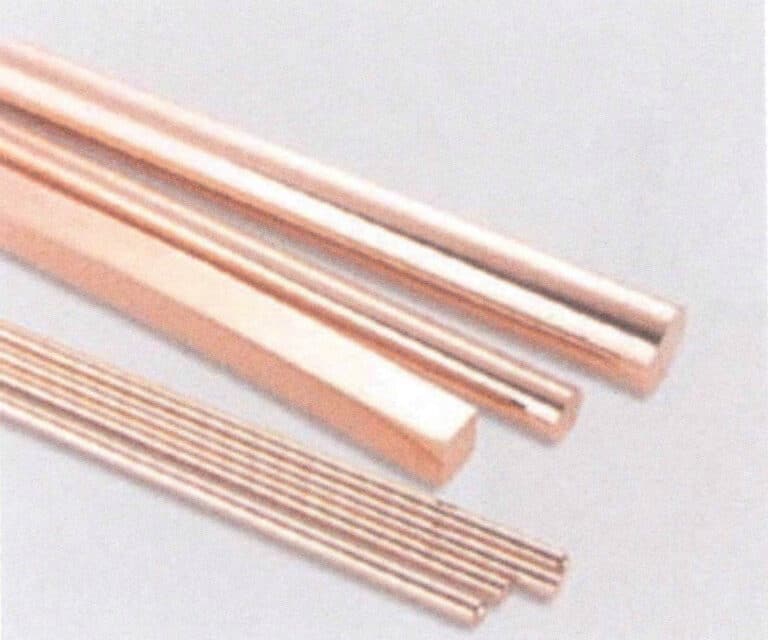
典型的な連続鋳造銅プロファイル
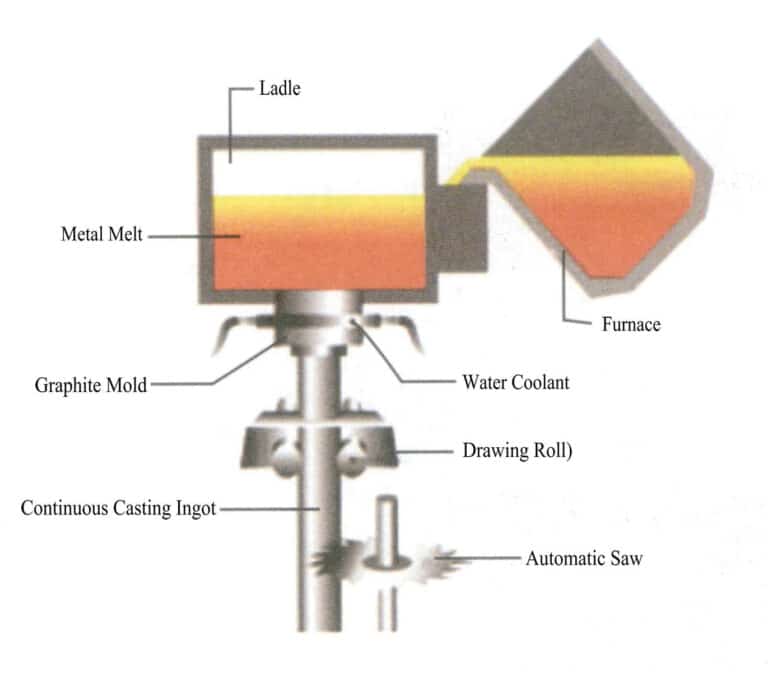
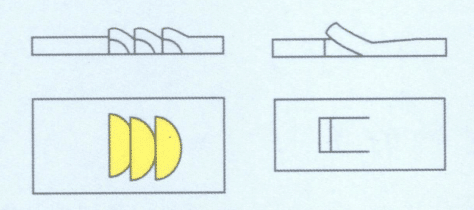
図8-1 ダウンドロー・連続鋳造の原理
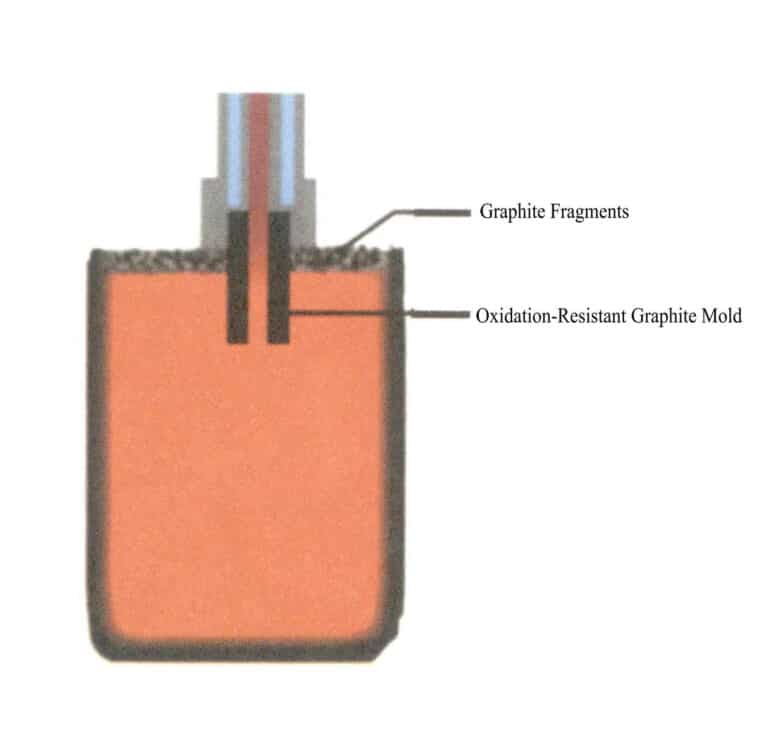
図8-2 引き上げ連続鋳造の原理
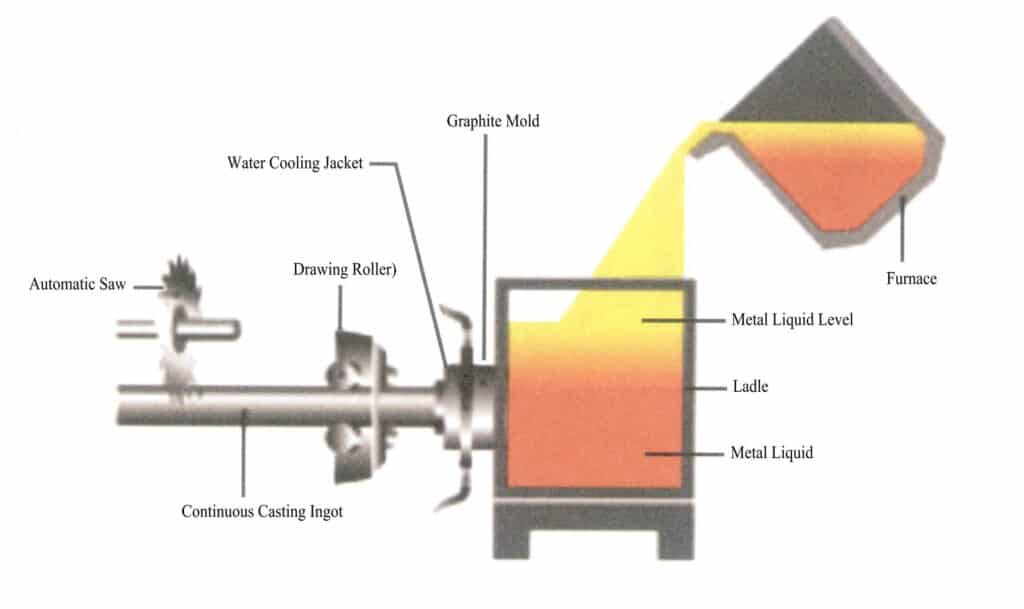
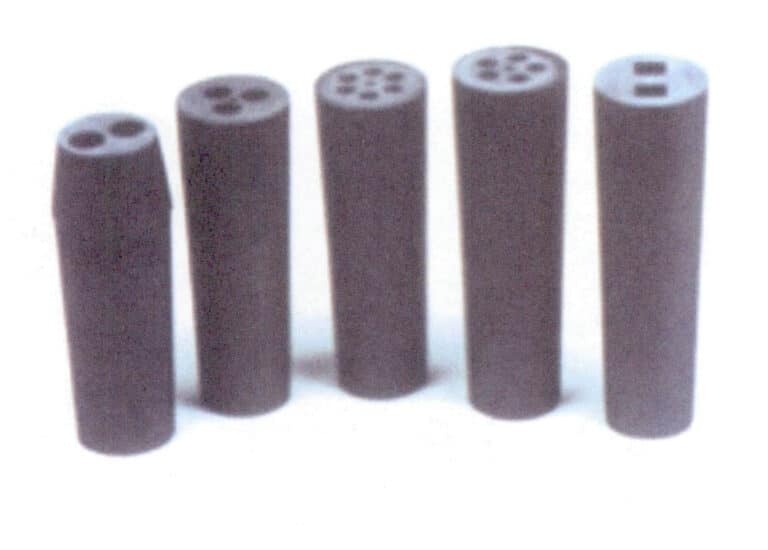
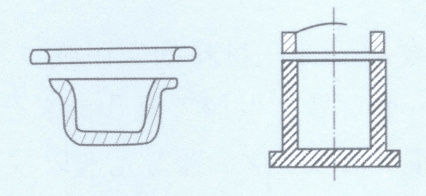
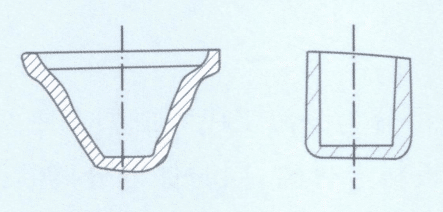
図8-4 多孔質黒鉛鋳型
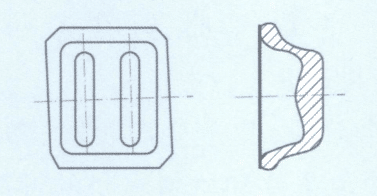
図 8-5 代表的な連続鋳造銅プロファイル


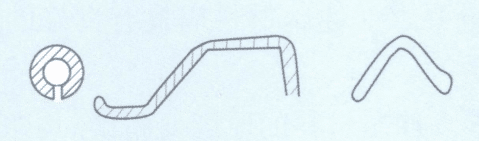
図 8-7 パイプブランクの圧延
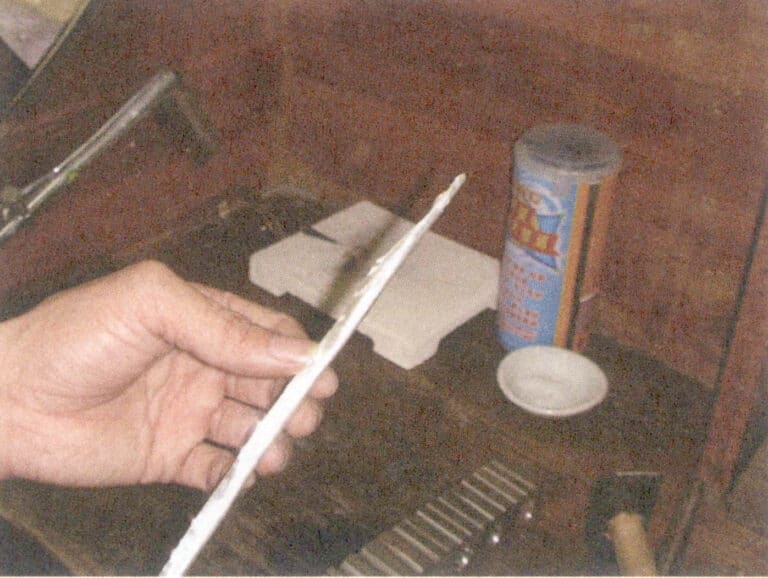
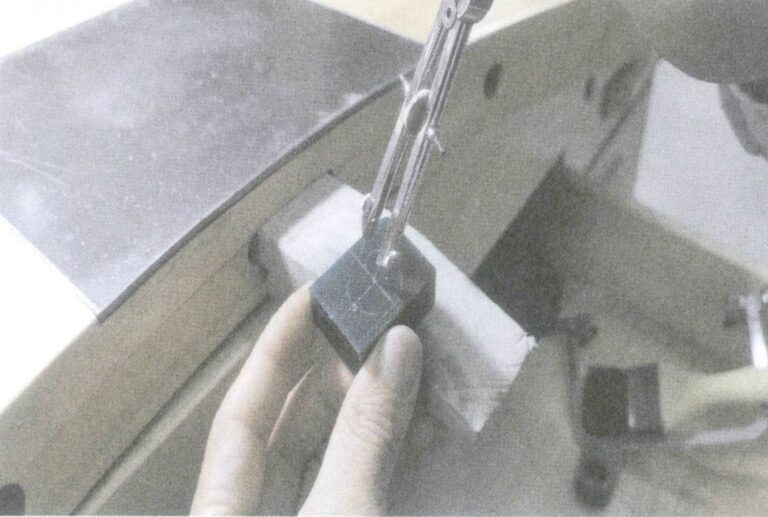
図8-8 パイプ・ブランクの端のトリミング
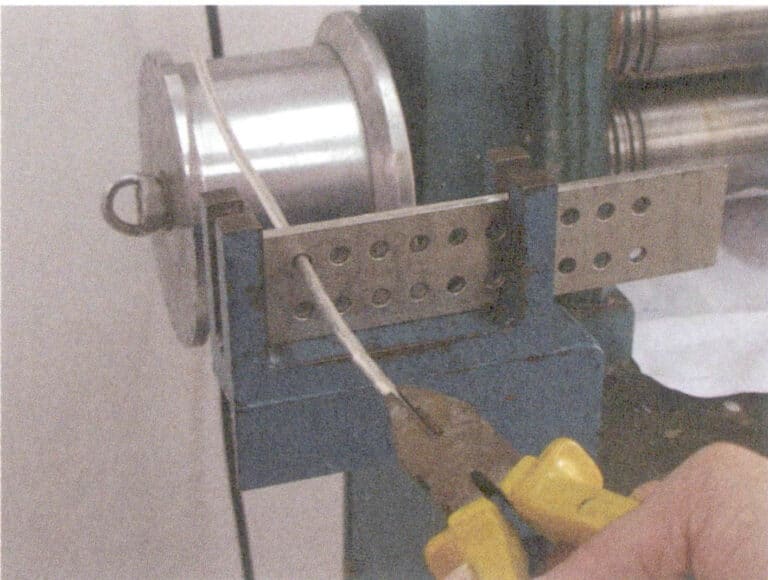
図8-9 パイプを引く

図8-10 パイプの溶接
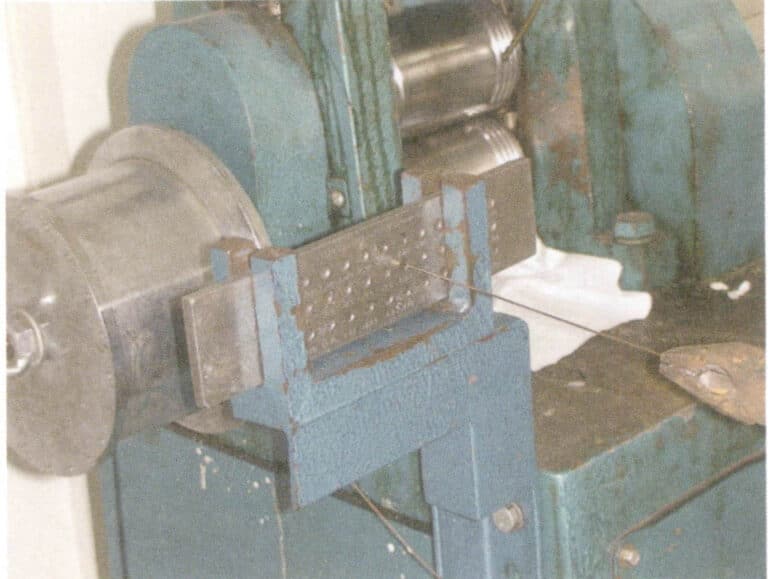
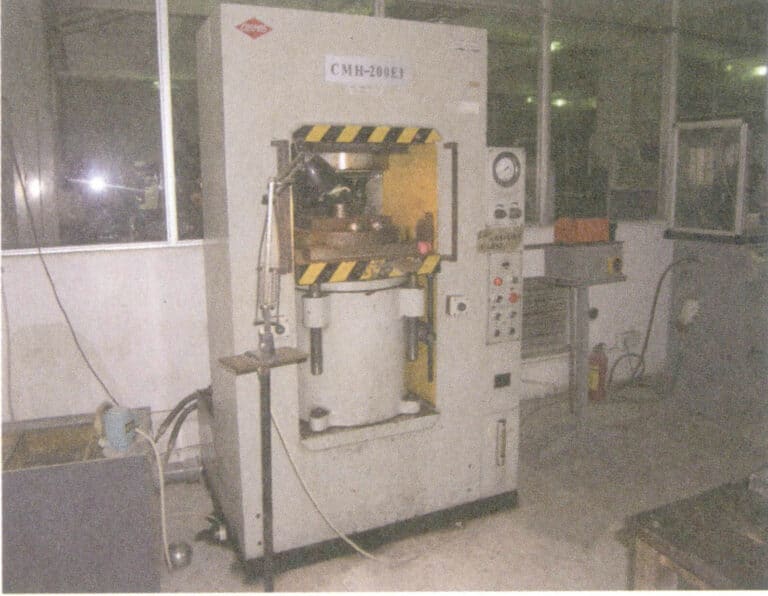
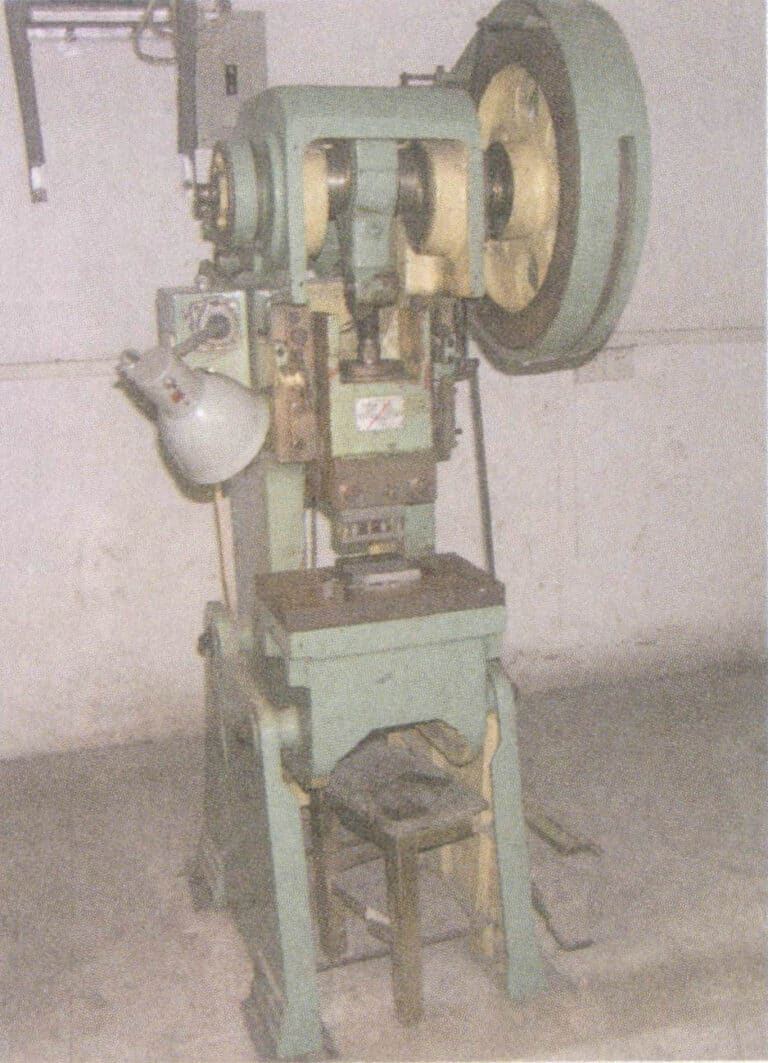
図 8-13 パンチング・パワー・プレス
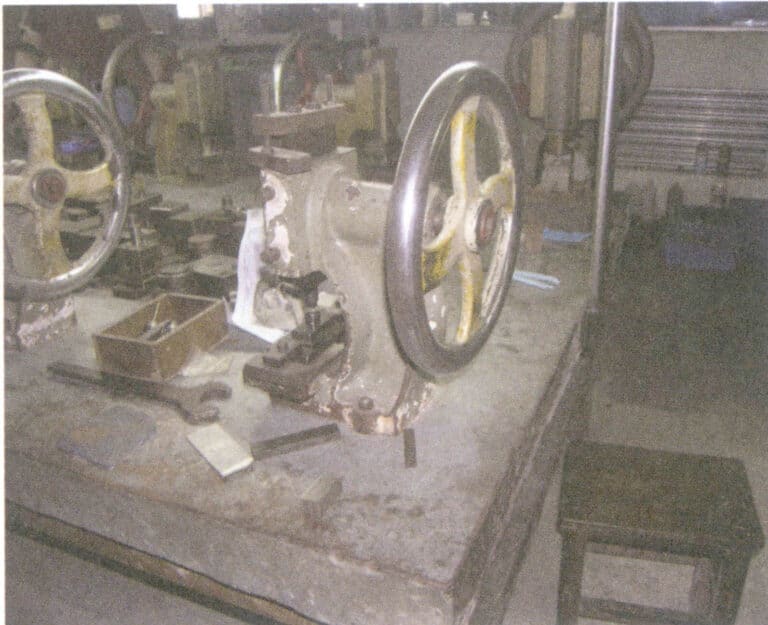
図 8-14 手動プレス機

図 8-15 素材の切断

図 8-16 表面研磨
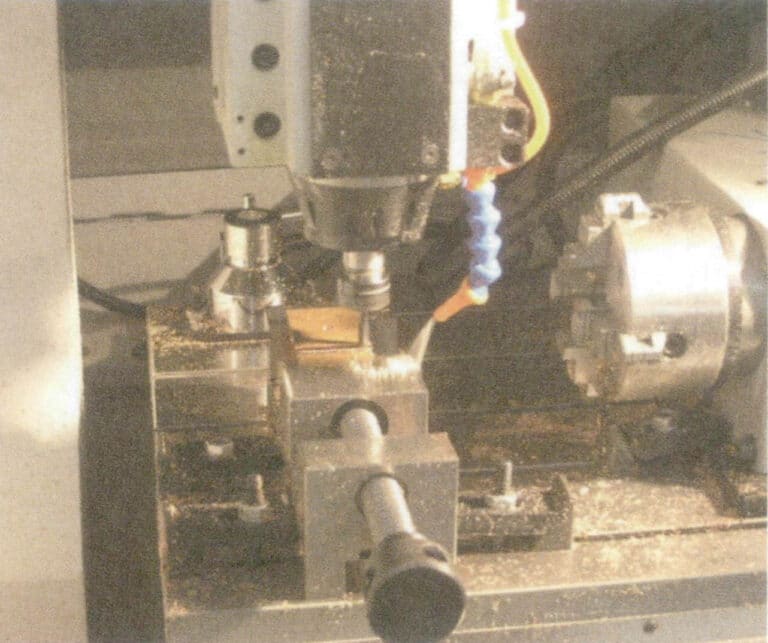
図 8-17 彫刻とフライス加工

図8-18 銅電極
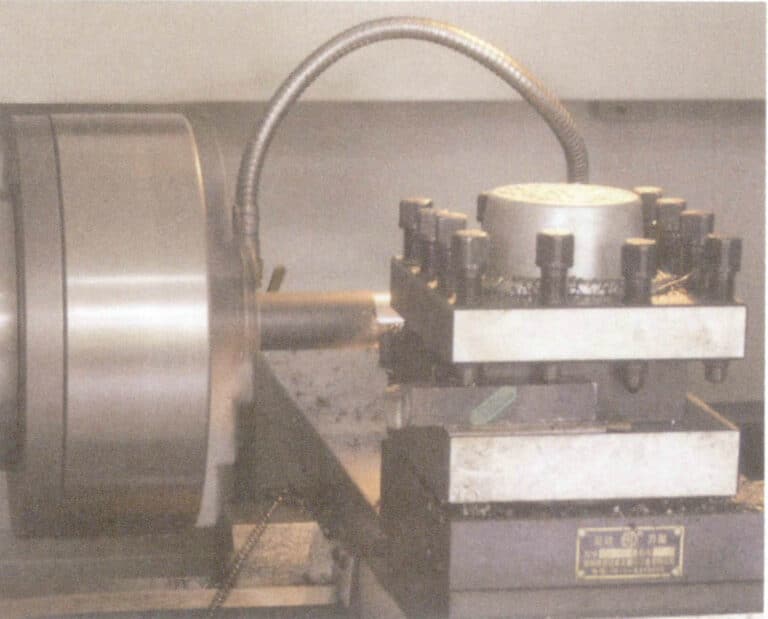
図 8-19 ダイ・シャンクの研磨
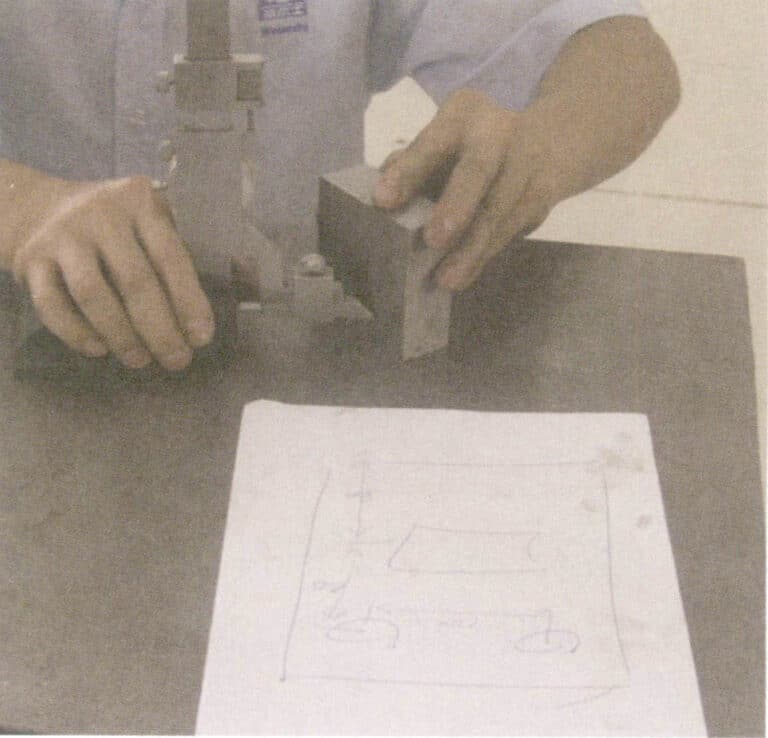
図 8-20 ラインの位置決め

図 8-21 鋼材の熱処理
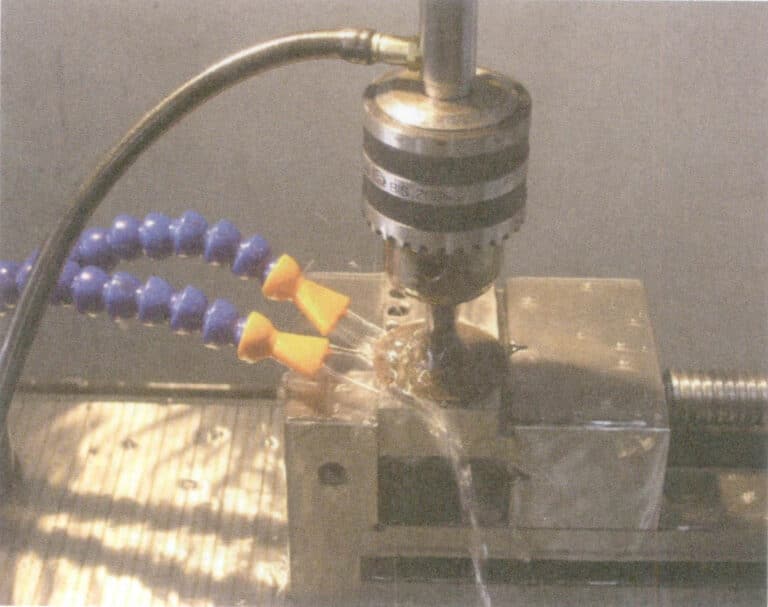
図 8-22 金型の放電加工
図 8-23 スタンピング金型
図8-24 油圧モールド
| 業務内容 | 役職名 | 作業工程フローチャート | 特徴と適用範囲 | |
|---|---|---|---|---|
| 分離プロセス | カッティング |
|
切断ラインを閉じることなく、鋏または打ち抜き型で板を切断すること。 | |
| ブランキング | ブランキングとパンチング |
|
打ち抜き型でシートを閉じた線に沿って打ち抜き、切断する。 | |
| ノッチング |
|
非閉鎖線に沿ってブランクにノッチを打ち抜き、切断された部分、例えば換気パネルを曲げる。 | ||
| エッジカット |
|
ワークのエッジを切り落とす | ||
| 成形プロセス | 曲げ |
|
シートを一定の形に曲げる | |
| 深く描く |
|
平らなブランクから工作物を作る | ||
| 成形 | 起伏がある |
|
盛り上がった形や凹んだ形への部分的なプレス加工 | |
| フェーズ | 特徴 | セクションの特徴 | |
|---|---|---|---|
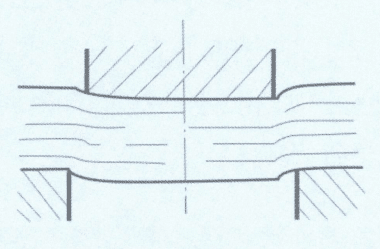
| フェーズ1 | 凸型の圧力でシートは、最初の弾性圧縮と伸縮変形;この時、凸金型はわずかに混雑したシートであり、シートの反対側もわずかに混雑した凹型のエッジ、わずかに曲がった下の材料の凸金型の端、材料の上の凹型のエッジは、ギャップが座屈し始めより顕著である、曲げと座屈より深刻な、凸のシートは、角度の初期バリロールの形成時に凹型のエッジは、この時点で材料は、内部応力は、外力の除去、材料が元の状態に復元することができる弾性限界を超えていない。外力を取り除くと、材料は元の状態に復元することができます。この段階を弾性変形段階と呼ぶ。 |
|
初期バリ取りロール、永久バリ取りロール |
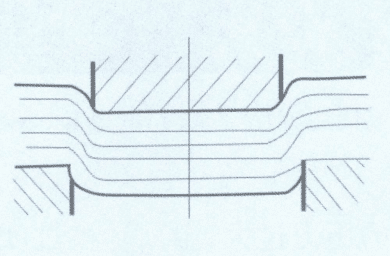
| フェーズ2 | 塑性変形、材料の強度の限界を超えた外力、破断線が発生し、凸金型が人々を押し続けると、圧力が増加し、材料内部の応力も増加し、材料の応力が降伏限界に達すると、塑性変形の段階に入るようになります。この段階では、材料への凸型の押し出しの深さが徐々に増加すると、材料プログラムの塑性変形も徐々に増加します。エッジの隙間の存在により、材料の内部引張応力と曲げモーメントも増加し、変形ゾーンの材料の硬化がエッジ近くの材料まで増加するように、引張応力とマイクロクラックの始まりの役割の応力集中により、この時点で、ブランキング変形力も最大値に達します。マイクロクラックの出現は、材料が損傷を受け始め、塑性変形段階が終了したことを示している。 |
|
シートと初期バリに垂直な明るい帯の発生 |
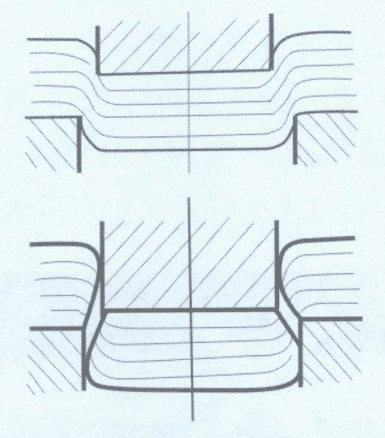
| フェーズ3 | 破断分離段階 マイクロクラックは、オーバーラップの延長線上の材料まで延び続け、材料が破断分離する。凸型は落下し続け、上下の微小亀裂を発生させ、その亀裂は拡大し続け、材料の内部まで延びていく。上下の亀裂が重なり合うと、大まかな破砕帯を分離し始め、凸型が再びダウンすると、このポイントにダイ穴の一部から打ち抜かれ、凸型は全体のブランキングプロセスを完了するためにバックアップします。 |
|
粗くテーパーのついた破断面バリの初期伸びを生み出す |
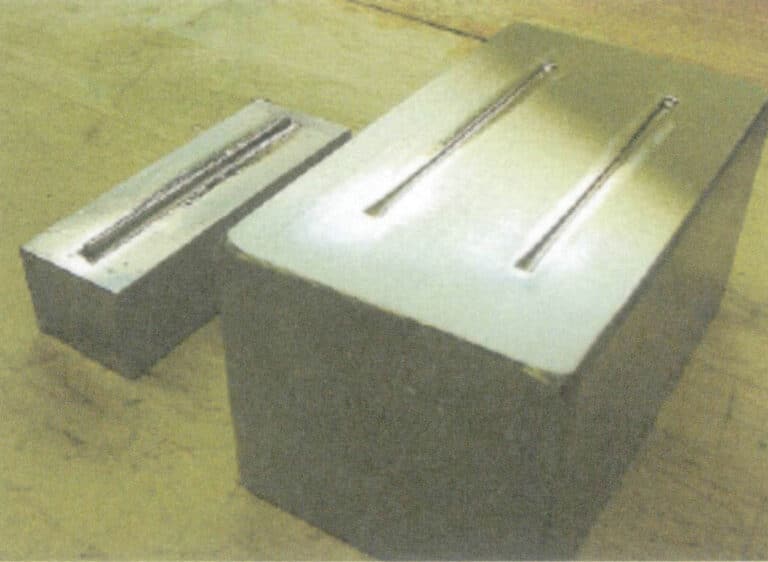
図8-25 リング・シャンクに使用する角金型(Klotz F, 2003による)

図8-26 金型の組み立て(Klotz F, 2003による)
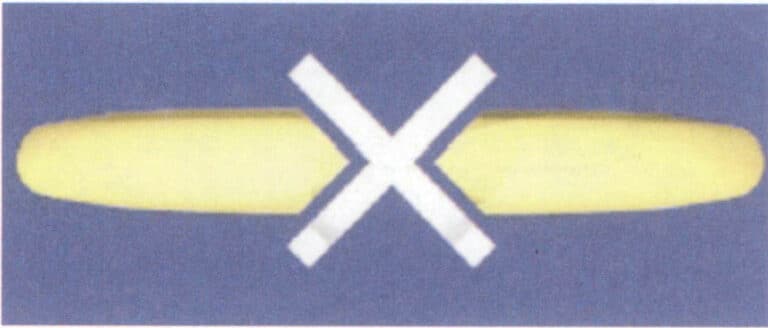
図8-27 4本爪セッティングの場合、リングシャンクの端は90°の角度にカットされる(Klotz F, 2003による。)
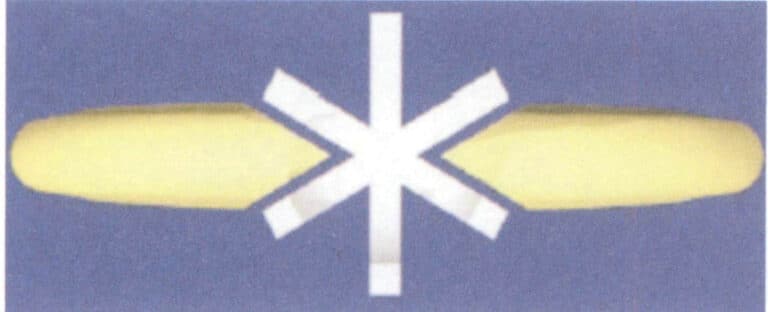
図8-28 6本爪セッティングの場合、リングシャンクの端は60°の角度にカットされる(Klotz F, 2003による。)
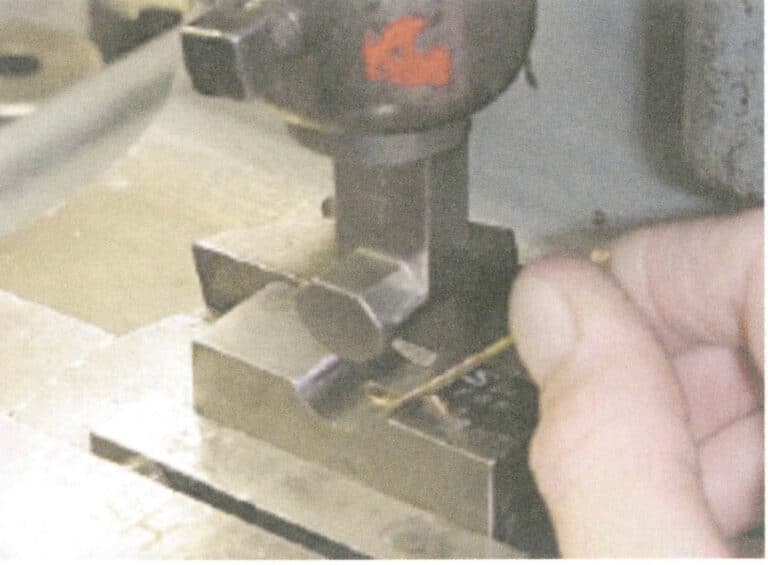
図8-29 リングシャンクの端の曲げ加工(Klotz F, 2003による)
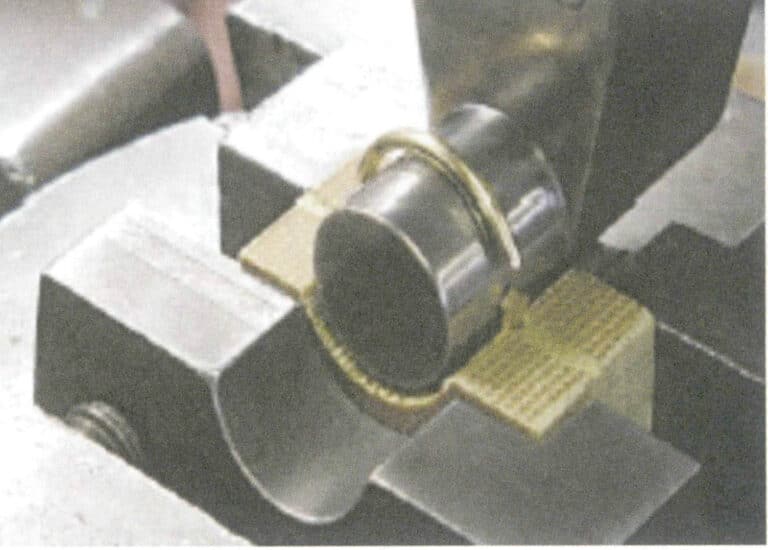
図8-30 リングシャンクの丸め(Klotz F, 2003による)

図8-31 全周研磨後のリングシャンク(Klotz F, 2003による)
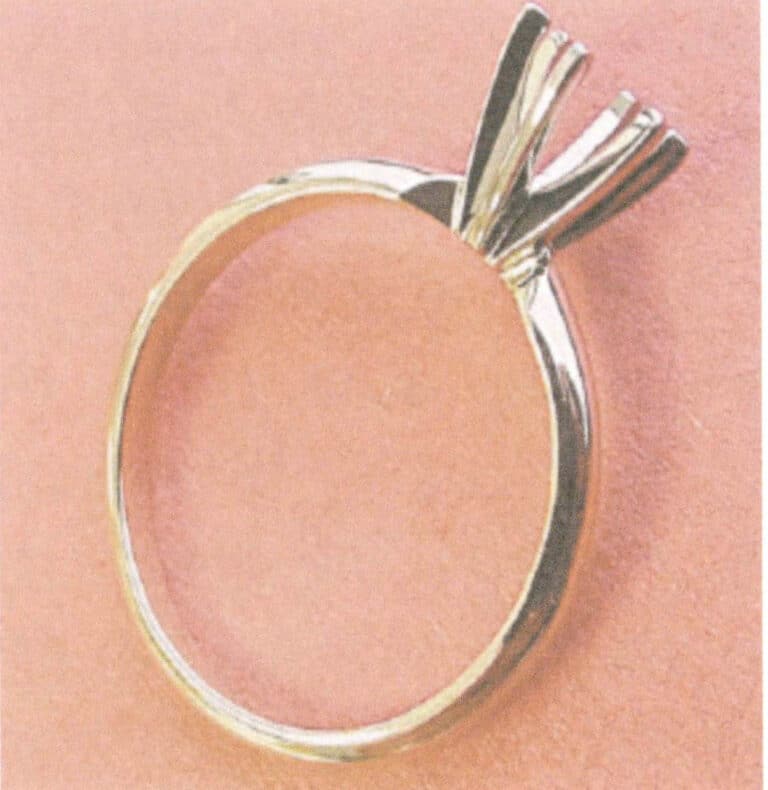
図8-32 組み立てられたリング(Klotz F, 2003による)