ドールミュージアムシリーズ、クシュクシュクラフトピアス、真鍮、バロックパール、海竹珊瑚、ジルコンなど。

ハンドプレート鋏
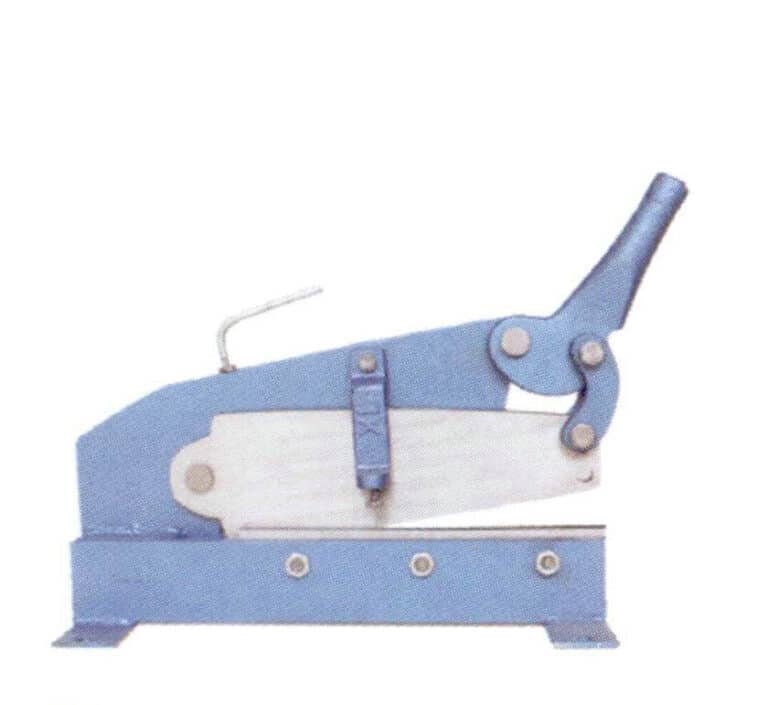
ハンドプレート鋏

ペダル鋏

電気鋏

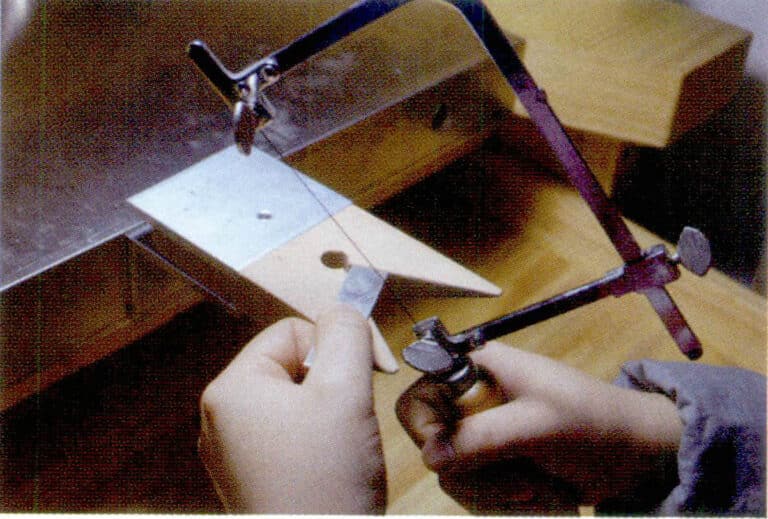

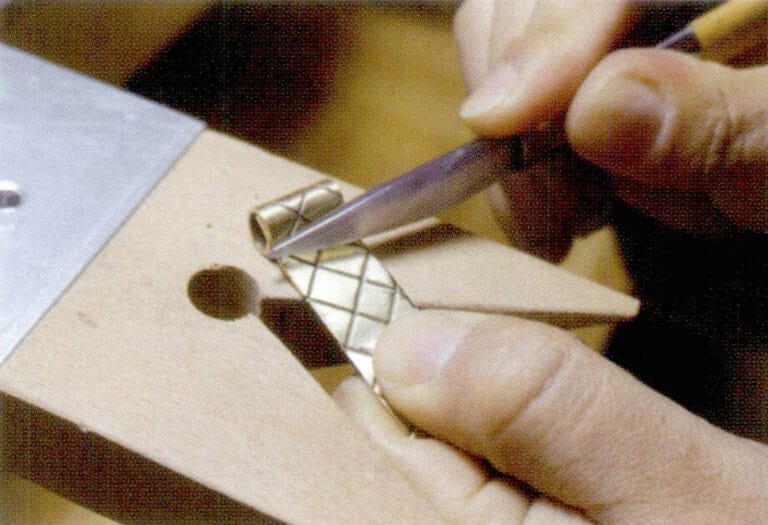
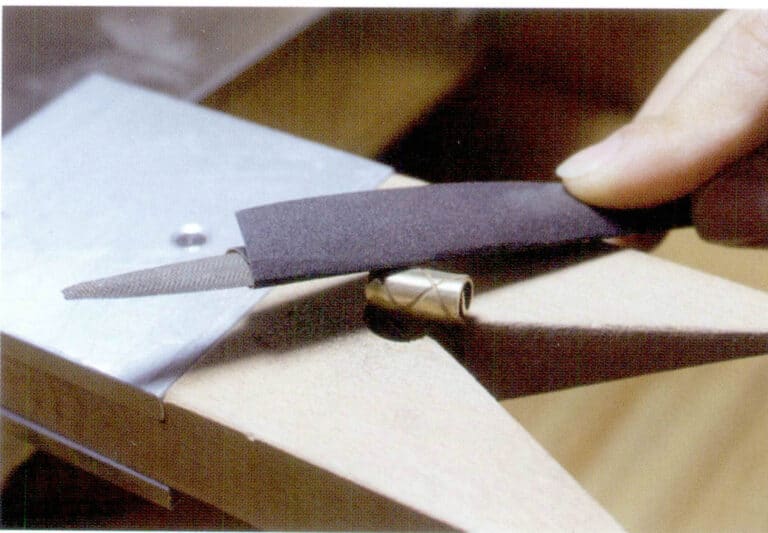
片手でヤスリを持ち、もう一方の手で金属を作業台に固定する。
ヤスリを使用する際は、水平を保つよう心がけ、特に直線でヤスリをかける場合は、ヤスリとヤスリ面を水平に保たないと、滑らかな断面が得られません。

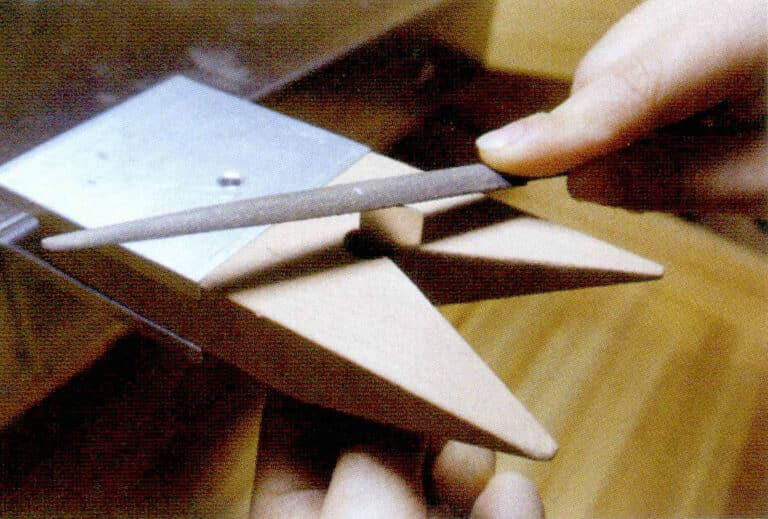
ヤスリをかけるときは、常に一方向に押し進め、引き戻すときは、ヤスリを対象物から少し離します。ヤスリを前後に動かしても、滑らかな仕上がりにはならない。粗いヤスリで手早く形を整え、後で細かいヤスリに持ち替えて調整すれば、時間と労力の節約になる。

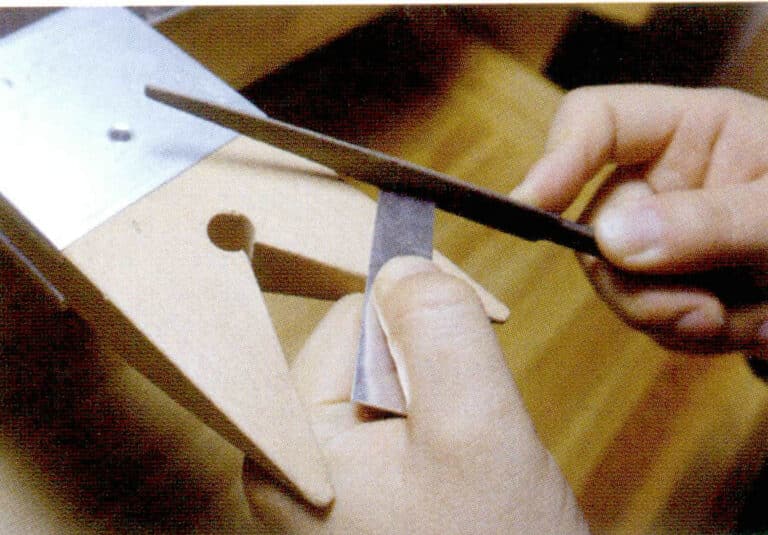
半丸ヤスリは、曲がった金属部品にヤスリをかけることができる。

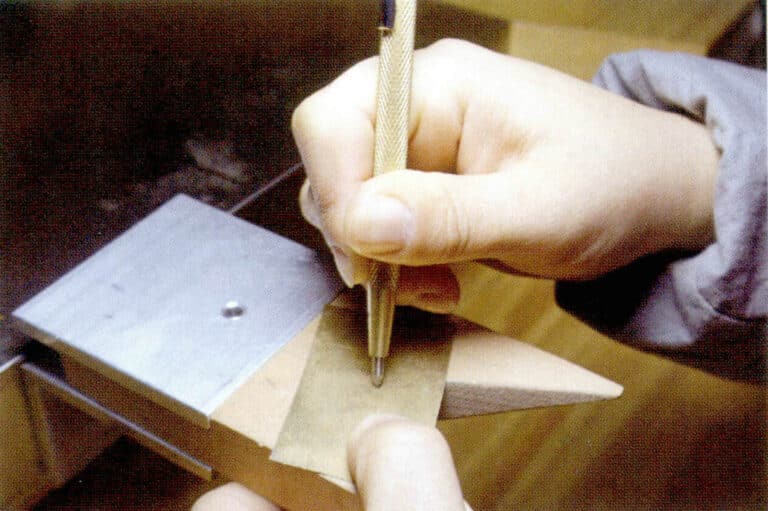
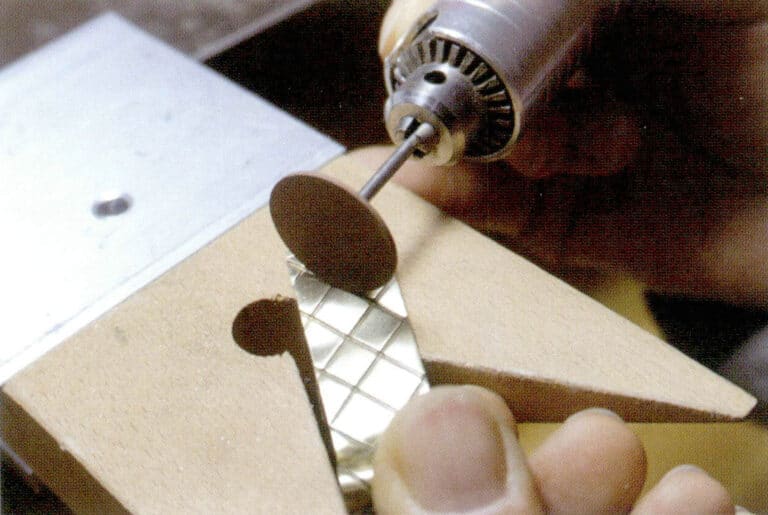
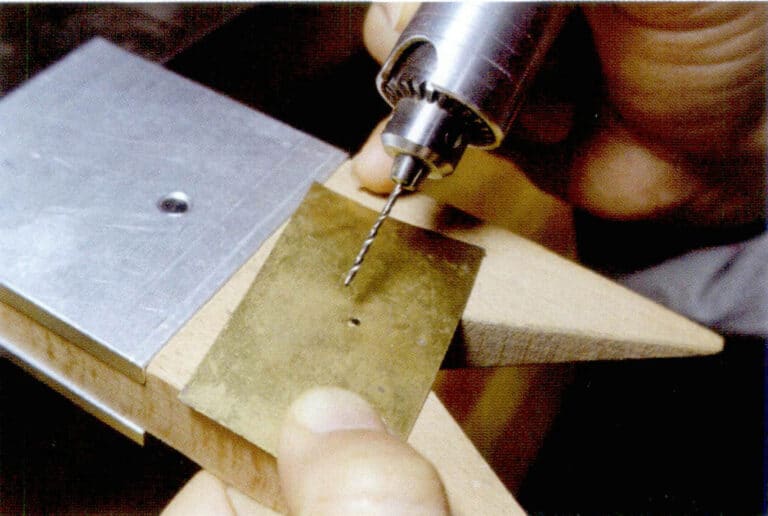
穴あけ位置のマーキング
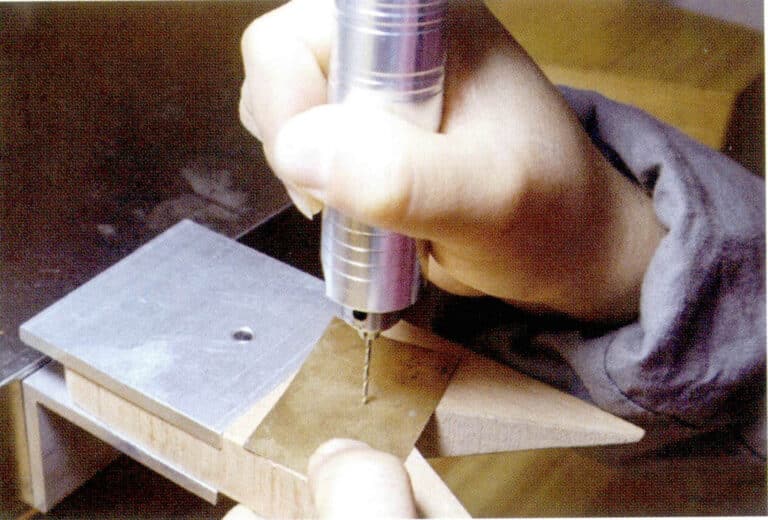
穴あけ位置のマーキング







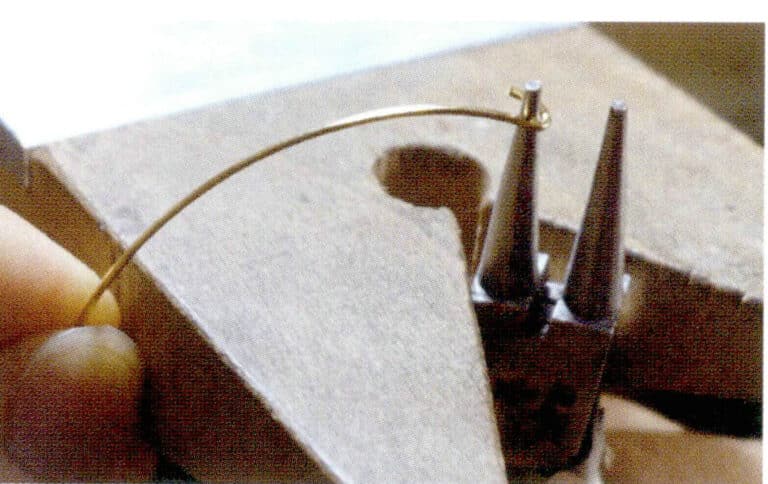
1.金属ワイヤーを切り、片方の端を丸ペンチで曲げる。
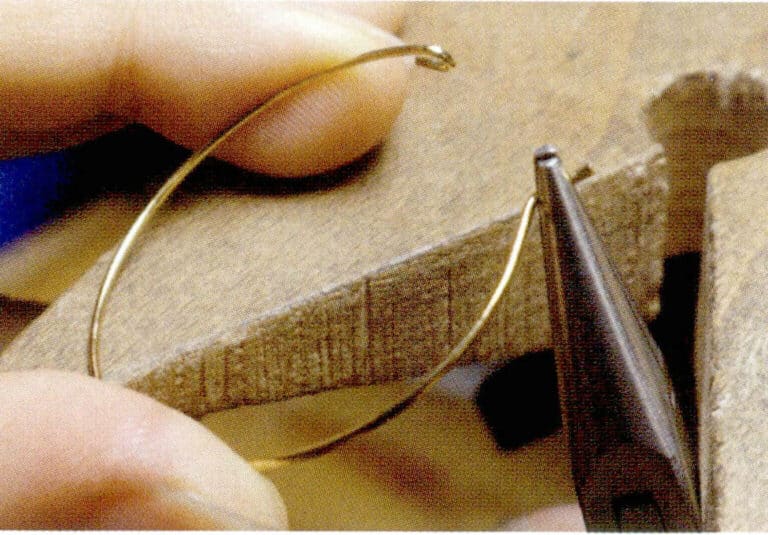
2.ラジオペンチを使い、金属ワイヤーのもう一方の端を垂直に上に5mm曲げる。
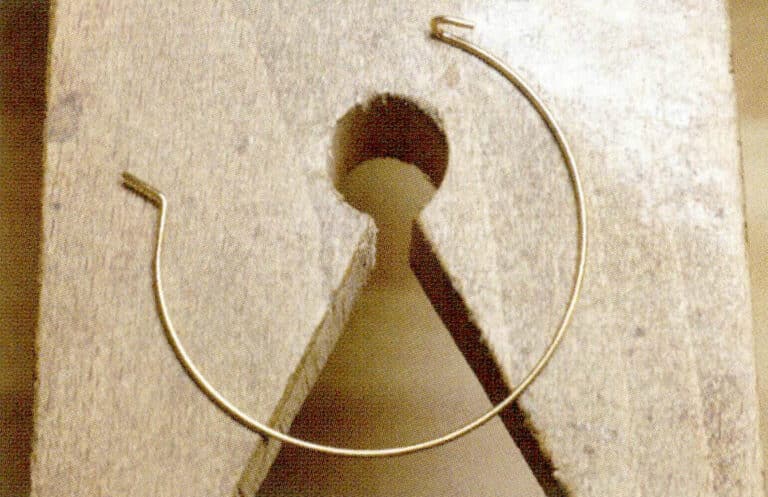
3.金属ワイヤーの両端は図のようになっており、この構造により両端は自由に開閉できる。

4.円筒形のものを使って、金属線を真円に調整する。
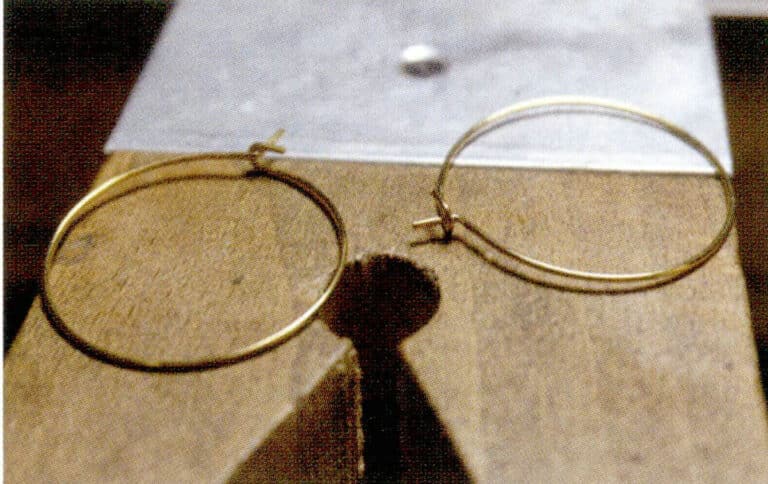
5.イヤリングが完成
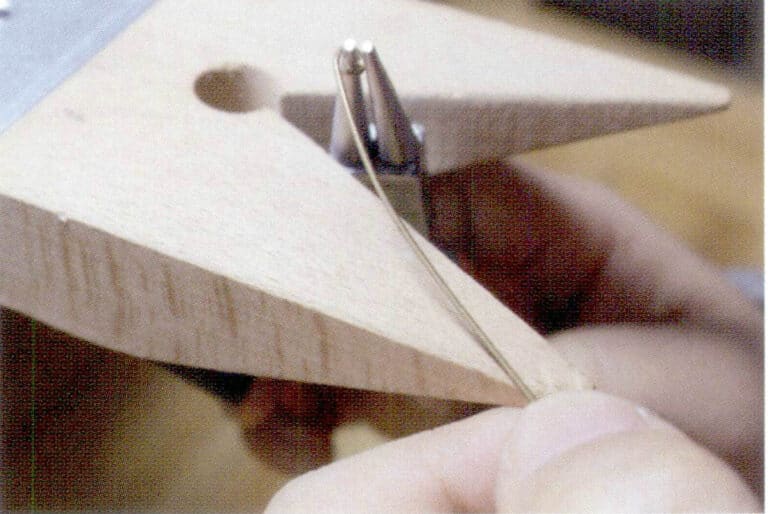
1.適当な長さの金属線を切り、丸ペンチで一端に小さな輪を作る。
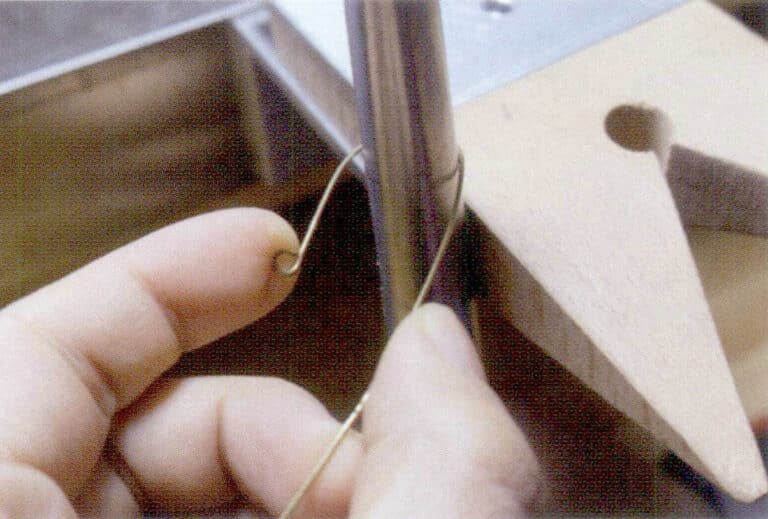
2.丸棒を使って金属線をU字型に曲げる。
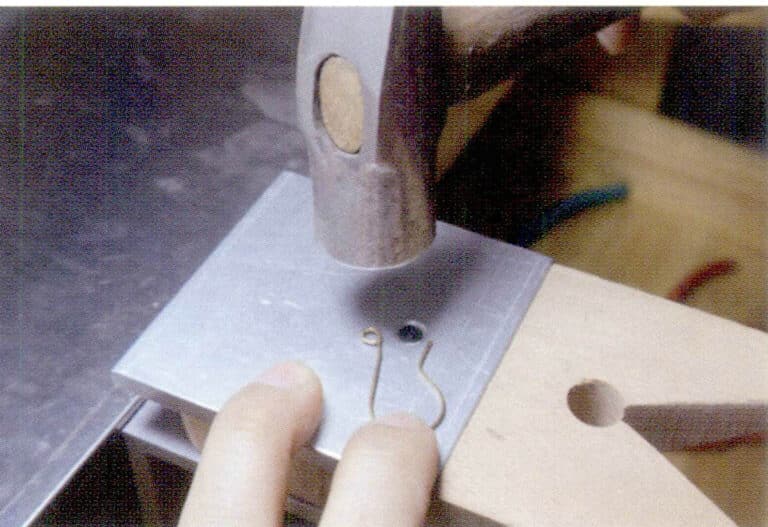
3.フラットノーズプライヤーでイヤーフックの形を調整し、ハンマーでイヤーフックの平らさを調整する。

4.これでイヤーフックが完成した。

1.金属線を円筒形の巻き棒に巻きつけ、締め付ける。

2.巻かれた金属線を1つ1つ輪切りにする。
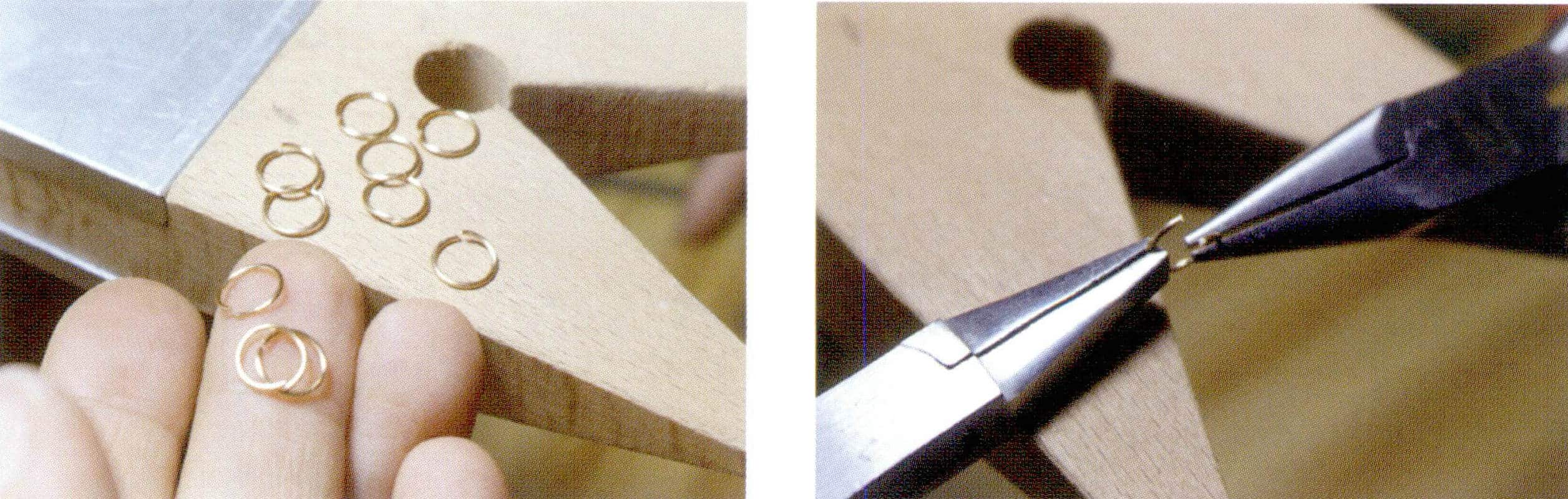
3.金属線は螺旋状に巻かれているため、切り口リングの両端はずれており、ペンチで調整できる。

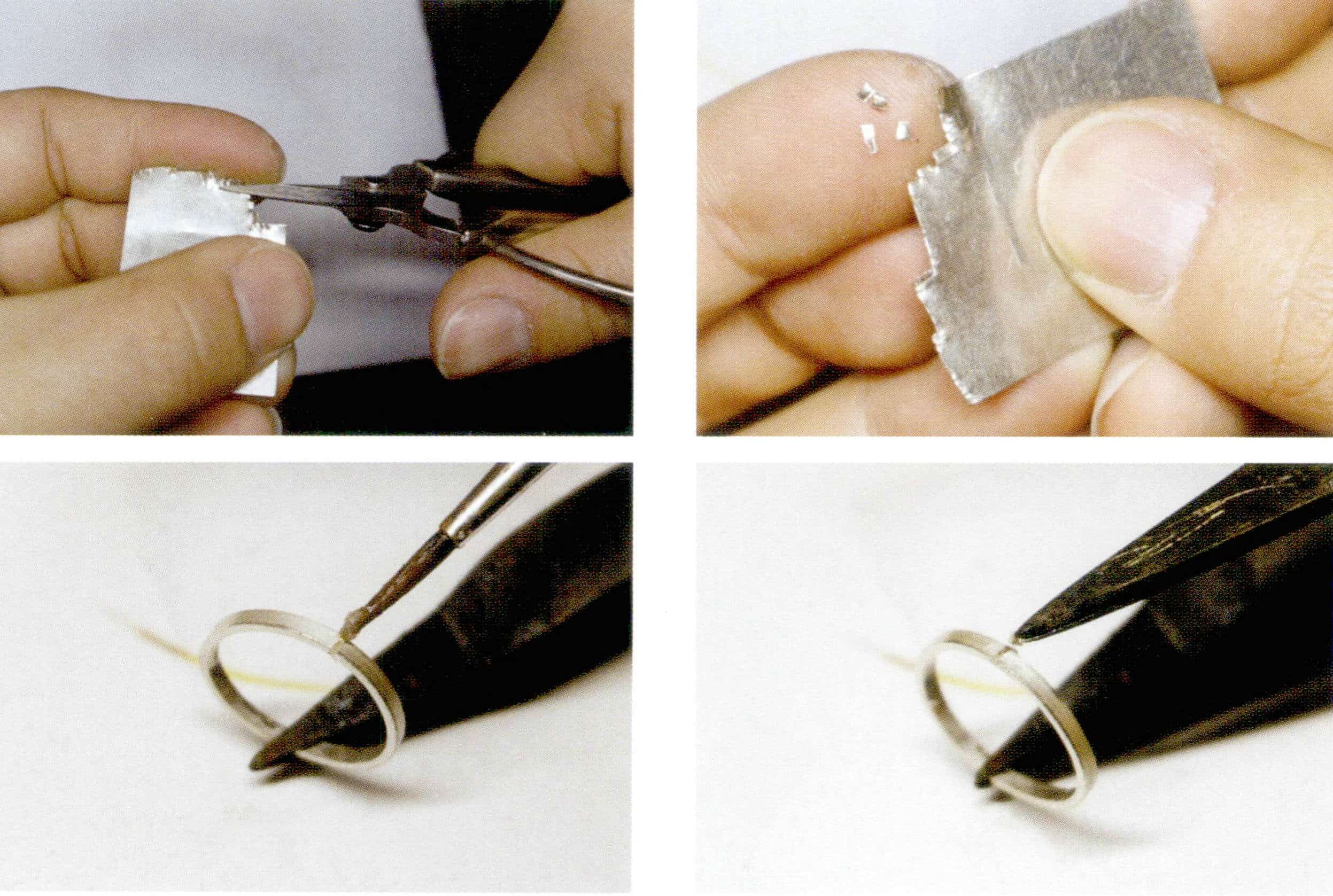
1.フラットノーズプライヤーを使って、金属シートの両端を対称に90°曲げる。

2.両端を閉じた半円に曲げる。
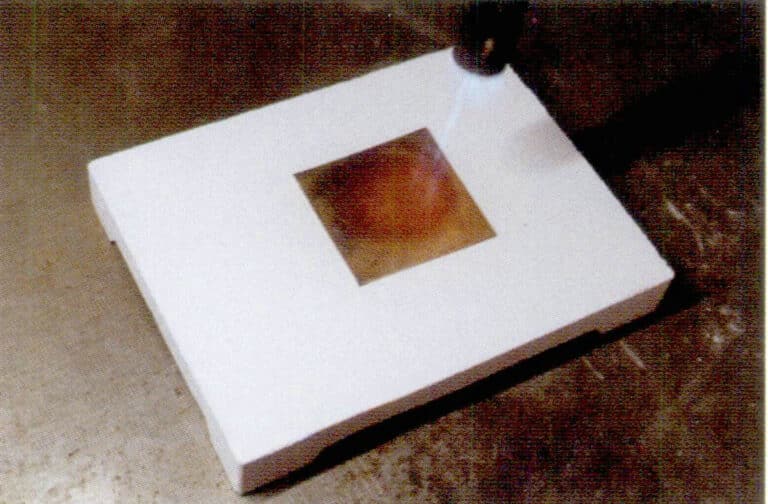
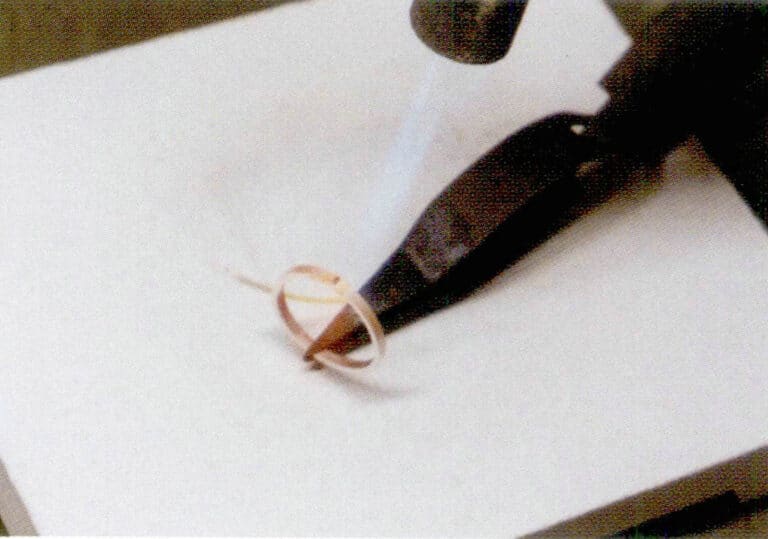
3.金属板の端を溶接する。

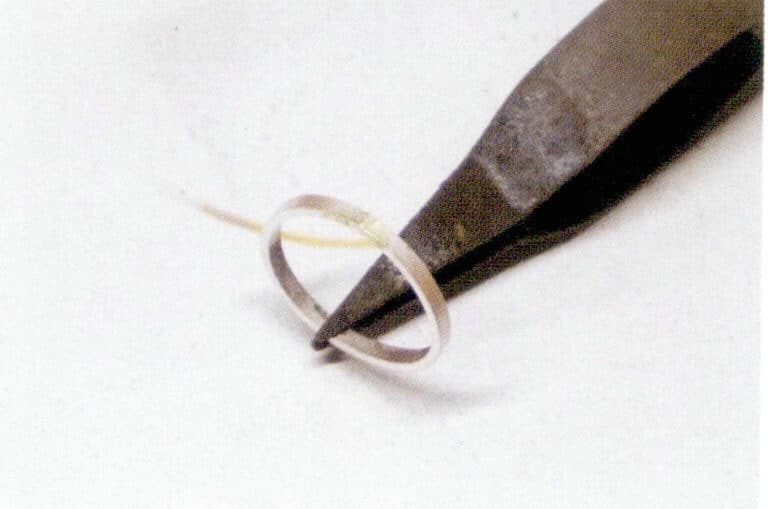
4.リングマンドレルと木槌を使って金属リングの形を整える。

5.生産完了

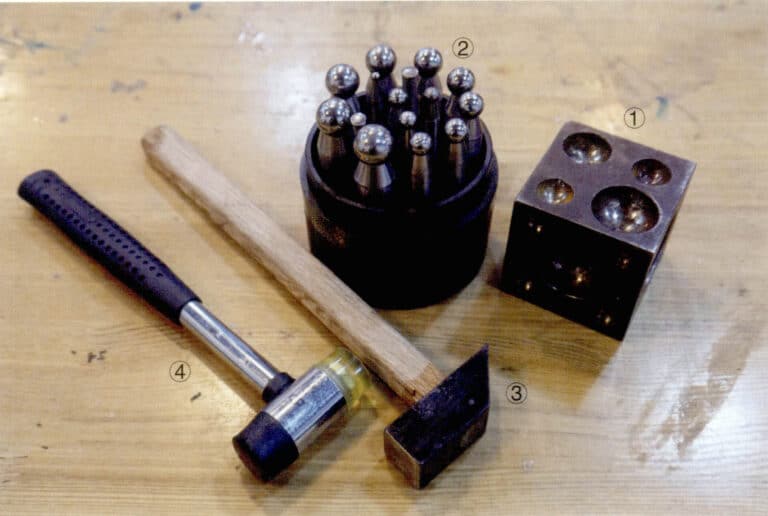
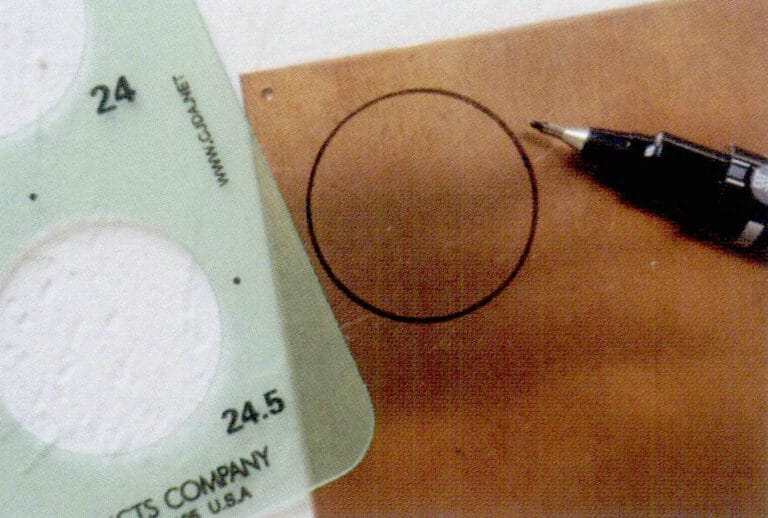
1.定規を使って金属板に真円を描く。
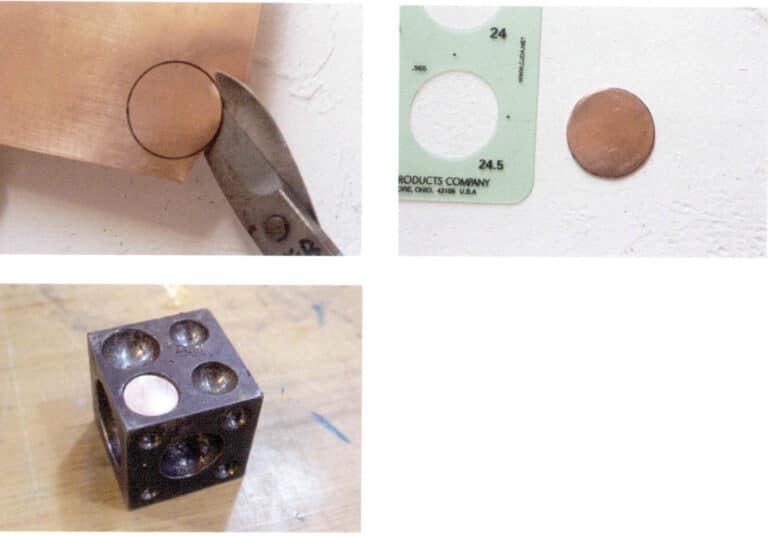
2.金属板を切り取り、円よりも大きな直径の穴に入れる。

3.ハンマーでダッピングパンチを叩き、金属板をへこませる。
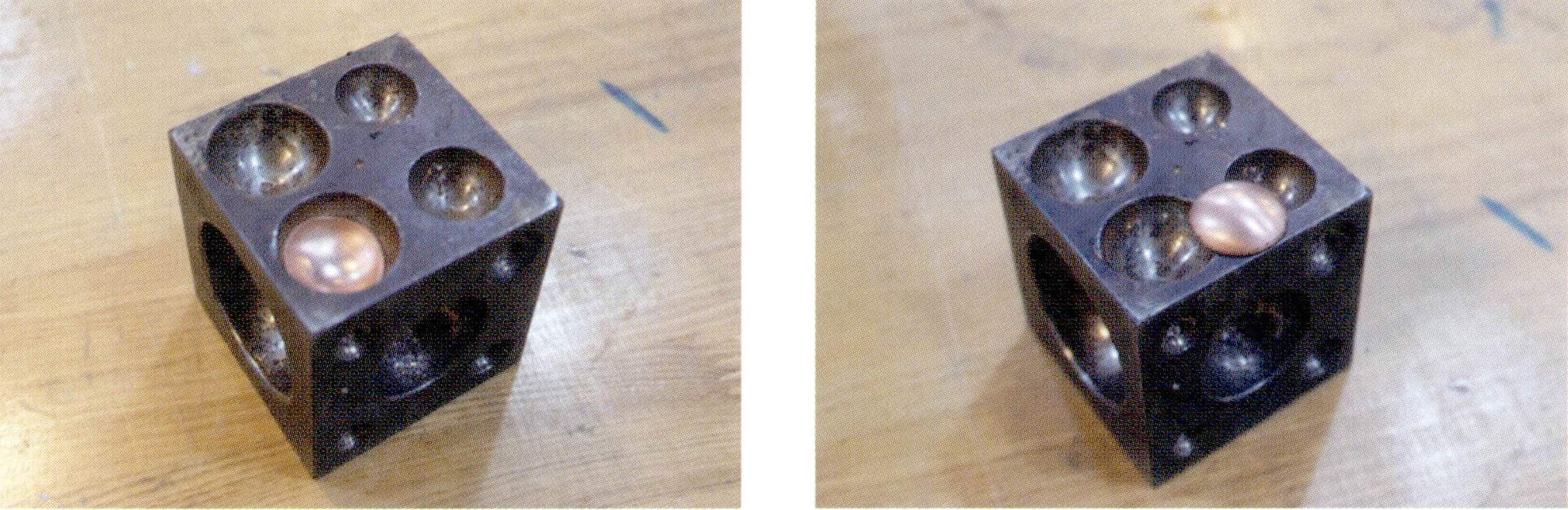
4.徐々に小さなピットとダッピングパンチに切り替え、半円の望ましい曲率を作る。
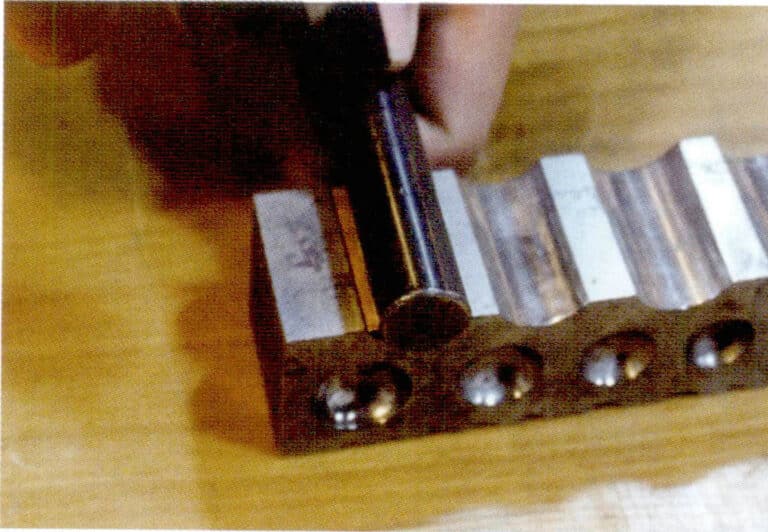
1.カットした金属板を溝に置き、対応するダッピングパンチを選んで金属板の上に水平に置く。

2.ハンマーでダッピングパンチを叩き、金属板をへこませる。
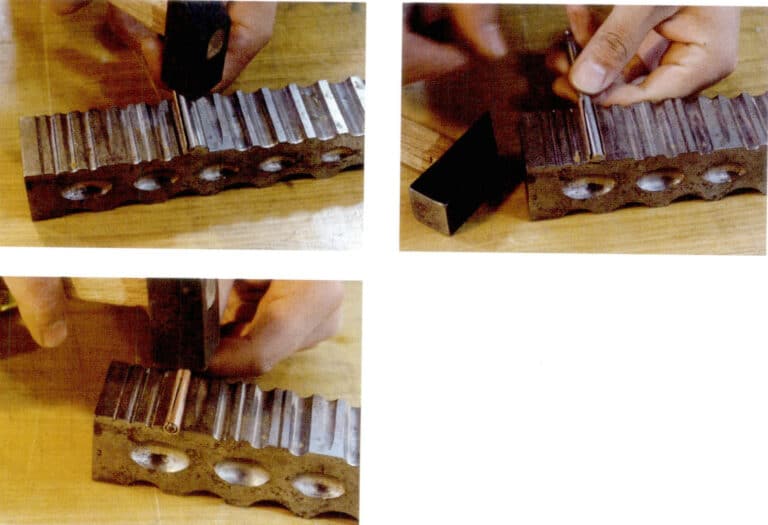
3.徐々に細い溝とダッピングパンチに切り替え、打ち続ける。

4.ゴム槌で金属パイプの湾曲を調整する。
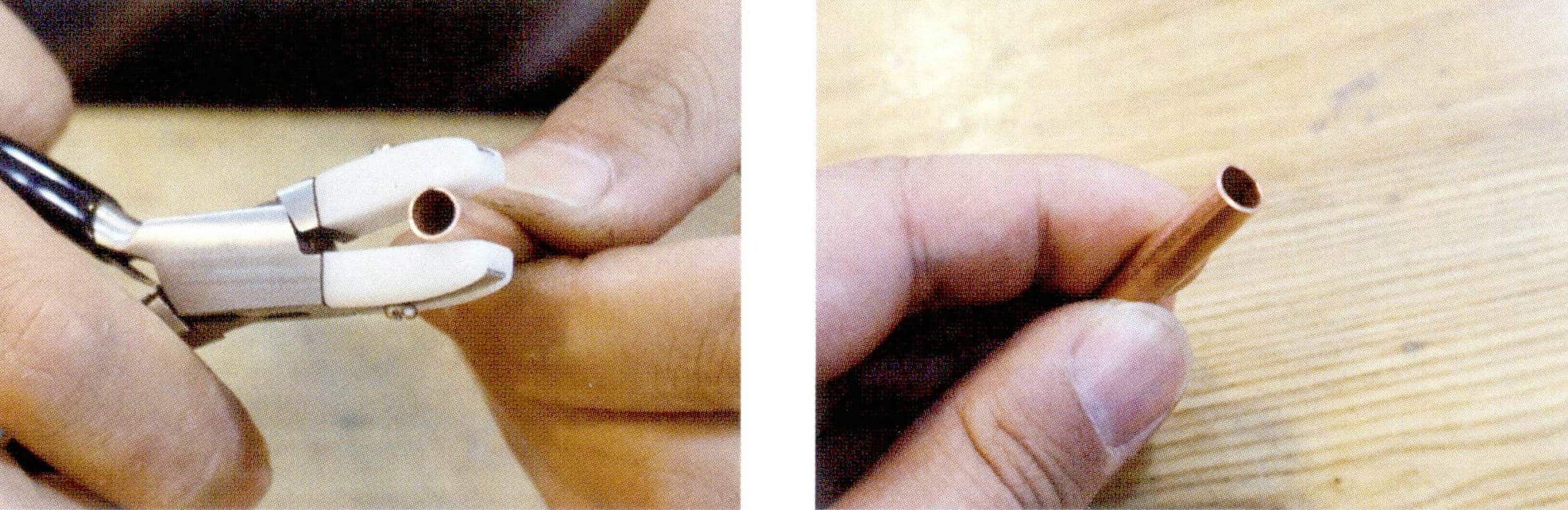
5.フラットノーズプライヤーで金属管の両端をしっかりと挟み、ヤスリで両端の断面を削る。

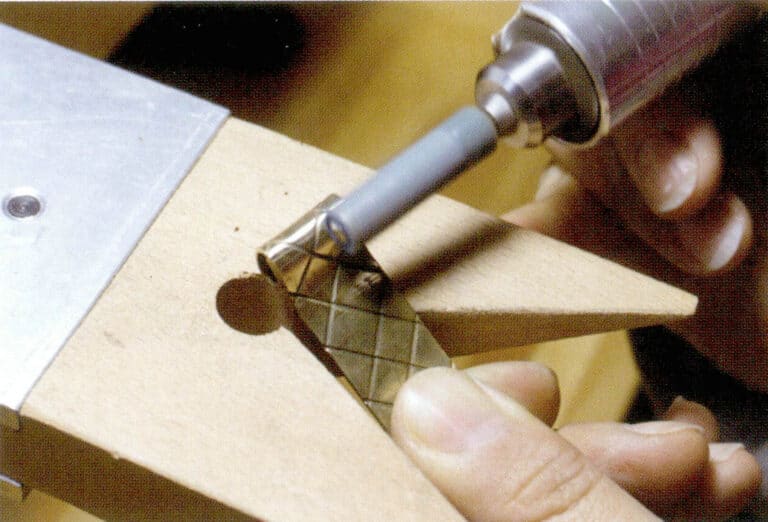

研磨用銅線スイーパー付きハンギング・グラインダー
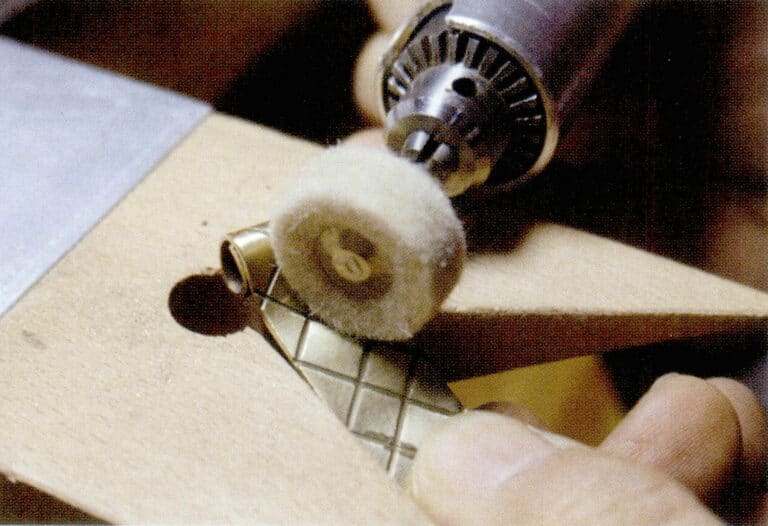
研磨用フェルト・ロール付きハンギング・グラインダー

集塵機研磨機

ダブルヘッドベンチポリッシングマシン

研磨剤
マグネットタンブラー

運転中のマグネットタンブラー

各種マグネットタンブリングピン
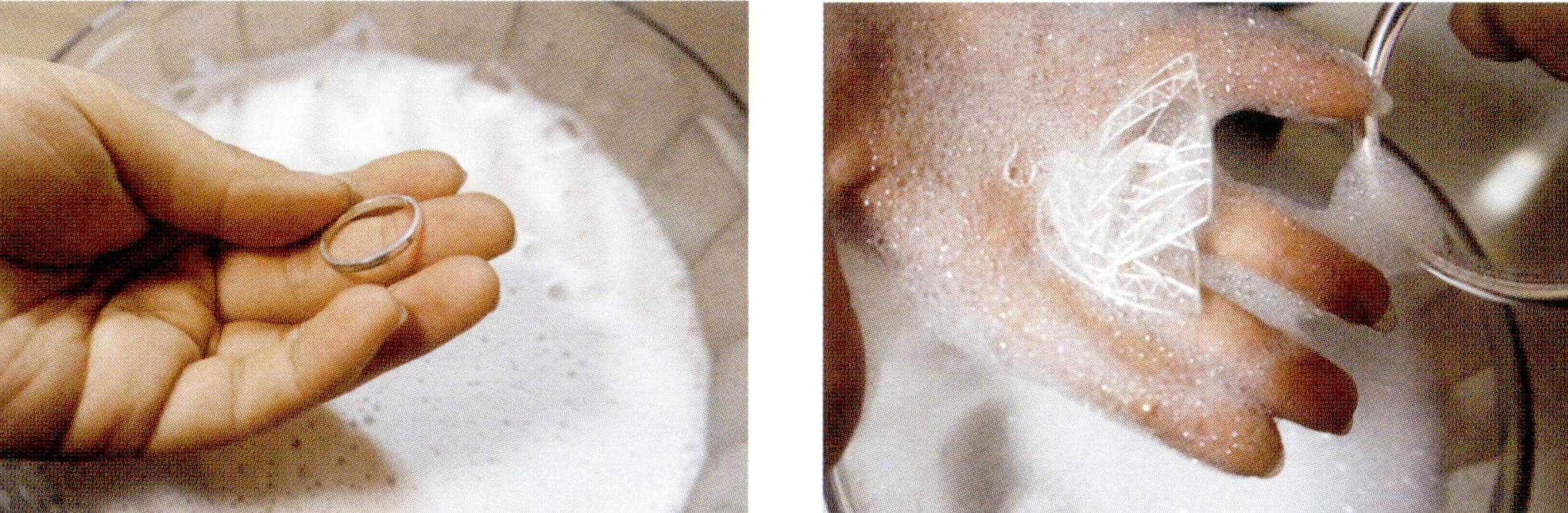
磁気タンブラー研磨シルバージュエリー
ロータリータンブラー

ロータリータンブラー用特殊ステンレスビーズ(各種モデル)