Miten Sobling tarkastaa korujen raaka-aineiden laadun?
Korujen raaka-aineiden laadun tarkastus ja virheiden analysointi
Johdanto:
ekorujen valmistukseen tarvitaan erilaisia raaka-aineita ja apuaineita, ja niiden suorituskyky vaikuttaa suoraan korujen valmistuksen laatuun ja tuotantokustannuksiin. Siksi on välttämätöntä valvoa tiukasti raaka- ja apuaineiden tarkastusta tuotannossa, jotta vältetään epäpätevien materiaalien syöttäminen.
Kaiken kaikkiaan korujen valmistuksessa käytettävät materiaalit sisältävät pääasiassa jalometallimateriaaleja, kuten kultaa, hopeaa, platinaa ja palladiumia; täytettyjä seosmateriaaleja erilaisten karaattiseosten valmistukseen; jalokivimateriaaleja, kuten timantteja, rubiineja, safiireja ja jadea; apumateriaaleja, joita käytetään useissa pääprosesseissa, kuten korujen päämuottien valmistuksessa, korujen valussa, kivien kiinnityksessä, viimeistelyssä ja kiillotuksessa sekä galvanoinnissa, joista joillakin on suora vaikutus korutuotteiden laatuun.

Sisällysluettelo
Jakso Ⅰ Jalometalliraaka-aineiden laadunvalvonta
Päämuotin laatutarkastuksen pääasiallinen sisältö käsittää muodon, koon, painon, rakenteen, pinnanlaadun, valukappaleen kourun jne.
Osa 1. Puhdas kultakimpale
Kulta on yksi yleisimmin käytetyistä raaka-aineista jalometallikorujen valmistuksessa. Yritykset ostavat yleensä puhtaita kultakimpaleita jalostuslaitoksilta, jalometallitoimittajilta jne. valmistaakseen materiaaleja, kuten 24 karaatin kultaa, 18 karaatin kultaa ja eri karaatin kultaa.
1. Puhtaiden kultaharkkojen puhtausvaatimukset
valmistaa materiaaleja, kuten 24 karaatin kultaa, 18 karaatin kultaa ja eri karaatin kultaa.
Puhtaiden kultakimpaleiden puhtaus on perusta kultakorujen hienovaraisuuden takaamiselle. Vuonna 1999 American Society for Testing and Materials (ASTM) julkaisi standardin ASTM B562-95, "Standard Specification for Refined Gold", ja tarkisti sitä vuosina 2005 ja 2012. Standardissa määritellään puhtaiden kultanugettien epäpuhtauksien sallittu pitoisuusalue, kuten taulukossa 4-1 esitetään, ja se on ainoa standardi, jota käytetään erittäin puhtaille kultanugeteille. Niistä luokka 99,5% tarkoittaa vähintään 99,5%:n kultapitoisuutta; 9995 tarkoittaa vähintään 99,95%:n kultapitoisuutta ja niin edelleen.
Puhtaan kullan 99,5%-luokan osalta on testattava vain vähimmäiskullan pitoisuus, joka on ainoa puhtausaste, joka edellyttää kultapitoisuuden mittaamista. Kultapitoisuus lasketaan erotusmenetelmällä muiden puhtaan kullan puhtausasteiden osalta. Puhtaassa 9995-kullassa on testattava viisi elementtiä, mukaan lukien hopea, kupari ja palladium, kolme elementtiä, joita käytetään yleisesti kullan seostamisessa. Kaksi muuta elementtiä ovat rauta ja lyijy, jotka ovat epäpuhtauksia ja voivat vaikuttaa vakavasti materiaalin käsittelyyn. 99,99%-kullassa on testattava paljon enemmän alkuaineita, kuten arseeni, vismutti, kromi, nikkeli, mangaani, magnesium, pii, tina jne. Kuitenkin 99,995% kultaa, arseenia ja nikkeliä on poistettu.
Taulukko 4-1 ASTM B562:n mukainen puhtaan kullan suurin sallittu epäpuhtauspitoisuus Nuggetit (kultakimpaleet)
Metallipitoisuuden yksikkö: x10-6
| Puhdasta kultaa Grade | 995 | 9995 | 9995 | 9999 |
|---|---|---|---|---|
| Sterling hopea | / | 350 | 90 | 10 |
| kupari | / | 200 | 50 | 10 |
| palladium | / | 200 | 50 | 10 |
| rauta | / | 50 | 20 | 10 |
| lyijy | / | 50 | 20 | 10 |
| pii | / | / | 50 | 10 |
| Magnesium | / | / | 30 | 10 |
| Arseeni | / | / | 30 | / |
| Vismutti | / | / | 20 | 10 |
| Tina | / | / | 10 | 10 |
| Kromi | / | / | 3 | 3 |
| Nikkeli | / | / | 3 | / |
| Mangaani | / | / | 3 | 3 |
Puhtaan kullan epäpuhtaudet jaetaan kolmeen luokkaan: metalliset, ei-metalliset ja radioaktiiviset epäpuhtaudet. Metalliset epäpuhtaudet on suhteellisen helppo analysoida. Platina on yleinen hivenaine puhtaassa kullassa. Sitä ei kuitenkaan ole mainittu standardissa, koska platina on arvokkaampaa kuin kulta eikä se haittaa kullan valmistuskykyä. Myöskään muita platinaryhmän alkuaineita, kuten rodiumia, ruteniumia, osmiumia ja iridiumia, ei ole lueteltu. Koska näiden alkuaineiden analysointi on vaikeaa, kallista ja siitä on vain vähän käytännön hyötyä. Siksi joskus valitaan yksi alkuaine kuvaamaan kyseisen alkuaineiden ryhmän määrää, kuten palladiumin käyttö platinaryhmän alkuaineiden indikaattorina. Kun palladiumin pitoisuus on korkea, muita platinaryhmän alkuaineita on testattava; kun taas pitoisuus on alhainen, testejä ei tarvitse tehdä. Happea, rikkiä ja klooria käytetään usein jossakin muodossa kullan puhdistuksessa. Ne voivat muodostaa ei-metallisia epäpuhtauksia, jotka jäävät puhtaaseen kultaan, mutta näitä tyypillisiä ei-metallisia alkuaineita ei ole lueteltu standardissa. Radioaktiiviset epäpuhtaudet, kuten uraani ja torium, voivat aiheuttaa turvallisuusongelmia koruissa, mutta niiden pitoisuudet ovat yleensä vähäisiä, eikä niitä ole lueteltu standardissa.
Siksi ASTM B562:ssa otetaan huomioon vain joitakin metalliosia mutta jätetään huomiotta monia muita. Tuotteen laadun varmistamiseksi valmistavat yritykset voivat pyytää, että nämä elementit luetellaan, kuten standardissa nimenomaisesti mainitaan, "ostaja ja myyjä voivat neuvotella tietyistä rajoitetuista elementeistä".
2. Puhtaan kullan epäpuhtauselementtien analyysimenetelmä Nuggetit
Puhtaan kullan kultaisten nugettien kultapitoisuus määritetään kuppausmenetelmällä, joka on varhaisin analyysimenetelmä. Tämän menetelmän tarkkuus riippuu useista tekijöistä, kuten testausympäristön olosuhteista, testauslaitteiston tarkkuudesta, testausmenetelmän soveltamisesta jne., mikä voi johtaa huomattaviin vaihteluihin saman näytteen tuloksissa samassa erässä; standardin kalibrointiarvo vaihtelee voimakkaasti ja on epävakaa; huono tarkkuus ja tarkkuus, muiden ongelmien lisäksi. London Bullion Market Association (LBMA) edellyttää, että kultajalostamoiden määritysominaisuudet ovat seuraavat: kun testitulos on vähintään 99,95%, sallittu virhe on ±0,005%; kun testitulos on alle 99,50% -99,95%, sallittu virhe on ±0,015%.
Puhtaan kullan epäpuhtauksien havaitsemiseen on käytettävissä useita tekniikoita. Yleisesti käytetty menetelmä on liuottaa kulta ensin ja analysoida sen jälkeen eri alkuaineiden pitoisuudet spektroskooppisilla analyysimenetelmillä, kuten atomiabsorptiospektroskopialla tai atomiemissiospektroskopialla tasavirtaplasman avulla. Induktiivisesti kytkettyjä plasmaspektrometrejä voidaan käyttää liuosanalyyseihin, ja joissakin tapauksissa niillä voidaan analysoida suoraan kiinteitä näytteitä ilman liuottamista. Sillä on kaksi etua: sillä vältetään havaitsemattomien epäpuhtauselementtien ongelma, jotka eivät liukene, ja kokeelliset lasitavarat ja reagenssit eivät vaikuta havaitsemistarkkuuteen. Näytteen liukenemisen välttämiseksi on olemassa myös muita menetelmiä, kuten massaspektrometrien ja röntgenfluoresenssispektrometrien käyttö, joista massaspektrometrit soveltuvat paremmin hivenaineiden havaitsemiseen erittäin puhtaista materiaaleista.
Vaikka kuparointi on tarkin menetelmä kultapitoisuuden havaitsemiseksi, sitä on lähes mahdotonta käyttää epäpuhtauksien havaitsemiseen puhtaista kultanugeteista, koska tässä menetelmässä jalometallit kerätään tietystä näytteestä, ne yhdistetään helmiksi ja sitten verrataan helmien painoa alkuperäiseen näytteeseen, mikä rajoittaa kaikkien jalometallien pitoisuuksien havaitsemista. Vaikka kuparikuvioinnilla voidaan määrittää, onko kultapitoisuus 99,5% tai 99. 9% tai jopa 99,99%, sillä ei voida määrittää, mitä epäpuhtauksia on läsnä ja missä määrin. Tämän vuoksi ASTM B562:ssa määritetään vain 99,5%:n vähimmäiskullan pitoisuus, kun käytetään kuppelointia; kun epäpuhtauspitoisuus on korkeampi, tärkeimpien epäpuhtauselementtien pitoisuus havaitaan ja loput oletetaan olevan kultaa. Kaikki tärkeimmät epäpuhtaudet on otettava huomioon; muutoin laskettu kultapitoisuus on virheellinen.
Edellä mainittuja havaitsemismenetelmiä käytetään pääasiassa puhtaiden kultakimpaleiden epäpuhtauselementtien keskimääräisen pitoisuuden analysointiin puhtaiden kultakimpaleiden tuottamiseksi. Useat havaitsemistekniikat soveltuvat paremmin koruja valmistaviin yrityksiin, erityisesti dispersiivisellä röntgenspektrometrillä (EDS) varustettu pyyhkäisyelektronimikroskooppi (SEM), joka voi keskittyä näytteen tiettyyn osaan paikallista havaitsemista varten. Jos koruissa on esimerkiksi vikoja, kuten murtumia tai kovia kohtia tietyillä alueilla, koettimet voidaan keskittää näihin alueisiin niiden koostumuksen analysoimiseksi. Tämä on erityisen käytännöllistä, koska monilla haitallisilla epäpuhtausalkuaineilla on taipumus erottua raerajoille, ristikon vääristymiskohtiin jne., jolloin epäpuhtausalkuainepitoisuudet ovat näissä kohdissa paljon keskimääräistä korkeammat, mikä voi johtaa tuotteen laatuongelmiin. Siksi koruja valmistavien yritysten on kiinnitettävä huomiota puhtaiden kultakimpaleiden kultapitoisuuteen ja oltava tietoisia siitä, että jotkin epäpuhtauksien hivenaineet voivat erottua toisistaan valuprosessin aikana, mikä johtaa hyvin korkeaan paikalliseen pitoisuuteen.
[Tapaus 4-1] Puhtaiden kultakimpaleiden koostumuksen analyysi.
Valitaan satunnaisesti eri jalostusvalmistajien tuottamia puhtaita kultakimpaleita ja käytetään hehkupurkauksen massaspektrometriä havaitsemiseen ja analysoidaan 17 erilaista metallielementtiä; tulokset on esitetty taulukossa 4-2.
Taulukko 4-2 Eri jalometallien jalostusvalmistajien tuottamien puhtaiden kultakimpaleiden analyysitulokset.
Valmistajat #1-8, Metallipitoisuuden yksikkö: x10-6.

Samasta jalostuslaitoksesta eri aikoina tuotettujen näytteiden epäpuhtauspitoisuudet analysoitiin ja havaittiin taulukossa 4-3 esitetyllä tavalla.
Taulukko 4-3 Analyysitulokset samassa jalostuslaitoksessa tuotetuista eri eristä puhdasta kultaa sisältävistä nugeteista.
Metallipitoisuuden yksikkö: x10-6

Vertailustandardin edellyttämä puhtausraja on sellainen, että vain 8 jalostuslaitosta 9:stä täyttää standardin vaatimukset, ja yhden yrityksen tuote on kelpuutettava, ja se sisältää 200 x10 prosenttia.-6 epäpuhtaudet. Hopea on tärkein epäpuhtaus, joka on paljon suurempi kuin muut epäpuhtaudet; 99,99%:n puhtaassa kullassa hopeapitoisuus vaihtelee 20 x10 %:n välillä.-6 70 x10-6; 9995 kultaa, hopea saavuttaa 120×10 %.-6, muut elementit alle 10 x 10-6, ja seuraavaksi eniten rautaa ja kuparia, noin 5 x10 %.-6, lyijy noin 1 x10-6ja loput noin 1 x 10-6 alkuaineita ovat muun muassa palladium, pii ja platina. Saman jalostuslaitoksen tuottamien puhtaiden kultakimpaleiden epäpuhtauspitoisuus vaihtelee enemmän tai vähemmän eri aikoina. Sen vuoksi koruyritysten tulisi puhdasta kultaa nugetteja ostaessaan asettaa etusijalle hyvän pätevyyden omaavien jalostusyritysten valinta.
3. Puhtaiden kultakimpaleiden epäpuhtauksien vaikutus
Jotkut epäpuhtaudet, kuten lyijy, vismutti ja arseeni, jotka ovat puhtaassa kullassa, heikentävät vakavasti kullan suorituskykyä. Sen sijaan muut komponentit, kuten pii, rauta jne., aiheuttavat joskus myös haitallisia vaikutuksia.
3.1 Lyijy
[Tapaus 4-2 ] 18 karaatin valkokultaisten korujen haurasmurtuma

Vian kuvaus:
Eräs tietty koruyritys on valmistanut 18 karaatin valkokultaisia koruja jo vuosien ajan. Jonkin ajanjakson aikana erien laatuongelmia ilmeni. Kun korut oli valettu ja muotoiltu, ne murtuivat pienestä voimasta kiinnitys- tai upotusprosessin aikana, ja murtumismorfologia oli kuvan 4-1 mukainen. Tätä ongelmaa ei ollut esiintynyt aiemmin. Tehdas kokeili erilaisia ratkaisuja, kuten täytettyjen seosten vaihtamista, ruiskun vaihtamista, valulämpötilan säätämistä jne. mutta ongelma piti ratkaista tehokkaammin.
Tuotantotutkimus:
Murtuman morfologian perusteella valussa ei ole selviä kutistumisreikiä tai löysyyttä, mikä osoittaa, että murtuma ei johdu lujuutta alentavasta riittämättömästä tiheydestä; murtumapinnalla ei ole muokattavaa muodonmuutosta, mikä on tyypillinen hauras murtuma. Siksi tuotantoprosessin olosuhteita tutkittiin. Tehdas käytti tarkkuusvalua kipsimuottien avulla; renkaassa oli kaksi kimmoketta, kipsin lämpötila valun aikana oli 650 ℃, metallinesteen kaatolämpötila oli 1040 ℃, ja kipsimuotti jäähdytettiin ilmalla 15 minuuttia ennen sammuttamista. Ainesosia sulatettaessa käytettiin 50% vanhaa kultaa ja +50% uutta kultaa, ja vanhaa kultaa käytettiin kolmannen kerran. K-valkokultaisten korujen valussa tehtaan käyttämät edellä mainitut tuotantoprosessin olosuhteet ovat suhteellisen vakiomuotoisia, eikä niiden pitäisi aiheuttaa erän haurastumista. On arveltu, että metallimateriaaliin on saattanut sekoittua haitallisia epäpuhtauksia.
Uuden kullan alkuperää tutkittaessa havaittiin, että kiireellisten tuotantotarpeiden vuoksi pieneltä jalostuskauppiaalta oli aiemmin ostettu pieni määrä puhtaita kultakimpaleita, joiden mukana oli röntgenfluoresenssispektrianalyysin tulos, joka osoitti, että kullan puhtaus oli 99,99%. Koska röntgenröntgenspektrianalyysi on pinta-analyysi ja hivenaineita on haastavaa analysoida tarkasti, on suositeltavaa, että tehdas ottaa pienen määrän puhdasta kullanäytettä kuppianalyysia varten analyysikeskuksessa. Tulokset osoittivat, että puhtaan kullan nugettien lyijypitoisuus saavutti 110 x10-6.
Syyanalyysi:
Lyijy on yksi kullan haitallisimmista alkuaineista, joka vaikuttaa suoraan sen työstettävyyteen. Jo vuonna 1894 todettiin, että liian pieni lyijypitoisuus haurastuttaa kultaa. Tämä johtuu siitä, että lyijy muodostaa välivaiheita, kuten Au:ta.2Pb AuPb2 AuPb3 jotka ovat faaseja, joilla on alhainen sulamispiste ja suuri hauraus, mikä heikentää merkittävästi metallin käsittelyominaisuuksia. Kuvassa 4-2 esitetty kulta-lyijyseoksen tasapainofaasidiagrammi osoittaa, että kun lyijypitoisuus saavuttaa tietyn tason, muodostuu tietyn koostumuksen välivaihe. Todellisissa tuotantoprosesseissa, vaikka kullan lyijypitoisuus olisikin minimaalinen, lyijyn alhaisen liukoisuuden ja kultaa paljon alhaisemman sulamispisteen vuoksi lyijy on altis segregaatiolle jäähdytys- ja jähmettymisprosessin aikana, jolloin se hylätään raerajoilla ja muodostuu klustereiksi.
Kun klustereiden lyijypitoisuus saavuttaa tietyn määrän, syntyy lyijypitoinen kulta-lyijy-välivaihe, joka heikentää materiaalin muovattavuutta. Lyijypitoisuuden kasvaessa kulta-lyijy-välifaaseja muodostuu enemmän. Kun lyijypitoisuus saavuttaa 600 x10-6, kuparia sisältäviä ja puhdasta kultaa sisältäviä seoksia ei voida valssata. Monet koruyhtiöt pitävät 50 x10-6 hyväksyttävän lyijypitoisuuden ylärajana

3.2 Vismutti
Vismutti on myös yksi kullan haitallisimmista alkuaineista, ja sen vaikutus kullan mekaaniseen jalostuskykyyn on verrattavissa lyijyn vaikutukseen. Kuvassa 4-3 on kullan ja vismutin binääriseoksen faasidiagrammi. Vismutti ei liukene lähes lainkaan kultaan. Jäähdytys- ja jähmettymisprosessin aikana vismutti erottuu ja kerääntyy raerajoille muodostaen kulta-vismutti-väliainefaaseja, jotka vaikuttavat merkittävästi kullan muovattavuuteen ja aiheuttavat haurasmurtuma-alttiita tuotteita.
3.3 Rauta
Raudan merkitystä kullassa olisi tarkasteltava kahdesta näkökulmasta. Toisaalta se voi toimia seosaineena. Euroopassa on käytetty rautaa sisältäviä kultaseoksia. Muiden seosaineiden kanssa yhdistämällä muodostuneet kultaseokset voivat saavuttaa kauniin sinisen väriefektin, kun niitä hapetetaan keskilämpötilassa pitkään. Viime vuosina rautaa on kokeiltu myös valkaisuelementtinä K-valkokultaisten materiaalien valmistamiseksi.
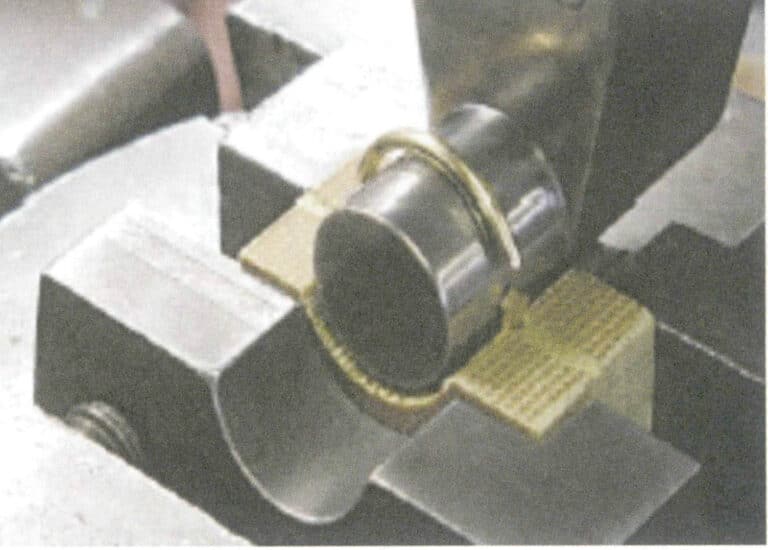
Toisaalta rauta vaikuttaa merkittävästi kullan valukykyyn. Kuvassa 4-4 on kullan ja raudan binääriseoksen faasidiagrammi. Termodynaamisesta näkökulmasta katsottuna rauta voi liueta puhtaaseen kultaan, mutta koska sen sulamispiste on huomattavasti korkeampi kuin puhtaan kullan, se aiheuttaa


Sitä ei ole helppo liuottaa kultaan. Oletetaan, että kulta sisältää 100 x10-6 rautaa. Tällöin on vaikea saavuttaa tasaista koostumusta, mikä johtaa segregaatioon valussa ja niin sanottuun "hard spot" -virheeseen, kuten kuvassa 4-5 on esitetty.

(David J. Kinneberg et al., Gold Bulletin, 1998).
3.4 Pii
Kuvasta 4-6 nähdään, että pii on lähes liukenematon kultaan. Kun piipitoisuus on yli 200 x10-6 , Au-Si eutektiset piifaasit muodostuvat raerajoille, kuten kuvassa 4-7 on esitetty, ja niiden sulamispiste on vain 363 ℃, ne ovat hyvin hauraita ja alttiita kuumahalkeilulle. Piin haurausvaikutus liittyy seoksen kullan ja hopean kokonaismäärään. Kullan ja hopean kokonaismäärän kasvaessa seoksen joustavuus vähenee ja hauraus lisääntyy, kun piipitoisuus ylittää tietyn kriittisen arvon. Toisin sanoen, kun kullan hienoainespitoisuus kasvaa, sallittu piipitoisuus pienenee. Kun 14K-kullan nimellinen piipitoisuus ylittää 0,175wt%, raerajoille syntyy piirikkaita faaseja. Kun piin määrä ylittää 0,05wt% 18 KY:ssä, se on altis haurastumaan.

3.5 Iridium
[Tapaus 4-3 ] Kovapistevirhe 18K valkokultaisessa sormuksessa
Vian kuvaus:
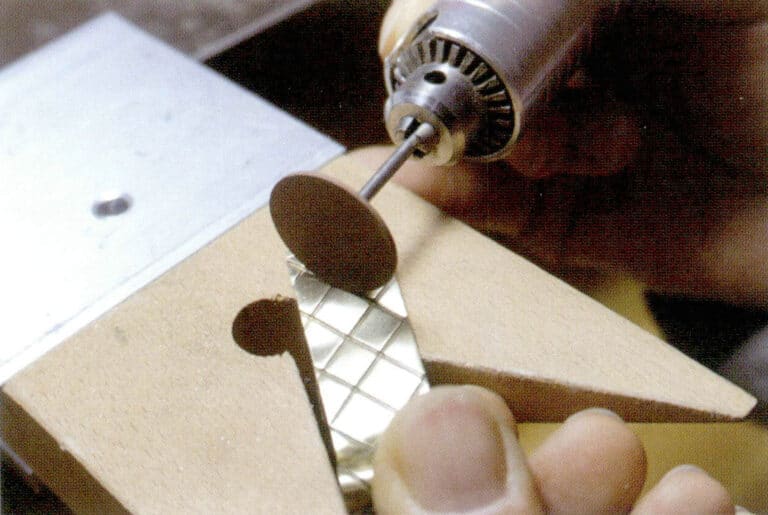
Kiillotuksen aikana pinnasta löytyi kovia pisteitä, jotka esiintyivät suurina yksittäisinä rakeina tai pesämäisinä pieninä rakeina. Työkappale on monimutkainen kiillottaa kirkkaaksi, ja siinä on paljon naarmuja, kuten kuvassa
Tuotantotutkimus:
Tehdas käyttää kahta muokkausmenetelmää, valua ja leimausta, joiden molempien tuotteissa on havaittu samanlaisia vikoja. Viat eivät ilmenneet ainoastaan kierrätysmateriaaleissa vaan myös vasta sekoitetuissa kultaseoksissa. Voidaan päätellä, että viat eivät liity muokkausmenetelmiin, vaan ongelman pitäisi olla metallimateriaalissa tai kullan sulatusmenetelmässä. Tutkinnassa havaittiin, että kulta sulatettiin sulatusuunissa, jossa oli suojakaasu, ja kullan sulatuslämpötilaa valvottiin riittävästi, joten sulatusmenetelmä ei ollut johtava syy.

(lähteestä David J Kinneberg et al., Gold Bulletin, 1998).

Syy olisi löydettävä metallimateriaalien menetelmästä. Tarkastettaessa metallimateriaalien valmistukseen käytettyjä puhtaita kultakimpaleita ja täytettyjä seoksia havaittiin, että käytetyt täytetyt seosmateriaalit olivat peräisin alkuperäisestä varastosta, joka oli ollut suhteellisen vakaa eikä siinä ollut aiemmin esiintynyt tällaisia ongelmia, kun taas puhtaiden kultakimpaleiden osalta ongelma ilmeni tämän kultaerän käyttämisen jälkeen, kun hiljattain ostettiin erän puhtaita kultakimpaleita. Tästä erästä puhdasta kultaa sisältävistä nugeteista otettiin näytteet, jotka analysoitiin kemiallisilla analyysimenetelmillä ja joissa havaittiin suhteellisen korkea iridiumpitoisuus, joka oli 0,03wt%.
Juurisyyanalyysi:
Iridiumilla on erittäin korkea sulamispiste, ja jos sitä ei käsitellä asianmukaisesti sulatuksen aikana, sen ei ole helppo liueta tasaisesti kullanesteeseen. Lisäksi iridiumin kiinteä liukoisuus kultaan on hyvin alhainen, ja nestemäisessä tilassa se on vielä alhaisempi. Korkean sulamispisteen iridium voi mieluiten saostua ja kasautua jähmettymisen aikana, mikä johtaa epätasaiseen jakautumiseen. Koska iridiumin kovuus on huomattavasti suurempi kuin kullan, pinnalle päästessään muodostuu kovia pisteitä tai kovien pisteiden ryhmiä, jotka aiheuttavat naarmuja ja komeetan pyrstöjä kiillotuksen aikana.
4. Kullan puhdistus
Kun puhtaassa kullassa tai kultaseosmateriaaleissa esiintyy liiallisia haitallisia epäpuhtauksia, materiaalit on puhdistettava. Kullan puhdistamiseen on olemassa erilaisia menetelmiä, ja niiden ensisijaiset prosessit ja ominaisuudet ovat seuraavat:
4.1 Sulauttamismenetelmä.
Tämä on suhteellisen vanha puhdistusmenetelmä. Amalgamointi on prosessi, jossa kultaa, elohopeaa ja vettä sekoitetaan ja jauhetaan jatkuvasti, kunnes kultahiukkasia ei enää ole jäljellä, jolloin muodostuu kullan ja elohopean metallinen yhdiste. Rikkipulveri sekoitetaan yhdistettyyn kultaan ja jauhetaan, sitten kuumennetaan ja paahdetaan ilmassa ylimääräisen elohopean haihduttamiseksi. Epäjalot metallit muodostavat ensin metallisulfideja ja myöhemmin metallioksideja. Kun nämä vaiheet on toistettu useita kertoja, materiaali sulatetaan Nuggeteiksi käyttäen booraksia sulatusaineena. Epäjalojen metallien oksidit reagoivat booraksin kanssa muodostaen heikosti sulavia aineita, jotka kelluvat nesteen pinnalla, kun taas puhdas kulta laskeutuu pohjalle.
Menetelmä soveltuu elohopean vangitsemien karkeiden kultahiukkasten käsittelyyn. Kullan puhtaus riippuu amalgaamioinnin ja rikastuksen perusteellisuudesta. Hyvin käsiteltynä kullan puhtaus voi olla yli 99%. Myrkyllisen elohopean käytön vuoksi tämä menetelmä on suurelta osin poistettu käytöstä.
4.2 Kuningasvesipuhdistusmenetelmä.
Puhdistettava raakakulta liuotetaan kuningasveteen, ja pieni määrä suolahappoa kuumennetaan ja lisätään useita kertoja, kunnes keltaista kaasua ei enää muodostu. Säädetään pH-arvo ja lisätään reagensseja, kuten natriumbisulfiittia, oksaalihappoa tai metalleja, kuten sinkkijauhetta tai kuparia. Sienikullan valmistuksen jälkeen kaadetaan neste pois, huuhdellaan se useita kertoja deionisoidulla vedellä, kuumennetaan sitten rikkihapolla puoli tuntia, huuhdellaan uudelleen deionisoidulla vedellä, pestään typpihapolla puoli tuntia ja lopuksi huuhdellaan deionisoidulla vedellä. Puhdistettu sienikulta voidaan valaa nugeteiksi kuivauksen jälkeen, ja sen puhtaus on jopa 99,95%.
4.3 Elektrolyysimenetelmä
Tämä on yleisemmin käytetty menetelmä. Siinä käytetään kultaa anodina, puhdasta kultaa tai ruostumatonta terästä katodina ja väkevää suolahappoa elektrolyyttinä. Sähkökentän vaikutuksesta kulta laskeutuu ja puhdistuu katodille, ja sen puhtaus on jopa 99,95%. Menetelmä on kuitenkin suhteellisen hidas, sen toiminta-aika on pitkä ja se vaatii elektrolyytin vaihtamista ajoissa tuotannon aikana.
4.4 Rakeistaminen pudotusmenetelmällä
Tämä on myös yleisesti käytetty tekninen menetelmä. Puhdistettavaan raakakulta-aineeseen lisätään ensin hopeaa suhteessa noin ( 2,2-3,0):1 . Ne sulatetaan yhteen käyttäen booraksia kuonanmuodostusaineena. Kun kulta ja hopea on sulatettu ja sekoitettu tasaisesti, ne kaadetaan kylmään veteen, jolloin saadaan tietyn kokoisia rakeita. Rakeet asetetaan dekantterilasiin; typpihappoa lisätään hopean poistamiseksi; typpihappohopea kaadetaan pois reaktion jälkeen, ja väkevää typpihappoa lisätään ja keitetään 40 minuuttia; tämä toimenpide toistetaan, sitten huuhdellaan useita kertoja kuumalla vedellä, kunnes nesteessä ei ole enää valkoista väriä, huuhdellaan vielä useita kertoja puhtaan kultajauheen saamiseksi. Puhtaus voi olla 99,8% tai enemmän.
4.5 Ammoniumkloridimenetelmä
Tämä menetelmä soveltuu paremmin kultajauheen puhdistamiseen. Suuremmat kultakappaleet on ensin rakeistettava pieniksi hiukkasiksi tai puristettava ohuiksi levyiksi kloorausnopeuden nopeuttamiseksi.
Käytä ensin menetelmiä, kuten suolahappo + pöytäsuola + vetyperoksidi, suolahappo + pöytäsuola + kloorikaasu tai suolahappo + pöytäsuola + perkloorihappo, kullan liuottamiseksi AuCl:ksi.3 nestettä ja kuumenna liuos hapettavien kaasujen poistamiseksi. Poista ei-metalliset aineet, pese jäännös vedellä useita kertoja, säädä pH-arvo 13:een ammoniakilla, käytä pelkisteitä, kuten formaldehydiä, Goldin pelkistämiseen ja kuumenna liuos nitraatin haihtumista varten. Tällä menetelmällä saavutettu puhtaus voi olla 99,95%.
Osa 2 Pure Silver Nugget
Puhdas hopea jaetaan kolmeen laatuluokkaan sen kemiallisen koostumuksen mukaan: IC - Ag99,99, IC - Ag99,95 ja IC-Ag 99,90.
Taulukko 4-4 Puhtaassa hopeanugetissa sallittujen epäpuhtauksien vaihteluväli (yksikkö: %)
| Hopealuokka | Ag | Cu ≤ | Bi ≤ | Fe ≤ | Pb ≤ | Sb ≤ | Pd ≤ | Se ≤ | Te ≤ | Epäpuhtaudet yhteensä ≤ |
|---|---|---|---|---|---|---|---|---|---|---|
| IC - Ag99.99 | 99.99 | 0.003 | 0.0008 | 0.001 | 0.001 | 0.001 | 0.001 | 0.0005 | 0.0005 | 0.01 |
| IC - Ag99.95 | 99.96 | 0.025 | 0.001 | 0.002 | 0.015 | / | / | / | / | 0.005 |
| IC - Ag99.90 | 99.9 | 0.05 | 0.002 | 0.002 | 0.025 | / | / | / | / | 0.1 |
Kuten puhdas kulta, myös lyijy, vismutti, arseeni jne. ovat erittäin haitallisia elementtejä puhtaassa hopeassa. Kuvissa 4-9 ja 4-10 on esitetty hopean ja lyijyn seoksen faasidiagrammi ja hopean ja vismutin seoksen faasidiagrammi. Niiden kiinteä liukoisuus puhtaaseen hopeaan on minimaalinen, joten ne kiteytyvät helposti.


Kuten puhdas kulta, myös lyijy, vismutti, arseeni jne. ovat erittäin haitallisia elementtejä puhtaassa hopeassa. Kuvissa 4-9 ja 4-10 on esitetty hopean ja lyijyn seoksen faasidiagrammi ja hopean ja vismutin seoksen faasidiagrammi.
Niiden kiinteä liukoisuus puhtaaseen hopeaan on pieni, ja niillä on taipumus polarisoitua raerajoilla muodostaen matalan sulamispisteen välivaiheita, jotka johtavat hauraisiin materiaaleihin. Piin kiinteä liukoisuus puhtaaseen hopeaan on lähes olematon, kuten kuvassa 4-11 on esitetty, ja sitä käytetään pääasiassa antioksidanttina hopeaseoksissa, mutta kun piin pitoisuus ylittää tietyn tason, se aiheuttaa materiaalin haurastumista.

Puhtaan hopean laadunvalvonnassa epäpuhtauksien jäämien havaitseminen on puhtaan hopean laadun kriittisin mittari. Kansallisessa standardissa määrätään kuitenkin vain lyijyn, kuparin, raudan, seleenin, palladiumin, antimonin, telluurin ja vismutin analysoinnista atomiabsorptiota tai spektrofotometriaa käyttäen. Tällä menetelmällä voidaan määrittää epäpuhtaudet vain yksi kerrallaan, ja menettely vaatii useita vaiheita, mikä tekee analyysistä monimutkaista ja aikaa vievää. Kansainvälisessä kaupassa puhtaan hopean epäpuhtauksien havaitsemisvaatimus on 23 lajia. Tämän vuoksi jotkin testauslaitokset ovat yrittäneet käyttää induktiivisesti kytkettyä plasma-atomiemissiospektrometriaa epäpuhtauksien jatkuvan määrityksen tekemiseen puhtaasta hopeasta ja saavuttaneet hyviä tuloksia. Menetelmä tarjoaa kohtuulliset havaitsemisrajat, minimaalisen matriisihäiriön, laajan lineaarisen dynaamisen alueen, yksinkertaisuuden, tarkkuuden ja luotettavuuden.
Osa 3 Pure Platinum Nugget
Kansainvälisessä standardissa "ASTM B561:2005 Refined Platinum Specifications" määritellään puhtaan platinan puhtausvaatimukset ja epäpuhtauksia koskevat vaatimukset. Myös standardissa "GB/T1419-2004 Sponge Platinum" on samankaltaisia määräyksiä, kuten taulukossa 4-5 esitetään.
Lyijy, vismutti ja muut epäpuhtaudet ovat erittäin haitallisia. Niiden kiinteä liukoisuus puhtaaseen platinaan on lähes nolla. Sulatuksen ja jähmettymisen aikana ne kerääntyvät helposti raerajoille muodostaen heikosti sulavia hauraita välivaiheita, jotka heikentävät vakavasti metalliseoksen käsittelyominaisuuksia.
Taulukko 4-5 Puhtaiden platinanugettien sallittujen epäpuhtauspitoisuuksien vaihteluväli (yksikkö: %).
| Platium-luokka | SM-Pt99.99 | SM-Pt99.95 | SM-Pt99.9 | |
|---|---|---|---|---|
| Platiumipitoisuus ≥ | 350 | 90 | 10 | |
| Epäpuhtaudet ≤ | Pd | 0.003 | 0.01 | 0.03 |
| Rh | 0.003 | 0.02 | 0.03 | |
| Ir | 0.003 | 0.03 | 0.03 | |
| Ru | 0.003 | 0.003 | 0.04 | |
| Au | 0.003 | 0.01 | 0.03 | |
| Ag | 0.001 | 0.005 | 0.01 | |
| Cu | 0.001 | 0.005 | 0.01 | |
| Fe | 0.001 | 0.005 | 0.01 | |
| Ni | 0.001 | 0.005 | 0.01 | |
| Al | 0.003 | 0.005 | 0.01 | |
| Pb | 0.002 | 0.005 | 0.01 | |
| Mn | 0.002 | 0.005 | 0.01 | |
| Cr | 0.002 | 0.005 | 0.01 | |
| Mg | 0.002 | 0.005 | 0.01 | |
| Si | 0.002 | 0.005 | 0.01 | |
| Sn | 0.002 | 0.005 | 0.01 | |
| Si | 0.002 | 0.005 | 0.01 | |
| Zn | 0.002 | 0.005 | 0.01 | |
| Bi | 0.002 | 0.005 | 0.01 | |
| Ca | - | - | - | |
| Epäpuhtaudet yhteensä ≤ | 0.01 | 0.05 | 0.01 | |
Huomautus:
a. Taulukossa määrittelemättömien alkuaineiden ja haihtuvien aineiden valvontarajat ja analyysimenetelmät on määriteltävä toimittajan ja kysyntäpuolen yhteisellä sopimuksella.
b. Ca on ei-pakollinen testitekijä.


Osa 4 Jalometallimateriaalien tarkastusmenetelmät
Kun koruyritys on ostanut jalometallia markkinoilta, sen on suoritettava saapumistarkastus, ja tarkastusmenetelmä on esitetty taulukossa 4-6.
Taulukko 4-6 Ostettujen jalometallimateriaalien tarkastusmenetelmät
| Tarkastuskohteet | Tarkastusmenetelmä | Tarkastuksen sisältö | Tarkastustyökalu | Hyväksymiskriteerit |
|---|---|---|---|---|
| Lasku | Toimittajan tietojen, mallinumeron, tunnistetietojen ja laskujen määrän tarkistaminen. | Täydellinen tarkastus | Manuaalinen tarkastus | Sopimusvaatimusten mukainen |
| Pakkaus | Tarkista, että pakkaus on ehjä | Täydellinen tarkastus | Aistinvarainen tutkimus | Sopimusvaatimusten mukaisesti |
| Paino | Jalometallimateriaalien havaitseminen Paino | Täydellinen tarkastus | Elektroninen vaaka Punnitus | Standardien täytäntöönpano "Jalometallikorujen mittauksen laatutoleranssi" -asetukset |
| Sisältö | Jalometallipitoisuuden havaitseminen | Täydellinen tarkastus | Käytä fluoresenssispektrometriä tai kemiallista analyysimenetelmää. | Suorita standardi Kullan kemiallinen analyysimenetelmä, hopean kemiallinen analyysimenetelmä, hopeapitoisuuden määrittäminen hopeakloridin saostamisella - liekillä - alkuperäinen atomiabsorptiospektrometrinen menetelmä》, "Korujen kultapitoisuuden määrittäminen röntgensäteilyllä". Fluoresenssispektroskopia" |
Jakso Ⅱ: Täytettyjen materiaalien laatutarkastussisältö
Intarsiakorujen, eri karaattisten kultaseosten, hopeaseosten, platinaseosten ja palladiumseosten osuus koruista on aina ollut suuri. Nämä seosmateriaalit valmistetaan puhtaista jalometalleista ja muista alkuaineista väliseoksiksi. Esimerkiksi 18 karaatin kulta valmistetaan puhtaasta kullasta ja väliseoksista, joita kutsutaan yleisesti täytetyiksi materiaaleiksi. Täytettyjen seosaineiden laatu vaikuttaa suoraan korutuotteiden laatuun. Tällä hetkellä korujen valmistajat käyttävät erilaisia täytettyjä seosaineita, ja eri toimittajien tuottamien täytettyjen seosaineiden suorituskyky vaihtelee joskus suuresti.
Vaikka sama toimittaja toimittaisi täytettyjä seosaineita, suorituskyvyn vaihtelut vaikuttavat usein tuotantoon. Siksi yritysten on tarkastettava uuden täytetyn seosaineen laatu sitä valitessaan. Suorituskyvyn arviointiin kuuluvat pääasiassa fysikaaliset ominaisuudet, kemialliset ominaisuudet, mekaaniset ominaisuudet, käsittelyominaisuudet, turvallisuus ja taloudellisuus. Kun esimerkkinä on K-kullan täytetty seosaine, sen erityispitoisuus on seuraava.
Osa 5 Fysikaaliset ominaisuudet
K kultakorut kuuluvat jalometallien korujen luokkaan, ja niissä korostuvat myös pintakoristeiden vaikutukset. Siksi materiaalin fysikaalisten ominaisuuksien huomioiminen ja järkevä suunnittelu on olennaista, ja ne heijastuvat pääasiassa sellaisiin seikkoihin kuin tiheys, väri, magnetismi ja sulamispiste.
5.1 Tiheys
Kultaisiin koruihin tarkoitettujen täytettyjen seosaineiden valikoima on laaja. Jokaisella seosaineella on atomimassa ja vastaava tiheys. Eri seosainekoostumuksilla on erilaiset tiheydet. Esimerkiksi kulta-hopea-kupari-sinkkiseoksessa hopean tiheys on 10,5 g/cm².3ja sinkin tiheys on 7,14 g/cm².3. Kun hopean sijasta käytetään sinkkiä, seoksen tiheys pienenee. Kiinteän tilavuuden omaavan korun osalta seoksen paino pienenee, ja saman laatuiseen seokseen voidaan käyttää vähemmän kultaa.
5.2 Väri
Väri on tärkeä fyysinen ominaisuus korujen tavoin. Korukullan seokset jaetaan yleensä värin perusteella värillisiin kulta- ja valkokullan seoksiin. K-kullan seoskoostumussuhdetta muuttamalla voidaan saada erivärisiä materiaaleja. Yleisimmin käytettyjä K-kullan värejä ovat K-keltainen, K-valkoinen ja K-punainen sarja. Viime aikoina on kehitetty myös muutamia ainutlaatuisia K-kultamateriaalien värejä.
Visuaalinen arviointi on yksinkertainen menetelmä seosten värin arvioimiseksi ja kuvaamiseksi. Menetelmä perustuu kuitenkin paljaan silmän subjektiiviseen havaintoon, minkä vuoksi kullan eri värisävyjä, kuten keltaista, vihreää, valkoista ja punaista, on vaikea selittää selkeästi kielellä. Kultaseosten värin ja värin pysyvyyden kvantitatiiviseksi kuvaamiseksi koruteollisuus on ottanut käyttöön CIELab-järjestelmän seosten värin mittaamiseksi kromaattisuuden periaatteisiin perustuen. Järjestelmä käyttää värien kuvaamiseen kolmea koordinaattia L*, a*, b*, jotka ovat vakaita ja luotettavia. Järjestelmä on myös tehokas väline seosten värimuutosten määrälliseen kuvaamiseen. Seosten värien määrittämiseksi ja vertailemiseksi yksinkertaisemmin jotkin maat ovat laatineet kultaseosten väristandardit ja vastaavat värikartat vertailua varten. Sveitsi, Ranska ja Saksa ovat peräkkäin laatineet 18 karaatin kullan väristandardit: 3N, 4N ja 5N. Myöhemmin Saksa lisäsi kolme standardiväriä 14 karaatin kultaa varten: ON, 1N ja 8N. Niiden sijainti värikoordinaattijärjestelmässä on esitetty kuvassa 4-14.

【Case 4-4】18K valkokullan valkoisuusero
Ongelman kuvaus:
Asiakkaat valittivat tietyn tehtaan viemistä 18 karaatin valkokultaisista koruista. Kun korua oli pidetty jonkin aikaa, paikallinen pinnoitus oli kulunut pois ja paljastanut kellastuvan metallipohjan, joka oli selvästi ristiriidassa pinnoituksen värin kanssa, ja korua pyydettiin palauttamaan.
Syyanalyysi:
Platinan korvikkeena käytettävä valkokulta edellyttää hyvää valkoisuutta. Siksi useimmat valkokultaiset korut on pinnaltaan rodiumpinnoitettu. Rodiumpinnoitus on yleensä hyvin lyhyt, yleisesti tunnettu nimellä "flash plating", ja se muodostaa ohuen kerroksen. Käytön jälkeen se kuluu helposti pois, jolloin perusmetallin alkuperäinen väri paljastuu. Monissa tapauksissa metallirungon värin ja pinnoituksen värin välillä on valtava kontrasti. Metallimateriaalia määritettäessä toimittaja ja kysyntäpuoli määrittelevät sen yleensä vain 18 karaatin valkokullaksi. Seosvärissä käytetään laadullista kuvausmenetelmää, mikä voi helposti johtaa riitoihin koruyritysten ja asiakkaiden välillä epäjohdonmukaisten arvioiden vuoksi. Vastauksena tähän yleiseen ongelmaan MJSA ja Maailman kultaneuvosto World Gold Council
Kun CIELab-värikoordinaattijärjestelmää on käytetty 10KW, 14KW ja 18K valkokultaisten näytteiden värin havaitsemiseen, on yhteistyössä määritetty keltaisuusindeksi K valkokulta määriteltiin yhtenäisesti ASTM:n keltaisuusindeksin avulla siten, että "K-valkokullan" keltaisuusindeksin on oltava alle 32 ja että K-valkokulta jaetaan värin mukaan 1., 2. ja 3. luokkaan, kuten taulukossa 4-7 esitetään.
Taulukko 4-7 K-valkokullan valkeusaste
| Väriluokka | Keltaisuusindeksi YI | Valkoisuusaste | Rodiumin pinnoitus |
|---|---|---|---|
| Taso 1 | YI< 19 | Hyvin valkoinen | Ei tarvita |
| Taso 2 | 19 < YI < 24.5 | Valkoinen on hyväksyttävä | Voidaan päällystää tai olla päällystämättä |
| Taso 3 | 24.5 < YI < 32 | Huono | Täytyy tarvita |
Tämän luokitusjärjestelmän avulla toimittajat, valmistajat ja vähittäismyyjät voivat käyttää kvantitatiivisia menetelmiä K-valkokullan värivaatimusten määrittämiseksi. Kun YI ylittää 32, kultaa ei voida kutsua K-valkokullaksi.
Koska nikkeli ja palladium ovat tärkeimmät valkaisuaineet, mitä suurempi niiden pitoisuus on, sitä valkoisempi seoksen väri on. Vastaavat tuotantovaikeudet tai -kustannukset kuitenkin kasvavat. Siksi koruyritysten on usein harkittava värin ja käsittelytehon kysymyksiä kattavasti valitessaan täytettyjä seosmateriaaleja.
5.3 Magneettinen
Jalometallien tavoin K-kultaisissa koruissa halutaan yleensä, että metalliseoksessa on jotakin muuta kuin magneettisuutta, jotta vältetään kuluttajien epäilykset ja valitukset materiaalin aitoudesta.
【Case 4-5】18K valkokultainen sormus, jossa on magneettisuus
Ongelman kuvaus:
Eräs koruyritys valmisti erän 18 karaatin valkoisia nikkelisormuksia, jotka palautettiin ja joista valitettiin, koska sormuksissa on voimakas magnetismi.
Syyanalyysi:
Rauta on luonnossa hyvin tunnettu metallinen alkuaine, jolla on magneettisuutta. Lisäksi on olemassa muutamia muitakin magneettisia alkuaineita, kuten koboltti, nikkeli ja gallium. Nikkeliä käytetään yleisesti valkaisuelementtinä valkokullassa. Nikkelin lisääminen saa joskus kultaseoksen osoittamaan tiettyä magnetismia. Jalometallikorut, joissa on magnetismia, kohtaavat usein kuluttajien epäilyjä ja valituksia, joten niiden magnetismi olisi pyrittävä poistamaan.
Se, onko aineella magnetismia, riippuu sen koostumuksen lisäksi myös sen mikrorakenteesta. Joskus samoilla alkuaineilla mutta eri rakenteilla tai eri lämpötila-alueilla voi olla eroja magnetismissa. Kuvassa 4-15 esitetty kulta-nikkeliseoksen faasidiagrammi voi havainnollistaa tätä seikkaa.
Kuva 4-15 Kullan ja nikkelin binääriseoksen magneettiset siirtymät.

Faasidiagrammi osoittaa, että kulta-nikkeliseos on solidusviivan alapuolella ja tietyn lämpötilan yläpuolella yksivaiheinen kiinteä liuos, jossa on runsaasti kultaa ɑ1 ja runsaasti nikkeliä ɑ2, molemmat ei-magneettisia. Kaksifaasialue alkaa syntyä, kun yksifaasinen kiinteän liuoksen alue jäähdytetään hitaasti tiettyyn lämpötilaan. Kun lämpötila laskee noin 340 ℃:iin, tapahtuu magneettinen siirtymä. Kun nikkeli-valkokullan koostumus kuuluu magneettisen siirtymän alueelle, seoksessa voi esiintyä magneettisuutta.
Koska nikkeli K-valkokullan jäähdytysprosessi on hidas valun jälkeen ja komponenttien erottuminen valun aikana syntyy, valuolosuhteissa syntyy kaksifaasirakenne, joka muuttuu magneettisesti ja tuottaa magneettisuutta.
Ratkaisu:
Jos seoksen koostumus säilyy muuttumattomana, nikkeli-K-valkokullan magnetismin poistamiseksi on tarpeen valvoa seoksen rakennetta eli saada lämpökäsittelyn avulla aikaan ei-magneettinen yksifaasinen kiinteä liuos. Valurakenne voidaan lämmittää yksivaiheisen kiinteän liuoksen vyöhykkeelle, pitää tässä lämpötilassa, jotta saavutetaan tietty tasaisuus koostumuksessa, ja sitten seos jäähdytetään nopeasti (esimerkiksi sammuttamalla), jotta yksivaiheinen kiinteä liuos pysyy vakaana korkeassa lämpötilassa huoneenlämpötilaan, mikä poistaa seoksen magnetismin.
5.4 Sulamispiste
Kipsimuotin valuprosessi tuottaa pääasiassa k kultakoruja. Kipsin huonon korkean lämpötilan lämpöstabiilisuuden vuoksi terminen hajoaminen tapahtuu, kun lämpötila saavuttaa 1200 ℃, jolloin vapautuu SO2 kaasua, mikä aiheuttaa valuhuokoisuutta. Kipsimuotin epätäydellinen kalsinointi jättää muottiin jäännöshiiltä tai metallinesteen voimakas hapettuminen muodostaa suuren määrän kuparioksidia, mikä alentaa merkittävästi hajoamislämpötilaa. Siksi kipsimuotin valun turvallisuuden varmistamiseksi on tarpeen valvoa seoksen sulamispistettä. Yleensä K-keltaisen kullan ja K-punakullan sulamispisteet ovat noin 900 ℃, joten kipsimuotin valussa ei ole merkittäviä ongelmia. K-valkokullan osalta, koska valkaisuelementteinä käytetään korkean sulamispisteen nikkeliä ja palladiumia, seoksen sulamispiste on kuitenkin korkeampi kuin K-keltaisen kullan ja K-punaisen kullan sulamispiste, mikä aiheuttaa kipsimuotin termisen hajoamisen riskin. Kun nikkeli- ja palladiumpitoisuus on hyvin korkea, kipsimuotti ei voi taata tuotannon laatua, ja on käytettävä kallista happosidonnaista valujauhetta, mikä lisää merkittävästi tuotantokustannuksia.
Osa 6 Kemialliset ominaisuudet
K-kullaseosten kemialliset ominaisuudet ilmenevät pääasiassa niiden tahran- ja korroosionkestävyydessä, jotka ovat korujen kannalta ratkaisevan tärkeitä. Seosten korroosionkestävyys vaihtelee koostumuksen mukaan. Tavalliset vahvat hapot eivät syövytä 18 karaatin kultaa, ja myös 14 karaatin kullan korroosionkestävyys on hyvä, mutta se saattaa huuhtoa kuparia ja hopeaa pinnalta kiinteän hapon vaikutuksesta. Alle 9K:n kultaseokset eivät kestä vahvaa happokorroosiota, ja ne saattavat himmentyä epäsuotuisissa olosuhteissa. Jalometallipitoisuus ei kuitenkaan ole ainoa tahraantumiseen vaikuttava tekijä. Läpikuuluminen on kokonaisvaltainen tulos kemiallisesta koostumuksesta, kemiallisista prosesseista, ympäristötekijöistä ja mikrorakenteesta. Kun matalan karaatin K-kullan täytetyt seokset edistävät kullan potentiaalin lisäämistä, tiheän suojakalvon muodostamista ja seoksen mikrorakenteen parantamista, on edelleen mahdollista saada seos, jolla on erinomaiset kemialliset ominaisuudet ja hyvä himmenemiskyky. K-kullan kolmesta pääsarjasta K-ruusukulta on korkean kuparipitoisuutensa vuoksi altis pinnan hämärtymiselle, minkä vuoksi sen parantaminen edellyttää hyödyllisiä seosaineita.
Osa 7 Mekaaniset ominaisuudet
Korujen on säilytettävä korkea kirkkaus pitkään, mikä edellyttää metalliseoksen kovuuden lisäämistä kulutuskestävyysvaatimusten täyttämiseksi. Jotkin rakenteelliset korukomponentit, kuten korvanapit, korvakoukut, rintaneulat ja jouset, vaativat hyvää elastisuutta ja lisäävät seoksen kovuutta. Kullan kovuus ja lujuus ovat kuitenkin alhaiset, joten seoksen asettamisvaatimusten täyttäminen on haastavaa. Yksi K-kulloituksen tarkoituksista on parantaa materiaalin lujuutta, kovuutta, sitkeyttä ja muita mekaanisia ominaisuuksia. K-kullan kolmesta tyypillisestä tyypistä,
Nikkelivalkaistulla K-valkokullalla on suuri lujuus ja kovuus, mutta sen joustavuus on erinomainen, ja se vaatii tasapainoa lujuuden, kovuuden ja joustavuuden välillä. K-ruusukultaa voi tapahtua järjestys-järjestysmuutos ja menettää muovattavuutta, mikä edellyttää täytettyjen seosten ja valmistusprosessin huomioon ottamista.
Osa 8 Jalostusominaisuudet
Täytettyä metalliseosta suunniteltaessa on otettava täysin huomioon eri käsittelytekniikoiden vaatimukset suorituskyvylle. Esimerkiksi eri sulatusmenetelmillä on erilaisia vaikutuksia seosten hapettumiskestävyyteen. Erilaiset sulatusmenetelmät, kuten happiasetyleeniliekkisulatus, induktiolämmitys, sulatus ilmassa, sulatus suojakaasussa tai tyhjiössä samalle metalliseokselle antavat epäjohdonmukaisia tuloksia. Samoin korujen valmistuksessa käytetään menetelmiä, kuten valamista, leimausta ja hitsausta, ja kullakin tekniikalla on K-kullalle tietyt suorituskykyvaatimukset, jotka myös määräävät seosaineiden tyypin ja määrän valinnan. Täytemetallia valittaessa olisi otettava täysin huomioon seoksen prosessikäytettävyys, jotta vältetään kapeasta prosessialueesta johtuvat toimintaongelmat. Prosessointisuorituskykyä tarkastellaan pääasiassa valusuorituskyvyn, muokattavan prosessointisuorituskyvyn, kiillotussuorituskyvyn, hitsaussuorituskyvyn ja kierrätettävyyden kannalta.
8.1 Valusuorituskyky
Seoksen valuteho vaikuttaa merkittävästi valettujen korujen pinnanlaatuun. Seoksen valutehon laatua voidaan arvioida esimerkiksi sulan metallin juoksevuuden, kutistumisonteloiden ja huokoisuuden taipumuksen sekä muodonmuutoshalkeilun taipumuksen perusteella. Valamiseen käytettävältä K-kullalta vaaditaan pientä kiteiden välimatkaa, vähäistä taipumusta kaasun imeytymiseen ja hapettumiseen, hyvää juoksevuutta ja täyttökykyä, eikä se ole altis hajanaiselle kutistumiselle eikä muodonmuutossäröjen muodostumiselle, mikä on eduksi, kun halutaan saada korujen valukappaleita, joilla on täydellinen muoto, selkeät ääriviivat, tiheät kiteet ja vankka rakenne. Täytettyjen seosten valutehon testaamiseen käytetään yleensä asteittaisia, litteän levyn muotoisia ja silmänmuotoisia näytteitä, kuten kuvassa 4-16 on esitetty. Näistä asteittaisia näytteitä käytetään pääasiassa kovuuden ja astepinnan laadun testaamiseen, litteän levyn muotoisia näytteitä käytetään ensisijaisesti raekoon ja huokoisuussuuntauksen havaitsemiseen ja silmänmuotoisia näytteitä käytetään juoksevuuden arviointiin.
Kuva 4-16 Valusuorituskyvyn testausnäytteet

8.2 Taivutettava jalostuksen suorituskyky
Taivutettavaa käsittelytekniikkaa on käytetty laajalti K-kultaisten korujen valmistukseen. Vedon, valssauksen ja muiden mekaanisten menetelmien käyttämisen lisäksi ohutlevyjen, langan, putkien ja muiden profiilien tuottamiseen sitä käytetään usein myös korujen muotoiluun, kuten sorvaamiseen työstökoneilla, leimaamiseen leimauskoneilla ja hydrauliseen puristamiseen. Taivutettavien prosessoitujen tuotteiden laadun varmistamiseksi, sen lisäksi, että toimintaprosessin määrittelyt muotoillaan oikein ja niitä noudatetaan tarkasti, itse materiaalin taivutettavan prosessoinnin suorituskyvyllä on ratkaiseva vaikutus. K-kultamateriaalien on oltava hyvin muokattavia erityisesti vedon, valssauksen, leimauksen ja hydraulisen puristuksen yhteydessä. Seoksen kovuuden on oltava hallittavissa, ja seoksen työkovettumisnopeuden on oltava hitaampi toiminnan helpottamiseksi; materiaalilta vaaditaan hyvää joustavuutta. Muuten syntyy helposti halkeamia, kuten kuvassa 4-17 on esitetty.


8.3 Kiillotusteho
Koruilla on tarkat pinnanlaatuvaatimukset, ja useimmat korut on kiillotettava, jotta ne saisivat peilikirkkaan pinnan. Tämä edellyttää paitsi kiillotusprosessin oikeaa suorittamista myös itse metalliseosta, joka vaikuttaa olennaisesti ominaisuuksiin. Jos esimerkiksi työkappaleen rakenne on tiivis, rakeet ovat hienostuneita ja tasaisia, eikä siinä ole vikoja, kuten huokosia ja sulkeumia, jos työkappaleessa on karkearakeisuutta, kutistumista ja huokoisuusvirheitä, siinä esiintyy helposti appelsiininkuorta, kiillotuskuoppia, komeetan häntiä ja muita ilmiöitä. Jos kappaleessa on jäykkiä sulkeumia, myös naarmuja ja komeetan hännän vikoja esiintyy todennäköisesti, kuten kuvassa 4-18 on esitetty.
8.4 Uudelleenkäytettävyys
Valuprosessin saanto on yleensä noin 50% tai jopa alhaisempi koruprosessissa. Jokainen valu tuo mukanaan monia uudelleenkäytettyjä materiaaleja, kuten valujärjestelmä, romu jne. Koruyritykset toivovat aina käyttävänsä mahdollisimman paljon uudelleenkäytettyjä materiaaleja tuotantokustannusten ja tehokkuuden perusteella. Seoksen sulatusprosessin aikana tapahtuvan väistämättömän haihtumisen, hapettumisen ja kaasun imeytymisen kaltaisten asioiden vuoksi seoksen koostumus muuttuu jokaisen valun yhteydessä, mikä vaikuttaa seoksen metallurgiseen laatuun ja valun suorituskykyyn.
Suorituskyvyn heikkeneminen metalliseoksen toistuvan käytön aikana ei liity ainoastaan käyttöprosessiin vaan myös läheisesti itse metalliseoksen uudelleenkäytettävyyteen.
Seoksen uudelleenkäytettävyys määräytyy pääasiassa sen kaasun absorptio- ja hapettumistaipumuksen sekä sen reaktiivisuuden perusteella upokkaiden ja valumateriaalien kanssa. Mitä alhaisempi kaasun absorptio ja hapettumistaipumus ja mitä alhaisempi reaktiivisuus upokkaiden ja valumateriaalien kanssa, sitä parempi uudelleenkäytettävyys.
8.5 Hitsauksen suorituskyky
Korujen valmistuksessa on usein tarpeen jakaa työkappaleet yksinkertaisiin pieniin osiin, jotka valmistetaan erikseen, ja hitsata nämä pienet osat yhteen. Hyvän hitsauslaadun saavuttamiseksi on oikean juotteen käytön lisäksi arvioitava myös K-kullan hitsausteho. Jos hitsattavalla osalla on hyvä lämmönjohtavuus, lämpö ei helposti keräänny hitsauskohtaan hitsauksen lämmityksen aikana. Silti se johtaa nopeasti koko työkappaleeseen, mikä voi edistää juotteen sulamista. Oletetaan, että K-kulta on altis hapettumiselle lämmityksen aikana. Tällöin muodostunut oksidikerros heikentää juotteen kostutettavuutta, estää juotteen tunkeutumisen hitsaussaumaan ja johtaa ongelmiin, kuten heikkoon hitsaukseen ja väärään hitsaukseen.
Osa 9 Turvallisuus
Korut ovat pitkään suorassa kosketuksessa ihmiskehon kanssa, ja niiden turvallisuus on olennainen tekijä, joka korumateriaalien on otettava huomioon. Täytetyissä seoksissa olisi vältettävä ihmiskeholle haitallisia elementtejä, kuten kadmiumia, lyijyä ja radioaktiivisia elementtejä; myös allergisia reaktioita, jotka johtuvat korujen kosketuksesta ihon kanssa, olisi vältettävä. Esimerkiksi K-valkokultaisissa koruissa nikkeliä käytetään laajalti ensisijaisena valkaisuelementtinä, mutta Ni-valkokultaa käytettäessä on ongelma; joillakin ihmisillä voi olla allergisia reaktioita Ni:lle kosketuksen jälkeen. Siksi EU:lla ja joillakin muilla mailla on tiukat rajoitukset korujen nikkelipäästön määrälle, ja nikkeliä sisältävien korujen on täytettävä nikkelipäästön määrää koskevat standardit.
Osa 10 Talous
K-kulta on seosmateriaali, joka koostuu kullasta ja täytetyistä seoksista, ja juotteen hinta on olennainen tuotantokustannuksiin vaikuttava tekijä erityisesti matalakaratuisen K-kullan osalta, joka vaatii suuren määrän juotetta seostamiseen. Sen vuoksi juotosseosaineita valittaessa olisi noudatettava kattavien materiaalilähteiden ja alhaisen hinnan periaatetta, ja kalliita jalometalleja olisi vältettävä tai niitä olisi käytettävä mahdollisimman vähän seoskustannusten alentamiseksi.
Osa 11 Täytettyjen seosten tarkastusmenetelmä
Kun koruja valmistava yritys ottaa käyttöön uusia täytettyjä seoksia, sen on tehtävä kattavia testejä varmistaakseen, että sen suorituskyky täyttää vaatimukset, ennen kuin se voidaan ottaa tuotantoon. Erityisesti massatuotannossa on noudatettava varovaisuutta. Epäsopivien täytettyjen seosten aiheuttamat tuotanto- ja toimintaongelmat eivät ole harvinaisia. Taulukossa 4-8 esitetään täytetyn seoksen tärkeimmät tarkastussisällöt ja -menetelmät.
Taulukko 4-8 Täytettyjen seosten tarkastusmenetelmä
| Tarkastuskohteet | Tarkastusmenetelmä | Tarkastuksen sisältö | Tarkastustyökalu | Hyväksymiskriteerit |
|---|---|---|---|---|
| Lasku | Toimittajan tietojen, mallinumeron, tunnistetietojen ja laskujen määrän tarkistaminen. | Täydellinen tarkastus | Manuaalinen tarkastus | Sopimusvaatimusten mukainen |
| Pakkaus | Tarkista, että pakkaus on ehjä | Täydellinen tarkastus | Aistinvarainen tutkimus | Sopimusvaatimusten mukaisesti |
| Paino | Jalometallimateriaalien havaitseminen Paino | Täydellinen tarkastus | Elektroninen vaaka Punnitus | Standardien täytäntöönpano "Jalometallikorujen mittauksen laatutoleranssi" -asetukset |
| tiheys | Jalometalliseoksen tiheyden tarkastus | Satunnaistarkastus | Veden tiheysmittari | Molemmat osapuolet sopivat |
| Väri | Jalometalliseoksen värin tarkastus | Täydellinen tarkastus | Valmistele vastaava värinäyte ja vertaa sitä Väritodistus tai värimittaus värimittarilla. | Molempien osapuolten hyväksymä vakiovärivedos |
| Sulamispiste | Jalometalliseoksen tarkastus Sulamispisteen tarkastus | Satunnaistarkastus | Materiaali, sulamispisteen havaitseminen differentiaalilämpöanalysaattorilla | Molempien osapuolten välinen sopimus |
| Värin muutos | Tarkista metalliseosten värin haalistumisen kestävä suorituskyky | Satunnaistarkastus | Valmista seosmateriaalit vastaavan värin Materiaali, liotus liuoksessa, suolasuihkun korroosio, korroosioilmapiiri, polarisaatiokäyrän havaitseminen, seosten värin haalistumisen kestävä suorituskyky | Molempien osapuolten välinen sopimus |
| Kovuus | Tarkista metalliseoksen kovuus | Satunnaistarkastus | Valmista vastaava seosmateriaali, käytä makro- tai mikrokovuusmittaria kovuuden tarkistamiseksi Kovuuskoe | Molempien osapuolten välinen sopimus |
| Casting | Valun tarkastus Metalliseosvalun suorituskyky | Satunnaistarkastus | Valmista vastaava väriseosmateriaali , käytä näyttöjä, vaiheita, litteitä levyjä jne. testausta varten Näytteen testaaminen valusuorituskyvyn testaamiseksi. | Molempien osapuolten välinen sopimus |
| Taivutettava käsittely | Tarkista seoksen muotoilu- ja käsittelyteho | Satunnaistarkastus | Sopivan väristen seosmateriaalien valmistaminen käyttäen valssauspuristimia, kovuusmittareita jne. käsittelykäyttäytymisen testaamiseksi. | Molempien osapuolten välinen sopimus |
| Satunnaistarkastus | Satunnaistarkastus | Satunnaistarkastus | Satunnaistarkastus | Molempien osapuolten välinen sopimus |
| Hitsaus | Tarkasta seoksen hitsauksen suorituskyky | Satunnaistarkastus | Valmista vastaavat värilliset seosmateriaalit Materiaali, havaitse hitsauksen suorituskyky käyttämällä liekkiä, laseria, kaarta, hydrolyysiä ja muita menetelmiä hitsauksen suorituskyvyn havaitsemiseksi. | Molempien osapuolten välinen sopimus |
| Kiillotus | Tarkasta metalliseoksen kiillotuksen suorituskyky | Satunnaistarkastus | Määritä seosmateriaalin vastaava väri, käytä mekaanista kangaspyörää, mekaanista hiontaa jne. Tapa testata kiillotustehoa | Molempien osapuolten välinen sopimus |
| Uudelleenkäytettävyys | Tarkista seoksen kierrätys Suorituskyky | Satunnaistarkastus | Määritä vastaava seosmateriaali , käyttämällä investointivaluprosessia valettujen näytteiden valamiseen, uudelleenkäyttö useita kertoja, vertaamalla kunkin valun laatua. | Molempien osapuolten välinen sopimus |
| Turvallisuus | Tarkista metalliseoksen turvallisuus | Satunnaistarkastus | Määritä vastaava seosmateriaali käyttämällä keinotekoista hikikastemenetelmää tarkistaaksesi, että Mittaa metallin vapautumisnopeus | Tuotteen määränpää Haitallisen metallin pitoisuus maaperässä Määrää tai vapautumisnopeutta koskevat standardit. |
III jakso Apumateriaalien laadunvalvonta
Korujen tuotannossa käytetään lukuisia apuaineita, joilla on eriasteinen vaikutus korutuotteiden laatuun, ja niiden joukossa on investointijauheen, boorihapon/boraksin, upokkaiden ja muiden apuaineiden merkittävä vaikutus.
Osa 12 Sijoitusjauhe
Sijoitusjauhe on yksi korujen valumuottien tärkeimmistä apumateriaaleista. Vaatimukset sijoitusjauheen suorituskyvylle: hyvä replikointikyky, vahamuotin yksityiskohtien täydellinen replikointi; vakaat lämpö- ja kemialliset ominaisuudet, ei helppo hajota, ei helppo reagoida sulan metallin kanssa; vakaa ja sopiva lämpölaajenemiskyky, valettujen korujen mittojen vakauden säilyttäminen; sopiva ja yhtenäinen partikkelikoko. Taulukossa 4-9 esitetään upotusjauheen tarkastusmenetelmä.
Taulukko 4-9 Valujauheiden tarkastusmenetelmät
| Tarkastuskohteet | Tarkastusmenetelmä | Tarkastuksen sisältö | Tarkastustyökalu | Hyväksymiskriteerit |
|---|---|---|---|---|
| Lasku | Toimittajan tietojen, mallinumeron, tunnistetietojen ja laskujen määrän tarkistaminen. | Täydellinen tarkastus | Manuaalinen tarkastus | Sopimusvaatimusten mukainen |
| Pakkaus | Tarkista, että pakkaus on ehjä | Täydellinen tarkastus | Aistinvarainen tutkimus | Sopimusvaatimusten mukaisesti |
| Kosteus | Tarkista, onko valujauhe kuivaa vai kosteaa. | Satunnaistarkastus | Tartu tiukasti ja vapauta sitten | Irtonainen jauhe, ei agglomeroitumista |
| väri | Tarkista valujauheen väri | Satunnaistarkastus | Satunnaisesti teräslusikalla Tarkkailu uuton jälkeen. | Puhtaan valkoinen, ei tahroja |
| Teknologinen suorituskyky | Tutkitaan vesi-kipsisuhteen ja lujuuden, juoksevuuden, kovettumisajan jne. välistä suhdetta. | Satunnaistarkastus | Valmistus eri vesijauhe-suhteilla Liete, kaadettu litteä näyte | Molemmat osapuolet sopivat |
13 osa Boorihappo, booraksi
Booraksi ja boorihappo eivät ole sama asia. Booraksi on boorihapon kymmenen natriumtetraboraattidekahydraatin yhdiste, molekyylikaava: Na2B4O7 - 10H2O, englanninkielinen nimi Borax, liukenee veteen emäksisesti. Boorihapon molekyylikaava on H3BO3, boorihapon englanninkielinen nimi, ja se on heikosti hapan liuos. Boorihappoa ja booraksia käytetään laajalti korujen valmistuksessa, ja ne tunnetaan alalla nimellä "fairy powder".
13.1 Booraksi estää timanttien hapettumista timanttien käsittelyssä.
Kun timantin pintalämpötila nousee yli 600 ℃ varsinaisen leikkaus- ja hiontaprosessin aikana, ilmassa oleva happi voi aiheuttaa muutoksia timantin uloimmassa hiiliatomikerroksessa. Tässä hapettumisprosessissa timantti palaa suoraan ja muuttuu kaasumaiseksi hiilidioksidiksi jättäen pinnalleen ohuen, pyöreän, renkaan muotoisen, valkoisen, läpinäkymättömän palojäljen. Kun timantin pinnalta puuttuu paikallisesti happea ja se saavuttaa yli 1000 ℃ lämpötilan, se voi muuttua allotroopikseen - grafiitiksi, jolloin timantin pintaan jää ruskean mustia palojälkiä (tämä tilanne on harvinainen). Polttojälkien esiintyminen vaikuttaa dramaattisesti timantin kirkkauteen ja alentaa siten sen arvoa. Korjaaminen edellyttää uudelleen kiillottamista.
Booraksin ainutlaatuisten termofysikaalisten ominaisuuksien ansiosta timanttihionnan aikana esiintyvä hapettumisongelma voidaan ratkaista. Ratkaisu on seuraava: liuotetaan booraksia kuumaan veteen ylikyllästetyn liuoksen muodostamiseksi, liotetaan sitten puhdistettu timantti (timantit ovat luonteeltaan oleofiilisiä, imevät helposti öljyä, ja pinnalla olevat öljytahrat vahingoittavat booraksin suojausta timantin pinnalla) ylikyllästettyyn booraksiliuokseen ja lopuksi hiotaan timantti booraksiliuoksella. Hiomaprosessin aikana hiomalämpötilan kertymisestä johtuva timantin pintaan syntyvä korkea lämpötila aiheuttaa muutoksia timantin pintaan kiinnittyneeseen booraksiin.
Booraksi suojaa timantteja kahdella tavalla: ensin booraksi imee lämpöä ja käy läpi kuivumisreaktion, jolloin timanttipinnan lämpötila laskee; sitten booraksi alkaa sulaa, ja sula booraksi valuu tasaisesti timanttipinnalle muodostaen eristyskerroksen, joka estää happea joutumasta kosketuksiin timanttipinnan kanssa, mikä estää palojälkien syntymisen. Vaikka timanttien kuumentaminen vähähappisessa ympäristössä 2000 ~ 3000 ℃:iin muuttaa ne grafiitiksi, ja tämä muutosprosessi alkaa 1000 ℃:ssa, timanttien muuttuminen grafiitiksi on erittäin hidasta, ja timanttien hionnan aikana syntyvät hetkelliset korkeat lämpötilat estävät pääasiassa mustien palojälkien syntymisen timanttipinnalle sulan booraksikerroksen alle. Siksi timantin hapettuminen voidaan tehokkaasti estää ylikyllästetyn booraksiliuoksen suojavaikutuksella.
13.2 Boorihapolla on merkitystä estettäessä jalokivien värimuutoksia vahavalussa.
Vahavalussa jalokivet altistetaan korkealle lämpötilalle polttouunissa pitkän aikaa muotin kanssa, ja korkean lämpötilan metallineste valun aikana aiheuttaa myös lämpöshokin jalokiville, jolloin ne ovat alttiita värimuutoksille ja kiillon menetykselle. Tuotannossa käytetään yleensä boorihappoliuosta suojaukseen.
【Tapaus 4-6】Heikolaatuinen booraksijauhe aiheuttaa timanttien samentumista vahaan upotetuissa tuotteissa.
Vian kuvaus:
18K valkokultaisissa timanttikoruissa, joissa on vahaan upotettuja timantteja, timantit ovat ajan mittaan suuressa määrin samentuneet ja värjäytyneet, kuten kuvassa 4-19 on esitetty. Osuus on yhtäkkiä kasvanut 0,15%:stä noin 0,5%:iin, ja se on vaihdellut korkealla tasolla, eikä värimuutosalueissa ole havaittavissa mitään säännönmukaisuutta.
Tuotantotilanteen tutkimus:
Käytetyt timantit ovat keskiluokkaisia, samat kuin aiemmin; kipsin lämpötila on 670 ℃ ja metallinesteen lämpötila on 1040 ℃; tietty tuotemerkkiyritys tuottaa käytetyn valujauheen; valujauhe sisältää kyllästettyä boorihappovettä. Edellä esitetyn tilanteen perusteella tuotanto-olosuhteet ovat normaalialueella, mikä sulkee pois virheellisten tuotanto-olosuhteiden aiheuttamat viat. Timantin laatu on sama kuin ennenkin, mikä myös sulkee pois sen. Näin ollen ongelma on todennäköisesti kipsijauheessa.

Ongelman lähteen löytäminen:
Kipsijauhe on ollut johdonmukaista.
Varastovaraston lämpötila ja ilmankosteus ovat keskimääräisiä saman saapuvan tavaraerän osalta. Äskettäin käytettiin eri merkkistä boorihappojauhetta, ja ongelma saattaa olla boorihappojauheessa, sillä se ei antanut riittävää suojaa.
Ratkaisu:
Kaikki uuden tuotemerkin vastavalmistettu boorihappovesi lopetettiin ja korvattiin vanhan tuotemerkin boorihappojauheella, minkä seurauksena timanttitummuuden osuus palasi alkuperäiselle alhaiselle tasolleen.
13.3 Boorihappo ja booraksi toimivat vuotoaineina korujen juottamisessa.
Jalokivien käsittely edellyttää, että juotosliitokset ovat yhtenäisiä, kiinteitä ja että niissä ei ole halkeamia, kuplia, kutistumisreikiä jne. Jalometallikorujen pienen ja herkän luonteen vuoksi juotosliitokset ovat kuitenkin hauraita, jolloin juote (tai juotosvarras ) on hauras. on vaikea päästä tasaisesti sisään. Juotoskoostumukset sisältävät usein hopeaa, jolla on taipumus hapettua ja muuttua mustaksi, kun se altistuu ilmalle korkeissa lämpötiloissa. Tämä johtaa huomattavaan värikontrastiin juotosliitoksen ja korukomponentin välillä. Hyödyntämällä juotosprosessissa booraksin roolia juoksuteaineena voidaan nämä kaksi ongelmaa ratkaista tehokkaasti.
Booraksin roolista juoksevana aineena on tällä hetkellä kaksi erilaista näkemystä: toisen näkemyksen mukaan, kun booraksiliuokseen kastetut korukomponentit tai booraksijauheella päällystetyt juottotangot joutuvat kosketuksiin korkean lämpötilan liekin kanssa, booraksissa tapahtuu ensin kuivumisreaktio, jota seuraa sulaminen. Sula booraksi valuu tasaisesti metallipinnalle juotosliitoksessa muodostaen ohuen kerroksen. Juotos sulaa jatkuvassa korkeassa lämpötilassa, ja booraksin muodostaman "lämpösillan" ohjaamana juote valuu tasaisesti juotosliitoksen kaikkiin osiin. Teollisuusjargonissa tämä booraksin "lämpösilta"-vaikutus saa juotteen "virtaamaan hyvin", mikä tarkoittaa, että booraksin ansiosta juote virtaa tasaisesti. Toinen näkemys on, että kuumentuessaan juotosaine (kuten booraksi) sulaa ja on vuorovaikutuksessa nestemäisen metallin kanssa, jolloin kuona leijuu ylöspäin suojaten sulaa metallia ja estäen hapettumista.
13.4 Boorihapon booraksin merkitys jalometallien sulatuskuonan valmistuksessa
Kiteinen booraksi dehydratoidaan kuumentamalla korkeassa lämpötilassa vedettömäksi booraksiin ennen käyttöä. Booraksin koostumuksen perusteella tiedetään, että se on kiinteä hapan vuoto, joka voi muodostaa boraattikuonaa monien metallioksidien kanssa. Booraksin emäksiset komponentit voivat reagoida kuonanvalmistusaineiden piidioksidin kanssa muodostaen silikaatteja. Booraksikuonan valmistuksella on kaksi merkittävää etua: ensinnäkin sen kuonanvalmistuskyky on elinvoimaisempi kuin piidioksidin, ja se voi hajottaa joitakin tulenkestäviä mineraaleja, kuten kromiittia; toiseksi boraattina booraksilla on alhaisempi sulamispiste kuin vastaavalla silikaatilla, ja lisäämällä booraksia ainesosien joukkoon voidaan alentaa merkittävästi kuonan sulamispistettä.
Osa 14 Sulatusuuni
Korumateriaalien erilaisten ominaisuuksien mukaan käytetään erilaisia upokkaita. Yleisesti käytettyjä upokkaita ovat grafiittiupokkaat, mukaan lukien erittäin puhtaat grafiittiupokkaat; tavalliset grafiittiupokkaat; keraamiset upokkaat, mukaan lukien kvartsi-, korundi-, magnesiumoksidi-, mullit-, lyijyoksidi- ja piikarbidiupokkaat jne. Sulattamisessa käytettävien upokkaiden vaatimuksiin kuuluvat pääasiassa tulenkestävyys, tiheys, lämpöstabiilisuus, reaktiivisuus sulan metallin kanssa jne.
14.1 Grafiittiupokas
Grafiittiupokkaita voidaan käyttää kullan, hopean ja kupariseosten sulattamiseen. Kuvassa 4-20 esitetään joitakin tyypillisiä upokkaiden muotoja. Grafiittiupokkaalla on korkea tulenkestävyys, hyvä lämmönsiirto, korkea lämpöteho, alhainen lämpölaajeneminen, hyvä lämpöshokkikestävyys ja kuonan eroosionkestävyys. Se antaa sulalle metallille erityisen suojan, jolla saavutetaan hyvä metallurginen laatu.
Taulukko 4-10 Erittäin puhtaan grafiitin fysikaaliset ja kemialliset ominaisuudet
| Tilavuuspaino (g/cm3) | Huokoisuus (μΩm) | Puristuslujuus (MPa) | Vetolujuus (MPa) | Resistiivisyys (μΩm) | Tuhkapitoisuus (%) |
|---|---|---|---|---|---|
| ≥1.7 | ≤24 | ≥40 | ≥20 | ≤15 | ≤0.005 |
Taulukko 4-11 Karkean grafiittikullan fysikaaliset ja kemialliset indikaattorit Nuggetit
| Hiukkasten enimmäiskoko (mm) | Tilavuuspaino (g/cm3) | Huokoisuus (μΩm) | Puristuslujuus (MPa) | Kimmomoduuli (GPa) | Lämpölaajenemiskerroin (10-6/℃) | Tuhkapitoisuus (%) |
|---|---|---|---|---|---|---|
| 0.8 | ≥1.68 | ≤7.8 | ≥19 | ≤9.3 | ≤2.9 | ≤ 0.3 |
14.2 Keraaminen upokas
Sulatusvaatimusten täyttämiseksi keraamisilla upokkailla on oltava korkea tulenkestävyys, suuri tiheys, hyvä lämmönkestävyys, alhainen reaktiivisuus sulan metallin kanssa ja hyvä kemiallinen kestävyys. Korumetallimateriaalien ominaisuuksien mukaan yleisimmin käytetyt keraamiset upokkaat ovat kvartsi ja korundi.
Kvartsiupokkaiden pääasiallinen kemiallinen komponentti on piidioksidi, jonka puhtaus vaikuttaa merkittävästi sen suorituskykyyn. Raaka-aineet määräävät puhtauden, ja kvartsisulakkeiden raaka-aineilta vaaditaan korkeaa puhtautta, hyvää tasalaatuisuutta ja tasaista hiukkaskokojakaumaa. Kun haitalliset komponentit ovat korkeat, se vaikuttaa upokkaan sulamis- ja lämpötilakestävyyteen ja voi myös aiheuttaa kuplia, värimuutoksia, kuoriutumista ja muita ilmiöitä, jotka vaikuttavat vakavasti kvartsi-upokkaiden laatuun. Siksi kvartsin epäpuhtauksille on asetettu tiukat vaatimukset, jotka on esitetty taulukossa 4-12.

Taulukko 4-12 Kvartsisulakkeiden raaka-aineiden epäpuhtauksia koskevat vaatimukset.
Metallipitoisuuden yksikkö: x10-6
| Elementin nimi | Al | Fe | Ca | Mg | Ti | Ni | Mn | Cu | Li | Na | K | Co | Bi |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sisältö | 11.6 | 0.3 | 0.5 | 0.5 | 1.0 | 0.01 | 0.05 | 0.01 | 0.7 | 0.43 | 0.42 | 0.03 | 0.04 |
Hyvin poltetulla kvartsi-upokkaalla on tyypilliset fysikaaliset ja kemialliset ominaisuudet: irtotiheys ≥2,90 g/cm².3; taitekerroin≥1850 ℃; näennäinen huokoisuus ≤20%; lämpölaajenemiskerroin noin 8,6 x 10-6/ ℃; lämpöshokin kestävyys 1300 ℃; suurin jatkuva käyttölämpötila 1100 ℃, lyhytaikaisesti 1450 ℃. Kvartsi upokkaita voidaan käyttää sulatukseen K valkoinen kulta, nikkeli, hopea ja muut materiaalit.
Korundi upokas koostuu huokoisesta sulatetusta alumiinioksidista, jolla on monimutkaisia ja tulenkestäviä ominaisuuksia, joka kestää korkeita lämpötiloja, ei kestä happoja ja emäksiä, kestää nopeaa jäähdytystä ja äärimmäistä lämpöä, kestää kemiallista korroosiota ja suurta tiheyttä lietteen muotoilun jälkeen. Sitä voidaan käyttää sulatusmateriaalien, kuten K-valkoisen kullan, nikkelihopean, ruostumattoman teräksen jne. sulattamiseen. Taulukossa 4-13 on esitetty korundiupokkaimen fysikaaliset ja kemialliset indikaattorit.
Taulukko 4-13 Korujen valamiseen käytettävien korundiupokkaiden suorituskykyindikaattorit.
| Kohde | Indikaattori | ||
|---|---|---|---|
| Kemiallinen koostumus | Al2O3 | > 99 | |
| R2O | ≤ 0.2 | ||
| Fe2O3 | ≤ 0.1 | ||
| SiO2 | ≤ 0.2 | ||
| Tilavuuspaino (g/cm3) | ≥3.80 | ||
| Avoin huokoisuus (%) | < 1 | ||
| Taivutuslujuus (MPa) | > 350 | ||
| Puristuslujuus (MPa) | > 12000 | ||
| Dielektrisyysvakio E(1MHz) | 2 | ||
| Palonkestävyys (℃) | > 1700 | ||
| Suurin käyttölämpötila (°C) | 1800 | ||
| Jatkuvan käytön lämpötila (°C) | 1600 | ||
| Lämpöshokin kestävyys/ajat ( 300 ℃ nopea jäähdytys) | >7 | ||
Osa 15 Silikonikumi
Korut menetetty vahavalu edellyttää kumimuottien käyttämistä vahamuottien tekemiseen. Kumimuotin laatu määrää vahamuotin laadun. Korukumin oikea valinta ja käyttö ovat olennaisen tärkeitä. Pehmeiden muottien valmistukseen voidaan käyttää kahta päätyyppiä kumia: luonnonkumia ja silikonikumia. Luonnonkumilla on korkea vetolujuus, jopa 21 ~ 25MPa, ja pitkä käyttöikä, mutta huono muovausominaisuus, joka vaatii paljon muotin irrotusaineita ja huonoa vahamuotin laatua. Luonnonkumeihin verrattuna silikonikumi on inertimpää eikä reagoi hopean tai kuparin kanssa, mikä vähentää tarvetta pinnan galvanointiin nikkelillä tai rodiumilla alkuperäisessä mallissa. Kumimuotin pinta on sileä, sillä on itsevoitelevat ominaisuudet, se vaatii vähemmän muotin irrotusaineita, vähentää näiden aineiden kertymisestä kumimuottiin johtuvia laatuongelmia ja tekee vahamuotin poistamisesta helppoa. Siitä lähtien, kun silikonikumi otettiin käyttöön koruteollisuudessa, siitä on tullut tärkein korukumi. Vulkanointimenetelmän mukaan silikonikumi voidaan jakaa korkeassa lämpötilassa vulkanoituun ja huoneenlämpötilassa vulkanoituun silikonikumiin.
Korkean lämpötilan vulkanoidun silikonikumin lujuus on yleensä välillä 7 ~ 10MPa, ja sillä on hyvä muovattavuus, helppo painaa ja helppo leikata muotti. Silikonikumimuotit voivat säilyttää alkuperäisen muotonsa paremmin kuin luonnonkumimuotit vaharuiskutuksen aikana, joten ne kestävät paremmin ruiskutuspaineen muutoksia. Lisäksi silikonikumimuotit istuvat yleensä tiukemmin, mikä vähentää vahakappaleiden lentävää reunaa ja sopii herkkien ja monimutkaisten osien valmistukseen. Käyttöikä on alhaisempi kuin luonnonkumin, jota käytetään yleensä useita satoja tai tuhansia kertoja.
Huoneenlämpötilassa vulkanoitu silikonikumi (RTV) ei vaadi kuumennusta eikä paineistettua vulkanointia, ja se soveltuu hauraille, hauraille ja matalan sulamispisteen omaaville originaaleille. Lisäksi se ei kutistu ja sillä voidaan tarkasti säätää vahamuotin kokoa, mikä on ratkaisevan tärkeää esimerkiksi kivien kiinnittämisessä ja osien kokoamisessa. RTV:llä on kuitenkin pitkä kovettumisaika ja alhainen vetolujuus, yleensä vain 0,7-1,4 MPa, minkä vuoksi se on altis repeämiselle ja vaurioitumiselle ja sen käyttöikä on lyhyt. Ole varovainen leikatessasi muotin yhdistelmää, jotta kumimuotti ei vahingoitu. Monet RTV-kumit vaativat tarkkaa sekoittamista suhteessa, ja niiden työstöaika on hyvin lyhyt, yleensä 1-2 minuuttia, kun taas joidenkin RTV-kumien työstöaika voi olla jopa 60 minuuttia. Yleensä RTV-kumit on imuroitava ilmakuplien poistamiseksi. Jotkin muokattavat materiaalit voivat estää RTV-silikoonikumin vulkanointia, mikä voidaan usein ratkaista galvanoimalla korujen päämuotti. RTV-kumimuotit ovat epävakaita ja herkkiä kosteudelle, mikä nopeuttaa niiden heikkenemistä, kun ne altistuvat kostealle ilmalle.
Taulukossa 4-14 esitetään luonnonkumin, korkeassa lämpötilassa vulkanoidun kumin ja huoneenlämpötilassa vulkanoidun kumin suorituskykyvertailu.
Taulukko 4-14 Korumuottien materiaalien suorituskyvyn vertailu
| Muotin materiaali | Vulkanointilämpötila (°C) | Kovettumisaika | Vetolujuus (MPa) | Kutistumisaste (%) |
|---|---|---|---|---|
| Luonnonkumi | 140 - 160 | ≤ 45 min | 21 - 25 | 0 - 4 |
| Silikonikumi | 140 - 160 | ≤ 45 min | 7 - 10 | 2.6 - 3.6 |
| RTV-silikoni | 140 - 160 | 18 ~ 72 tuntia | 0.7 - 1.4 | 0 |
Pehmeiden muottien valmistukseen tarkoitetun korujen silikonikumin on täytettävä suorituskykyvaatimukset, kuten korroosionkestävyys, ikääntymisenkestävyys, hyvä palautumiskyky, elastisuus ja pehmeys. Taulukossa 4-15 esitetään saapumistarkastuksen sisältö ja menetelmät.
Taulukko 4-15 Silikonikumin tarkastussisältö ja -menetelmät
| Kohde | Sisältö ja hyväksymiskriteerit | Tarkastusmenetelmä | Tarkastuksen sisältö | Tarkastuspöytäkirjat |
|---|---|---|---|---|
| tietojen tarkistaminen | Tarkista laskun malli, merkintä ja määrä. | Täydellinen tarkastus | Tarkista toimittajan tiedot laskusta | Tarkistuksen jälkeen, laskun allekirjoitettu Nimi vahvistettu, Record |
| Pakkaus | Täydellinen tarkastus | Tarkista, onko pakkaus vaurioitunut | ||
| Määrä | Täydellinen tarkastus | Laske, tarkista lasku | ||
| Laatu | Kumin puristustesti | Satunnaistarkastus | Valitse tyypillinen tuote puristusvalua varten |
Osa 16 Koruvahan raaka-aine
Sijoitusvalussa koruvahamuottien laatu vaikuttaa suoraan lopullisen korun laatuun. Sopivien koruvahamuottien saamiseksi vahamateriaalilla on oltava seuraavat prosessiparametrit: Vahamuotti ei ole helposti pehmennyt tai epämuodostunut, lämmönkestävyyden ei pitäisi olla alle 40 ℃, helppo hitsata; korujen vahamuottien mittatarkkuuden varmistamiseksi vahamateriaalin on oltava pieni laajenemiskutistumisnopeus, yleensä alle 1%; vahamuotilla on oltava riittävä pintakovuus huoneenlämmössä, jotta varmistetaan, että muissa investointien valuprosesseissa ei ole pinnan kulumista; vahamuotin poistamiseksi kumimuotista sujuvasti, vahamuotti voi taipua rikkomatta ja se voi automaattisesti palauttaa alkuperäisen muotonsa muotin poistamisen jälkeen. Koruvahalla on oltava hyvä lujuus, joustavuus ja kimmoisuus, taivutuslujuus yli 8 MPa ja vetolujuus yli 3 MPa, komponenttimuutosten on oltava vähäisiä kuumentamisen aikana ja jäännöstuhkapitoisuuden on oltava alhainen palamisen aikana.
Vahamateriaalien koostumus sisältää vahaa, rasvaa, luonnollisia ja synteettisiä hartseja sekä muita lisäaineita. Vaha on matriisi, johon lisätään pieni määrä rasvaa voiteluaineeksi; erilaisia hartseja lisätään, jotta vahamuotista saadaan jäykkä ja joustava ja jotta pinnan kiilto paranee. Hartsin lisääminen parafiinivahaan estää parafiinikiteiden kasvua, hienosäätää rakeet ja parantaa niiden lujuutta.
Suosittuja koruvahoja on saatavana eri muodoissa, kuten helmiä, hiutaleita, putkia ja lankoja, ja niiden värejä ovat sininen, vihreä, vaaleanpunainen ja muut luokat. Koruvahansyötön laadunvalvontaan kuuluvat yleensä taulukossa 4-16 esitetyt sisällöt ja menetelmät, ja ammatti-instituutiot voivat tarvittaessa testata myös muita suoritusindikaattoreita.

Taulukko 4-16 Koruvahan tarkastussisältö ja -menetelmät
| Kohde | Sisältö ja hyväksymiskriteerit | Tarkastusmenetelmä | Tarkastuksen sisältö | Tarkastuspöytäkirjat |
|---|---|---|---|---|
| Materiaalien tarkastaminen | Tarkista laskun malli, merkintä ja määrä. | Täydellinen tarkastus | Tarkista toimittajan tiedot laskusta | Tarkistuksen jälkeen, laskun allekirjoitettu Nimi vahvistettu, Record |
| Pakkaus | Täydellinen tarkastus | Tarkista, onko pakkaus vaurioitunut | ||
| Määrä | Täydellinen tarkastus | Laske, tarkista lasku | ||
| Laatu | Sulamispiste ±3 ℃ | 1 näyte kustakin erästä | Testaus juotosraudalla |
Osa 17 Alkuperäinen galvanointiliuos
Korujen galvanoinnissa galvanointiliuos on tärkeä osa galvanointiprosessia. Galvanointiliuoksen koostumus määrittää pinnoitteen ominaisuudet. Eri pinnoitusmetalleissa käytetään erilaisia pinnoitusliuoksia, mutta ne sisältävät yleensä pääsuolan, johtavan suolan, kompleksinmuodostajan, puskuriaineen, kostutusaineen, stabilointiaineen jne. Tehtaat käyttävät yleensä kaupallisia galvanoinnin alkuperäisiä liuoksia sylinterin muotoiluun ja avaamiseen.
Taulukossa 4-17 esitetään alkuperäisen galvanointiliuoksen ostoa koskeva tarkastusmenetelmä.
Taulukko 4-17 Alkuperäisen galvanointiliuoksen tarkastussisältö ja -menetelmät
| Kohde | Sisältö ja hyväksymiskriteerit | Tarkastusmenetelmä | Tarkastuksen sisältö | Tarkastuspöytäkirjat |
|---|---|---|---|---|
| Materiaalien tarkastaminen | Tarkista laskun malli, merkintä ja määrä. | Täydellinen tarkastus | Tarkista toimittajan tiedot laskusta | Tarkistuksen jälkeen, laskun allekirjoitettu Nimi vahvistettu, Record |
| Pakkaus | Täydellinen tarkastus | Tarkista, onko pakkaus vaurioitunut | ||
| Määrä | Täydellinen tarkastus | Laske, tarkista lasku | ||
| Plating Trial | Avaa sylinteri pientä testiä varten | Näytteenotto | käytä 500ml testipinnoitukseen |