Hva er de viktigste verktøyene for metallmeisling og repoussé-arbeid i smykkelaging?
Verktøy relatert til meisling og avlastningsteknikker

Tabell 3–1 Sammenligning av meiselnavn i Beijing–Tianjin og Yunnan-regionene
| Region | Navn på meisel |
|---|---|
| Beijing – Tianjin | Plattformmeisel, flatmeisel, hevet meisel, rettmeisel, buet meisel, plukkemeisel, hammerteksturert meisel, klemmeisel |
| Yunnan | Stansehode, formmeisel, pregemeisel, lineærmeisel, buet meisel (nestmeisel), rask meisel, langsom meisel |
Tabell 3-2 Sammenligning av teknikker i Beijing-Tianjin og Yunnan-regionene
| Region | Heving (første forming) | Forming | Flatning (detaljforbedring) | Hulling |
|---|---|---|---|---|
| Beijing – Tianjin | plattformaktivering, heving | plukke, slippe | gjengemeisel, flygende meisel | stripping, hul meisling |
| Yunnan | stanseform | pressende blomstermønstre | linevandring, hoppende meisel, vasking | skrelling |
Innholdsfortegnelse
Seksjon I Meisler
1. Meiselmaterialer
1) Ventilstål
Ventilstål (fig. 3-1) er vanligvis 40Cr, 4Cr9Si2, og 23-8N innenlands. Etter bråkjøling får ventilstål økt stivhet og styrke, noe som gjør det mer holdbart. Det er vanligvis førstevalget for meisler.
Fordeler: høy styrke, ruster ikke lett, lav slitasje, egnet for å lage små, delikate “dekorative arbeider”.”
Ulemper: Utsatt for sprekker, lav seighet og høye krav til bråkjølingsteknologi.

2) Ventilfjær i karbon
Karbonfjærstål (fig. 3-2) er vanligvis brukt i kvalitetene 65Mn og 60Si.2CrA. Karbonventilfjær har god maskinbearbeidbarhet og kan etter varmebehandling oppnå høy styrke og god slitestyrke, noe som gjør den til det foretrukne materialet for å lage meisler.
Fordeler: Har utmerkede kraftoverføringsegenskaper og tåler de store slagkreftene under forming.
Ulempe: Utsatt for rust.

3) Stålplate
Stålplaten (fig. 3-3) er vanligvis laget av stål nr. 45. Dette stålet er et høykarbonstål med i hovedsak ingen legeringselementer; karboninnholdet er vanligvis 0,42%–0,50%, og manganinnholdet er 0,50%–0,80%.
Fordel: Det er det mest brukte materialet til skjæreverktøy og er lett å bråkjøle.
Ulempe: Ruster lett.

2. Klassifisering av meisler


Meiselhode: den delen som er i kontakt med overflaten av metallet som meisles. Ulike meiselhodeformer bestemmer meiselens type og funksjon.
Meiselhåndtak: den håndholdte delen; lengden avhenger av brukerens gripevaner og størrelsen på arbeidsstykket. Noen håndverkere former vanligvis den midtre til bakre delen av håndtaket til en knott for å øke friksjonen mellom fingrene og meiselen under arbeidet.
Meiselhale: delen som ble truffet av hammeren. Ut fra graden av metallkrølling på meiselhalen kan vi se hvilke meisler som brukes ofte og utlede teknikkene eller stilene håndverkerne utmerker seg i. Ved bråkjøling av meisler er halen vanligvis ikke herdet for å lette kraftoverføringen.
Jeg har derfor klassifisert meisler for å gjøre dem lettere å forstå. For håndverkere er meisler en del av kroppen deres; gjennom lange perioder med samarbeid utvikler de gradvis sine egne særegne egenskaper. Dessuten, på grunn av forskjeller i graveringsstiler, kulturelle skikker og tiltenkt bruk på tvers av regioner, har det oppstått forskjellige regionale meiselkulturer. I tillegg finnes det mange meisler, og navnene og teknikkene deres er varierte og komplekse; denne boken samler dem så omfattende som mulig og fortsetter å forbedre samlingen.
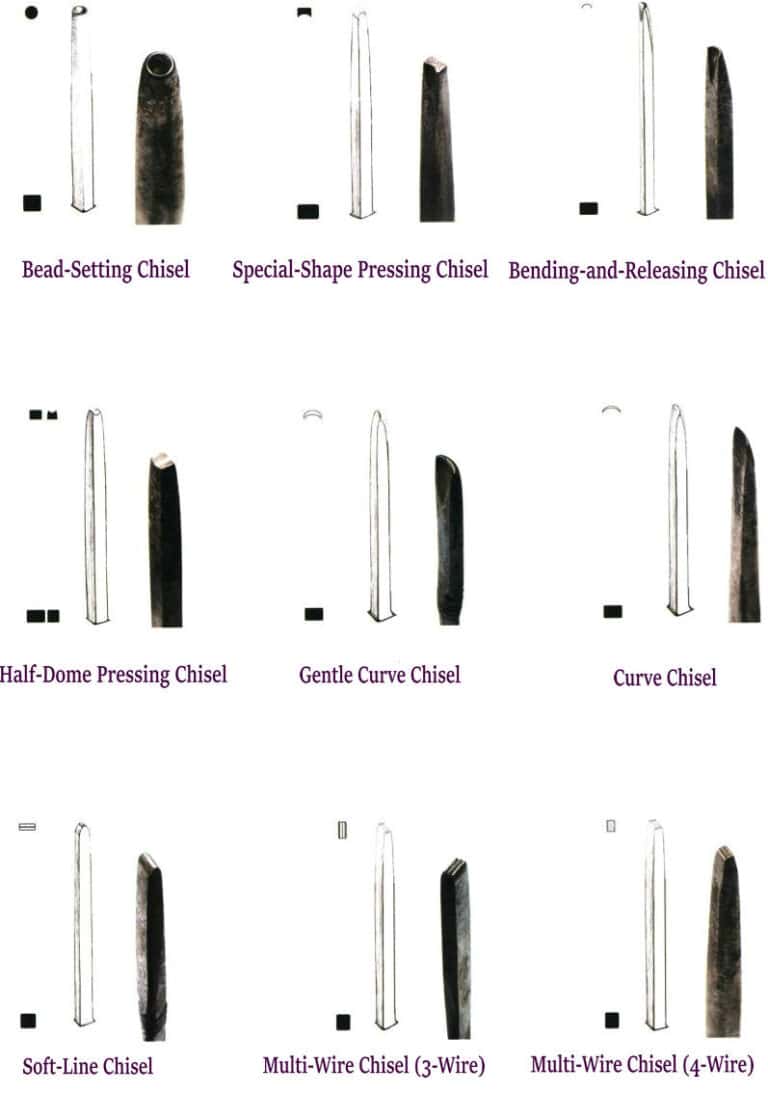
Her deler jeg meisler inn i fire hovedkategorier i henhold til arbeidsflyten: meisler som brukes til å etablere former (formetablerende meisler), meisler som brukes til å forme former (formformende meisler), meisler som brukes til fingravering (fine meisler) og meisler som brukes til uthuling (uthuling av meisler). Forskjellene mellom disse fire typene ligger hovedsakelig i størrelsen, formen og funksjonen til meiselhodene. Men enten de er formetablerende, formformende eller finmeisler, er hodene deres i utgangspunktet variasjoner av de tre grunnleggende formene “punkt”, “linje” og “plan”, som også samsvarer med de grunnleggende prinsippene for modellering.
1) Formgivende meisler
Å etablere formen er vanligvis det første trinnet i graveringsprosessen. Formstemplende meisler er vanligvis større i størrelse og kan brukes til å lage effekter av høyt og lavt relieff. Hodene deres er tykke og avrundede; det typiske tverrsnittsarealet er rundt 1 cm², med et maksimum på omtrent 3 cm².
① Meisler med “prikk” eller “plan” som grunnform inkluderer den runde dornen (fig. 3-6), den dråpeformede meiselen (fig. 3-7) og den puteformede stempelmeiselen (fig. 3-8).
② Meisler med “linje” som grunnform inkluderer den langsomme meiselen (fig. 3-9) og den buede meiselen (fig. 3-10).

Figur 3-6 Rundstans

Figur 3-7 Vanndråpemeisel

Figur 3-8 Puteformet pressmeisel

Figur 3-9 Langsom meisel

2) Formformende meisler
Fra forming er vanligvis mellomtrinnet i skjæreteknikken; det er fasen med å lage betongformer. Derfor er formmeisler den typen som brukes lengst, oftest og i størst variasjon under hele skjæreprosessen – hovedsakelig forskjellige former for pregemeisler. Tverrsnittsarealet til formmeisler er vanligvis rundt 0,6 cm². Spesifikke dimensjoner avhenger av skjærestilen, så det er vanlig å få meisler spesiallaget for formingen av et bestemt mønster.
① Meisler med “prikken” som grunnform inkluderer prikkmeisler.
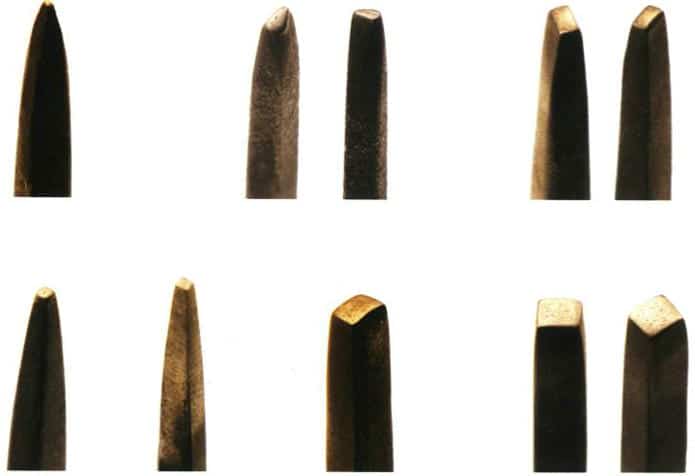
② Meisler med “linjen” som grunnform inkluderer raske og langsomme linjemeisler (figur 3–11, 3–12), og raske og langsomme buede meisler (figur 3–13). “Rask” og “langsom” beskriver skarpheten til meiselhodet: jo raskere, desto skarpere hodet, og desto tydeligere blir formen når det slås. Når hodekanten på en hurtigmeisel er skarp, kan den også brukes til å skjære ut former, til trimming. Langsomme meisler har mattere hodekanter – jo langsommere, desto buttere hodet – som gir fyldigere former når de slås og gjør det mindre sannsynlig at de skader metalloverflaten; de brukes ofte til høyavlastet sliping.
③ Meisler med “planet” som grunnform inkluderer forskjellige pregemeisler (figur 3–14).
④ Forgylling kan brukes med vinkelmeisel (fig. 3-15).




3) Fin meisel
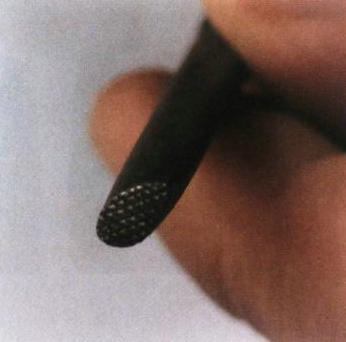
Meisler som brukes til fint meiselarbeid kalles samlet sett fine meisler. Fine meisler brukes vanligvis til å meisle svært delikate mønstre eller detaljert modellering, og brukes vanligvis i de siste stadiene av drevet dekorasjon. Etter at den grunnleggende utformingen av ornamentet er fullført, bruker håndverkeren mindre, mer forseggjorte meisler for å utføre den endelige finfinishen av detaljene. Tverrsnittsarealet til disse meislene er vanligvis rundt 0,3 cm². I de nordlige regionene er drevet dekorativt arbeid for det meste utsøkt og delikat; håndverkere anser gjengivelsen av grunnmønsteret som svært viktig, og derfor dukket det opp mange meisler med brokadeslipte mønstre på hodene i nord, som kan kalles stempelmeisler (brokadeslipte meisler).
① Meisler med “prikk” som grunnform inkluderer perlemeisel og prikkmeisel.
Perlemeisel: I nord kalles denne typen meisel yuzi di og brukes ofte til å bearbeide bakgrunnsmønstre og til å skjære ut former som øyne og vanndråper (fig. 3–16). Meiselhodets omriss er vanligvis en perfekt sirkel, forsenket innover; størrelsen varierer avhengig av motivet som avbildes. Moderne skjæreteknikker er mer varierte, og perlemeiselen er ikke lenger begrenset til å skjære ut spesifikke mønstre – den kan også brukes til å gjengi forskjellige teksturer og effekter.
Punktmeisel: Brukes til å stanse ut prikker og lage tekstur. Meiselhodet er spissformet (fig. 3–17).
② Meisler med “linjen” som grunnform inkluderer hurtigmeisler og langsomme meisler, hurtig- og langsomtbøyde meisler (også kalt formmeisler) og meisler med gruppert tråd.
Flerlinjemeisler: Disse meislene brukes hovedsakelig til å forme flerlinjede former. Meiselhodet har vanligvis 3–4 rygger (fig. 3–18), og kan kalles trelinjemeisler, firelinjemeisler osv. Størrelsen avhenger av det spesifikke motivet som gjengis; minimum tverrsnittsareal er omtrent 0,15 cm², og de fine linjene som skjæres av dem ligner silke.


③ Meisler med en “flat” overflate som grunnform inkluderer forskjellige pregemeisler og mønstrede meisler.
Pregemeisler: Disse meislene har glatte hoder uten mønstre og brukes ofte til å forme former. De kommer i forskjellige størrelser; tverrsnittsarealet til meiselhodet er 0,2 ~ 0,4 cm². Vanlige typer inkluderer trapesformede pregemeisler (fig. 3–19), skråstilte meisler (forskjøvet munning, fig. 3–20), markiseformede stempelmeisler (fig. 3–21) og dråpeformede meisler (fig. 3–22).

Figur 3-19 Trapesformet pregemeisel

Figur 3-20 Skrå meisel

Figur 3-21 Markiseformet slag
Figur 3-22 Dråpemeisel
Vanlige pregemeisler inkluderer klemmemeisler (fig. 3–23, fig. 3–24), skalameisler, furunålmeisler, frøprikkmeisler, jujubeblomstmeisler, spiralmeisler og andre.
Skalameisler (fig. 3–25) brukes ofte til å avbilde kroppene til drager eller fisk i tradisjonelle mønstre; størrelsen på meiselhodet avhenger av det spesifikke motivet som gjengis. I moderne meislingshåndverk brukes skalameisler ofte til å representere en rekke teksturer (fig. 3–26).

Figur 3-23 Meisel (stor)

Figur 3-24 Meisel (liten)

Figur 3-25 Meisel med skala

Figur 3-26 Tekstur gjengitt av skalmeiselen
Furunålsmeisel (fig. 3–27) brukes ofte til å avbilde nålene på furutrær i tradisjonelle motiver. Meiselhodet er vifteformet med rygglinjedetaljer og kan også brukes til å lage tekstur.
Frøprikkmeisel (fig. 3–28, 3–29) brukes svært ofte. Meiselhodets overflate viser frølignende prikker med variable omriss – sirkulære, puteformede, dråpeformede, markiseformede, pilebladformede osv. Frøprikkmeisler brukes mest i sluttfasen av svært bølgende, flerlags relieffutskjæringer for å fullføre bakgrunnen. I flerlagsutskjæringer, påvirket av de rike omkringliggende formene, kan bakgrunnen uunngåelig få fordypninger under utflatingen som påvirker det generelle håndverket. Tradisjonelt brukes frøpunktavtrykk visuelt både for å skjule flekker og, gjennom den diffuse refleksjonseffekten de produserer, for å fremheve fokuselementene i det øvre laget.
Rullmønstermeisel: meiselen og det utskårne mønsteret er vist i figur 3–30.

Figur 3-27 Furunålgravør

Figur 3-28 Meisel med frøpunkt (1)
Figur 3-29 Meisel med frøpunkt (2)
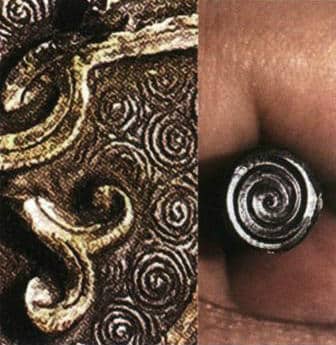
Figur 3-30 Meisling med rullmønster
Video om produksjonsprosessen for jujube-blomstmeisler
4) Hulemeisel
Disse meislene (fig. 3-31 til 3-33) brukes til å skjære ut åpne mønstre og trimme kantene på utskårne gjenstander. Meiselhodene er vanligvis skarpe, og tverrsnittene deres kan være rette, buede, sirkulære osv.

Figur 3-31 Buet hulmeisel

Figur 3-32 Uthulingsmeisel (rund munning)



Notater
En komfortabelt vektet meiselhammer kan ofte brukes i mange år, mens meisler generelt ikke bare er mange og varierte, men også utsatt for slitasje. En håndverker med meisler vil ofte eie hundrevis av meisler; noen kan bli sjelden brukt, mens andre brukes nesten hver dag.
Det er betydelige klimatiske forskjeller mellom nord og sør. Sør er relativt fuktig, og metaller korroderer lett, så det er avgjørende å beskytte formene effektivt. Du kan bruke oljepapir eller fuktsikker duk og lignende materialer for å lage spesialtilpassede poser for å pakke formene (fig. 3–36).

Copywrite @ Sobling.jewelry - Tilpasset smykkeprodusent, OEM og ODM smykkefabrikk
3. Meiselproduksjonsprosess
3.1 Metode for å lage meisler
(1) Skjær den valgte stålplaten i små seksjoner (fig. 3-37①). Hvis det er fjærstål, må den glødes som en helhet, rettes ut, og deretter smies sylinderen til en firkantet stang, med en lengde vanligvis rundt 10 cm. Formmeisler lages noe grove, mens formmeisler er finere og kortere.
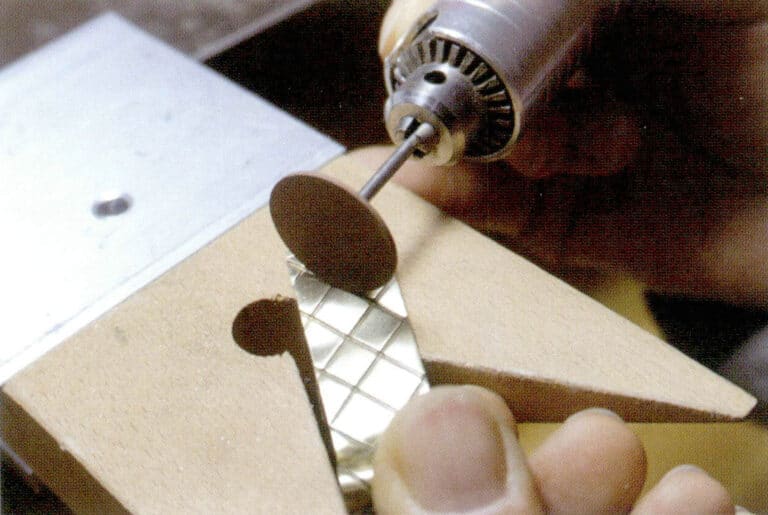
(2) Glød, og bruk en fil eller en slipemaskin til å lage den grove formen (fig. 3-37②③).
(3) Bruk fine filer eller meisler for å finjustere den detaljerte formingen av det meislede relieffet (fig. 3–37④). For eksempel, for vannbølgemeisler, frøpunktmeisler og små spiralmeisler, brukes vanligvis den tilsvarende meiselen til å gravere den nødvendige teksturen på det ferdige meiselemnet.
(4) Bråkjøling (fig. 3–37⑤) og polering.

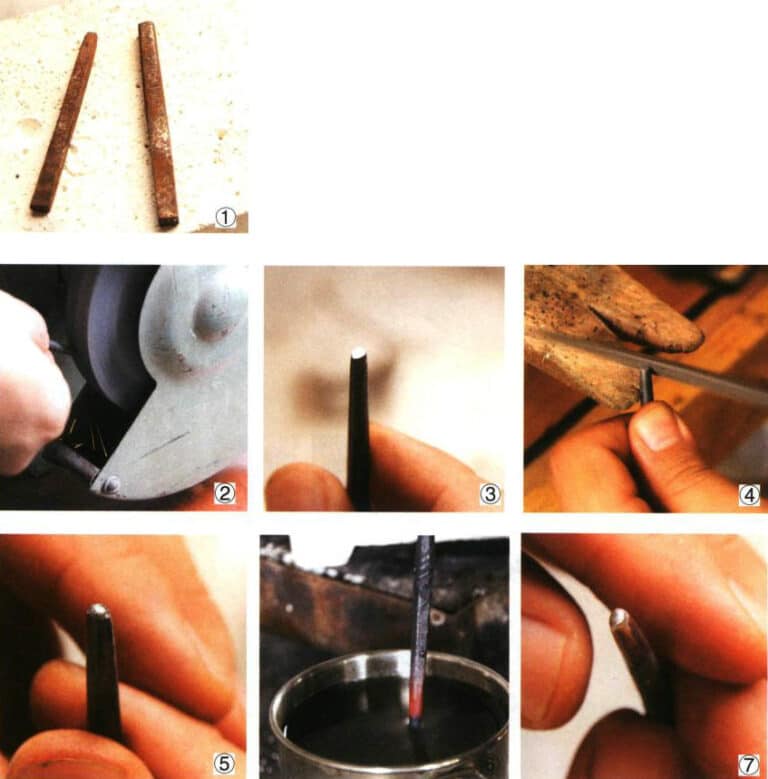
3.2 Metode for å lage dråpemeiselen
Bruk en dråpemeisel som eksempel for å vise produksjonsprosessen til en meisel.
(1) Velg en stålstang med passende lengde og tykkelse, kutt den til omtrent 10 cm lang og glød den (fig. 3-38①).
(2) Bruk en stor fil til å flate ut den tykke enden av stålstangen, og tegn en dråpeform på tverrsnittet av den enden med en blyant.
(3) Utfør grovforming på en slipeskive (fig. 3-38②③), og følg sikre driftsprosedyrer.
(4) Finslip formen med grove og fine filer (fig. 3-38④⑤).
(5) Slokk og poler meiselen, og test den deretter på et sølvark (fig. 3-38⑥⑦).
4. Gløding og bråkjøling
GlødingVarm opp stålstykket til en temperatur på omtrent 700 °C til metalloverflaten fremstår mørkerød, og la det deretter avkjøles naturlig. Denne varmebehandlingsprosessen kalles gløding. Formålet med gløding er å avlaste spenninger i materialet, redusere hardhet og sprøhet, øke duktiliteten og legge til rette for påfølgende finmaskinering. Før fresing bør metallet som skal freses glødes for å gjøre det lettere å forme mønsteret. Når man lager meisler, bør også metallmaterialet glødes først.
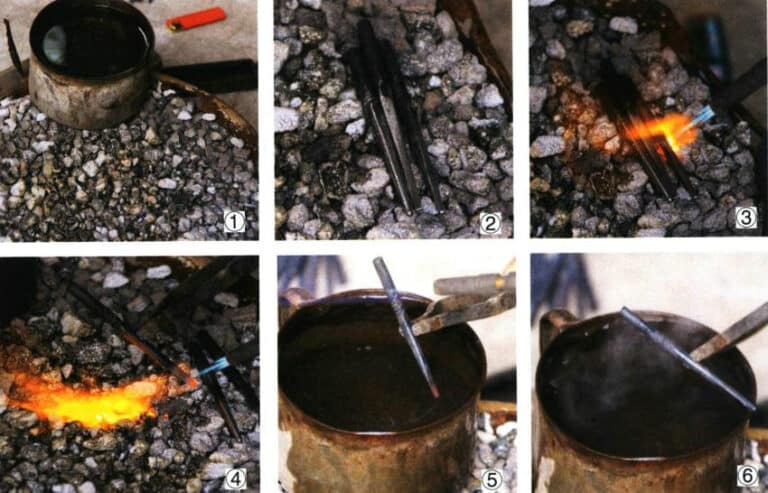
SlokkingEtter at meiselen er glødet, formet og polert til sin endelige nødvendige form, har den fortsatt ikke tilstrekkelig hardhet og styrke til å motstå den langvarige belastningen fra hamring, og den kan deformeres eller sprekke. Derfor må meiselhodet bråkjøles for å øke hardheten og slitestyrken til metallstykket. Bråkjølingstrinnene er som følger.
(1) Klargjør kaldt vann eller maskinolje (fig. 3-39①).
(2) Plasser den polerte meiselen på arbeidsbenken (fig. 3-39②).
(3) Du kan gripe meiselen med en jerntang med langt skaft og varme opp hele meiselen jevnt ved høy temperatur (fig. 3-39③).
(4) Etter at du har forvarmet hele verktøyet, konsentrer varmen på meiselhodet til det blir skinnende hvitt (fig. 3-39④).
(5) Plasser meiselhodet raskt i kaldt vann eller kald olje, hold det der i 2–3 sekunder, ta det deretter ut umiddelbart og inspiser meiselhodet; hvitt eller gult, blågrønt er å foretrekke (Fig. 3-39 ⑤⑥). Et hvitt meiselhode er hardest, gult er deretter, og blågrønt har moderat hardhet, noe som gjør det best egnet for jaging og avlastning.
(6) Etter at meislene er jevnt avkjølt, kan de brukes.
(7) Fil meiselhodet med en rasp. Hvis du kjenner en jevn og uhindret filefølelse, var slokkingen vellykket.
Slukkende video
Notater
① Ved gløding av meiselen er det hovedsakelig basert på personlig erfaring. Temperaturoppfatningen er hovedsakelig basert på observasjon av endringer i verktøyet, så det er ikke nødvendig å være fiksert på en spesifikk temperatur. Under gløding, varm opp til metallet på bladet blir mørkerødt. Det er ikke nødvendig å fortsette å varme opp til det blir knallrødt.
② Ved bråkjøling trenger bare meiselspissen å varmes opp til en lys hvit farge, som den lysende hvite fargen til en wolframglødetråd når en pære tenner. Når spissen blir lys hvit, kan den senkes i kaldt vann eller kald olje for bråkjøling. Meiselskaftet forblir glødet, noe som letter kraftoverføringen.
Sikkerhetstips
① Når meisler glødes eller bråkjøles, skal ikke personer i nærheten forstyrres.
② Under gløding og bråkjøling er meislene ved høy temperatur; operatøren bør utføre hele prosedyren forsiktig, rolig og forsiktig for å unngå å skade andre.
③ Etter gløding og bråkjøling må meislene avkjøles naturlig; operatøren bør informere de i nærheten for å forhindre at noen plukker dem opp og brenner seg.
Seksjon II Bakgrunns- og polstringsmaterialer
1. Lim

Bruksmetoden for limet er som følger.
(1) Hell det smeltede limet på metallet som skal skjæres, og bruk en svak flamme til å forsiktig varme metallet litt etter litt, slik at metalloverflaten når en viss temperatur slik at limet fester seg helt til metallet, skyver ut luftbobler og forhindrer hulhet under skjæringen. For en tredimensjonal form, hell det oppvarmede, pastalignende limet inn i beholderen gjennom åpningen til den er fylt (limet er vanligvis på nivå med åpningen). Etter at limet er avkjølt og størknet, kan skjæringen utføres på beholderens kropp. For en flat form, legg gull-, sølv- eller kobberarket på limplaten.
(2) Etter at jiggingen er ferdig, bruk en svak flamme eller en ovn for å gradvis øke temperaturen på det jiggede metallet. For tredimensjonale former, varm sakte opp beholderens åpning (fig. 3–41) slik at limet gradvis strømmer ut gjennom åpningen.

2. Bly
Fordi bly er relativt mykt og tett, brukes det ofte som støtteplate i moderne skjæring og avlastningsarbeid. Likevel har det også visse ulemper: det fordamper ved høye temperaturer og kan skade menneskekroppen. I tillegg korroderer flytende bly gull og sølv, så en barriere som kalkpulver eller blekk må påføres på forhånd på gull- og sølvoverflater. Derfor brukes bly ofte som støtte- og festemateriale ved skjæring på kobberplater. Metodene for å bruke bly som støtte og festemiddel er som følger.
(1) Glød den røde kobberplaten, bruk en formmeisel til å stanse ut formen som skal freses (fig. 3-42①), og skjær kantene på arbeidsstykket som skal freses glatt.
(2) Ha blybarrene i kjelen, varm dem direkte opp og smelt dem. Plasser metallstykket som skal skjæres med forsiden opp i fuktig, fin sand. La det være litt mellomrom slik at det dannes et spor mellom det og sanden.
(3) Hell det smeltede blyet sakte ned i sporet (fig. 3-42②).
(4) Fortsett å helle det smeltede blyet sakte inntil sandsporet er fylt i vater (fig. 3-42③).
(5) Etter at blyet er avkjølt, fjern det sammen med kobberplaten og legg det til side (fig. 3-42④).

3. Sandsekker, ståljaktblokk, asfalt



Seksjon III Jakt på hammere
Slaghammere (fig. 3–46) finnes i forskjellige størrelser og modeller; du kan velge en størrelse etter personlig preferanse. Små hammere veier vanligvis rundt 200 g, mens store veier omtrent 300 g. Hammerformene varierer betydelig mellom øst og vest: den vestlige slaghammeren har et større, nesten sylindrisk hode på slagenden og et mindre halvkuleformet hode i den andre enden, mens den tradisjonelle kinesiske slaghammeren ikke er mye forskjellig fra en vanlig hammer, bortsett fra at slagenden kan være enten firkantet eller rundhodet (fig. 3–47).
Firkanthammere brukes vanligvis når man skal forme de første formene i kjedeskjæring eller når man smier detaljerte former. Rundhammere brukes vanligvis til kjedeskjæring. Når man bruker dem, kan man slå lett på metallet med den avrundede flaten eller siden av hodet for å utføre fin kjedeskjæring. Vinkelen mellom håndtaket og hodet er en rett vinkel, men omtrent 85 grader.

Figur 3–46 Jage hammere fra øst og vest

Figur 3–47 Hammer med firkantet hode, hammer med rundet hode
Slik holder du hammeren: Det er ingen forskjell på venstre og høyre hånd, og det er ikke noe fast grep; vær oppmerksom på følgende viktige punkter.
(1) Når du holder hammeren, plasserer du hånden på den midtre til bakre delen av håndtaket. Bruk spakprinsippet med håndleddet som omdreiningspunkt. Dette gjør det enklere å utøve kraft og kontrollere slagstyrken.
(2) Ikke grip håndtaket med alle fem fingrene tett sammen. Meiselbevegelser og lettelse fremhever kraften og vinkelen til hammerhodet når det treffer meiselen, omtrent som å holde en pensel i kalligrafi og stole på fingrene og håndleddet for å styre strøkene. Når du holder hammeren, grip håndtaket som vist i figur 3–48, plasser fingrene i de tilsvarende posisjonene for å mestre vinkelen og metoden for å påføre kraft, og føl finessen selv.
(3) “Hammerteknikk” i jakt og lettelse er svært viktig; den har ingen faste regler og avhenger helt av erfaring. Derfor må du mestre hastigheten og trykket i slagene dine – presserende, langsomme, lette, tunge – og unngå å sikte bevisst mot meiselen når du slår. Meisling krever koordinering av begge hender, jevn pust, klarhet i tankene og oppmerksom følelse av kraften og rytmen i slagene.

Seksjon IV Andre relaterte verktøy

Figur 3-49 Trekjevs spiralchuck

Figur 3-50 Ulike vanlige hammere

Figur 3-51 Ulike typer ambolter

Figur 3-52 Verktøyvegg

Figur 3-53 Fluks

Figur 3-54 Rengjøringsverktøy

Figur 3-55 Hjemmelaget ambolt og arbeidsstolpe

Figur 3-56 Kompass
Notater
① Styrk empati og respekt for håndverkerne. Vanlige meislingsverktøy, inkludert meisler og hammere, er i utgangspunktet håndlaget av håndverkerne og brukt i årevis. Når en håndverker arbeider, bør ikke observatører berøre verktøyene deres uten tillatelse. Hver håndverker har sin egen arbeidsmåte og rytme, spesielt de med mange års erfaring. Mens de arbeider, har de posisjonen til hver meisel og antallet meisler trykket inn i hodet; å strekke seg etter en meisel har blitt muskelminne. Utilsiktede bevegelser eller nysgjerrighet fra utenforstående kan forstyrre arbeidstilstanden deres.
② Bruk av loddetinn. Ved meislingsarbeid brukes loddetinn vanligvis svært lite. Hvis det oppdages et meiselhull eller brudd, må meislingen stoppes umiddelbart, og arbeidet kan bare fortsette etter at det er reparert med loddetinn. I motsetning til forgylling er meislingen avhengig av metallets duktilitet og strekkreftene som genereres i metallet. Når det først er et brudd, ødelegger det metallets indre strekkraft og påvirker formen. Derfor bør små sprekker loddes raskt. Hvis det er et hull, reparer det ved å lodde inn en metallflekk av passende størrelse. Da må du ikke stole på loddetinn for å fylle hullet.
Sikkerhetstips
① Når lim brukes som bakside og polstring for tredimensjonale former og gjenstander, må du ikke varme opp andre områder enn utløpet eller deler uten lim først under limfjerningsprosessen. Dette for å forhindre eksplosjoner forårsaket av varmefangst fra internt smeltet lim som ikke kan slippe ut.
② Hammerhodet er festet av spenningen mellom håndtaket, hammeren og treverket, og det kan løsne etter langvarig slag og vibrasjon. Hvis du oppdager at hammerhodet er løst, må du forsterke det raskt for å forhindre at hammerhodet faller av eller slynges av, noe som kan skade arbeidsstykket og sette personer i nærheten i fare.
③ Limblandingen inneholder harpiks og spiselig olje, så den avkjøles sakte. Ikke berør limet med hendene for å teste temperaturen når du lager det, ellers kan limet feste seg til huden og forårsake brannskader eller vevsnekrose.
④ Bruk forskriftene og bruk passende klær. Bruk langermede klær, lange bukser og varmebestandige sko når du smelter bly for å forhindre at smeltet bly spruter på kroppen og forårsaker brannskader eller blyforgiftning.