-staniu cu pietre prețioase

Breloc din aliaj plumb-staniu

Colier din aliaj de plumb și staniu

Corsaj din aliaj plumb-staniu
4. Întreținerea bijuteriilor din aliaje cu punct de topire scăzut
Bijuteriile din aliaj plumb-staniu cu puncte de topire scăzute au un efect bun de simulare după tratarea suprafeței. Cu toate acestea, dacă nu sunt întreținute sau purtate corespunzător, bijuteriile pot prezenta rapid probleme precum coroziunea, decolorarea sau chiar ruperea. Prin urmare, este necesar să o întrețineți corect și rezonabil, după cum este detaliat mai jos:
(1) Bijuteriile trebuie schimbate frecvent. Aceleași bijuterii ar trebui evitate pentru perioade lungi de purtare, în special pe vreme caldă de vară, deoarece placarea bijuteriilor se poate uza ușor din cauza contactului prelungit cu transpirația. Prin urmare, cel mai bine este să pregătiți mai multe piese de bijuterii pentru înlocuirea regulată.
(2) Contactul cu medicamente chimice poate deteriora cu ușurință bijuteriile. Parfumul din timpul băii, clorul din înot și sarea din apa de mare pot provoca coroziunea placării bijuteriilor, astfel încât toate bijuteriile trebuie îndepărtate înainte de baie sau înot.
(3) Coliziunile pot provoca cu ușurință zgârieturi; depozitați-le cu grijă. Nu suprapuneți bijuteriile; acestea trebuie depozitate în ambalajul lor original sau plasate într-o cutie de bijuterii cu compartimente separate pentru a evita coliziunile care pot zgâria suprafața.
(4) Curățați bijuteriile în mod regulat, folosind o perie moale cu peri fini pentru a mătura și șterge suprafața bijuteriilor pentru a îndepărta petele de suprafață.
5. Siguranța bijuteriilor din aliaje cu punct de topire scăzut
Elementele metalice joacă un rol extrem de important în sănătatea umană; deficiența și excesul pot duce la boli. Cu toate acestea, unele elemente metalice sunt dăunătoare pentru sănătatea umană, provocând boli și chiar moartea.
(1) Plumb
Plumbul este un metal greu și o toxină foarte poluantă. Acesta poate afecta sângele, provocând distrugerea globulelor roșii, și se poate răspândi prin fluxul sanguin în toate organele și țesuturile, pătrunzând în oase, ducând la paralizia nervilor osoși și tremurul degetelor. În cazuri grave, poate duce la intoxicație cu plumb, encefalopatie și deces. Vechii romani foloseau vase de plumb pentru a depozita zahărul și vinul și turnau țevi de apă din plumb, ceea ce a crescut conținutul de plumb din alimente și apă, provocând otrăvire cronică. Un exemplu este prezența petelor negre de sulfură de plumb pe oase după moarte.
Dintre toate substanțele toxice cunoscute, plumbul este cea mai documentată în cărți. Textele antice menționează că utilizarea conductelor de plumb pentru transportul apei potabile prezintă riscuri. Multe substanțe chimice se pot degrada în compuși finali inofensivi după ce rămân în mediu pentru o anumită perioadă de timp. Cu toate acestea, plumbul nu se poate degrada și rămâne disponibil pentru o perioadă lungă de timp după ce este eliberat. Din cauza persistenței pe termen lung a plumbului în mediu și a toxicității sale potențiale puternice pentru multe organisme vii, acesta a fost clasificat în mod constant ca poluant puternic.
(2) Cadmiu
Otrăvirea cu cadmiu poate provoca atrofie musculară, deformări articulare, dureri osoase insuportabile, incapacitatea de a dormi, fracturi patologice și chiar moartea. Principala sursă de cadmiu sunt apele reziduale care conțin cadmiu deversate de fabrici în albia râurilor, irigând câmpurile de orez, fiind absorbite de plante și acumulându-se în orez. Consumul pe termen lung de orez contaminat cu cadmiu sau de apă potabilă poluată cu cadmiu poate duce cu ușurință la "boala durerii osoase".
(3) Antimoniu
Experimentele efectuate de Asociația Internațională a Antimoniului în primii săi ani au arătat că, dacă șoarecii sunt expuși la concentrații ridicate de antimoniu pentru o perioadă lungă de timp, vor apărea inflamații în plămâni, care pot duce la cancer pulmonar. Cu toate acestea, în realitate, oamenii nu lucrează perioade lungi de timp în medii cu concentrații ridicate de antimoniu și nu au fost raportate cazuri de cancer pulmonar ca urmare a inhalării excesive de antimoniu. Cu toate acestea, pericolul potențial al antimoniului pentru organismul uman nu poate fi exclus.
Pe lângă elementele toxice precum Cd, Pd, lucrătorii din turnătorii trebuie să fie conștienți și de efectele nocive ale altor elemente de aliaj asupra organismului, precum Cu, Sn, Bi, Zn. Prin urmare, este important să se asigure o bună ventilație în timpul turnării și să se respecte legile privind utilizarea corectă a acestor elemente și limitele de expunere. "Poluarea industrială" din Statele Unite enumeră unele elemente metalice tipice și pericolele lor pentru diferite părți ale corpului (tabelul 4-4).
Cercetările arată că unele aliaje fără Pb și Cd își pot îmbunătăți performanțele de turnare prin îmbunătățirea compoziției cauciucului, ceea ce, dacă este fezabil, ar elimina necesitatea utilizării elementelor toxice.
Tabelul 4-4 Nocivitatea elementelor metalice asupra organelor corpului
| Organe afectate | Bi | Cd | Cu | Pb | Sn | Zn |
|---|---|---|---|---|---|---|
| Rinichi | √ | √ | √ | |||
| Nervi | √ | √ | √ | |||
| Ficat | √ | |||||
| Gastrointestinale | √ | √ | √ | √ | √ | |
| Organe respiratorii | √ | |||||
| Țesuturi hematopoietice | √ | √ | √ | |||
| Oase | √ | √ | ||||
| Piele | √ | √ | ||||
| Cardiovascular | √ |
Secțiunea II Produse din aliaj de zinc
1. Aliaj de zinc
Aliajul de zinc este un aliaj neferos compus din zinc ca bază, la care se adaugă alte elemente precum aluminiu, cupru și magneziu. Este alb-albăstrui, lucios, dur și fragil. Aliajele de zinc pot fi împărțite în două categorii pe baza tehnologiei de prelucrare: zinc deformat și zinc turnat. Aliajele de zinc turnat au o bună fluiditate și rezistență la coroziune, ceea ce le face potrivite pentru produsele de procesare prin turnare, cum ar fi bijuteriile, instrumentele și carcasele pieselor auto.
Aliajele de zinc sunt utilizate în principal pentru turnarea centrifugă a cauciucului siliconic și turnarea sub presiune în funcție de metoda de turnare.
1.1 Aliaj de zinc pentru turnarea centrifugală a cauciucului siliconic
Tabelul 4-5 Tabelul compoziției aliajului de zinc cu punct de topire scăzut (conform standardului american ASTMB240-01)
| Element | Zn | Al | Cu | Mg | Fe | Pb | Cd | Sn |
|---|---|---|---|---|---|---|---|---|
| Conținut /wt% | Marjă | 3. 9 ~ 4. 3 | 0.75 ~ 1.25 | 0.03 ~ 0.06 | < 0.075 | < 0. 005 | < 0.03 | < 0. 002 |
Acest aliaj ecologic este lipsit de plumb, cadmiu și nichel. Este ușor, are un finisaj de suprafață bun, se formează rapid, suprimă în mod eficient coroziunea granițelor și previne formarea de rugozități de suprafață și găuri de nisip. Se potrivește diferitelor industrii, cum ar fi industria auto, electrocasnice, mașini, ceasuri, aparate electrice, instrumente, accesorii hardware, cadouri decorative și mărci comerciale de jucării.
Pentru a crește strălucirea suprafețelor accesoriilor și pentru a satisface nevoile de turnare ale accesoriilor cu strălucire ridicată, a fost dezvoltat un aliaj zinc-magneziu cu magneziu ca element principal de aliere. Acest aliaj este utilizat pe scară largă în accesoriile de feronerie cu duritate ridicată și strălucire ridicată, cum ar fi pandantive, cercei, ace de păr, îmbrăcăminte, catarame pentru genți de mână, catarame pentru curele, catarame pentru pantofi, plăcuțe de identificare etc. Compoziția sa chimică tipică este prezentată în tabelul 4-6.
Tabelul 4-6 Compoziția tipică a aliajului zinc-magnasiu pentru accesorii
| Element | Zn | Mg | Al | Cu | Bi | Ag | În | Pb | Ni | Cd |
|---|---|---|---|---|---|---|---|---|---|---|
| Conținut /wt% | Marjă | 12.4 | 3.5 | 0.06 | 0.06 | 0. 05 | 0.01 | 0.0003 | 0.0002 | 0.0019 |
Intervalul punctului de topire al aliajului zinc-magneziu este de 320-330 ℃. În general, temperatura de turnare este de 380-400 ℃, granulația este fină și uniformă, produsele fabricate au o suprafață netedă și lucioasă, fără găuri de nisip, un luciu alb cu o senzație uleioasă, fluiditate bună, mai puțină oxidare și includerea zgurii, ușor de lustruit, răcire rapidă, potrivită pentru cerințele produselor cu suprafață netedă mare. Aliajul este fără plumb, fără cadmiu și fără nichel, clasificat ca aliaj ecologic, cu un cost de numai 1/3 din materialul de aliaj plumb-staniu 0#, iar suprafața netedă este mai bună decât materialul plumb-staniu 0#. Acest aliaj este ușor, 50% mai ușor decât materialul 3# din aliaj plumb-staniu și 20% mai ușor decât aliajul de zinc.
În plus, ca materiale corespunzătoare pentru aliajele zinc-magneziu, există pe piață și materiale din aliaj pe bază de magneziu care utilizează zinc și aluminiu ca elemente principale de aliere, denumite în mod obișnuit aliaje magneziu-zinc. Materialele decorative din aliaj magneziu-zinc utilizate în mod obișnuit se împart în principal în trei categorii.
(1) Aliaj magneziu-zinc A Material
Acest aliaj este potrivit pentru producerea de ornamente și artizanat care necesită un finisaj foarte lucios (peste 5 cm). Are fluiditate, tenacitate și luciu bune, este ușor de lustruit și sudat, nu face bule în timpul galvanizării și are un punct de topire de aproximativ 300 ℃. Este la egalitate cu materialul din aliaj de plumb-staniu 1#, dar prețul este doar jumătate din cel al materialului din aliaj de plumb-staniu 1#.
(2) Aliaj magneziu-zinc B Material
Acest aliaj este potrivit pentru suprafețe netede moderat dificile (aproximativ 3 cm). Are fluiditate, tenacitate și netezime bune și este ușor de lustruit și sudat. Este 20% mai ușor decât materialul A și potrivit pentru producerea de bijuterii și artizanat, cu un punct de topire de aproximativ 320 ℃.
(3) Aliaj magneziu-zinc Material C
Acest aliaj este potrivit pentru producerea de produse mici cu suprafață netedă, cu rezistență și duritate ridicate (sub 2 cm), are fluiditate și netezime bune, este ușor de sudat și lustruit și este mai ușor decât cele două anterioare, fiind 1/3 din aliajul plumb-staniu #3. Cu toate acestea, tenacitatea sa este mai slabă decât a celor două anterioare, ceea ce îl face potrivit pentru fabricarea de produse cu rezistență ridicată, cum ar fi ace de păr și catarame de curea, dar nu pentru produse goale sau perforate cu un punct de topire de 350-380 ℃.
Gama de aplicații a aliajelor de magneziu-zinc este destul de largă, potrivită pentru realizarea diferitelor piese turnate artistice rafinate, cum ar fi inele, coliere, brățări, cercei, broșe, nasturi, agrafe de cravată, decorațiuni pentru pălării, ornamente artizanale, embleme religioase, statui în miniatură, suveniruri, catarame de curea și alte accesorii artizanale. Aceste materiale au următoarele caracteristici:
- Performanță stabilă, punct de topire scăzut, fluiditate bună, contracție mică.
- Boabele sunt fine, cu duritate bună și duritate adecvată, o suprafață netedă, puține găuri de nisip, pete și fisuri și efecte bune de lustruire și electroplacare.
- Respectarea cerințelor de protecție a mediului și a standardelor de sănătate.
- Punctul său de topire mai scăzut îl face potrivit pentru matrițele din silicon. Astfel, costul de consum al matriței este scăzut, ceea ce îl face deosebit de potrivit pentru producerea de piese turnate cu livrare rapidă și în loturi mici.
1.2 Aliaj de zinc turnat sub presiune
(1) Caracteristici ale aliajului de zinc turnat sub presiune
Aliajele de zinc sunt utilizate pe scară largă în industria de turnare sub presiune pentru a produce diverse piese structurale și funcționale turnate sub presiune, care sunt strâns legate de caracteristicile materialului. Aliajele de zinc pentru turnare sub presiune au un punct de topire scăzut și o fluiditate bună, iar procesul de turnare permite umplerea părților mici ale matriței, oferind multe avantaje care lipsesc altor aliaje pentru turnare sub presiune, cum ar fi viteza de turnare rapidă, temperatura scăzută, consumul redus de energie și durata lungă de viață a matriței. Acest lucru a dus la adoptarea lor de către multe companii de bijuterii, cu o varietate în creștere treptată și extinderea utilizării, formând o serie de produse din aliaj. Una dintre caracteristicile acestor aliaje este că pot fi prelucrate folosind mașini de turnare sub presiune cu cameră fierbinte, ceea ce este mult mai rapid decât viteza de producție a aliajelor de zinc cu conținut ridicat de aluminiu și a aliajelor de aluminiu care trebuie turnate în mașini de turnare sub presiune cu cameră rece, și sunt ușor de prelucrat în piese turnate sub presiune cu pereți subțiri relativ economice, cu suprafețe care sunt, de asemenea, ușor de prelucrat, vopsit și galvanizat. În plus, în comparație cu aliajele de bronz, aliajele de aluminiu turnat și fonta, aliajele de zinc prezintă avantajele unui consum redus de energie pentru prelucrare, costuri reduse și proprietăți mecanice bune.
(2) Tipuri de aliaje de zinc turnate sub presiune
Odată cu îmbunătățirea calității produselor din zinc, s-au dezvoltat aliajele de zinc. Până la începutul anilor 1930, compoziția s-a stabilizat. În această perioadă, New Jersey Company din Statele Unite (cunoscută în prezent sub numele de American Zinc Company) a dezvoltat faimoasa serie de aliaje Zamak, care a dobândit recunoaștere la nivel mondial și a devenit sinonimă cu aliajele de turnare sub presiune. Seria de aliaje Zamak a fost dezvoltată în funcție de cerințele diferitelor procese de producție și de performanța structurală a produsului, iar diferitele aliaje de zinc au proprietăți fizice și mecanice diferite, ceea ce oferă opțiuni pentru proiectarea pieselor turnate sub presiune.
Tipurile comune de aliaje de zinc turnate sub presiune includ:
- Zamak 3. Piesele turnate cu fluiditate și proprietăți mecanice bune sunt utilizate pentru aplicații care necesită rezistență mecanică scăzută, cum ar fi jucării, lămpi, decorațiuni și componente electrice.
- Zamak 5. Fluiditatea și proprietățile mecanice bune sunt utilizate în piesele turnate cu anumite cerințe de rezistență mecanică, cum ar fi piese auto, piese electromecanice, componente mecanice și ansambluri electrice.
- Zamak 2. Folosit pentru piese mecanice cu cerințe speciale de performanță mecanică, cerințe de duritate ridicată și cerințe generale de precizie dimensională.
- ZA8. Fluiditate bună și stabilitate dimensională, dar fluiditate slabă, aplicată pieselor mici turnate sub presiune cu cerințe ridicate de precizie și rezistență mecanică, cum ar fi componentele electrice.
- Superloy. Acesta are cea mai bună fluiditate și este utilizat pentru turnarea sub presiune a pieselor cu pereți subțiri, de dimensiuni mari, de înaltă precizie, de formă complexă, cum ar fi componentele electrice și carcasele acestora.
Cerințele de compoziție ale aliajelor menționate mai sus sunt prezentate în tabelul 4-7.
Tabelul 4-7 Compoziția standard a aliajelor de zinc
| Categoria aliajului | Zamak 2 | Zamak 3 | Zamak 5 | ZA8 | Superloy | AcuZinc 5 |
|---|---|---|---|---|---|---|
| Aluminiu | 3.8 ~ 4. 3 | 3.8 ~ 4. 3 | 3.8 ~ 4. 3 | 8. 2 ~ 8. 8 | 6. 6 ~ 7. 2 | 2. 8 ~ 3. 3 |
| Cupru | 2. 7 ~ 3. 3 | < 0.030 | 0. 7 ~ 1. 1 | 0. 9 ~ 1. 3 | 3. 2 ~ 3. 8 | 5. 0 ~ 6.0 |
| Magneziu | 0.035 ~ 0.06 | 0.035 ~ 0.06 | 0.035 ~ 0.06 | 0.02 ~ 0.035 | < 0. 005 | 0.025 ~ 0.05 |
| Fier | < 0.020 | < 0.020 | < 0.020 | < 0.035 | < 0. 020 | < 0.075 |
| Plumb | < 0. 003 | < 0. 003 | < 0. 003 | < 0.005 | < 0. 003 | < 0.005 |
| Cadmiu | < 0.003 | < 0.003 | < 0.003 | < 0. 005 | < 0.003 | < 0. 004 |
| Staniu | < 0.001 | < 0.001 | < 0.001 | < 0.001 | < 0.001 | < 0. 003 |
| Zinc | Marjă | Marjă | Marjă | Marjă | Marjă | Marjă |
| (Lu Hongyuan, 1997; Wu Chunmiao, 2003) | ||||||
(3) Efectul elementelor de aliere asupra proprietăților aliajelor de zinc
În compoziția aliajelor de zinc turnate sub presiune sunt prezente elemente de aliere eficiente, cum ar fi aluminiul, cuprul și magneziul, și elemente de impuritate dăunătoare, cum ar fi plumbul, cadmiul, staniul și fierul. Efectele acestor elemente asupra proprietăților aliajului sunt următoarele.
① Aluminiu. Aluminiul poate îmbunătăți performanța de turnare a aliajelor, poate crește fluiditatea aliajelor, poate rafina boabele, poate provoca consolidarea soluției solide și poate îmbunătăți proprietățile mecanice; în plus, aluminiul poate reduce reactivitatea zincului cu fierul, diminuând impactul asupra materialelor feroase, cum ar fi gâtul, mucegaiul, eroziunea creuzetului.
Conținutul de aluminiu este în general controlat între 3,8%-4,3%. Acest lucru se datorează în principal rezistenței și fluidității necesare; o bună fluiditate este o condiție necesară pentru obținerea de piese turnate cu forme complete, dimensiuni precise și suprafețe netede.
② Cupru. Rolul cuprului în aliajele de zinc include creșterea durității și rezistenței aliajului, îmbunătățirea rezistenței la uzură a aliajului și reducerea coroziunii intergranulare.
Cu toate acestea, pentru a controla conținutul de cupru în aliajele de zinc, atunci când conținutul de cupru depășește 1,25%, acesta va provoca modificări ale dimensiunilor și rezistenței mecanice a pieselor turnate sub presiune din cauza îmbătrânirii; în plus, va reduce ductilitatea aliajului.
③ Magneziu. Rolul magneziului în aliajele de zinc include reducerea coroziunii intergranulare, rafinarea structurii aliajului, crescând astfel rezistența aliajului, și îmbunătățirea rezistenței la uzură.
Magneziul este un element foarte activ care se oxidează ușor și se pierde în starea topită a aliajelor. Atunci când conținutul de magneziu este mai mare de 0,08%, aliajul devine fragil din punct de vedere termic, cu tenacitate și fluiditate reduse.
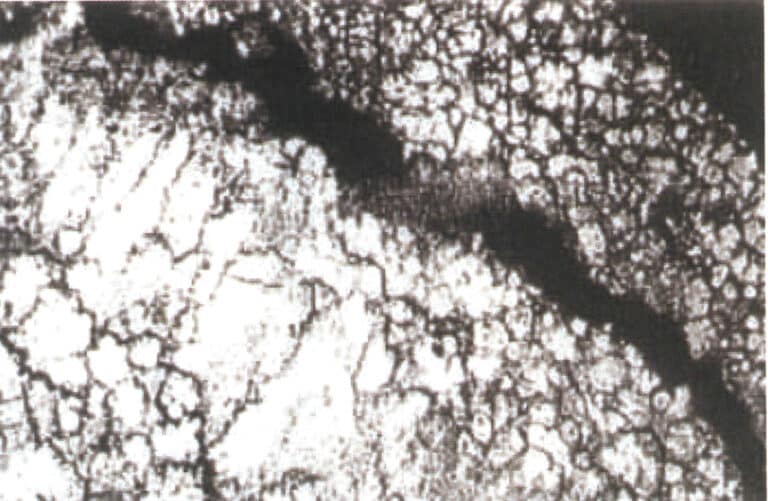
④ Elemente impure: plumb, cadmiu, staniu. Elementele de impuritate menționate mai sus fac ca coroziunea intergranulară a aliajelor de zinc să fie foarte sensibilă, accelerând coroziunea intergranulară în medii calde și umede (figura 4-2), reducând rezistența aliajului la impact, diminuând rezistența aliajului la tracțiune, reducând astfel proprietățile mecanice și provocând modificări dimensionale ale pieselor turnate. Conținutul de cadmiu și plumb din aliaj nu trebuie să depășească 0,003%, conținutul de staniu din lingourile de aliaj de zinc nu trebuie să depășească 0,001%, iar conținutul din piesele turnate mari nu trebuie să depășească 0,002%. În cazul în care conținutul de plumb și cadmiu în aliajul de zinc este prea ridicat, calitatea suprafeței piesei de prelucrat pare normală imediat după turnarea sub presiune, dar după o perioadă de depozitare la temperatura camerei (de la 8 săptămâni la câteva luni), pe suprafață apar bășici.
⑤ Element de impuritate: Fier. Elementul fier poate crește duritatea aliajelor de zinc, dar conținutul de fier în aliajele de zinc nu trebuie să depășească 0,02%; în caz contrar, va crește fragilitatea aliajului. Fierul reacționează cu aluminiul din aliajul de zinc pentru a forma compuși intermetalici Al5Fe2, cauzând pierderea de aluminiu și formarea de zgură; formează puncte dure în piesele turnate sub presiune, afectând prelucrarea și lustruirea ulterioară, și este probabil să apară zgârieturi pe suprafață în timpul lustruirii; crește fragilitatea aliajului.
⑥ Element de impuritate: Siliciu. Conținutul de siliciu în aliajele de zinc nu trebuie să depășească 0,02%. În caz contrar, acesta va crește temperatura de tranziție la fragilitate a aliajului de zinc și va reduce performanța de prelucrare a acestuia.
(4) Selectarea aliajelor de zinc turnate sub presiune
Există multe aliaje de zinc turnate sub presiune, iar alegerea aliajului de zinc care trebuie utilizat depinde în principal de trei aspecte.
① Scopul piesei turnate sub presiune în sine. Cerințele de performanță care trebuie îndeplinite includ:
- Proprietăți mecanice, cum ar fi rezistența la tracțiune, alungirea, duritatea etc. Rezistența la tracțiune este rezistența maximă a materialului în momentul fracturării; alungirea este o măsură a fragilității și plasticității materialului; duritatea este rezistența suprafeței materialului la deformarea plastică cauzată de presare sau frecare cu obiecte dure.
- Condițiile de mediu de lucru, inclusiv temperatura de lucru, umiditatea, mediul în contact cu piesa de prelucrat și cerințele de etanșeitate.
- Cerințe de precizie, inclusiv precizia realizabilă și stabilitatea dimensională.
② Performanță bună a procesului. Aceasta include performanța procesului de turnare, prelucrabilitatea și performanța procesului de tratare a suprafeței.
③ Economie bună. Costul materiilor prime, necesarul de echipamente de producție (inclusiv echipamente de topire, mașini de turnare sub presiune, matrițe etc.) și costurile de producție.
2. Exemple de bijuterii din aliaj de zinc

Pandantiv din aliaj de zinc
Inel din aliaj de zinc

Zinc aliaj breloc

Caz din aliaj de zinc

Cataramă curea din aliaj de zinc

Manșete din aliaj de zinc
Broșă din aliaj de zinc

Zinc aliaj cravată clip
Secțiunea III Procesul de producție a bijuteriilor artizanale din aliaje cu punct de topire scăzut
1. Procesul de turnare centrifugală a cauciucului siliconic
1.1 Introducere în procesul de turnare centrifugală
1.2 Caracteristici ale procesului de turnare centrifugală a cauciucului siliconic
Datorită punctului de topire scăzut al bijuteriilor din aliaj, crearea unei matrițe din gips ca și turnarea aliajelor de aur, argint și cupru nu este necesară. În schimb, pentru producție se utilizează matrițe moi realizate din cauciuc siliconic rezistent la căldură, ceea ce poate reduce foarte mult costurile de producție și poate îmbunătăți eficiența producției.
Turnarea centrifugă a bijuteriilor din aur se realizează folosind metoda de turnare prin presiune centrifugă. După ce metalul topit este turnat în matriță, în timp ce matrița se rotește, metalul topit este supus forței centrifuge, generând o presiune de umplere care forțează metalul topit să umple cavitatea fără probleme. Forța centrifugă F=m-r-w2, unde F este forța centrifugă, m este masa metalului topit, w este raza de rotație a matriței și este viteza unghiulară. Se poate observa că, cu cât raza de rotație este mai mare și viteza de rotație mai mare, cu atât forța centrifugă generată este mai mare. Deoarece metalul topit se umple și se solidifică sub forța centrifugă, metalul are o bună compensare a contracției, rezultând o structură densă și proprietăți mecanice bune ale pieselor turnate; piesele turnate goale nu necesită înălțătoare, îmbunătățind semnificativ utilizarea metalului.
Cu toate acestea, în comparație cu turnarea sub presiune negativă, turnarea centrifugă prezintă dezavantaje precum turbulențe puternice ale metalului topit în timpul turnării, tendința de a produce găuri de gaz, eroziunea puternică a peretelui matriței de către metalul topit și o cantitate maximă relativ mică de metal care poate fi turnat. În plus, piesele turnate prin metoda de turnare centrifugală sunt predispuse la defecte de fisurare termică, în special la viteze de rotație ridicate.
1.3 Procesul de producție al turnării centrifugale din cauciuc siliconic
Bijuterii din aliaj cu punct de topire scăzut utilizează în principal un proces de turnare centrifugă din cauciuc siliconic, iar procesul său include în principal următoarele aspecte.
(1) Dezvoltarea bijuteriilor
Dezvoltarea bijuteriilor este primul pas în crearea bijuteriilor de la zero, servind drept ghid și referință pentru pașii următori, și este, de asemenea, o verigă importantă în exprimarea deplină a individualității bijuteriilor. Designerii își formează ideile inițiale prin sintetizarea și clasificarea informațiilor din diverse aspecte și apoi prin reprezentarea lor pe desene plate. După ce desenele sunt finalizate, acestea sunt predate camerei de fabricare a mostrelor, unde fabricantul de mostre creează un model principal tridimensional folosind materiale din aliaj în conformitate cu cerințele desenelor. Finalizarea modelului principal încheie procesul principal de dezvoltare a bijuteriilor.
(2) Turnare
Modelul master finalizat este transferat în camera de turnare, unde producătorul de matrițe creează matrițe din cauciuc special. Procesul de turnare este esențial pentru trecerea de la o singură piesă de bijuterie la producția în serie, iar calitatea matriței afectează în mod direct randamentul următorului proces.
① Tipuri de materii prime din cauciuc. În producția de turnare centrifugă a aliajelor cu punct de topire scăzut, modelele din cauciuc siliconic sunt utilizate pe scară largă, cu o cantitate mică de cauciuc natural și cauciuc siliconic. Comparația dintre cele două tipuri de materiale pentru modele din cauciuc este prezentată în tabelul 4-8.
Tabelul 4-8 Comparație între cauciucul natural și cauciucul siliconic
| Parametru | Cauciuc natural | Cauciuc siliconic | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 1#negru | 2#negru | 3#negru | Alb | Naturale | 60 - D | 70 - D | 58 - D | 65 - D | |
| Duritate relativă | 60 | 65 | 70 | 66 | 42 | 60 | 70 | 58 | 65 |
| Densitate/(g-cm-3 ) | 1.24 | 1.26 | 1.17 | 1. 55 | 1.07 | 1.6 | 1. 73 | 1.44 | 1.56 |
| Rezistența la rupere/MPa | 2.34 | 2.09 | 3. 00 | 1.94 | 0.68 | 0. 74 | 0.69 | 1.01 | 0. 63 |
| Modul de încovoiere/MPa | 2.20 | 2.17 | 3. 58 | 2.41 | 1.72 | 1. 86 | 2.41 | 1.31 | 2.27 |
| Rezistența la tracțiune/MPa | 3.79 | 3.79 | 2.41 | 3.45 | 3.93 | 2. 55 | 2.41 | 3.58 | 1.38 |
Cauciucul conține în general materiale de umplutură, catalizatori, agenți activi, retardatori, antioxidanți, plastifianți și alte materiale. Materialele nepolimerizate trebuie depozitate într-un loc răcoros, iar modelele polimerizate trebuie ținute cât mai departe posibil de lumină, deoarece ozonul poate deteriora materialele.
În timpul producției, materialele din cauciuc ușor mai moi sunt în general preferate deoarece sunt mai ușor de turnat și permit blocuri mobile. Duritatea cauciucului utilizat pentru accesorii după vulcanizare este, în general, de aproximativ 60-80, iar în producția reală, aproximativ 70% din tipurile de cauciuc au o duritate relativă de cu duritate de 65 și există, de asemenea, 5% cu o duritate de 70.
Cu cât duritatea modelului de cauciuc este mai mică, cu atât acesta se contractă mai mult, astfel încât lucrătorii din turnătorie și fabricanții de modele trebuie să colaboreze pentru a lua măsuri de compensare a valorii contracției sale. Valoarea contracției este legată de plasarea piesei în timpul turnării; pentru același produs, valoarea contracției poate varia semnificativ folosind diferite metode de plasare. Producerea unor piese speciale depinde de experiența operatorului.
② Fabricarea foilor de cauciuc. Se amestecă cauciuc nou și cauciuc reciclat, folosind un raport de 50/50. Cauciucul este încălzit într-o mașină de turnat și presat în foi cu o grosime de 1,3-1,5 mm, ceea ce reprezintă un strat al formei de cauciuc. Materialul este rulat într-un butoi cilindric și tăiat în bucăți mici de dimensiunea necesară. Materialul este stivuit pe un palet și plasat într-o cameră de răcire (temperatura camerei de răcire este de aproximativ 6 ℃), timp de 3-4 zile, permițând cauciucului să se micșoreze la dimensiunea sa finală. Contracția totală a materialului în timpul întregului proces poate ajunge la 11%. Dacă forma finală a materialului este în formă de ou, aceasta se poate datora răcirii insuficiente. Materialul este de obicei scos din camera de răcire și tăiat în bucăți circulare cu diametrul dorit, de obicei 8''-18''. În figura 4-3, cauciucul A este utilizat ca strat de suprafață al modelului, prezentând rezistență la temperaturi ridicate, contracție redusă, rezistență puternică la rupere și durabilitate. În schimb, cauciucul B este utilizat ca strat de armare a modelului de cauciuc, servind în principal la susținerea și consolidarea acestuia.
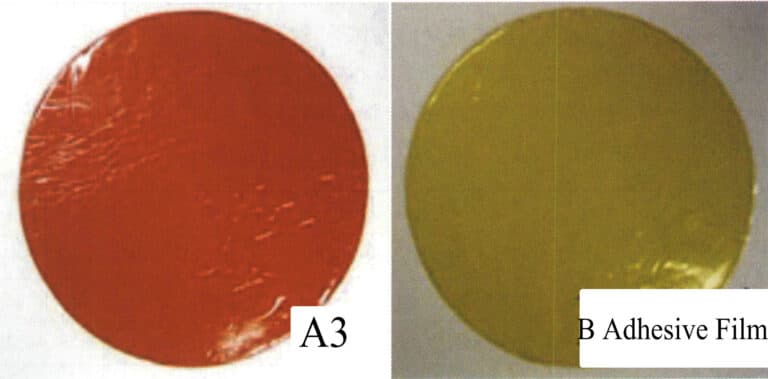
Figura 4-3 Folie de cauciuc siliconic
Filmul A este utilizat ca strat de suprafață; Filmul B este utilizat ca strat de armare
③ Apăsați mucegaiul de cauciuc. Calitatea matriței de cauciuc determină în mod direct calitatea piesei turnate. O matriță de cauciuc de înaltă calitate necesită o distribuție rezonabilă a modelului original, matrițe care facilitează umplerea și aerisirea, îndepărtarea ușoară a piesei turnate și rezistența la deformare și rupere, printre alți factori. Următorii sunt pașii de bază pentru realizarea unei matrițe din cauciuc.
Primul pas este pregătirea. Pregătiți diverse unelte și materiale auxiliare necesare pentru presarea matriței (figura 4-4).
Așezați cadrul matriței în presă pentru preîncălzire la 150 ℃ sau în funcție de temperatura recomandată de furnizorul de cauciuc, de obicei 146-157 ℃; separați partea superioară și inferioară a bazei matriței și stropiți cu un agent de dezlipire pentru a preveni lipirea celor două jumătăți între ele sau lipirea de cadrul matriței; curățați praful de pe suprafața modelului original, stropiți cu silicon pentru a facilita separarea de matrița din cauciuc siliconic, prevenind lipirea. Puneți ziarul sub placa de oțel și introduceți discul rotund în inelul de oțel (figura 4-5).
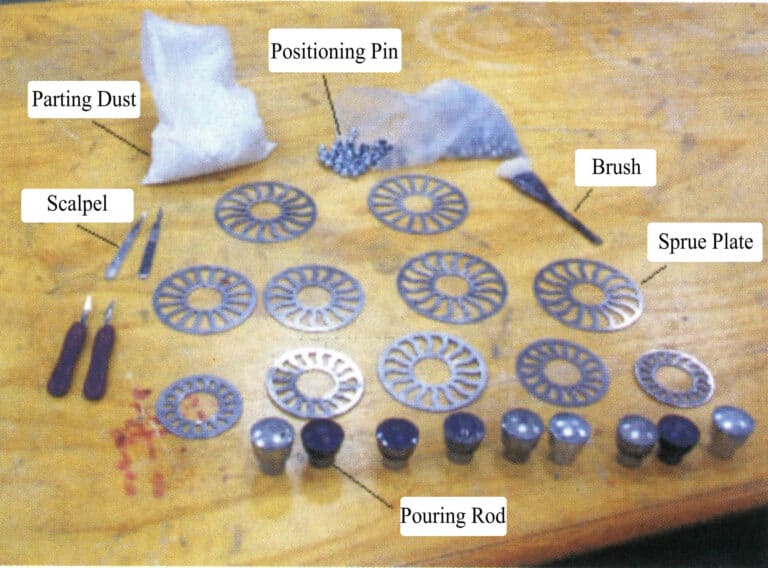
Figura 4-4 Unelte și materiale auxiliare necesare pentru turnare

Figura 4-5 Placă de silicon plasată în interiorul inelului de oțel.
În a doua etapă, se face o gaură în centrul jumătății superioare a discului membranei, iar tija de turnare și bazinul de turnare sunt plasate în centru (figura 4-6).
În a treia etapă, aranjați modelul original și știfturile de poziționare într-o ordine rezonabilă și la distanța necesară în jurul plăcii de turnare pe suprafața matriței inferioare (figura 4-7). Dacă modelul original este foarte mare, este necesar să se scoată o parte din cauciuc din matrița inferioară.
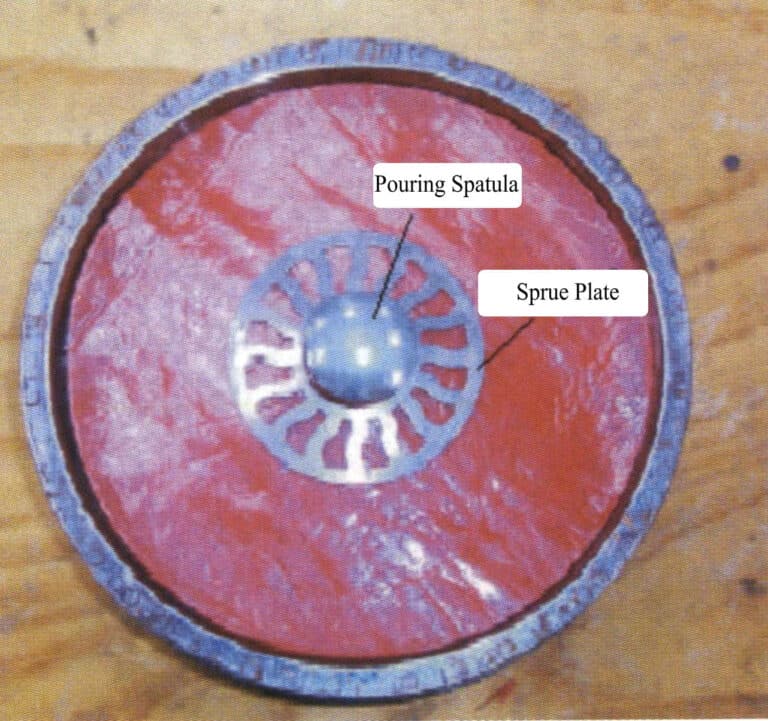
Figura 4-6 Plasarea discului de turnare
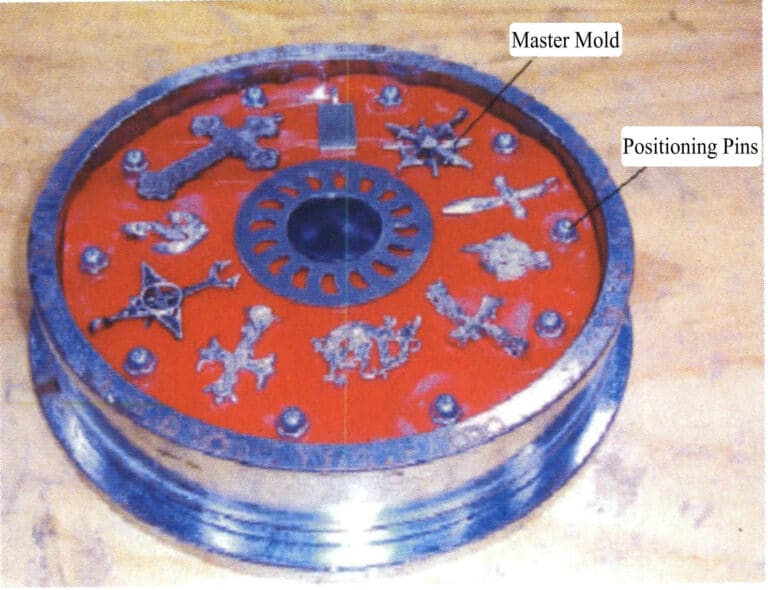
Figura 4-7 Așezați modelul principal și știftul de poziționare în jumătatea inferioară a matriței
Experimentele arată că distanța de la periferia exterioară la poarta centrală a matriței are un impact semnificativ asupra calității piesei turnate. Cu cât piesa de prelucrat este mai aproape de poarta centrală, cu atât mai mare trebuie să fie secțiunea transversală a canalului de rulare pentru a asigura rata de formare și densitatea structurii solidificate. În plus, modelele originale din cadrul aceluiași mod de cauciuc ar trebui să aibă, de preferință, forme similare, deoarece acest lucru nu numai că îmbunătățește rata de finalizare a pieselor turnate, dar duce și la o compoziție mai uniformă a produselor finite; dacă diferențele de formă sunt prea mari, se poate pierde echilibrul și vibra în timpul rotației de turnare.
În etapa a patra, presărați uniform pudra de detensionare pe suprafața de detensionare a matriței și utilizați o perie pentru a îndepărta pudra de detensionare de pe model (figura 4-9).
În etapa a cincea, așezați jumătatea superioară a matriței în cadrul matriței, poziționați-o cu atenție și așezați placa de presiune superioară în cadrul matriței, asigurându-vă că ambele sunt verticale (figura 4-10).

Figura 4-9 Pulverizarea pulberii pe suprafața de profilare
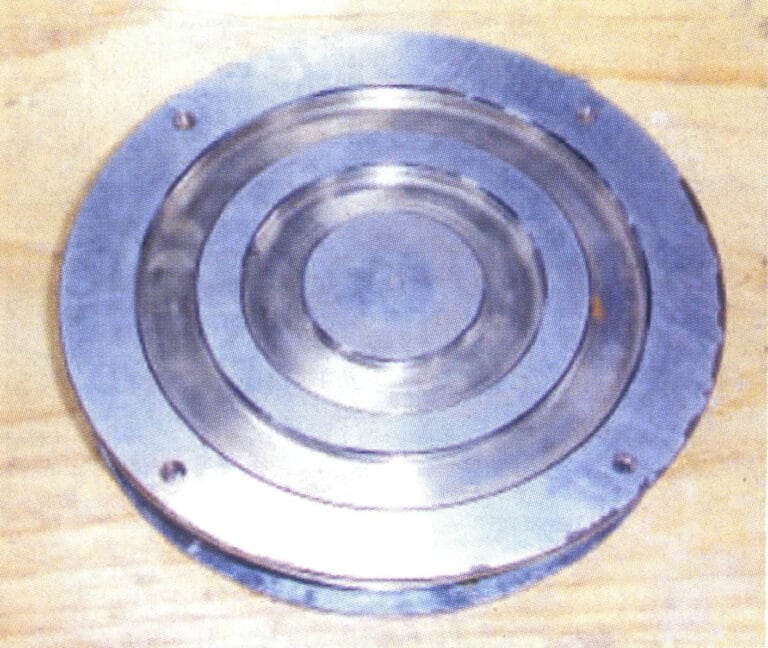
Figura 4-10 Asamblarea matriței
În etapa a șasea, plasați cadrul matriței în mașina de presat, asigurându-vă că este drept și poziționat în centrul mașinii de presat. Ridicați platforma și cadrul matriței pentru a se cupla cu platforma superioară și observați starea de potrivire (figura 4-11). Aplicați ușor presiune pentru a ridica platforma, eliberați presiunea și repetați operația anterioară, aplicând presiune în cantități mici de fiecare dată. O mașină de turnare generală se bazează pe pipăit, în timp ce o mașină de turnare automată are un manometru. Repetați acest pas timp de 8-15 minute, până când cauciucul este foarte moale și platforma este complet etanșată.
În pasul șapte: setați timpul de vulcanizare, în general cel puțin 1 oră pentru fiecare inch de grosime. Când timpul de vulcanizare a expirat, eliberați presiunea și scoateți cadrul matriței.

Copywrite @ Sobling.Jewelry - Producător de bijuterii personalizate, fabrică de bijuterii OEM și ODM
(3) Mucegai de tăiere
① Deschideți cadrul matriței cu o cheie sau o șurubelniță, scoateți matrița de cauciuc din cadrul matriței, tăiați cele două jumătăți ale matriței de cauciuc cu un bisturiu sau o lamă de ferăstrău, faceți marcaje de aliniere pe marginile matriței de cauciuc și îndepărtați excesul de bliț (figurile 4-12 și 4-13).
Figura 4-12 Tăierea matriței
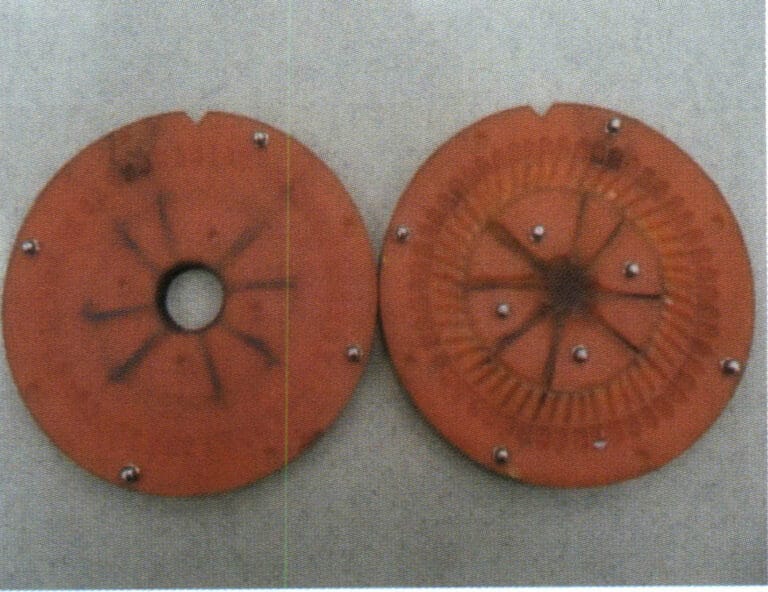
Figura 4-13 Matriță de cauciuc adeziv deschisă
② Scoateți modelul original din matriță și tăiați sprue-ul și linia de ventilație.
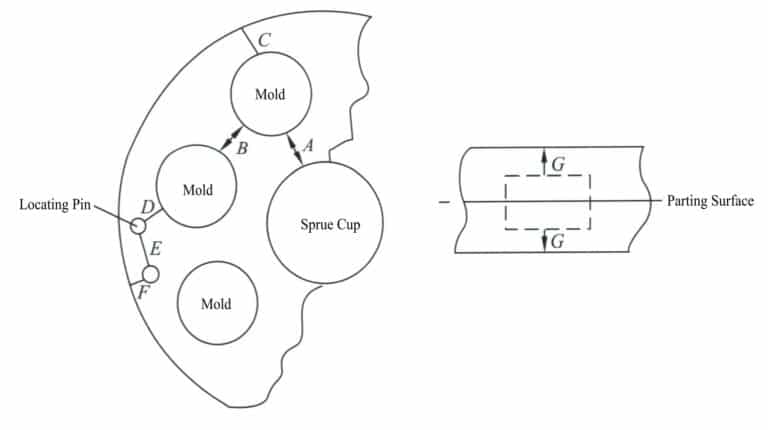
Stabilirea branșamentelor și a liniilor de ventilație are un impact semnificativ asupra calității turnării centrifugale. În turnarea centrifugă a bijuteriilor din aliaje cu punct de topire scăzut, metalul topit intră în cavitatea matriței prin cupa de turnare, canalul orizontal și canalul de turnare. Principiul de bază al deschiderii matrițelor este similar cu cel al turnării metalelor prețioase; matrița trebuie să fie suficient de mare pentru a asigura o bună compensare a contracției, iar liniile de ventilație trebuie să fie stabilite pentru a permite evacuarea fără probleme a gazelor. Tăierea matriței trebuie să se facă ușor pentru a reduce turbulențele în timpul fluxului de metal topit, iar matrița trebuie să fie amplasată în partea cea mai groasă a piesei turnate.
a.Sistem de turnare. Un model de cupă de turnare formează o cupă de turnare în partea de jos a matriței de cauciuc.
Sistemul de turnare orizontală constă dintr-o serie de canale care permit metalului topit să curgă din cupa de turnare în canalul interior. Canalele radiază mai întâi spre exterior de la cupa de turnare pentru a se conecta la cercul canalului și apoi se conectează de la cercul canalului la canalul interior (figura 4-14). Acest sistem de turnare este benefic pentru umplere și previne pătrunderea zgurii și a impurităților în cavitatea matriței.

Culoarul interior furnizează metal topit cavității matriței; este canalul prin care metalul topit curge din culoarul orizontal în cavitatea matriței. Culoarul interior trebuie să fie suficient de mare pentru a compensa în mod continuu contracția metalului topit pe măsură ce acesta se solidifică în cavitate și trebuie să fie situat în partea cea mai groasă. În punctul de legătură cu piesa de prelucrat, acesta este în general conic pentru a facilita separarea canalului interior de piesa de prelucrat, cu excepția cazului în care este necesar să aibă aceeași grosime ca piesa de prelucrat.
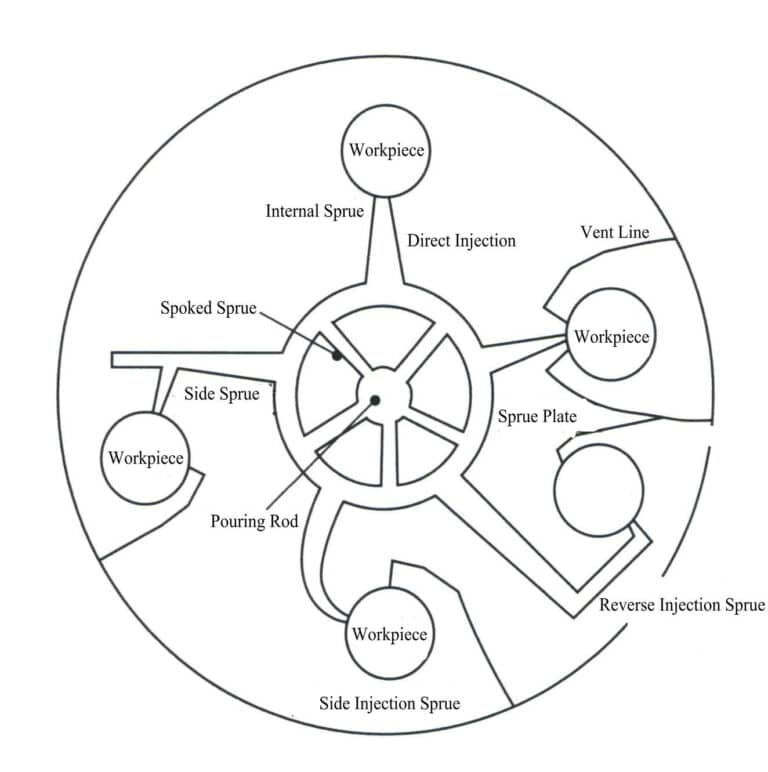
b.Tipul de sistem de gating. Grila de turnare directă: utilizată de obicei numai pentru piese simple, acest tip de grilă provoacă turbulențe semnificative, iar avantajul său este că crește cantitatea fiecărui tip de piesă.
Sistem de porționare inversă: Sistemul de închidere trece mai întâi prin piesa de prelucrat și apoi se conectează la cavitate din spatele piesei de prelucrat, aproape de marginea matriței. Avantajele sale sunt că calitatea turnării este bună, impuritățile și zgura nu vor intra în cavitate și reduce turbulențele în timpul umplerii.
Sistem de poartă laterală: Intră din partea laterală a piesei și, la fel ca poarta inversă, ocupă spațiul matriței, dar calitatea piesei este mai bună. Acest tip de poartă poate avea diverse proprietăți.
Sistem de distribuție orizontală: Se referă la canalele din cercul de gating și sistemul de gating cu raze, care servește la asigurarea umplerii netede, evitarea umplerii directe a metalului topit și, astfel, ajută la obținerea de piese de prelucrat curate.
Sistem de gură de turnare de sus: Acest tip de poartă de turnare este opusul porții de turnare de jos, în care materialul intră în cavitate din partea superioară a piesei. În general, poarta de turnare este situată în jumătatea inferioară a matriței, dar dacă există probleme în timpul umplerii, aceasta poate fi setată în jumătatea superioară a matriței. Acest tip de poartă de turnare este benefic pentru piesele cu suprafețe mari și pereți subțiri.
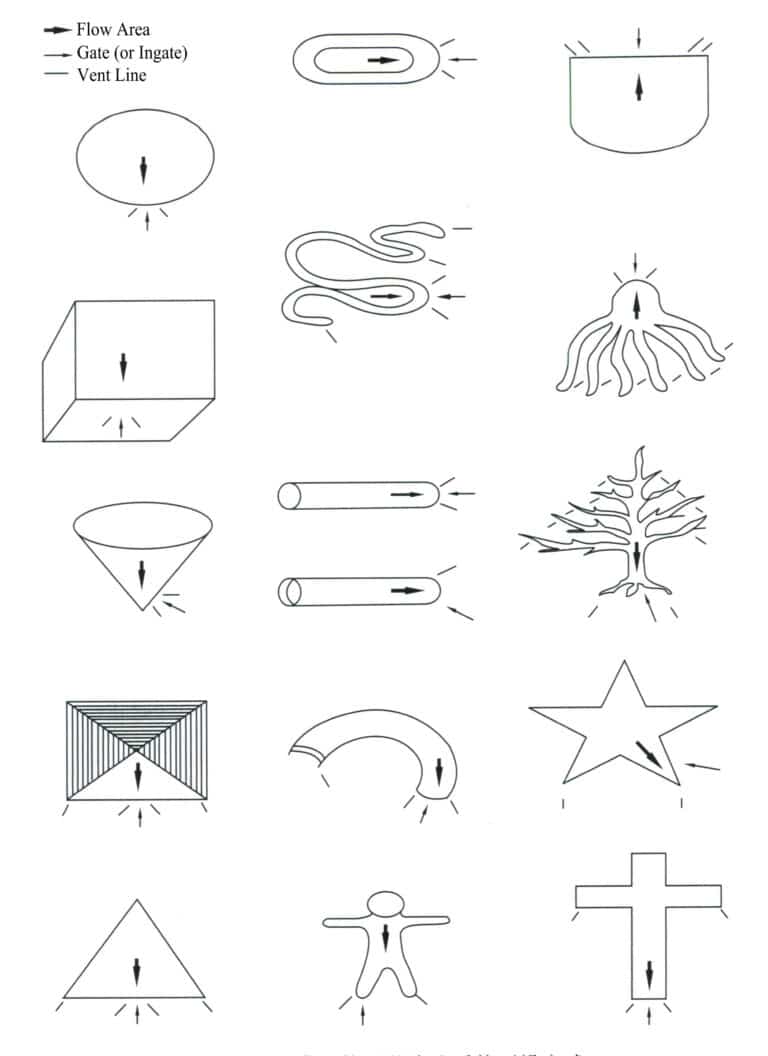
În plus față de direcționarea metalului topit în cavitatea matriței, sistemul de turnare are și alte funcții. De exemplu, în afară de sistemul de intrare directă, alte sisteme de turnare pot avea o zonă de colectare a zgurii pentru a aduna zgura și impuritățile din metalul topit, împiedicându-le să intre în cavitatea matriței; acestea pot permite, de asemenea, evacuarea gazelor din cavitatea matriței. Cu toate acestea, din cauza vitezei ridicate a turnării centrifugale, bazându-se numai pe sistemul de turnare nu este suficient pentru a expulza toate gazele, astfel încât trebuie să se stabilească linii de ventilație. Figura 4-15 este o diagramă schematică a diferitelor tipuri de sisteme de turnare.
c. Tăierea matriței de cauciuc. Setarea matriței pentru matrița de cauciuc este cea mai pricepută sarcină în producția matriței de cauciuc, iar pașii de bază sunt următorii:
După vulcanizarea matriței de cauciuc, este mai bine să tăiați matrița când există o senzație de căldură cu mâna. Primul pas al tăierii matriței este determinarea poziției canalului de scurgere și a porții de turnare. Atunci când nu se utilizează o cupă de turnare profilată, cupa de turnare trebuie tăiată mai întâi, iar dispunerea porții de turnare poate fi trasată utilizând un compas și alte instrumente de trasare, inclusiv poarta de turnare și razele de la cupa de turnare la cercul de turnare, poarta de turnare transversală și canalul de la cercul de turnare la piesa de lucru. Cel mai bine este să evitați umplerea directă a cavității cu metal lichid, care ar trebui să curgă mai întâi prin poarta transversală de turnare și prin sistemul de turnare pentru a asigura umplerea matriței și pentru a ajuta la prevenirea pătrunderii impurităților și zgurii în cavitate.
Cuțitul de tăiere a matriței este plasat la un unghi de 45 față de linia trasată. Mai întâi, se decupează cercul canalului de turnare (figura 4-16), lat de aproximativ 12,5 mm și adânc de 6 mm în centru. Se taie continuu de-a lungul laturilor interioare și exterioare ale cercului de canal trasat pentru a asigura netezimea, apoi se îndepărtează materialul de cauciuc tăiat pentru a obține un cerc de canal în formă de "V" (figura 4-17).

Figura 4-16 Tehnica tăierii matriței
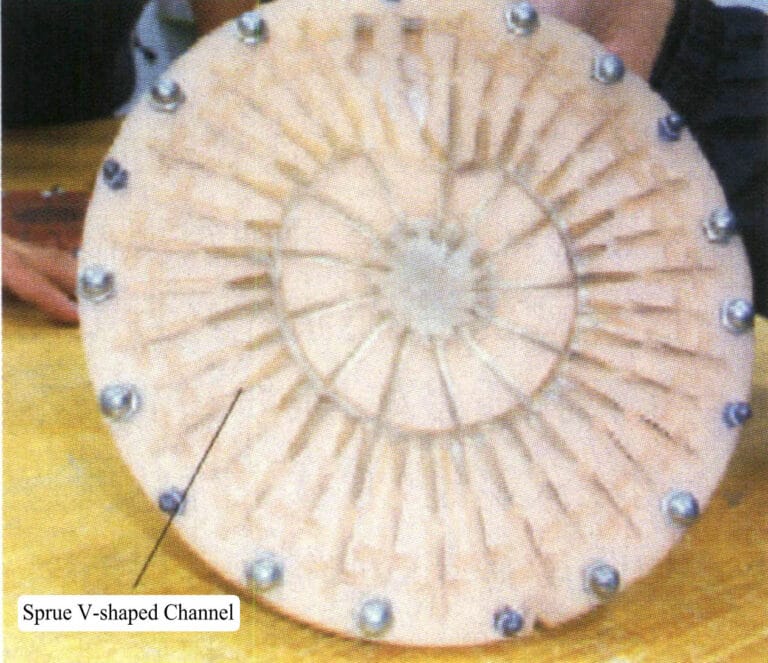
Figura 4-17 Cartuș în formă de V
Șanțul și șanțul cu raze trebuie decupate prin tăierea cercului șanțului și trebuie prevăzut un număr suficient de șanțuri pentru a asigura o bună umplere a metalului topit. În general, este suficient un număr de 4-5 canale cu raze de la cupa de turnare la cercul canalului.
Se taie canalul interior de la cercul de turnare la piesa de prelucrat. Ruloul interior este partea care leagă ruloul de piesa de prelucrat; acesta nu trebuie să fie o continuare a ruloului transversal, ci mai degrabă o compensare a acestuia pentru a obține o eficiență optimă. Ruloul interior compensează și micșorează piesa de prelucrat; la curățare, acesta ar trebui să fie scos din piesă turnată. Culoarul interior trebuie să fie suficient de mare, dar să nu provoace dificultăți de curățare. Cel mai bine este să începeți tăierea canalului interior pe piesa de prelucrat după cum urmează: cu gâtul în jos pe piesa de prelucrat, tăiați un canal foarte îngust cu o grosime de aproximativ 5 mm; tăiați un canal spre cercul de turnare, crescând treptat adâncimea și lățimea, cu o lățime de 12,5 mm și o adâncime de 6 mm la cercul de turnare (aproximativ egală cu lățimea cercului de turnare la intersecția celor două canale interioare).
În cazul în care este necesar un sistem de închidere superioară, trebuie utilizată aceeași metodă descrisă mai sus pentru tăiere. Cu toate acestea, ar trebui să se utilizeze pudră de talc pentru a completa dispunerea canalelor; pudra de talc va imprima poziția piesei de prelucrat în jumătatea inferioară a formei pe poziția corespunzătoare din jumătatea superioară a formei, iar tăierea se poate face pe baza acestor amprente.
d. Instalați conductele de ventilație. Conductele de aerisire ale matriței de cauciuc trebuie să asigure evacuarea fără probleme a gazului din cavitate în timpul procesului de turnare pentru a obține piese turnate de înaltă calitate. Liniile de aerisire de aici sunt foarte asemănătoare cu cele din matrița de cauciuc în timpul injecției cu ceară în turnarea de investiții. La fel cum pudra de talc este pulverizată pe matrița de cauciuc în timpul injecției cu ceară, pudra de talc este, de asemenea, pulverizată pe matrița de cauciuc în timpul turnării prin centrifugare a aliajelor cu punct de topire scăzut pentru a permite gazului să fie evacuat fără probleme în afara matriței de cauciuc.
Există două forme uzuale de conducte de aerisire, iar dimensiunea acestora depinde de mărimea piesei turnate și de cantitatea de gaz care trebuie evacuată. Una este conducta conică de aerisire, care este foarte asemănătoare cu canalul interior, dar este mult mai mică și se îngustează treptat de la piesa de prelucrat spre exterior. Cealaltă, cea mai frecvent utilizată, este linia de aerisire a canalului interior, similară cu linia de aerisire conică, dar mai mare, permițând evacuarea unei cantități mai mari de gaz. La crearea liniilor de aerisire, deschiderea de la piesa de prelucrat trebuie să fie cât mai mică posibil pentru a preveni pătrunderea metalului topit, dar trebuie să fie, de asemenea, suficient de mare pentru a permite gazului să iasă rapid.
Deoarece piesa de prelucrat este umplută de la peretele exterior al cavității spre centru, cursorul interior trebuie să fie fixat în ultima zonă umplută. Dacă se urmărește linia dreaptă imaginară de la cupa de turnare la centrul piesei, acest punct ar trebui să fie cel mai apropiat de cupa de turnare. Ruloul interior este de obicei situat la capătul din spate al piesei, cel mai aproape de cupa de turnare. Majoritatea liniilor de aerisire sunt tăiate în mod similar cu canalul interior, dar sunt mult mai mici și sunt stabilite din punctele-cheie ale piesei de prelucrat spre periferia cavității. Uneori, liniile de aerisire sunt trecute și prin partea inferioară a matriței, iar apoi liniile de aerisire sunt stabilite în partea din spate, conducând spre marginea matriței. Unii producători utilizează, de asemenea, un vid în timpul turnării pentru a ajuta la aerisire, un proces de turnare centrifugă în vid. Formele liniilor de aerisire sunt următoarele:
Linie de aerisire a cursorului: Adesea utilizat cu canalul interior direct, conectat la piesa de prelucrat la un unghi de 45°, apoi deschis de pe una sau ambele părți ale piesei de prelucrat până la marginea matriței.
Perforarea liniei de ventilație: Utilizată în situațiile în care spațiul din matriță este insuficient, se stabilește un punct de colectare a gazelor în interiorul cavității și se face o gaură în spatele matriței în acest punct, apoi se trage o linie de ventilație de la gaura din spatele matriței până la marginea matriței. Atunci când se realizează piese mari, se pot face uneori mai multe găuri de ventilație, găurind la un unghi de 45° de la partea piesei apropiată de canalul interior spre partea din spate a matriței și trasând apoi linii de ventilație de la acestea până la marginea matriței din spate.
Găuri de aerisire: Această metodă de ventilație implică găurirea oricărei părți a piesei de prelucrat spre partea din spate a matriței și crearea unor linii de ventilație. Motivul pentru crearea acestor găuri de aerisire este că gazul poate forma cu ușurință o contrapresiune în timpul umplerii atunci când există găuri oarbe în cavitate, ceea ce duce la o umplere slabă. Diametrul unei găuri de aerisire tipice este de 1 mm.
Linii de aerisire pentru colectarea aerului: Acestea sunt compuse dintr-o serie de linii de aerisire conice găurite în spatele matriței și apoi deschise pe spate. Acestea sunt de obicei utilizate în zonele piesei care sunt dificil de umplut complet.
Conductă de aerisire auxiliară: Acesta este deschis de-a lungul părții laterale a canalului interior în direcția de rotație sau pe marginea canalului interior invers, găurit în partea din spate a matriței, iar funcția sa este de a sprijini capacitatea de aerisire a canalului interior.
Figura 4-18 prezintă metodele de deschidere ale sistemului de turnare pentru câteva ornamente tipice.
e. Utilizați un bisturiu pentru a marca partea laterală a discului pentru aliniere.
(4) Topirea
Topirea aliajului este o parte importantă a procesului de turnare. Procesul de topire nu numai că obține metal topit, dar, mai important, realizează o compoziție chimică care îndeplinește specificațiile, permițând pieselor turnate să aibă o structură cristalină bună și un minim de gaze și incluziuni în metalul topit.
În timpul procesului de topire, interacțiunea dintre metal și gaz și dintre metalul topit și creuzet provoacă modificări ale componentelor, rezultând incluziuni și absorbția de gaz. Prin urmare, formularea specificațiilor corecte ale procesului de topire și respectarea cu strictețe a acestora reprezintă o garanție importantă pentru obținerea unor piese turnate de înaltă calitate.
① Oxidarea și pierderea prin ardere a metalelor. Oxidarea și pierderea prin ardere apar inevitabil în timpul procesului de topire a metalelor, iar următorii factori influențează amploarea acestora:
a. Proprietățile metalelor și ale oxizilor. Afinitatea metalelor pentru oxigen și proprietățile peliculei de oxid au un impact semnificativ asupra pierderii prin oxidare. Elementele cu o afinitate ridicată pentru oxigen și o peliculă de oxid slabă, poroasă, suferă o pierdere prin oxidare mai mare, cum ar fi magneziul și litiul, care se oxidează preferențial; aluminiul și beriliul au o afinitate ridicată pentru oxigen, dar a peliculei de oxid>1, permițând formarea unei pelicule de oxid dense care reduce pierderea prin oxidare. Tabelul 4-9 prezintă valorile a ale unor oxizi la temperatura camerei.
Tabelul 4-9 Valori a aproximative ale anumitor oxizi la temperatura camerei (Geng Haoran și colab., 2006)
| Eu | Mg | Cd | Al | Pb | Sn | Ti | Zn | Fii | Ni | Cu | Cr | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| EuxOy | MgO | CdO | Al2O3 | PbO | SnO2 | Ti2O3 | ZnO | BeO | NiO | Cu2O | Cr2O3 | Fe2O3 |
| a | 0.78 | 1.21 | 1.28 | 1.27 | 1.33 | 1.46 | 1.57 | 1.68 | 1. 60 | 1.74 | 2.04 | 2. 16 |
b. Temperatura de topire. Cu cât temperatura este mai ridicată, cu atât pelicula de oxid metalic se dizolvă mai mult și își pierde efectul protector. Cu toate acestea, topirea rapidă la temperaturi ridicate poate reduce și pierderile prin oxidare. Temperatura de topire este, în general, cu 10-20 ℃ peste temperatura lichidus a aliajului. Temperatura actuală de lichidus pentru zincul turnat industrial este de 387 ℃ (inclusiv 3% aluminiu )-493 ℃ (inclusiv 27% aluminiu ). Temperatura de turnare ar trebui să fie mai mică, în general 100-150 ℃ peste temperatura lichidus a aliajului.
c. Proprietățile gazului de furnal. În gazul oxidant al cuptorului, pierderea oxidativă este dificil de evitat. Natura oxidantă a gazului de furnal este puternică, iar gradul de pierdere oxidativă este în general ridicat.
d. Alți factori. Cu cât dimensiunea încărcăturii este mai mică, cu atât suprafața este mai mare, iar pierderea prin ardere este mai severă. În anumite condiții, cu cât timpul de topire este mai lung, cu atât pierderea prin ardere oxidativă este mai mare. Suflarea îmbogățită cu oxigen scurtează timpul de topire și reduce pierderea prin ardere oxidativă. În cazul în care operațiile de amestecare și scaldare sunt nerezonabile, este ușor să se rupă pelicula protectoare de oxid de pe suprafața topiturii, crescând pierderea prin ardere. Pulverizarea unui strat subțire de flux pe suprafața încărcăturii în timpul încărcării poate reduce, de asemenea, pierderea prin ardere oxidativă.
Pierderea de arsură prin oxidare a metalului deteriorează performanța materialului și afectează calitatea suprafeței produsului. Prin urmare, ar trebui luate măsuri pentru a reduce pierderea prin ardere prin oxidare, în general în următoarele aspecte.
În primul rând, alegeți un tip de cuptor rezonabil. Utilizați un cuptor cu o suprafață mai mică a bazinului topit și o viteză de încălzire mai mare.
În al doilea rând, trebuie adoptată o secvență de încărcare rezonabilă și un proces de manipulare a încărcăturii. Materialele ușor oxidabile și arse ar trebui adăugate la stratul inferior al încărcăturii sau adăugate la topitură după topirea altor materiale, sau pot fi adăugate ca aliaje intermediare.
A treia este utilizarea unui agent de acoperire. Metalele ușor oxidabile și diverse resturi metalice trebuie topite și rafinate sub acoperirea fluxului.
În al patrulea rând, controlul corect al temperaturii cuptorului. Pentru a asigura fluiditatea metalului topit și cerințele procesului de rafinare, temperatura topiturii trebuie să fie controlată corespunzător. Înainte de topire, este recomandabil să se utilizeze încălzirea și topirea rapidă la temperatură ridicată; după topire, temperatura cuptorului trebuie reglată pentru a evita supraîncălzirea topiturii.
A cincea este o metodă de operare rezonabilă, evitând agitarea frecventă.
În al șaselea rând, adăugarea unei cantități mici de element activ a>1 îmbunătățește proprietățile filmului de oxid de pe suprafața topiturii și reduce în mod eficient pierderea prin ardere.
② Pierdere volatilă. Vaporii și oxizii metalici poluează mediul și dăunează sănătății umane. Pierderea volatilă a metalelor depinde în principal de presiunea de vapori a acestora. Zincul și cadmiul sunt mai predispuse la pierderea volatilă, iar metodele de prevenire sau reducere a pierderii volatile sunt aceleași cu cele de reducere a pierderii oxidative.
③ Absorbția gazelor. În timpul procesului de topire, gazele întâlnite includ hidrogenul (H2), oxigen (O2), vapori de apă (H2O), azot (N2), CO2, CO, etc. Aceste gaze se pot dizolva în metalul topit sau pot reacționa chimic. Gazele pot intra în lichidul de aliaj prin diverse surse, cum ar fi gazul, căptușeala cuptorului, materiile prime, fluxul și uneltele.
④ Controlul temperaturii de topire. Atunci când temperaturile de topire și turnare sunt prea ridicate, se poate exacerba oxidarea și pierderea elementelor de aliere, se poate accelera viteza de reacție dintre metalul topit și materialul creuzetului și se pot afecta proprietățile mecanice ale aliajului. Prin urmare, este necesar să se consolideze controlul temperaturii metalului topit în timpul proceselor de topire și turnare. Cazanele de topire sau cuptoarele actuale sunt echipate cu sisteme de măsurare și control al temperaturii, iar în operațiunile zilnice se efectuează verificări regulate pentru a asigura acuratețea instrumentelor de măsurare a temperaturii, cu măsurători periodice ale temperaturii reale a cuptorului folosind termometre portabile (termometre) pentru calibrare.
Muncitorii experimentați din turnătorii vor observa lichidul topit cu ochiul liber. Dacă, după degresarea zgurii, constată că lichidul topit nu este prea vâscos și relativ limpede, iar zgura nu se formează rapid, înseamnă că temperatura este adecvată; dacă lichidul topit este prea vâscos, înseamnă că temperatura este prea scăzută; dacă un strat de îngheț alb apare rapid la suprafață după degresarea zgurii, iar zgura se formează prea rapid, înseamnă că temperatura este prea ridicată și trebuie ajustată rapid.
Pentru a menține stabilitatea temperaturii de turnare, se poate utiliza un cuptor de topire central, iar adăugarea întregului lingou de aliaj poate fi schimbată odată cu adăugarea mai multor lingouri mici de aliaj, reducând variația de temperatură cauzată de alimentare.
⑤ Topirea fierului vechi. Materialele de umplutură, materialele reziduale, piesele de prelucrat casate etc. nu trebuie introduse direct în vasul de topire pentru retopire. Motivul este că suprafețele acestor materiale reziduale se oxidează în timpul procesului de turnare, iar conținutul de oxizi al acestora îl depășește cu mult pe cel al lingoului de aliaj original. Atunci când aceste deșeuri sunt topite direct, se generează o cantitate mare de zgură pe suprafața metalului topit, iar îndepărtarea acestei zgură va elimina o cantitate semnificativă de componente de aliaj.
Deșeurile electroplacate trebuie topite separat de deșeurile neelectroplacate, deoarece metalele precum cuprul, nichelul și cromul conținute în deșeurile electroplacate sunt insolubile în zinc și vor exista ca particule dure în aliajul de zinc, provocând dificultăți la lustruire și prelucrare.
În timpul retopirii deșeurilor de galvanizare, trebuie să se acorde atenție separării materialului de acoperire de aliaj. Mai întâi, puneți deșeurile de galvanizare într-un creuzet care conține aliajul topit. În acest moment, nu agitați lichidul topit și nu adăugați flux, deoarece punctul de topire al materialului de acoperire este ridicat, iar acoperirea nu se va topi în aliaj, ci va pluti pe suprafața lichidului topit pentru o perioadă. După ce totul s-a topit, lăsați creuzetul să stea timp de 15-20 de minute pentru a vedea dacă la suprafață apare zgură plutitoare și răzuiți zgura. După acest pas, verificați dacă este necesar să adăugați agenți de rafinare.
⑥ Precauții în timpul operațiunii de topire.
a. Creuzetul trebuie curățat înainte de a îndepărta uleiul de suprafață, rugina, zgura și oxizii. Pentru a preveni dizolvarea elementelor de fier din creuzetul de fontă în aliaj, creuzetul trebuie preîncălzit la 150-200 ℃, un strat de acoperire trebuie pulverizat pe suprafața de lucru și apoi încălzit la 200-300 ℃ pentru a elimina complet umiditatea din acoperire.
b. Uneltele de topire trebuie curățate de murdăria de la suprafață înainte de utilizare, iar părțile care vin în contact cu metalul trebuie preîncălzite și acoperite. Uneltele nu trebuie să fie umede. În caz contrar, lichidul topit poate stropi și exploda.
c. Controlul compoziției aliajului prin procurarea de lingouri de aliaj cu standarde stricte de compoziție. Materialele aliate de înaltă calitate garantează piese turnate de înaltă calitate.
d. Lingourile de aliaj achiziționate trebuie depozitate într-o zonă curată și uscată pentru a evita expunerea pe termen lung la un mediu umed. Acest lucru poate duce la apariția ruginei albe sau a contaminării cu murdărie din fabrică, care crește producția de zgură și pierderea de metal.
e. Curățați și preîncălziți înainte de topire pentru a elimina umiditatea absorbită de suprafață. Raportul dintre materialul nou și materialul reciclat, cum ar fi filonul, nu trebuie să depășească 50%. În general, raportul dintre materialul nou: materialul vechi este de 70:30. Unele elemente de aliaj scad treptat în aliajele retopite continuu.
f. Temperatura de topire nu trebuie să depășească limita superioară.
g. Îndepărtați în timp util zgura care plutește pe suprafața oalei de zinc și amestecați ușor cu o greblă de zgură pentru a aduna zgura care plutește pe lichidul topit pentru îndepărtare.
(5) Turnare
Echipamentele tipice implicate în procesul de turnare includ mașini de turnare centrifugale și cuptoare electrice de topire, cu formele echipamentelor prezentate în figurile 4-19 și, respectiv, 4-20.

Figura 4-19 Schița mașinii de turnare centrifugală

Figura 4-20 Schema cuptorului electric
① În conformitate cu cerințele, adăugați materialul din aliaj în cuptorul electric, aplicați electricitate pentru a-l topi și mențineți temperatura conform cerințelor.
② Pregătiți matrița de cauciuc prin pulverizarea pudrei de talc pe ambele părți, apoi bateți cele două jumătăți ale matriței pentru a elimina excesul de pudră de talc.
③ Preîncălziți matrița de cauciuc. Turnați metalul topit în matriță și mențineți-l pentru o perioadă de timp pentru a preîncălzi matrița la o temperatură suficientă. Turnarea poate începe, de asemenea, și după câteva ori, temperatura matriței va crește.
④ În conformitate cu direcția de rotație de pe matrița de cauciuc, setările de presiune și alte marcaje, matrița de cauciuc instalată în centrifugă, setați parametrii pentru a vă asigura că presiunea aerului este adecvată în direcția opusă pentru a bloca matrița de cauciuc (Figura 4-21).
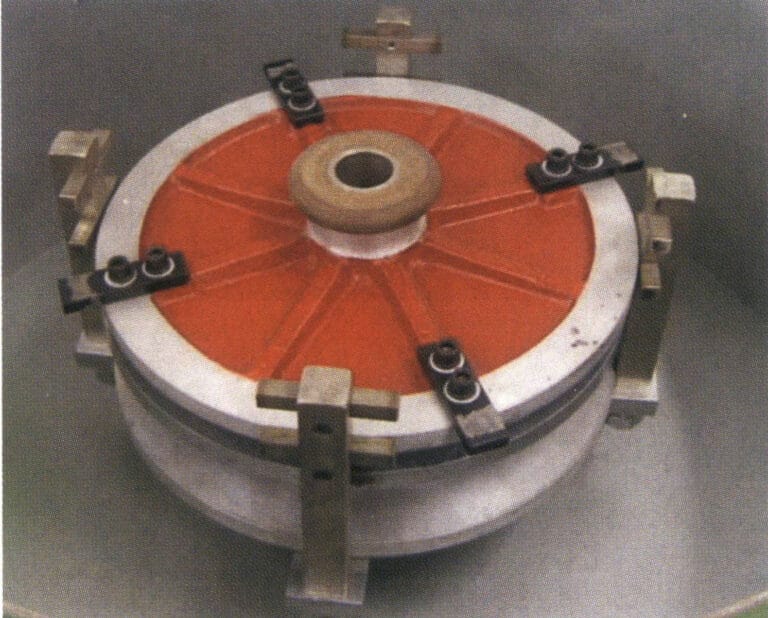
Tabelul 4-10 Presiunea de turnare necesară pentru diferite tipuri de piese
| Dimensiunea piesei de prelucrat | Presiune/MPa | Viteza de rotație/(r・min-1 ) | Temperatura metalului | Timp de rotație/min |
|---|---|---|---|---|
| Articole mari (peste 3100g) | 3. 92 | 250 | Sfârșitul cel mai rece | 4 ~ 5 |
| Articol mediu (620 ~ 1 240g) | 3.92 | 400 ~ 475 | Cu cât piesa de prelucrat este mai subțire, cu atât temperatura este mai ridicată | 2 ~ 3 |
| Articol mic (155 ~ 620g) | 1.96 | 475 ~ 550 | Cel mai cald sfârșit | 1 ~ 2 |
⑤ Închideți corect capacul centrifugei și verificați dacă setarea vitezei este corectă. Când capacul mașinii este închis, ciclul de turnare va începe automat. Utilizați un polonic adecvat pentru a împinge zgura de pe suprafața metalului topit la o parte cu partea din spate a polonicului și culegeți o cantitate adecvată de metal topit din cuptor.
⑥ Turnați metalul topit în mod constant în matriță (Figura 4-22). Metoda de turnare depinde de tipul de piesă și de abilitățile turnătorului. Cantitatea de metal topit trebuie să fie adecvată; prea mult va stropi din matriță în camera de turnare, în timp ce prea puțin va duce la umplerea incompletă a matriței.

⑦ Se toarnă lichidul metalic rămas în polonic înapoi în cuptor, se așează polonic pe marginea cuptorului și se așteaptă ca centrifuga să termine de rotit.
⑧ După oprirea rotației, deschideți capacul centrifugei, scoateți capacul superior al matriței, apoi scoateți matrița și scoateți piesa de prelucrat din matriță. Va fi mai ușor să o scoateți în timp ce este încă fierbinte și apoi să scoateți sistemul de turnare.
Există câteva considerente importante în turnarea centrifugă.
① În operațiunile de topire, materialele reciclate sunt în general utilizate și returnate în cuptor cu un raport de 50:50 între materialele noi și cele vechi. Atunci când este necesar, se utilizează flux pentru a colecta zgura; atunci când materialul este un aliaj cu conținut ridicat de staniu, fluxul este rareori necesar, deoarece un conținut ridicat de staniu nu produce multă zgură.
Majoritatea turnătorilor amestecă 50% materiale noi și 50% materiale reciclate într-un raport de la la. Aliajele cu conținut ridicat de staniu nu necesită flux, dar se recomandă utilizarea fluxului pentru curățarea periodică a vasului de topire (curățarea înainte de adăugarea șnecului și a materialelor noi atunci când se utilizează 25% lichidul din vasul de topire ). Fluxul va produce oxizi metalici, formând zgură care se separă de metalul topit și creează o suprafață de zgură pe metalul topit. Zgura de pe suprafața lichidului poate fi îndepărtată cu ajutorul unor unelte. Fluxul este, în general, clorură de amoniu, se adaugă în vasul de topire în proporție de 1 lingură pentru 25% din vas, se pune într-un clopot și se presează la fundul vasului de topire, permițând fluxului să se disperseze de la fund în diferite părți ale metalului topit.
② Controlul parametrilor cheie, cum ar fi temperatura matriței, temperatura metalului lichid și viteza de rotație, este important în timpul procesului de turnare.
a. Mențineți temperatura de turnare a metalului topit în cuptor; temperatura de turnare adecvată trebuie să fie cât mai scăzută posibil, asigurând în același timp umplerea. Experiența practică arată că o temperatură de turnare cu 10 ℃ peste punctul de lichidus poate obține rezultate bune la turnare.
b. Asigurați-vă că temperatura matriței de cauciuc este menținută la o valoare optimă. Muncitorii experimentați din turnătorie vor preîncălzi matrița de cauciuc la o temperatură suficientă la un anumit ritm pentru a obține rezultate bune de turnare. Cu toate acestea, ei nu vor permite ca temperatura matriței să fie prea scăzută sau prea ridicată. Atunci când temperatura matriței este prea ridicată, durata de viață a matriței de cauciuc este scurtată.
c. Integritatea turnării este în mare măsură legată de viteza centrifugă, asigurându-se că viteza în timpul turnării corespunde piesei. Atunci când diametrul matriței de cauciuc este fix, creșterea vitezei poate permite metalului topit să intre rapid în cavitate. Cu toate acestea, dacă viteza este prea mare, aceasta poate provoca cu ușurință o scânteie pe turnare sau vibrații în timpul rotației. Invers, dacă viteza de turnare este prea mică, metalul topit se poate solidifica în canal înainte de a umple cavitatea, ducând la o formă incompletă a piesei turnate (figura 4-23). Centrifugele vechi nu dispun de instrumente de afișare a vitezei, în timp ce centrifugele noi au, în general, indicatoare de afișare a vitezei, dar acestea trebuie calibrate periodic. Mașinile diferite pot avea valori reale semnificativ diferite, chiar dacă sunt setate la aceeași viteză.
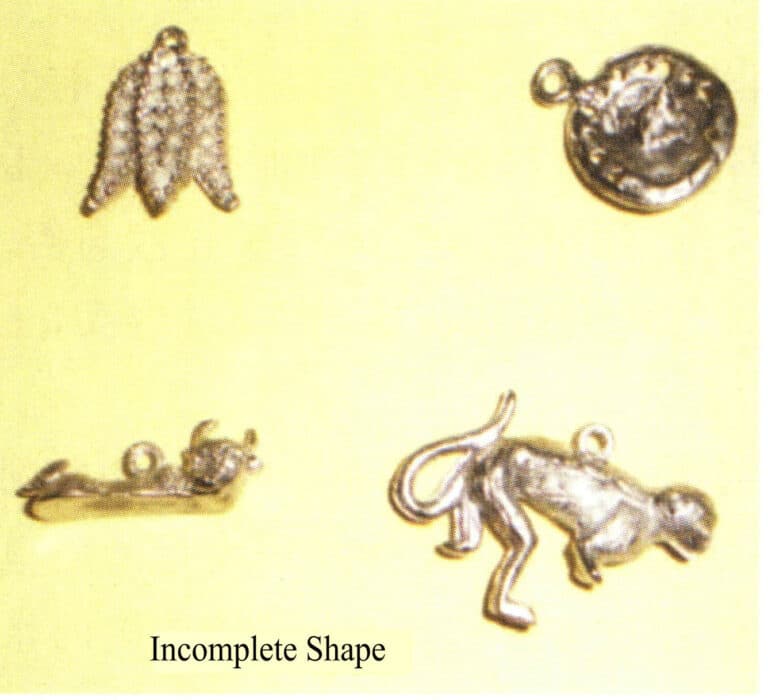
③ Setați presiunea de aer corespunzătoare; o presiune prea mare va deforma piesa de prelucrat, în timp ce o presiune prea mică va provoca o strălucire pe piesă. Presiunea ridicată trebuie utilizată numai atunci când este necesar.
④ Înainte de turnare, aplicați o cantitate adecvată de pudră de talc pe matrița de cauciuc. Pulberea de talc trebuie să fie foarte fină. Scopul aplicării pudrei de talc este de a preveni lipirea piesei de prelucrat de matriță, de a facilita evacuarea gazelor din cavitate și de a ajuta la curgerea și umplerea metalului topit.
(6) Ansamblu de tăiere
După turnare, piesa turnată este conectată la sistemul de turnare, iar piesele turnate prezintă diverse bavuri care trebuie curățate prin procese precum îndepărtarea matrițelor și tunderea. Uneltele utilizate în acest proces sunt relativ simple, incluzând în general foarfece, lame, fișiere, șmirghel și polizor electric suspendat cu arbore flexibil (figura 4-24).
Pentru accesorii precum lanțurile și agrafele de păr, după prelucrarea accesoriilor brute, este necesară asamblarea și sudarea părților fixe precum arcurile și arborii, care reprezintă, de asemenea, o verigă importantă în combinarea aspectelor decorative și funcționale ale accesoriilor.

(7) Lustruire
Piesele brute de bijuterii care au fost tăiate și sudate, deși bavurile mari au fost curățate, încă nu îndeplinesc cerințele de luminozitate a suprafeței meșteșugului și trebuie supuse unei vibrații de lustruire pentru a elimina găurile de nisip de la suprafață. Există multe metode de lustruire, inclusiv lustruirea manuală și mecanică, care trebuie selectate în funcție de caracteristicile piesei de prelucrat și de condițiile echipamentului. Aliajele cu punct de topire scăzut sunt relativ moi și au puncte de topire scăzute, astfel încât trebuie să se acorde o atenție deosebită în timpul lustruirii pentru a evita supraîncălzirea. Viteza motorului de șlefuire manuală trebuie să fie reglabilă, iar viteza unui singur motor nu trebuie să depășească, în general, 1750r/pm și trebuie evitată rămânerea prea lungă într-un singur loc de lustruire.
① Echipament de lustruire. În timpul producției în masă, se poate utiliza lustruirea mecanică, iar metoda de lustruire a loturilor trebuie determinată în funcție de materialul piesei și de cerințele privind calitatea suprafeței. Nu uitați că timpul de lustruire este foarte scurt pentru piesele din aliaj cu punct de topire scăzut, iar procesul de operare trebuie controlat strict pentru a preveni lustruirea excesivă. Lucrătorul care efectuează lustruirea trebuie să înțeleagă caracteristicile materialului metalic al bijuteriilor; cu cât conținutul de staniu este mai mare, cu atât metalul este mai dur, ceea ce, în general, îl face mai ușor de lustruit. În plus, este important să fie clar cu privire la cerințele de calitate ale piesei de prelucrat, dacă are nevoie de galvanoplastie de suprafață sau să păstreze culoarea originală a metalului.
În procesele de producție reale, mai multe echipamente tipice de lustruire pe loturi sunt caracterizate după cum urmează:
- Mașină de lustruit cu vibrații. Se pot utiliza diverse materiale pentru șlefuirea umedă sau uscată și pentru tratamentul de lustruire înainte de galvanizare. Ceramica, plasticul și alte materiale abrazive sunt utilizate în general pentru șlefuirea umedă, iar performanța de șlefuire a diferitelor materiale abrazive variază. Pentru lustruirea uscată, se utilizează în general abrazive din lemn, cum ar fi așchii de lemn, boabe de porumb, rumeguș etc., în funcție de situație, pentru a determina dacă trebuie adăugat lichid de lustruire. În timpul funcționării, trebuie avut grijă să se evite creșterea temperaturii; rezistența piesei la temperatură este invers proporțională cu conținutul de plumb, ceea ce înseamnă că, cu cât conținutul de plumb este mai mare, cu atât rezistența la căldură a piesei este mai slabă.
- Mașină de lustruit centrifugal. Acest tip de echipament are o eficiență ridicată de lustruire. Pentru piesele turnate rugoase, se pot utiliza materiale abrazive cu forță de șlefuire puternică, împreună cu lichide de lustruire adecvate. În timpul lustruirii, se utilizează medii de lustruire înainte de placare și se clătește o cantitate mare de apă cu săpun, ceea ce poate face suprafața piesei mai strălucitoare. Uneori, se poate adăuga mai multă apă cu săpun, iar un debit de apă mai lent poate îmbunătăți și mai mult efectul mediilor de lustruire și al compușilor, care pot fi prioritizați.
- Mașină de lustruit cu vibrații centrifugale. Acest echipament este rar utilizat pentru aliajele cu punct de topire scăzut, deoarece este predispus la încălzire în timpul lustruirii. Se poate utiliza lustruirea umedă, dar se poate produce cu ușurință o lustruire excesivă datorită capacității sale ridicate de lustruire. În plus, relația dintre timpul de încărcare și descărcare și timpul de prelucrare ar trebui să fie luată în considerare în mod cuprinzător.
Atunci când utilizați mașina de lustruit de mai sus, este mai bine să o dotați cu un dispozitiv de control al vitezei pentru a regla viteza în funcție de duritatea metalului.
② Mediu de lustruire. Există multe medii de lustruire disponibile pentru lustruirea aliajelor cu punct de topire scăzut. Forma mediilor poate fi tubulară, cilindrică, conică sau cvadrilaterală neregulată, în funcție de zonele care necesită cea mai mare muncă și cele care necesită o prelucrare redusă. Mediile de lustruire utilizate în mod obișnuit includ în principal așchii de lemn, așchii de lemn, mărgele de lemn, miez de porumb, coji de nucă și alte medii pe bază de lemn. Aceste tipuri de medii necesită uneori o cantitate mică de lichid de lustruire în timpul lustruirii; mediile sintetice sunt utilizate pentru aliajele cu conținut scăzut de staniu sau duritate redusă; mediile din plastic sunt utilizate pentru aliajele cu conținut ridicat de staniu. În timpul utilizării, nivelul mediilor și timpul de prelucrare pot fi ajustate; cu cât metalul este mai dur (adică, cu cât conținutul de staniu este mai mare), cu atât viteza de uzură a mediilor este mai mare.
O cantitate mare de polizare generează particule în suspensie, care necesită o filtrare sporită. Trebuie acordată atenție monitorizării și evacuării apelor reziduale industriale. Din cauza plumbului, cadmiului și a altor elemente nocive din aliajele cu punct de topire scăzut, lichidul rezidual de lustruire trebuie testat și tratat pentru a asigura conformitatea cu standardele locale de evacuare.
Figurile 4-25 și 4-26 reprezintă piesele de bijuterie defecte din aliaj de staniu și, respectiv, piesele de bijuterie din aliaj de plumb după șlefuirea mecanică.
Figura 4-25 Piese brute de bijuterii din aliaj de staniu după șlefuire mecanică

Figura 4-26 Bucăți de ornamente din aliaj de plumb după șlefuirea mecanică
(8) Electroplacare
Aliajul plumb-staniu este un material gri, iar imitațiile de bijuterii orbitoare pe care le vedem sunt tratate prin galvanoplastie. Galvanoplastia poate fi împărțită în galvanoplastie prin agățare și galvanoplastie prin laminare pe baza metodei de procesare; în ceea ce privește efectele galvanoplastiei, există galvanoplastie cu aur, galvanoplastie cu argint, galvanoplastie cu cupru, galvanoplastie cu nichel, galvanoplastie cu oțel alb și alte efecte speciale de galvanoplastie.
Ca și în cazul galvanizării bijuteriilor realizate din alte materiale din industria bijuteriilor, tipul de metal și starea suprafeței influențează semnificativ efectul galvanizării. Datorită calității relativ scăzute a suprafeței bijuteriilor din aliaj cu punct de topire scăzut după turnare, acestea sunt adesea placate în prealabil cu cupru și nichel înainte de a fi electroplacate cu aur, argint și alte metale prețioase. Procesul poate utiliza, de asemenea, o tehnică de acoperire prin conversie pentru antichizare. Etapele procesului sunt următoarele:
Piesa de prelucrat este placată prin impulsuri într-o soluție de cupru cianurată, de obicei timp de 35-40 de secunde, timpul modificându-se în funcție de tensiune. Este necesar să se prevină arderea vârfului piesei→ după înmuierea în soluția groasă, piesa se clătește de două ori→ curățarea cu ultrasunete a piesei→ clătirea piesei de două ori→ piesa se scufundă într-o soluție acidă sau sărată→ clătirea de două ori→ timpul de nichelare depinde de structura piesei, de obicei timp de 15-30 de minute. Dacă este necesară strălucirea, utilizați o soluție de placare cu un agent de strălucire→ clătiți de două ori.
După prelucrarea de mai sus, piesa de prelucrat poate fi supusă tratamentului final de galvanizare, cum ar fi placarea cu aur de 24K, bronz sau argint. Electroplacarea cu bronz poate fi efectuată timp de 15 minute într-o soluție comercială de bronzare (polisulfură de amoniu). Pentru piesele mari se utilizează tensiune joasă, iar timpul de galvanoplastie este prelungit în mod corespunzător, urmat de anodizare pentru a transforma suprafața în maro, apoi clătire și uscare pentru a obține strălucirea necesară. Tratamentul de antichizare a metalului implică, de obicei, tratarea metalului la o culoare maro și apoi oxidarea acestuia la negru. În cazul în care este necesară placarea cu argint, aceasta este, în general, mai întâi placată în puls cu argint și apoi electroplacată într-o soluție de cianură de argint. Atunci când piesa de prelucrat trebuie să fie înnegrită, aceasta trebuie placată cu argint gros. Tratamentul de înnegrire după placarea cu argint se realizează, în general, prin metoda sulfurilor, urmată de o clătire completă.
(9) Producția de efecte
Accesoriile galvanizate, dintre care unele pot fi ambalate și depozitate direct, dar unele trebuie, de asemenea, să aibă diverse efecte aplicate în conformitate cu cerințele de proiectare, cum ar fi aplicarea agentului de dezlipire (ardere și acoperire subțire), vopsire prin pulverizare, degresare, picurare de ulei și spălare cu nisip (Figura 4-27); după finalizarea acestor efecte, dacă produsul nu necesită setare cu diamante, atunci poate fi depozitat.
(10) Setare diamant
Aceasta este etapa finală a procesului, iar pietrele de faianță sunt fixate cu ajutorul unui adeziv special, care poate fi combinat pentru a crea diferite efecte de pietre de faianță colorate în funcție de cerințele designului (figura 4-28).
(11) Depozitarea ambalajelor
Produsele care au trecut controlul calității pot fi ambalate și introduse pe piață.

Figura 4-27 Bijuterii din aliaj cu vopsea spray de suprafață

Figura 4-28 Setarea diamantelor pentru bijuterii
2. Procesul de formare prin extrudare la rece
Tehnologia de extrudare la rece este un proces de producție avansat, de înaltă precizie, eficient, de înaltă calitate și cu consum redus. Este adecvată pentru producția în masă de piese de dimensiuni medii și mici. Comparativ cu procesele convenționale, poate economisi 30%-50% materiale și 40%-80% energie și poate produce produse de înaltă calitate. Precizia dimensională este bună și poate prelucra forme complexe care sunt dificil de prelucrat.
În trecut, meșteșugurile din staniu erau în principal modelate și turnate manual, iar aceste metode au limite. De exemplu, ciclul de dezvoltare este lung, timpul de fabricație este îndelungat, iar calitatea suprafeței este slabă. Staniul are o ductilitate și o plasticitate bune, cu proprietăți materiale pe locul doi după aur și argint și o ductilitate și o plasticitate mai mari decât ale metalelor negre și neferoase. Aceste caracteristici îi permit să fie modelat prin procese de extrudare la rece.
Procesul de formare prin extrudare la rece implică topirea materialului de turnare a staniolului→ turnarea materialelor→ plasarea materialelor→ preformarea→ tratamentul de lubrifiere→ formarea prin extrudare→ îndepărtarea materialelor reziduale→ tunderea și lustruirea. În timpul preformării, materialul poate fi extrudat sau prelucrat după cum este necesar. În general, formarea prin extrudare la rece este rapidă și poate asigura dimensiuni exacte de extrudare.
3. Procesul de turnare sub presiune
Turnarea sub presiune se referă la procesul de injectare a metalului topit într-o matriță sub acțiunea forțelor externe (cu excepția gravitației). În sens larg, turnarea sub presiune include turnarea sub presiune cu o mașină de turnare sub presiune, turnarea în vid, turnarea la presiune scăzută, turnarea centrifugă etc.; în sens restrâns, turnarea sub presiune se referă în special la turnarea metalului sub presiune a unei mașini de turnare sub presiune, prescurtată ca turnare sub presiune.
Esența turnării sub presiune este o metodă în care metalul lichid sau semilichid este introdus în cavitatea matriței la viteză mare și este format și solidificat sub presiune pentru a obține piese turnate. Turnarea sub presiune este una dintre cele mai avansate metode de formare a metalelor și este o modalitate eficientă de a obține așchii minime sau inexistente. Ea are aplicații largi și o dezvoltare rapidă. Turnarea sub presiune a devenit unul dintre procesele de producție importante pentru bijuteriile din aliaj de zinc.
3.1 Caracteristicile turnării sub presiune
Turnarea sub presiune are două caracteristici principale: presiune ridicată și viteză mare de umplere. Presiunea de injecție utilizată în mod obișnuit variază de la câteva mii la zeci de mii de kPa și poate ajunge chiar la 2×105KPa.Viteza de umplere este de aproximativ 10-50m/s, iar uneori poate depăși chiar 100m/s. Timpul de umplere este foarte scurt, în general în intervalul 0,01-0,2s.
(1) Avantaje
Comparativ cu alte metode de turnare, turnarea sub presiune are următoarele trei avantaje.
① Calitatea produsului este bună. Precizia dimensională a pieselor turnate este ridicată, în general echivalentă cu clasa 6-7 și poate ajunge chiar la clasa 4; finisarea suprafeței este bună, în general echivalentă cu clasa 5-8; rezistența și duritatea sunt relativ ridicate, cu o rezistență 25%-30% în general îmbunătățită în comparație cu turnarea în nisip, dar rata de alungire scade cu aproximativ 70%; dimensiunile sunt stabile, iar interschimbabilitatea este bună; piesele turnate complexe cu pereți subțiri pot fi turnate sub presiune. De exemplu, grosimea minimă a peretelui pieselor turnate sub presiune din aliaj de zinc poate ajunge la 0,3 mm; piesele turnate din aliaj de aluminiu pot ajunge la 0,5 mm; diametrul minim al găurii de turnare este de 0,7 mm.
② Eficiență ridicată a producției. Rata de producție a mașinii este ridicată; de exemplu, o mașină tipică de turnare sub presiune cu cameră rece orizontală poate turna de 3000-7000 de ori într-o medie de opt ore, în timp ce o mașină mică de turnare sub presiune cu cameră fierbinte poate turna de ori într-o medie de opt ore; matrițele de turnare sub presiune au o durată lungă de viață, iar atunci când se utilizează aliaje cu un punct de topire mai scăzut, un set de matrițe de turnare sub presiune poate dura sute de mii de ori sau chiar peste un milion de ori; este ușor de realizat mecanizarea și automatizarea.
③ Beneficii economice bune. Datorită avantajelor oferite de dimensiunile precise și suprafețele netede ale pieselor turnate sub presiune, cantitatea de lucrări de lustruire și finisare este redusă, îmbunătățind utilizarea metalului și reducând cantitatea mare de echipamente de prelucrare și orele de muncă.
(2) Dezavantaje
Deși turnarea sub presiune are multe avantaje, trebuie abordate și unele dezavantaje.
① În timpul turnării sub presiune, din cauza vitezei ridicate a metalului lichid care umple cavitatea și a stării instabile a fluxului, acesta captează inevitabil aerul din cavitatea din interiorul piesei turnate. Prin urmare, folosind metoda generală de turnare sub presiune, piesele turnate sunt predispuse la porozitate, nu pot fi supuse unui tratament termic și nu sunt adecvate pentru pulverizarea de suprafață; în caz contrar, porozitatea internă a piesei turnate se va extinde atunci când este încălzită în timpul tratamentelor de mai sus, provocând deformarea sau formarea de bule.
② Nu este ușor să turnăm sub presiune piese turnate complexe cu concavități interne.
③ Aliajele cu punct de topire ridicat (cum ar fi cuprul și metalele negre) au o durată de viață mai mică în turnarea sub presiune.
④ Este nepotrivit pentru producția de loturi mici, în principal deoarece costul de fabricație al matrițelor de turnare sub presiune este ridicat, iar eficiența de producție a mașinilor de turnare sub presiune este ridicată, ceea ce face ca producția de loturi mici să fie neeconomică.
3.2 Tipuri de mașini de turnare sub presiune
Turnarea sub presiune este un proces de turnare a metalului pe o mașină de turnare sub presiune și este în prezent cel mai eficient. Mașinile de turnare sub presiune sunt împărțite în mașini cu cameră caldă și mașini cu cameră rece.
(1) Hot Chamber Die-Casting Machine
Mașina de turnare sub presiune cu cameră fierbinte are camera de presiune scufundată în metal lichid dintr-un creuzet de topire izolat. Componentele de injecție nu sunt conectate direct la baza mașinii, ci sunt montate pe creuzet, așa cum se arată în figura 4-29. Avantajele acestui tip de mașină de turnare sub presiune sunt procesele de producție simple și eficiența ridicată; consumă mai puțin metal și are procese stabile. Cu toate acestea, camera de presiune și pistonul de injecție sunt imersate pe termen lung în metal lichid, ceea ce le afectează durata de viață și poate crește ușor conținutul de fier al aliajului. Mașina de turnare sub presiune cu cameră fierbinte are un grad ridicat de automatizare, pierderi reduse de material și o eficiență de producție mai mare decât cea a mașinilor de turnare sub presiune cu cameră rece. Cu toate acestea, producția de piese turnate fabricate din materiale cu punct de topire scăzut, cum ar fi aliajele de zinc și magneziu, este limitată în prezent din cauza constrângerilor legate de rezistența termică a componentelor mașinii.
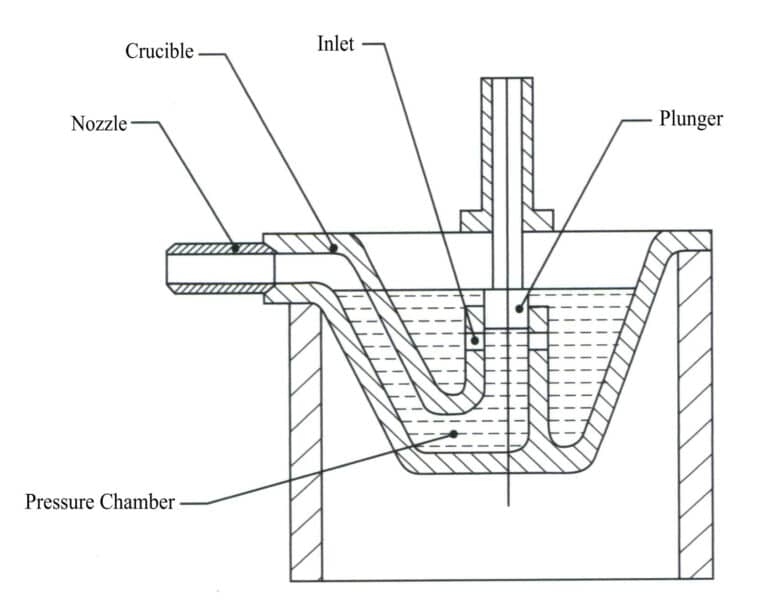
(2) Mașină de turnare sub presiune cu cameră rece
Camera de presiune a unei mașini de turnare sub presiune cu cameră rece este separată de cuptorul de menținere. În timpul turnării sub presiune, metalul lichid este luat din cuptorul de așteptare și turnat în camera de presiune pentru turnare (figura 4-30). Datorită punctului lor de topire mai ridicat, aliajele de aluminiu turnate sub presiune utilizate pe scară largă în prezent pot fi produse numai pe mașini de turnare sub presiune cu cameră rece. Mașinile de turnare sub presiune cu cameră rece sunt împărțite în două tipuri în funcție de structura și dispunerea camerei de presiune: mașini de turnare sub presiune orizontale și mașini de turnare sub presiune verticale (inclusiv mașini de turnare sub presiune complet verticale).
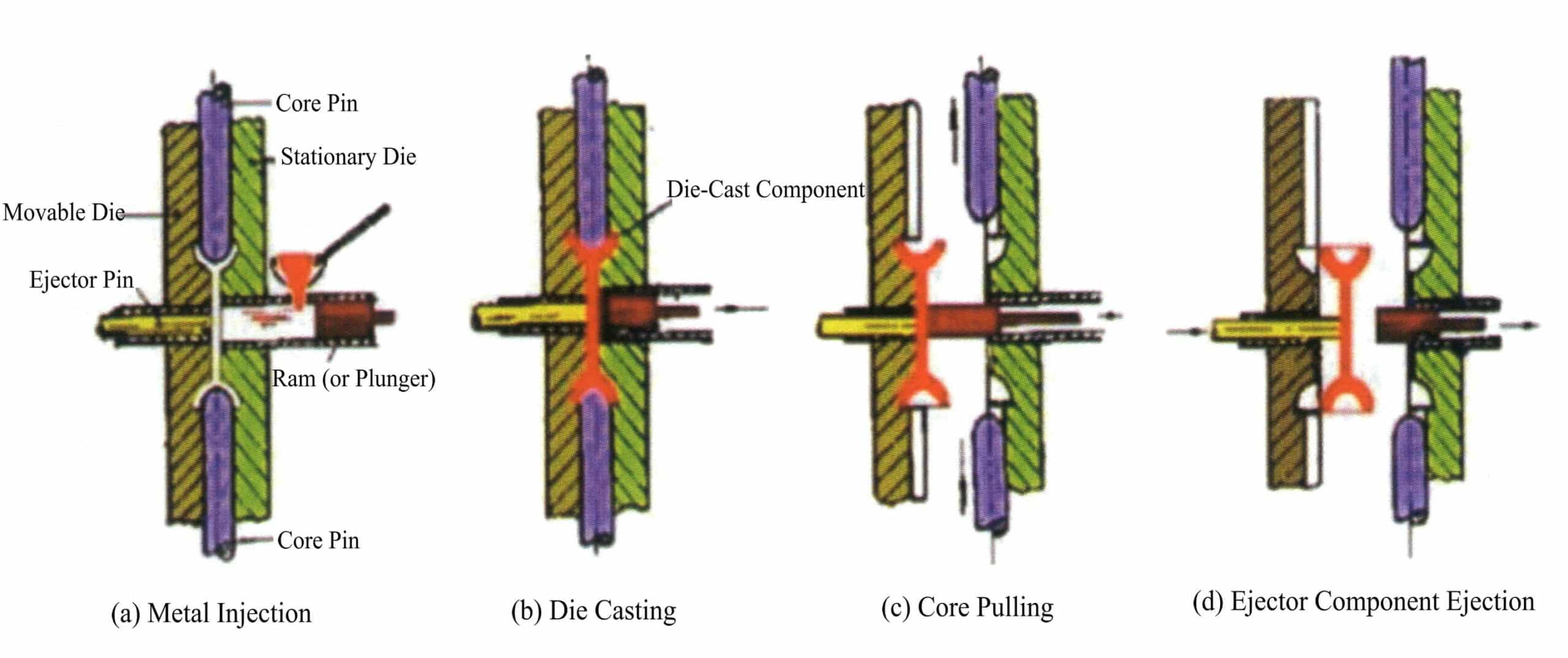
3.3 Selectarea mașinilor de turnare sub presiune
În producția reală, nu fiecare mașină de turnare sub presiune poate satisface nevoile de turnare sub presiune a diferitelor produse, iar selecția trebuie făcută pe baza unor circumstanțe specifice, luând în considerare, în general, următoarele două aspecte.
(1) Selectați în funcție de diferite soiuri și loturi
Atunci când se organizează o producție de loturi mici cu mai multe varietăți, este necesară, în general, alegerea unei mașini de turnare sub presiune cu un sistem hidraulic simplu, o adaptabilitate puternică și capacitatea de a face ajustări rapide. Atunci când se organizează o producție pe scară largă, cu o singură varietate, ar trebui selectată o mașină de turnare sub presiune de înaltă eficiență echipată cu diverse dispozitive de control mecanizate și automatizate; pentru producția pe scară largă a unei singure varietăți de piese turnate, se poate alege o mașină de turnare sub presiune dedicată.
(2) Selectați în funcție de structura produsului și parametrii procesului
Dimensiunile, greutatea, grosimea peretelui și alți parametri ai produsului au un impact semnificativ asupra selecției mașinilor de turnare sub presiune. Greutatea piesei turnate (inclusiv sistemul de turnare și jgheabul de scurgere) nu trebuie să depășească capacitatea nominală specificată de mașina de turnare sub presiune. Totuși, nu ar trebui să fie prea mică pentru a evita irosirea puterii mașinii.
Pentru bijuterii, dimensiunea generală este relativ mică, iar utilizarea unei mașini de turnare sub presiune de 10-25t este suficientă pentru a satisface nevoile de producție.
3.4 Die Casting Process
(1) Basic Process of Die Casting
Taking the vibration force hot chamber die casting machine as an example; its process is as follows.
① Before starting the die casting, first check the oil level in the oil tank, power on the electric furnace to heat it, and insert the thermocouple for temperature measurement; heat the insulation sleeve; preheat the die casting mold according to the process requirements; supply cooling water to the injection support, and supply cooling water to other parts as needed; open the pressure cylinder valve and the air shut-off valve; turn on the pressure gauge switch, start the oil pump, and raise it to the required pressure; after the alloy melts, immerse the injection piston in the molten alloy, then install the injection piston; test the mold opening and closing, and confirm that the mechanism is normal before proceeding with production.
② When working with die casting, safety must be observed. Operators must wear appropriate protective gear and not stand directly in front of the die-casting parting line and nozzle to prevent metal splashes that could cause accidents. When starting die casting, first operate in “manual” mode once to confirm normal operation before switching to “semi-automatic” or “automatic” mode. Regularly check that various instrument readings meet process requirements and that the equipment functions normally. If any abnormalities are found, check by pressing the “emergency stop” button, and only continue working after troubleshooting. Adjust the temperature of the insulation sleeve as required by the process to prevent nozzle blockage and overheating metal splashes. Regularly monitor the temperature rise of the hydraulic oil, which must not exceed 55℃. Adjust the cooling water flow as necessary depending on the degree of rise in temperature. If the equipment is idle for over half an hour, the injection piston must be removed and placed next to the crucible for insulation. If idle for more than one hour, the power must be turned off, and the pressure cylinder valve must be closed to prevent accidental operation and pressure loss in the pressure cylinder. The metal liquid level should always submerge the injection piston, and the maximum liquid level should be 20 mm below the edge of the crucible. When adding metal blocks to the crucible, the size of the blocks should not be too large to avoid significantly lowering the metal temperature, and the blocks should be preheated according to the process. Wet metal blocks are not allowed to prevent explosion accidents.
③ After die casting, leave 2/3 of the molten metal in the crucible; the thermocouple can remain in the crucible, close the liquid pump, cut off the power supply, close the water supply valve, remove the injection piston, and apply a thin layer of machine oil to the equipment’s moving parts (such as the cylinder rod, guide rod, slide rail, etc.).
(2) Die-Casting Process Parameters
① Selection of pressure and speed. Injection pressure selection should be based on different alloys and castings structural characteristics to determine, for zinc alloy jewelry, casting wall thickness <3mm, using the injection pressure of 30 – 40MPa, casting wall thickness >3mm, using the injection pressure of 50 – 60MPa. For the selection of filling speed, generally, for thick-walled castings or those with high internal quality requirements, a lower filling speed and higher boost pressure should be chosen; for thin-walled castings or those with high surface quality requirements, as well as complex castings, a higher pressure and higher filling speed should be selected.
② Pouring temperature. The pouring temperature refers to the average temperature of the liquid metal when it enters the mold cavity from the press head. Since measuring the temperature of the liquid metal in the pressure chamber is inconvenient, it is generally represented by the temperature in the insulation furnace.
If the pouring temperature is too high, it leads to significant shrinkage, making the casting prone to cracks and large grain size, and it can also cause adhesion; if the pouring temperature is too low, it is likely to produce cold shuts, surface patterns, and insufficient pouring defects. Therefore, the pouring temperature should be considered with pressure, die-casting mold temperature, and filling speed.
The melting point of the zinc alloy used for die casting is 382-386℃ and appropriate temperature control are important factors in controlling the composition of the zinc alloy. To ensure good fluidity of the alloy liquid to fill the cavity, the temperature of the metal liquid in the zinc pot of the die-casting machine is 430-450℃. For thin-walled and complex parts, the upper limit of the die-casting temperature can be taken; for thick-walled and simple parts, the lower limit can be taken. The temperature of the metal liquid in the central melting furnace is. The temperature of the metal liquid entering the gooseneck pipe is the same as that in the zinc pot. By controlling the temperature of the metal liquid in the zinc pot, the pouring temperature can be accurately controlled, ensuring that the metal liquid is a clear liquid without oxides; the pouring temperature remains stable.
③ The temperature of the die-casting mold. The die-casting mold should be preheated to a certain temperature before using gas, a torch, electrical appliances, or induction heating.
In continuous production, the temperature of the die-casting mold often rises, especially for high-melting-point alloys, and it rises quickly. Excessively high temperatures not only cause the liquid metal to become viscous but also slow down the cooling of the castings, leading to coarse grains. Therefore, when the temperature of the die-casting mold is too high, certain cooling measures should be taken. Typically, cooling is done using compressed air, water, or chemical media.
④ Filling, holding pressure, and opening time.
a. Filling time. The time required from when the liquid metal starts to enter the mold cavity until it is filled is called filling time. The length of the filling time depends on the size and complexity of the casting. The filling time tends to be relatively longer for large and simple castings, while for complex and thin-walled castings, the filling time is shorter. The filling time is closely related to the inner gate’s cross-sectional area or the inner gate or the width and thickness of the inner gate, which must be correctly determined.
b. Holding pressure and opening time. The duration from when the liquid metal fills the cavity until the inner gate is completely solidified under the continued action of the injection punch is called the holding pressure time. The length of the holding pressure time depends on the material and wall thickness of the casting.
After holding pressure, the mold should be opened to remove the casting. The time from the end of injection to the die’s opening is called the opening time. The opening time should be controlled accurately; if the opening time is too short, the alloy strength is still low, which may cause deformation during the ejection of the casting and the fall of the self-pressing die; but if the opening time is too long, the temperature of the casting will be too low, resulting in significant shrinkage, and there will also be greater resistance to core pulling and ejection of the casting. Generally, the opening time is calculated as 3 seconds for a casting wall thickness of 1 mm and adjusted accordingly after testing.
(3) Coating for Die Casting
In the die-casting process, coatings prevent the casting from welding to the die, reduce the friction resistance during ejection, and avoid excessive die heating. The coating requirements are as follows:
- At high temperatures, it has good lubricity.
- Low boiling point: the diluent can evaporate quickly at 100-150℃.
- No corrosive effect on die-casting molds and die-cast parts.
- The performance is stable, and the diluent should not evaporate too quickly in the air and become thick.
- No harmful gases will be released at high temperatures.
- There will be no dirt accumulation on the die-casting cavity’s surface.
3.5 Casting Cleaning
3.6 Post-processing
Copywrite @ Sobling.Jewelry - Producător de bijuterii personalizate, fabrică de bijuterii OEM și ODM