Czym jest odlewanie wosku i jak zmienia ono proces tworzenia biżuterii?
Proces, wymagania, typowe problemy i rozwiązania związane z odlewaniem wosku
Oprawa woskowa dla kamieni szlachetnych o szlifie księżniczki
Spis treści
Sekcja I Zalety procesu odlewania woskowego
(1) Oszczędność czasu i poprawa wydajności produkcji. Na przykład, podczas ustawiania kwadratowych kamieni szlachetnych, wykwalifikowany ustawiacz może ustawić tylko 100 sztuk dziennie, podczas gdy przy użyciu technologii ustawiania wosku, pracownik z krótkoterminowym szkoleniem może ustawić od 200 do 300 sztuk.
(2) Obniżenie kosztów pracy. Tradycyjne operacje osadzania metali wymagają znacznego poziomu umiejętności od pracownika osadzającego, co oznacza, że fabryki biżuterii muszą dużo inwestować w wykwalifikowaną siłę roboczą dla działu osadzania, znacznie zwiększając koszty pracy. Jest to szczególnie prawdziwe w przypadku biżuterii o niskiej wartości, gdzie koszty pracy stanowią dużą część całkowitych kosztów. Zastosowanie technologii osadzania wosku może znacznie obniżyć koszty pracy.
(3) Mniejsze straty metalu. W tradycyjnych technikach osadzania metalu często konieczne jest dostosowanie pozycji osadzania, co powoduje stosunkowo duże straty metalu. W przypadku osadzania woskowego korekty dokonywane są na modelu woskowym, co znacznie zmniejsza straty metalu.
(4) Operacje ustawiania wosku wymagają jedynie prostych narzędzi, co może znacznie obniżyć koszty inwestycji i strat narzędzi szlifierskich, takich jak igły i szlifierki do wałków giętkich.
(5) Jako nowa metoda osadzania, proces odlewania wosku zapewnia warunki techniczne dla innowacji w projektowaniu biżuterii. Niektóre produkty jubilerskie mogą być wytwarzane wyłącznie poprzez odlewanie wosku.
Sekcja II Główne narzędzia używane w procesie odlewania wosku i ich funkcje
Tabela 5-2 Główne narzędzia używane w procesie odlewania metodą traconego wosku i ich funkcje
| Nazwa narzędzia | Funkcja |
|---|---|
| Chuck | Zamocuj stalową igłę i dłuto |
| Lutownica elektryczna | (1) Zaokrąglij końcówkę zęba, wypełnij zapadnięte wgłębienia; () Napraw uszkodzony obszar modelu woskowego |
| Szczotka | Wyczyść wosk w proszku |
| Nóż chirurgiczny | (1) Przyciąć powierzchnię wosku; (2) Usunąć wosk w proszku |
| Pęseta | Zacisk do kamienia, umieść kamień |
| Dłuto płaskie | (1) Używany do dłutowania wgłębień i krawędzi; (2) Przycinanie powierzchni wosku; (3) Czyszczenie proszku woskowego; (4) Umieść kamień |
| Latający dysk | Przytrzymaj zęby podczas ustawiania pazura i odwróconego sworznia |
| Ball Bur | (1) Utworzenie podstawy do osadzenia pazurów; (2) Utworzenie wgłębień do osadzenia ramki |
| Miernik pierścieniowy | Po zakończeniu wiązania wosku, umieść pierścień na mierniku, aby sprawdzić okrągłość pierścienia. |
| Kamień olejowy | Służy do wygładzania łopaty |
| Igła do szycia | Usuń końcówkę i zmiel ją na płaską łopatkę. |
| Stalowa igła | Wyczyść podstawę do osadzania wosku |
Sekcja III Przebieg procesu odlewania z woskiem
1. Produkcja form wzorcowych
Ponieważ kamienie szlachetne muszą pozostać w formie gipsowej podczas osadzania wosku, muszą być zamocowane, aby zapobiec przemieszczaniu się lub poluzowaniu podczas odlewania, wypalania i odlewania. Dlatego forma musi wspierać kamienie szlachetne w co najmniej dwóch pozycjach. Ogólnie rzecz biorąc, otwór jest szlifowany na dole ustawienia, a otwór powinien być tak duży, jak to możliwe, najlepiej ponad połowę średnicy kamienia szlachetnego, aby uniknąć metalu pokrywającego powierzchnię na dole kamienia szlachetnego lub niestabilności kamienia szlachetnego po odlaniu.
Ze względu na skurcz, który występuje podczas formowania gumy, produkcji form woskowych i procesów odlewania metalu, co może znacząco wpłynąć na osadzone kamienie szlachetne, ważne jest, aby wziąć pod uwagę wszystkie czynniki skurczu podczas projektowania i tworzenia oryginalnej wersji, a mianowicie skurcz formy gumowej, skurcz formy woskowej i skurcz metalu. Szczególną uwagę należy zwrócić na ściśle ułożone kamienie szlachetne, zapewniając odpowiednią szczelinę między nimi, aby umożliwić odlewanie wosku. Jeśli szczelina jest zbyt mała, kamienie szlachetne mogą zostać dociśnięte do siebie i pęknąć podczas kurczenia się odlewu; jeśli szczelina jest zbyt duża, metal może zostać uwięziony między kamieniami szlachetnymi lub wpłynąć na estetykę. Rozmiar zarezerwowanej szczeliny można obliczyć na podstawie szybkości kurczenia się odlewu. Konkretny rozmiar powinien być dostosowany do liczby i rozmiaru kamieni szlachetnych, a różne mierniki grubości mogą być używane, aby pomóc operatorowi w ocenie.
Aby zmniejszyć ryzyko pęknięcia lub odbarwienia kamieni szlachetnych w wyniku szoku termicznego spowodowanego stopionym metalem, grubość obszaru osadzania formy głównej ma specjalne wymagania. Załóżmy, że w tym obszarze znajduje się zbyt dużo lub zbyt gruby metal. W takim przypadku pojemność cieplna podczas zalewania będzie duża, a wpływ termiczny na kamienie szlachetne będzie silniejszy, zwiększając ryzyko pęknięć i przebarwień. Dlatego też, z punktu widzenia bezpieczeństwa kamieni szlachetnych, należy zminimalizować obszar bezpośredniego kontaktu między obszarem osadzania a kamieniami szlachetnymi, a grubość metalu w obszarze osadzania powinna zostać maksymalnie zmniejszona. Wiąże się to jednak z kolejną kwestią dotyczącą bezpieczeństwa oprawy; jeśli metal w obszarze oprawy jest zbyt słaby, zmniejszy to wytrzymałość struktury oprawy, zwiększając ryzyko poluzowania lub wypadnięcia kamieni szlachetnych.
2. Wykonaj linię wlewu
W przypadku odlewów woskowych, aby chronić kamienie szlachetne, odlewanie odbywa się zwykle w niższej temperaturze niż konwencjonalna temperatura odlewania, a podczas procesu odlewania kamienie szlachetne będą miały efekt chłodzenia stopionego metalu. Dlatego przy projektowaniu systemu zalewania konieczne jest pełne uwzględnienie prędkości wypełniania wnęki stopionym metalem i kompensacji skurczu. Zazwyczaj stosuje się większe wlewnice lub piony niż w przypadku konwencjonalnych metod, co pomaga wypełnić i skompensować stopiony metal, unikając niedopełnienia lub wad skurczowych w obszarze osadzania kamieni szlachetnych.
Podczas tworzenia linii wlewu należy rozważyć umieszczenie jej na krawędzi modelu woskowego w pobliżu obszaru kamienia szlachetnego. W przypadku niektórych elementów z wieloma kamieniami szlachetnymi może być konieczne wykonanie kilku linii wlewu, aby zapewnić, że stopiony metal dostarczy ciepło do obszaru kamieni szlachetnych. Uważaj, aby stopiony metal nie uderzył bezpośrednio w kamienie szlachetne, aby uniknąć ich przemieszczenia.
3. Wykonanie gumowej formy
Różne gumy mają różne współczynniki skurczu, elastyczność i możliwości replikacji. Przed wykonaniem formy wzorcowej ważne jest, aby zrozumieć współczynnik skurczu używanej formy gumowej i zaleca się stosowanie wysokiej jakości gumy organicznej. Podczas wycinania gumowej formy w celu usunięcia formy wzorcowej, należy starać się jak najbardziej ukryć linię podziału, aby uniknąć bezpośredniego przejścia lub kontaktu z powierzchnią kamienia szlachetnego. Linia podziału może zamienić się w błysk, a bezpośredni kontakt z kamieniem szlachetnym może spowodować jego pęknięcie po odlaniu. Ogólnie rzecz biorąc, wewnętrzna linia podziału może być umieszczona na końcu oprawy, omijając kamień szlachetny. Z kolei zewnętrzna linia podziału może być ustawiona na krawędziach formy głównej, zmniejszając nakład pracy związany z czyszczeniem i poprawiając estetykę. Ponadto podczas cięcia gumowej formy należy upewnić się, że model woskowy można łatwo usunąć bez deformacji. Podczas tworzenia gumowej formy należy upewnić się, że model woskowy ma odpowiednią wentylację, aby zmniejszyć defekty podczas wtryskiwania wosku i w razie potrzeby dodać kilka rowków wentylacyjnych. Regularnie sprawdzaj, czy nie ma żadnych deformacji lub uszkodzeń podczas użytkowania gumowej formy.
4. Wytwarzanie form woskowych
5. Przygotowanie kamieni szlachetnych
6. Przygotowanie ustawień
Przed osadzeniem kamienia szlachetnego należy wykonać staranne i dokładne przygotowanie, w tym obserwację kamienia szlachetnego, ułożenie go, wykopanie podstawy ustawienia i przetestowanie podstawy ustawienia.
(1) Obserwacja kamienia szlachetnego i formy woskowej. Po pierwsze, w oparciu o wymagania techniczne zamówienia, należy obserwować kształt i specyfikacje kamienia szlachetnego. Następnie należy sprawdzić, czy forma woskowa jest zgodna z zamówieniem i kamieniem szlachetnym, który ma zostać osadzony oraz czy jakość i ilość kamieni szlachetnych są odpowiednie.
(2) Ułożenie kamienia szlachetnego. Umieść kamień szlachetny w pozycji ustawienia, sprawdzając, czy kamień szlachetny pasuje do specyfikacji pozycji ustawienia, czy długość zębów jest odpowiednia i czy głębokość podstawy ustawienia jest odpowiednia.
(3) Wyrzeźbić podstawę ustawienia. Zamontuj płaskie dłuto i stalową igłę na zacisku z podwójną głowicą, przytrzymaj model z wosku stabilnie lewą ręką i użyj stalowej igły prawą ręką, aby wyrzeźbić podstawę ustawienia od lewej do prawej zgodnie z kształtem ustawienia (grubość podstawy ustawienia do powierzchni wosku wynosi 0,5 mm).
(4) Baza ustawień testowych. Podstawa testowa wykorzystuje kamień szlachetny do pomiaru pozycji ustawienia po wykopaniu podstawy ustawienia. Bez wad może wejść w ustawienie kamienia szlachetnego.
7. Ustawianie kamieni szlachetnych
Oprawianie kamieni szlachetnych ma różne formy ekspresji i metody działania. W oparciu o doświadczenie w praktyce produkcyjnej wprowadzono kilka metod.
(1) Ustawienie zębów. Przytrzymaj woskową formę stabilnie lewą ręką, a prawą ręką użyj pęsety, aby podnieść kamień szlachetny, umieszczając go w pozycji ustawienia (Rysunek 5-32).
Umieść kamień szlachetny w oprawie i sprawdź jego wysokość w oprawie. Jeśli powierzchnia kamienia jest zbyt wysoka, użyj wiertła kulowego, aby nieco obniżyć podstawę oprawy lub użyj płaskiego dłuta, aby ją zeszlifować; jeśli powierzchnia kamienia jest zbyt niska, użyj lutownicy elektrycznej z woskiem, aby podnieść oprawę. Wyczyść wosk z formy za pomocą płaskiego dłuta i szczotki. Jeśli zęby są zbyt długie, przytnij je nożyczkami tak, aby znajdowały się nieco wyżej niż powierzchnia kamienia szlachetnego; jeśli zęby są zbyt krótkie, użyj lutownicy elektrycznej, aby dodać wosk w celu podniesienia końcówek (Rysunek 5-33).

Rysunek 5-32 Pozycja ustawienia wosku

Rysunek 5-33 Zęby wskazujące
W przypadku opraw z bolcami, niezależnie od tego, czy bolce są długie, czy krótkie, użyj lutownicy elektrycznej, aby zaokrąglić końcówki i upewnić się, że mocują kamień szlachetny. Zęby powinny być proste, nie krzywe i o jednakowym rozmiarze. Dno oprawy musi być przebite; w przeciwnym razie gotowy produkt może sprawić, że kamień szlachetny będzie nieprzezroczysty (ciemny). Podczas osadzania kamienia szlachetnego należy spróbować rozdzielić kamienie szlachetne według grubości i użyć wiertła kulowego lub lutownicy elektrycznej, aby wyregulować wysokość oprawy, upewniając się, że po osadzeniu powierzchnia kamienia szlachetnego jest płaska i znajduje się na odpowiedniej wysokości.
(2) Bezel Setting i Cup Setting. Przytrzymaj woskową formę stabilnie lewą ręką, a prawą ręką użyj płaskiego dłuta, aby podnieść kamień szlachetny, umieszczając go w miejscu ustawienia. Jeśli kamień jest większy niż oprawa, użyj odpowiedniego wiertła kulowego, aby dopasować podstawę oprawy do rozmiaru kamienia; grubość kamienia powinna określać głębokość oprawy. Ogólnie rzecz biorąc, po osadzeniu powierzchnia kamienia szlachetnego powinna znajdować się 0,4 mm niżej niż powierzchnia wosku. Po wyregulowaniu ustawienia, oczyść proszek woskowy z ustawienia za pomocą pędzla, a następnie użyj płaskiego dłuta, aby umieścić kamień szlachetny w ustawieniu, upewniając się, że kamień jest stabilny, i użyj lutownicy elektrycznej, aby uszczelnić krawędzie woskiem, upewniając się, że wosk przylega do kamienia szlachetnego i gładko zaokrąglając wewnętrzną krawędź.
(3) Ustawienie kanału (okrągłe kamienie szlachetne, kwadratowe kamienie szlachetne, szlif księżniczki). Zgodnie z kształtem i rozmiarem kamieni szlachetnych, płaskie dłuto jest używane do tworzenia podstaw osadzania w pozycji osadzania na modelu woskowym, przy czym wysokość podstawy osadzania od powierzchni wosku wynosi około 0,5 mm. Należy pamiętać, że szerokość krawędzi bruku po obu stronach musi być spójna; jedna strona nie może być szeroka, a druga wąska; w przeciwnym razie jedna strona może nie zakrywać krawędzi kamienia szlachetnego, podczas gdy druga strona zasłania jego powierzchnię. Ważne jest, aby upewnić się, że wysokości podstawek po obu stronach są spójne, aby uniknąć pochylenia po osadzeniu kamienia szlachetnego. W przypadku osadzania wielu kamieni szlachetnych w tym samym rzędzie, należy dodać dodatkowe wsporniki poprzeczne, aby wzmocnić oprawę i należy uważać, aby nie złamać wspornika modelu woskowego podczas szlifowania; w przeciwnym razie stały rozmiar oprawy zostanie utracony. Jeśli podstawy oprawy są zbyt duże, należy użyć lutownicy do nałożenia wosku, aby uszczelnić je z powrotem do pierwotnego stanu, a następnie ponownie przeszlifować podstawy oprawy.
Po oszlifowaniu podstawy do osadzania, użyj pęsety, aby podnieść kamień szlachetny, umieść jedną stronę kamienia szlachetnego w podstawie do osadzania, a następnie dociśnij drugą stronę płaskim dłutem, aby ustabilizować kamień szlachetny. Podczas osadzania wielu kamieni szlachetnych należy zwrócić szczególną uwagę na kontrolowanie odstępów między kamieniami szlachetnymi, z określonymi wymiarami określonymi przez rozmiar kamieni szlachetnych, rodzaj stopu, warunki procesu odlewania itp. Jeśli szczeliny są zbyt duże, kamienie szlachetne na biżuterii również pozostawią większe szczeliny; jeśli szczeliny są zbyt małe, może to spowodować pękanie kamieni szlachetnych po odlaniu (zalaniu) (Rysunek 5-34).
Wideo z ustawianiem wosku
8. Naprawa i przycinanie modeli woskowych
9. Sadzenie drzew woskowych
Podczas sadzenia drzew woskowych rozmiar drzewa odlewniczego należy określić na podstawie rozmiaru stalowej kolby odlewniczej i rodzaju sprzętu odlewniczego. Podczas podłączania formy woskowej do centralnego głównego kanału odlewniczego należy zapewnić odpowiedni kąt; ogólnie rzecz biorąc, forma woskowa powinna być ustawiona pod kątem 45 stopni na zewnątrz, co pomaga stopionemu metalowi płynnie przepływać do wnęki formy. Podczas korzystania z narzędzi do naprawy gorącego wosku należy uważać, aby nie dotknąć modeli woskowych ani nie pozwolić, aby płyn woskowy kapał na kamień szlachetny, co spowoduje pokrycie kamienia szlachetnego na odlewie metalem.
Należy pamiętać, że w przypadku odlewania odśrodkowego, gdy wysokość drzewa woskowego przekracza 150 mm, ciśnienie stopionego metalu w górnym obszarze może czasami powodować błysk metalu wokół kamienia szlachetnego. Dlatego konieczne jest odpowiednie kontrolowanie wysokości drzewa woskowego lub nie umieszczanie modeli z wosku w dwóch górnych warstwach i rozpoczęcie umieszczania modeli z wosku dopiero od trzeciego rzędu. I odwrotnie, nie należy umieszczać modelu woskowego zbyt blisko dna drzewa lub w pobliżu kubka do nalewania, ponieważ ciśnienie napełniania stopionego metalu jest w tym obszarze niskie, co może prowadzić do niepełnego napełnienia.
Po posadzeniu drzewa woskowego można je namoczyć w środku zwilżającym lub płynie antystatycznym i wysuszyć przed wylaniem zawiesiny. Może to zapobiec przyleganiu pęcherzyków do wosku i zmniejszyć napięcie powierzchniowe na drzewie woskowym.
10. Inwestycje
Aby zapobiec odbarwianiu się kamieni szlachetnych podczas wypalania i odlewania, wymagana jest specjalna obróbka proszku odlewniczego, zwykle poprzez dodanie kwasu borowego do proszku odlewniczego, co pomaga zapobiegać spalaniu i odbarwianiu się kamieni szlachetnych podczas wypalania i odlewania. Ogólnie rzecz biorąc, na 100 g proszku odlewniczego należy dodać 2,5-4 g proszku kwasu borowego i 40-42 ml wody. Ponieważ szybkość wiązania gipsu wzrasta po dodaniu kwasu borowego, zwykle zajmuje to tylko 6-7 minut; ważne jest, aby kontrolować prędkość całego procesu operacyjnego, aby zapewnić, że zawiesina ma wystarczająco dużo czasu próżni, aby usunąć pęcherzyki przyklejone do modelu woskowego. Wszelkie pęcherzyki na dnie odlewu lub w jego pobliżu utworzą trudne do usunięcia metalowe kulki na odlewie. Do zawiesiny można dodać niewielką ilość detergentu w płynie, aby poprawić jej właściwości zwilżające i uniknąć uwięzienia pęcherzyków. Ponadto należy uważać, aby nie przemieścić kamienia szlachetnego podczas zalewania.
Obecnie na rynku dostępne są proszki odlewnicze przeznaczone specjalnie do odlewania woskowego. Podczas korzystania z tych proszków odlewniczych należy postępować zgodnie z zaleceniami producenta proszku, takimi jak stosunek wody do proszku, czas mieszania, czas próżni i czas wiązania. Po odlaniu należy pozostawić formę na 1-2 godziny przed przystąpieniem do odparafinowania i wypalania.
Copywrite @ Sobling.Jewelry - Producent biżuterii na zamówienie, fabryka biżuterii OEM i ODM
11. Woskowanie i wypalanie
W odlewaniu woskowym można stosować zarówno odparafinowanie parowe, jak i suche. Kluczem jest jednak dokładne usunięcie wszystkich pozostałości wosku przed odlewaniem, ponieważ pozostałości węgla mogą powodować wady w odlewach metalowych i wpływać na jakość odlewów. Czas odparowywania powinien być ograniczony do 1 godziny; jeśli trwa to zbyt długo, może łatwo spowodować plamę wody lub uszkodzenie formy na odlewach. Po odparowaniu należy natychmiast przenieść do pieca do wypalania w celu wypalenia.
Ze względu na ryzyko spalenia, odbarwienia lub pęknięcia, gdy kamienie szlachetne są poddawane działaniu wysokich temperatur, szoku termicznego i naprężeń termicznych, w celu ochrony kamieni szlachetnych w odlewach woskowych stosuje się zazwyczaj niższą temperaturę wypalania w porównaniu do odlewów konwencjonalnych. Dlatego też ustanowienie rozsądnego systemu wypalania form jest kluczem do odlewania wosku. Niektóre fabryki stosują odparafinowanie parowe, które jest pomocne w usuwaniu wosku. Aby zapewnić skuteczność wypalania, należy zwrócić uwagę na następujące punkty dotyczące wypalania form do odlewania wosku.
(1) Piec do wypalania musi dokładnie kontrolować temperaturę, aby uniknąć przegrzania, które może spowodować spalenie lub odbarwienie kamieni szlachetnych.
(2) Formy powinny być ogrzewane równomiernie, aby zmniejszyć ryzyko pękania kamieni szlachetnych z powodu szoku termicznego i naprężeń termicznych.
(3) W piecu do wypalania powinna być zapewniona wystarczająca cyrkulacja powietrza, aby zapewnić całkowite wypalenie pozostałości węgla z wosku.
Podczas wypalania, ustawienie platformy do konserwacji termicznej w określonych zakresach temperatur pomaga zapobiegać pękaniu kamieni szlachetnych. Temperatura wypalania może się różnić w zależności od rodzaju i jakości kamienia szlachetnego, a temperatura formy podczas zalewania powinna być również określona w zależności od materiału, struktury odlewu i innych czynników.
12. Wylewanie
Odlewanie biżuterii w wosku może wykorzystywać metody odlewania próżniowego lub odśrodkowego. Odlewanie próżniowe jest jednak ogólnie bardziej powszechne w przypadku odlewania wosku, ponieważ zmniejsza ryzyko przemieszczenia się kamieni szlachetnych z powodu turbulencji podczas procesu odlewania. Niemniej jednak, dobre wyniki można również osiągnąć za pomocą odlewania odśrodkowego, zwłaszcza w przypadku mniejszej biżuterii, przy czym kluczem jest metoda kontroli. Podczas korzystania z odlewania odśrodkowego należy zwrócić uwagę na wysokość drzewa i wybór prędkości obrotowej, ponieważ nadmierne ciśnienie stopionego metalu może powodować migotanie metalu wokół kamienia szlachetnego, prowadząc do pękania lub zwiększonych trudności w czyszczeniu.
Ponieważ stopiony metal wchodzi w bezpośredni kontakt z kamieniem szlachetnym, kamień szlachetny natychmiast doświadcza znacznego szoku termicznego; im wyższa temperatura zalewania, tym większy szok termiczny. Dlatego ważne jest, aby kontrolować liczbę biżuterii na drzewie, zapewniając jednocześnie odpowiednie formowanie, aby maksymalnie obniżyć temperaturę stopionego metalu. Stopy używane do odlewania wosku powinny mieć niższą temperaturę topnienia, lepszą płynność i odporność na utlenianie. Sprzęt odlewniczy używany do odlewania z wosku powinien umożliwiać precyzyjną kontrolę temperatury, zapewniając stałą i stabilną jakość odlewów.
13. Chłodzenie i usuwanie formy
14. Polerowanie
Sekcja IV Wymagania dla odlewów woskowych
1. Wymagania dotyczące kamieni szlachetnych w odlewach woskowych
Ważnym wskaźnikiem skuteczności procesu odlewania wosku jest stabilność kamieni szlachetnych. Po odlaniu wosku kamienie szlachetne nie powinny wykazywać przebarwień, pęknięć ani złamań. Podczas procesu odlewania wosku kamienie szlachetne muszą wytrzymać wypalenie w wysokiej temperaturze i szok termiczny spowodowany wysoką temperaturą stopionego metalu podczas odlewania. Dlatego kamienie szlachetne muszą wytrzymywać stosunkowo wysokie temperatury i mieć pewną odporność na nierównomierne nagrzewanie i chłodzenie. Nakłada to określone wymagania dotyczące rodzaju i jakości używanych kamieni szlachetnych. Używanie kamieni szlachetnych z pęknięciami lub wrażliwych na temperaturę i szok termiczny może prowadzić do pękania po odlewaniu wosku; podobnie kamienie szlachetne, które zostały poddane obróbce cieplnej w celu zmiany koloru, mogą negatywnie wpływać na ich wygląd i kolor po odlewaniu wosku. Ponadto w tym złożonym procesie istnieje wiele czynników wpływających, a wpływ dowolnego pojedynczego czynnika może spowodować pękanie kamieni szlachetnych lub zmianę ich wyglądu. Dlatego też proces odlewania wosku zawsze wiąże się z pewnym ryzykiem.
Kategoryzując przydatność różnych powszechnie używanych kamieni szlachetnych do procesu osadzania wosku, kamienie szlachetne można ogólnie podzielić na dwie główne kategorie: te, które nadają się do osadzania wosku i te, które nie nadają się do osadzania wosku.
(1) Kamienie szlachetne nadające się do odlewów woskowych.
Jeśli jakość kamienia szlachetnego jest dobra, a parametry procesu odlewania są prawidłowo kontrolowane, kamienie te mogą osiągnąć dobre wyniki po osadzeniu w wosku. Takie kamienie szlachetne obejmują kamienie szlachetne, rubiny, szafiry, granaty, perydoty, cyrkonie itp.
(2) Kamienie szlachetne nieodpowiednie do odlewania woskowego.
Obejmuje to głównie następujące trzy typy:
① Kamienie szlachetne z wewnętrznymi pęknięciami, rozszczepieniami lub dużą liczbą wtrąceń mogą pękać lub łamać się po wytrzymaniu wysokich temperatur i szoku termicznego lub mogą zmieniać kolor podczas procesu odlewania z powodu wtrąceń (mleczny lub matowy wygląd). Dlatego kamienie szlachetne tej jakości nie nadają się do odlewania woskowego, takie jak opale, które mają wiele wewnętrznych pęknięć, a inne kamienie szlachetne niskiej jakości często mają te problemy.
② Kamienie szlachetne, które nie są odporne na wysokie temperatury lub zmieniają kolor w wysokich temperaturach, w tym ametyst, dwukolorowy turmalin, cytryn itp. Niektóre kamienie szlachetne, które zostały poddane sztucznej obróbce w celu poprawy koloru, mogą ulec zmianie lub wyblaknąć po podgrzaniu. Szmaragdy mają słabą odporność na ciepło, zwłaszcza na nierównomierne ogrzewanie, co jest również nieodpowiednie dla procesu odlewania wosku.
③ Kamienie szlachetne, które palą się w wysokich temperaturach, takie jak perły, bursztyn, koral i turkus, palą się w wysokich temperaturach, powodując, że powierzchnia kamienia staje się szorstka, a wnętrze wykazuje lekkie zmętnienie. W związku z tym nie można ich używać w procesie odlewania wosku.
2. Wymagania dotyczące stopów jubilerskich w odlewach woskowych
W porównaniu z konwencjonalnymi procesami odlewania wosku traconego, odlewanie wosku zasadniczo zmniejsza temperaturę wypalania, a w celu zminimalizowania szoku termicznego stopionego metalu na kamienie szlachetne, w miarę możliwości należy stosować niższą temperaturę odlewania. Dlatego stopy stosowane do odlewania wosku powinny mieć niższą temperaturę topnienia, lepszą płynność i odporność na utlenianie. Stopy jubilerskie powszechnie stosowane do odlewania wosku są następujące.
(1) K żółty stop metali.
Ogólnie rzecz biorąc, stopy żółtego metalu K mają niższą temperaturę topnienia i lepszą wydajność odlewania, zwykle osiągając dobry efekt wiązania wosku, taki jak szeroko stosowane stopy 8KY, 9KY, 10KY i 14KY, 18KY (Rysunek 5¬-35). Im wyższa czystość, tym wyższa temperatura topnienia stopu, co wiąże się z odpowiednimi wymaganiami dla procesu wiązania woskusprzęt itp. Metoda odlewania odśrodkowego jest bardziej odpowiednia dla stopów metali o wysokiej czystości niż odlewanie próżniowe. Wynika to z faktu, że temperatura formy używanej do odlewania próżniowego jest wyższa, a układ temperatury utworzony ze stopionego metalu jest zbyt wysoki dla kamieni szlachetnych. Odlewanie odśrodkowe może obniżyć temperaturę formy i zmniejszyć ryzyko uszkodzenia kamieni szlachetnych. Eksperymenty wykazały, że stopy metali 20KY i 22 KY mogą być również używane do osadzania wosku.

(2) Stop białego metalu K.
Zapotrzebowanie rynku na platynę K jest bardzo wysokie, np. 10KW、 14KW、 18KW. Znaczna część białego metalu K jest używana w zestawach biżuterii, dzięki czemu proces odlewania wosku nadaje się do produkcji tego typu stopów o dużym znaczeniu praktycznym. Jednak pierwiastki wybielające stosowane obecnie do stopów białego metalu K to głównie Ni i Pd. Ze względu na ich wysoką temperaturę topnienia, temperatura odlewania stopów białego metalu K jest wyższa, a szybkość krzepnięcia szybsza. W związku z tym, podczas odlewania woskowego z użyciem stopów białego metalu K, kamienie szlachetne są bardziej podatne na szok termiczny, co prowadzi do potencjalnych problemów, a metal odlewniczy może również napotkać problemy. Proces odlewania wosku zmniejsza maksymalną temperaturę wypalania, co może pozostawić pozostałości wosku w formie. Reakcja między stopem a tymi pozostałościami może powodować powstawanie dziur gazowych w odlewie.
Dodatkowo, w obszarze kamieni szlachetnych osadzanych w wosku, efekt szybkiego chłodzenia kamieni szlachetnych może łatwo zablokować kanały zasilające, prowadząc do ubytków skurczowych w odlewie. Co więcej, po odlaniu wosku forma wymaga dłuższego czasu na naturalne chłodzenie, co wydłuża czas przebywania w zakresie 260-430 ℃, powodując starzenie się stopów zawierających Ni, co skutkuje wyższą twardością. W przypadku stopów białego metalu K stosuje się wiele rodzajów podawania, z których każdy ma swoje zalety i wady.
Temperatura topnienia metalu jest stosunkowo niska, ma dobrą płynność, a jego wydajność odlewania i zdolność do recyklingu są dość dobre, co czyni go korzystnym do odlewania wosku. Eksperymenty pokazują, że doskonałe wyniki odlewania wosku można osiągnąć, wybierając odpowiednie stopy odlewnicze i ściśle przestrzegając wymagań procesowych podczas pracy (rysunek 5-36).
(3) K Red Metal Alloy.
Ogólnie rzecz biorąc, zaleca się unikanie stosowania różowych lub czerwonych stopów metali K do odlewania wosku, zwłaszcza 18-karatowego różu lub 18-karatowej czerwieni. Wynika to z faktu, że po odlaniu czas chłodzenia formy jest długi, co może spowodować uporządkowaną przemianę fazową w odlewanym elemencie, prowadząc do pęknięć i kruchości na powierzchni odlewanego elementu.
(4) Stop srebra.
Stopy srebra mają niższą temperaturę topnienia i lepszą wydajność odlewania, dzięki czemu wyniki odlewania wosku są łatwiejsze do zagwarantowania. Zazwyczaj stosuje się cyrkonie sześcienne (CZ) i różne niedrogie syntetyczne kamienie szlachetne (rysunek 5-37). Aby osiągnąć dobre wyniki w odlewaniu woskowym biżuterii ze stopów srebra, zaleca się wybór wypełniacza o dobrej odporności na utlenianie, który może znacznie zmniejszyć porowatość odlewanego elementu i zminimalizować tworzenie się wzorów tlenkowych.

Rysunek 5-36 Pierścionek ze stopu metali 18KW z diamentem odlewanym w wosku

Rysunek 5-37 Pierścionek ze stopu srebra CZ 925 odlewany z wosku
Sekcja V Najczęstsze problemy i rozwiązania związane z odlewaniem wosku
Tabela 5-3 Analiza typowych problemów, przyczyn i środków zaradczych podczas odlewania wosku
| Typowe problemy | Przykładowe obrazy | Przyczyny | Ulepszone metody |
|---|---|---|---|
| The klejnot pęknięcia |
|
(1) Jakość klejnotu jest problematyczna lub nie nadaje się do odlewu woskowego; (2) Szybkość kurczenia się modelu wzorcowego jest nieprawidłowa (3) Odstępy między klejnotami są zbyt małe lub stykają się ze sobą. są zbyt małe lub stykają się ze sobą podczas inkrustacji; (4) Szybkość nagrzewania podczas pieczenia jest zbyt szybkie; (5) Temperatura zalewania jest zbyt wysoka temperatura jest zbyt wysoka; (6) Stopień skurczu skurcz stopu jest zbyt duży | (1) Używać klejnotów wyższej jakości odpowiednich do odlewania woskowego (2) Rozważ całkowity skurcz gumowych gumowych, woskowych i metalowych; (3) Rozmieścić klejnoty, aby zapewnić jednolite i wystarczające (4) Kontrolować szybkość nagrzewania podczas prażenia; (5) Odpowiednio obniżyć temperaturę metalu; (6) Wybór odpowiednich stopów |
| The klejnot zmiany kolor |

|
(1) Klejnot nie nadaje się do odlewu woskowego. (2) Klejnot został sztucznie potraktowany (3) Temperatura odlewania jest zbyt wysoka (4) Temperatura odlewania metalu jest zbyt wysoka | (1) Nie używaj kamieni szlachetnych takich jak ametyst, cytryn, lub niebieski topaz; (2) używać niezoptymalizowanych, nieobrobionych kamieni szlachetnych kamieni szlachetnych; (3) obniżyć temperaturę prażenia i i temperaturę zalewania formy, dodawać środki ochronne do proszku do proszku odlewniczego; (4) obniżyć temperaturę odlewania metalu temperatura odlewania metalu |
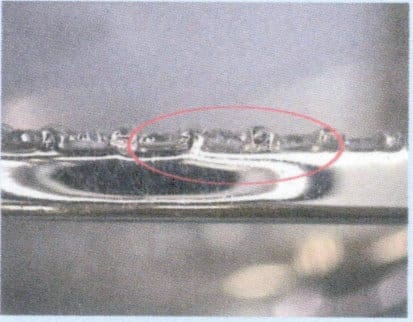
| Metal pomiędzy kamienie kamienie szlachetne |

|
(1) Skurcz pozostawiony przez formę główną jest zbyt duży, co powoduje nadmierne luki między kamieniami szlachetnymi; (2) wymiary kamieni szlachetnych nie są odpowiednie; (3) rozmieszczenie kamieni kamieni szlachetnych jest nierównomierny; (4) temperatura metalu temperatura metalu jest zbyt wysoka | (1) Prawidłowy wybór wielkości skurczu (2) wybrać kamienie szlachetne o odpowiednim rozmiarze (3) równomiernie rozprowadzić kamienie szlachetne, aby zapewnić odpowiednie szczeliny; (4) obniżyć temperaturę zalewania |
| Kamienie szlachetne odpadły |

|
(1) Wstępnie ustawione otwory w dolnej części w dolnej części modelu głównego nie są odpowiednie; (2) brama nie jest wystarczająco duża lub nieprawidłowo; (3) Forma woskowa nie została sprawdzona przed osadzeniem kamienia; (4) Kamień kamień nie jest bezpiecznie osadzony w woskowej formie (5) Rozmiar kamienia szlachetnego nie jest odpowiedni odpowiedni; (6) Temperatura temperatura jest zbyt niska. | (1) Popraw wstępnie ustawione otwory w modelu głównym; (2) Zwiększyć rozmiar bramki lub otworzyć kolejną bramkę aby poprawić zdolność wypełniania metalu; (3) Ostrożnie sprawdzić formę woskową, zwłaszcza otwór wstępny (4) Bezpiecznie umieść kamień szlachetny w formie woskowej, zwracając uwagę na twardość kamienia szlachetnego; (5) Używać kamieni szlachetnych o odpowiednim rozmiarze; (6) W razie potrzeby, odpowiednio podnieść temperaturę stopionego metalu, aby uzyskać kompletny odlew. |
| Kamień kamień szlachetny jest nierówny. |
|
(1) Jakość modelu głównego jest słaba, a pozycja ustawienia jest nierówna; (2) Kamień szlachetny nie został umieszczony równomiernie po umieszczeniu w formie woskowej; (3) Forma woskowa jest zdeformowana forma jest zdeformowana; (4) Rozmiar kamienia kamienia szlachetnego jest nieregularny; (5) Forma woskowa została poddana zewnętrznym wibracjom podczas transportu i eksploatacji. | (1) Upewnij się, że pozycja ustawienia jest równa podczas tworzenia modelu głównego; (2) Kamień szlachetny powinien być umieszczony równomiernie w formie woskowej; (3) Zwracać uwagę na uwagę, aby sprawdzić formę woskową i skorygować wszelkie deformacje; (4) Rozmiar kamienia szlachetnego powinien być (5) Należy uważać, aby nie wibrować formy woskowej podczas pracy |