Hvordan forme, montere og facettere edelstener?
Forming og liming av edelstener, sliping og polering av fasetterte edelstener
Innledning:
Denne guiden gir et grundig innblikk i verdenen av edelsteinsforming, med fokus på de viktige prosessene ved formingen av råsteiner, montering av edelstener på stenger og fasettert sliping og polering av edelstener. Boken er et must for alle i smykkebransjen som ønsker å forbedre ferdighetene sine i å forvandle rå edelstener til polerte juveler. Lær hvordan du oppnår presisjon i steinformingen, sikrer kvalitet i limingen og mestrer kunsten å slipe fasetter for å oppnå en feilfri finish.
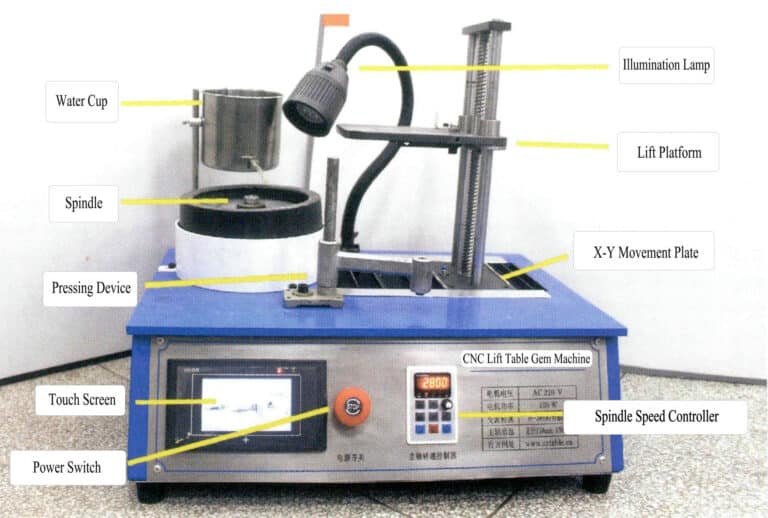
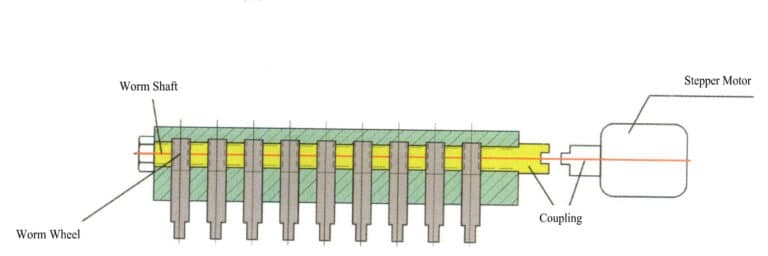
Strukturen til CNC-maskinen for skjæring av edelstener
Innholdsfortegnelse
Seksjon I Forming av rå edelstener
1. Prinsippene og metodene for grov steinforming
Forming av edelstener er å forme midjestørrelsen etter kutting av råmaterialet.
1.1 Prinsipp for grov steinforming
Prinsipp for edelstenforming - Sliping av den utformede midjeformen og størrelsen på edelstenen på edelstenens grove. I produksjonen slipes den kappede edelstenen for å oppnå den midjeformen og størrelsen som oppfyller designkravene, som vist i figur 5-1.

1.2 Metoder for grovforming av edelstener
(1) Forming av enkeltstein
Edle naturlige edelstener og edle syntetiske edelstener med et lite bestillingsantall bruker en enkelt partikkelformingsmetode.
(2) Forming for masseproduksjon
Vanlige naturlige og syntetiske edelstener bruker en halvautomatisk maskin for serieproduksjon av formingsmetoder.
2. Kvalitetskrav for formgivning av edelstener
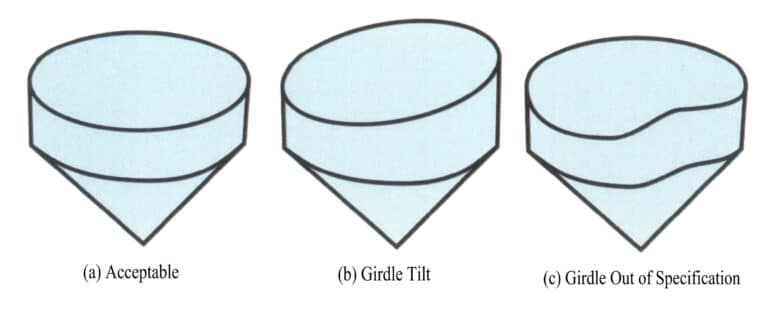
2.1 Formen på edelstenens midje er nøyaktig (Figur 5-2)
2.2 Konsistens i produktdimensjonene
Dimensjonstoleransen for presisjonsrå steinemner ligger innenfor ±0,01 mm for grov steinbearbeiding i stor skala, som vist i figur 5-3.

2.3 Innfatning av edelstener i henhold til prøveringen (Figur 5-4)
2.4 Produksjon i henhold til bestillingstegninger (Figur 5-5)
3. Prosess og utstyr for grovforming av enkle edelstener
Midjeomkretsen på edelstenens råmateriale må formes og dimensjoneres nøyaktig gjennom sliping, noe som krever fornuftige produksjonsprosesser, presist utstyr og dyktige teknikker for bearbeiding av edelstener for å produsere emner som er nøyaktig formet og oppfyller størrelsesstandardene.
3.1 Vanlig universalmaskin eller vanlig perlemaskin for enkel perleforming
Prosessen med å forme en enkelt perle innebærer å lime et trekantet stykke med en jernstang, forme det på utstyret og inspisere formkvaliteten og dimensjonene.
(1) Lim det trekantede flisematerialet med perlelim på en spesiell jernstang (Figur 5-6)
(2) Forming på utstyret
Formingen på universalmaskinen er vist i figur 5-7, og formingen på den vanlige edelstenemaskinen er vist i figur 5-8.

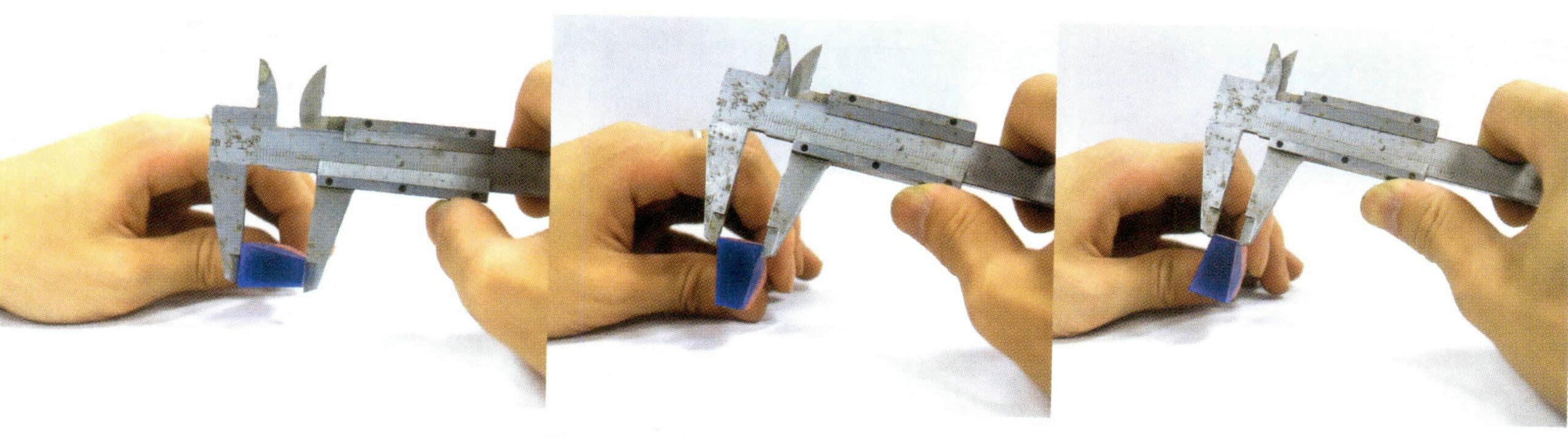
(3) Kontroller formingsmålene (Figur 5-9)
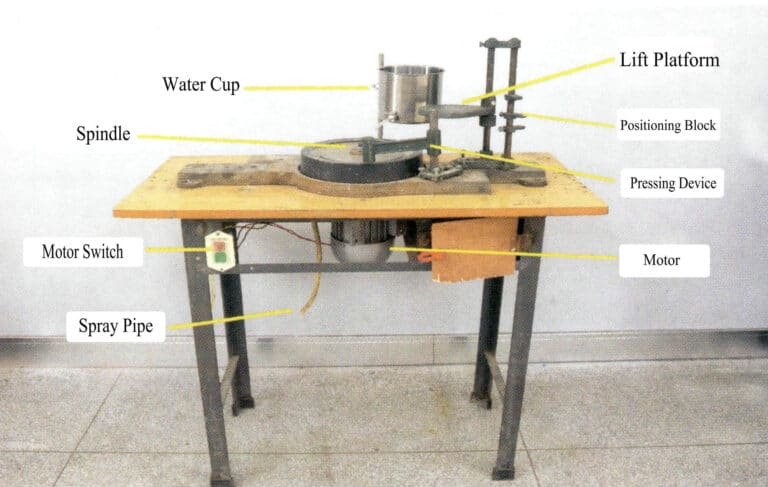
3.2 Vanlig formingsutstyr og strukturer for produksjon av enkelt edelstener
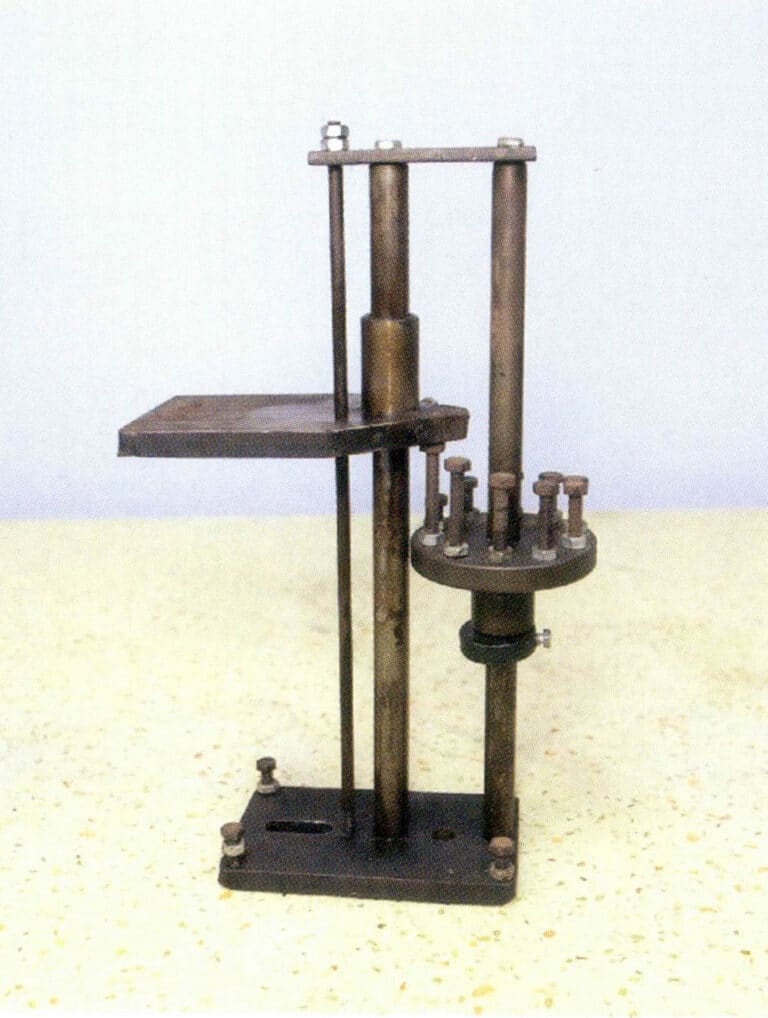
Strukturen til universalmaskinen er vist i Figur 5-10, strukturen til CNC-løfteplattformens edelstensmaskin er vist i Figur 5-11, og strukturen til den vanlige edelstensmaskinen er vist i Figur 5-12.
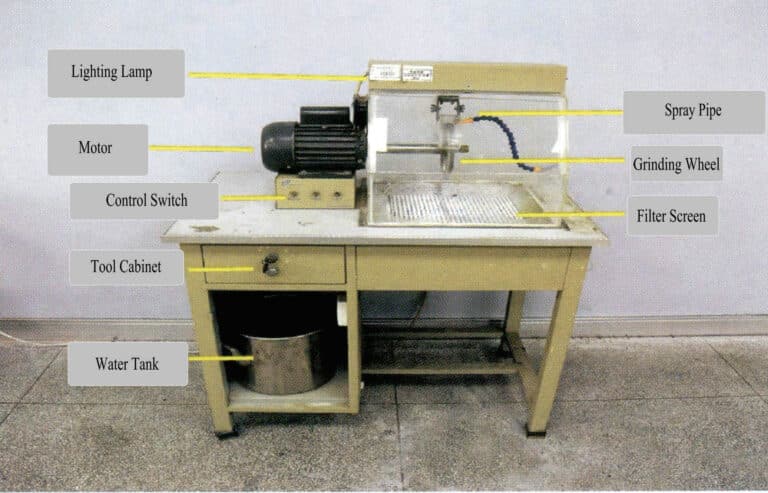
3.3 Funksjoner og bruksområde for den universelle perlepoleringsmaskinen
Kraften til den universelle perlepoleringsmaskinen leveres av en 250 W motor ① installert på basen, med en hastighet på 1400r/min. Motoren ① har en spindel ② montert på akselen, og en slipeskive ③ er installert i den fremre enden av spindelen, som kan byttes ut med forskjellige verktøy for spesifikke bruksområder som følger.
(1) Forming
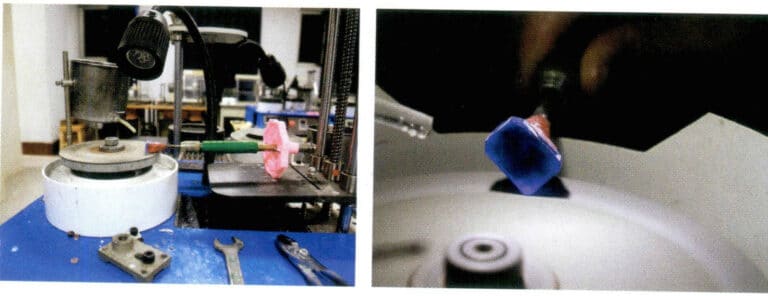
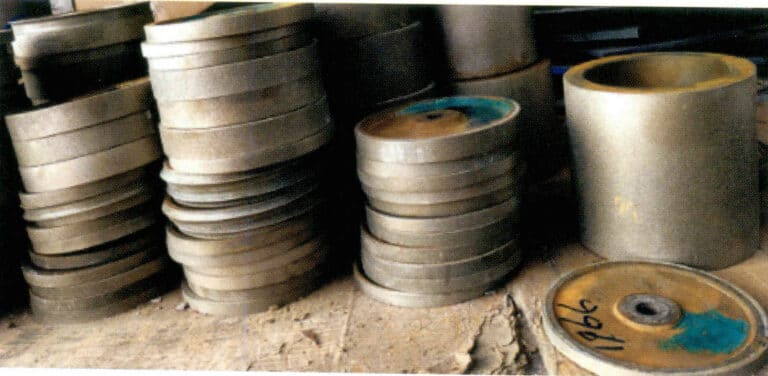
Bytt ut med den slipeskiven som er nødvendig for å forme edelstenen, som vist i Figur 5-13.
(2) Polering
Bruk en poleringsskive til å polere edelstenen, som vist i figur 5-14.

(3) Gravering
Hvis du bytter til jadeskjærerverktøy, kan du skjære ut edelstener, som vist i figur 5-15.

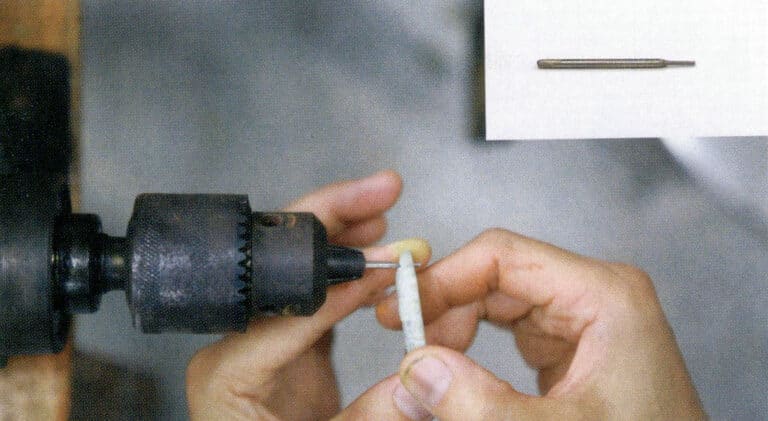
(4) Boring
Bytte til en borchuck og verktøy for å bore edelstener, som vist i figur 5-16.
(5) Behandling av edelstener med buet overflate
Edelstener med buet overflate kan bearbeides ved å bytte til en spaltehjul, som vist i figur 5-17.

4. Vanlige eksempler på produksjon av rå edelstener
4.1 Bearbeiding av rå edelstener med flat overflate
Glatt (konveks eller buet) edelsten- Formen på edelstenens midje består av buede overflater, for eksempel runde, ovale, pære-, marquise-, hjerteformer osv. Midjen som dannes av den buede overflaten kalles en buet overflate edelsten grov.
(1) Bearbeiding av glatte, ubearbeidede edelstener
Fest den kappede råsteinen på en jernstang med edelstenslim. Etter at limet er avkjølt, former du den i henhold til metoden vist i figur 5-18 for glatte (buede) råsteiner. Nøyaktigheten av råsteinens form og størrelse avhenger hovedsakelig av personens ferdighetsnivå.

Video om formgivning og etterbehandling av cabochon-edelstener
(2) Bearbeiding av ovale (eggformede) edelstener
Fest det utskårne råstykket på en jernstang med edelstenslim, og etter at limet er avkjølt, følger du fremgangsmåten for bearbeiding av den ovale (eggformede) edelstenen som vist i Figur 5-19. Det er personens ferdighetsnivå som avgjør nøyaktigheten i form og størrelse.

Video om formgivning og etterbehandling av ovale (eggformede) edelstener
4.2 Lineær prosess for grovforming av edelstener
Den lineære formen på råsteinen består av rette linjer, for eksempel en smaragdform (en liten åttekant), firkant, rektangel, trapes osv. Midjen av disse formene kalles en lineær edelsten form grov stein.
(1) Prinsipp for lineær grovforming av edelstener
Utstyrets sammensetning: På basen er det montert en 180 W motor med en hastighet på 2800r/min (1). Motoren (1) har en spindel med et hode (2) montert på den, hodet (2) har et brett (3) og en slipeskive (4) festet, og det er parallelle åtte-kvadratiske håndputer (5) på maskinen. Under drift må aksen til den åttekantede hånden (6) være parallell med arbeidsbordet (9) på utstyret for å sikre parallelliteten til edelstenens råmateriale. Edelsteinsruven (8) limes fast på jernstangen (7) ved hjelp av edelsteinslim (Figur 5-20).
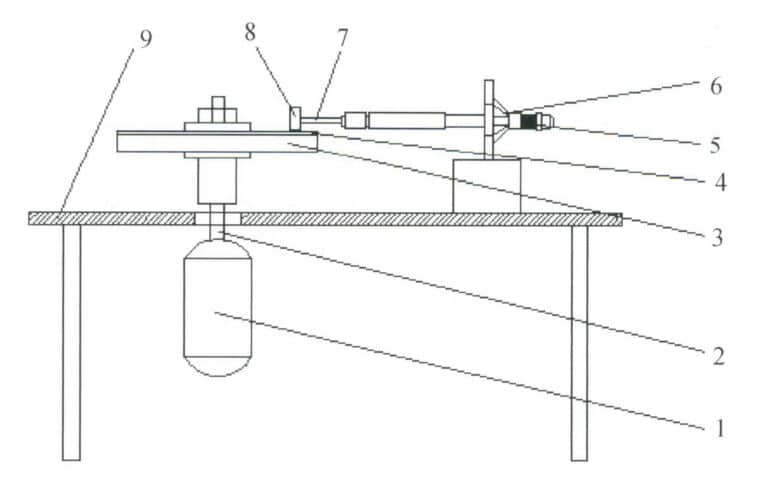
1. motor; 2. akselhode; 3. brett; 4. sandskive; 5. avstandsstykke; 6. firkanthåndtak; 7. jernstang; 8. grov stein; 9. arbeidsbenk
(2) Enkelkrystall trinnvis sliping av edelstener med grov formbehandling
Bearbeidingsflyt: kappede strimler - kappede trekantede materialer - lim - øvre stang - maskinell forming av edelstener - fullstendig forming, som vist i figur 5-21.
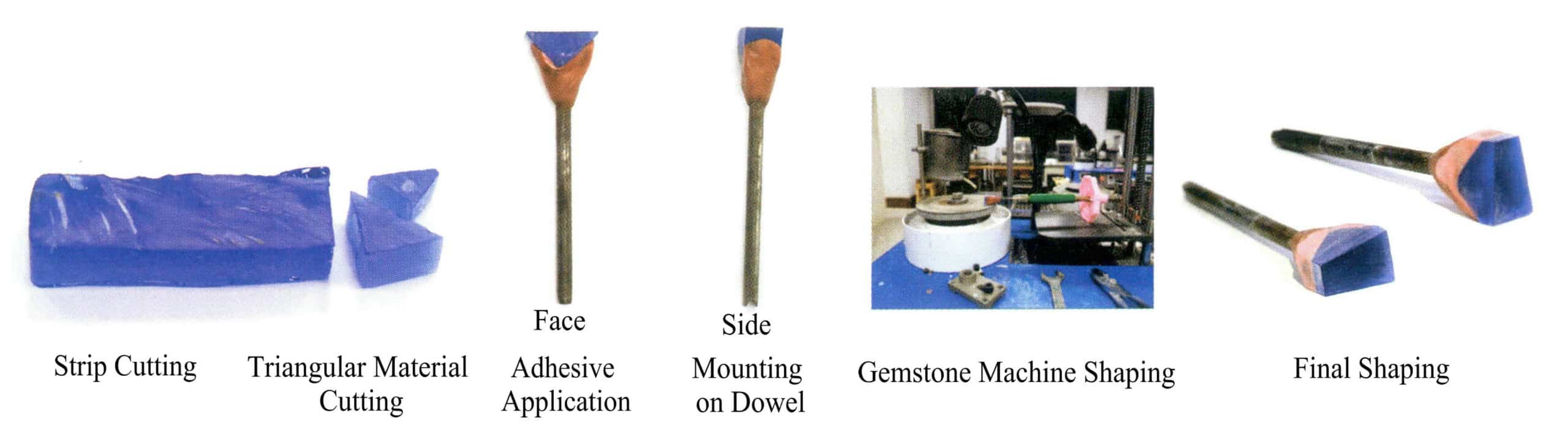
CNC-maskinens bearbeiding av edelstener er vist i figur 5-22.
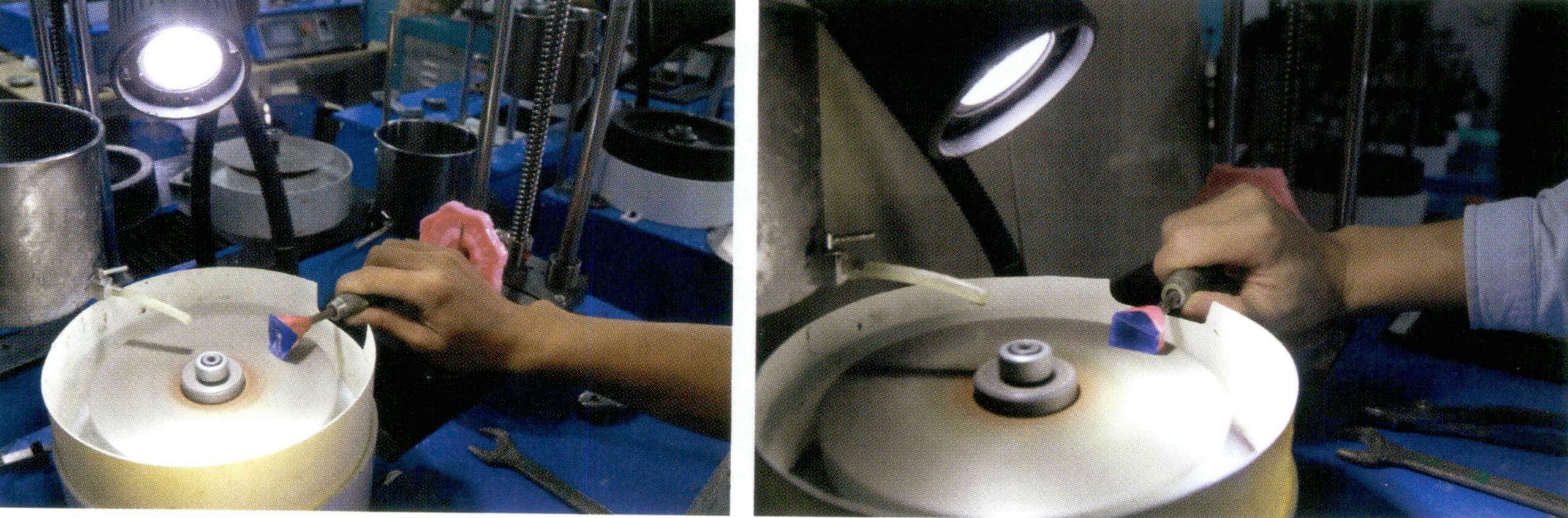
(3) Formbehandling av enkeltkrystall firkantede rettvinklede parallelle linjetype edelstener
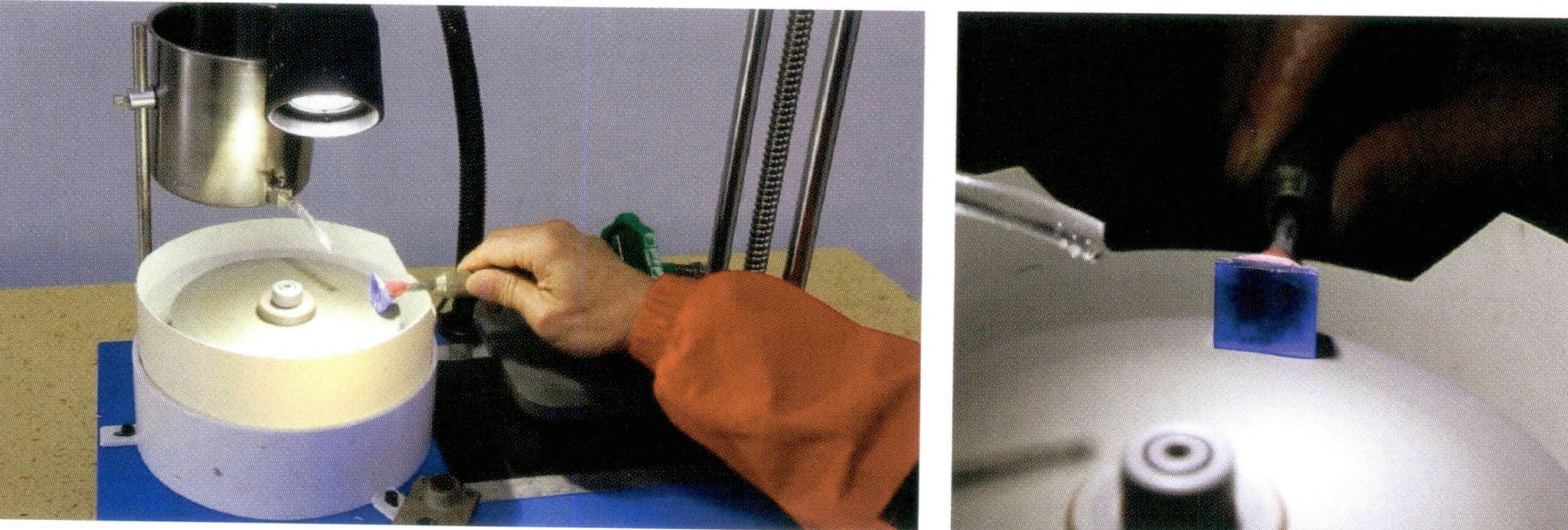
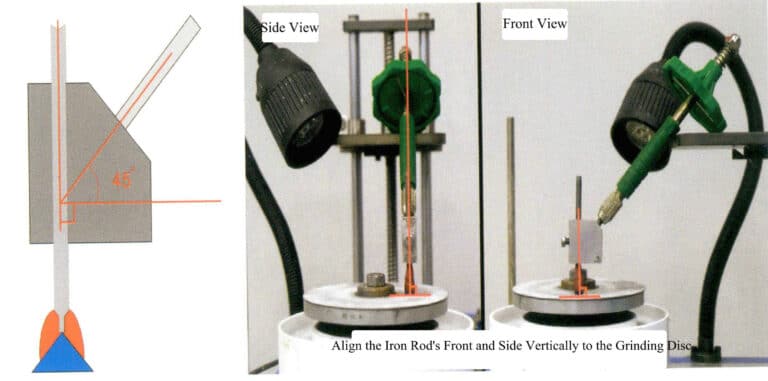
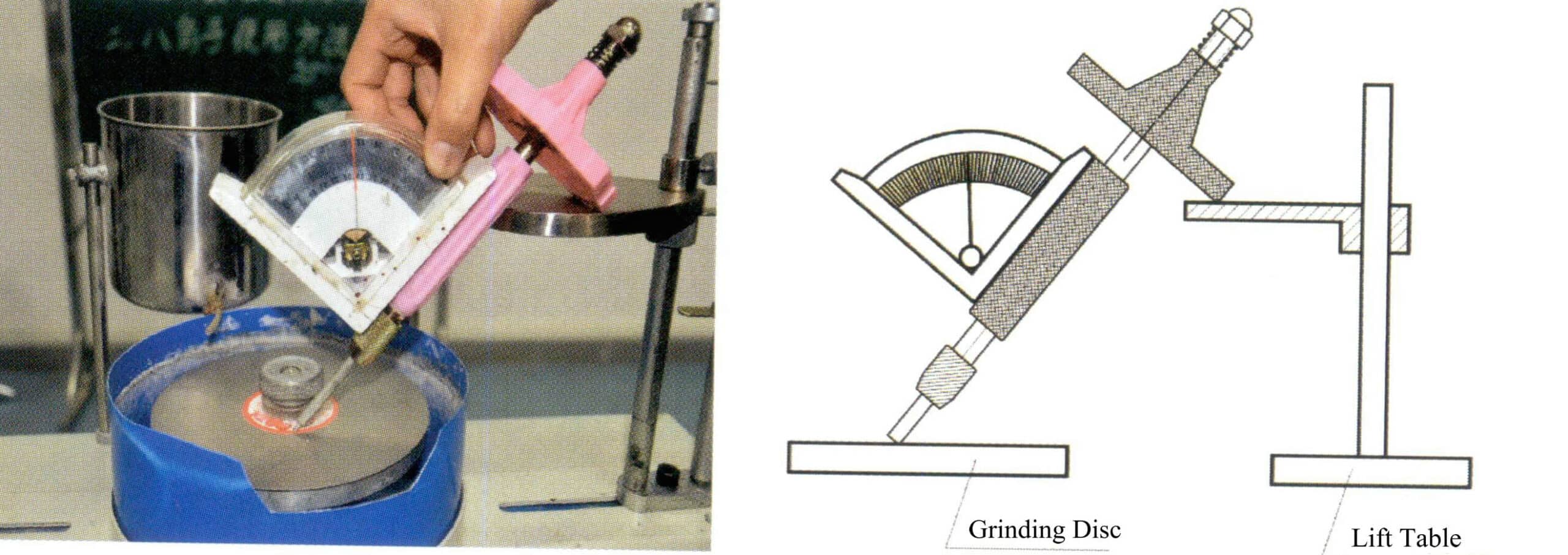
Sett jernstangen med edelstener i den åttekantede holderen, juster vinkelen på arbeidsbenken slik at den åttekantede holderen er parallell med slipemaskinens slipeskive, slå på motorbryteren, slå på kjølevannsbryteren (størrelsen på emnet bestemmer størrelsen på vannstrømmen), hold den åttekantede holderen med høyre hånd, hvil det åttekantede håndtaket på arbeidsbenken, og plasser edelstenen på slipeskiven (Figur 5-23).
(4) Slipeprosess for enkel smaragd (rektangulær fas) (Figur 5-24)
Video av smaragdslipte (rektangulære, avfasede) edelsteners formgivning og etterbehandling
4.3 Formingsprosess for spesialformede edelsteinsrober
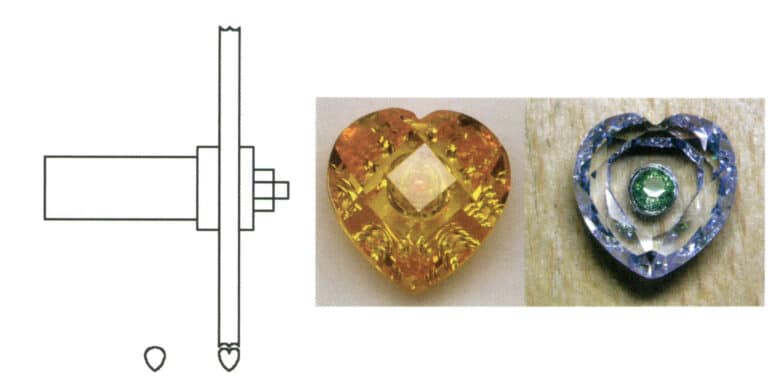
I tillegg til de nevnte steinråene, hvis det vises en grop i en viss del av steinråen, regnes det som en spesialformet dårlig type. Denne spesialformede edelstenen er grov i hjerteform, plommeblomstform, pentagramform, etc., har groper behandlet basert på sin ytre form, og må bruke en gropstansemaskin for å forme.
(1) Formingsprinsipp for hjerteformet edelsten (figur 5-25)
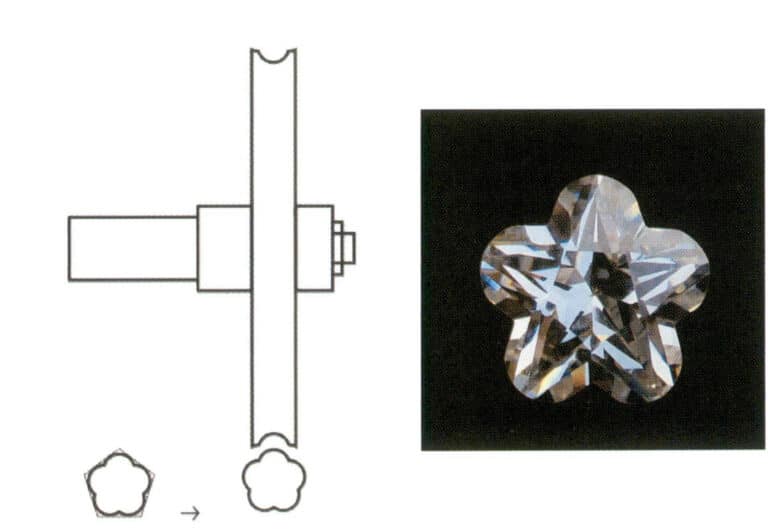
(2) Formingsprinsippet for Plum Blossom Gem Rough (figur 5-26)
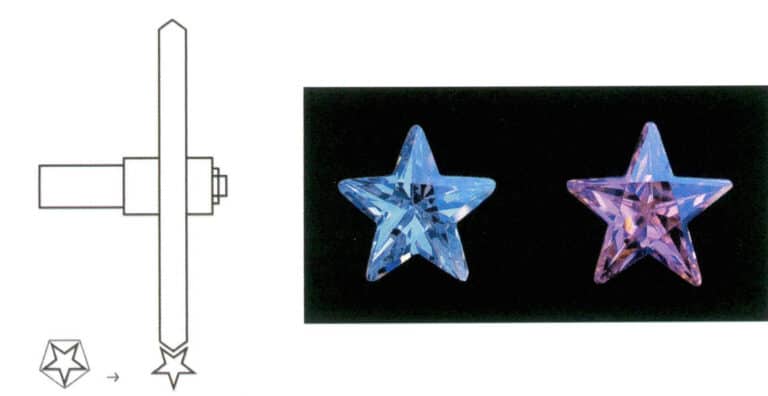
(3) Formingsprinsippet for pentagram-edelsten (figur 5-27)
5. Utstyr for masseproduksjon av edelstener med defekter
5.1 Halvautomatisk formingsutstyr
(1) Struktur og arbeidsprinsipp for den halvautomatiske formingsmaskinen
For å forme edelstener i serieproduksjon brukes utstyret som er vist i figur 5-28. Slipehjulet drives av en rem som overfører kraft til spindelhodet. Slipehjulet er montert på spindelhodet, og på rammen er det også montert et sett med roterende innretninger for råsteinen. Ved å flytte formen kan forskjellige blanke former produseres. Nøyaktigheten av formen og størrelsen på steinemnet bestemmes av formens presisjon og håndhjulets justering.
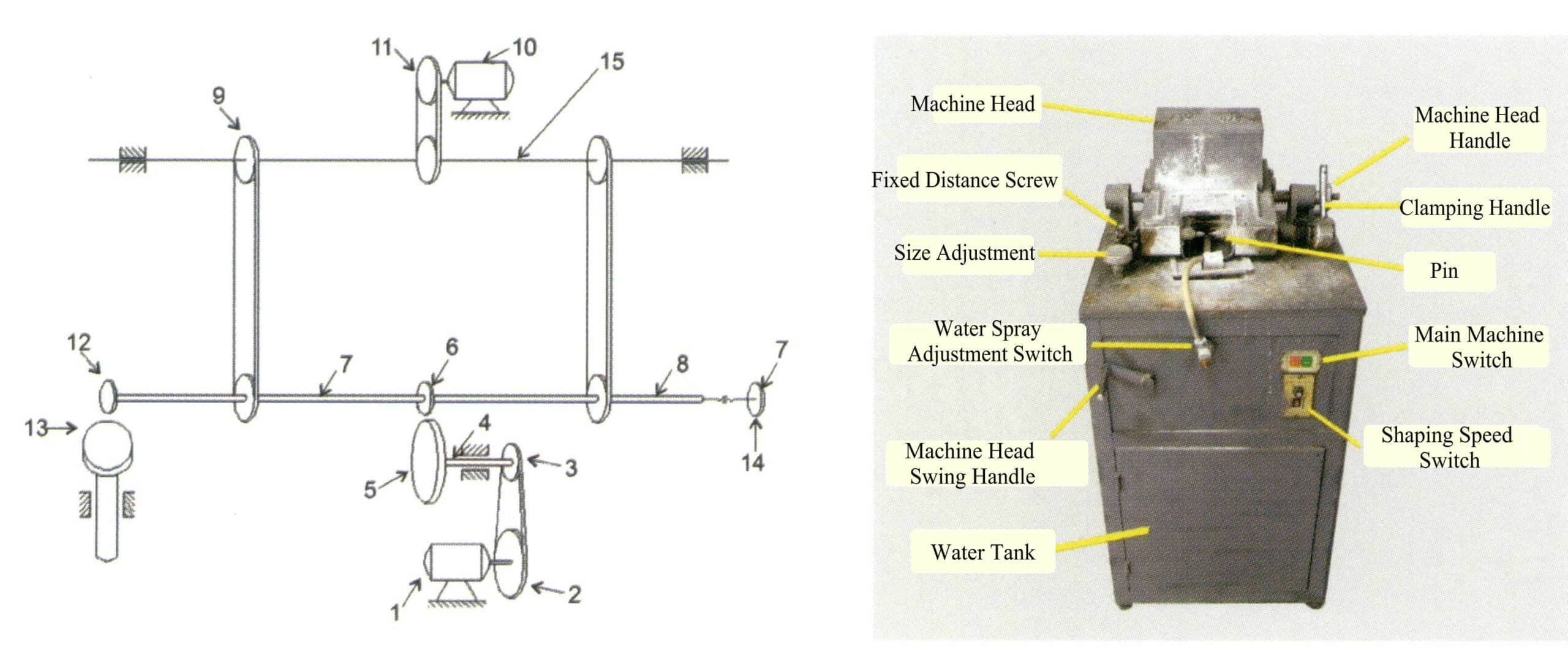
1. motor; 2. stor remskive; 3. liten remskive; 4. spindel; 5. diamantslipeskive; 6. perleemne; 7. fast toppnål; 8. bevegelig toppnål; 9. tannhjul; 10. reduksjonsmotor; 11. tannhjul for reduksjonsmotor; 12. perleform; 13. formjusteringsstang; 14. håndhjul; 15. tannhjul; 16. Tannhjulsaksel
Arbeidsprinsipp for utstyret: Koble til strømforsyningen for å starte motoren (1), som driver den store trekantede remskiven (2) montert på motorakselen (1), noe som fører til rotasjon av spindelens trekantede remskive (3) og diamantslipeskiven montert i den andre enden av spindelen. Edelsteinsformen (12) er montert i den ene enden av den faste utkasterpinnen (7), mens den andre enden presser mot edelstenens råmateriale (6). Den andre enden av edelstensemnet (6) er utstyrt med en bevegelig utkasterpinne (8), som strammer edelstensemnet (6) under påvirkning av håndhjulet (14). Reduksjonsmotoren (10) driver tre tannhjul som er montert på kjedeakselen (15) til å rotere. Tannhjulene i begge ender av kjedeakselen (15) driver de bevegelige og faste utstøterpinnene til å rotere, slik at steinens formingsprosess fullføres. Spaken for justering av formen justerer størrelsen på steinemnet.
Den halvautomatiske formingsmaskinen kan forme runde former, og ved å installere forskjellige typer profileringsformingshjul kan den behandle forskjellige former av edelstener, glasslinser, etc. med ensartede dimensjoner og høy presisjon. Den kan også behandle forskjellige uregelmessige anheng, for eksempel hjerteformede, runde, ovale, bladformede, åttekantede, trekantede, kalebassformede, vanndråpeformede, lanterneformede osv.
Ulempen med den halvautomatiske formingsmaskinen er at den krever manuell fastspenning av emnet og deretter manuell senking av trekkstangen for å fullføre en prosessyklus.
5.2 Helautomatisk formingsutstyr
Helautomatisk formingsutstyr bruker halvautomatisk formingsutstyr som hovedmaskin, og legger til automatiske klemme- og frigjøringsmekanismer for grov stein og automatiske fôringsenheter for å danne helautomatisk formingsutstyr.
5.3 Spesialutstyr for forming av firkanter, rektangler og trapeser
Det trapesformede utstyret for hurtigforming av trapesformet kunstig edelsten har en enkel struktur, høy presisjon, kan masseproduseres, har høy produksjonskapasitet, enkle driftsprosesser, lave produksjonskostnader, minimale investeringer og høy avkastning. Arbeidere kan begynne å operere etter bare en dag med opplæring. Hvis en produksjonslinje er vitenskapelig organisert, med 2 personer for kutting, 2 for forming og 1 for fjerning av lim, kan totalt 5 personer oppnå en gjennomsnittlig daglig produksjon på over 10 000 stykker per arbeidstaker etter en kjent periode. Det er et prosessutstyr for trapesformede edelstener som er "høy produksjon, rask produksjon, god kvalitet og materialbesparende."
Produksjonsutstyret er vist i figur 5-29.
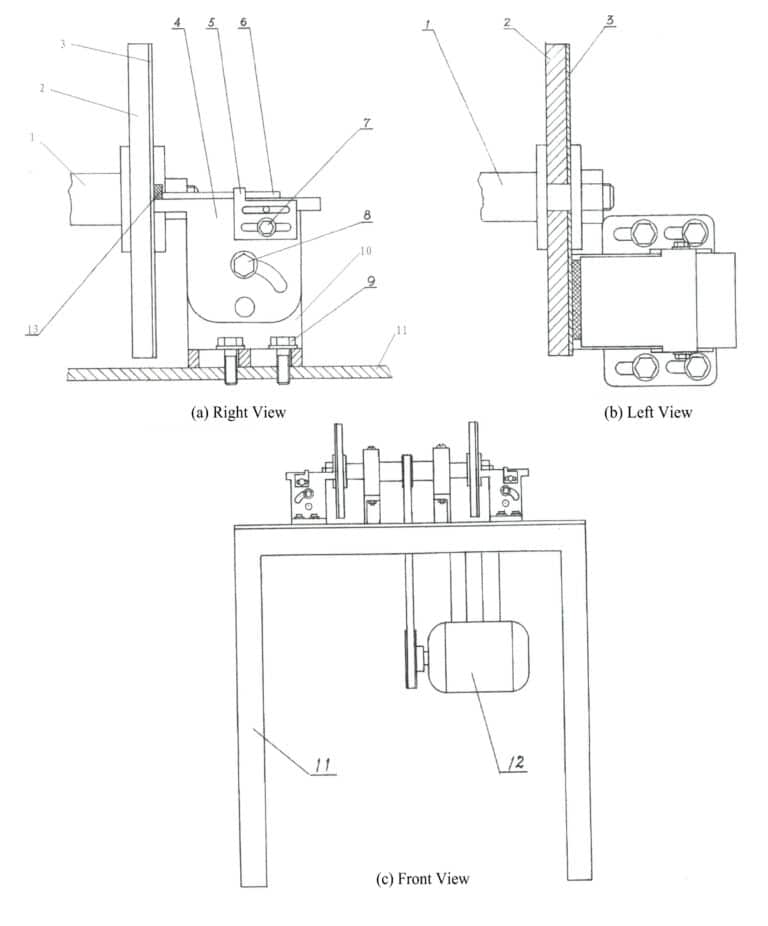
1. Spindel; 2. Aluminiumsbrett; 3. Diamantslipeskive; 4. Svinghode for arbeidsbenk; 5. Begrensningsmodul; 6. Mal; 7. Justeringsskrue; 8. Roterende justeringsskrue; 9. Justeringsskrue for arbeidsbenk; 10. Arbeidsbenk; 11. Ramme; 12. Motor
6. Eksempler på produksjonsutstyr for produksjon av ubearbeidede edelstener
Masseproduksjon av edelstener brukes ofte i produksjonen av kunstige edelstener, for eksempel i skjære- og formingsutstyret for syntetisk kubisk zirkonia. Det finnes ingen standardiserte enheter på markedet; alt utstyr er designet og produsert basert på produksjonsprosessen. Selv om enkelte deler av disse apparatene kan være forskjellige, er prinsippene for driften de samme. I det følgende illustreres dette med eksempler fra fabrikken.
6.1 Produksjon av trapesformede steinhøvler
Produksjonsprosessen for trapesformede kunstige edelstener er som følger (Figur 5-30).
- Klem råmaterialene i en flerbladet skjæremaskin for å skjære i skiver.
- Legg de oppskårne materialene på arbeidsbenken til en skjæremaskin med ett blad for å skjære dem i strimler.
- Legg de avkuttede stripene på støpemaskinen for forming.
- Ordne de kvalifiserte stripene i henhold til diagrammet og lim dem med 502 lim.
- Etter at 502-limet har tørket, legger du det limte blokkmaterialet på den enbladede steinskjæremaskinen for å skjære det opp i granulat.
- Rengjør 502-limet.
- Edelsten grov dårlig vibrasjon polering.
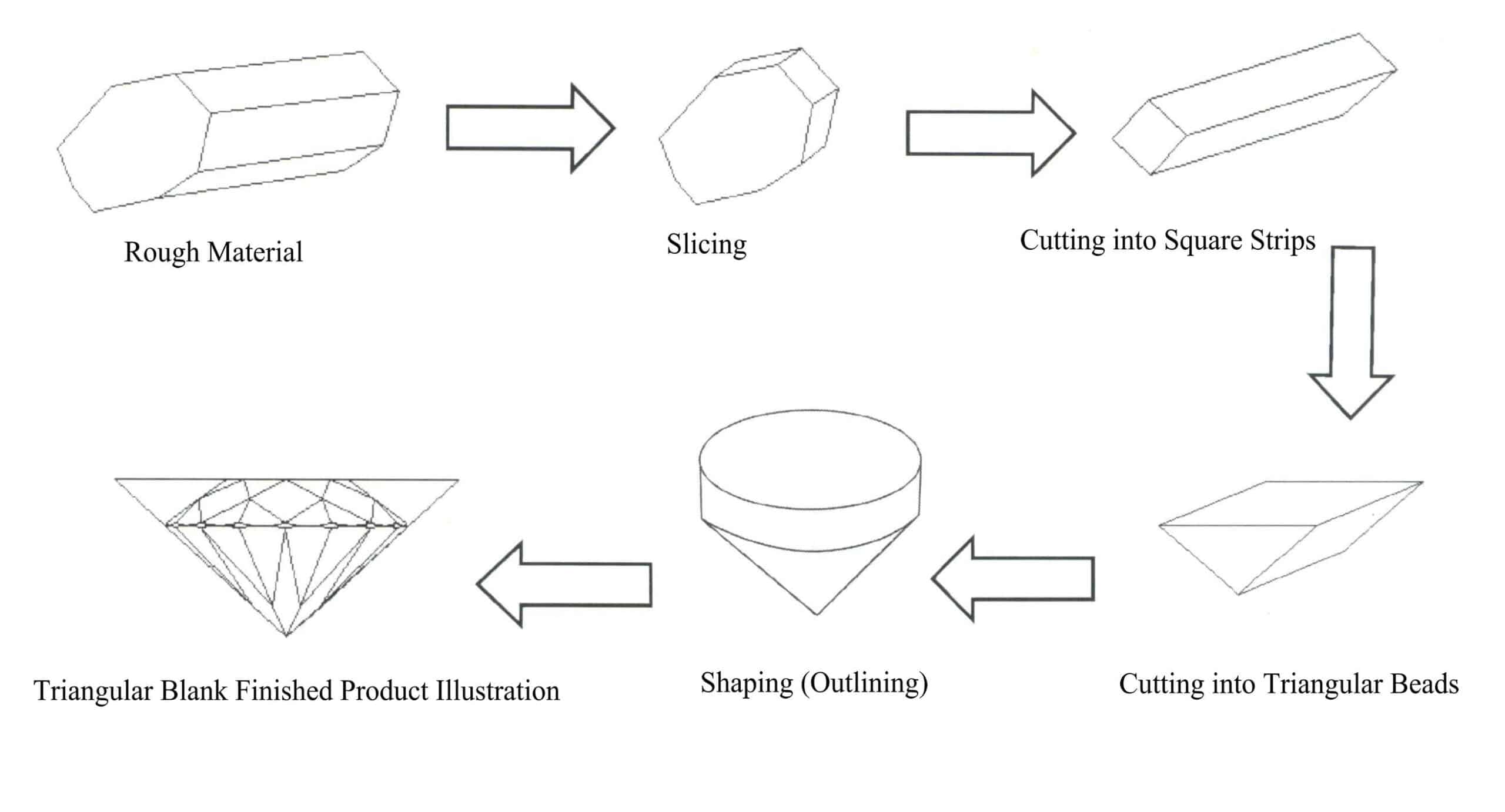
6.2 Produksjon av trekantede fliser
Produksjonsprosessen for trekantede fliser er vist i figur 5-31.
6.3 Produksjon av sylinderemne
Produksjonsprosessen for sylinderemnet er vist i figur 5-32.

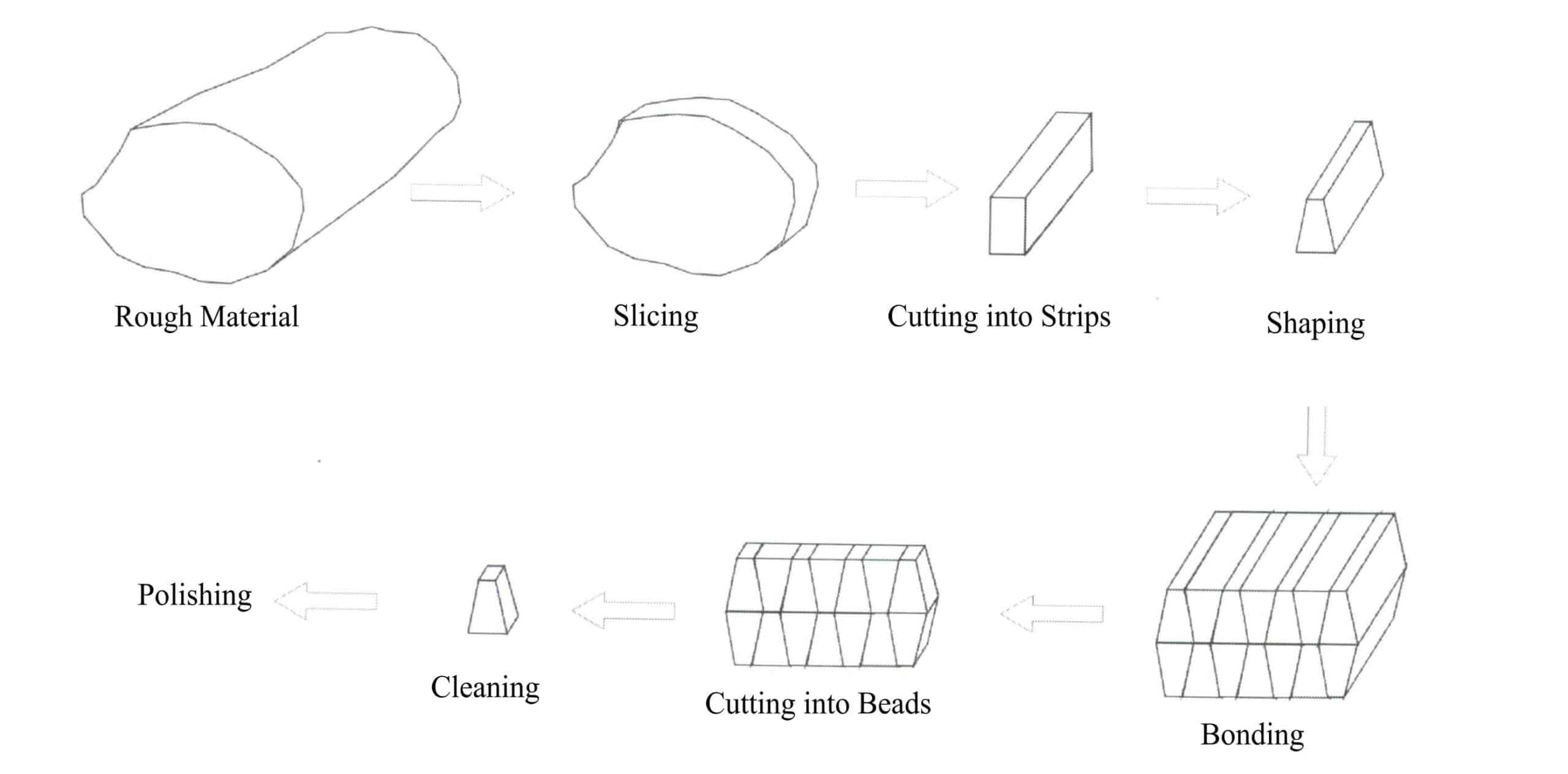
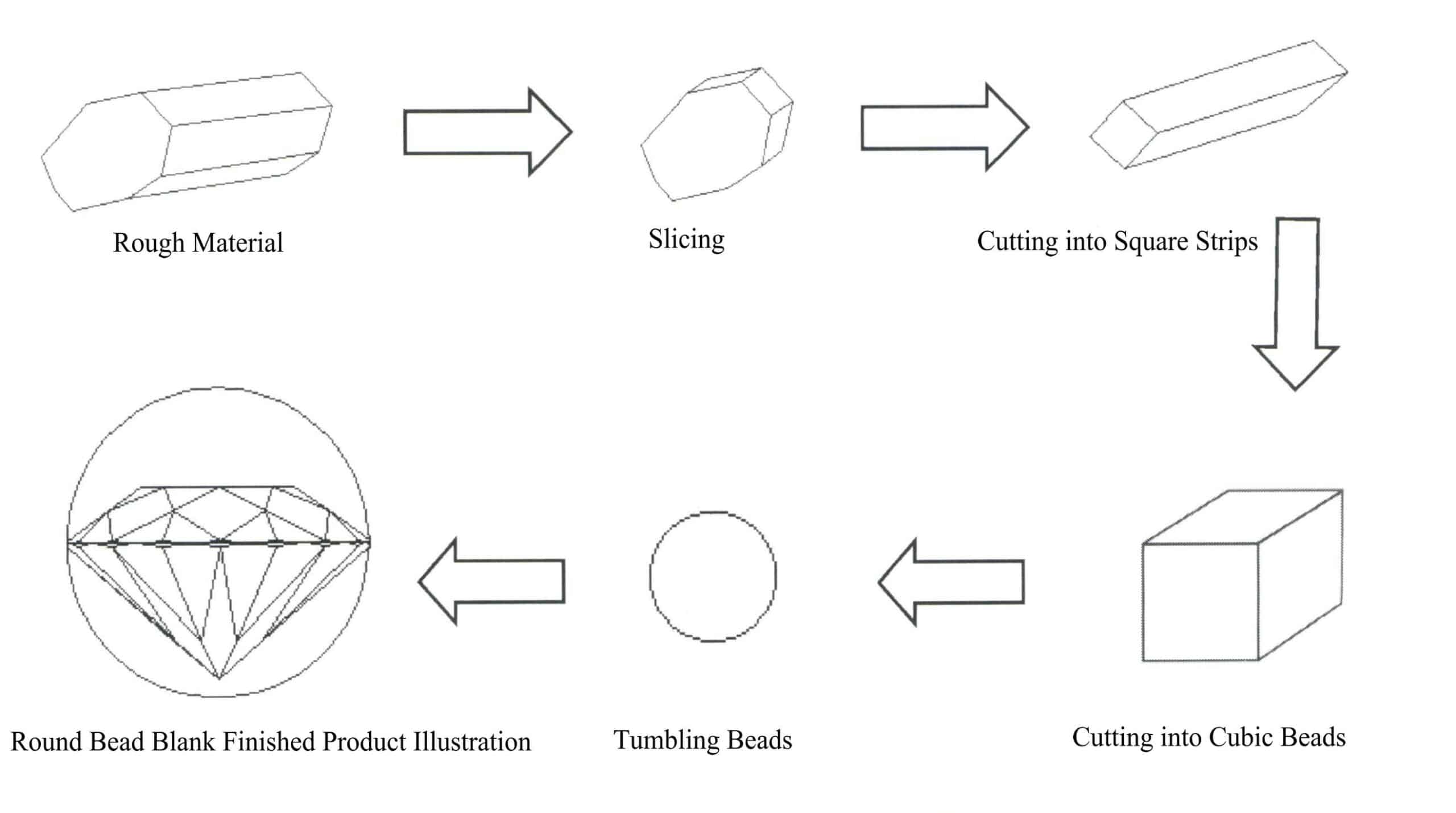
6.4 Produksjon av avrundede perleemner
Produksjonsprosessen for avrundede perler er vist i figur 5-33.
7. Kostnadsregnskap for produksjon av rå edelstener
7.1 Sammenligning av tre vanlige typer råstein på markedet
Trekantet flis: skjæring - skjæring av strimler - skjæring av trekantede partikler - omgivende form - grov stein
Sylinderemne: skive, skjære i strimler, male til runde strimler, skjære til sylindriske partikler
Rundede perleemner: skjær - skjær i strimler - skjær i kubiske partikler - avfas og nest sfæriske perler
7.2 Sammenligning av utstyrsinnsats for to eller tre typer råstein (Tabell 5-1)
Tabell 5-1 Oversikt over sammenligning av utstyrsinngang for tre vanlige typer grov stein
| Parison | Skjæremaskin med én kutter | Multiverktøy terningmaskin | Konturskjæremaskin | Fasetteringsmaskin | Senterløs slipemaskin for runde stenger | Granulator med flere kniver for skjærebånd | Nestende perlemaskin |
|---|---|---|---|---|---|---|---|
| Triangelfliser | √ | √ | |||||
| Sylinderemne | √ | √ | √ | ||||
| Rund perle blank | √ | √ | √ | √ |
7.3 Analyse av produksjonseffektiviteten for tre typer grov stein
Ta en 2 mm rund form som eksempel
| Triangle Blank | 2 personer | 2000 stykker/dag | 10 timer, gjennomsnittlig 1000 stykker/person |
| Sylindrisk emne | 4 personer | 100 000 stykker/dag | 10 timer, gjennomsnittlig 2500 stykker/person |
| Sylinderemne | 4 personer | 200 000 stykker/dag | 10 timer, gjennomsnittlig 50 000 stykker/person |
7.4 Utvinningsgrad og råvarekostnader for tre råsteiner
(1) Tabell over utvinningsrater per kilo råmateriale (tabell 5-2).
Tabell 5-2 Utvinningspriser per kilo råsteins
| Navn | Spesifikasjon (mm) | |||
| 1.5 | 2 | 2.5 | 3 | |
| Triangelfliser | 30000 | 14000 | 8000 | 4000 |
| Sylinderemne | 16500 | 7700 | 4400 | 2200 |
| Avrundede perler blanke | 15000 | 7000 | 4000 | 2000 |
(2) Materialkostnaden for hver steinfeil er vist i tabell 5-3 (basert på prisen på blyoksid A + B i Wuzhou, Guangxi, 200 yuan / kg, desember 2012).
Tabell 5-3 Oversikt over utvinningsgraden for hver råstein
| Navn | Spesifikasjon (mm) | |||
| 1.5 | 2 | 2.5 | 3 | |
| Triangelfliser | 0.0067 | 0.0143 | 0.025 | 0.05 |
| Sylinderemne | 0.012 | 0.026 | 0.045 | 0.091 |
| Avrundede perler blanke | 0.013 | 0.029 | 0.05 | 0.10 |
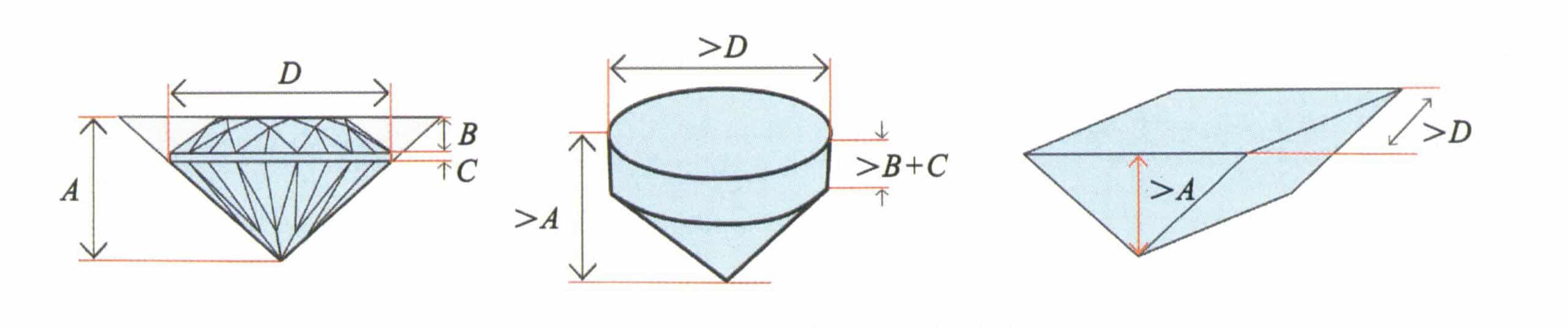
7.5 Krav til edelstenens grovhet og størrelse
- Diameteren på edelstenen D må gi rom for polering av midjen.
- Edelsteinsbordet må ha en bearbeidingsgodtgjørelse for sliping og polering.
- Den totale høyden på råsteinen må være større enn den totale høyden på produktet.
- Høyden på kronen over midjen på råsteinen må være større enn høyden på kronen over midjen på produktet (figur 5-34).
Seksjon II Adhesjon av råmaterialer av edelstener til staven
1. Vanlige materialer for liming av edelstener til stenger
Vanlige, ordinære edelstensmaskiner brukes til sliping av enkle edelstener i forbindelse med åttekantede holdere eller maskinverktøy. På grunn av de mange forskjellige spesifikasjonene og formene på edelstener, limes de defekte edelstenene til jernstenger med edelstenslim før bearbeiding. Deretter plasseres de i åttekantede holdere eller maskinverktøy for å bearbeide og slipe edelstenene i henhold til driftskravene. Etter sliping løsnes edelstenene fra jernstengene og limet, og eventuelle rester av lim og oljeflekker rengjøres.
Etter at edelstenens råmateriale har bestått inspeksjonen, bindes steinemnet til en spesiell jernstang før det går videre til neste prosess. Kvaliteten på limingen av edelstener påvirker kvaliteten på utskjæringen, poleringen og prosesseringseffektiviteten.
1.1 Gjenbrukbart edelstenlim
Etter at bearbeidingen er fullført, fjernes perlen fra jernstangen. Edelstenlimet som er igjen på jernstangen, kan fortsatt binde sammen edelstener, og restene av edelstenlimet kan også smeltes om og brukes på nytt. Denne typen lim kalles gjenbrukbart lim, forutsatt at det ikke brenner, røyker eller karbonatiserer og mister sin ytelse under oppvarming (figur 6-1).
(1) Materialene som brukes til perlebinding, skal oppfylle følgende grunnleggende krav.
- Den skal ha tilstrekkelig bindingsevne, styrke og hardhet, og den skal ikke gå i stykker eller forskyve seg under normal utskjæring og bearbeiding.
- Smeltepunktet bør ikke være lavere enn 70 °C og høyere enn temperaturene som genereres under skjæring, sliping og polering.
- Gjentatt bruk av edelstenlim vil opprettholde ytelsen etter flere oppvarminger.
- Det skal være godt oppløselig i organiske og uorganiske løsemidler, men skal ikke være løselig i parafin og maskinolje.
- Det skal være billig og ikke sjeldent.
(2) Gjenbrukbart klebemateriale for edelstener
- Skjellakk (figur 6-2). 80 ℃ mykner, 113 ℃ blir flytende, 165 ℃ begynner å frigjøre gass kraftig og blir en løs svamplignende substans, 210 ℃ karbonatiserer og mister klebeevnen, den optimale temperaturen for skjellakk er 85-105 ℃, oppløses i alkohol.
- Kolofonium (figur 6-3). Mykningstemperatur 50-70 ℃, 90-130 ℃ smelter helt, har høyere klebeevne og tilstrekkelig styrke, og oppløses lett i alkohol, eter, aceton, terpentin og andre løsemidler.
- Forseglingsvoks. 100 ℃ består av lavkvalitets kolofonium og jernoksid, mykner rundt, er hardere enn skjellakk og kolofonium, med høyere styrke og er løselig i alkohol, eter, aceton, terpentin og andre løsemidler.
- Edelstenslim i pulverform. Edelstenslim knuses til et pulver, og edelstenslim i pulverform brukes ofte til automatisert steinliming (Figur 6-4).

Figur 6-2 Skjellakk

Figur 6-3 Kolofonium

Figur 6-4 Gemmelim i pulverform
(3) Prinsipper for valg av klebematerialer til edelstener
Ved valg av limmateriale bør man ta hensyn til arbeidsstykkets form og størrelse, presisjon, bearbeidingstemperatur og varme som genereres under bearbeidingen. Jo større kraft på arbeidsstykket og jo mindre området er, desto høyere limstyrke bør velges. Shellac har hovedsakelig en limfunksjon, mens tetningsvoks og kolofonium har limegenskaper og forbedrer limmaterialets mekaniske egenskaper. Lim med en høy andel forseglingsvoks er mykere og har dårlig varmebestandighet, mens lim med en høy andel kolofonium er hardere og sprøere.
(4) Formulering av klebemiddel
Krav til formulering: Ta hensyn til varmen som genereres under sliping og årstidsvariasjoner når du formulerer.
Formuleringen er som følger:
- 95% Forseglingsvoks + 5% Shellac.
- 80% Kolofonium +20% Shellac.
Fargen på det kommersielt tilgjengelige edelstenlimet har ingen sammenheng med limets klebeevne, men er relatert til fargen på den bearbeidede edelstenen. Det bør velges i en farge som står i kontrast til edelstenens farge, for eksempel bør man bruke hvitt eller grønt lim på røde edelstener (Figur 6-5).

1.2 Engangs lim for edelstener
Edelstenlim som ikke kan resirkuleres for gjenbruk etter at behandlingen av edelstenen er fullført, kalles ikke-resirkulerbare edelstenlim. For eksempel kan 502-lim binde edelstener godt, men kan ikke resirkuleres for gjenbruk.
For tiden produserer markedet engangslim spesielt for liming av edelstener, inkludert varianter som hurtigtørkende, lysfølsomt og AB-lim. Limet er gjennomsiktig og har sterk limkraft, rask limhastighet og høy effektivitet. Hvis vi tar 2 mm perleavfall som et eksempel, kan en person som jobber 8 timer om dagen lime over 12 000 stykker, og ett kilo lim kan lime 400 000 til 200 000 stykker perleavfall.
(1) Lysfølsomt lim (figur 6-6)
Metode for liming: Sett jernstangen inn i det spesielle innsatsbrettet, bruk den spisse enden av flaskehetten til å påføre limet direkte på spissen av jernstangen, og bruk en pinsett til å plassere edelstenemnet på den limbelagte spissen av jernstangen og nivellere det. Bruk en UV-lampe til å bestråle limet i 1 minutt for å herde det før bearbeiding. Den optimale avstanden mellom UV-lampen og edelstenen er 100 mm.

(2) 502 Lim (Figur 6-7)
Metode for liming: Sett jernstangen inn i det spesielle innsatsbrettet, bruk den spisse enden av flaskehetten til å påføre limet direkte på spissen av jernstangen, og hold pinsetten i høyre hånd for å plassere edelstenemnet på den limbelagte spissen av jernstangen og jevne det ut. Plasser den i 25-30 °C i 15-20 minutter for å herde limet før bearbeiding. En ovn bør brukes hvis temperaturen ikke når 25-30 ℃.
(3) AB-lim (figur 6-8)
Limingsmetode: sett jernstangen inn i den dedikerte kontakten, bland A-lim og B-lim i henhold til 1: 1, dypp direkte en passende mengde AB-lim i hodet på jernstangen, plasser perlen på jernstanghodet belagt med lim, og la den stå i et miljø over 25 ℃ grader i 5 ~ 8 minutter for å herde. Den kan behandles etter ca 15 minutter.
Figur 6-7 502 Lim

Figur 6-8 AB Lim
2. Vanlige verktøy for liming av edelstener
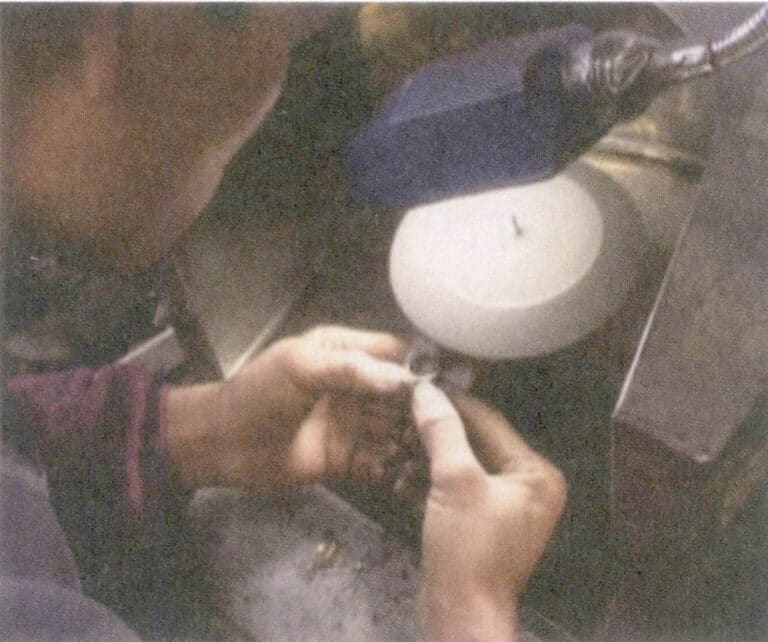
2.1 Alkohollampe
(1) Alkohollampen brukes i den gjenbrukbare limprosessen for edelstener, og fungerer som varmekilde for behandling av enkeltstener. Den brukes ofte til å forvarme edelstener og varme opp lim under produksjon av en enkelt edelsten. Etter at behandlingen av edelstenen er fullført, hjelper det oppvarmede limet til med å løsne edelstenen fra jernstangen. Alkohollampen og dens oppbygning er vist i Figur 6-9.

(2) Prosedyrene for sikker bruk av alkohollampen er vist i figur 6-10.
- Alkohol er brannfarlig. Hvis du tilsetter alkohol i alkohollampen, må det tørkes tørt før det antennes hvis det søles på benkeplaten.
- Alkohollampen er dårlig lufttett, og alkoholen fordamper lett. For alkohollamper som ikke har vært brukt på lenge, må den oppsamlede gassen inne i lampen slippes ut før den kan antennes.
- Mengden alkohol som tilsettes, må ikke overstige 2/3 av alkohollampen.
- Alkohollampen må ikke vippes når den antennes.
- Når alkohollampen ikke er i bruk, skal den ikke slukkes ved å blåse den ut med munnen, men slukkes med et lampelokk.

Video om innfatning av stein i alkohollampe
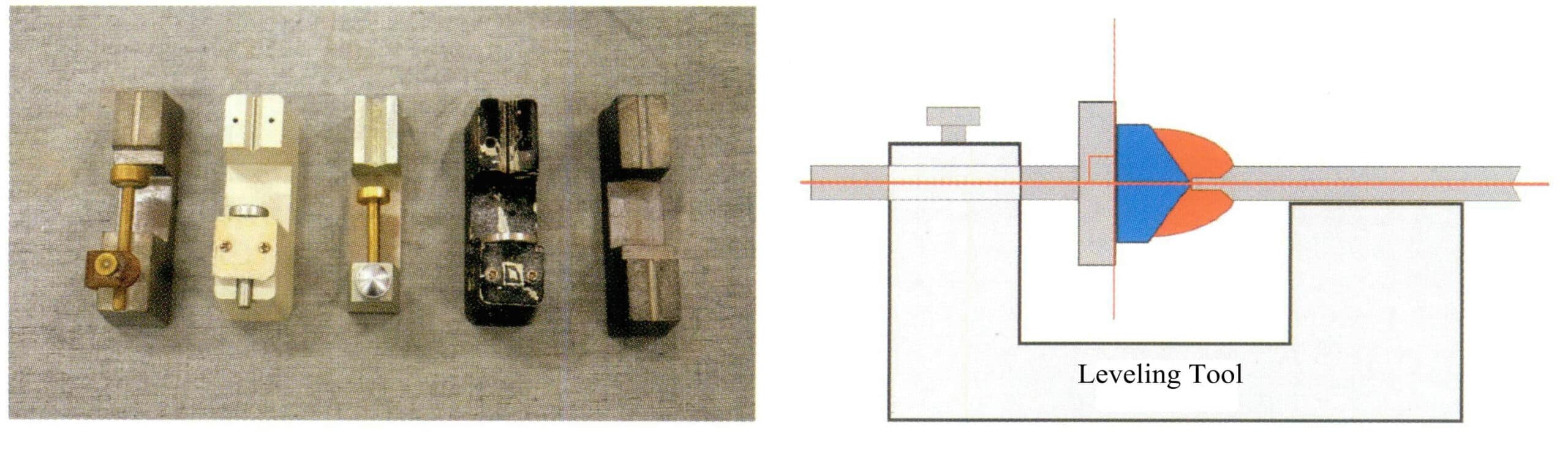
2.2 Horisontal base (nivelleringsenhet)
Hold edelstenens overflate vinkelrett på jernstangens akse for å forbedre effektiviteten og kvaliteten på steinens vedheft (Figur 6-11).
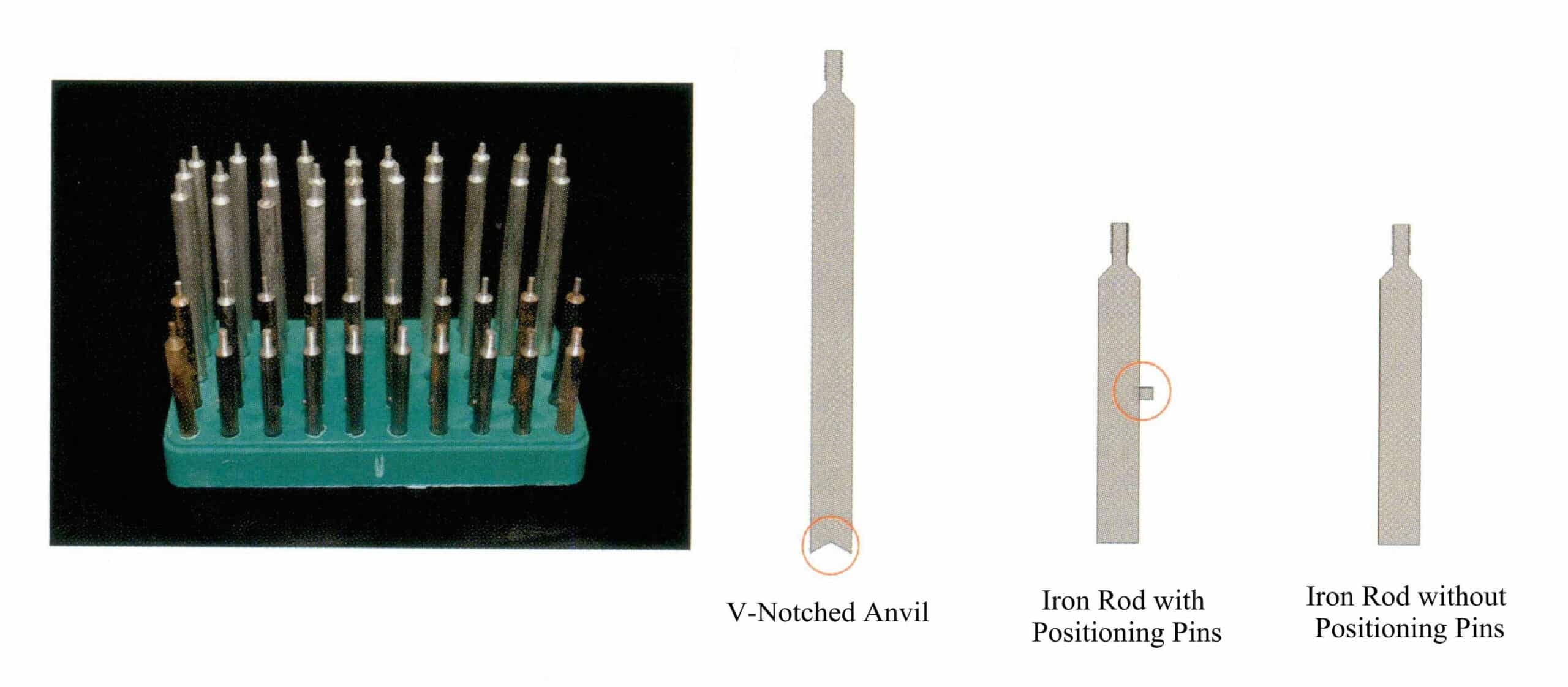
2.3 Kobberstang eller jernstang
For liming og støtte av edelstener, sett inn det åttekantede håndtaket eller maskinhåndtaket for å betjene og behandle edelstenene. Kobber- og jernstenger kommer i forskjellige former, inkludert jernstenger med posisjoneringspinner, jernstenger uten posisjoneringspinner og jernstenger med et V-formet spor i halen, med lengder fra 30 ~ 90 mm. Hodene på jernstengene kan være flate eller spisse. Jernstenger med posisjoneringspinner brukes vanligvis til bearbeiding av runde edelstener, mens jernstenger uten posisjoneringspinner ofte brukes til bearbeiding av uregelmessige edelstener (Figur 6-12).
2.4 Verktøy for testing av edelstener
For omvendt steindokking, etter at behandlingen av edelstenkronen er fullført, fjern jernstangen fra håndtaket og plasser den i det lange sporet på den ene siden av dokkingverktøyet. Ta en annen jernstang belagt med lim og dokk den umiddelbart med kronen på slipemerket på dokkingverktøyet. Etter at limet har herdet, bruker du en saks til å klippe av den uslipte enden av jernstangen fra limet, og fullfører prosessen med omvendt stein (figur 6-13). Merk: Dette verktøyet og denne metoden brukes ofte i batchprosesser med engangslim.
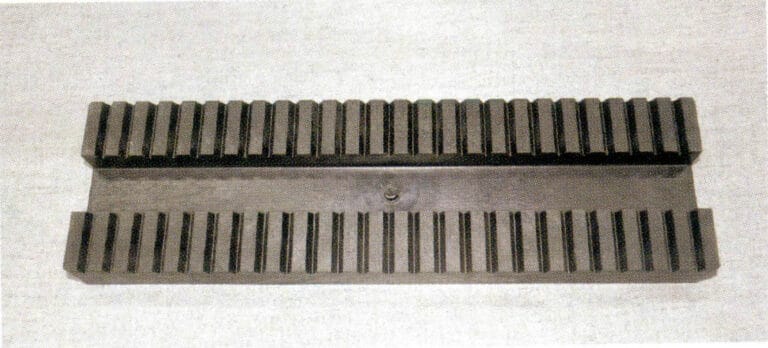
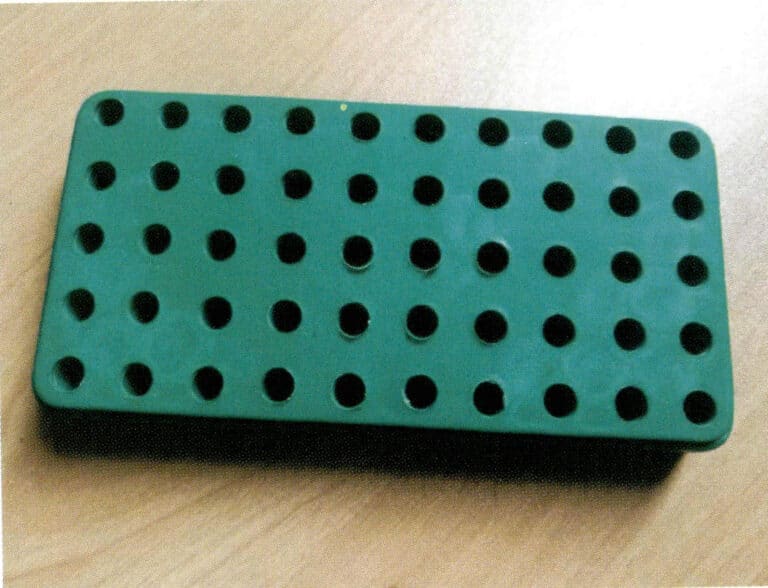
2.5 Innføringsplate for jernstang
Etter at de defekte edelstenene er limt, settes de inn i platehullene for lagring, noe som forenkler samlebåndsproduksjon, produktklassifisering og kvalitetskontroll (Figur 6-14).
2.6 Storskalaproduksjon av edelstenelim, verktøy for testing av edelstener og prinsipper (figur 6-15, 6-16)
Copywrite @ Sobling.jewelry - Tilpasset smykkeprodusent, OEM og ODM smykkefabrikk
3. Kvalitetsanalyse av edelstenlim og motsteiner
Kvaliteten på edelstenens vedheft og kvaliteten på antisteinen påvirker kvaliteten og effektiviteten i den neste produksjonsprosessen.
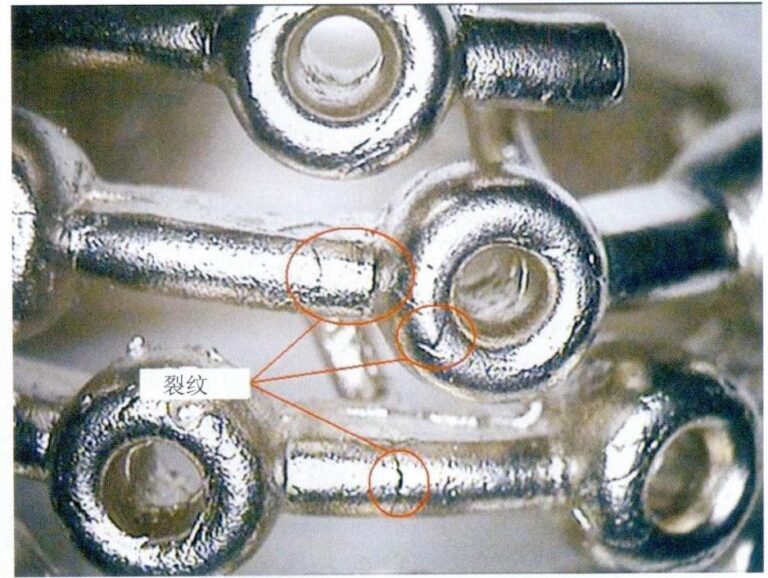
3.1 Diagrammatisk analyse av edelstenens vedheftskvalitet (figur 6-17, 6-18)
Figur 6-17 Diagrammatisk analyse av edelstenens vedheftskvalitet
Figur 6-18 Faktisk adhesjonsbilde
3.2 Analyse av edelstenens vedheftskvalitet
- Limlaget skal være jevnt og glatt. For mye lim påvirker slipeoperasjonen, mens for lite lim kan føre til at limet går i stykker under slipingen. Mengden lim som brukes, bør være basert på størrelsen på steinen.
- Sørg for å forvarme limstangen før påføring av limet; utilstrekkelig forvarmingstemperatur kan lett føre til at limet svikter.
- Flammelim skal ikke føre til at limet ryker eller tar fyr. Hvis limet ryker eller tar fyr, vil det karbonisere limlaget og miste sin ytelse. Varm det opp til det føles litt flytende.
- Når du limer steinemner, bør designmidtlinjen på steinemnet sammenfalle med midtlinjen på limstangen, ellers kan det resultere i skjeve spisser eller underlig formede edelstener under bearbeiding.
- Ved liming av steinemner skal overflaten på steinemnet være vinkelrett på aksen til limstangen.
- Nylimte edelstener bør ikke umiddelbart legges i kaldt vann for avkjøling, da dette lett kan føre til at edelstenene sprekker på grunn av plutselig avkjøling.
- Ved forvarming av edelstener er det viktig å sørge for jevn oppvarming, ellers kan det lett oppstå termiske sprekker.
3.3 Vanlige kvalitetsproblemer ved liming av edelstener
- Aldring av edelstenlim - langvarig oppvarming fører til at det avgir hvit røyk, noe som indikerer at kolloidet har eldet og at limstyrken har avtatt.
- Hvis edelsteinsavfallet ikke er rengjort ordentlig og har oljeflekker eller rusk, vil det også påvirke limingskvaliteten.
- Hvis edelstenen eller limstangen ikke er tilstrekkelig forvarmet, er det lett at jernstangen og kolloidet løsner, eller at edelstenen og kolloidet får feil vedheft, noe som fører til deformasjon og steintap under bearbeidingen.
- Når kolloiden ikke er herdet, bør den plasseres på en spesiell innsatsplate for å avkjøles og herdes. Feil bruk kan lett føre til at edelstenens emne og jernstangen blir feilinnrettet, noe som påvirker kvaliteten på det ferdige produktet.
3.4 Eksempler på fabrikkliming og omvendt stein (Figur 6-19)

Video om manuell steinsetting og fasettering
Video om halvautomatisk steinsetting og fasettering
3.5 Eksempler på helautomatisk adhesjon og reversering av stein (Figur 6-20)

(1) Helautomatisk steinlim maskin prosessflyt
- Plasser steinavfallet i formsporet.
- Gassen tennes automatisk for å varme opp jernstanghodet.
- Limpulverbrettet flyttes til jernstanghodet.
- Jernstanghodet suger til seg limpulveret og smelter under varmepåvirkning (figur 6-21).
- Limpulverbrettet beveger seg bort fra jernstanghodet.
- Det selvklebende limjernhodet faller ned på perleemnet (figur 6-22).
- Vent til edelstenkolloiden smelter på perleemnet for å fullføre bindingen.
(2) Helautomatisk prosessflyt for antisteinmaskin.
- Plasser aluminiumslisten med den ferdige kroneslipingen under den selvklebende steinplattformen [Figur 6-23(a)].
- Plasser den tomme aluminiumslisten over.
- Automatisk tenning med gass varmer opp aluminiumsstanghodet.
- Gem limpulverbrettet flyttes til jernstanghodet.
- Jernstanghodet absorberer limpulver og smelter under varme.
- Limpulverskiven beveger seg bort fra jernstanghodet.
- Jernstanghodet som er belagt med edelstenelim, går ned og kommer i kontakt med edelstenbordet som er polert og gravert [Figur 6-23(b)].
- Den øvre raden blåser luft for å kjøle ned edelstenslimet. Etter at edelstenslimet har stivnet, slås den nedre raden med gass på for å varme opp jernstanghodet [Figur 6-23(c)].
- Det øvre jernstanghodet hever seg og fullfører antisteinprosessen.

Seksjon III Sliping og polering av fasetterte edelstener
1. Prosesseringsmekanisme for superharde materialer
Fasettering av edelstener er sliping av ensartede, små, flate overflater basert på edelstenens ruhet. Bearbeiding av edelstenematerialer med en relativ hardhet på over fem regnes som bearbeiding av harde materialer, og fasettering og polering av edelstener på en slipeskive er i hovedsak sliping.
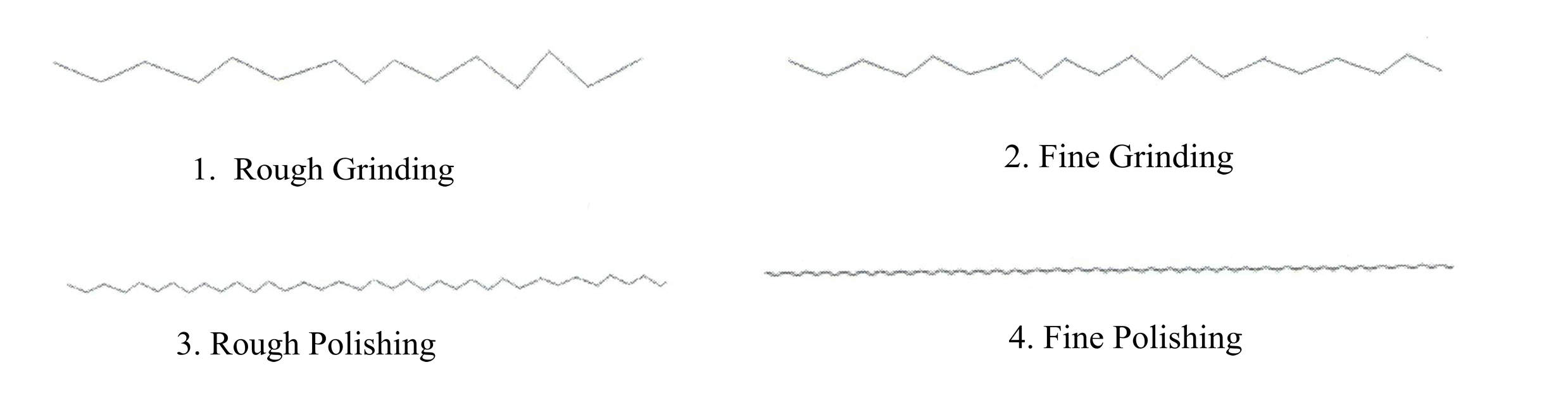
1.1 Anvendelse av overflateruhet i edelstenprosessering
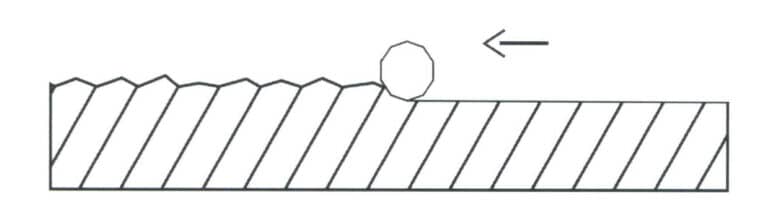
Bearbeiding av edelstener innebærer at slipemiddelet virker på edelstenens overflate og danner topper og daler, først og fremst gjennom en "pløyende" effekt. I slipeprosessen brukes grove og fine slipemidler, og toppene og dalene som dannes av grove slipemidler, er forskjellige fra dem som dannes av fine slipemidler. Dette forklarer hvorfor overflaten på edelstener som er bearbeidet med grove slipemidler, er ru. Et forstørret bilde som illustrerer riper laget av et sandkorn på edelstenens overflate, viser hvordan overflateruhet kan brukes ved bearbeiding av edelstener. Figur 7-1 viser prinsippet for enkeltsliping, og figur 7-2 viser ruheten på slipeflater med ulike grovheter på slipemidlene.
Fra analysen av overflateruhet ligger forskjellen mellom polering og sliping i det faktum at polering utføres under påvirkning av finere slipepartikler, og poleringsprosessen er en fortsettelse av slipeprosessen. Praksis har vist at under faste parametere som edelstenemateriale, slipeskivemateriale, slipemiddel og utstyrshastighet i edelstenebehandling, avhenger overflateruheten til edelstener av størrelsen og formen på slipepartiklene.
1.2 Mekanisme for sliping og polering av edelstener
Under sliping og polering av edelstener er det et strømningsfenomen av molekyler på overflaten av slipe- og poleringsmaterialet, og følgende fenomener oppstår under polering.
- Poleringspulveret virker på edelstenens overflate på en "pløyende" måte, og fjerner arbeidsrester av samme størrelse som poleringspulverpartiklene.
- Den termiske trykkbevegelsen i poleringspulveret fører til omorganisering av molekyler i edelstenens overflatelag, der den høye temperaturen spiller en avgjørende rolle.
- Hjelpestoffer som vann eller poleringsolje spiller en kjemisk rolle under poleringen.
Langvarig perlebehandling har bevist at mekanisk handling er den viktigste faktoren i polering av harde materialer, reologisk handling er svak, og kjemisk handling eksisterer ikke i polering av diamantpulverharddisk. Imidlertid kan tilsetning av noen kjemiske midler i visse perlepolering øke poleringshastigheten; for eksempel øker poleringshastigheten ved tilsetning av flussyre ved polering av syntetisk kubisk zirkoniumdioksyd.
2. Slipeegenskaper for faste slipemidler og løse slipemidler
2.1 Slipeprosessen for løse slipemidler
I perlepoleringsprosessen fester løse slipemidler seg til poleringsskiven, og slipemidlene presses mot edelstenens overflate. Under påvirkning av matekraften presses slipepartiklene tett mot arbeidsstykkets overflate. Siden hardheten til slipepartiklene er større enn edelstenens, blir de komprimert og deformert. Når kraften fra slipepartiklene overstiger bindingskraften mellom molekylene i edelstenematerialet, løsner en del av edelstenematerialet fra edelstenen, såkalte spon. Under trykk og skjærehastighet dannes det utallige små fragmenter på arbeidsstykkets overflate gjennom kryssende kutt. Ved hjelp av slipemidlenes kontinuerlige bevegelse og trykk blir disse fragmentene "gravd ut" fra edelstenens overflate og "skjøvet bort".
2.2 Bruksområder for faste slipemidler og løse slipemidler i perlesliping og polering
Det finnes et eksperiment: En haug med sand og et stykke sandpapir; hvilken av dem ruster en kniv raskest? Alle vil si sandpapir fordi det er fast friksjon, mens en haug med sand er rullende friksjon. Polering av edelstener på en poleringsskive beviser også dette poenget; praksis viser at bruk av et tørkepapir til å tørke av poleringsskiven omdanner den rullende friksjonen fra poleringspulveret som presses inn i det myke materialet på poleringsskiven, til fast friksjon, noe som effektivt øker poleringshastigheten. Dette illustrerer bruken av tørkepapir ved polering av edelstener.
For eksempel utføres sliping av edelstenens fasetter på en fastmontert slipeskive, der slipepartiklene er festet til skiven med et bindemiddel som sliper edelstenen. Slipepartiklene skaper en "pløyende" effekt på edelstenens overflate, og når slipepartiklene kontinuerlig utfører denne "pløyende" handlingen, faller sprekker og rusk på edelstenens overflate av og danner en ny, ru overflate. Poleringspulveret på poleringsskiven er et løst slipemiddel; praksis viser at bruk av et papirhåndkle for å presse poleringspulveret inn i kroppen på poleringsskiven, og feste poleringspulveret i bunnen av poleringsskiven i en innebygd form skaper en fast friksjon, noe som resulterer i en viss økning i poleringshastighet og effektivitet.
3. Analyse av effektiviteten i behandlingen av edelstener
3.1 Forholdet mellom slipepartikler og effektivitet
Jo grovere slipepartiklene er, desto dypere blir fordypningene og desto raskere går kappingen, noe som gir høyere slipeeffektivitet, men en røffere overflate. Finere slipepartikler gir lavere slipehastighet og en jevnere overflatefinish på edelstenen.
3.2 Forholdet mellom slipemidlets hardhet og effektivitet
Når hardheten på slipemiddelet øker, øker også dybden på de resulterende fordypningene. Ved sliping av edelstener må ikke edelstenens trykk på skiven overstige slipepartiklenes trykkfasthet; hvis dette overskrides, vil slipepartiklene gå i stykker.
Etter hvert som trykkstyrken til slipepartiklene øker, øker slitasjen på edelstenen, og skadesjiktet blir tilsvarende dypere.
3.3 Forholdet mellom skivehastighet og effektivitet
Ved å øke spindelhastigheten på maskinverktøyet under de samme forholdene reduseres overflateruheten på arbeidsstykket. Den nåværende hastigheten er 3000r/min, og den lineære hastigheten er 20 ~ 35 m/s.
3.4 Forholdet mellom slipeskivemateriale og effektivitet
Trykket på slipeskiven og hastigheten på maskinverktøyet påvirker ikke dybden på edelstenens utsparingslag.
Slipeskivens diameter er ca. 300 mm, med høy lineær hastighet og betydelig utløp av slipeskiven.
3.5 Forholdet mellom konsentrasjonen av poleringspulver og effektivitet
For mye poleringspulver øker antallet poleringspulverpartikler for polering av edelstener, noe som resulterer i lavere gjennomsnittlig trykk på poleringspulveret og dårlig overflateglatthet.
3.6 Forholdet mellom poleringsskivens trykk og effektivitet
Trykket på poleringsskiven ved polering av korund er 0,2 ~ 0,3 kgf / cm2.
Trykket på poleringsskiven ved polering av agat er 0,15-0,2 kgf/cm2.
Høyt trykk på slipeskiven øker matehastigheten, noe som gjør edelstener utsatt for sprekkdannelse (når det påførte trykket overstiger styrken til slipepartiklene, noe som fører til at de går i stykker og blir finere).
Slipeskivematerialet er mykt, noe som resulterer i en liten kraft som overføres til arbeidsstykket, og danner et skadet lag med en grunne dybde. Derfor bør man ved finsliping og polering av edelstener bruke slipeskiver laget av mykere materialer.
- Trykket på slipeskiven er ikke relatert til bearbeidingsdybden, bare relatert til effektiviteten.
- Rotasjonshastigheten til slipeskiven er ikke relatert til behandlingsdybden, bare relatert til effektiviteten.
4. Utstyr og verktøy for bearbeiding av fasetterte edelstener
4.1 Utstyr for bearbeiding av fasetterte edelstener
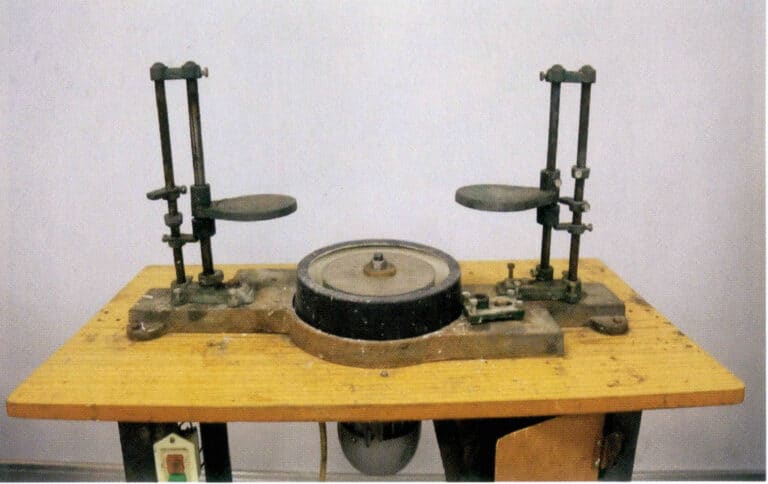
(1) Dobbel vanlig vinkelfasetteringsmaskin (figur 7-3)
Video av standard edelsteinsmaskin
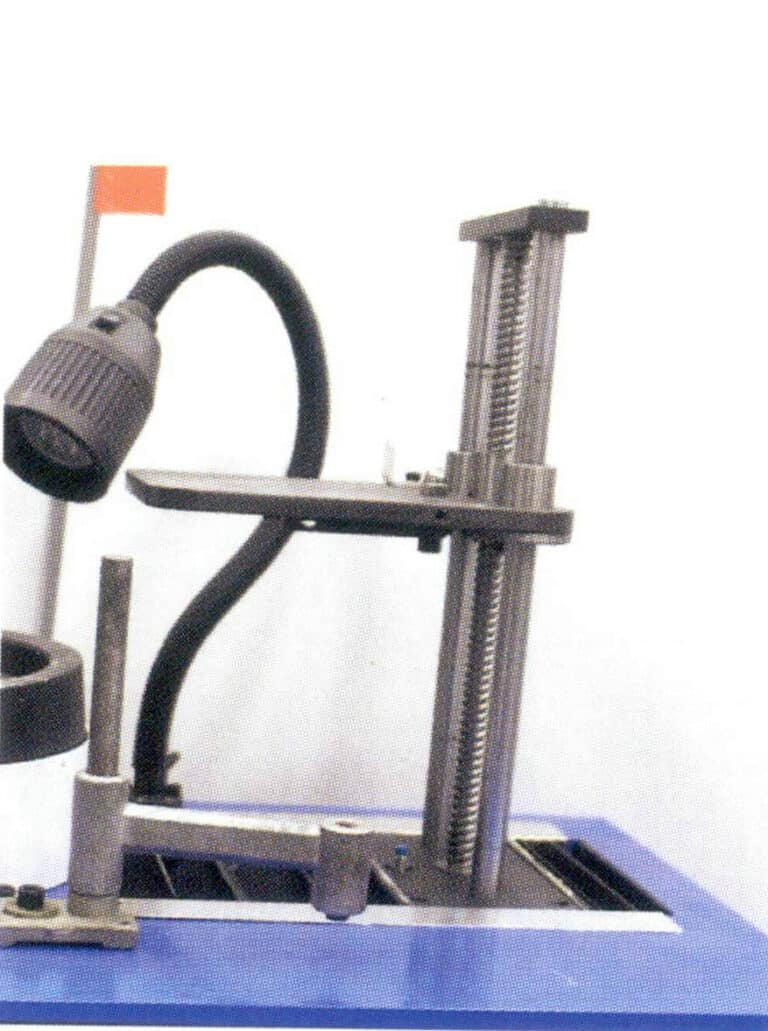
(2) CNC-fasetteringsmaskin med heveplattform (Figur 7-4)

(3) Dobbel skive robotfasettert gullsmed (figur 7-5)

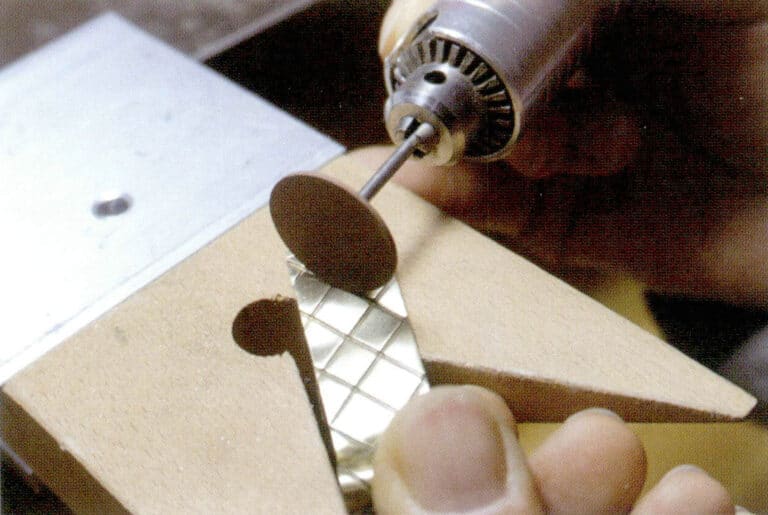
4.2 Graverings- og poleringsverktøy for bordplater
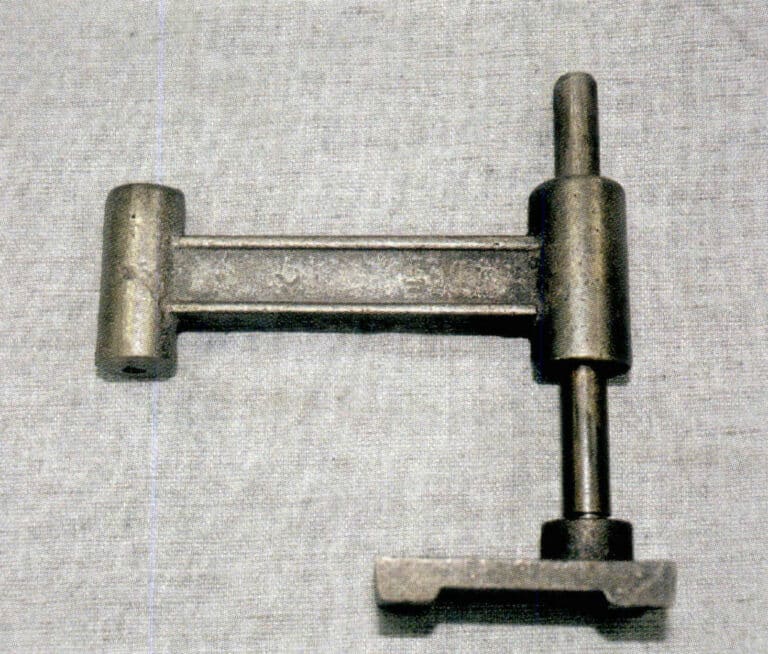
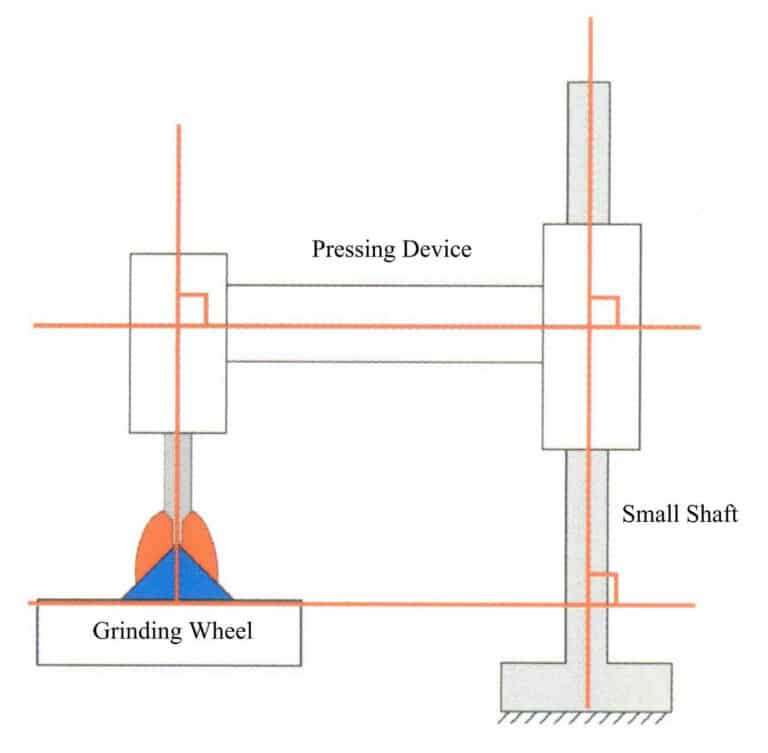
(1) Trykkverktøy
Verktøyet for perlesliping og polering av benkeplaten er vist i figur 7-6, og demonstrasjonen av bruken av perlesliping og polering av benkeplaten er vist i figur 7-7. Arbeidsprinsippet til pressen er vist i figur 7-8.

Video om bearbeiding av edelstener på bordet
(2) 45° trykk
45°-trykkanordningen er vist i figur 7-9, og arbeidsprinsippet til 45°-trykkanordningen er vist i figur 7-10.

4.3 Verktøy for justering av edelstenens graveringsvinkel
- Løfteplattform med posisjoneringsanordning (figur 7-11).
- Løfteplattform for posisjonering av lotusblomster (Figur 7-12).
- Trident roterende løfteplattform for posisjonering (figur 7-13).
- Gradert løfteplattform (figur 7-14).
- Gem CNC-løfteplattform (figur 7-15).
- Verktøy for måling av perle-slipevinkel og skjema (Figur 7-16).

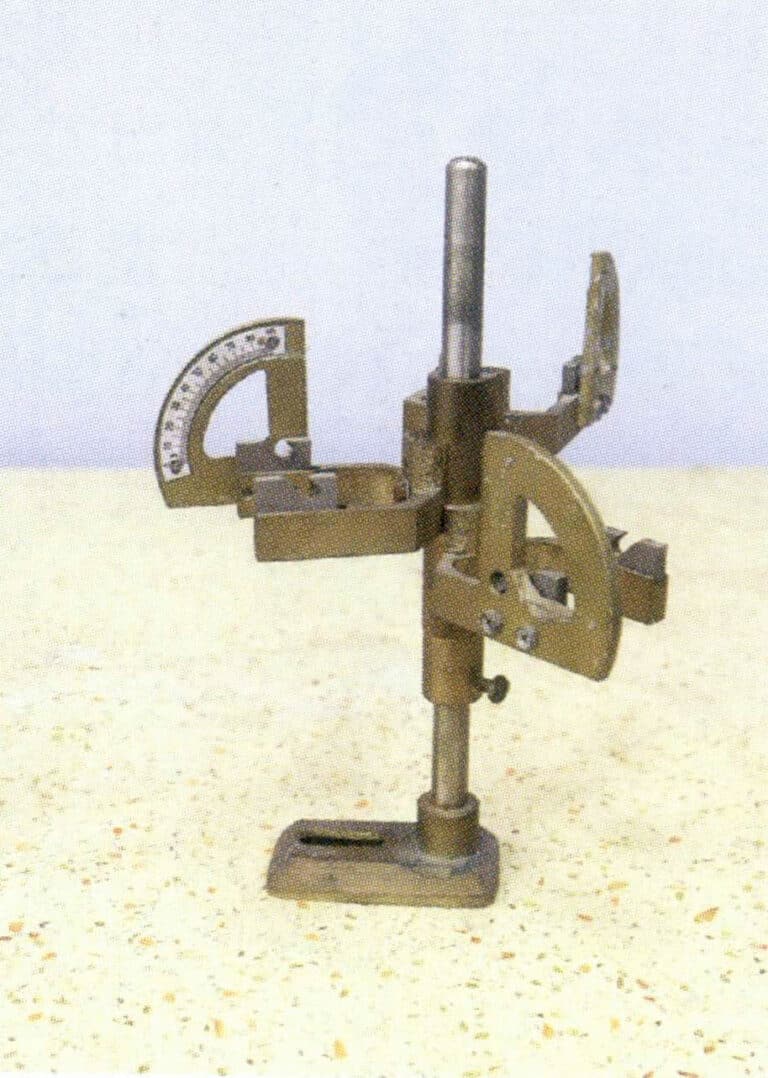
Figur 7-11 Løfteplattform med posisjoneringsenhet
Figur 7-12 Lotusplate for posisjonering av løfteplattform
Figur 7-13 Trident roterende posisjoneringsplattform for løfting

Figur 7-14 Løfteplattform med vekt
Figur 7-15 Gem CNC-løfteplattform
4.4 Verktøy for justering av skjærevinkel for edelstener
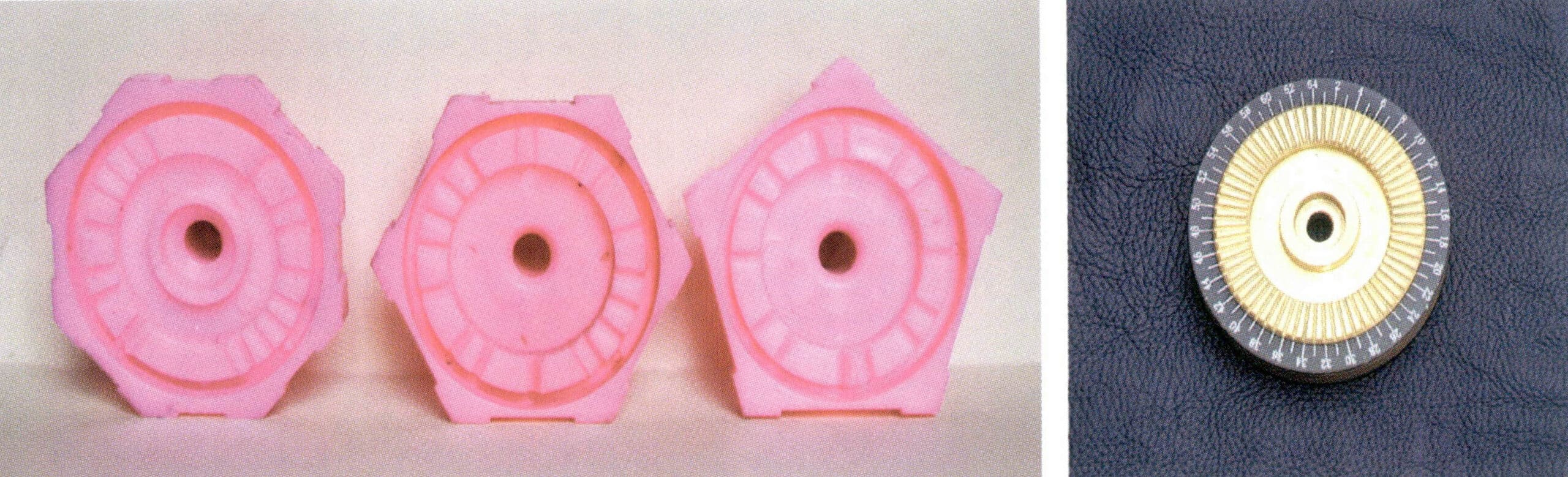
(1) Åttekantet holder og struktur (figur 7-17)

Video av montering og demontering av åttekantet skiftenøkkel og robotarm
(2) Mekanisk holder og struktur (Figur 7-18)

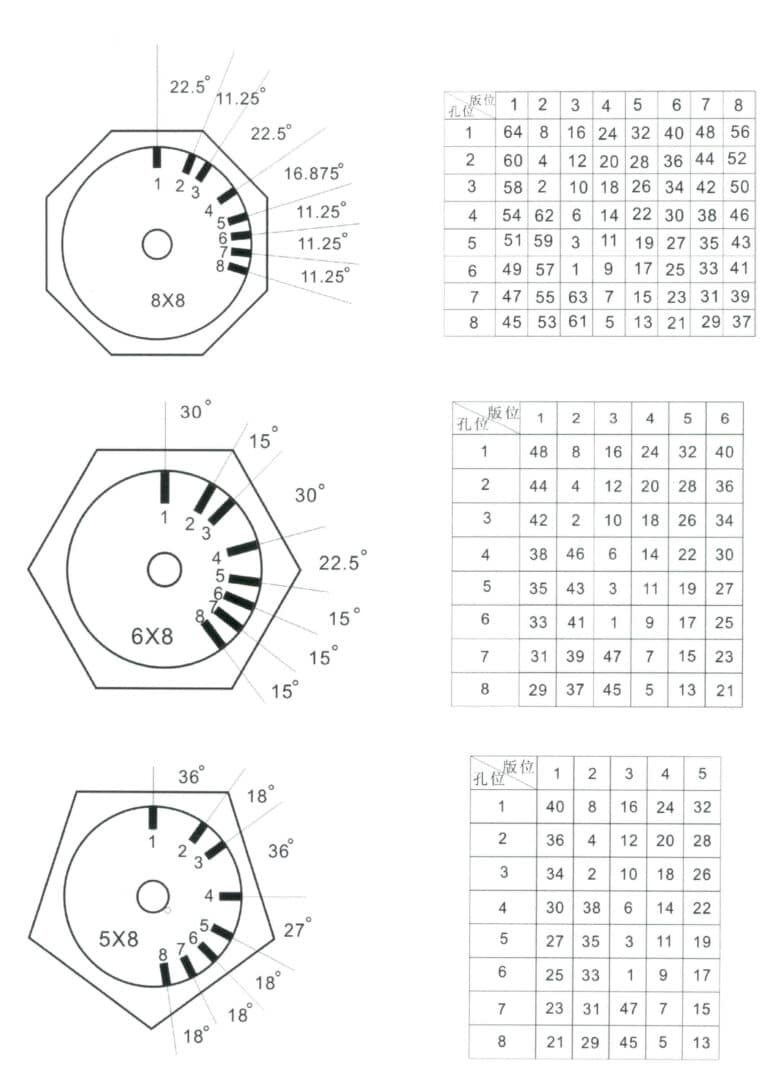
4.5 Slipeforholdet mellom den mekaniske holderen og den åttekantede holderen
Den åttekantede holderen kan skjære alle former for edelstener basert på 8 (referert til som åtte baser), noe som tilsvarer den mekaniske holderen med 64 inndelinger (8×8). Den sekskantede holderen kan slipe edelstener basert på 6, noe som tilsvarer den mekaniske holderen med 48 inndelinger (6×8). Den femkantede holderen kan slipe edelstener basert på 5, noe som tilsvarer den mekaniske holderen med 40 inndelinger (5×8), som vist i figur 7-19.
4.6 Forholdet mellom den mekaniske holderen og den åttekantede holderen (Figur 7-20)
4.7 Måling av slipevinkler for edelstener og omregning av løfteplattformens høyde (Figur 7-21, Tabell 7-1)
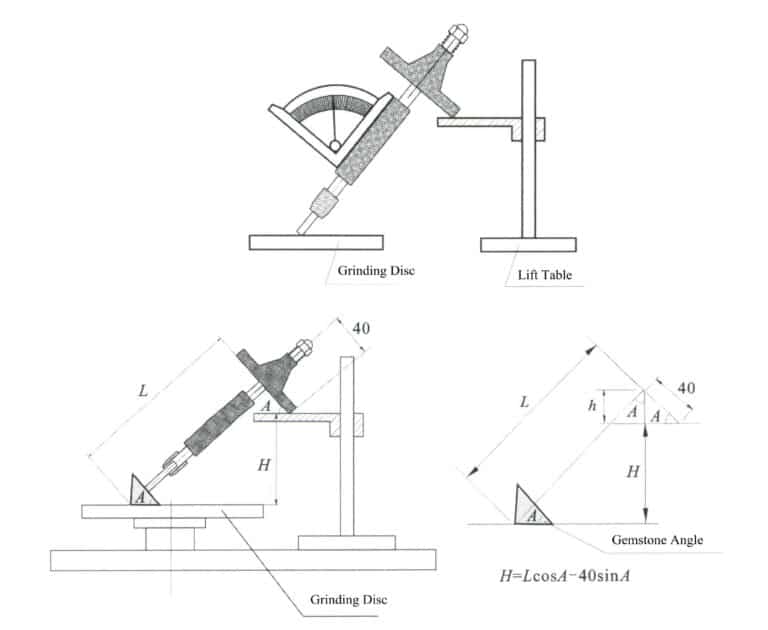
Tabell 7-1 Konverteringstabell for vinkel og høyde
| Vinkel L(° ) | Lengde L( mm) | |||||
| 155 | 160 | 165 | 170 | 175 | 180 | |
| Høyde H( cm) | ||||||
| 10 | 145.7 | 150.6 | 155.5 | 160.5 | 165.4 | 170.3 |
| 15 | 139.4 | 144.2 | 149.0 | 153.9 | 158.7 | 163.5 |
| 20 | 132.0 | 136.7 | 141.4 | 146.1 | 150.8 | 155.5 |
| 25 | 123.6 | 128.1 | 132.6 | 137.2 | 141.7 | 146.2 |
| 30 | 114.2 | 118.6 | 122.9 | 127.2 | 131.6 | 135.9 |
| 35 | 104.0 | 108.1 | 112.2 | 116.3 | 120.4 | 124.5 |
| 40 | 93.0 | 96.9 | 100.7 | 104.5 | 108.3 | 112.2 |
| 45 | 81.3 | 84.9 | 88.4 | 91.9 | 95.5 | 99.0 |
| 50 | 69.0 | 72.2 | 75.4 | 78.6 | 81.8 | 85.1 |
| 55 | 56.1 | 59.0 | 61.9 | 64.7 | 67.6 | 70.5 |
| 60 | 42.9 | 45.4 | 47.9 | 50.4 | 52.9 | 55.4 |
5. Eksempler på utskjæring og polering av edelstener
(1) Standard rundboringstype (figur 7-22)
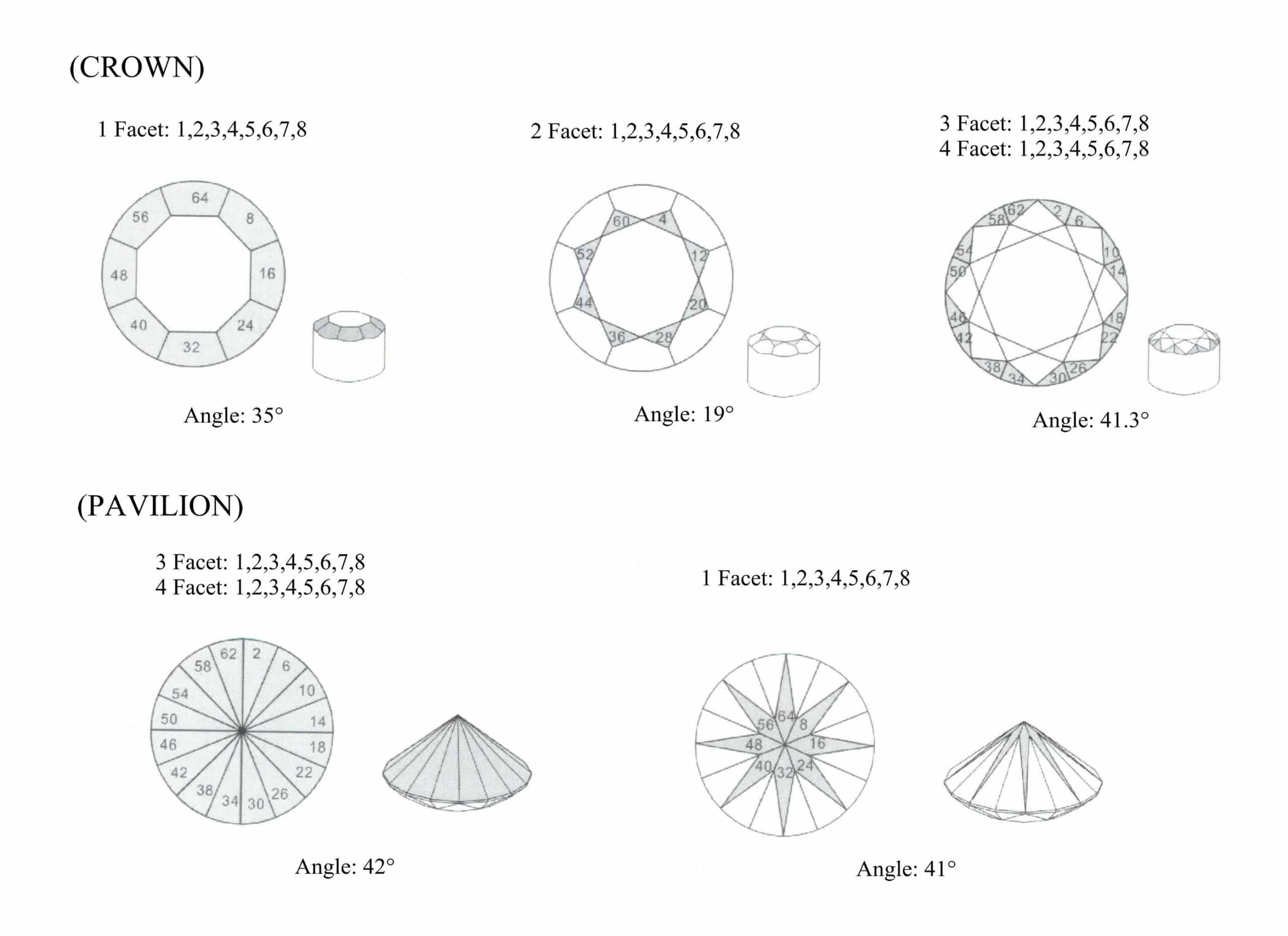
Video om lapping av standard runde briljante paviljonger
Standard rund briljant paviljongpoleringsvideo
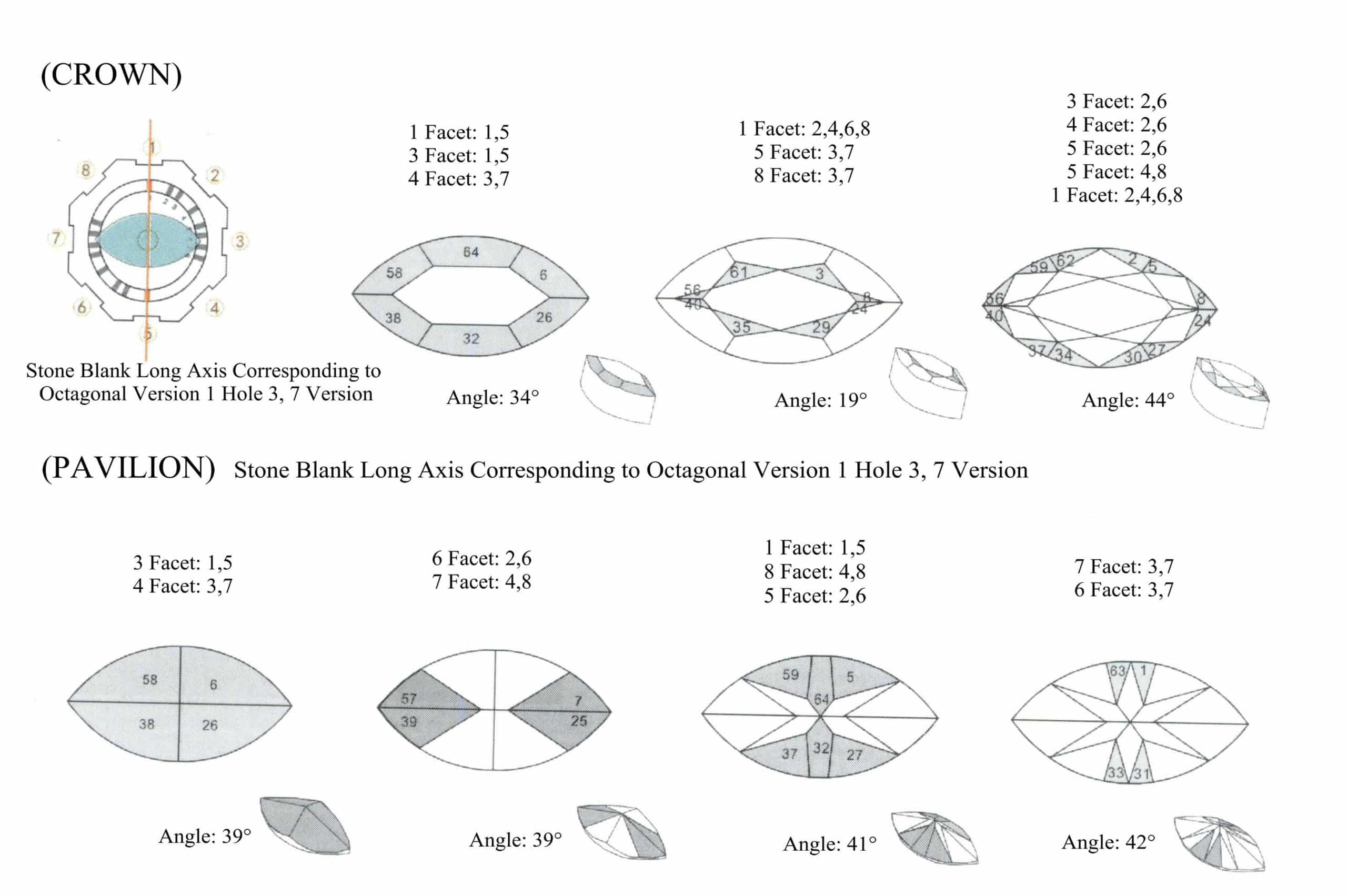
(2) Marquise-form (Figur 7-23)
(3) Egg (oval) form (Figur 7-24)
.png)
.png)
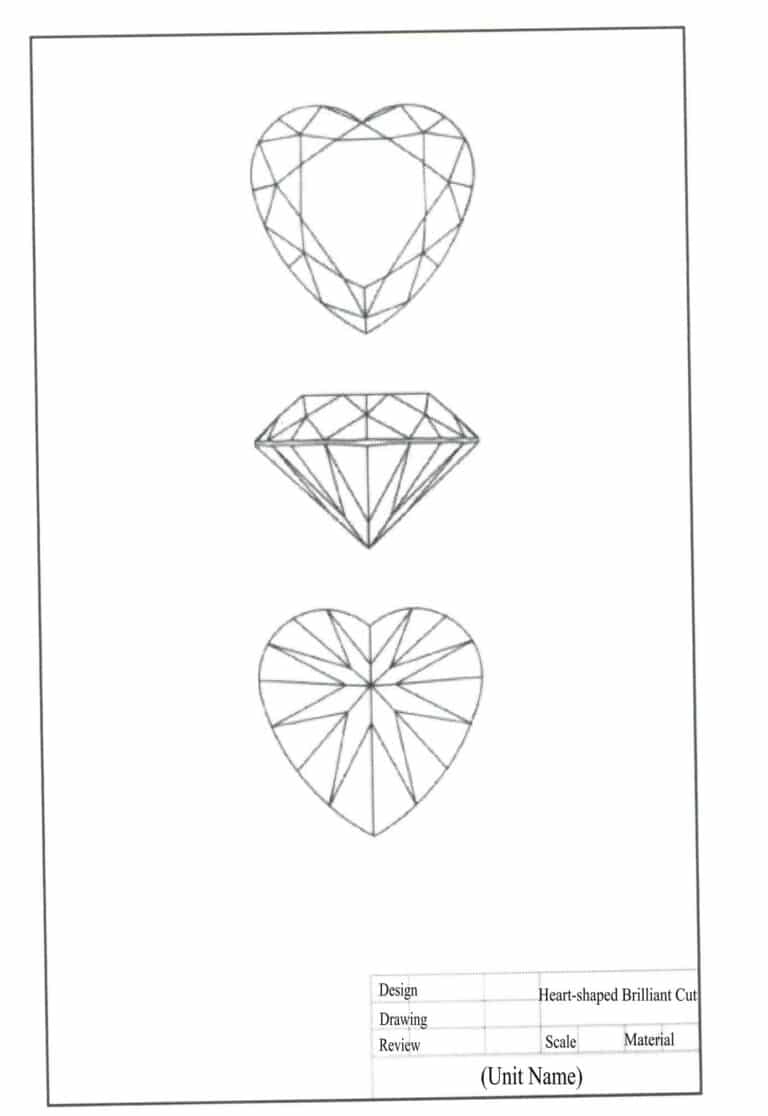
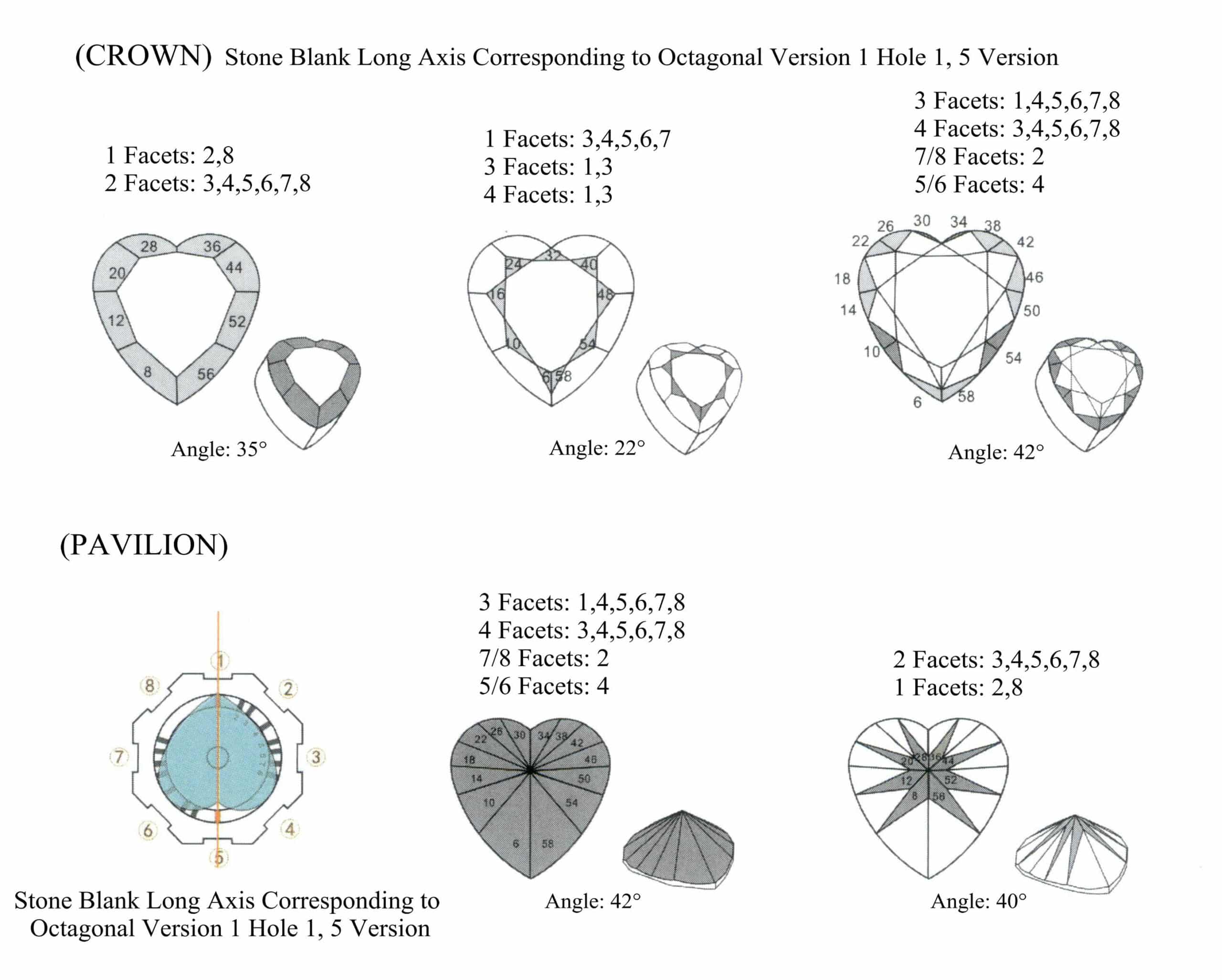
(4) Hjerteform (Figur 7-25)
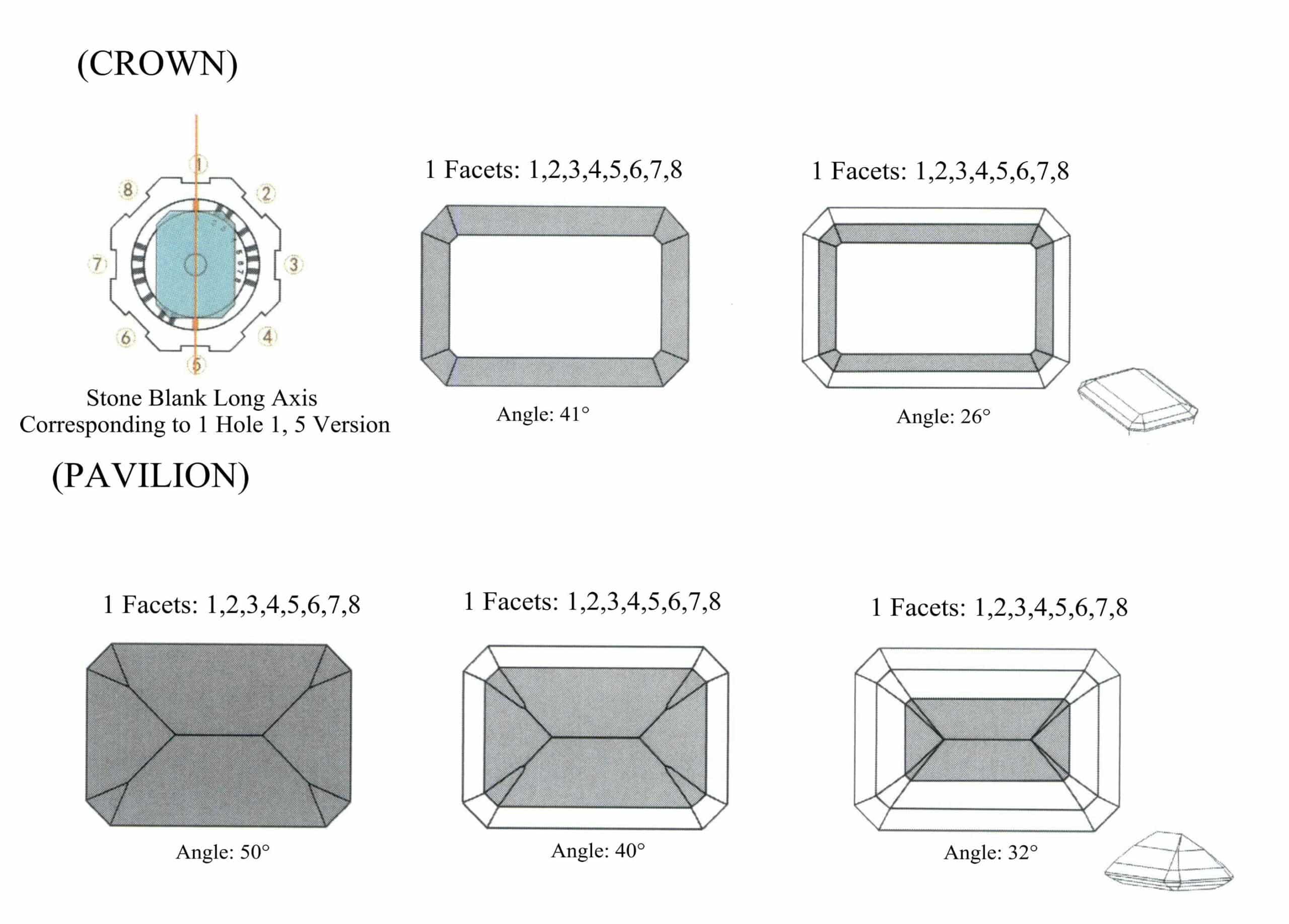
(5) Smaragdslipt (Figur 7-26)
(6) Prinsesse Skåret firkantet (Figur 7-27)
(7) Pæreform (vanndråpe) (Figur 7-28)

6. Hjelpematerialer i prosessering av edelstener
(1) Vannets rolle i behandlingen av edelstener
- Ved kutting og sliping av edelstener er det nødvendig med tilstrekkelig fuktighet for å kjøle ned edelstenene og forhindre overoppheting av råmaterialet, noe som kan føre til sprekker.
- Ved kutting og sliping av edelstener er det nødvendig med tilstrekkelig fuktighet for å kjøle ned edelstenene for å forhindre overoppheting av råmaterialet, noe som kan føre til kolloidal oppmykning.
- Vask bort pulveret som er blitt igjen under kutting og sliping.
(2) Sandpapirets rolle i behandlingen av edelstener
- Trykk poleringspulveret inn i bunnen av skiven.
- Reparer platen.
- Balanser pulveret i skiven.
- Skrap bort overflødig poleringspulver og rester fra poleringen.
(3) Poleringsoljens rolle i behandlingen av edelstener.
- Poleringspulver for blending.
- Fungerer som et smøremiddel for å beskytte poleringsputen.
- Sørger for at poleringspulveret fordeles jevnt på puten.
(4) Toalettpapirets rolle i polering av edelstener.
- Tørk av overflødig olje fra poleringsputen.
- Fjern poleringspulveret som flyter på overflaten av poleringsskiven.
- Trykk poleringspulveret inn i poleringsskivehuset for å bli fast friksjonspolering.
7. Gravering og sliping av tusenårssteiner
Millennium-stilen, også kjent som den konkave edelstenestilen, er en behandlingsmetode som strekker seg fra den fasetterte edelstenens behandlingsmetode. Forskjellen mellom de to er at ved bearbeiding av fasetterte edelstener brukes en flat slipeskive som inneholder diamantpulver, og polering gjøres med en hard poleringsstang av sinklegering kombinert med diamantpulver, noe som resulterer i en serie konkave, bueformede små overflater.
Millennium-steinstilen bearbeider en serie bueformede små flater som kan samle og reflektere lys, noe som gjør at lyset og ildfargen som reflekteres fra edelstenens indre, blir sterkere enn i fasetterte edelstener. Når edelstenen roteres, glitrer og skinner den strålende, noe som gjør den tiltalende og til dagens mest populære edelstensstil.
7.1 Utstyr for bearbeiding av edelstener fra Millennium (figur 7-29)

7.2 Millennium-teknologi for behandling av edelstener
(1) Skjæring og forming
I henhold til produksjonskravene brukes først en skjæremaskin til å skjære ut trekantede materialer og deretter forme dem på en halvautomatisk sirkulær maskin for å produsere råmaterialer av ønsket størrelse.
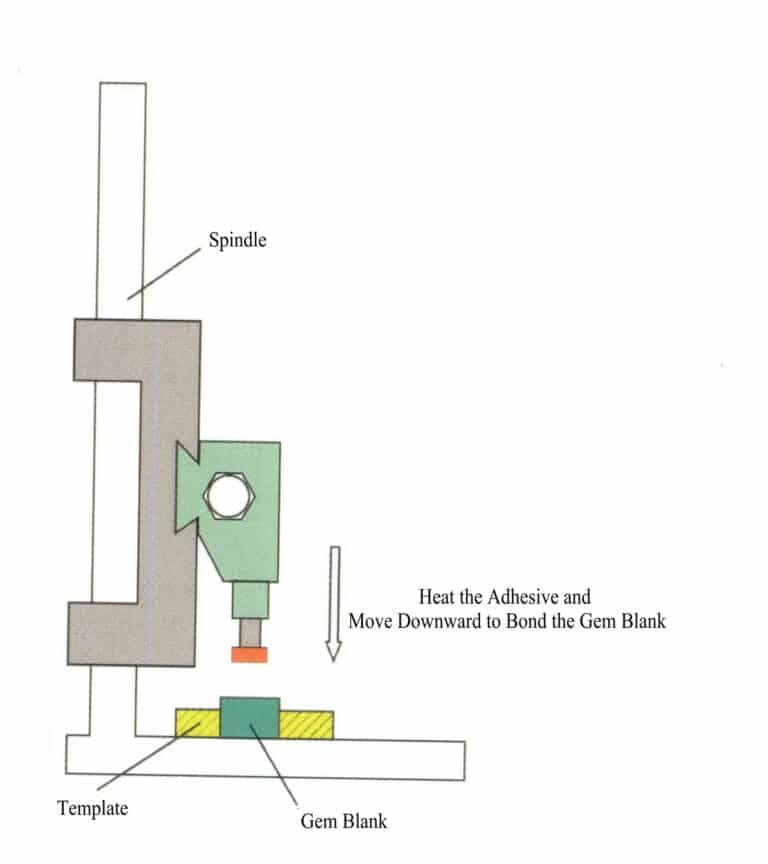
(2) Selvklebende stein
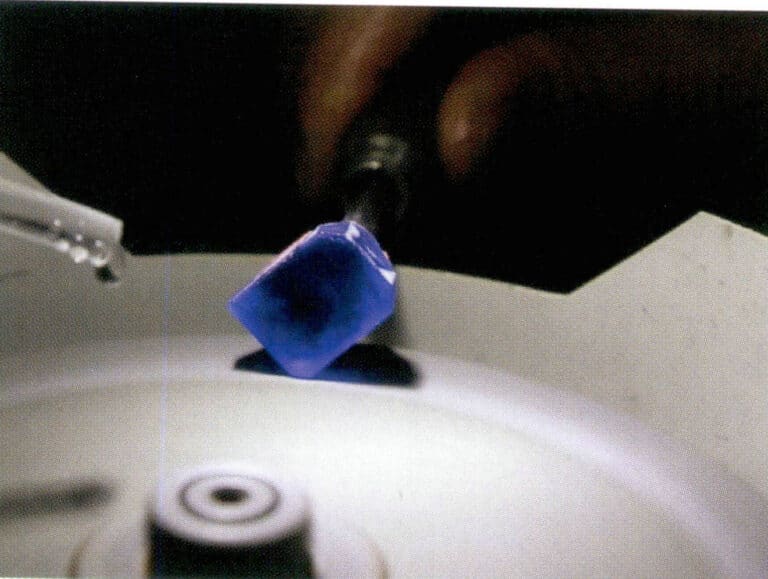
Legg limstaven med edelstenelim under en bunsenbrenner for å varme den opp, slik at edelstenelimet kan bake, smelte og bli mykt. Fest deretter edelstenens råmateriale på limstaven. Størrelsen på limet på stangen kan bestemmes ut fra størrelsen på edelstenestilen; for større edelstener bruker du et større lim, mens du bruker et mindre lim for mindre råmaterialer.
Etter at edelstenen er festet til limstangen, må du kontrollere om det er noen feiljustering, om edelstenens midtlinje sammenfaller med limstangens midtlinje eller om det er for mye lim. Hvis det oppstår problemer, bør de rettes opp umiddelbart.
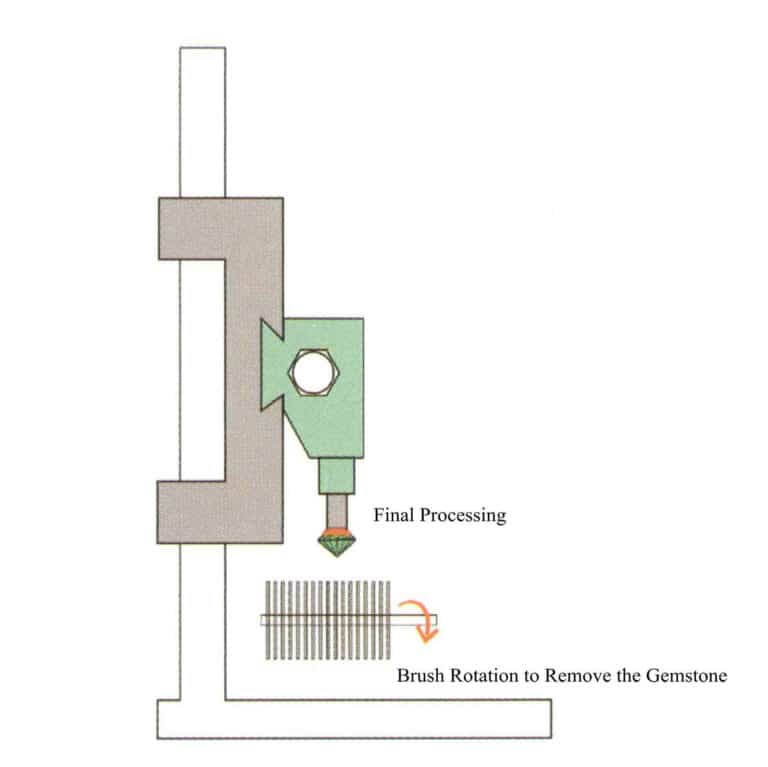
(3) Utskjæring og polering av edelstener
Etter at edelstenen er montert på stangen, kan du sette den inn i robotarmen? For å øke utskjæringseffektiviteten til det ferdige produktet, brukes en standard edelstenemaskin til å behandle den flate overflaten med en 320 # slipeskive i henhold til utskjæringsmønsteret til den runde boreformede kronen. Installer en 800 # diamantpulverpinne på borechucken til den konkave maskinen, start hovedmaskinen og mikromotoren, og skjær ut små konkave bueflater i henhold til det sirkulære utskjæringsmønsteret på den konkave maskinen. Sørg for å bruke en svamp dynket i vann for avkjøling under behandlingen for å forhindre at edelstenen sprekker på grunn av varme under behandlingen.
Etter at slipeprosessen er fullført: bytt den ut med en poleringsstang av sinklegering, bruk diamantpoleringspulver og gjenta slipeprosessen for å fullføre poleringen av kronen.
Etter at slipingen og poleringen av edelstenkronen er fullført, kan edelstenen fjernes fra limstangen, vendes og festes på limstangen igjen for sliping og polering av paviljongen.
7.3 Viktige tekniske spørsmål knyttet til prosessutstyr for tusenårssteiner
Millennium Worker edelsten stil behandling i prosessen krever dyktige ferdigheter, men også i ytelseskravene til utstyret er også høy, de viktigste tekniske problemene er følgende punkter.
- Bearbeidingsmotoren bruker et tohastighetssystem, med forskjellige hastigheter for ulike størrelser edelstener. En lav hastighet brukes for små edelstener, mens en høy hastighet brukes for store edelstener, med motorhastigheten kontrollert for optimal ytelse mellom 5000~6000r/min. Ved denne hastigheten har de polerte edelstenene god lysstyrke og høy effektivitet.
- Mikromotorens hastighet er regulert til 20 omdreininger per minutt for å sikre presisjon og effektivitet ved gravering og polering. Mikromotoren driver hovedsakelig mikroarbeidsbenken i en frem- og tilbakegående bevegelse; hvis hastigheten er for høy, vil det føre til at mikroarbeidsbenken spretter betydelig, noe som påvirker presisjonen ved gravering og polering, mens for lav hastighet vil påvirke arbeidseffektiviteten.
- Ved gravering av edelstener må de plasseres i fiksturen, som holder edelstenene på linje med rundstavens akse, noe som sikrer jevn størrelse på de graverte fasettene. Fordi diameteren på rundstangen er liten, vil enhver forskyvning redusere presisjonen til de konkave fasettene, noe som fører til ujevne størrelser på de graverte fasettene.
- Midtlinjen for mikroarbeidsbenkens bevegelse må være parallell med spindelens midtlinje, ellers vil de konkave fasettene som produseres, se skjeve eller deformerte ut.
Hvis bearbeidingsmetodene for edelstener i millenniumstil er forskjellige, vil det oppstå forskjellige millenniumstiler; noen har både kronen og paviljongen bearbeidet som buede overflater, mens andre har kronen bearbeidet med små flate fasetter og paviljongen som en buet overflate. Stilene er i stadig endring, for eksempel stjerneformede, strålende, krysantemumformede, spiralformede osv., og fremstår som både moteriktige og dype, kombinert med edelstenenes blendende briljans, noe som gjør dem svært populære blant forbrukerne.
8. Eksempler på fabrikkproduksjon
(1) Tillegg av en enkelt edelsten
CNC-video om bearbeiding av en enkelt edelsten
(2) Mekanisk automatisk tilsetning av én edelsten
Video av manuell bearbeiding av en enkelt edelsten i en fabrikk