Video Pembentukan dan Penyelesaian Batu Permata Cabochon
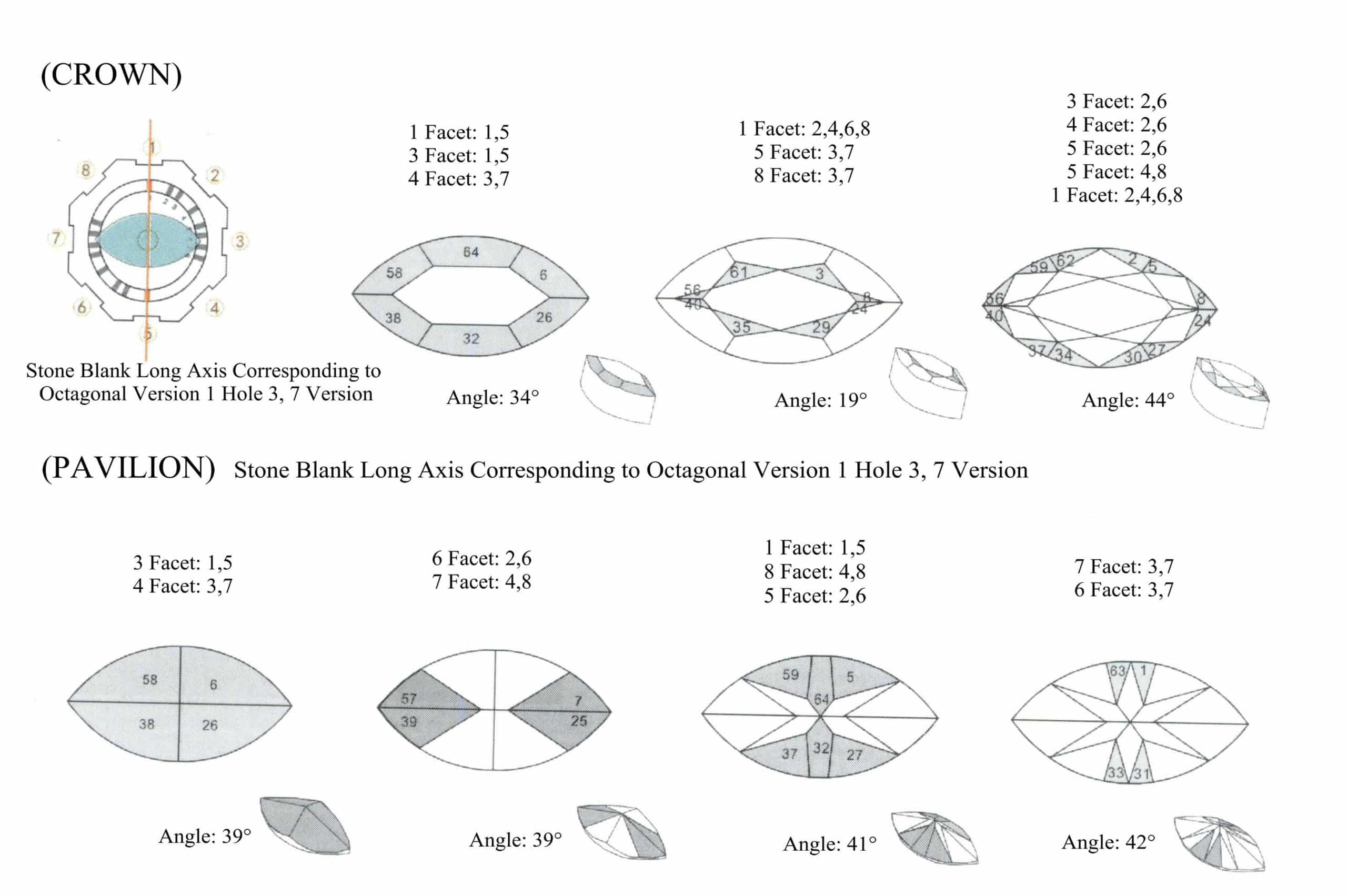
Video Pembentukan dan Penyelesaian Batu Permata Oval (Berbentuk Telur)
Video Pembentukan dan Penyelesaian Batu Permata Potongan Zamrud (Miring Persegi Panjang)
Tabel 5-1 Ikhtisar perbandingan input peralatan untuk tiga jenis umum batu kasar
Tabel 5-2 Tingkat ekstraksi per kilogram batu kasars
Tabel 5-3 Ikhtisar tingkat ekstraksi setiap batu kasar
Video Pengaturan Batu Lampu Alkohol
Video Pengaturan Batu Manual dan Faceting
Video Pengaturan Batu dan Faceting Semi-Otomatis
(1) Mesin Faceting Sudut Potong Tangan Sudut Biasa Ganda (Gambar 7-3)
Video Mesin Batu Permata Standar
Video Pemrosesan Tabel Batu Permata
(1) Dudukan dan Struktur Segi Delapan (Gambar 7-17)
Video Perakitan dan Pembongkaran Kunci Segi Delapan dan Lengan Robotik
Tabel 7-1 Tabel Konversi Sudut dan Ketinggian
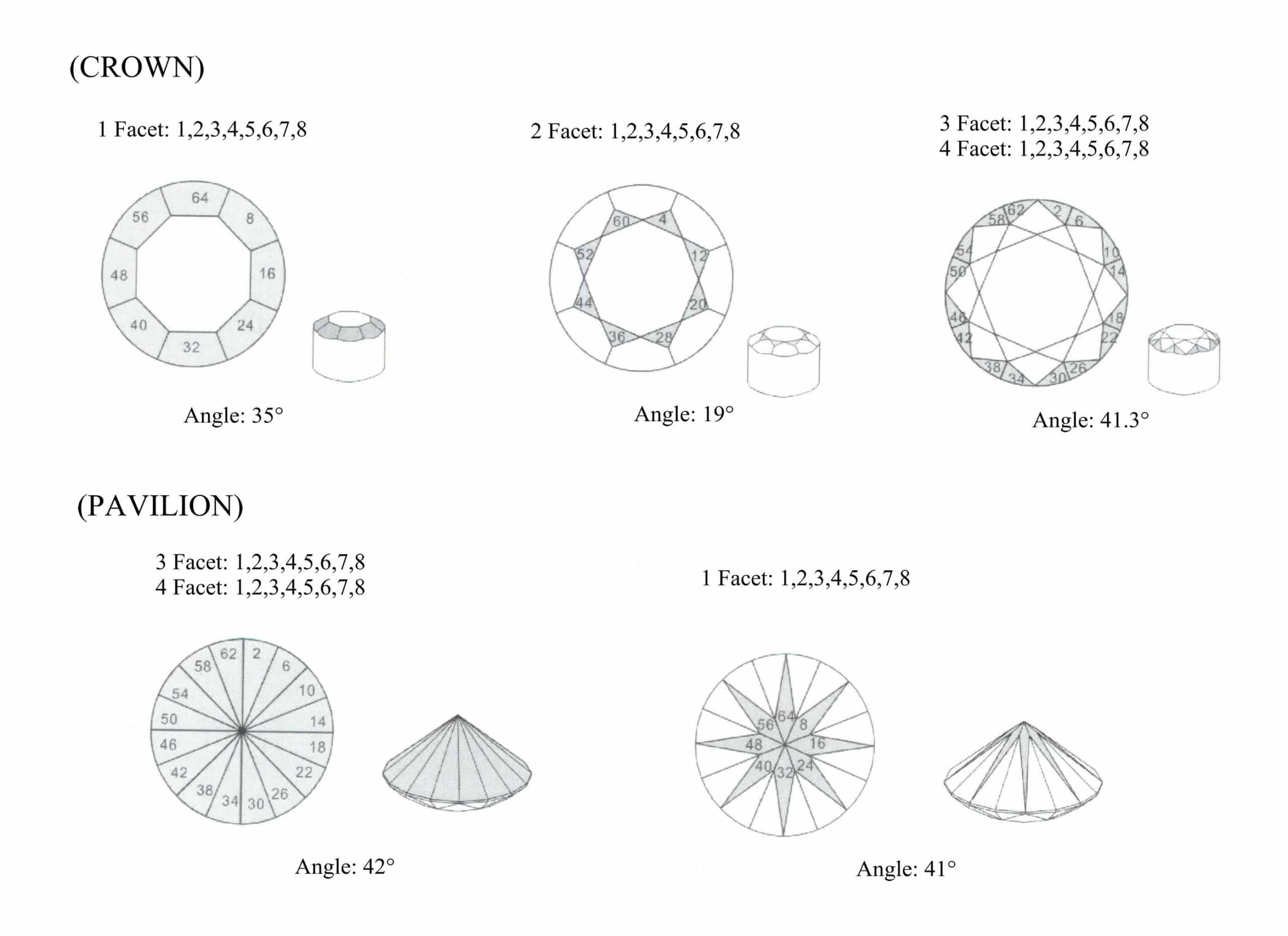
(1) Jenis Bor Bulat Standar (Gambar 7-22)
Video Lapping Paviliun Brilian Putaran Bulat Standar
Video Pemolesan Paviliun Brilian Bulat Standar
(1) Memotong dan Membentuk
Menurut persyaratan produksi, mesin pemotong pertama-tama digunakan untuk memotong bahan segitiga dan kemudian membentuknya pada mesin melingkar semi-otomatis untuk menghasilkan bahan kasar dengan ukuran yang diperlukan.
(2) Batu Perekat
Letakkan batang perekat batu permata yang dilapisi dengan perekat batu permata di bawah kompor Bunsen untuk memanaskannya, sehingga perekat batu permata terpanggang, meleleh, dan melunak. Kemudian, tempelkan bahan kasar batu permata ke batang perekat. Ukuran perekat pada batang dapat ditentukan berdasarkan ukuran gaya batu permata; untuk batu permata yang lebih besar, gunakan perekat yang lebih besar; untuk bahan kasar batu permata yang lebih kecil, gunakan perekat yang lebih kecil.
Setelah batu permata dipasang pada batang perekat, periksa apakah ada ketidaksejajaran, apakah garis tengah batu permata bertepatan dengan garis tengah batang perekat atau jika ada terlalu banyak perekat. Jika ada masalah yang muncul, maka harus segera diperbaiki.
(3) Pengukiran dan Pemolesan Batu Permata
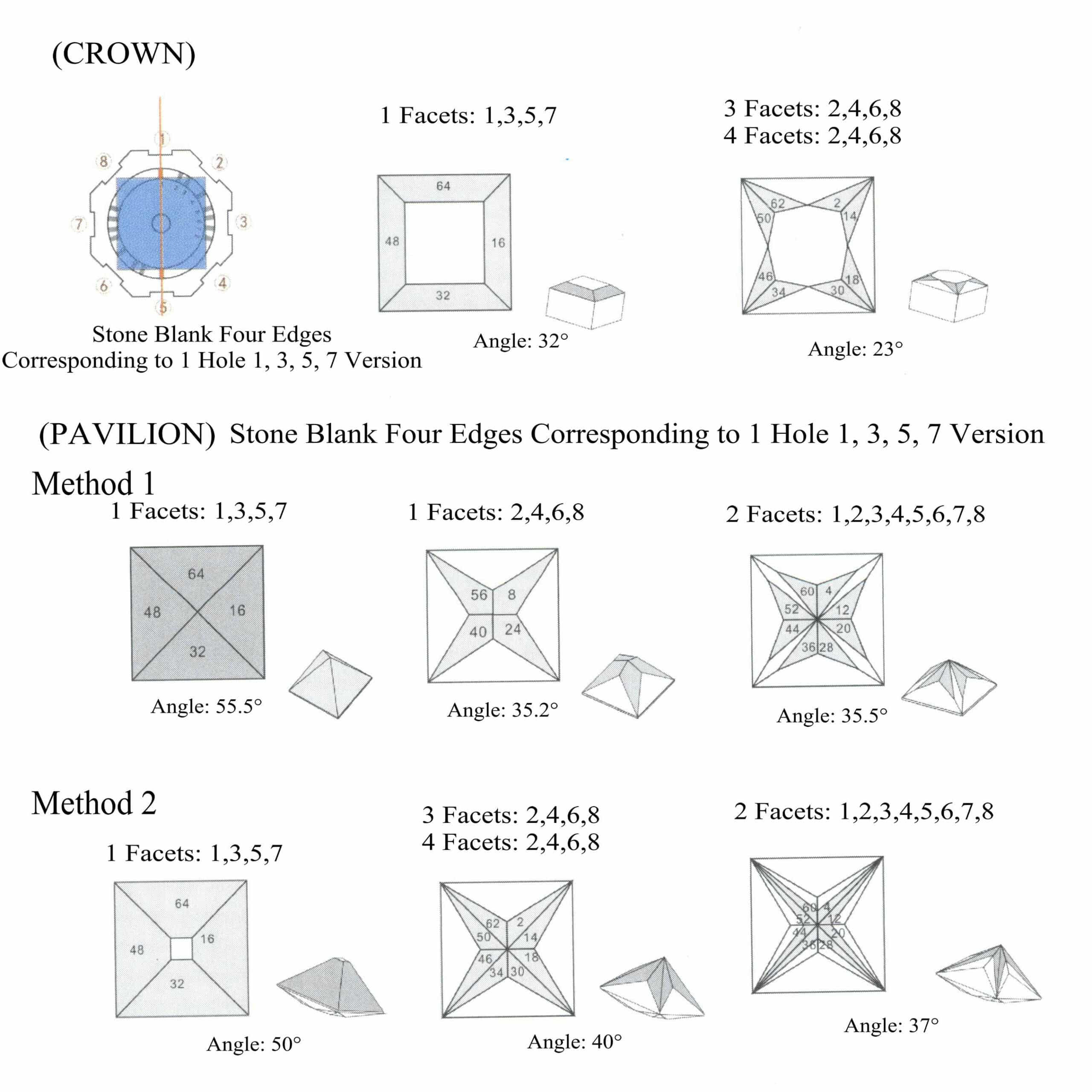
Setelah batu permata dipasang pada batang, bisakah Anda memasukkannya ke dalam lengan robot? Untuk mempercepat efisiensi pengukiran produk jadi, mesin batu permata standar digunakan untuk memproses permukaan datar dengan cakram gerinda 320 # sesuai dengan pola pengukiran mahkota berbentuk bor bundar. Pasang tongkat bubuk berlian 800 # pada chuck bor mesin cekung, nyalakan mesin utama dan motor mikro, dan pahat permukaan busur cekung kecil sesuai dengan pola ukiran melingkar pada mesin cekung. Selama pemrosesan, pastikan untuk menggunakan spons yang dibasahi air untuk pendinginan agar batu permata tidak retak karena panas selama pemrosesan.
Setelah menyelesaikan proses penggerindaan: gantilah dengan batang pemoles paduan seng, gunakan bubuk pemoles berlian dan ulangi proses penggerindaan untuk menyelesaikan pemolesan mahkota.
Setelah penggerindaan dan pemolesan mahkota batu permata selesai, batu permata dapat dilepaskan dari batang perekat, dibalik, dan dipasang kembali ke batang perekat untuk penggerindaan dan pemolesan paviliun.
(1) Penambahan Batu Permata Tunggal
Video Pemrosesan Batu Permata Tunggal CNC
Video Pemrosesan Batu Permata Tunggal Secara Manual di Pabrik
Video Pemrosesan Batu Permata Sepenuhnya Otomatis



































































































.png.webp)
.png.webp)