カボションとビーズの宝石加工をマスターする方法と宝石加工の品質分析方法
はじめに
カボションとビーズの宝石加工の秘密を、この簡潔なガイドで解き明かしてください。このガイドには、ジュエラーやデザイナーがこれらの宝石を成形し、研磨して最高の輝きを得るための実用的なヒントが満載されています。さらに、欠陥を見つけるための品質分析も学び、あなたの作品が最高水準を満たすようにしましょう。店舗からカスタム・メーカーまで、ジュエリー・ビジネスに携わるすべての人に欠かせない一冊です。
ドリルプレス概略図とドリルプレス
目次
セクション I カボションとビーズ型宝石の加工
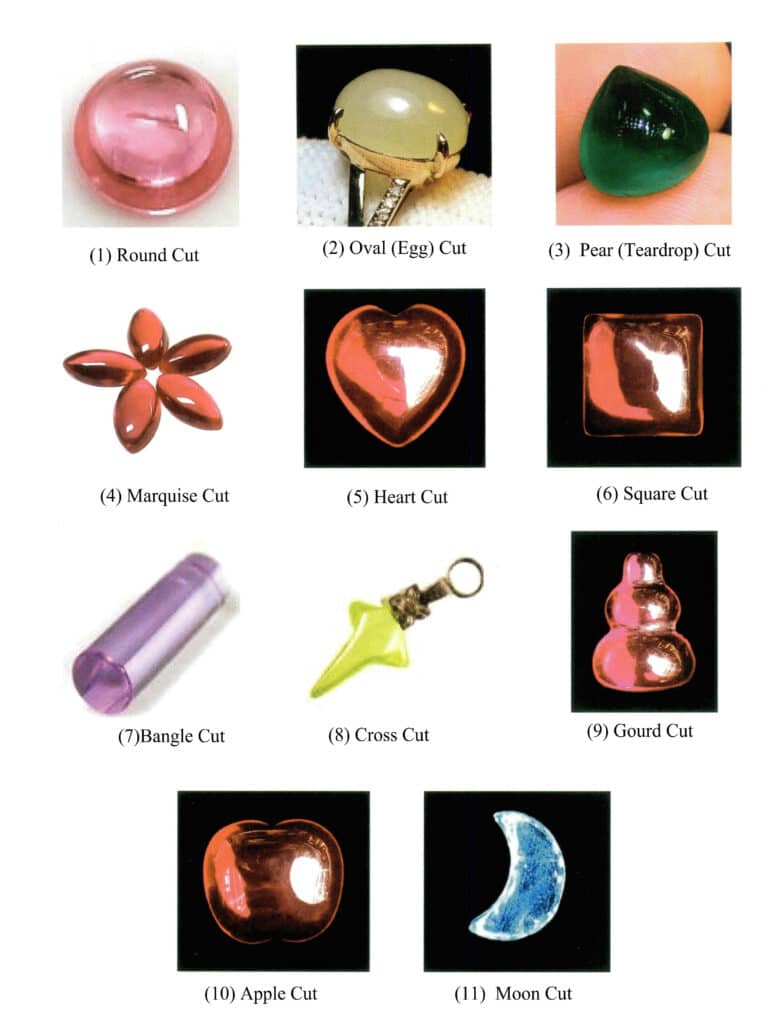
1.カボション宝石の種類
曲面やビーズ状の宝石は、主に曲面で構成された製品であり、凸面または滑らかな表面の宝石としても知られています。滑らかな表面の宝石は、半透明から不透明な宝石の材料から作られ、滑らかな表面の宝石加工の特性は、完全に宝石の表面の光沢と特殊な光学効果を発揮することができます。
1.1 カボション(凸)宝石の種類と分類
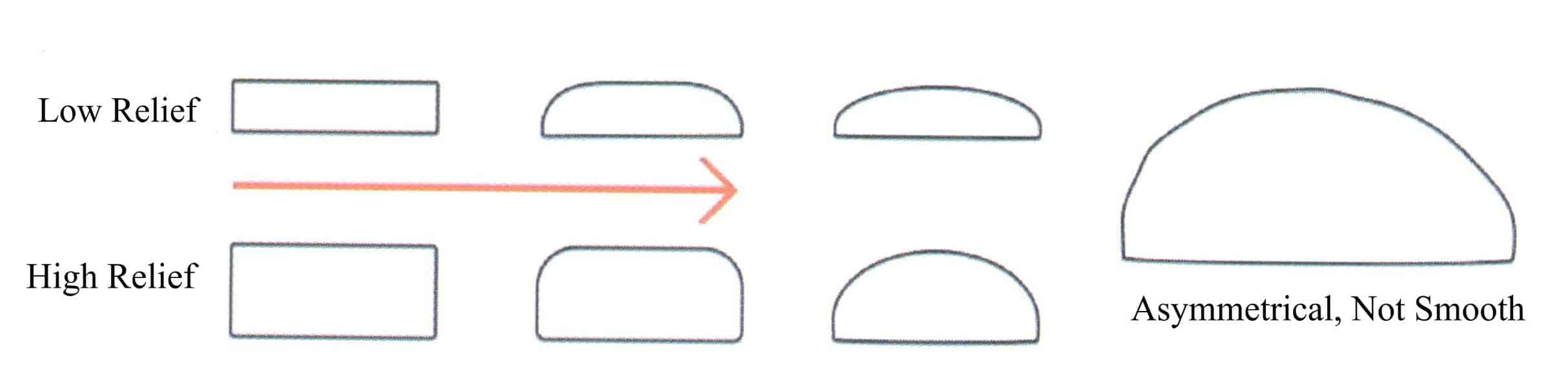
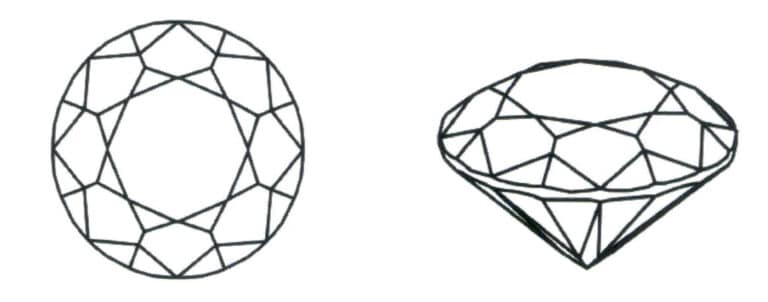
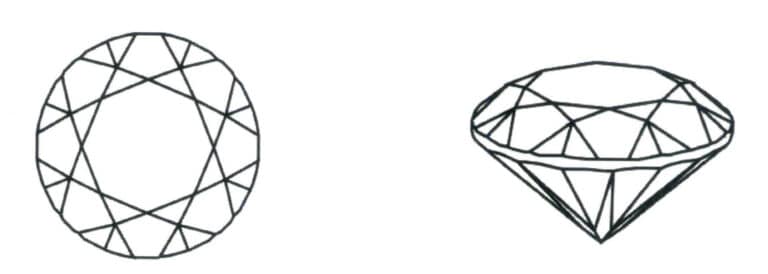
(1) ウエストエッジの形状と断面による分類(図8-1)
(2) 側面の形状による分類
- 単一凸面は、高凸面、中凸面、低凸面に分けられる。
- 二重凸面は、高凸面、中凸面、低凸面に分けられる。
高凸タイプは製品の保存によく使われ、中凸タイプは中価格帯や低価格帯の宝石素材によく使われる。図8-2が示すように、低凸タイプと中空タイプは素材の透明度と色を反映する。

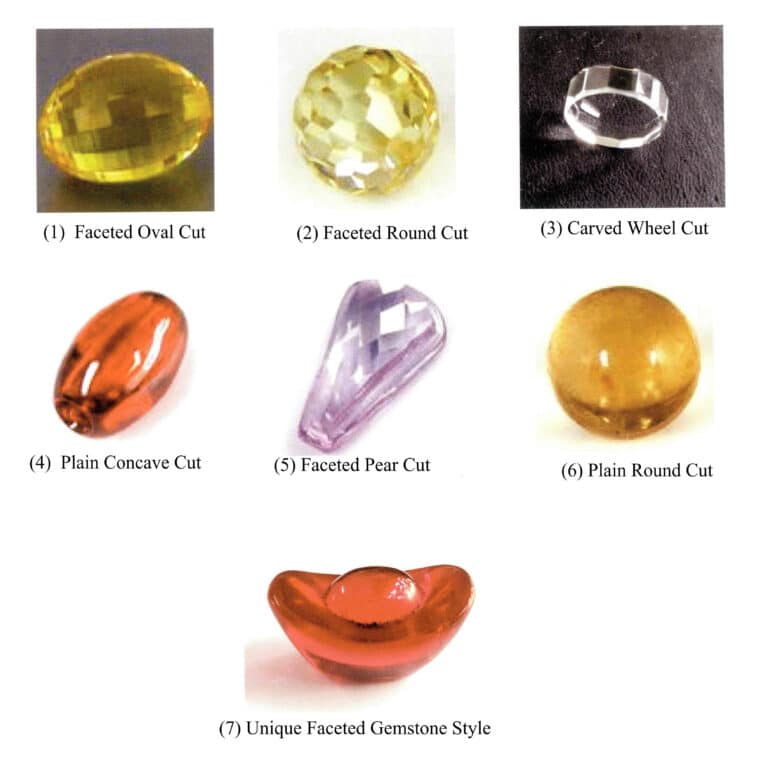
1.2 一般的な宝石のスタイル
宝石の形も、図8-3に示すように、ファセット・タイプとスムース・タイプに分けられる。
2.カボション宝石の加工
2.1 カボション宝石の加工技術
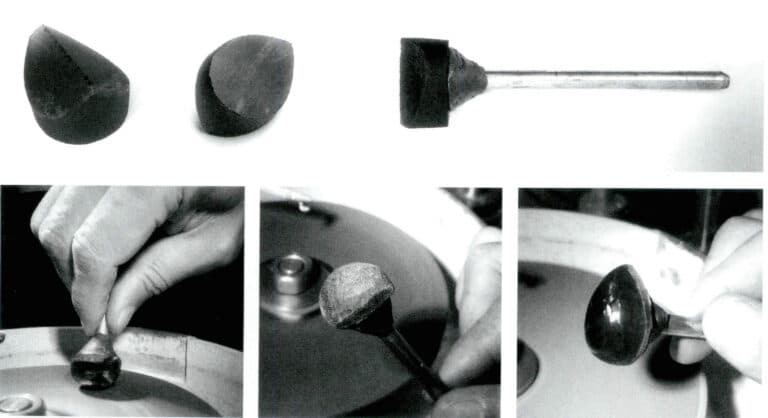
(1)シングル・カーブ・ストーンの加工ワークフロー
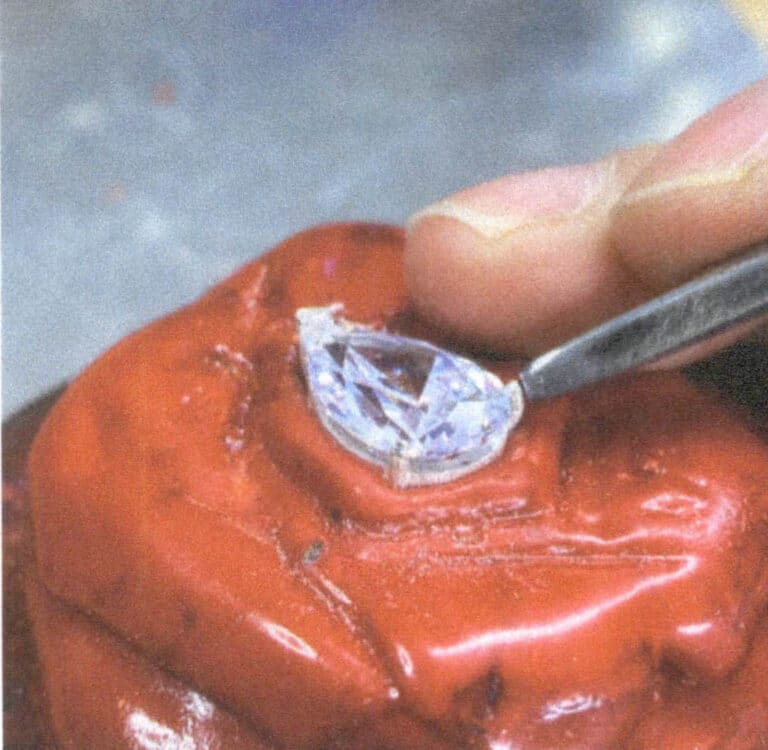
単曲線の宝石を加工する際の主な作業の流れは、石を切る、割る、土台を削る、石を接着する、輪郭を整える、細かく削る、磨く、石を取り除く、洗浄する、である(図8-4)。
シングルカット・カボション宝石の加工ビデオ
(2) 曲線宝石加工の原則(図8-5)
2.2 カボション宝石の大量生産プロセス
曲がった宝石を大量生産するための主な工程は、切断-整形-点研磨-振動研磨-洗浄である。
2.3 工場での宝石加工技術
ビーズカット宝石加工ビデオ
2.4 球状宝石の穴加工装置
(1) 超音波ボール盤
超音波ボール盤にはシングルニードルとマルチニードルの2つのモデルがある。構造は同じであるが、違いはシングルニードル超音波ボール盤のパワーがマルチニードル超音波ボール盤より小さいことである。振幅ロッドは、複数の鋼の針を溶接することができ、複数の宝石の穴を同時に掘削することができます。超音波ドリルマシンの動作原理:超音波発生器は、コイルを介して振動するように磁石を駆動する超音波を生成します。トランスデューサーの作用の下で、超音波周波数の電気振動波が生成され、振幅は振幅インサートを介して0.01〜0.15ミリメートルに増幅され、その後、超音波振動を作成するために針に送信され、毎秒16000回以上の加工材料を打つ。ダイヤモンドと水-液体加工懸濁液の協力の下で、加工領域の材料は衝撃によって非常に細かい粒子に粉砕され、懸濁液は衝撃によって粉砕された粒子を洗い流し、穴あけ作業が完了するまで新しいダイヤモンドを補充する。単針超音波穴あけ原理と単針超音波穴あけ機の概略図を図8-6に示す。
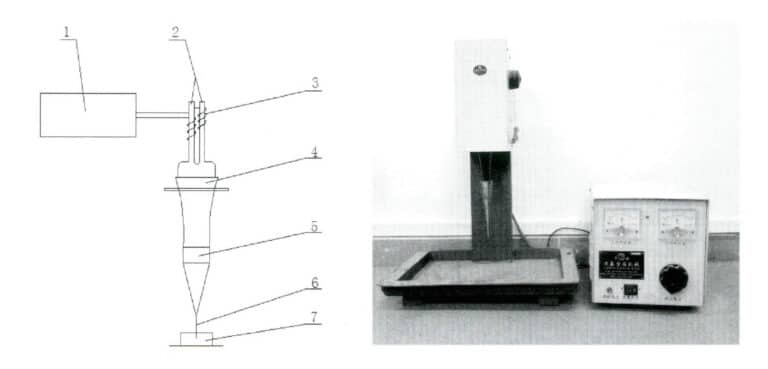
1.超音波発生器、2.磁石、3.コイル、4.変換器、5.振幅変換器、6.鋼針、7.宝石材料
超音波ドリル ビデオ
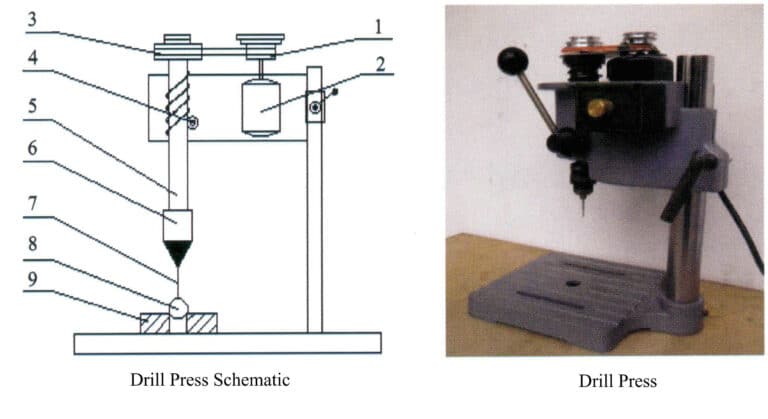
(2) 高速ボール盤
ボール盤の構造はモーター、ベルト、プーリードリル装置、スピンドル、ドリルチャックフレーム等で構成される。その動作原理:フレームに取り付けられたモーターは、モーター軸に速度調整可能なプーリーを備え、ベルトを介してスピンドルのプーリーの回転を駆動する。ダイヤモンドドリルビットがドリルチャックに取り付けられ、ドリル装置の上下運動とダイヤモンドドリルビットによるスピンドルチャックの回転により、硬質材料の宝石への穴あけが完了する。
高速ボール盤とボール盤の概略図を図8-7に示す。
1.電気モーター、2.ベルト、3.滑車、4.鋭い装置、5.紡錘、6.ドリルのチャック、7.穴あけ工具、8.宝石、9.据え付け品
3.宝石内孔の研磨技術
3.1 内孔研磨のメカニズム
宝石に穴を開けた後、特に透明で半透明のビーズ状の宝石は、穴の粗い質感が非常にはっきりしていて、ブレスレットやネックレスの美観に影響するため、内穴を研磨しなければならない。内孔を研磨する目的は、穴あけの際に生じた凹凸やひび割れの層を取り除き、必要な表面平滑性を得ることである。第一段階は、宝石穴内部の凹凸層を除去する。第二段階では、クラック層を除去する。内孔の研磨中、ダイヤモンド粉末と研磨液はコルゲート銅線によって押し出され、一部の研磨粒子はコルゲート銅線の窪みに押し込まれる。これに対して、孔の表面にある多数の遊離砥粒は、コルゲート銅線が宝石の内孔に対して相対的に移動する際に、孔の表面の凹凸層の山部に衝突しながら、押され、引っ張られ、振動し、転がされる。しかし、コルゲート銅線は柔らかいため、作業中は弾性浮遊状態となり、切断効果が比較的弱く、加工面に浅い傷しか残らないため、研磨時間が長くかかる。振動と引っ張り作用により、砥粒がコルゲート銅線上で増加し、ある種の微小切削効果が得られるため、研磨が比較的早く進み、穴の表面平滑度が急速に向上する。
3.2 内孔研磨の装置、工具、研磨工程
- 振動研磨機。
- コルゲート銅線。
- 研磨工程。
ビーズが落ちないように銅線の両端を固定し、波形の銅線でビーズを紐状にする。研磨粉を振動機のホッパーに入れ、研磨を開始する。
セクション II 宝石加工の品質分析
1.ファセット・ストーンの加工における一般的な製品の欠陥とその原因
ファセット宝石は多かれ少なかれ加工中に製品の品質問題に遭遇する。製品の品質とその原因を分析し、生産中の品質問題を回避することは、企業がコストをコントロールする方法である。
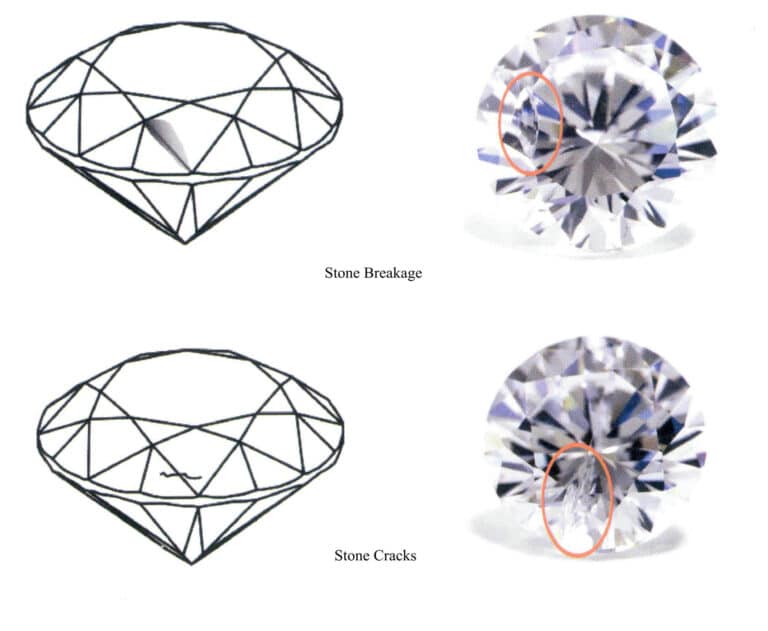
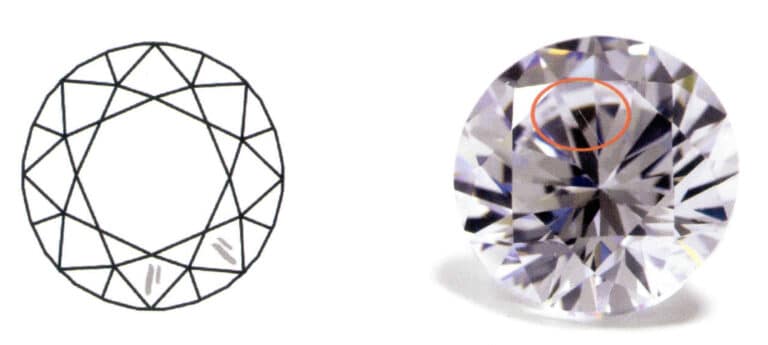
(1) 破損とひび割れ
欠けとは、製品に傷があることをいう。ひび割れとは、製品の内部または外部にひびが入ること(図9-1)。
破損の主な原因は、彫刻、研磨、洗浄の際に硬いものに衝突することである。クラックの原因は、切断時に原材料に存在するクラックを除去しなかったり、不適切な切断作業である。また、彫刻や研磨の際に発生する熱も割れの原因となります。
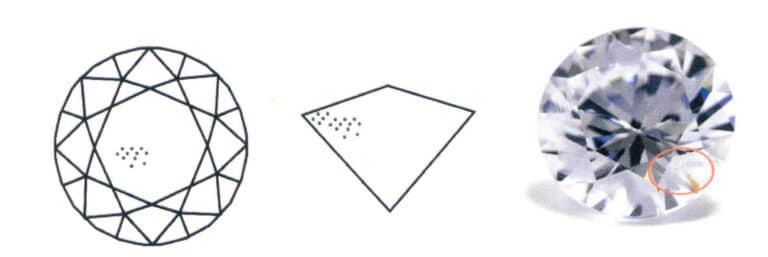
(2) 泡と不純物
気泡や不純物は、図9-2に示すように、カット時に完全に除去されなかった宝石原料内の内包物である。

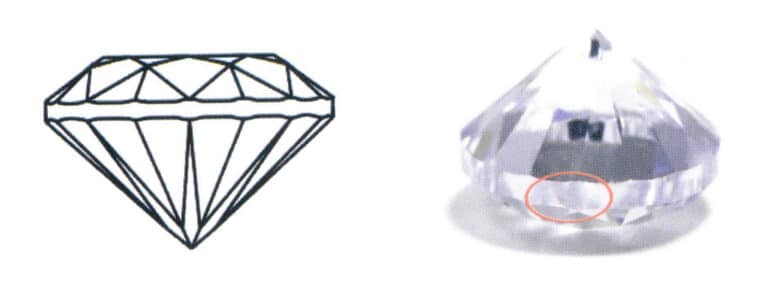
(3) 重い曇り
白濁が激しいとは、図9-3に示すように、研磨不良が原因で表面が白く曇って見える、光沢のない仕上がりの製品を指す。

(4) 曇り
白濁とは、図9-4に示すように、研磨面の輝度が十分でなく、研磨不良による暗灰白色の部分が見えることである。

(5) やや曇り
わずかに曇っている」とは、ファセットが比較的明るく、肉眼では灰白色は見えないが、研磨不良により拡大すると灰白色の欠陥が見える製品を指す。
(6) チッピング
チッピングとは、図9-5に示すように、製品のウエストラインの一部または全部がすり減り、ナイフエッジのような外観になる欠陥のことである。

(7) シック・エッジ
図9-6に示すように、厚縁(腰の太さ)とは、製品の腰の部分が全高の2%を超えることをいう。
(8) 砂孔
サンド・ポアとは、図9-7に示すように、研磨工程で宝石の傷を完全に取り除けなかったために残った跡のことである。
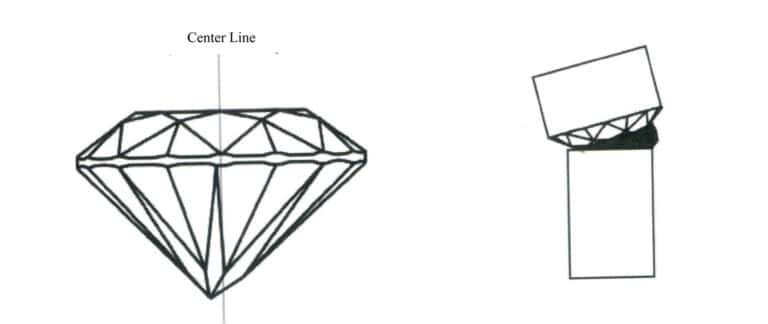
(9) オフセンター・キュレット
製品の下端が中心線から外れる現象をオフセンター・キュレットと呼ぶ。図9-8に示すように、カウンターストーニングの際、テーブルの天板は鉄棒に対して垂直ではない。
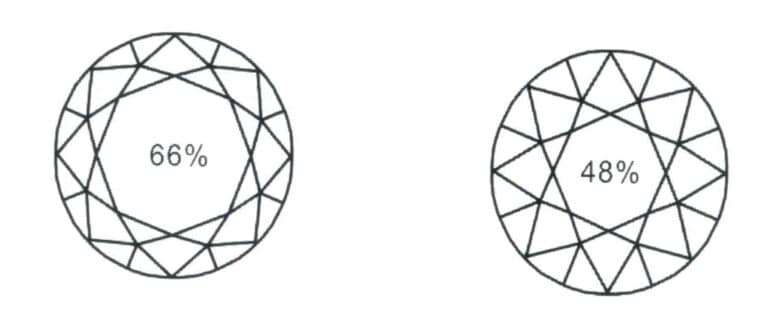
(10) 卓上サイズは不適格
切石製品のテーブルトップは直径の58%~60%を占めるべきである。切石製品のテーブルトップが直径の60%より大きいか、または直径の58%より小さい場合は、図9-9に示すように、不適格とみなされる。
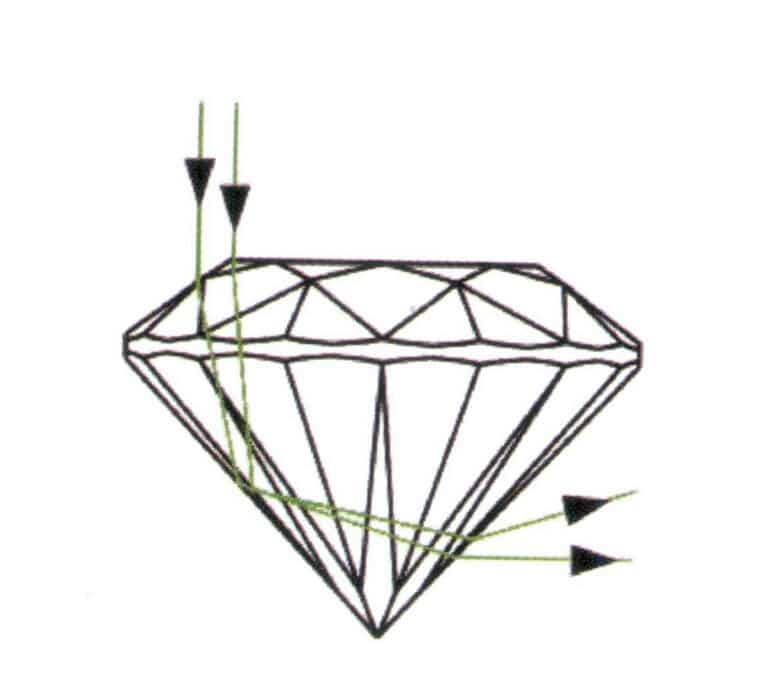
(11)光漏れ
パビリオン角の欠点は、パビリオン角を大きくする必要があることであり、パビリオンの全高を適格にする必要があることを光漏れと呼ぶ。主な原因は、図9-10に示すように、パビリオン角が設計角より小さいことである。

(12)ダークボトム
ファセット・ストーンのパビリオン角が大きすぎたり、パビリオンが高すぎたりする欠点をブラック・ベースという。図9-11に示すように、パビリオン角がデザイン角より大きいことが主な原因である。
コピーライト @ Sobling.Jewelry - ジュエリー カスタムジュエリーメーカー、OEMおよびODMジュエリー工場
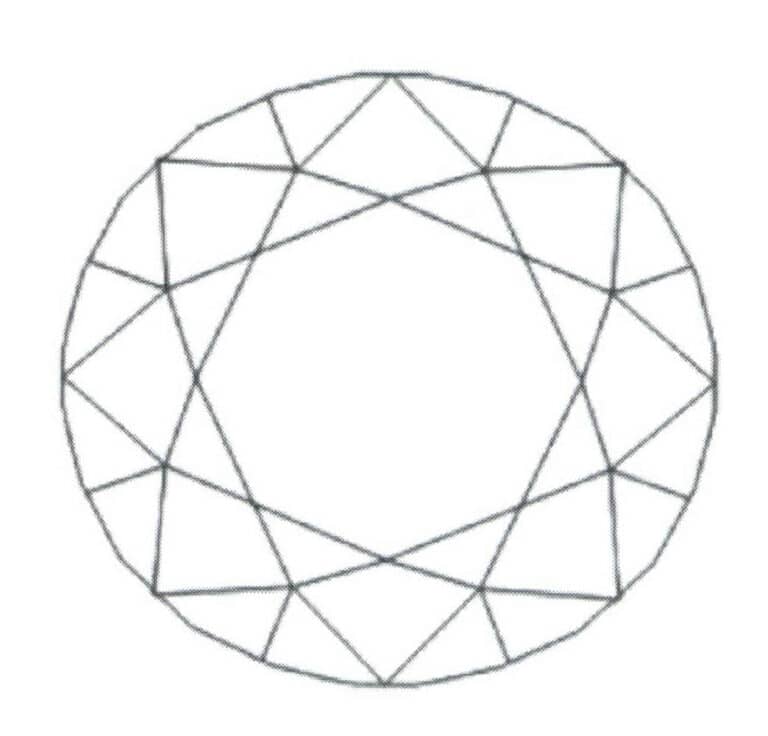
(13) 星の分離
図9-12に示すように、ファセット加工された宝石の隣り合うスターファセット間の角度が一点に集まらない現象をスターセパレーションと呼ぶ。

(14) 星の衝突
図9-13に示すように、ファセット加工された宝石の隣り合うスターファセット間の角度が過度につながる現象をスターコリジョンと呼ぶ。
(15) 星の腰の衝突
図9-14に示すように、切子宝石のスター小面とアッパーウエスト小面が角でつながる現象をスターウエストコリジョンという。

(16) 星のウエストセパレーション
図9-15に示すように、ファセット・ストーンのスター小面とウェスト上部の小面の角度がつながらない現象をスター・ウェスト・セパレーションと呼ぶ。
(17) ウエストセパレーション
図9-16に示すように、ファセットされた宝石製品の2つのウェスト上部のファセット間の角度が接続しない現象は、ウェストセパレーションと呼ばれる。
(18) ウエスト衝突
図9-17に示すように、ファセット加工された宝石製品の2つのウェスト上部のファセットを結ぶ角度と角度の推移は、ウェスト・コリジョンと呼ばれる。

(19) 多面的
図9-18に示すように、ファセット・ストーンの理想的なファセット上に2つ以上のファセットが現れる欠点をマルチ・ファセットと呼ぶ。
(20) ドラッグボード
図9-19に示すように、ファセット加工された宝石製品の隣接するファセットの接合部において、鋭利なエッジを形成せず、丸みを帯びた円弧形状を呈する欠陥をドラッグボードと呼ぶ。

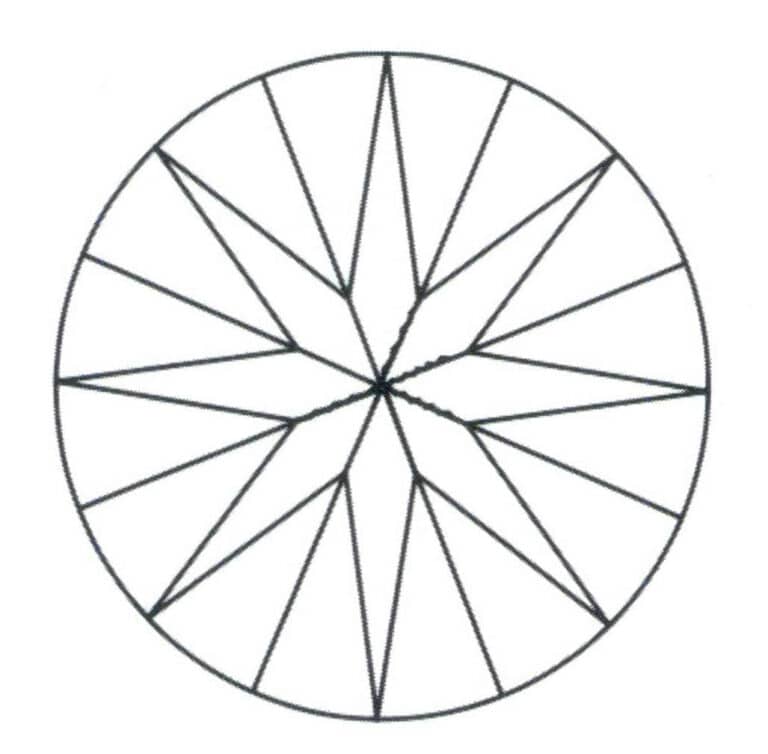
(21) 尖っていない
ファセット・ストーンの製品で、ボトム・ポイントが集まっていない欠点を "not pointed" という。これは一般に図9-20に示すように原石の高さが足りないために起こる。
(22) 先が悪い
図9-21に示すように、パビリオンのメイン・ファセットがボトム・ポイントと一点に収束していないファセット・ストーンの欠陥は、"poor-pointed "と呼ばれる。

(23) サイズは文句なし
ファセット・ストーンの製品では、図9-22に示すように、設計要件を超えるサイズの誤差は不適格サイズと呼ばれる。
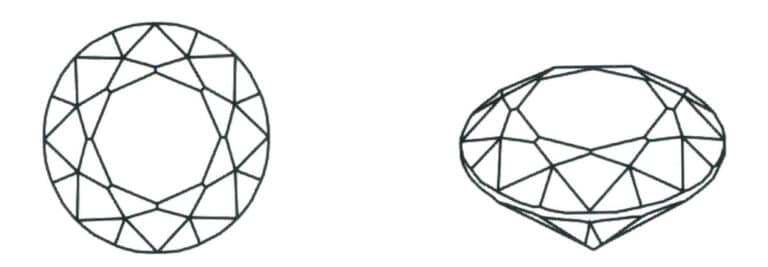
(24) 丸みの喪失
ラウンド・ストーンの完成品において、腰回りの直径が均等でなく、不規則な形状の製品を「真円度が損なわれている」という。この問題は、図9-23に示すように、原石製造時の形状の不適合や手作業による不適切なエッジング作業が原因である。
(25) スクラッチチップ
図9-24に示すように、ファセット・ストーンの底部先端に小さな点状の傷がついたり、底部先端付近のエッジに傷がついたりする現象をフラワー・チップと呼ぶ。
(26) 破損した石
図9-25に示すように、ファセット・ストーンの縞模様の傷は「ダメージ・ストーン」と呼ばれる。
2.宝石の品質検査
2.1 宝石の品質検査ツール
(1) 宝石検査専用タオル
図9-26に示すように、吸水性のよい綿製のタオルを選ぶ。

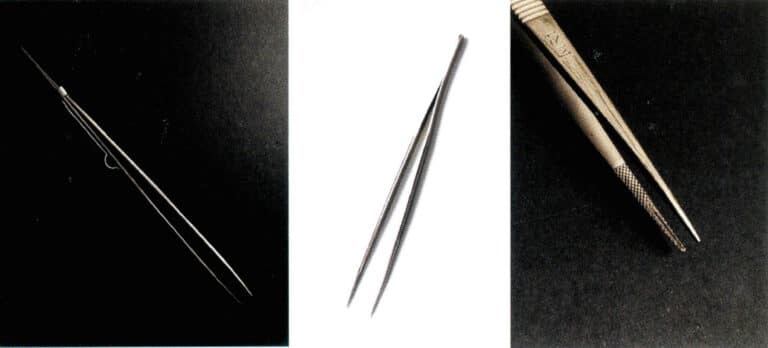
(2) 宝石用ピンセット
宝石用ピンセットは、ステンレス製で、ロック機構があるものとないものがある。ピンセットの先端には、溝があるものとないものがある。図9-27に示すように、溝のないピンセットは宝石の計数に、溝のあるピンセットは宝石の保持によく使われる。
(3) 宝石の拡大鏡
宝石の加工や検査によく使われる折りたたみ式宝石拡大鏡の倍率は、通常5~10倍である。図9-28に示すように、折りたたみ式拡大鏡の焦点距離は固定されており、簡単、便利で直感的に操作できる。

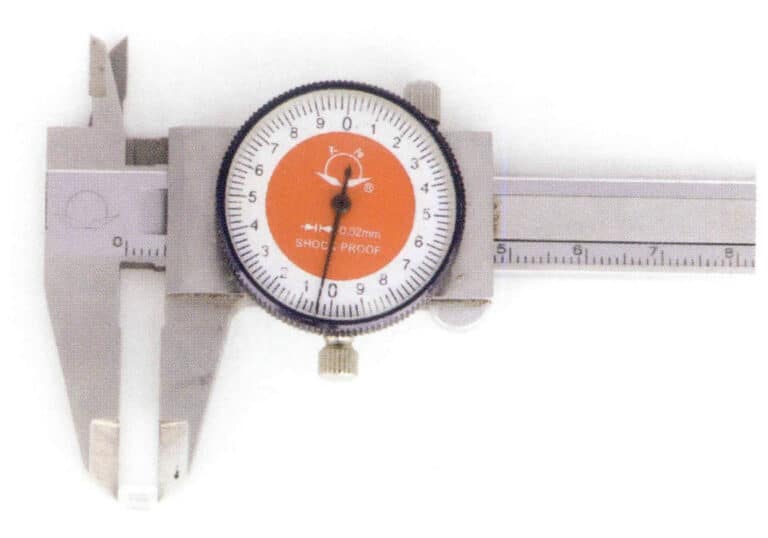
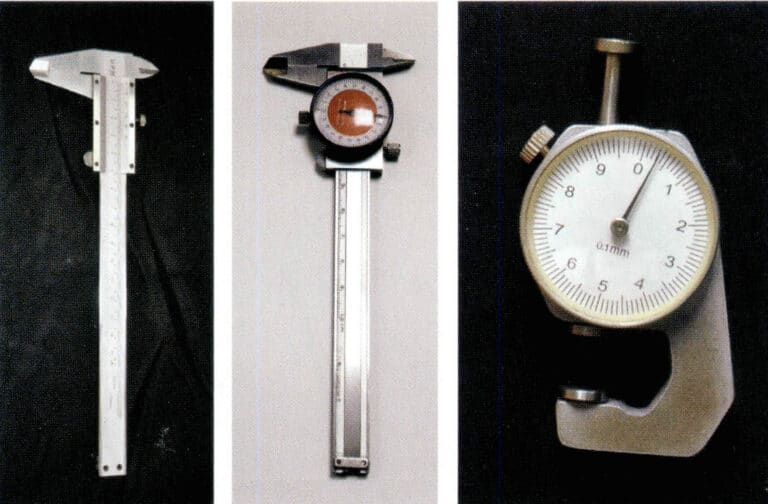
(4) キャリパー
図9-29に示すように、ノギスは宝石の寸法を測るのに使われる。
2.2 人工宝石品質検査の市場等級基準
(1) 技術基準
仕様と寸法
円の直径は、丸いダイヤモンド製品の仕様を測定します。不規則な製品は、短軸と長軸で測定され、仕様のサイズは1〜110mmです。
許容寸法偏差(表 9-1)
表 9-1 許容サイズ偏差
| 仕様サイズ(mm) | AAA | AA | A | B | C | D |
|---|---|---|---|---|---|---|
| 1 ~ 2 | ±0.01 | ±0.02 | ±0.03 | ±0.04 | ±0.05 | ±0.12 |
| > 2 ~ 5 | ±0.02 | ±0.03 | ±0.04 | ±0.05 | ±0.08 | ±0.15 |
| > 5 ~ 25 | ±0.03 | ±0.04 | ±0.05 | ±0.06 | ±0.10 | ±0.18 |
| > 25 | ±0.05 | ±0.08 | ±0.10 | ±0.15 | ±0.20 | ±0.20 |
(2) あらゆるレベルにおける宝石検査基準
市場 AAA グレードの宝石検査基準
- サイズは正確で、光は透明である。10倍の拡大鏡でチェックすると、ファセットの表面には灰白色の曇った研磨跡がなく、良好な真円度、カッティングプロポーションを持っている必要があります:59%≤総深さの比率≤64%、53%≤テーブルの幅の比率≤58%、2%≤ウエストの厚さの比率≤5%、および表面は均一である。
- 欠け、曲がった箇所、曇り、砂穴、光漏れ、黒いベース、厚いエッジ、真円度の損失、尖っていない、複数のプレート、引きずったプレート、およびその他の欠陥がない。
- 対称性:スターコリジョン、スターセパレーション、スターウエストコリジョン、スターウエストセパレーション、ウエストコリジョン、ウエストセパレーション、その他の欠陥がない。クラウンのメインファセットはカイトシェイプ。
市場 AA グレード宝石検査基準
- サイズは正確で、光は透明である。10倍の拡大鏡でチェックすると、ファセットの表面には灰白色の曇った研磨跡がなく、良好な真円度、カッティングプロポーションを持っている必要があります:59%≤総深さの比率≤64%、53%≤テーブルの幅の比率≤58%、2%≤ウエストの厚さの比率≤5%、および表面は均一である。
- 欠け、曲がった箇所、曇り、砂穴、光漏れ、黒い下地、厚いエッジ、丸みの喪失、尖っていない、複数の板、引きずった板、その他の欠陥がないこと。
- わずかなスターウエストの衝突、ウエストの衝突、ウエストのセパレーションは認められるが、スターウエストのセパレーションは認められない。または、スターウエストの衝突、スターウエストのセパレーション、ウエストの衝突、ウエストのセパレーション、わずかなスターウエストの衝突は認められるが、スターウエストのセパレーションは認められない。
Aレベルの宝石検査基準
- 正確な寸法、良好な光透過性、10倍の拡大鏡でチェックし、ファセットの表面は灰白色の霧状の研磨跡がないはずです、良好な真円度、カッティングプロポーション:59%≤フル深さ比≤64%、53%≤テーブル幅比≤58%、2%≤ウエスト厚さ比≤5%、均一な板面。
- 欠け、曲がった箇所、曇り、砂穴、光漏れ、黒い下地、厚いエッジ、丸みの喪失、尖っていない、複数の板、引きずった板、その他の欠陥がないこと。
- わずかなスターウェストコリジョン、ウェストコリジョン、ウェストセパレーションを許容する;スターウェストセパレーションを許容しない;またはスターウェストコリジョン、スターウェストセパレーション、ウェストコリジョン、ウェストセパレーションを許容しない;わずかなスターコリジョンを許容する;スターセパレーションを許容しない;クラウンメインファセットがカイトシェイプを呈する;シャープなチップが好ましい。
Bグレード宝石検査基準
- 比較的明るい、わずかなヘイズ、極端に小さな砂穴、極端にわずかに曲がった先端、比較的丸いなどが認められる。
- 欠け、尖っていない、複数のファセット、ファセットを引きずっているなどの明らかな欠陥は認められない。
- 自明でない星の衝突、星の分離、星のウエストの衝突、星のウエストの分離、ウエストの衝突、ウエストの分離を許可する。
Cグレード宝石検査基準
- 介在物や砂穴などの重大な欠陥。
- 欠けている、尖っていない、丸みがない、板が何枚もある、板を引きずっているなどの欠陥はより目立つ。
Dグレード宝石検査基準
- 介在物や砂穴などの重大な欠陥。
- エッジ・チッピング、オフセンター・キュレット、真円度の喪失、多板などの欠陥はかなり深刻で、尖っていなかったり多板であったりする現象が見られる。
➁ Eグレード宝石検査基準
割れ、ひび割れ、腐敗、不純物、泡、強い濁り、そして最も深刻なDグレードのものを指し、廃石とも呼ばれる。
(3) 市場の格付け方法
広西チワン族自治区の梧州市場における宝石の鑑定は、一般的に以下の方法を採用している(特別な要求がある場合は例外)。
AAA品:AAAグレード。
A級品:Aグレード、AAグレード、AAAグレード。
AB品:AグレードとBグレードはそれぞれ50%を占める。
上物合計:A、Bグレードが80%、Cグレードが20%。
下級品合計:A等級は10%、BおよびC等級は90%である。
BC グッズ:BグレードとCグレード。
セカンダリー・ストーン:Dグレード。
廃石:グレードE。
3.宝石クリーニング
宝石加工後、宝石表面に付着した油汚れや残留した宝石用接着剤を洗浄しなければならない。洗浄方法には様々な方法があるが、洗浄液の処方を設計する際には、ワーク表面に付着した接着剤などの汚れを除去できる洗浄液でなければならない。
一般的に使用されている洗浄方法を以下に記す。
(1) アルカリ洗浄法
ソーダ灰と水を1:10の割合で混ぜ、100℃に加熱する。加工した宝石をステンレスのカゴに入れ、ソーダ灰水に浸し、10分ほど煮沸してよく洗浄する。
(2) アルコール洗浄法
セラミック、プラスチック、またはガラスの容器に宝石製品を入れ、アルコールを注ぎ、接着剤が剥がれるまで宝石の表面を浸す。
(3) ティアナ洗浄法
洗浄する宝石を陶器のボウルに入れ、ティアナを注いで宝石を沈め、10~15分後にきれいな水で十分にすすぐ。