Doll Museum sorozat, gyűrött kézműves fülbevaló, sárgaréz, barokk gyöngyök, tengeri bambusz korall, cirkon stb.

Kézi lemezolló
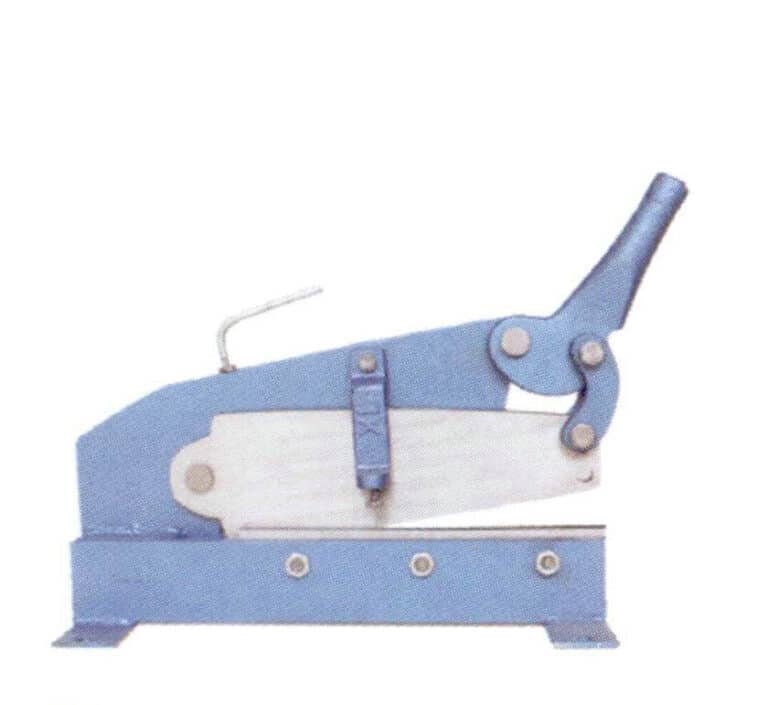
Kézi lemezolló

Pedálolló

Elektromos olló

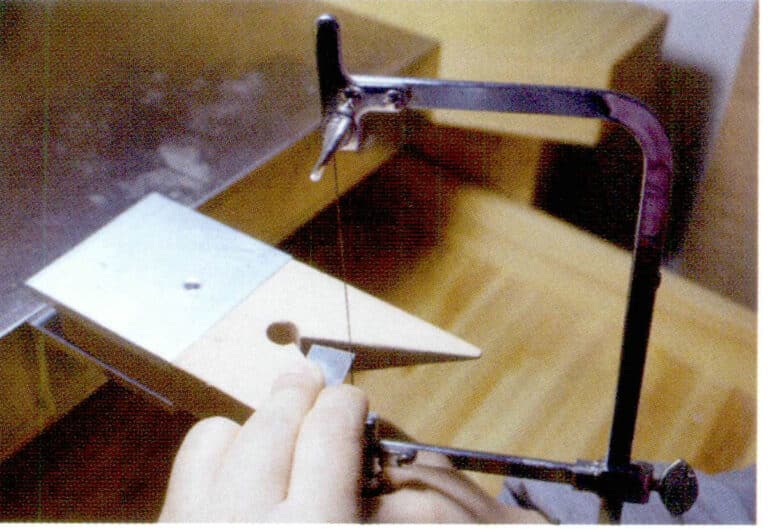
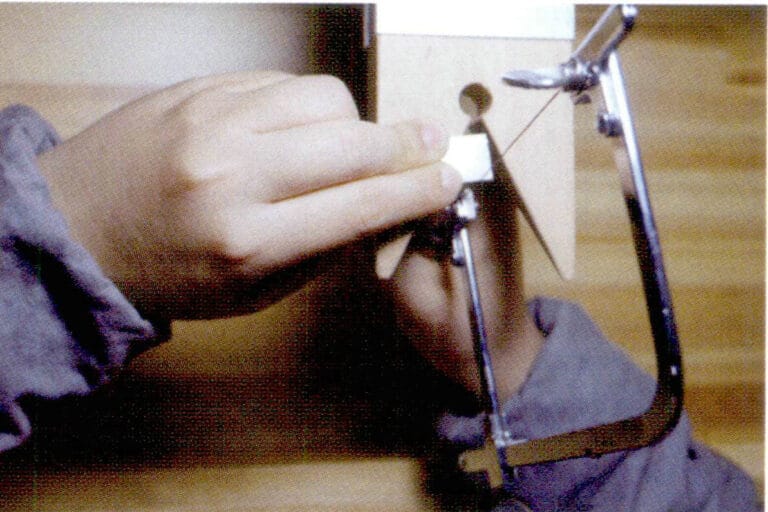

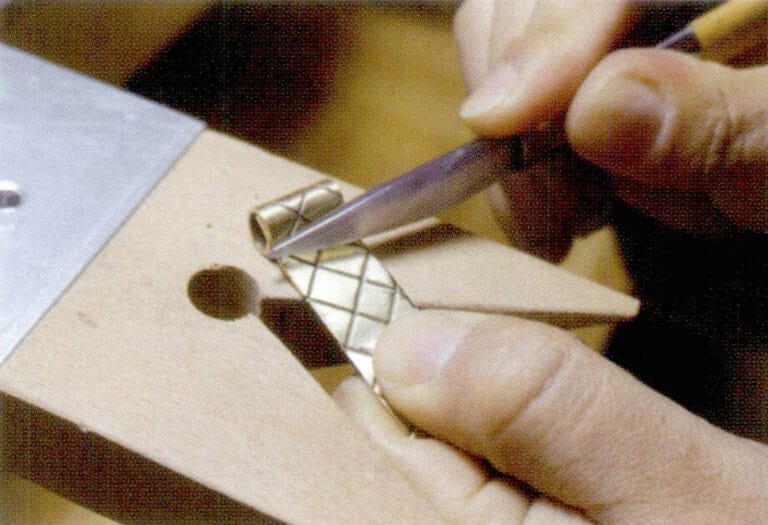
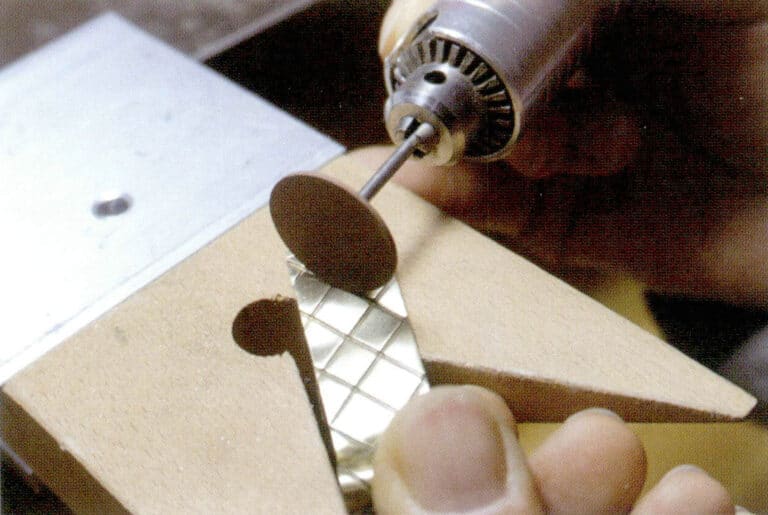
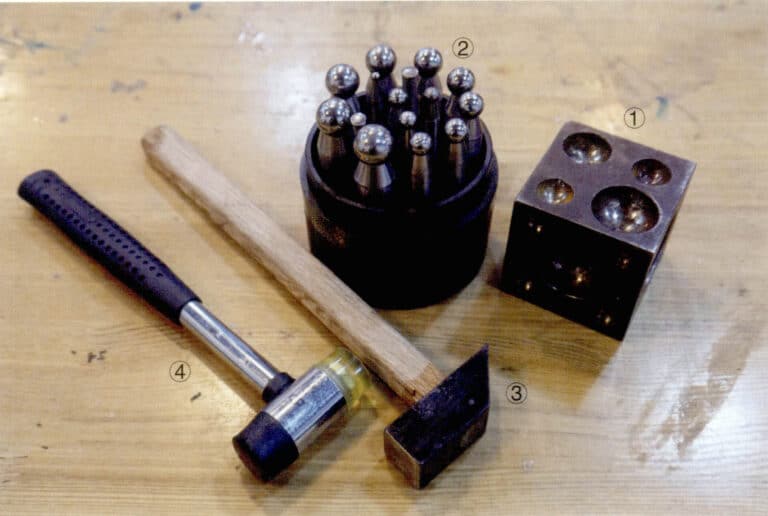
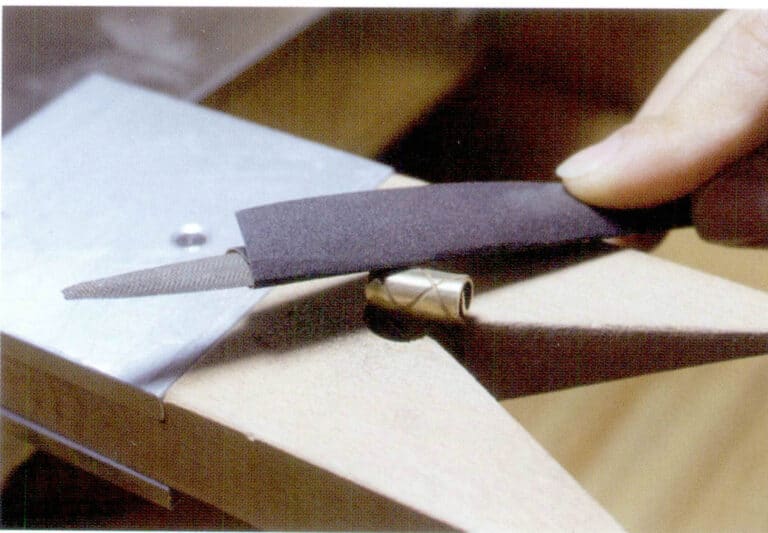
① Az egyik kezével tartsa a reszelőt, míg a másik kezével stabilizálja a fémet a munkapadhoz képest, ha a fémrész túl kicsi ahhoz, hogy ujjakkal irányítsa, a rögzítéshez használhat egy fa szorítót.
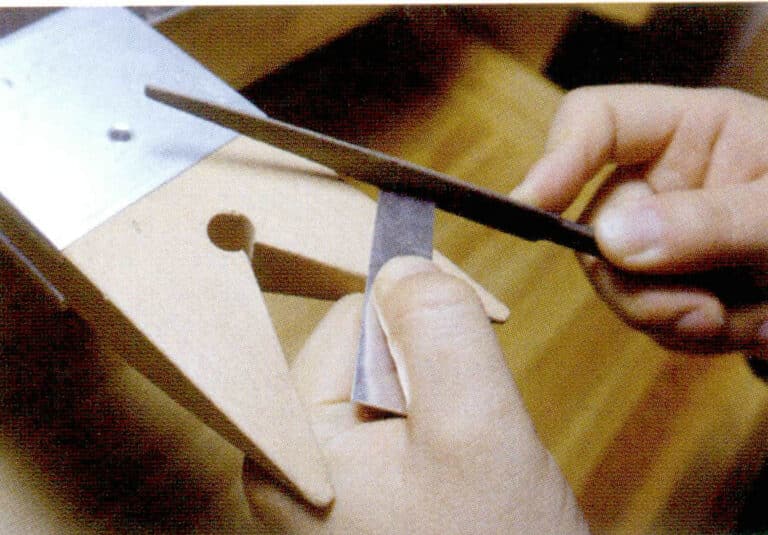
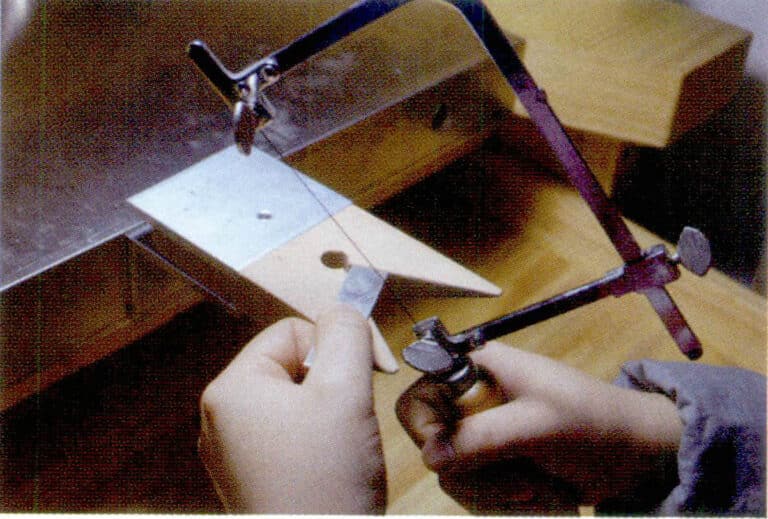
② Amikor reszelőt használ, próbálja meg fenntartani a vízszintes helyzetét, különösen egyenes vonalú reszeléskor; a reszelőnek és a reszelőfelületnek vízszintesnek kell maradnia a sima keresztmetszet eléréséhez.

③ Reszeléskor mindig egy irányba tolja előre a reszelőt, és amikor visszahúzza, kissé emelje el a reszelőt a tárgytól. Nem szükséges visszareszelni; a reszelő előre-hátra mozgatása nem eredményez sima felületet. A durvább reszelőt a tárgy gyors megformázásához használhatja, és később finomabb reszelőre válthat a korrekciókhoz, ami időt és energiát takarít meg.

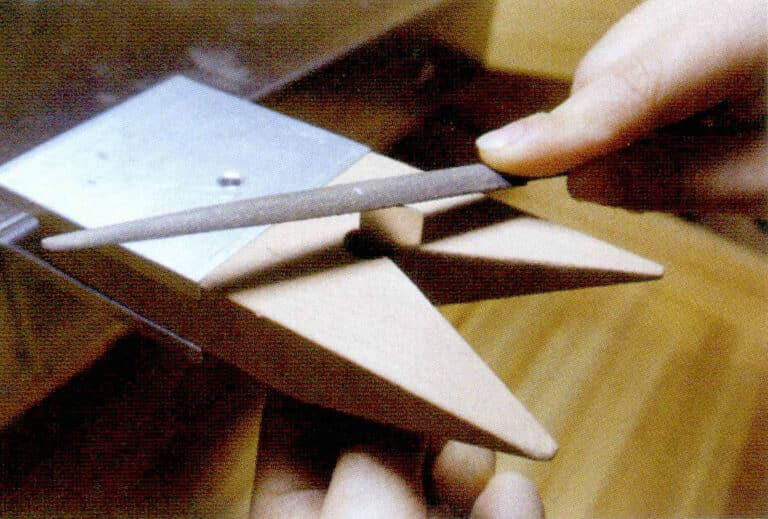
④ A félköríves reszelő használható ívelt fém alkatrészek reszelésére.

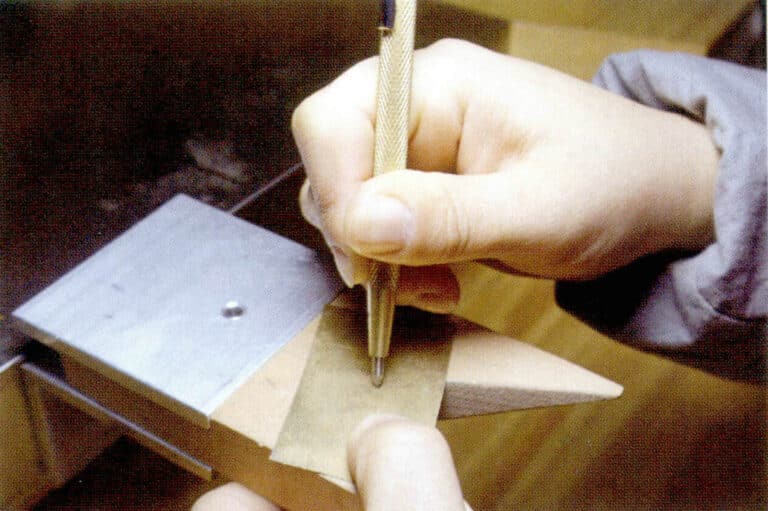
A fúrási pozíció megjelölése
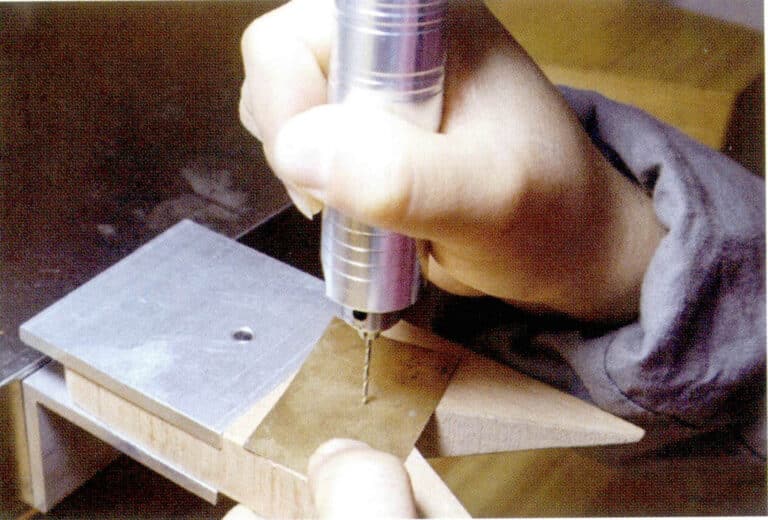
A fúrási pozíció megjelölése







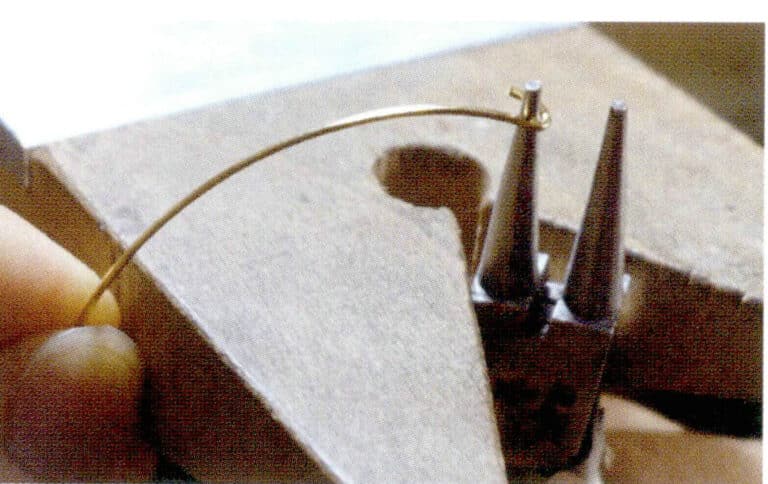
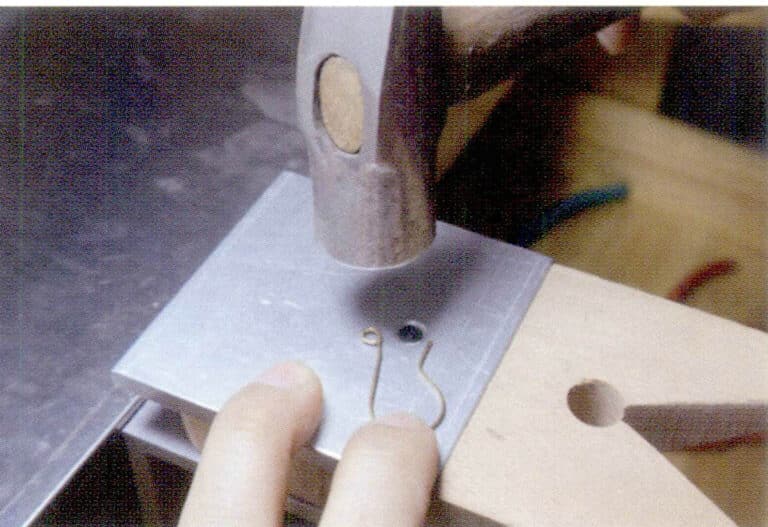
1. Vágjunk le egy darab fémhuzalt, és hajlítsuk meg az egyik végét egy körfogóval.
2. A fémhuzal másik végét tűfogóval hajlítsa függőlegesen 5 mm-rel felfelé.
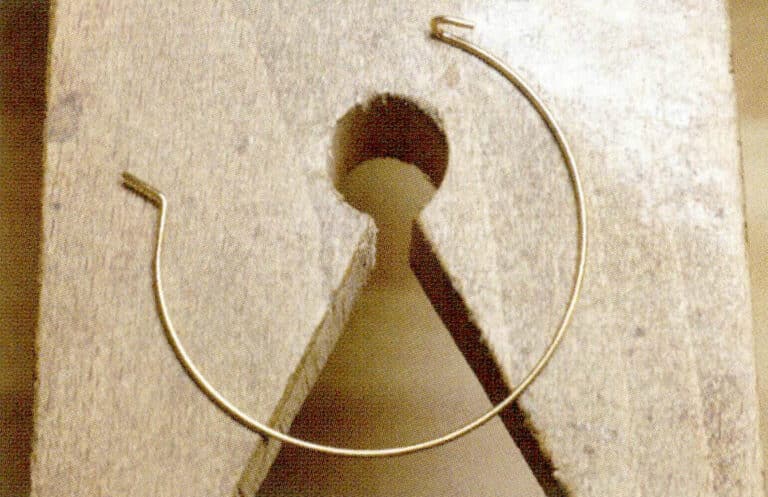
3. A fémhuzal két vége az ábrán látható, és ez a szerkezet lehetővé teszi, hogy a két vége szabadon nyíljon és záródjon.

4. Egy henger alakú tárgy segítségével állítsa a fémhuzalt tökéletes körré.
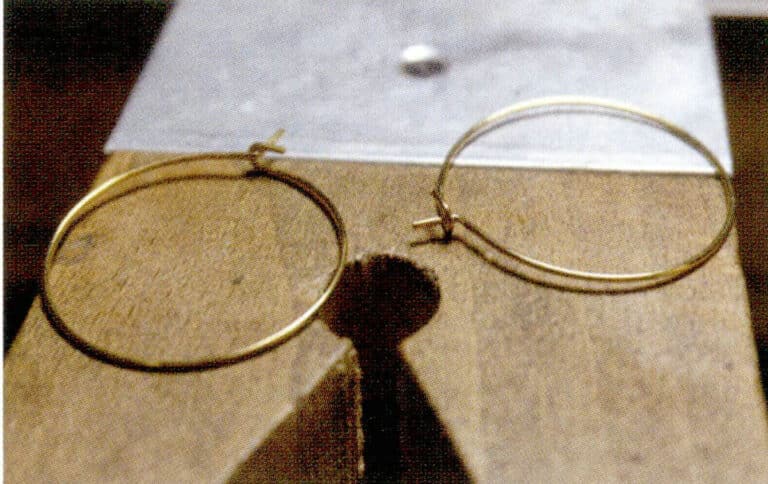
5. A fülbevalók elkészültek
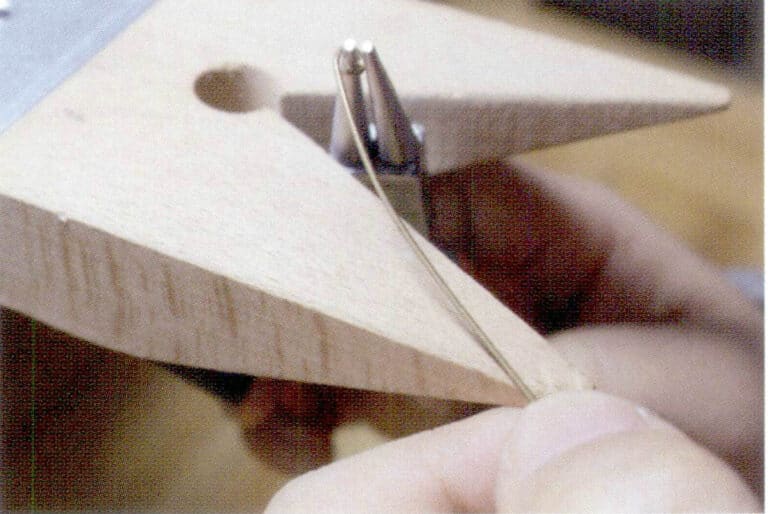
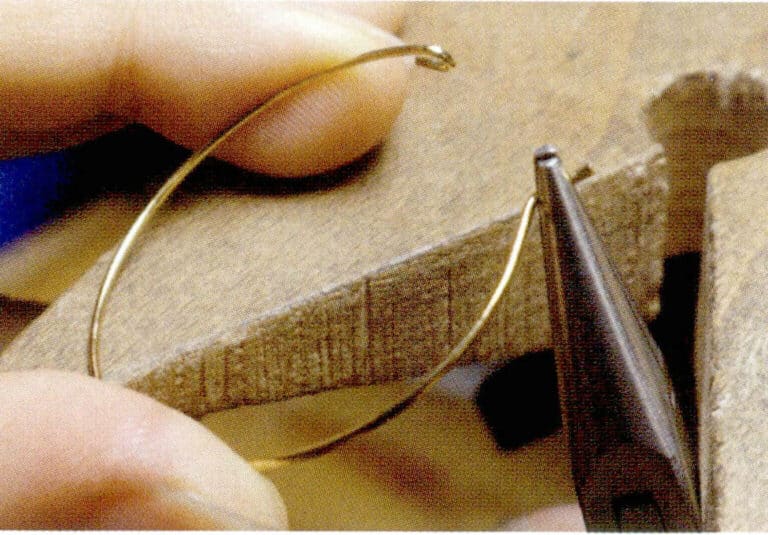
1. Vágjunk le egy megfelelő hosszúságú fémhuzalt, és kerekfogóval készítsünk egy kis hurkot az egyik végére.
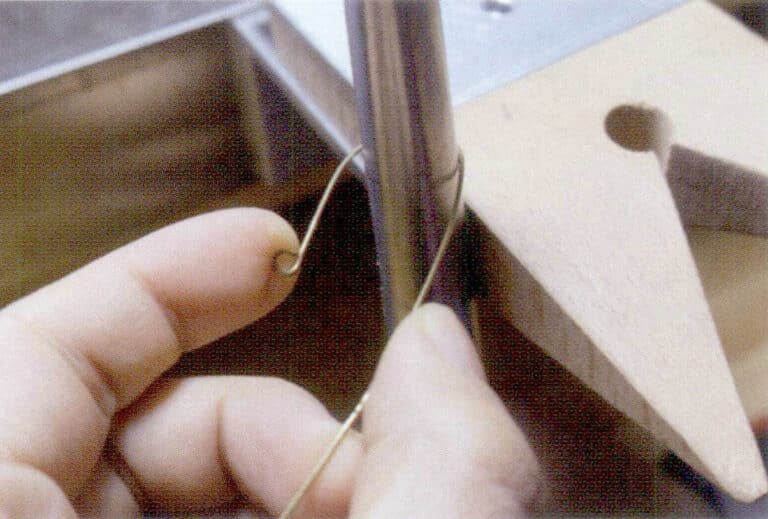
2. Egy kerek rúddal hajlítsa a fémhuzalt U alakúra.
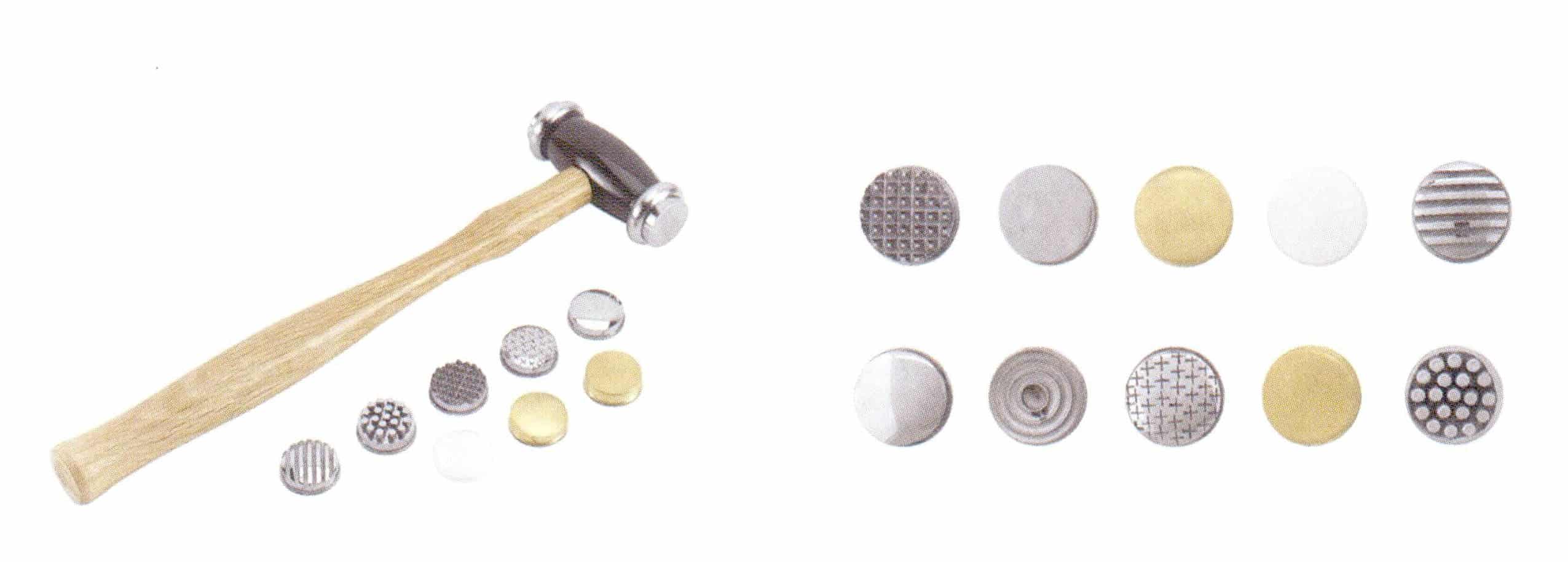
3. A fülhorog alakjának beállításához használjon laposorrú fogót, majd kalapáccsal finomítsa a fülhorog laposságát.

4. A fülkampó most már kész.

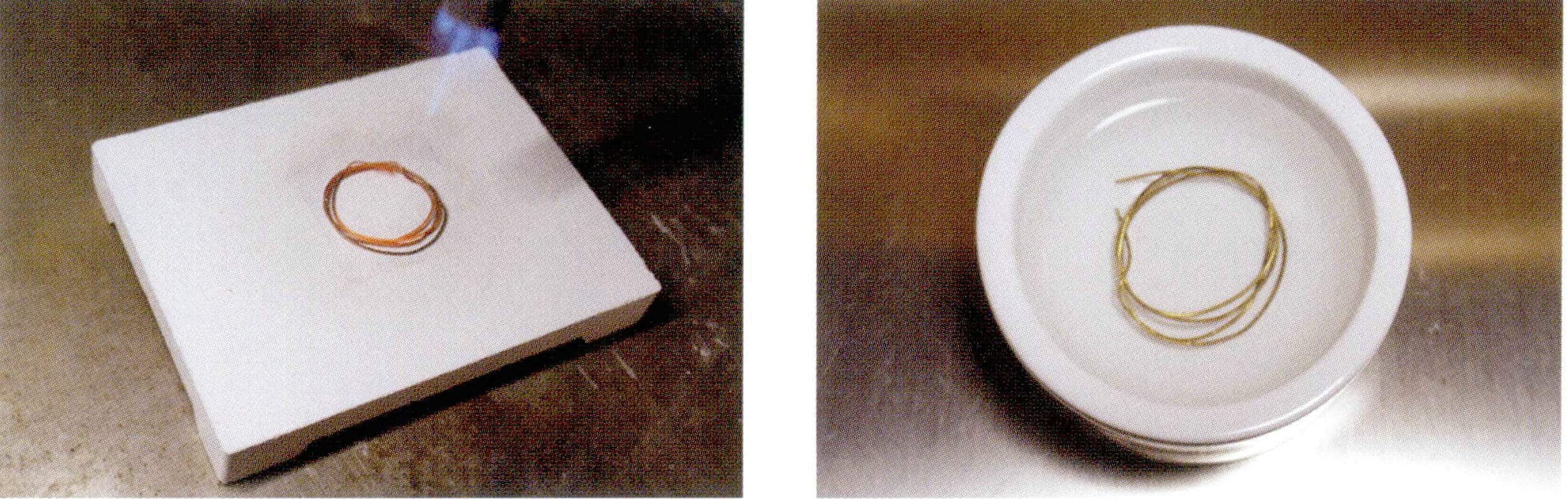
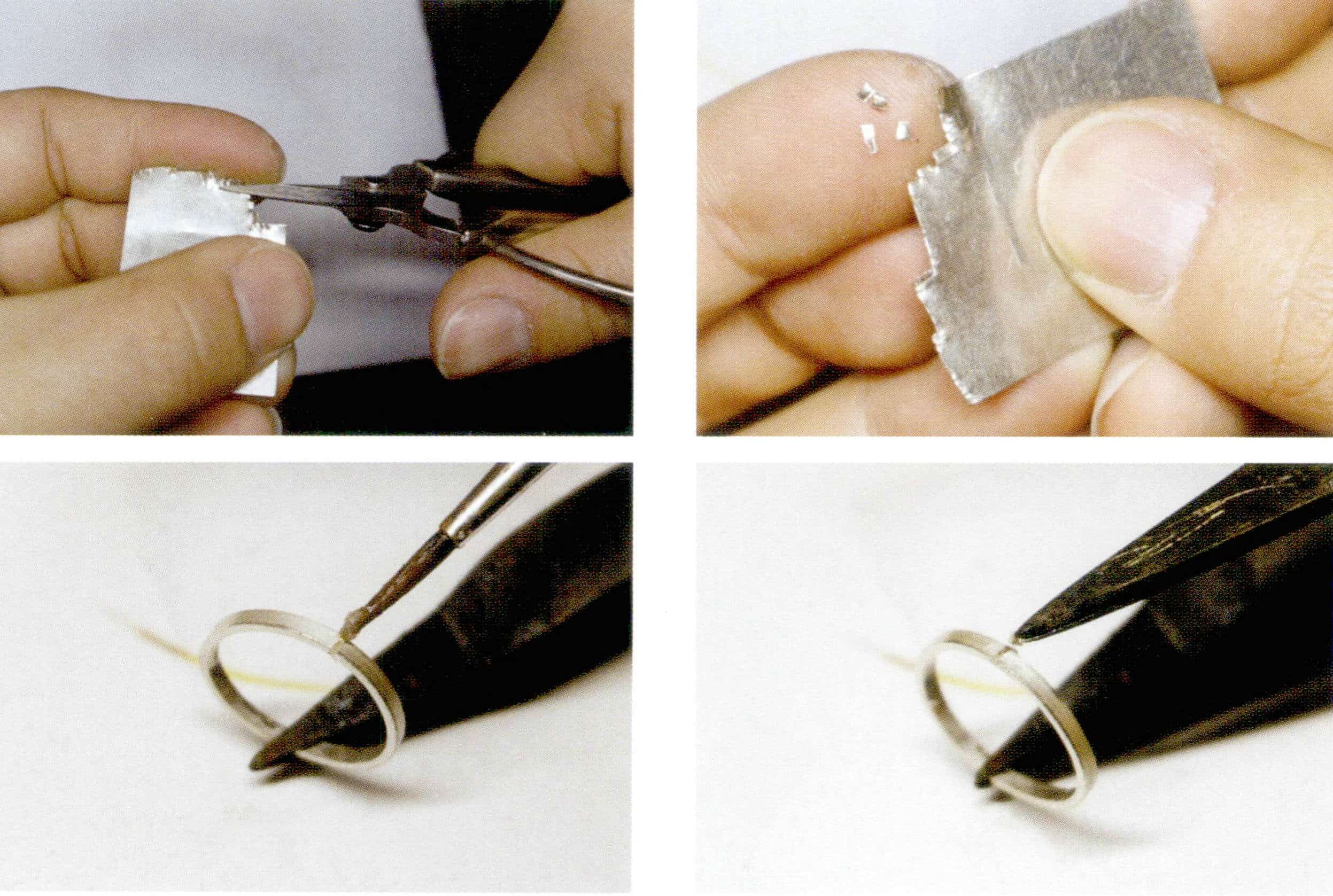
1. Tekerje a fémhuzalt egy hengeres tekercselőrúd köré, és húzza meg.

2. Vágja a felcsévélt fémhuzalt egyes nyitott gyűrűkre.
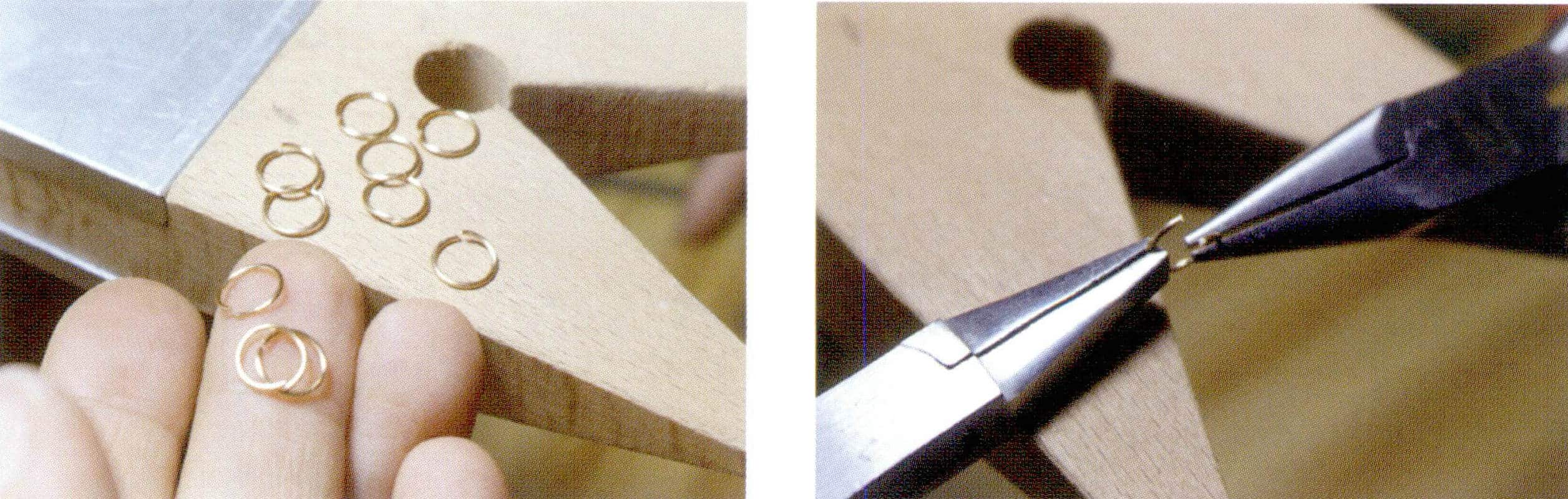
3. Mivel a fémhuzal spirálisan van felcsévélve, a vágott nyitógyűrű végei nem illeszkednek egymáshoz, és fogóval beállíthatók.

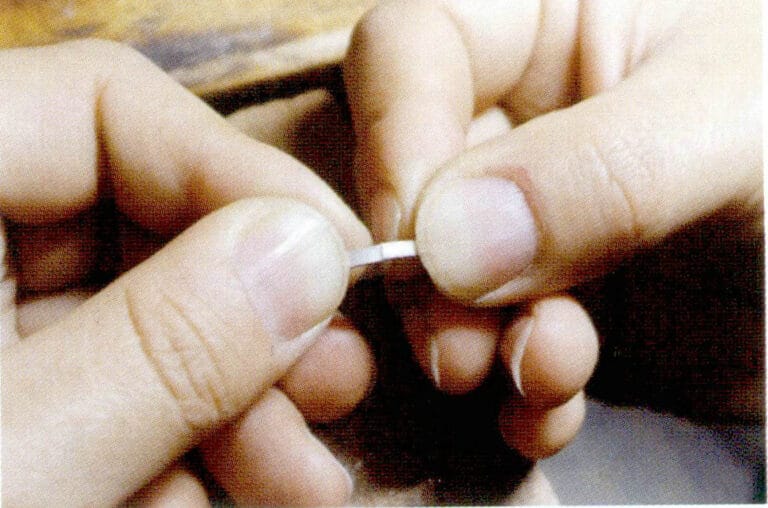
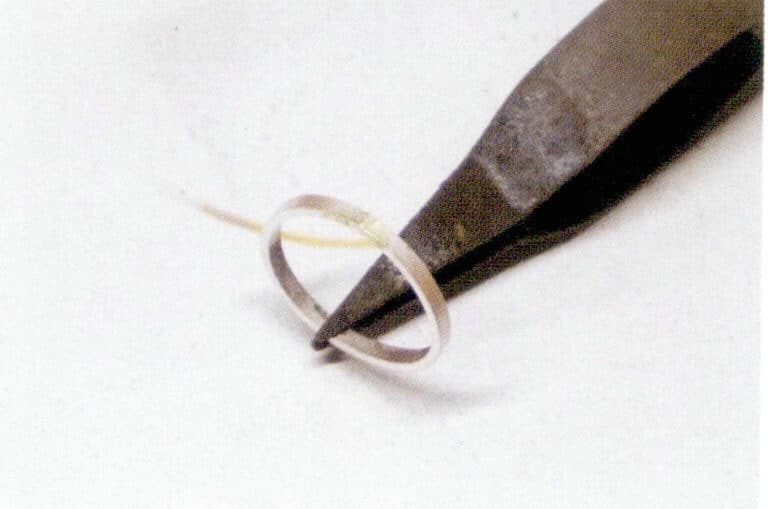
1. A fémlemez két végét laposfogóval szimmetrikusan, 90°-kal hajlítsa meg.

2. Hajlítsuk mindkét végét zárt félkörívvé.
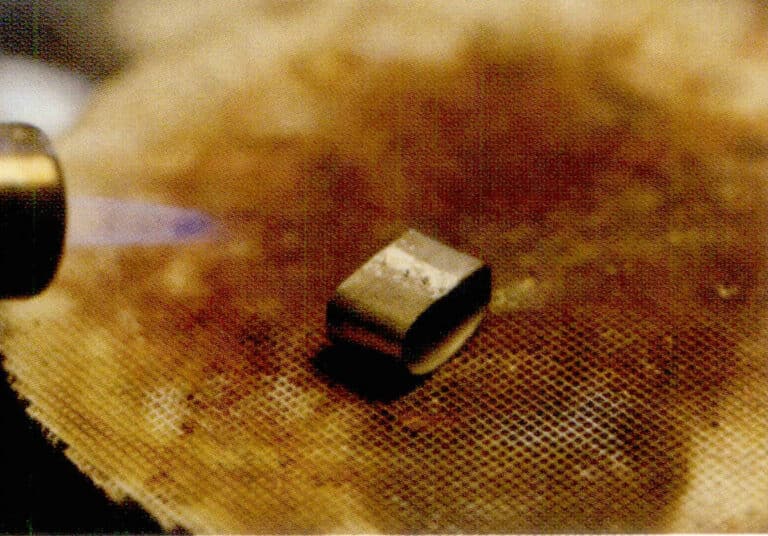
3. Hegessze össze a fémlemezek végeit.

4. A fémgyűrű formázásához használjon egy gyűrűdornt és egy fakalapácsot.

5. A termelés befejezése

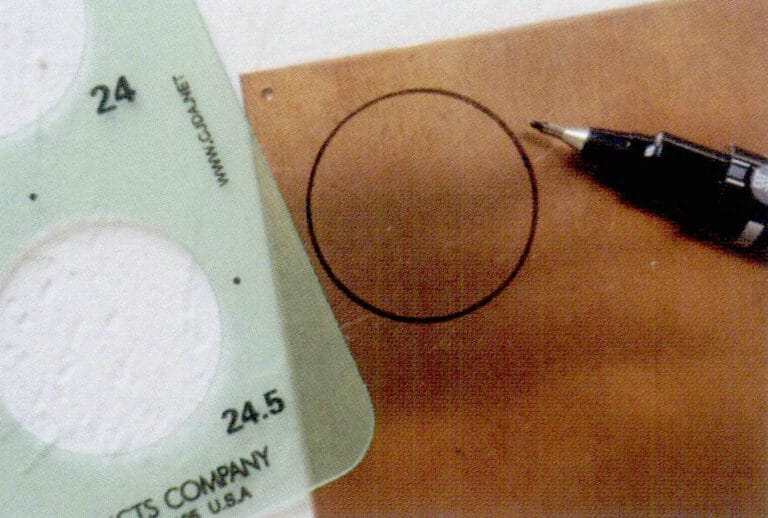
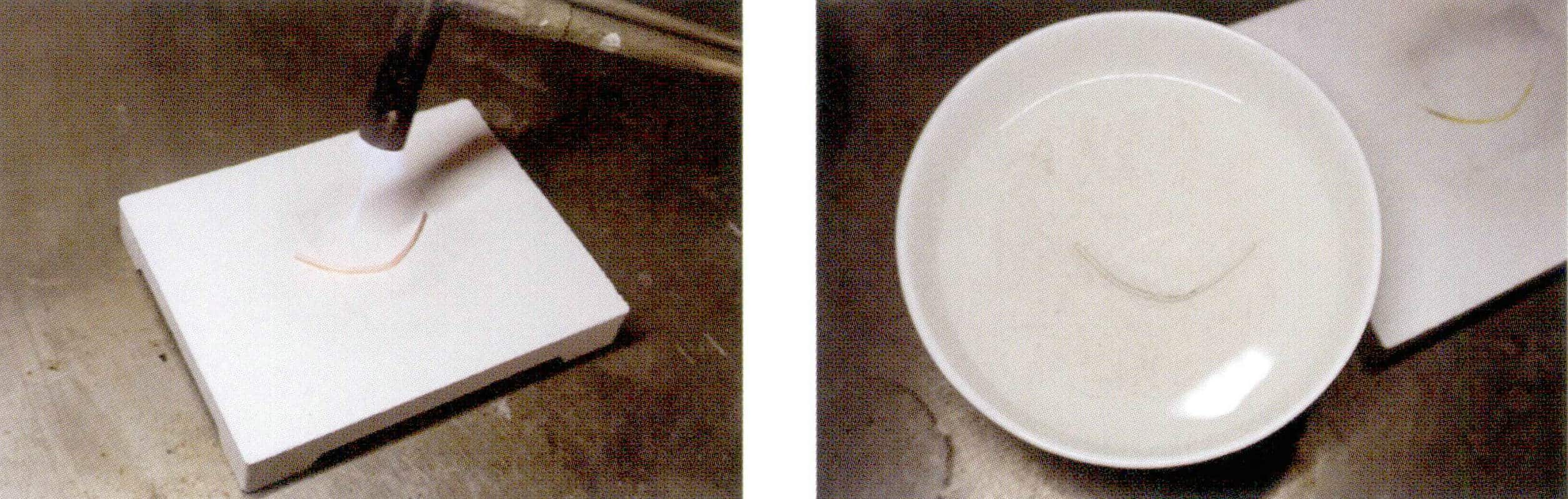
1. Egy mérővonalzóval rajzoljon egy tökéletes kört a fémlemezre.
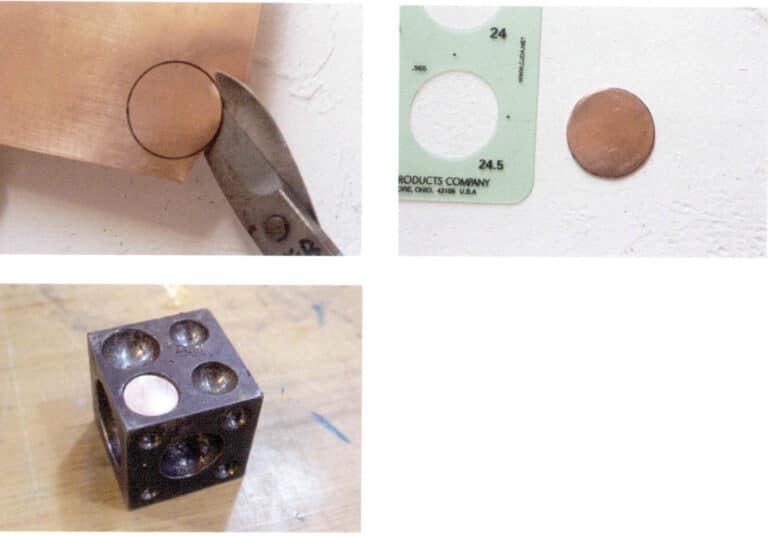
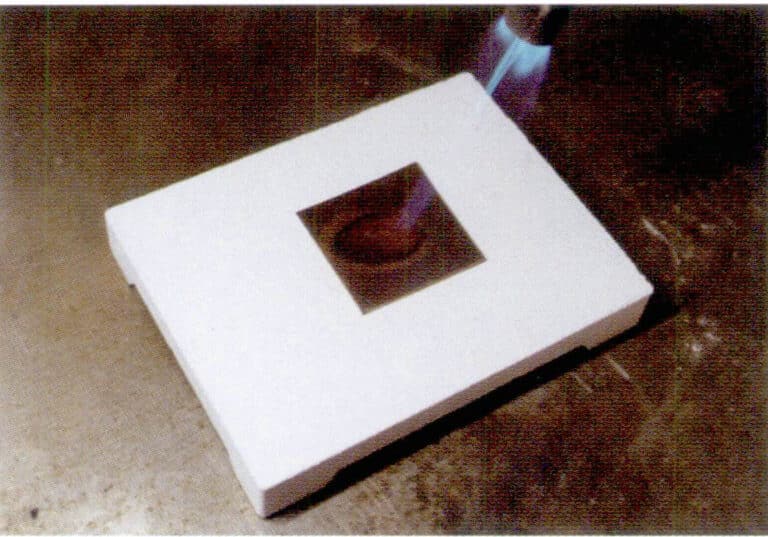
2. Vágja ki a fémlemezt, és helyezze egy olyan gödörbe, amelynek átmérője nagyobb, mint a kör.

3. Kalapáccsal ütögesse meg a lyukasztót, hogy a fémlemez benyomódjon.
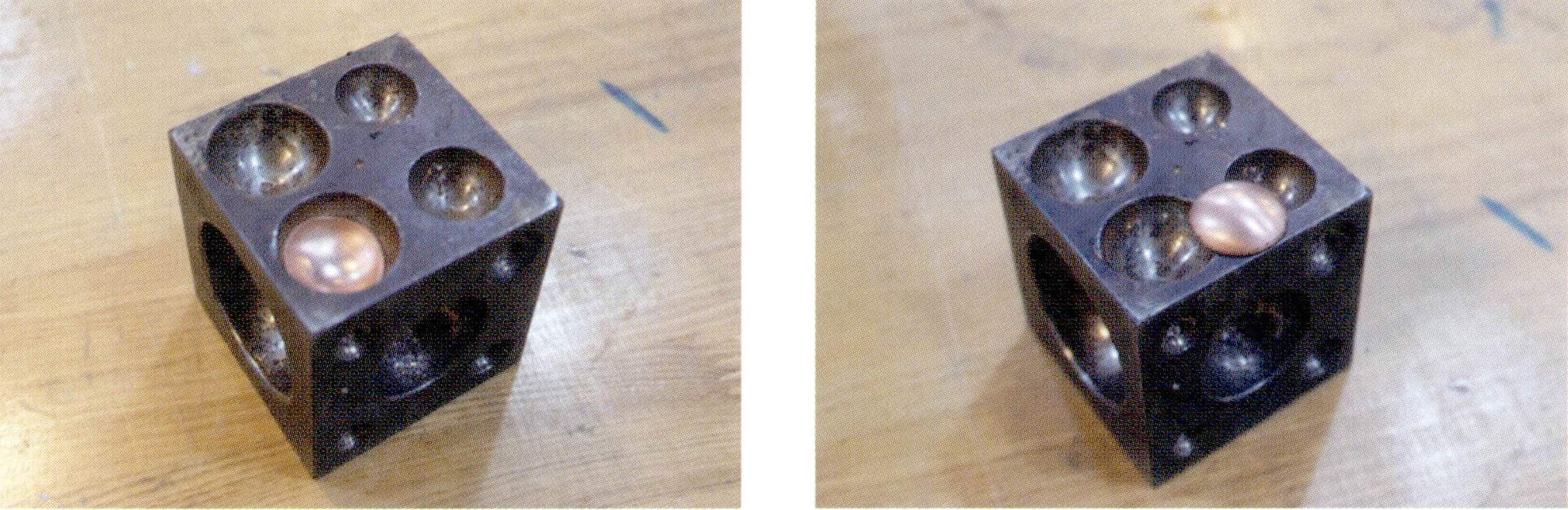
4. Fokozatosan váltson át kisebb lyukakra és dapping lyukasztókra, hogy létrehozza a félkör kívánt görbületét.
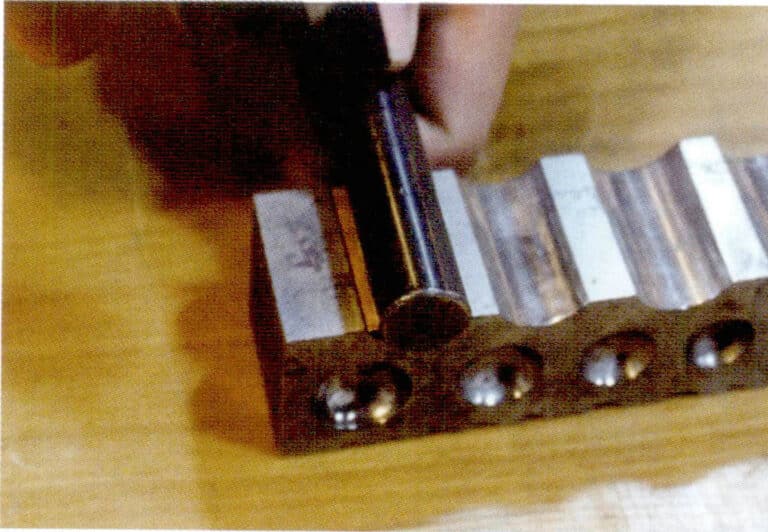
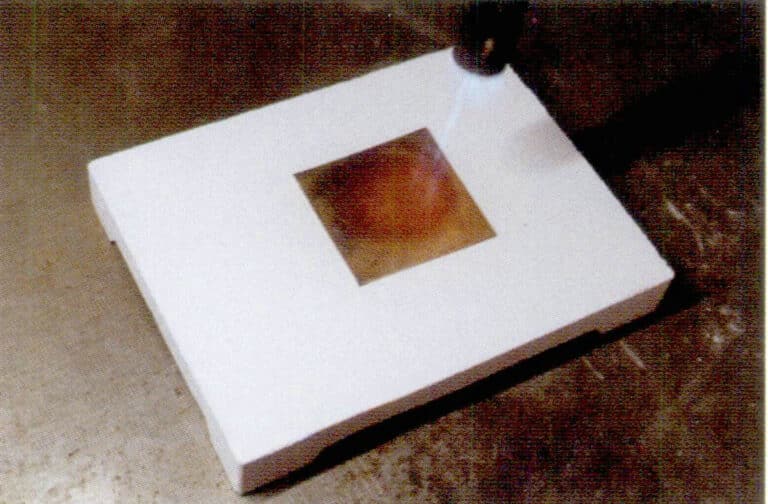
1. Helyezze a levágott fémlemezt a horonyba, és válassza ki a megfelelő lyukasztót, hogy vízszintesen a fémlemezre fektesse.

2. A kalapács a lyukasztóval ütögeti a fémlemezt, ami a fémlemezbe mélyedést okoz.
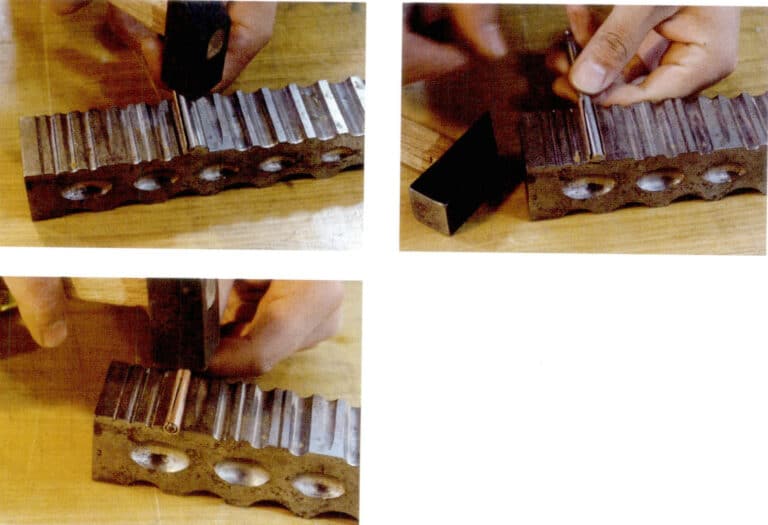
3. Fokozatosan váltson át keskenyebb hornyokra és dapping lyukakra, és folytassa a sztrájkot.

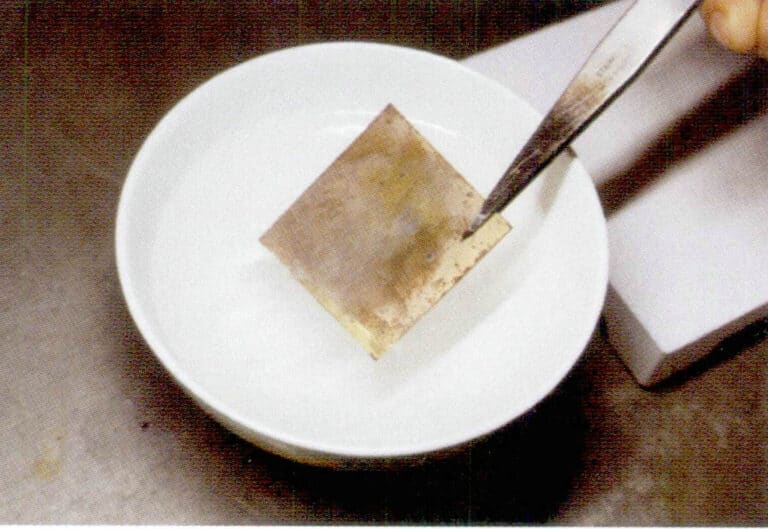
4. Egy gumikalapáccsal állítsa be a fémcső görbületét.
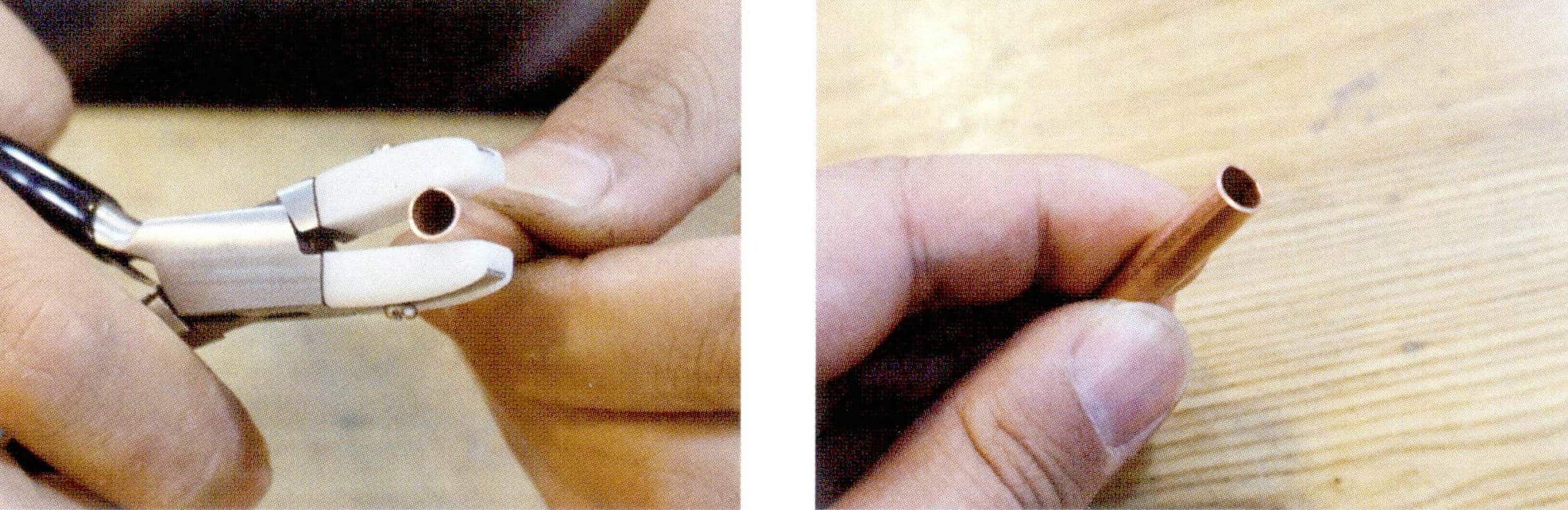
5. Laposfogóval szorítsa szorosan össze a fémcső mindkét végét, és reszelővel vágja le a cső mindkét végének keresztmetszetét; a kerek cső most már kész.

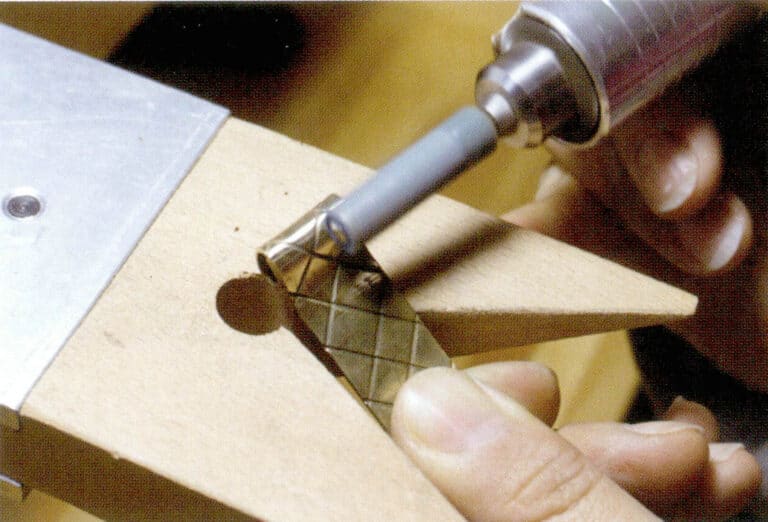

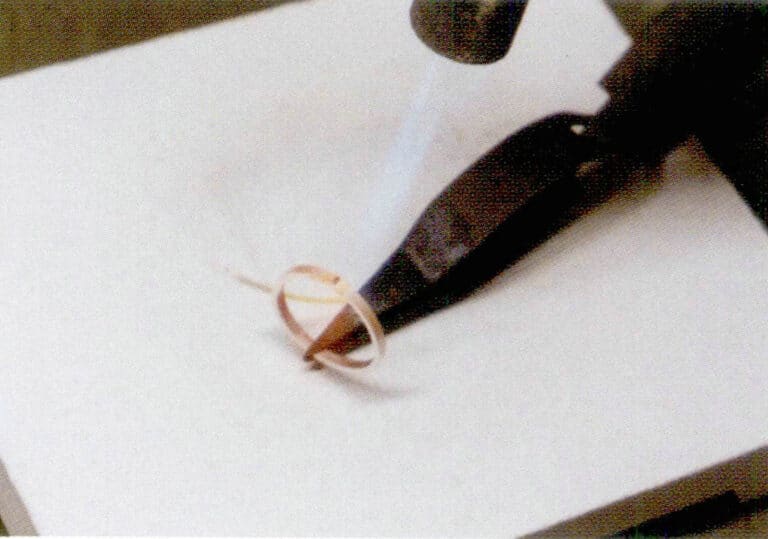
Függő csiszológép rézhuzalos seprővel polírozáshoz
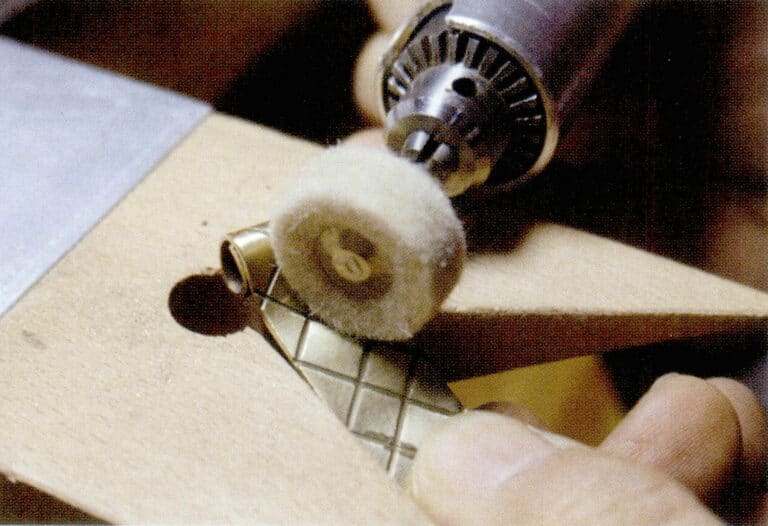
Függő csiszológép filctekercsekkel polírozáshoz

Porgyűjtő polírozó gép

Dupla fejű padpolírozó gép

Csiszolóanyag
Mágneses tumbler

Működő mágneses törőgép

Különböző típusú mágneses bukócsapok
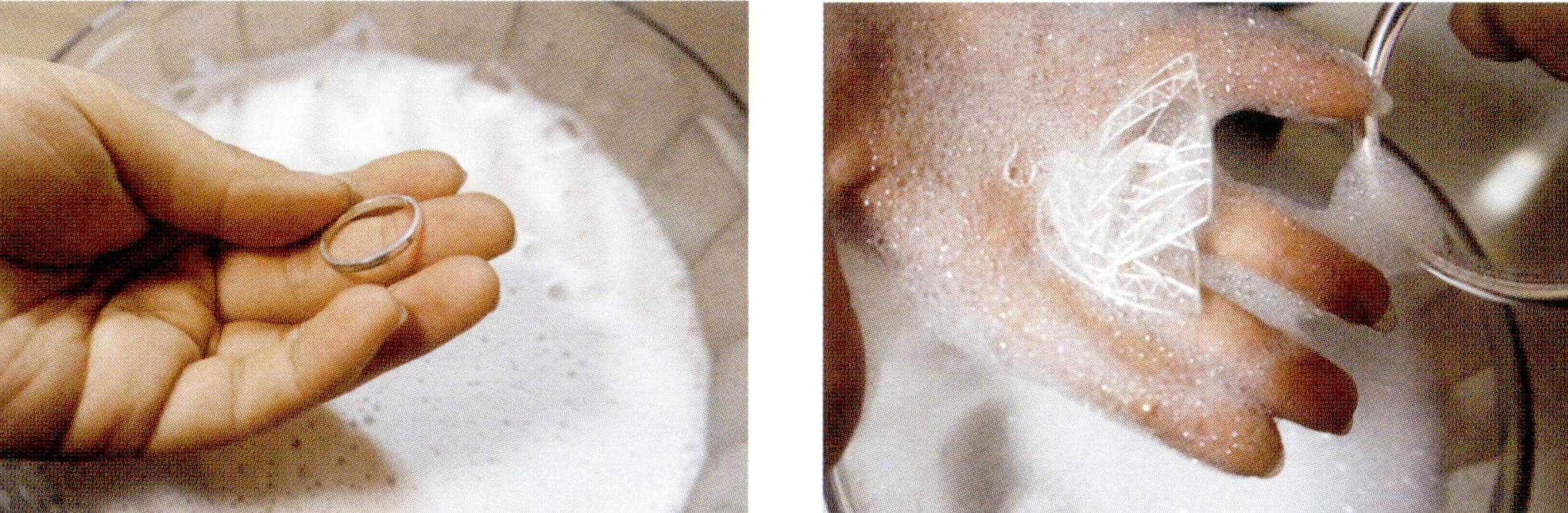
Mágneses tumbler polírozás ezüst ékszerek
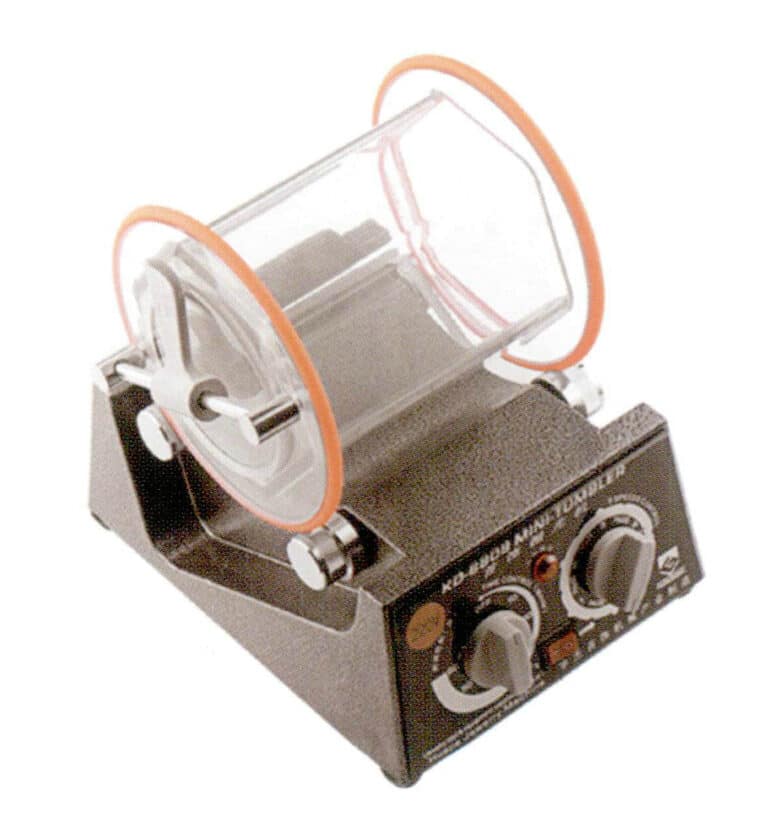
Rotációs tárcsázó

Speciális rozsdamentes acél gyöngyök rotációs tumblerhez (különböző modellek)