Kuka hallitsee metallin kaiverruksen ja kohokuvioinnin taidon? Esittelyssä työkalut, tekniikat ja modernit työpajat
Takaa-ajo- ja helpotustekniikoiden perustekniikat ja työskentelytilanteet
Johdanto:
Oletko koskaan miettinyt, miten monimutkaisia, kolmiulotteisia kuvioita luodaan metallikoruihin? Tämä opas sukeltaa perinteiseen kaiverrus- ja kohokuviointitaitoon. Selitämme tärkeimmät tekniikat, kuten muotoleikkauksen, kohokuvioinnin ja viivojen kaiverruksen, ja esittelemme yksityiskohtaisesti tärkeimmät työkalut – taltoista ja vasaroista alasimiin ja kiillotuskoneisiin. Tutustu koko työnkulkuun suunnittelun siirrosta lopulliseen kiillotukseen ja tutustu moderneihin työpajaympäristöihin, henkilökohtaisista studioista ammattimaisiin koululaboratorioihin. Olitpa sitten korusuunnittelija, jälleenmyyjä tai mittatilaustyöntekijä, tämä on käytännönläheinen yleiskatsaus metallilevyjen muuttamisesta teksturoinneiksi, yksityiskohtaisiksi taideteoksiksi.

Käsin muotoiltu lävistys
Sisällysluettelo
Osa I Perustekniikat
1. Lomakkeen rei'itys
Lävistys on yleinen tekniikka kohokuvioiden muodostamiseen. Muodon tilallisen tuntuman mallintamiseksi metallilevyä työnnetään ensin takaa ylöspäin suunnilleen etupuolen kuvion vaatimaan korkeuteen. Lävistysprosessin aikana metallilevyn paksuus tulee määrittää koristeellisen alueen koon ja kohokuviointitasojen mukaan: mitä voimakkaampi kohokuvio, sitä paksumpi metallilevy, tyypillisesti noin 0,7 mm. Kohoamiseen käytetään yleensä pyöreitä, neliömäisiä tai pisaranmuotoisia talttoja. Muotoilun voi yleensä tehdä kahdella tavalla: yksi on kohottaa perusmuoto käsin muotoilevalla taltalla; toinen on leimata taltattavan kuvion perusmuoto valmiilla metallimuottilla. Tarkat toimintatavat ovat seuraavat.
(1) Käsin muotoileva lävistys
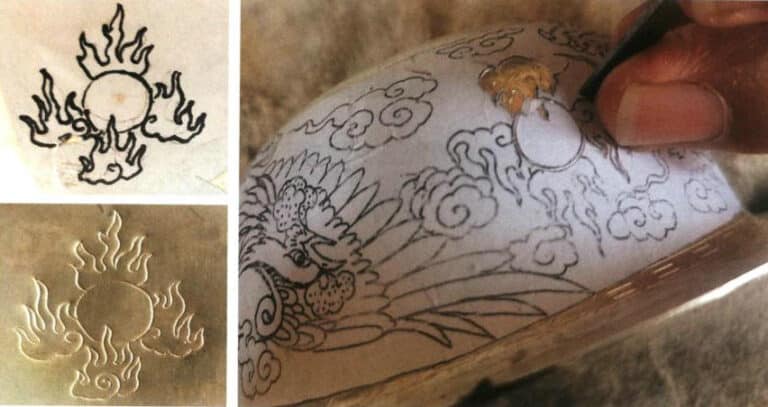
① Hyödynnä metallin sitkeyttä ja iske metallilevyä nurjalta puolelta muotoilevilla taltoilla, jyrsinvasaroilla ja vastaavilla työkaluilla nostaaksesi sen etupuolen rakenteen vaatimaan korkeuteen; käytetään tyypillisesti korkean kohouman yhteydessä (kuva 4-1).
② Piirrä etupuolella jyrsittävä kuvio viivatiltoilla ja tasoita sitten viivojen ulkoreunat kohotaltalla. Metallin sitkeyttä ja jaon puristusvoimaa hyödyntämällä jyrsittävän kuvion keskialuetta korotetaan, mitä käytetään tyypillisesti matalalla kohokuvioinnilla.
(2) Muotti lävistyksestä
① Perinteisessä muotin lävistyksessä muotteihin käytetään yleensä sinkkiä sen alhaisen sulamispisteen ja korkean kovuuden vuoksi (kuva 4-2). Hiekkamuovaustekniikoilla valmistetaan sinkkiuros- ja naaraspuoliset muotit jyrsittävän kappaleen muotoon, johon asetetaan hehkutettuja kulta-, hopea- tai kuparilevyjä ja vasaroidaan, jotta jyrsittävän kappaleen perusmuoto saadaan puristettua.
Muotin lävistäminen on yksinkertaista ja helppoa käyttää, mutta sinkkimuoteilla on rajallinen käyttöikä; yleensä kymmenien kulta-, hopea- tai kuparilevyjen painamisen jälkeen muotin kohokuviointiyksityiskohdat hämärtyvät ja muuttuvat epäselviksi.

② Nykyaikaiset lävistysmuottimallit (kuva 4-3): Tietokoneohjatuilla numeerisilla ohjausjärjestelmillä (CNC), 3D-skannaustekniikalla tai sorvaus- ja jyrsintätekniikoilla valmistetaan erittäin kovista teräksistä valmistettuja uros- ja naarasmuottimia, joiden väliin asetetaan hehkutettuja kulta-, hopea- tai kuparilevyjä puristamista varten.

Nykyaikaisella perustamismuovilla on seuraavat ominaisuudet.
① Teräksestä valmistetut muotit ovat usein kovia ja niillä saadaan taltioitua hienot yksityiskohdat selkeästi; yleensä yksi muotisarja riittää varmistamaan tuotteen laajamittaisen tuotannon, mutta muottien valmistuskustannukset ovat korkeat, ja panos-tuotossuhde on otettava huomioon.
② Käyttö on yksinkertaista ja yksi henkilö voi suorittaa sen; tekninen kynnys on alhainen, tuotantonopeus on nopea ja työvoimakustannukset pienenevät huomattavasti.
③ Tuotetuissa kohokuvioiduissa metallilevyissä on selkeämmät yksityiskohtaiset kuviot, mikä voi vähentää myöhempien toissijaisten käsin tehtävien piikkaustoimenpiteiden määrää ja parantaa työtehokkuutta.
Huomautukset
① Lyijyllä on huomattava vaikutus kultaan ja hopeaan, joten kohokuvioinnissa käytetään usein kumityynyjä; kumityynyjen lukumäärä ja paksuus määräytyvät leimattavan korkeuden mukaan. Kuparilevyissä voidaan käyttää lyijypaloja tuki-/painetyynyinä.
② Metallilevyn ulkonema on verrannollinen sen paksuuteen; mitä suurempi nostovoima, sitä paksumman metallilevyn on oltava. Myös kullan, hopean ja kuparin sitkeys vaihtelee: kulta on sitkeintä, hopea seuraavaksi. Metallin sitkeys on kuitenkin rajallinen, ja kaiverruksessa tarvittava paksuus on otettava huomioon. Yleensä voimakkaasti jyrsittyjen, malliltaan ja tekstuuriltaan vaihtelevien kappaleiden metallilevyn paksuus on noin 0,7 mm.
2. Kohokuviointi
Kohopainatus, jota kutsutaan myös muotin lävistyksen jälkeiseksi vaiheeksi, suoritetaan kohopainatuksen pinnalle. Kohopainatus on myös muotoiluprosessi – abstraktien ulkonemien muuttaminen konkreettisiksi muodoiksi erilaisten talttojen avulla. Toimenpiteen aikana kuvion tilarakenteen perusteella käytetään erimuotoisia talttoja mallin tilallisten yksityiskohtien käsittelyyn, heijastaen sitä, miten taitetut ja käännetyt muodot muuttuvat avaruudessa. Kohopainatuksella on seuraavat ominaisuudet.
① Se yleensä rikastuttaa mallinnusta ja kaivertaa yksityiskohtia korkean kohokuvioinnin omaavia kuvioita varten (kuvat 4-4–4-6).
② Muodon muodostuminen voi jo tuottaa aaltoilua metallipinnalle, mutta tuloksena oleva muoto on ammattitermien mukaan "paksu" ja vaatii kohokuviointia, jotta mallinnus näyttäisi selkeämmältä (kuva 4-7).
③ Kohokuviointi korostaa ja kiillottaa kuvioita.
④ Pistekuvioinen kohopainatus kuuluu myös kohopainatuksen kategoriaan. Kun sileä pohjapinta on pistekuvioitu, pinta tuottaa hajaheijastusta valolle, jolloin syntyy eriasteisia tehosteita (kuva 4–8).
⑤ Monia kuviollisia talttoja voidaan käyttää myös kohopainatukseen; esimerkiksi pohjoisissa kaiverretuissa ja kohokuvioiduissa käsitöissä luodaan monia hienoja ja muodoltaan ilmeikkäitä taustakuvioita kuviollisten talttojen avulla.

Kuva 4-4 Yksityiskohtainen mallinnus

Kuva 4-5 Pienen kohopainatustaltan tasaus
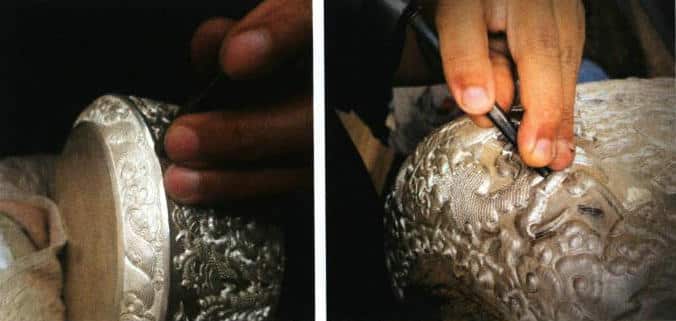
Kuva 4-6 Kohokuviointi

Kuva 4-7 Kohokuvioinnin jälkeinen erityismuotoilu

3. Viivan jahtaaminen
Kuva 4-9 Palokuvio
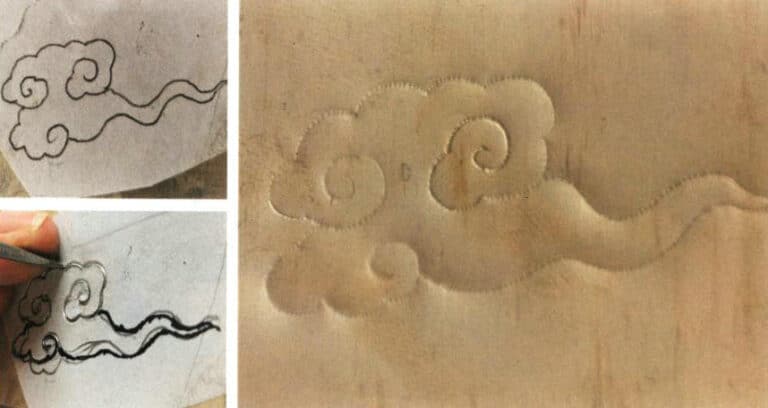
Kuva 4-10 Lupaava pilvikuvio

4. Veistäminen pois
Veistostyö vaatii terävän talttaterän. Länsimaissa sitä kutsutaan myös "kullatuksi veistokseksi", joka on samankaltainen kuin tasotalttatyö; sen ydin on metallin leikkaaminen.
Veistoa kutsutaan myös nimellä “qiang huo” tai “tuo”; antiikin aikoina sitä kutsuttiin nimellä “zu lü”. Se on tekniikka, jolla voidaan luoda metallipinnalle harjakuvioisia efektejä. Koska antiikin aikoina ei ollut teräksisiä sahanteriä, harjakuvioiden tekemiseen kultaan, hopeaan tai kupariin piti käyttää erittäin teräviä talttoja metallin läpi leikkaamiseen. Tällaisia talttoja kutsutaan myös “pikataltoiksi” tai “leikkaustaltoiksi”. Kevyellä voimalla käytettäessä ne voivat tehdä metallipintaan erittäin hienoja viivoja; suuremmalla voimalla käytettäessä ne voivat katkaista metallin. Kuvion reunan jyrsintää kutsutaan myös “tuo kouksi”.”
Kaiverrus- ja kohokuviointitekniikassa edellä mainitut tekniikat – muotoleikkaukset, kohokuviointi, viivojen piirtäminen ja veistäminen – ovat yleisimmin käytettyjä, ja ne kaikki sisältävät lukemattomien alueiden käsityöläisten vuosituhansien ajalta keräämää kokemusta. Käsityömateriaalien kehittyessä uusia työkaluja ja tekniikoita ilmestyy jatkuvasti. Lyhyesti sanottuna kaiverrus- ja kohokuviointityökaluja on saatavilla monenlaisissa muodoissa ja loputtomissa variaatioissa; tämän käsityön johtajina meidän ei pidä jäädä paikoillemme, mutta emme saa myöskään antaa materiaalisten asioiden taakkauttaa meitä. Hienot kuviot ja salaperäisen elävät tilalliset muodot riippuvat rohkeasta innovaatiosta ja sinnikkyydestä.
Copywrite @ Sobling.Jewelry - Custom korujen valmistaja, OEM ja ODM korut tehdas
Osa II Prosessin kulku
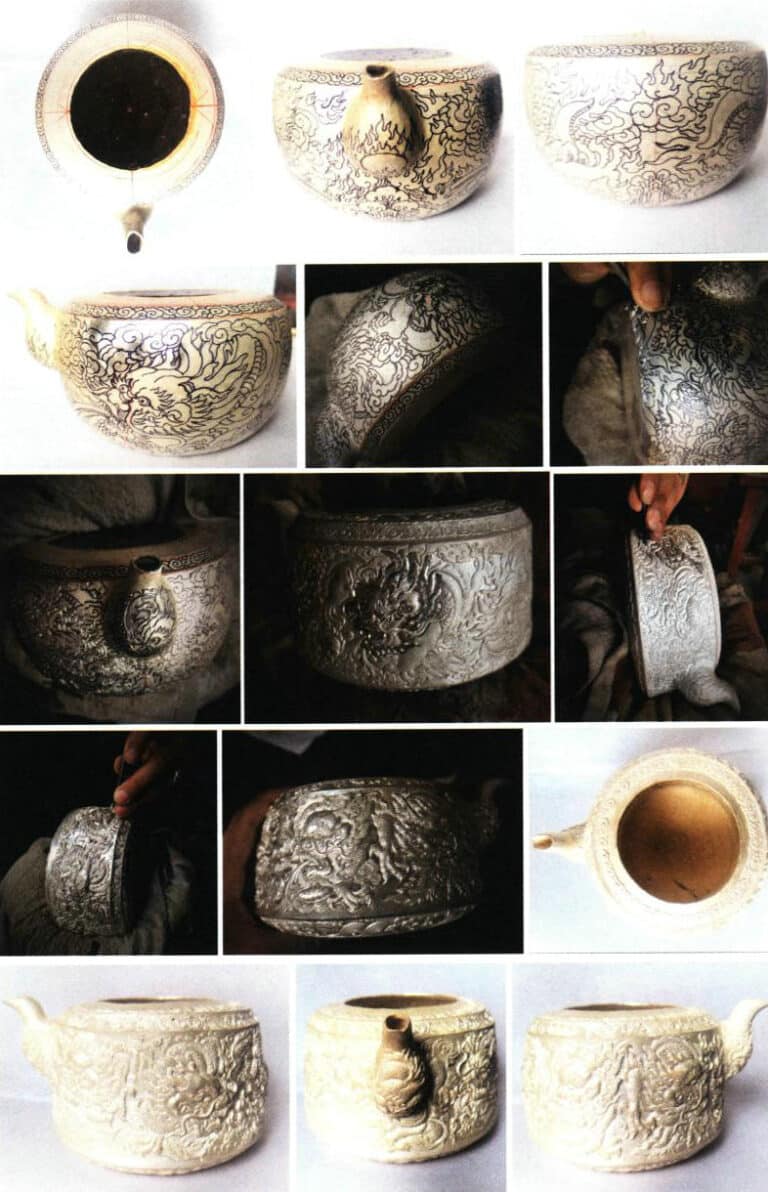
Kaiverrus- ja reliefityötaito on kehittynyt yli tuhannen vuoden ajan; sen menetelmiä on jatkuvasti hiottu, mutta perusmenettelytavat eivät ole muuttuneet merkittävästi. Eri alueilla voi olla pieniä eroja menetelmissä ja prosesseissa tartuntareittien ja paikallisten tapojen mukaan. Perusprosessi on seuraava (kuva 4–12).
① Kuvion siirto: piirrä kuvio kulta-, hopea- tai kuparipinnoille tai siirrä tulostettu viivapiirros metallipinnalle.
② Valitse tausta ja pehmuste: liima, lyijy, hiekkasäkit, teräksiset uralevyt jne.
③ Muovaus: jos tarvitaan suurta kohokuviota, aaltoileva tila on poistettava ennen toista liimaa poistavaa ja täyttävää vaihetta. Liiman poisto ja täyttö ovat toistettavia vaiheita kaiverrus- ja piirustusprosessissa; toistojen määrä riippuu käsityöläisen taitotasosta ja suunnittelun monimutkaisuudesta.
④ Muotoilu: Käytä erilaisia talttoja kaivertaaksesi aihioon rikkaita kuvioita; tähän sisältyy myös yksityiskohtien kohokuviointi.
⑤ Leikkaus ja juottaminen: Poista juoksute veistetyistä osista ja tarkista ne; jos niissä on puuttuvia veistoksia, halkeamia tai kokoamista vaativia kohtia, leikkaa ne ennen juottamista ja kokoamista.
⑥ Kiillotus: Suorita pintakäsittely.
Osa III Työasento
Työntekijän ryhdillä ja liikkeillä takaa-ajon ja vaihdon aikana on suuri vaikutus lopputulokseen. Väärä ryhti voi myös johtaa työväsymykseen, vaikuttaa terveyteen ja vaarantaa turvallisuuden työskentelyn aikana. Työasennot (kuva 4–13) vaihtelevat hieman työtilanteen mukaan, mutta perusasiat ovat samat.
(1) Pidä vartalo suorassa, jalat luonnollisesti hieman erillään, ja ota mukava asento.
(2) Aseta jyrsittävä työkappale rinnan tasolle noin 20 cm:n etäisyydelle rinnasta.
(3) Pidä talttaa toisessa kädessä ja jyrsinvasaraa toisessa, käsivarsi ja käsi luonnollisessa asennossa ja pidä jyrsittävä kohde näkölinjan sisällä.
(4) Jyrätessäsi kallista taltan vartta ulospäin; lyö talttaa vasaralla ylhäältä alas ja ulkoa sisäänpäin pitäen jyrsittävä kohde jatkuvasti näkölinjassa.
Huomautukset
① Myös kaiverrus- ja poistoprosessissa metallilevyn jännitykset muuttuvat jatkuvasti, joten hehkutus on erittäin tärkeää; muuten metallilevyn kovuus vaikuttaa kaiverruksen ja poiston laatuun ja tehoon.
② Urausten ja kohokuvioiden käsityötuotannossa käytetään yleensä liukuhihnatyönkulkua. Esimerkiksi muovauksen ja lävistyksen suorittaa sama henkilö; on asiantuntijoita, jotka vastaavat tietyn muodon veistämisestä, ja käsityöläisiä, jotka vastaavat kiillotuksesta. Tämä voi parantaa tehokkuutta, pitää uratut kuviot siisteinä ja yhdenmukaisina sekä lisätä tuotteiden määrää ja laatua.
③ Takaa-ajoa ja avustustöitä suoritettaessa tulee välttää sopimattomia istuma-asentoja, kuten jalkojen ristimistä.
Osa IV Työympäristö
1. Henkilökohtaiset studiot
Kaiverrus- ja helpotustyöstöllä ei ole korkeita ympäristövaatimuksia; yksittäisen työpöydän tila vaihtelee henkilöittäin. Koska useimmat kaiverretut kappaleet ovat suhteellisen pieniä eivätkä vaikuta ympäristöön työskentelyn aikana juurikaan, työpöytä on järjestetty pääasiassa käsityöläisen ryhtiä ja mukavuutta kaiverrusprosessin aikana silmällä pitäen. Yksi työpiste on tyypillisesti noin 0,5 m², ja useimpien studioiden tilat ovat noin 30 m². Käsityöläiset ovat yleensä noin viisi henkilöä; studion tuottamista tuotekategorioista riippuen on yleistä, että kaiverrusmestari ja filigraanityömestari tai takomusmestari ja kaiverrusmestari muodostavat pienen työpajan, jota täydentää 1–2 oppipoikaa materiaalien valmistelussa ja avustamisessa. Kokonaiskuva on pieni mutta kattava. Kaiverrusprosessi nojaa vahvasti mestarin vuosien tekniseen kokemukseen ja ammattien väliseen koordinointiin.
Kiinalaisten arvostaessa yhä enemmän korujen etnisiä ja personoituja puolia, monet suuret valmistajat ovat alkaneet lisätä perinteisiä käsityöelementtejä sisältävien korujen kehittämistä. Useimmat kyvykkäät valmistajat perustavat suhteellisen itsenäisiä tutkimus-, kehitys- ja tuotantotiloja perinteisille käsitöille nykyaikaisten yritysjohtamis- ja tuotantomallien mukaisesti ja perinteisten tekniikoiden ominaisuuksien pohjalta. Henkilöstön osalta he sekä palkkaavat kokeneita mestareita valmistamaan mittatilaustyönä tehtyjä kappaleita että tekevät yhteistyötä suunnittelijoiden kanssa teknisten ongelmien ratkaisemiseksi, ja palkkaavat tietokonepohjaisia mallinnuksia, jotka käyttävät nykyaikaisia tuotantoteknologioita perinteisten käsityömuotojen simulointiin. Kokonaistuloksena on markkinaorientoitunut tuotanto, tuotteiden monipuolistaminen ja tehokas toiminta eri osastojen välillä.
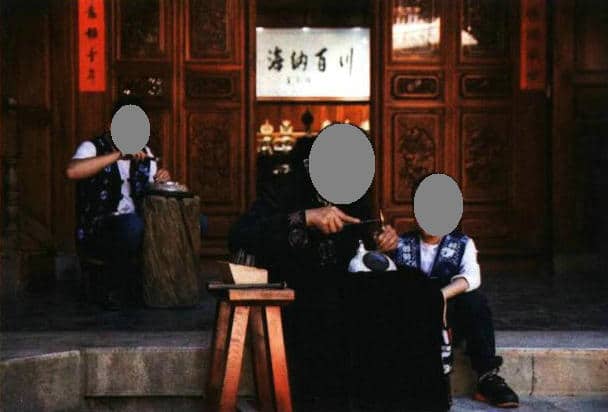
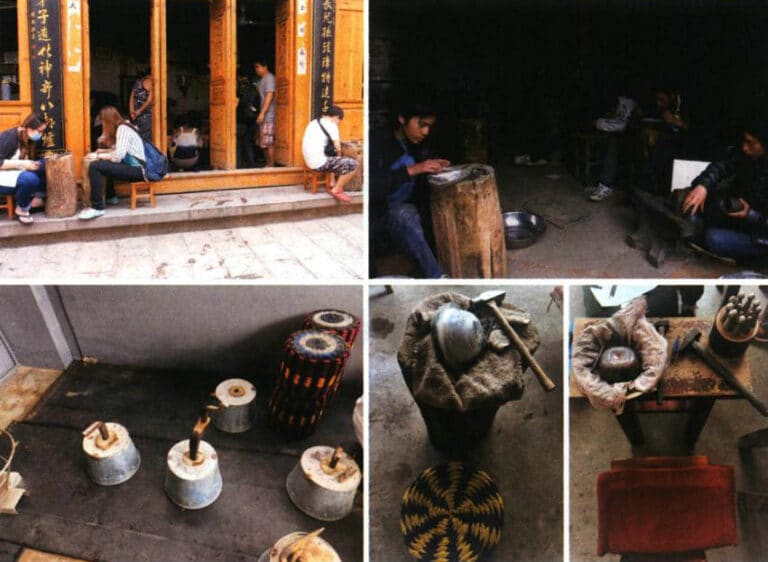
Viime vuosina valtio on tehostanut toimiaan aineettoman kulttuuriperinnön suojelemiseksi, ja hopeasepäntyöt ja takominen ovat kehittyneet nopeasti esimerkiksi Yunnanin, Guizhoun ja Tiibetin alueilla. Esimerkiksi Heqingin piirikunta Dali Bain autonomisessa prefektuurissa Yunnanissa on investoinut voimakkaasti hopeasepäntyön aineettoman perinnön suojelemiseen. Yli vuosikymmenen jatkuvien investointien jälkeen siitä on kehittynyt hopeaesineiden kotikaupunki, joka on tunnettu sekä kotimaassa että ulkomailla. Paikalliset käsityöläiset työskentelevät yleensä perheyksiköissä noudattaen pitkälti perinteistä mestari-oppipoika-järjestelmää, jota on parannettu ajan myötä. Paikallisviranomaiset ovat hyödyntäneet täysimääräisesti useita kansallisia elvytys- ja tukipolitiikkoja rakentaakseen työpajoja ja katukauppoja edistäen voimakkaasti perinteistä käsityötuotantoa eri muodoissa, kuten julkisivu-työpaja-tehdas -periaatteella. Nämä kansankäsityöläiset käyttävät työssään enimmäkseen jalostettuja puunkantoja (säädetty käyttäjän kokemuksen ja työskentelytapojen mukaan) ja matalia jakkaroita (kuva 4–15); tällaiset laitteet auttavat pitämään heidän kaulansa, vartalonsa ja käsivartensa suhteellisen mukavina pitkien työpäivien aikana. 30 neliömetrin jyrsintä- ja takomotyöpajassa on tyypillisesti varattu neljännes tilasta jyrsintä- ja helpotustoimenpiteille, ja loput tilasta on sijoitettu seinien viereen takomotyökaluille tarkoitettuja telineitä varten.
Jokainen työpaja rekrytoi oppisopimusoppilaita omien käsityötaitojensa mukaisesti ja toimii “vanhasta uuteen, työssäoppimisen” mallilla. Paikallisen kulta- ja hopeaesineiden jalostusteollisuuden yleisiä ominaispiirteitä ovat: 1. mestari-oppisopimusjärjestelmä ja moderni johtaminen; 2. jokainen kotitalous on erikoistunut ja tuottaa ammattimaisesti; 3. työpajojen välinen toisiinsa yhteydessä oleva käsityömalli.
2. Ammatilliset koululaboratoriot
Yli 40 vuoden aikana uudistusten ja avautumisen jälkeen valtio on esittänyt uusia kehitysvaatimuksia korkeakoulutukselle integroimalla perinteisen kulttuurin ja ideologisen koulutuksen monien tieteenalojen rakentamiseen. Tällä hetkellä yli 100 oppilaitosta valtakunnallisesti tarjoaa koru- ja koristeluohjelmia, ja valtaosa on sittemmin ottanut käyttöön kursseja perinteisistä käsitöistä. Vuonna 2012 Kiinan geotieteiden yliopiston (Wuhan) gemmologian laitos uudisti opetussuunnitelmaansa tarjotakseen perinteisten käsitöiden kursseja, kuten kaiverrus- ja kohokuviointia, filigraania ja emalointia, ja perusti korkeakoulujen laboratorioiden rakennusvaatimusten ja näiden käsitöiden erityistarpeiden mukaisesti perinteisen käsityön laboratorion.
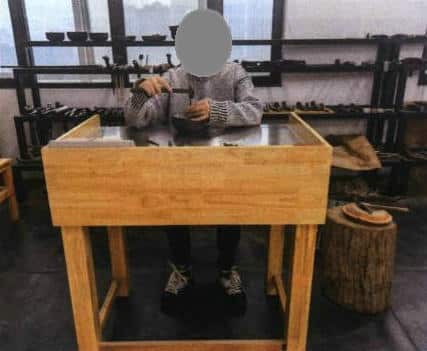
Kotimaisten ammattikoulujen jalostus- ja apukäsityölaboratorio (kuva 4–16) on rakennettu ensisijaisesti omien opetusvaatimustensa täyttämiseksi, ja sen on myös varmistettava asianmukainen turvallisuus. Jalostus- ja aputyöpöytä on samanlainen kuin korutyöpöytä, mutta matalampi, minkä ansiosta se sopii paremmin opiskelijoiden käytännön harjoituksiin.

Työtasojen lisäksi jyrsintä- ja apulaboratoriossa sekä laitehuoneessa on monia niihin liittyviä työkaluja ja laitteita (kuvat 4–17–4–20); niiden erityispiirteet ovat seuraavat.
① Laboratoriossa tulee olla riittävä määrä työpöytiä, jotta vakio-opetusluokka voi pitää samanaikaisesti.
② Työtasojen tulisi sopia takaa-ajo- ja avustustehtävien ominaisuuksiin ja helpottaa sekä opetusta että oppimista.
③ Laboratorion tulisi täyttää kaiverrukseen ja kevennykseen liittyvät operatiiviset tarpeet, kuten mahdollistaa hehkutus, leimaus, taonta, muotoilu ja vastaavat toiminnot.
④ Ota käytännön opetuksessa täysimääräisesti huomioon kaikenlaiset turvallisuuskysymykset, kuten tulipalojen ehkäisy ja tapaturmaiset vammat.
Kuva 4-17 Alasin

Kuva 4-18 Penkkiruuvipenkki

Kuva 4-19 Kiillotuskoneen osittainen näkymä

Kuva 4-20 Työkalut ja laitteet laitehuoneessa