



















Hvordan fatte edelstener perfekt: En trinn-for-trinn-guide for smykkemakere
8 typer settingteknikker
Utsøkte smykker er uatskillelige fra edle metaller (inkludert platina, metall og sølv). Likevel er det ubestridelig at den mest blendende delen av smykker består av de variert formede og fargesterke edelstenene som er innebygd i dem. Naturlige edelstener og jade er utsøkte «gaver» som naturen har gitt menneskeheten. Produkter av ulike geologiske prosesser under jordens dannelse og utvikling, og viser frem den mirakuløse kraften i naturens håndverk. Edelstener har en fengslende sjarm som kan vekke uendelig fantasi.
Kunsten å sette steiner innebærer bruk av ulike metoder som setting, filing, meisling, klemming og sveising for å kombinere edelstener og jade i forskjellige farger, former og teksturer i ulike former og stiler, og skape håndverk og dekorative gjenstander med høy estetisk verdi.
Kunsten å sette smykke er først og fremst en manuell ferdighet med et høyt teknisk innhold, noe som gjør den til en av de mer utfordrende smykkelagingsprosessene. Setteteknikken vektlegger operatørens ferdigheter; nesten alle utsøkte smykke gjenspeiler operatørens ferdigheter.
Vanlige settemetoder inkluderer hovedsakelig perlesetting, spisssetting, bezelsetting, kanalsetting, belegningssetting, sigøynersetting, plansetting og innstilling uten kant.
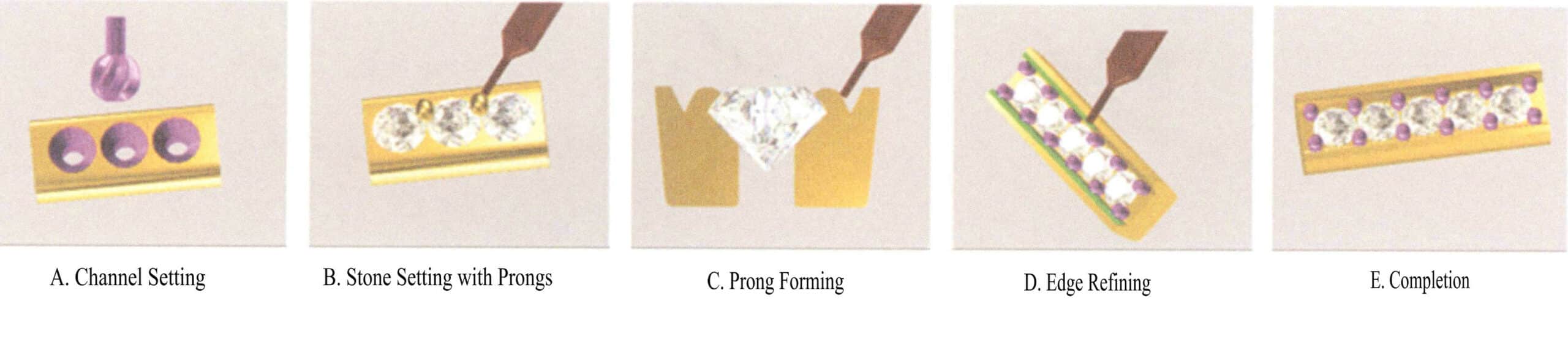
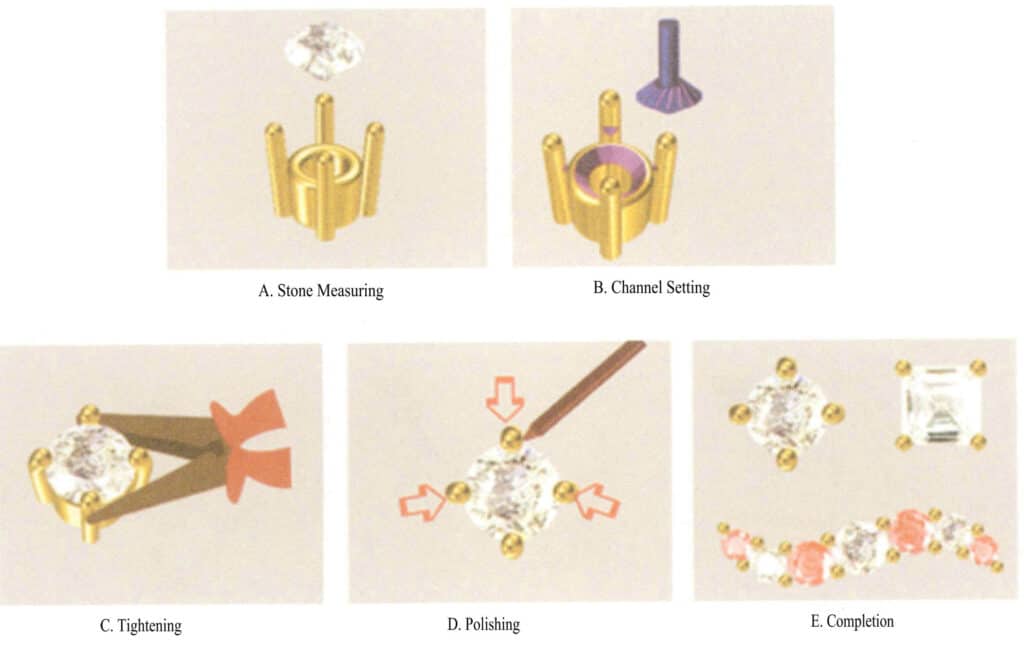
Skjematisk diagram av prosessen med å sette Prong
Innholdsfortegnelse
Del I Forberedelse av edelstener
Video om klargjøring av edelstener
1. Hovedverktøy som brukes
2. Hovedpunkter i driftsprosessen
(1) Forstå og bli kjent med kundenes bestillingskrav.
(2) For edelstenene levert av kunden kreves veiing og verifisering; se tabell 5-1.
Tabell 5-1 Tabell for vekting og verifisering av edelstener
| Kode | Størrelse (mm) | Vekt (karat) | Kode | Størrelse (mm) | Vekt (karat) | Kode | Størrelse (mm) | Vekt (karat) |
|---|---|---|---|---|---|---|---|---|
| 000 | 0.004 | 6.5 | 1.8 | 0.026 | 13.5 | 3.2 | 0.130 | |
| 00 | 0.004 | 7 | 1.9 | 0.031 | 14 | 3.3 | 0.146 | |
| 0 | 1.0 | 0.006 | 7.5 | 2.0 | 0.035 | 14.5 | 3.4 | 0.153 |
| 1 | 1.1 | 0.007 | 8 | 2.1 | 0.042 | 15 | 3.5 | 0.165 |
| 1.5 | 1.2 | 0.008 | 8.5 | 2.2 | 0.046 | 15.5 | 3.65 | 0.185 |
| 2 | 1.2 | 0.009 | 9 | 2.3 | 0.051 | 16 | 3.7 | 0.200 |
| 2.5 | 1.25 | 0.010 | 9.5 | 2.4 | 0.060 | 16.5 | 3.8 | 0.205 |
| 3 | 1.25 | 0.011 | 10 | 2.5 | 0.065 | 17 | 3.9 | 0.230 |
| 3.5 | 1.3 | 0.013 | 10.5 | 2.6 | 0.073 | 17.5 | 4.0 | 0.250 |
| 4 | 1.4 | 0.014 | 11 | 2.7 | 0.080 | 18 | 4.1 | 0.255 |
| 4.5 | 1.5 | 0.015 | 11.5 | 2.8 | 0.085 | 18.5 | 4.2 | 0.265 |
| 5 | 1.5 | 0.017 | 12 | 2.9 | 0.100 | 19 | 4.3 | 0.300 |
| 5.5 | 1.6 | 0.019 | 12.5 | 3.0 | 0.110 | 19.5 | 4.4 | 0.320 |
| 6 | 1.7 | 0.021 | 13 | 3.1 | 0.120 | 20 | 4.5 | 0.360 |
(3) Sjekk om edelstenene har avskallinger, sprekker eller brudd, og om fargen og klarhetsgraden på edelstenene samsvarer med bestillingskravene. Bruk voks- eller metallinnfatninger for å teste edelstenene og sjekk om formen og spesifikasjonene til edelstenene samsvarer med innfatningene. Hvis kundens edelstener ikke oppfyller bestillingskravene, må dette rapporteres omgående.
(4) Sørg for at edelstenene samsvarer nøye med smykkene i henhold til bestillingskravene, og overlat de innfattede edelstenene til neste produksjonsprosess.
(5) Legg inn mengden edelstener, innstøpningsmetoder, kundenavn og andre data i produksjonsstyringssystemet.
(6) Inspiser smykkene etter at edelstenene er innstøpt, og ta tak i problemer som gjenværende og ødelagte edelstener under innstøpningsprosessen.
02 Forklaringsvideo om tilberedning av edelstener
3. Vanlige begreper brukt i edelstensinnfatning
(1) Skjæring (fasettering): Refererer til formen og stilen på edelstenens sliping. Den slipte edelstenen skal oppfylle kundens bestillingskrav.
(2) Farge: Refererer til fargen på edelstenen, for eksempel blå, gul, rød, grønn, brun osv.
(3) Størrelse: Refererer til størrelsen og dimensjonene på edelstenen.
(4) Edelstensmatthet: Refererer til fenomenet der overflaten på edelstenen virker matt, noe som fører til redusert gjennomsiktighet og påvirker edelstenens lysstyrke.
(5) Nåleinnhold: Refererer til tilstedeværelsen av små nålehullfenomener i edelstenen. Slike inneslutninger kan finnes på overflaten eller bunnen av edelstenen.
(6) Svarte flekker: Refererer til tilstedeværelsen av svarte urenheter på overflaten eller inne i edelstenen.
(7) Innvendige blomster: Refererer til urenheter i og på edelstenens overflate. Basert på urenhetenes synlighet kan de klassifiseres i tre kategorier: små urenheter, som inneholder urenheter og som inneholder åpenbare urenheter.
(8) Innvendige sprekker: Refererer til graden av sprekker i og på edelstenens overflate.
Indre sprekker i edelstener: Basert på graden av sprekker, kan de klassifiseres i tre kategorier: små sprekker, sprekker som inneholder sprekker og sprekker som inneholder åpenbare sprekker.
Overflatesprekker i edelstener: Basert på graden av sprekker, kan de klassifiseres i tre kategorier: de med små sprekker, de med små sprekker og de med åpenbare sprekker.
(9) Avskalling av edelstener: Refererer til defekter eller hakk på overflaten av edelstener. Avhengig av feilens plassering kan den videre deles inn i fem typer: kantdefekter, fasettdefekter, borddefekter, bunndefekter og hjørnedefekter. Basert på hvor åpenbare defektene er, kan de klassifiseres i tre kategorier: de med mindre defekter, de med små defekter og de med åpenbare defekter.
Del II Forberedelse for innfatning av edelstener
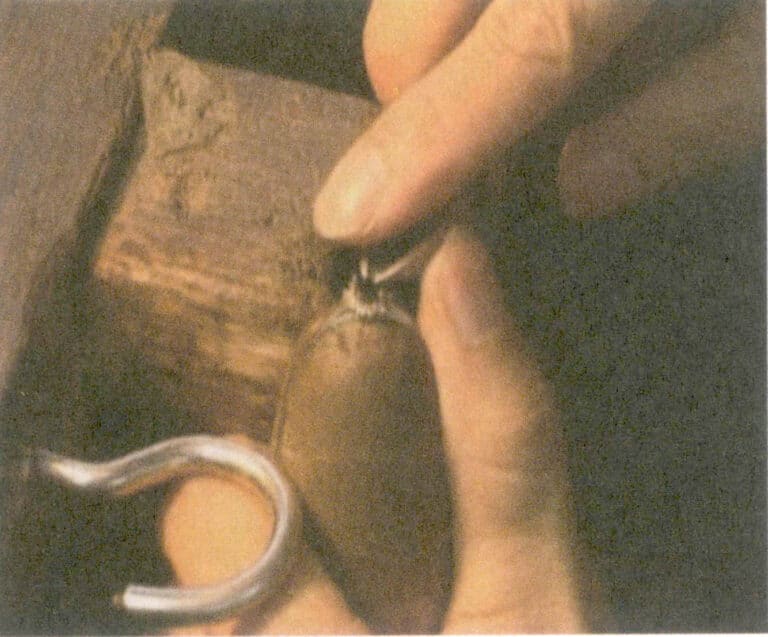
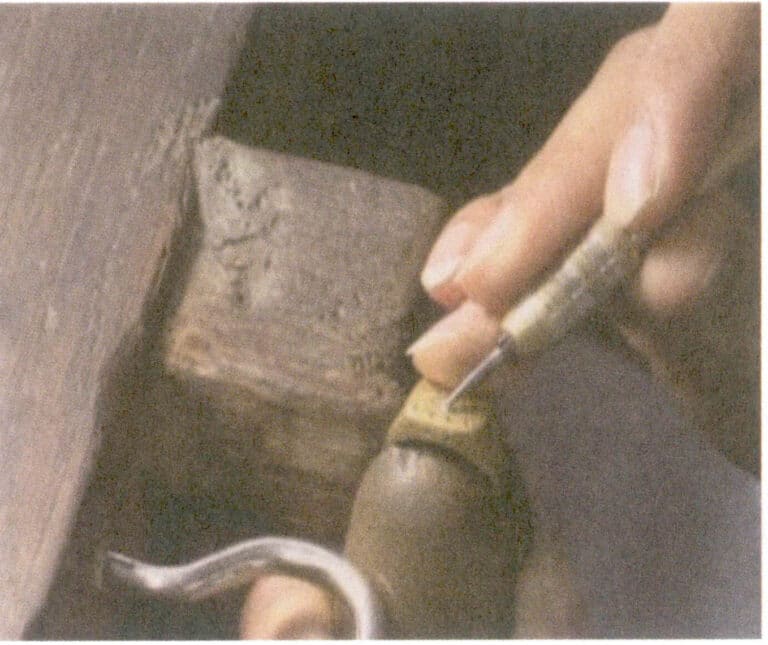
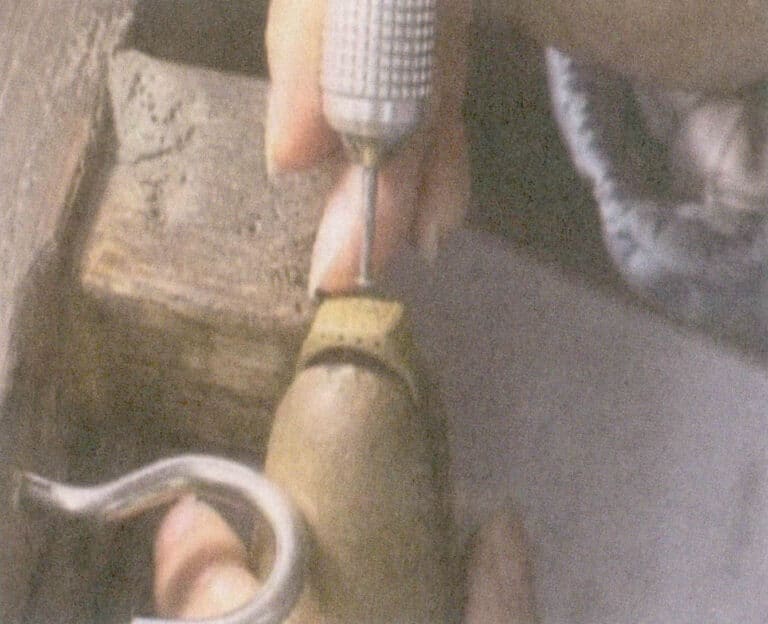
1. Påføring av varm voks
Påføring av varm voks fester smykket på håndtaket, noe som gjør det enklere for operatøren å holde og manipulere under edelstensinnfatningsprosessen. Det brukes hovedsakelig til øredobber, anheng eller andre deler som krever pressing, mens andre innfatningsmetoder avhenger av smykkets spesifikke situasjon.
(1) De viktigste verktøyene som brukes
Et sett med sveiseverktøy, tetningsvoks, pinsett, ambolt osv.
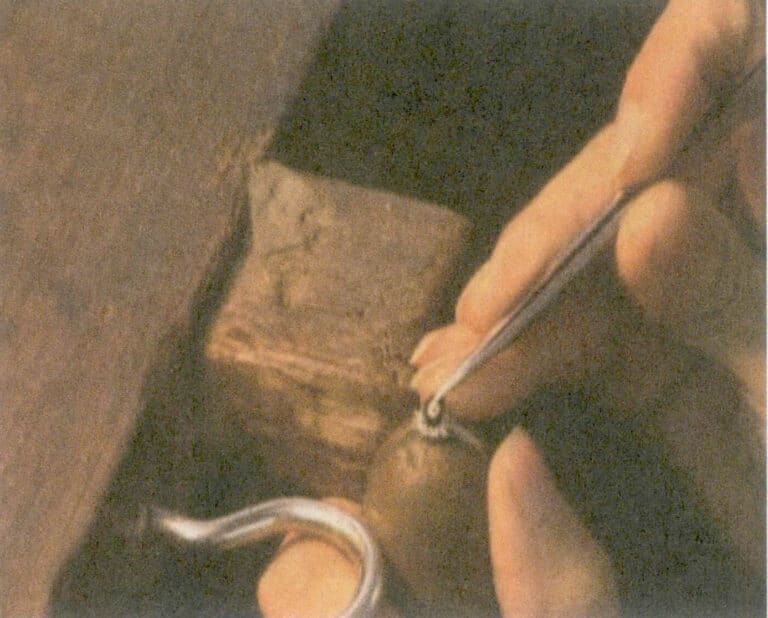
(2) Hovedpunkter i driftsprosessen
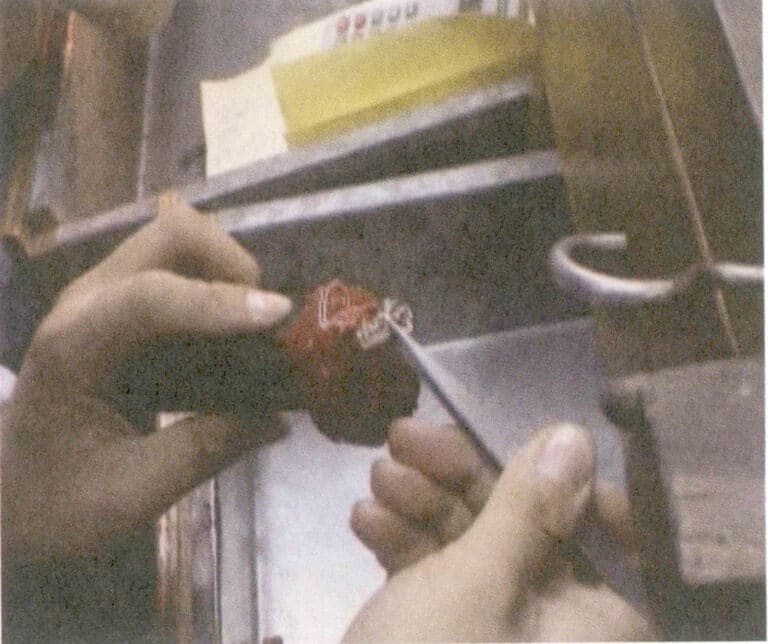
Plasser forseglingsvoksen på ambolten, tråkk deretter jevnt på luftkulen med foten, tenn blåsebrenneren og beveg flammen for å varme opp forseglingsvoksen. Når forseglingsvoksen mykner, trykk den ene enden av forseglingsvokspinnen mot forseglingsvoksen, og bruk deretter pinsetten til å løsne forseglingsvoksen fra ambolten. Fortsett å varme opp forseglingsvoksen med blåsebrenneren, plasser smykkene i den myke forseglingsvoksen og avdekk edelstensinnfatningen. Press forseglingsvoksen rundt smykkene med hånden eller pinsetten for å feste smykkene (figur 5-2). Til slutt plasserer du forseglingsvoksen i vann for å kjøle den ned, slik at den blir hardere og øker styrken.

Video om påføring av varm voks
2. Slip flatmeisel
I smykkeforedlingsprosessen er flatmeisel mye brukt og er et av de mest brukte verktøyene i edelstensinnfatningsprosessen. Nesten alle innfatningsmetoder krever flatmeisel, for eksempel kantmeisling, prongløfting og fjerning av edelstener.
(1) De viktigste verktøyene som brukes
Chuck, synål, oljeedelsten, symaskinolje.
(2) Trinn for å flate meiselen
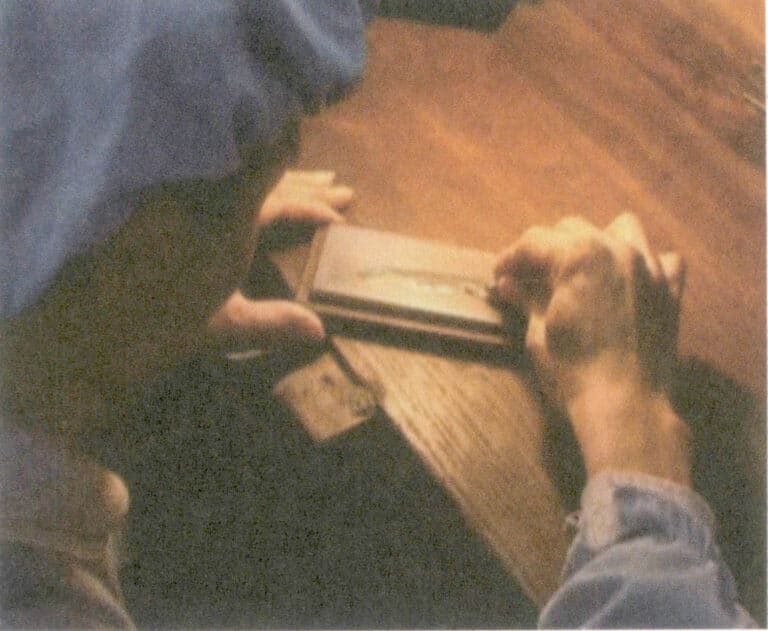
① Plasser oljeedelstenen rett foran deg på bordet, med brystet hevet og omtrent 10 cm unna bordet.
② Tørk av oljesteinen med et papirhåndkle, og tilsett en passende mengde symaskinolje i oljesteinen for å forbedre hastigheten og kvaliteten på meiselen og redusere slitasjen på oljesteinen.
③ Monter nålen. Ta en synål, klipp av spissen og plasser den i nålechucken. Det finnes to typer nålechucker: enkelt-endet og dobbelt-endet. Hovedfunksjonen deres er å holde stålnålen, noe som øker kraftområdet for enklere arbeid. Lengden på nålen som er eksponert bør være omtrent 1 cm. Hvis nålen er eksponert for lenge, kan den lett bøye seg eller brekke under press. Hvis den er eksponert for kort, vil nåleholderen ofte kollidere med smykkene under bruk.
④ Hold oljesteinen med venstre hånd og grip chucken godt med høyre hånd (chucken gripes med tommelen og den fremre midtre delen av pekefingeren på det sklisikre området, mens de andre fingrene bidrar til å stabilisere den), slik at nålen gnisser frem og tilbake på oljesteinen. Under sliping av flatmeisel skal håndleddet og underarmen være i en rett linje, og armen skal opprettholde en viss vinkel og høyde i forhold til bordet. Håndleddet bruker vinkelen mellom nålen og oljesteinen til å kontrollere, med en helningsvinkel på 30°-40°. Dette skjer hovedsakelig ved bruk av skulderstyrke, slik at nålen i oljesteinen friksjoner horisontalt frem og tilbake, og kraften skal være jevn (kraft på stålnålen, figur 5-3). Vær forsiktig så du ikke svinger hånden fra side til side for å unngå sliping på flere sider eller en flatmeisel som skråner.
⑤ Bruk samme metode for å spisse den andre siden av nålen, men vær oppmerksom på å bruke litt mer kraft i den lengre vinkelen.
(3) Krav til flating av meiselen
De to overflatene på den flate meiselen skal være like store, overflaten må være glatt og skinnende, og den skal ikke danne en kurve eller flere skjærekanter. Skjærekanten på den flate meiselen skal være rett og skarp. Under sliping av meiselen må man være spesielt oppmerksom på vinkelen på den flate meiselen, da forskjellige bruksscenarioer har forskjellige krav til den flate meiselen. Flate meisler som brukes til kanting er relativt raskere med en 95° vinkel fordi jo tynnere og skarpere den er slipt, desto bedre er den for å fjerne metall. Den flate meiselen som brukes til å drive inn pigger, med 85° vinkel er relativt mindre anstrengende, fordi kraftområdet på den flate meiselmunnen er lite, og bruk av samme kraft gir bedre resultater ved å drive inn pigger.
Video om sliping av flatmeisel
3. Lag koppbor for rund pigg
(1) De viktigste verktøyene som brukes
Fleksibel akselsliper, bor, kulebor, oljeedelsten, blåsebrenner, tang.
(2) Driftstrinn
① Bruk et kassert verktøy (som et hjulbor) til å skjære av spissen og slipe den flat på en oljeedelsten eller med en sandvalse.
② Hold det kasserte verktøyet med en tang i høyre hånd, og bruk en blåsebrenner i venstre hånd til å brenne den fremre enden til den blir rød, og la den deretter avkjøles naturlig. Det kasserte verktøyet kan mykgjøres ved herding.
③ Hold det kasserte verktøyet med venstre hånd, fest det mot arbeidsbenken, og plukk opp håndstykket til den fleksible akselsliperen som er utstyrt med et bor, med høyre hånd. Bruk borehullet på tverrsnittet av det kasserte verktøyet. Under boreprosessen forblir den fleksible akselsliperen stasjonær, og venstre hånd roterer sakte det kasserte verktøyet. Boret skal opprettholde en viss helning i forhold til verktøyets tverrsnitt, og det borede hullet skal være halvsirkelformet (figur 5-4).
④ Bytt til et kulebor (vanligvis et 006 kulebor) for å runde det borede hullet og polere det glatt.
⑤ Varm opp den allerede borede koppen med spissfeste til den blir rød. Legg den deretter umiddelbart i vann for å avkjøles og bråkjøl den for å øke hardheten til perlen.
(3) Driftskrav
① Det indre hullet i perlen må være sentrert og ikke skråstilt.
② Hullet bør ikke bores for dypt eller for grunt; dybden bør bestemmes basert på lengden på piggen som settes.
③ Hullet skal være rundt, og hullveggen skal være glatt.
④ Størrelsen på spisshodet bør bestemme størrelsen på koppboret. Hvis det er for stort eller for dypt, kan det føre til at spisshodet ikke fester seg til edelstenen, og det er lett å skade edelstenen under bruk. Hvis det er for lite, vil det pressede spisshodet bli defekt.
Video av forberedelse til innstilling
4. Lage en koppbor for spyling
(1) De viktigste verktøyene som brukes
Samme som en ”Lag koppbor til rund pigg”.
(2) Driftstrinn
Se operasjonsmetoden for «Lag koppbor for rund pinne».
(3) Driftskrav
I prosessen med å lage koppbor for plan innstilling er det viktig å sørge for at kanten verken er for tykk eller for tynn. Hvis kanten er for tykk, kan ikke koppboret gå ned; selv om den kan det, vil det samle seg for mye metallstøv, noe som påvirker utseendet. Hvis kanten er for tynn, er det for lett å løfte metallstøvet mens koppboret går ned, og det kan føre til at edelstenene slynges av. Kanten på koppboret kan ikke være tykk på den ene siden og tynn på den andre, eller ikke rund nok; ellers vil resultatet bli ujevnt metallstøv, noe som påvirker utseendet.
Seksjon III Innstillingsteknikker
1. Asfalteringsinnstilling
Paveinnfatning er en metode for å feste en edelsten ved å presse de eksisterende piggene på innfatningen mot den. Dette er den enkleste og mest grunnleggende metoden i en edelstensinnfatning. Vanligvis starter man med denne metoden når man lærer seg edelstensinnfatning.
(1) De viktigste verktøyene som brukes
Flatmeisel, pinsett, ferskenbor, bølgebor, koppbor, bøyeskaftsliper, oljeedelsten, etc.
(2) Trinn i driftsprosessen
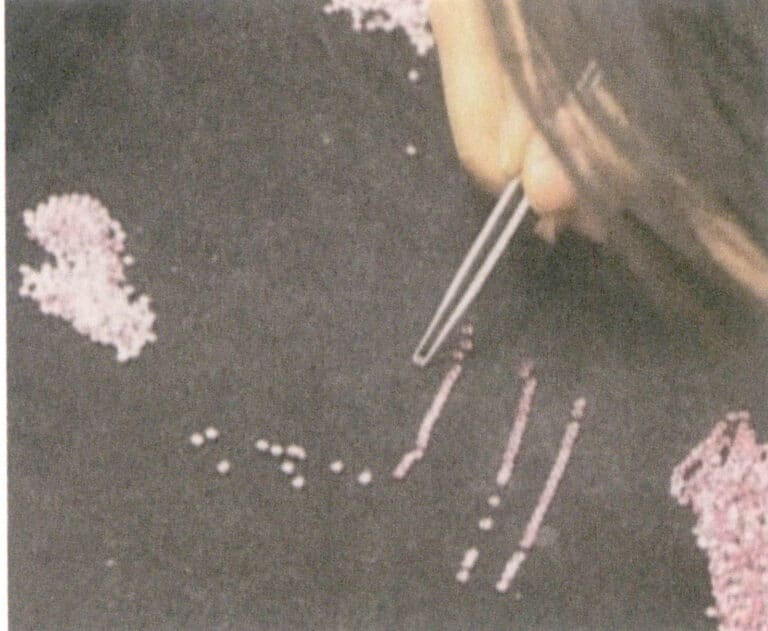
① Plasser edelstenen som skal settes på ambolten og ordne dem i størrelsesorden.
② Hold smykket som skal settes med den ferdige forseglingsvoksen (ringklemme) i venstre hånd og fest det mot plattformen.
③ Bruk pinsett til å plukke opp edelstenen og plasser den i testposisjonen (figur 5-5). Hvis edelstenen er større enn innfatningsposisjonen, bruk et ferskenbor eller paraplybor til å slipe posisjonen i henhold til edelstenens tykkelse (figur 5-6) til innfatningsposisjonen passer til edelstenens størrelse.
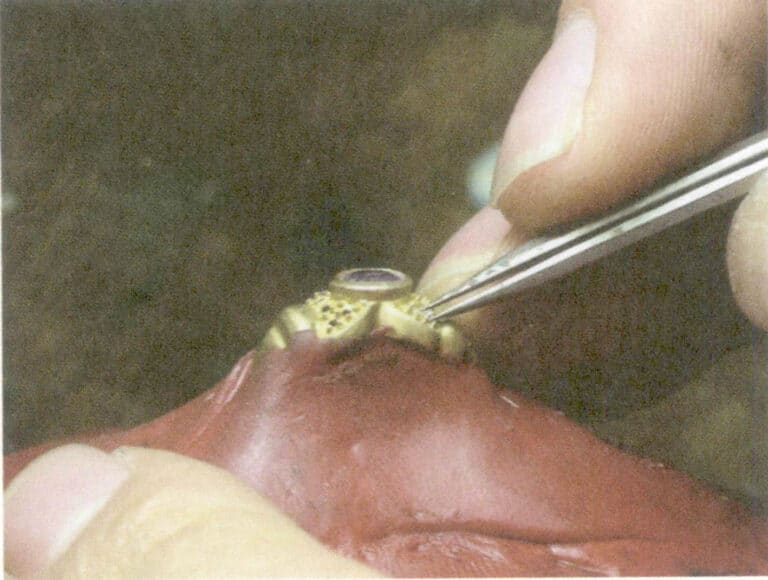
Figur 5-5 testing av edelstensbasen
Figur 5-6 slip posisjonen til settebasen.
④ Velg en skive i samme størrelse som edelstenen som skal settes, basert på størrelsen på edelstenen. Plasser den mot piggen i en avfaset vinkel på 30 grader, og rett den deretter sakte ut for å justere den med innfatningsbasen.
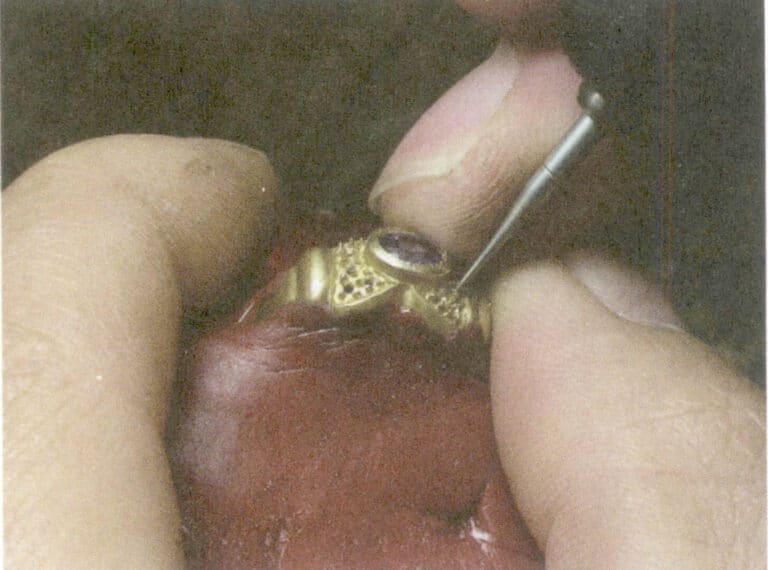
⑤Plasser edelstenen forsiktig i fatningen med en pinsett. Sørg for at den sitter litt forsenket. Juster edelstenen riktig med pinsetten, og sørg for at den er godt plassert i fatningsbasen. For edelstener som sitter flatt, skyv forsiktig spisshodet oppover fra basen mot kanten av edelstenen, og sørg for at det er nær edelstenen. Hvis edelstenen ikke er i vater etter plassering, bruk et skivebor til å forsiktig omforme den til den ligger flatt mot fatningen. Hvis spissen er for langt fra edelstenen, bruk en flat meisel til å presse den tettere, og bruk deretter et koppbor til å feste spisshodet godt til edelstenen. Vær forsiktig med kantene på pavefatningen gjennom hele prosessen for å holde den polerte overflaten intakt og uskadet.
Figur 5-7 Skyve piggen
Figur 5-8 Poler den runde piggen
(3) Krav til håndverk for asfaltering
① Den innfattede edelstenen må ikke ha skjevheter, ujevnheter, usikker innfatning eller brukne edelstener.
② Høydeforskjellen mellom edelstenene bør bestemmes i henhold til smykkenes form; på samme linje skal det ikke være ujevnheter mellom edelstenene.
③ Det polerte metallet og metallkanten rundt edelstenen må ikke ripes opp.
④ Spisshodet må være rundt og ikke flatt, og det skal ikke være metallspon på kanten av spisshodet.
⑤ Spissen bør verken være for lang eller for kort. Hvis den er for lang, kan den sette seg fast i klær, og hvis den er for kort, vil ikke edelstenen være godt innfattet, noe som kan føre til at edelstenene faller av.
⑥ Før innfatning må tykkelsen og formen på edelstenen nøye observeres før sliping av innfatningsbasen.
⑦ Observer om edelstenen plasseres riktig oppover, sammenlign edelstenens overflate med innfatningsbasen. Behandle edelstenens overflate som en rett linje og sammenlign den fra fire retninger med innfatningsposisjonen. Hvis de er parallelle, sitter edelstenen riktig oppover.
⑧ For å observere om edelstenen sitter riktig oppover, bør man se på smykkets generelle form.
Video om asfaltering
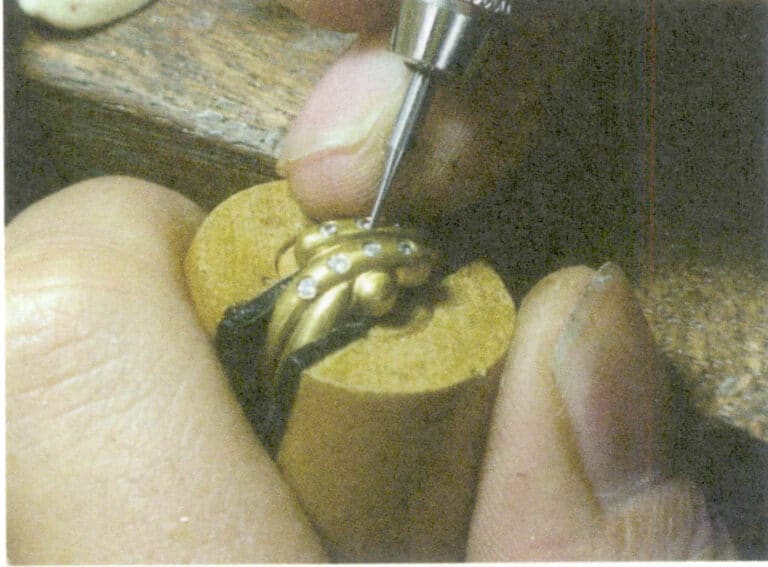
2. Innstilling av hevede perler
Innfatning av hevede perler legger inn edelstener ved å løfte perlene manuelt for å feste edelstenen til innfatningsbasen. Innfatningseffekten av perlesettet er den samme som for paveinnfatningen.
(1) De viktigste verktøyene som brukes
Flatmeisel, pinsett, ferskenbor, bølgebor, perlesuger, fleksibel skaftsliper, oljedetalj.
(2) Trinn i driftsprosessen
For prosessen med å sette Prong, se figur 5-9.
① Plasser edelstenen forsiktig i innfatningsposisjonen med en pinsett. Hvis edelstenen er større enn innfatningsbasen, bruk en ferskenbor for å utvide posisjonen til innfatningsbasen passer til størrelsen på edelstenen.
② Sørg for at edelstenens overflate er litt lavere enn metalloverflaten.
③ Bestem posisjonen til de hevede perlene. Vanligvis er tre utstikkere arrangert i en likesidet trekant, fire i en firkant og seks i en sekskant.
④ Bruk en flat meisel til å skyve piggene opp fra hjørnet av innstillingsposisjonen.
⑤ Bruk en flat meisel til å fjerne den ekstra kanten av edelstensinnfatningene og eventuelt overflødig metallstøv.
⑥ Bruk et koppbor til å runde spisshodet og fest det godt til edelstenen.
(3) Krav til håndverket for å starte settekroken
① Edelstenene må ligge flatt, uten skråninger, løse fatninger eller ødelagte edelstener.
② Pigghodet må være rundt uten flate spon eller metallspon.
③ Den flate meiselen som brukes til hevede perler må være skarp. Hvis den er sløv, bør den slipes med en oljete edelsten før bruk.
④ Før innfatning, følg nøye med på formen og tykkelsen på edelstenene, og slip deretter posisjonen.
⑤ Når du setter edelstener, bør overflaten på edelstenen være i nivå med eller litt lavere enn metalloverflaten.
Video om innstilling av hevede perler
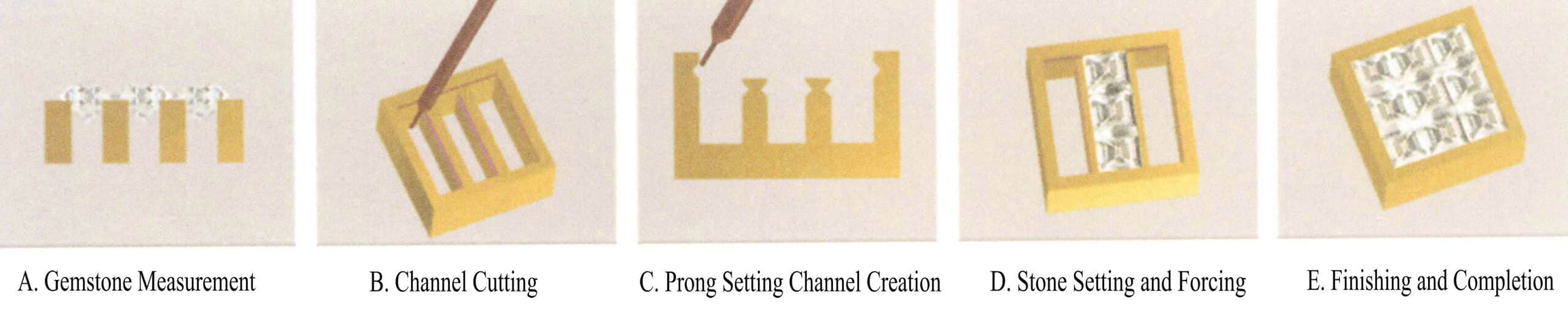
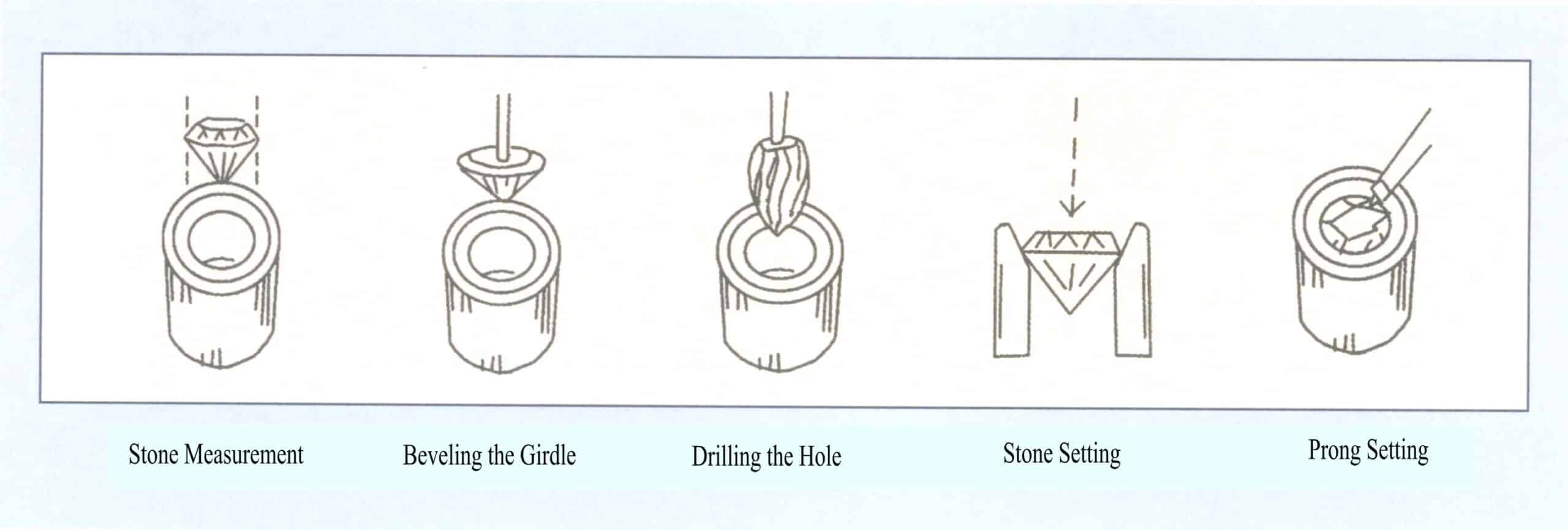
3. Innstilling av spisser
Pigginnfatning er en metode for å sette edelstener ved hjelp av pigger for fiksering. Pigger kan kategoriseres som runde pigger, firkantede pigger, trekantede pigger, fingerneglpigger, sekspigger, firepigger, trepigger, topigger, enkle pigger og delte pigger.
Pigginnfatning kan videre deles inn i bunnpigginnfatning, diamantinnfatning og farget edelstensinnfatning.
(1) De viktigste verktøyene som brukes
Skivebor, spettang, avbitertang, trekantetang, bambusbladfil, pinsett, perlekoppbor, slipemaskin med fleksibel skaft, paraplybor, ferskenbor.
(2) Trinn i driftsprosessen
Diagram over operasjonsprosessen for innstilling av spisser, se figur 5-10.
① Test innstillingsbase. Plasser edelstenen i innfatningsposisjon (figur 5-11), og vær oppmerksom på størrelsen og tykkelsen på edelstenen. Bruk eventuelt et passende paraplybor eller skivebor for å lage gripeposisjonen på spissen, hvis høyde bestemmes av edelstenens tykkelse.
② Sliping av settebasen. Hvis edelstenen er større enn innfatningsposisjonen, bruk et paraplybor eller ferskenbor til å skjære ut bunnmetallet, slik at edelstenen er på nivå med innfatningsposisjonen (figur 5-12). Deretter utføres tilsvarende operasjoner basert på edelstenstypen, for eksempel bruk av et paraplybor til å slipe innfatningsbasen for cabochonformede edelstener. Dybden og høyden under slipingen skal være i samsvar med de parameterne som ble bestemt under testinnfatningen, og skjøtepunktet mellom spissfoten og innfatningsbasen må ikke slipes av.
Figur 5-11 Testpinnens innstillingsposisjon
Figur 5-12 Innstillingsposisjon for slipepinne
③ Piggtang. Bruk en pinsett til å plukke opp edelstenen, plasser den diagonalt i innfatningsposisjonen og juster den deretter med pinsetten. Hvis edelstenen sitter flatt, bruk en spiss tang til å stramme de symmetriske piggene litt, slik at de passer inntil edelstenen, og juster og stram deretter de to tilstøtende piggene (figur 5-13). Vær forsiktig så du ikke forskyver eller vipper edelstenen mens du bruker tangen, og unngå å gjøre piggene for dype, da dette vil påvirke den påfølgende smykkebehandlingsprosessen.
④ Klipping av spisser. Når du kutter pigger med en avbitertang, trykk ned på pigghodet med hånden for å hindre at det spretter bort (figur 5-14). Vær oppmerksom på lengden på piggerne; hvis de er for lange, vil det øke filetiden, og hvis de er for korte, kan koppboret lett berøre edelstenen.
Figur 5 – 13-polig tang
Figur 5 - 14 Piggskjæring
⑤ Filing av pinnen. Etter at du har kuttet piggen, bruk en trekantet fil til å file piggen til en høyde som passer for at skålborene skal fungere, slik at pigghøyden er jevn. Bruk deretter en bambusfil til å trimme innsiden av piggen slik at den passer til edelstenen og runde av yttersiden av piggen. Når du filer piggen, bruk tommelen eller pekefingeren på venstre hånd til å posisjonere den, og ikke fil edelstenens overflate (figur 5-15).
⑥ Lag en rund pigg. Bruk et passende skålbor til å runde piggene, og sving jevnt fra innsiden til utsiden og på begge sider til piggens spiss er avrundet og sitter tett fast på edelstenen, med yttersiden av piggen i samme høyde som innersiden (figur 5-16).
Figur 5-15 Filing av spissen
Figur 5-16 Kopbor til runde pigger
(3) Krav til innstilling av spisser
① Piggene må være tett festet til edelstenen.
② Edelstenen må ligge flatt uten å vippe, være løs eller avskalle.
③ Lengden på piggene skal være konsistent og symmetrisk, uten vipping eller riper på baksiden av piggen.
④ Gripeposisjonen til spissen bør være konsistent i dybde og høyde. Diamantens gripeposisjon er vanligvis for spissen på 1/4-1/3; hvis det er en farget edelsten, kan den være for spissen på 1/3 eller litt mer. Uansett type edelstensinnfatning, bør gripeposisjonen bestemmes av størrelsen og tykkelsen på edelstenen.
⑤ Vær forsiktig når du setter eggformede eller åttekantede edelstener for å unngå vridning og feiljustering av edelstenen.
Video av teknikk for å sette pigger
(4) Forholdsregler
① Før du setter smykkene, må du nøye observere formen og tykkelsen på edelstenen, og deretter sette inn piggene. Vær oppmerksom på eventuelle problemer under settingsprosessen og løs dem raskt for å unngå kvalitetsproblemer med hele smykkepartiet.
② Koppeboret må ikke skade edelstenen og forårsake fragmenter, avskalling eller riper på edelstenen.
③ Den delte piggen bør avrundes først. Hvis edelstensinnfatningen hindrer koppborenes arbeid
④ Spissen skal være avrundet fra yttersiden og innover.
⑤ De avrundede piggene skal ligge tett inntil edelstenen, ikke være for tynne eller flate, uten varierende piglengder.
⑥ Spissen skal ikke være for ripete; ellers vil polering av ripen føre til at spissene blir tynnere og reduserer styrken, og spissene på spissene skal ikke ha metallspon (skarpe kanter).
Copywrite @ Sobling.jewelry - Tilpasset smykkeprodusent, OEM og ODM smykkefabrikk
4. Sigøynermiljø
Sigøynerinnfatning legger edelstener dypt inn i en sirkulær metallskål, med kantene tett pakket inn og innebygd i metall.
(1) De viktigste verktøyene som brukes
Bølgebor, kulebor, skivebor, koppbor, stålsettskyver, pinsett, slipemaskin med fleksibel skaft, flatmeisel.
(2) Trinn i driftsprosessen
For operasjonsprosessen for sigøynersetting, se figur 5-17.
① Bruk pinsett til å plukke opp edelstenen og plasser den der smykket er satt inn (figur 5-18).
② Hvis edelstenen er større enn innfatningsposisjonen, bruk et bølgebor til å utvide innfatningsbasen litt større enn edelstenen, og bruk deretter et skivebor til å lage en liten fordypning i innfatningsposisjonen (figur 5-19).
Figur 5-18 Testposisjon for sigøynerinnstilling
Figur 5-19 slipeinnstillingsbase for Gypsy-innstilling
③ Bruk en pinsett til å plukke opp edelstenen og plasser den langs innfatningsbasen. Se deretter om edelstenen er i vater. Hvis edelstenen ikke er i vater, kan det være fordi bunnmetallet er for tykt, og du må bruke et bølgebor for å utvide posisjonen til edelstenen er i vater. Hvis edelstenen er i vater, bruk et fordypet koppbor for å feste edelstenen godt. Slipemaskinen med fleksibel skaft skal ikke rotere for raskt. Etter at edelstenen er festet, sjekk igjen om den er i vater. (Figur 5-20).
④ Bruk en stålsettskyver til å komprimere metallkantene som dannes når koppboret roterer, og sørg for at kantene sitter godt fast på edelstenen. Hvis kantene er ujevne, fjern overflødige kanter og bruk deretter et stålbor til å komprimere kantene (figur 5-21).

Figur 5-20 Fest edelstensinnfatninger med koppbor i sigøynerinnfatning
Figur 5-21 Pressing av metallkanten
⑤ Når du bruker et bølgebor, vær forsiktig så bølgeboret ikke avviker.
⑥ Koppeboret som velges til edelstenen bør være passende; hvis det er for lite, vil det ikke fange opp metall i kanten av edelstenen, og hvis det er for stort, vil det ikke feste seg til edelstenen eller det kan lett delaminere.
(3) Krav til sigøynermiljø
① Før du setter steinen, må du nøye observere formen og størrelsen på edelstenen, og deretter lage underlaget for settingen.
② Det skal ikke forekomme fenomener som at edelstenen er vippet, at ødelagte edelstener er usikkert innfattet eller at metallkanter ikke er festet til edelstenen.
③ Edelstenens overflate bør være litt lavere enn metalloverflaten.
④ Metallkantene skal være jevne, ikke for mye, for lite eller ujevne.
⑤ Kantene på innfatningen kan ikke ha mellomrom, og den ene siden kan ikke være større og den andre mindre.
⑥ Edelstenen må plasseres i midten og kan ikke vippes.
⑦ Når du trykker på metallkantene, må hånden være stødig, og metallkanten må ikke bli ripet opp.
Video av teknikk for sigøynersetting
5. Spenningsinnstilling (kanalinnstilling)
Tensjonssetting (kanalsetting) er en metode for å støpe inn edelstener ved å lage spor på begge sider av smykkeinnfatningens base for å klemme edelstenene på plass. Disse kan videre deles inn i tre typer: Tensjonssetting for runde edelstener, kanalsetting for firkantede edelstener og kryssformet spenningssetting (kanalsetting).
5.1 Spenningssetting for runde edelstener
(1) De viktigste verktøyene som brukes
Tannbor, hjulbor, skivebor, setteskyver, hammer, slipemaskin med fleksibel aksel, pinsett, flatmeisel.
(2) Trinn i driftsprosessen
Spenningsinnstilling (kanalinnstilling) en rund diamant, se figur 5-22.
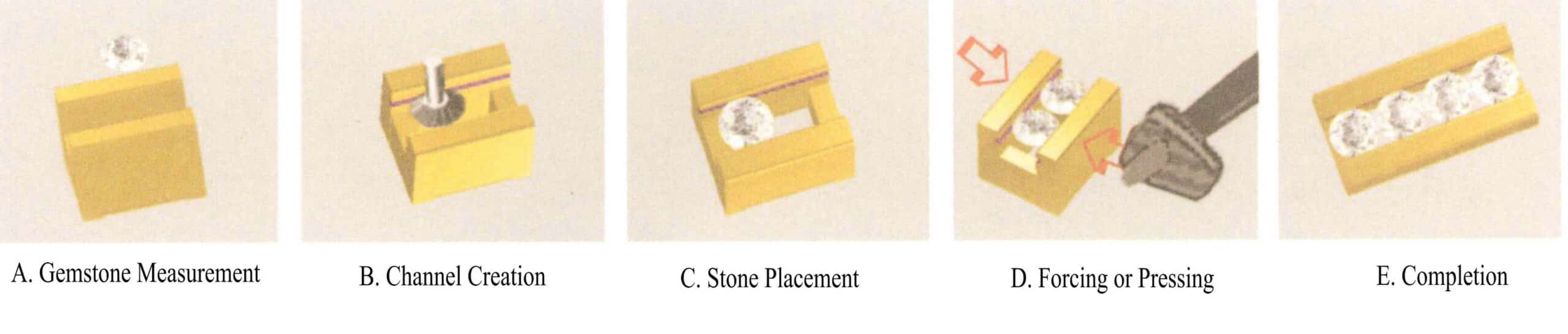
① Bruk pinsett til å plukke opp edelstenen og plasser den i innfatningsposisjonen. Hvis edelstenen er for stor til å settes inn, bruk et tannbor som er vinkelrett på metalloverflaten, og slip kanalkantene på begge sider til avstanden mellom de to kantene er mindre enn 0,2 mm av edelstenens diameter.
② Avhengig av tykkelsen på edelstenen, bruk et lite hjulbor til å skjære ut fatningsbasen, og bruk deretter hjulboret til å slipe bunnmetallet i en vinkel slik at bunnmetallet matcher tykkelsen på edelstenen. Bruk samme metode for å skjære den andre siden, og sørg for at bunnmetallet på begge sider matcher formen på edelstenens base, og tykkelsen på yttermetallkantene skal være 0,4–0,5 mm.
③ Bruk en pinsett til å plukke opp edelstenen og plasser den ene siden i fatningsbasen, og trykk deretter den andre siden ned med passende kraft. Ta den første edelstenen som standard, og press den deretter inn i de andre edelstenene. Sørg for at de er flate og jevnt fordelt.
④ Bruk spenningsinnstillingsstangen (kanalinnstilling) til å vippe utover og trykk på den ytre kanten av metalloverflaten, og trykk deretter det innpakkede metallet vertikalt.
⑤ Bruk en flat meisel til å slipe bort metallstøvet som er igjen på edelstenens overflate, og trim også kanalens kant for å sjekke om den er tett festet til edelstenen.
(3) Krav til runde edelstener med spissfeste
① Før innfatning, følg nøye med på formen og tykkelsen på edelstenen, og slip deretter innfatningsbasen.
② Basert på formen, mengden og lengden på innfatningskanalen, kontroller avstanden mellom edelstenene på en rimelig måte.
③ Edelstenene må ligge flatt, med jevn høyde og avstand, være forsvarlig innfattet og uten knuste edelstener.
④ Kanalkanten er tett festet til edelstenskanten.
⑤ Det ferdige stykket med edelstener skal ikke vise noen deformasjon eller ujevnheter på metalloverflaten.
⑥ Vær alltid oppmerksom på tykkelsen på metalloverflaten når du sliper settebasen.
⑦ Grunnmetallet bør ikke slipes for løst. Hvis det er for løst, kan det lett føre til at edelstenene faller ut, noe som gjør det vanskeligere å feste, og metalloverflaten er utsatt for deformasjon.
(4) Forholdsregler
① Ved innstillinger skal rammen presses diagonalt fra kanten av rammen og deretter komprimeres fra forsiden.
② Når du setter edelstenen, må du kontrollere om den er vippet, forskjøvet eller ikke er ordentlig satt mens du trykker på kanten av kanalen. Hvis edelstenen er vippet, må du observere dens hellingsretning og legge trykk på den tilsvarende motsatte siden til den er i vater. Hvis vippingen er kraftig, kan det være nødvendig å fjerne edelstenen og sette den tilbake.
③ Størrelsen på kanalkantene på begge sider av edelstensinnfatningen bør være konsistent; det skal ikke være noen størrelsesforskjell.
④ Kantene på kanalene skal ikke dekke for mye av edelstenen eller mer enn 2/3 av edelstenens bredde.
⑤ Kanalmetallet må beholde en viss tykkelse på 0,4–0,5 mm.
⑥ Det må ikke være noen høydeforskjeller på den nederste delen av edelstenen som er satt inn.
⑦ Edelstenene må være symmetriske, med jevn dybde og bredde.
⑧ Tverrbjelkens rolle er å forhindre deformasjon av smykket, det må ikke kuttes av.
5.2 Spenningssetting (kanalsetting) av firkantede edelstener.
(1) De viktigste verktøyene som brukes
Tannbor, hjulbor, setteskyvere, hammere, slipemaskiner med bøyelig aksel, pinsett og flatmeisler.
(2) Trinn i driftsprosessen
Kanalsettingsprosessen for firkantede edelstener er den samme som for runde edelstener, som følger.
① Bruk pinsett til å plukke opp edelstenen og plasser den i innfatningsposisjonen. Hvis edelstenen er for stor til å settes inn, bruk et tannbor som er vinkelrett på metalloverflaten, og slip kanalkantene på begge sider til den kan plasseres i posisjon 1/4 på begge sider av metallkanten.
② Velg riktig hjulbor for å skjære innfatningsbasen basert på tykkelsen på edelstenen. Slip deretter bunnmetallet i en vinkel, og sørg for at bunnmetallet på begge sider matcher formen på bunnstenen.
③ Bruk en pinsett til å plukke opp edelstenen og plasser den ene siden i fatningsbasen, og trykk deretter den andre siden ned med passende kraft. Ta den første edelstenen som standard, og press den deretter inn i de andre edelstenene. Sørg for at de er flate og jevnt fordelt. Det skal ikke være noen mellomrom mellom edelstenene.
④ Hold spenninnstillingsstangen vinkelrett på metalloverflaten, vipp den innover og trykk på sidene av kanalkanten til edelstenen fester seg ordentlig. Hold deretter spenninnstillingsstangen vertikalt på metalloverflaten og trykk den til edelstenen sitter tett.
⑤ Bruk en flat meisel til å slipe bort metallstøvet som er igjen på edelstenens overflate for å sjekke om kanalkanten er tett festet til edelstenen.
(3) Krav til kanalinnfatning av firkantede edelstener –– Samme som runde edelstener
Teknikkvideo for kanalinnstilling
(4) Forholdsregler
① Kantene på kanalene må være tykke nok, men ikke for tykke, da for høy tykkelse kan føre til deformasjon av smykkene. De må heller ikke være for tynne, da dette kan føre til at edelstenen ikke blir ordentlig festet.
② Når du presser kantene, er det nødvendig å stadig sjekke om edelstenene er skjevt, løst plassert eller forskyvet. Hvis en edelsten er skjev, må du nøye observere hvilken retning den heller, og deretter legge trykk på den tilsvarende siden for å gjøre den symmetrisk til edelstenen er i vater. Hvis skjevheten er kraftig, kan det være nødvendig å fjerne edelstenen og skjære ut basen på nytt før den settes på nytt.
③ Når du sliper settingen, bør den være symmetrisk, med jevn dybde og bredde.
④ Innfatningen av edelstenene skal ikke ha høydeforskjeller basert på edelstenens overflate.
⑤ Tverrbjelkens rolle er å forhindre deformasjon av smykket, det må ikke kuttes av.
5.3 Innstilling av firkantet tverrbjelkeskinne
(1) De viktigste verktøyene som brukes
Tannbor, hjulbor, setteskyvere, hammere, slipemaskiner med bøyelig aksel, pinsett og flatmeisler.
(2) Trinn i driftsprosessen
Innstilling av driftsprosess for firkantet tverrbjelkekanal, se figur 5-23.
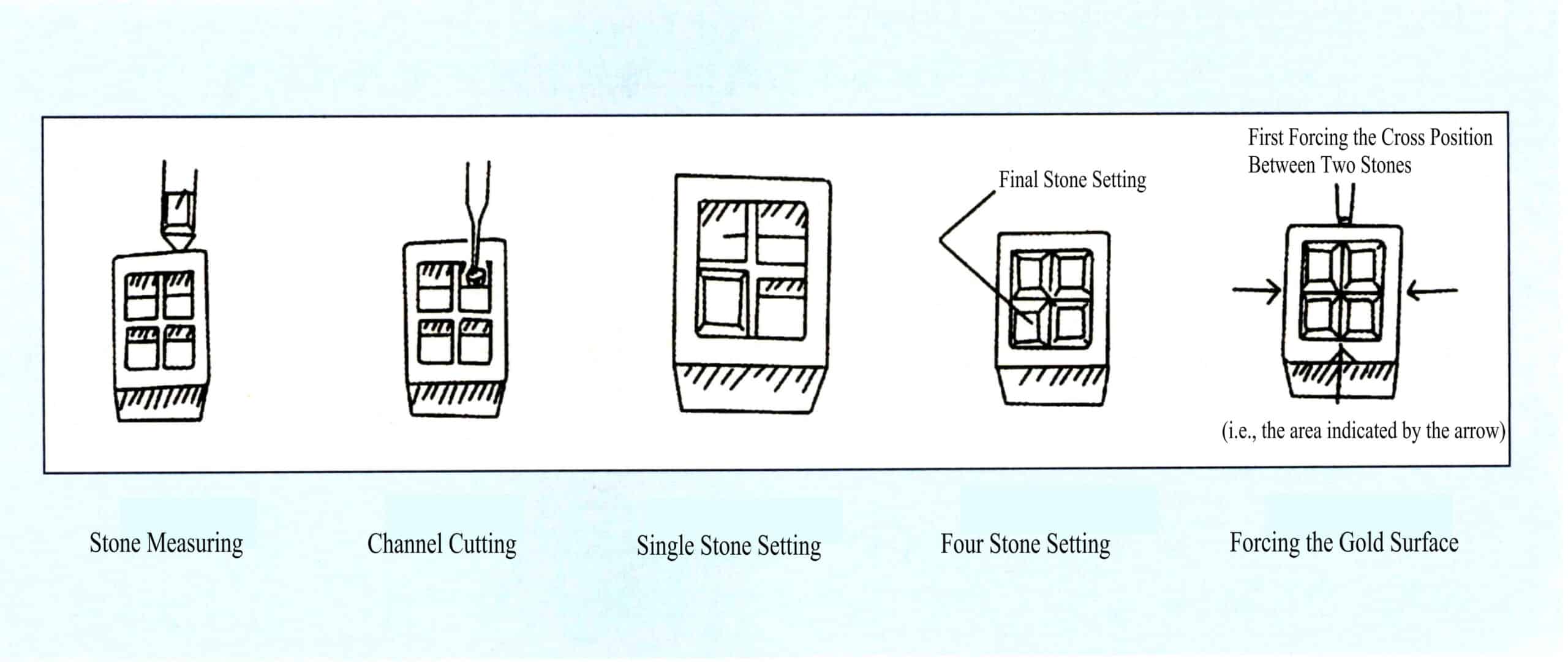
① Bruk pinsett til å plukke opp edelstenen og plasser den i innfatningsposisjonen, og plasser deretter edelstenen i et hjørne av den firkantede innfatningen.
② Hvis edelstenen er større enn innfatningen, bruk et tannbor til å slipe kanalkanten på innfatningen, og utvide den til edelstenen bare kan plasseres diagonalt.
③ Avhengig av tykkelsen på edelstenen og formen på bunnen av edelstenen, bruk et hjulbor til å slipe innfatningsposisjonen og bunnmetallet til edelstenen kan plasseres stødig i innfatningen.
④ Plasser den andre og tredje edelstenen med samme metode.
⑤ Før du setter den fjerde edelstenen, må du først skjære ut innfatningsbasen i henhold til 1, 2 og 3 edelstensmetoden. Plasser edelstenen sakte langs hjørnet i innfatningen. Bruk en pinsett til å forsiktig justere edelstenen til den er flat og det ikke er noen mellomrom mellom edelstenene.
⑥ Bruk setteskyveren vinkelrett på metalloverflaten, litt innover, til først å presse en spiss mellom to edelstener slik at edelstenene blir likt komprimert og presset. Bruk samme metode til å presse de resterende fire spissene, og sørg for at alle fire edelstenene utsettes for samme trykk, og bruk deretter setteskyveren til å presse de resterende posisjonene til edelstenene er flate. Metalloverflaten er tett festet til edelstenene.
(3) Krav til innstilling
① Før innfatning, følg nøye med på formen og tykkelsen på edelstenene, og slip deretter innfatningsbasen.
② Edelstenene skal være flate, tett plasserte og av jevn høyde, uten overlappende, løse fatninger eller ødelagte edelstener mellom dem.
③ Det skal ikke være noen mellomrom mellom edelstenene.
④ Kryssene som dannes mellom edelstenene må være symmetriske, med rette vinkler på alle fire sidene og like lange.
⑤ Størrelsen på metallkantene bør være konsistent, og metallkantene må feste seg tett til edelstenene.
⑥ Metallkanten kan ikke dekke for mange edelstener; den kan maksimalt dekke siden av edelstenen 2/3.
⑦ Smykker med innlagte edelstener må ikke vise deformasjon eller ujevne metalloverflater.
⑧ Den må være stram når steinene legges i settebasen. Hvis den er for løs, kan den lett skyves opp på midten under pressing.
(4) Forholdsregler
① Metallkantene må beholde en viss tykkelse; de kan ikke være for tykke eller for tynne. Hvis de er for tykke, kan det føre til deformasjon av smykkene og problemer med at edelstenene sprekker under presseprosessen.
② Tverrbjelken brukes til å sikre innfatningsbasen og edelstenene slik at de ikke kan knekkes eller kuttes av.
③ Når du presser kantene, skråner du kanten for å stramme edelstenen, og trykk deretter edelstenen rett for å komprimere den godt.
④ Når du presser på kanten, er det nødvendig å stadig sjekke om det er problemer med edelstener som er vippet, ikke er tett plassert eller forskjøvet. Hvis en edelsten er vippet, bruk en pinsett for å rette den ut. Hvis vippingen er kraftig, kan det være nødvendig å fjerne edelstenen og skjære setet på nytt før du setter den tilbake på plass.
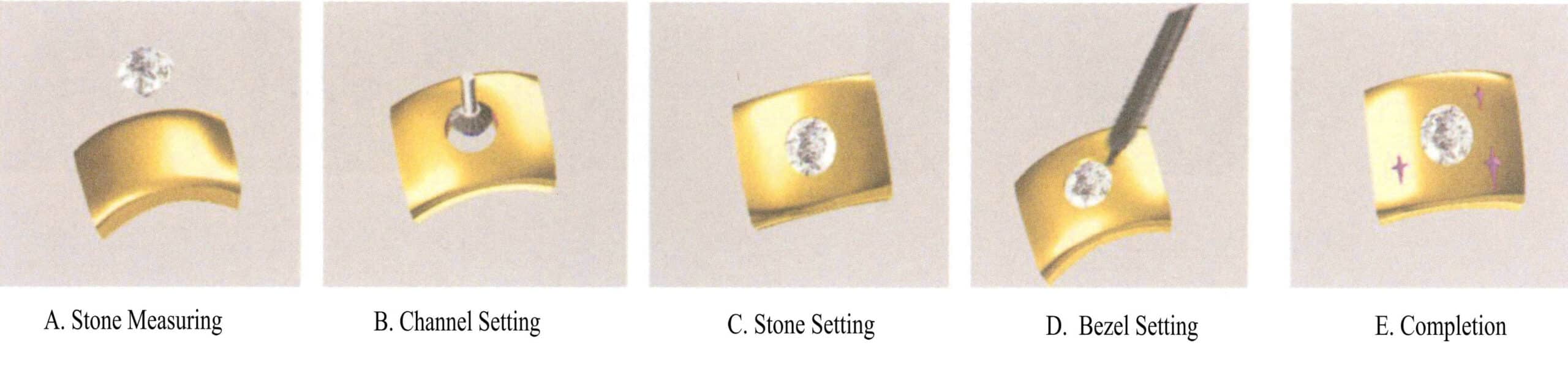
6. Innstilling av rammen
Bezel-innfatning er en metode for å sette edelstener omgitt av en metallkant, og det er også en vanlig brukt innfatningsmetode som kjennetegnes av en sikker innfatning.
(1) De viktigste verktøyene som brukes
Pressverktøy, ferskenbor, skivebor, hammer, slipemaskin med fleksibel skaft, flatmeisel, paraplybor.
(2) Trinn i driftsprosessen
For prosessen med posesetting, se figur 5-24.
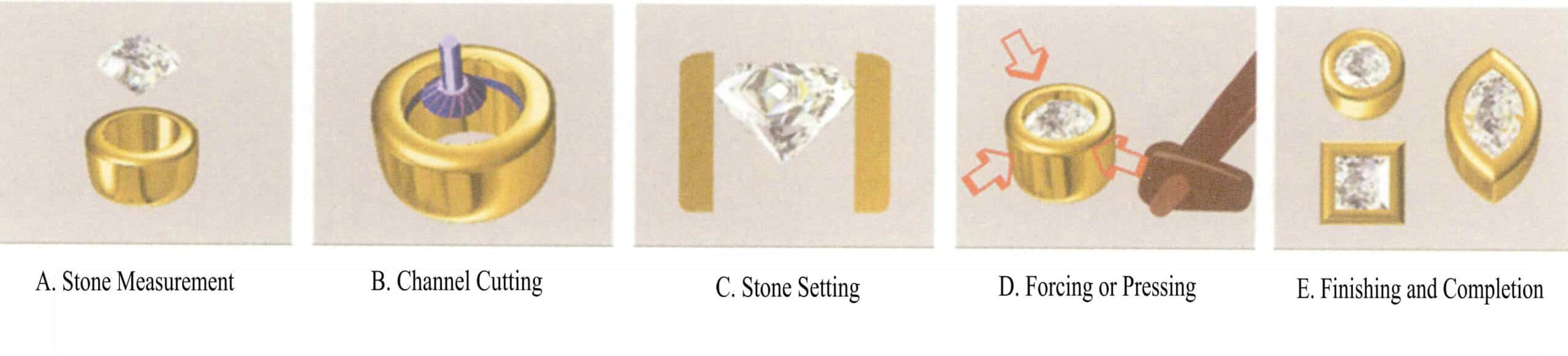
① Bruk en pinsett til å plassere edelstenen som skal settes på innfatningsstedet. Hvis edelstenen er større enn innfatningsstedet, bruk en ferskennål med samme diameter som edelstenen til å slipe posisjonen til edelstenen sitter tett inntil innfatningen.
② Bruk en skive eller et hjulbor til å skjære ut fatningsbasen. Hvis en farget edelsten er innfattet, må uedle metallet skjæres ut. Du kan bruke et paraplybor til å skjære ut uedle metallet, og deretter bruke en pinsett til å plukke opp edelstenen og sette den inn i edelstenen langs fatningsbasen.
③ Hvis edelstenen er flat, fest smykket til arbeidsbenken. Trykk deretter på midten av innfatningsskyveren med tommelen på venstre hånd mens pekefingeren og langfingeren holder den andre siden. Da danner du et trepunktsfeste med tommelen, pekefingeren og langfingeren på innfatningsskyveren. Hold en hammer i høyre hånd og slå innfatningsskyveren med hammeren for å skyve metallkanten mot edelstenens kant. Under støpeprosessen bør innfatningsskyveren være litt vippet utover til edelstenen er tett pakket inn og metallkanten er tett festet til edelstenen.
④ Vær alltid oppmerksom på at edelstenen vippes under presseprosessen; ikke press på den ene siden først, men bruk jevn kraft på begge sider.
⑤ Bruk en flat meisel til å fjerne metallspon som blokkerer overflaten på edelstenen.
Video av teknikk for innstilling av rammen
(3) Krav til innstillingsprosessen
① Før du setter inn edelstenen, må du nøye observere formen og størrelsen, og deretter skjære ut innfatningsbasen.
② Edelstenen skal være flat uten å skjeve, være løs innfatning eller ha ødelagte edelstener.
③ Edelstenen må plasseres i midten av innfatningen.
④ Etter at smykket er presset, må det ikke deformeres.
⑤ Når hammeren treffer setteskyveren under presseprosessen, må kraften være jevn; setteskyveren må ikke forlate metallkantene og bør holdes litt skråstilt utover.
⑥ Etter at kanten er presset, skal edelstenen være stram, kanten skal være glatt og ha en tykkelse på rundt 0,4–0,5 mm.
⑦ Når du bruker en flat meisel til å fjerne metallspon, må du være forsiktig så du ikke støter borti edelstenen.
7. Usynlig innstilling
Usynlig innfatning er en metode for å feste bunnen av en edelsten ved hjelp av metallriller eller spor og fikse edelstenen gjennom trykket mellom edelstenene og mellom edelstenene og metallkanten.
(1) De viktigste verktøyene som brukes
Tannbor, hjulbor, setteskyver, hammere, slipemaskiner med fleksibel aksel, pinsett og flatmeisler.
(2) Trinn i driftsprosessen
For den operative prosessen med usynlig innstilling, se figur 5-25.
① Bruk pinsett til å plukke opp edelstenen og plasser den på innfatningskanten for testinnfatningsbasen.
② I henhold til størrelsen på edelstenen og dybden på edelstensinnfatningsbasen, juster høyden og tykkelsen på den midtre tverrstangen, som vanligvis er 0,3–0,4 mm, og høyden fra tverrstangen til metalloverflaten er vanligvis 0,7–0,8 mm.
③ Etter at du har justert høyden og tykkelsen på tverrstangen, bruk et 006- eller 007-hjulbor til å slipe en settebase på tverrstangen. Sørg for at settebasen er parallelt med tverrstangens plan, med en tykkelse på omtrent 0,06 mm til overflaten.
④ Etter at settebasen på tverrstangen er slipt, bruk et 009- eller 010-skivebor for å slipe settesporet for metallkanten, med en tykkelse på metalloverflaten vanligvis på 0,5 mm. Etter ferdigstillelse bør den ikke være mindre enn 0,3 mm. Hvis kanten trenger å legge til migraine, er det best å ha en tykkelse på 0,4 mm.
⑤ Etter at du har justert innfatningen, bruk en pinsett til å plukke opp edelstenene og plassere dem i innfatningsbasen. Plasser deretter edelstenene forsiktig i innfatningen med tverrstangen, slik at de passer sammen som tannhjul.
⑥ For usynlige settinger med mer enn tre rader, etter å ha justert tverrstangen, sett inn edelstenene vanligvis fra midten, da edelstenen i midten ikke har et metall å presse mot. Edelstenenes fasthet avhenger hovedsakelig av edelstensbasen og at begge sider presser tverrstangen mot midten, så settingen må være presis, og edelstenene kan ikke være løse.
(3) Forholdsregler
① Edelstenene må være tette, og kanten på hver edelsten skal dekke halvparten av tverrstangen, noe som betyr at etter at to edelstener er satt inn, skal de dekke tverrstangen; ellers må et 007-tannbor brukes til sliping. De to ytterste radene skal være litt vippet innover, da de vil jevne seg ut etter pressing.
② Edelstenene skal være flate, tette og av jevn høyde, uten hull som eksponerer tverrstangen, og uten diagonale eller usikkert innsatte edelstener eller ødelagte edelstener. Edelstenene må være på linje, og kryssposisjonene må være rette.
8. Innstilling med jevne mellomrom (også kjent som batch-silkesetting eller italiensk setting)
Innfelt innfatning er en metode som kombinerer en bezel-innfatning og en gaffelinnfatning, der edelstenen er omgitt av en metallkant, som deretter festes med flere små metallpigger. Dens karakteristiske er at piggene på kanten vanligvis er ganske små. Forskjellen mellom innfelt innfatning og bezel-innfatning er at metallkanten i innfelt innfatning kun tjener til å omringe edelstenen uten å fungere for å feste edelstenen, men i stedet fester edelstenen gjennom de små piggene som heves fra metallkanten.
(1) De viktigste verktøyene som brukes
Skivebor, kulehode gummivalse, ferskennål, flatmeisel, slipemaskin med fleksibel skaft, pinsett.
(2) Trinn i driftsprosessen
For driftsprosessen for spyleinnstillingen, se figur 5-26.
① Test innstillingsbasen
② Bruk et skivebor av samme størrelse som edelstenen til å slipe smykket der det er satt.
③ Bruk en kulehodede gummirulle til å polere og jevne ut herdeposisjonen.
④ Bruk en pinsett til å plukke opp edelstenen og plassere den i innfatningsposisjon. Hvis innfatningen er mindre enn edelstenen, bruk en ferskenbor til å slipe posisjonen, slik at edelstenen passer inn i innfatningen.
⑤ Bruk en pinsett til å plukke opp edelstenen og plasser den i innfatningsposisjon, og sørg for at edelstenen vender rett opp.
⑥ Bruk en flat meisel til å presse vertikalt ned langs kanten av edelstenen, og skyv deretter spissen opp mot edelstenen, slik at spissen fester seg tett til edelstenen.
⑦ I henhold til kravene, spa de resterende piggene for å presse edelstenen tett.
(3) Krav til håndverk
① Før innfatning, følg nøye med på tykkelsen og formen på edelstenen, og slip deretter posisjonen.
② Edelstenen må være flat og fast; det skal ikke være noen fenomener som at edelstenen er skjev eller at edelstenene er ødelagte.
③ Kantene skal være jevne, tykkelsen skal være jevn, og de skal være skinnende, uten riper
④ Spissen skal ikke være for lang eller for kort, spissene skal ha en konsistent retning, spissene skal være symmetriske og like store, og spissene skal feste edelstenene.
Video av teknikk for innstilling av spyling
Seksjon IV Overflatebehandling
1. Rengjøring av tetningsvoks
Etter bearbeiding av smykker og innfatning av edelstener, fester det seg mye forseglingsvoks til smykkene. Rengjøring av forseglingsvoks betyr å rengjøre forseglingsvoksen som fester seg til overflaten av smykkene etter innfatning.
(1) De viktigste verktøyene som brukes
Et sett med sveiseverktøy, pinsett, en chuck, en stålnål, en liten jernsil og en hårføner.
(2) Hovedpunkter i driftsprosessen
En lommelykt mykner opp forseglingsvoksen, og en pinsett plukker bitene ut av forseglingsvoksen én etter én (figur 5-27). Fest stålnålen til chucken og bruk den til å fjerne overflødig og tykk forseglingsvoks fra bitene. Legg deretter bitene i koppen fylt med aceton og dekk den godt til. Vanligvis, etter 4 til 5 munnkopper, kan den vedheftede forseglingsvoksen gradvis løses opp og fjernes (figur 5-28). Legg deretter bitene i en bolle fylt med bensin, rengjør dem og ta dem ut, skyll deretter grundig med vann fra springen. Hvis det er et platinastykke, legg det i en ultralydrenser for rengjøring, og skyll deretter grundig med vann fra springen (løsningen i rengjøringsmiddelet er en vaskemiddelløsning). Bruk en hårføner til å tørke bitene.
Det er spesielt viktig å merke seg at bitene ikke må bli ripet opp når stålnålen brukes til å fjerne forseglingsvoksen. Den brukte acetonløsningen skal ikke kastes uforsiktig og må behandles i henhold til forskriftene.
Figur 5-27 Ta smykkene

Figur 5-28 Vask av brannmaling
2. Kantbehandling
Kantbehandling betyr å gjenopprette overflaten på smykkene etter å ha satt edelstenene til en glatt og myk tilstand.
(1) De viktigste verktøyene som brukes
Fleksibel skaftsliper, tannbor, halvrund fil, glidefil, bambusbladfil, trekantet fil, sandpapir, sandpapirpinne, skivebor, sandpapir for polering av tre, rød gummirulle, blå gummirulle.
(2) Hovedpunkter i driftsprosessen
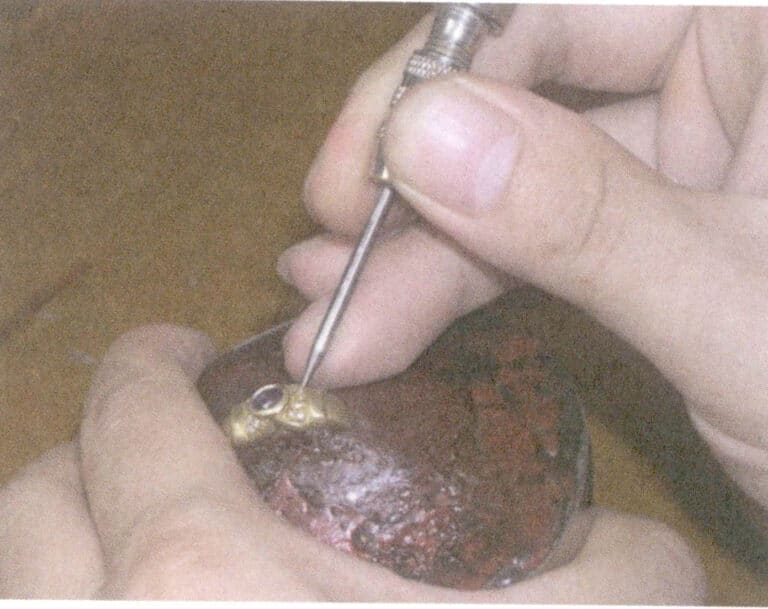
Før kantbehandling, observer smykkets overflate og innstøpingsmetoden. Velg filer og andre verktøy basert på den faktiske situasjonen, og poler den ru overflaten på smykket. Deretter monteres tannboret på den fleksible skaftsliperen for å bearbeide hjørnene på smykket. Reparer kantposisjonen, gapposisjonen og områder som ikke kan files med filen for å glatte disse områdene. For smykker med høye krav til vinkel, monter gummihjulrullen på den fleksible skaftsliperen og vri vinkelen én gang (figur 5-29) for å gjøre vinkelen jevnere (rødt gummihjul for K-metallsmykker, blått gummihjul for platinasmykker).

Bruk verktøy som sandpapirpinner, sandpapirskiver og stang til å polere ulike deler av smykket (bruk 400 sandpapir). Hvis det er et platinasmykke, poler det ytterligere med sandpapirverktøy laget av 1200# sandpapir.
Under kantbehandlingen må du ikke skade smykkets generelle form og vinkel. Ikke skad smykkets linjer og mønstre, og ikke skade, ripe eller løsne de innebygde edelstenene i smykket.
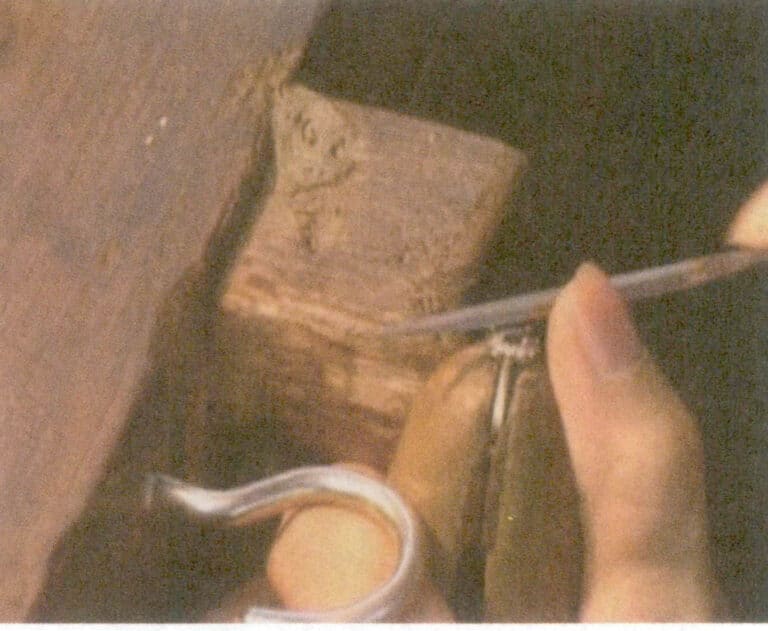
3. Kanttrimming
Kanttrimming er prosessen med å fjerne grader på innsiden av metallkanten på smykket etter at edelstenene er satt inn, slik at de indre kantlinjene blir glatte og overflaten polert og blank.
(1) De viktigste verktøyene som brukes
Flatmeisel, stålsettskyver, ringklemme, chuck, oljestein, etc.
(2) Hovedpunkter i driftsprosessen
Før kantskjæring, legg nøye merke til formen på smykket, og velg deretter verktøy og metoder for kantskjæring. Den flate meiselen som brukes til kantskjæring bør ha en skarp kant.
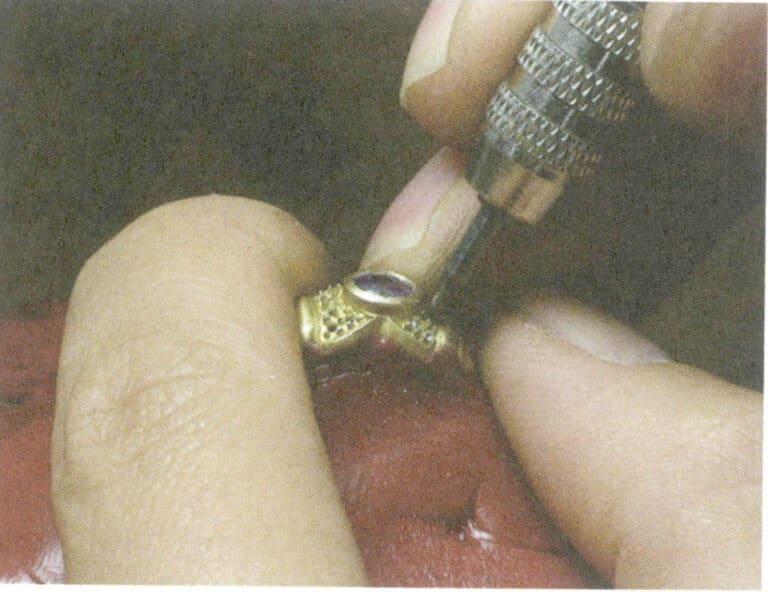
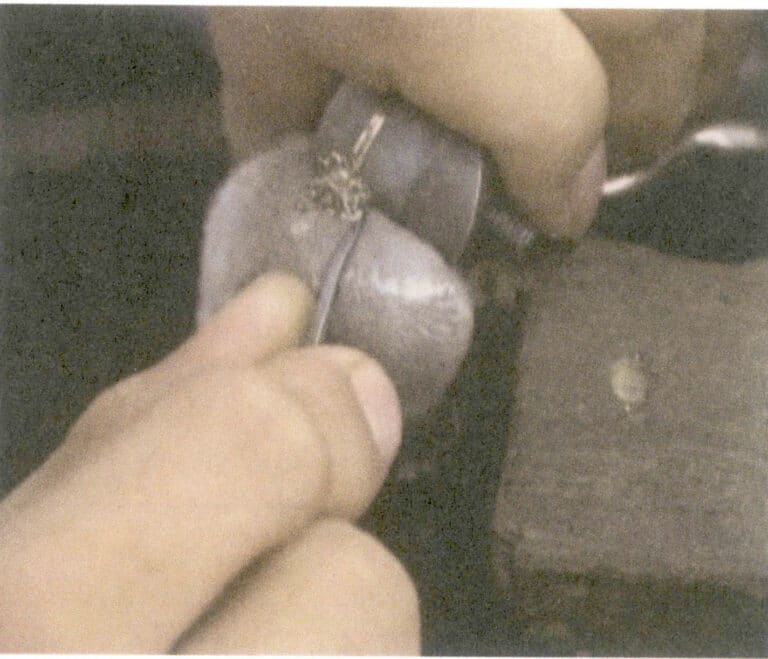
Hold smykkene med en ringklemme, og ørepinnen kan også settes inn i chucken for feste. Fest den flate meiselen til chucken, og bruk den flate meiselen mot innsiden av metallkanten for å trimme kanten, slik at de indre kantlinjene blir jevne (figur 5-30). Bruk stålinnstillingsskyveren til å presse den indre kanten for runde smykker, slik at metallkanten blir enda lysere.
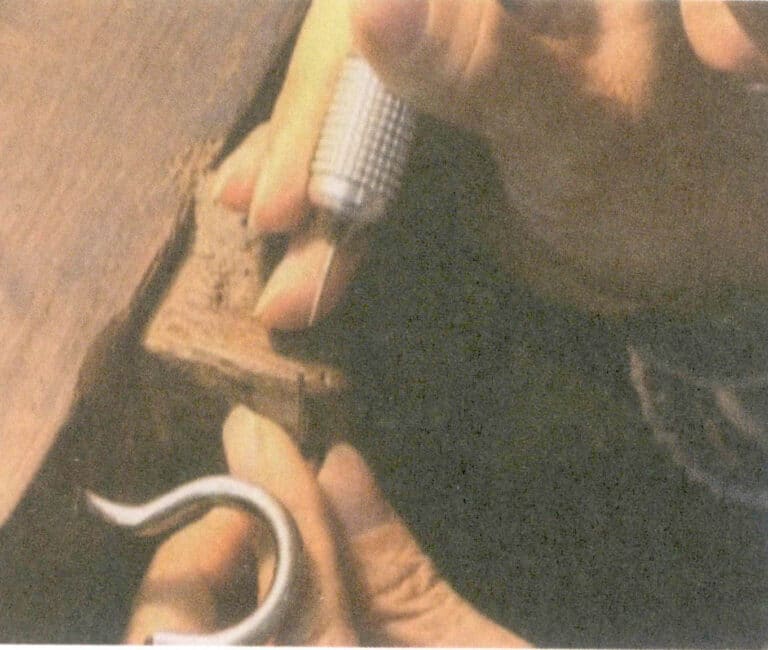
4. Milgrain-kant
Milgrain-kanten dannes ved å rulle på den angitte posisjonen på smykket, noe som skaper en perlelignende metallkant som pynter opp smykket.
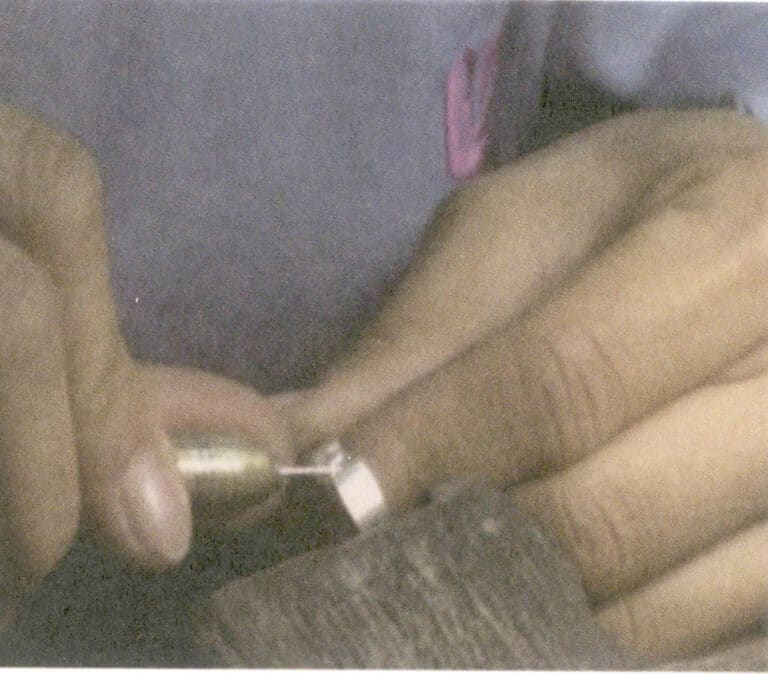
Først påfører du forseglingsvoks på smykket som skal bearbeides, og fester forseglingsvokspinnen på arbeidsbenken. Velg en passende milgrain-rulle basert på bredden på metallkanten på smykket, og rull metallkanten med milgrain-rullen. Under operasjonen holder du håndskyveren med høyre hånd, trykker milgrain-rullen mot metallkanten, og bruker venstre tommel til å holde den buede delen av meiselen. Trykk deretter ned med høyre hånd for å rulle langs metallkanten, slik at metall-milgrainene blir liggende på kanten (figur 5-31). Når du lager milgrain-kanten, må ikke meiselen forlate metallkanten; den må følge den opprinnelige banen uten avvik når den rulles frem og tilbake. Ellers vil den rullede perlekanten bli skrapt (smykker for å lage milgrain bearbeides vanligvis etter dreiing og sliping).
13 Video om overflatebehandling














