Mitä laitteita tarvitset Master emali koruja Making, ja mitkä ovat perustekniikoita?
Olennaiset emalityökalut & 7 perustekniikkaa korujen tekoon
Johdanto:
Emalointi on kaunis yhdistelmä metallityötä ja taiteellisuutta, mutta mistä aloittaa? Tässä kattavassa oppaassa käsitellään keskeiset välineet ja perustekniikat, joita tarvitset upeiden emalikorujen ja koriste-esineiden valmistamiseen.
Ensin tutustumme alan keskeisiin työkaluihin. Emalointiuuni on studion sydän, ja keskustelemme siitä, miten valita oikea uuni tehon, eristyksen ja ominaisuuksien, kuten tarkkailuaukon, perusteella. Sen jälkeen tarkastelemme välttämättömiä apuvälineitä, kuten erilaisia polttotelineitä (litteät, kolmipisteiset ja yksilölliset muodot), lastoja kappaleiden käsittelyyn ja turvavarusteita. Oppaassa kerrotaan myös yksityiskohtaisesti kriittisten valmisteluvaiheiden varusteet, kuten happoliuosten valmistaminen metallialustojen puhdistamiseen ja turvalliseen levitykseen tarvittavat työkalut.
Työkalujen lisäksi esittelemme seitsemän emalitekniikan perusluokitusta. Tämä yleiskatsaus tarjoaa selkeän kartan emalitaiteen eri tyylien ja efektien ymmärtämiseen perustavanlaatuisesta tasomaisesta emalista Cloisonné-emalin monimutkaiseen lankatyöskentelyyn, Champlevé-emalin kaiverrettuun syvyyteen, Plique-à-jour-emalin läpikuultavaan kauneuteen sekä maalatun ja Grisaille-emalin maalauksellisiin yksityiskohtiin.

Cloisonné-teos "Vesikukkien muunnelmia"
Sisällysluettelo
I jakso Emalien valmistuksen peruslaitteet ja -työkalut
1. Tulituksessa käytettävät työkalut
1.1 Emalin polttouuni
Kunnollisessa emalointistudiossa käyttäjäystävällinen emaliuuni on perusvaruste.
Miten valitset itsellesi sopivan emaliuunin? Koska emaliuunit ovat yleensä kalliita, eivätkä ne ole kulutustavaroita, jotka on vaihdettava usein lyhyellä aikavälillä, jokainen toivoo voivansa valita pitkäaikaiseen käyttöön sopivan uunin, jolla on hyvä hinta-laatusuhde.
Emalointiuunin valintaperusteet ovat seuraavat.
Tarkastele ensin uunin tehoa. Yleisesti ottaen mitä suurempi teho, sitä nopeampi lämmitys. Jos studion virtapiiri sallii sen, korkeamman tehon uunissa kestää vähemmän aikaa saavuttaa asetettu lämpötila. Tavallisesti uunin nimellisteho on merkitty laitteen takaosaan; kuten kuvassa 2-1 näkyy, merkintä osoittaa, että tämän uunin nimellisteho on 2000 wattia.
Toiseksi, tarkista, voiko uunin eristekerros estää tehokkaasti lämpöhäviöitä. Jos eristys on riittämätön, uunin lämpötila laskee huomattavasti aina, kun ovi avataan työn poistamiseksi tai sijoittamiseksi, mikä ei ainoastaan tuhlaa aikaa vaan voi myös vaikuttaa jossain määrin polttotuloksiin. Kuvassa 2-2 on uuni, jonka luukku on auki; polttokammion reunasta rungon uloimpaan reunaan ulottuu eristyskerros.

Kuva 2-1 Emaliuunin nimellisteho

Kuva 2-2 Sameerausuuni, jonka luukku on auki.

Edellä mainittujen tärkeiden kriteerien lisäksi uunin ulkonäkö ja mitat, sisäkammion koko sekä uunin oven avaamisen ja sulkemisen helppous ovat kaikki ehtoja, jotka on otettava huomioon emaliuunia valittaessa. Näillä tekijöillä ei kuitenkaan ole kiinteitä standardeja, ja niistä voidaan päättää henkilökohtaisten mieltymysten ja studion tarpeiden perusteella.
Maamme korutyökalumarkkinoilla yleisesti nähtävät emaliuunit ovat pääasiassa seuraavanlaisia.
(1) Saksassa valmistetut emaliuunit. Niissä on sininen ulkopinta ja valkoinen sisäpinta, ja niitä on saatavana viidessä eri koossa suuresta pieneen. Teholuokat ovat 1200 W, 2000 W ja 2500 W. Sisäkammion mitat ja katseluporttien koot vaihtelevat malleissa. Nämä uunit soveltuvat pääasiassa pienten korujen polttamiseen. Niiden ominaispiirteitä ovat kompakti ja houkutteleva ulkonäkö, keveys, kätevä käyttö; luukku kääntyy ylöspäin, ja katseluikkuna sijaitsee luukun keskellä; niiden suorituskyky on vakaa, lämmitys on nopeaa ja niiden yhtäjaksoinen käyttöaika on pitkä. Saksalaisvalmisteisten uunien huomattava etu on, että kammion sisällä ei synny polttamisen aikana hienoja metallioksidihiukkasia. Niiden haittapuolina ovat korkeampi hinta ja tarve ylimääräiselle termostaatille lämpötilan säätämiseksi ja valvomiseksi. Kuvassa 2-4 on saksalaisvalmisteinen emaliuuni, jonka teho on 2000 W; sen maksimilämpötila voi olla 1100 °C. Tämän kirjan käsityöläistuotantoesimerkit valmistuivat kaikki tällä uunilla.
Ennen saksalaisvalmisteisen emaliuunin ensimmäistä käyttökertaa on parasta sivellä kammion sisäseinämiin suojakerros okrajauhetta, joka suojaa kammiota ja pidentää sen käyttöikää. Okra on luonnollinen mineraali; kuvassa 2-5 on esitetty okrajauhetta, ja sen korvikkeena voidaan käyttää myös kaoliinia.

Kuva 2-4 Saksassa valmistetut emaliuunit

Kuva 2-5 Okrajauhe

Kuva 2-6 Okrajauheen siveleminen

Kuva 2-7 Valmis harjaus
(2) Kotimaiset emaliuunit. Pitkään kotimaassa tuotetut emaliuunit olivat jälkiasennuksia valamiseen käytetyistä sähköuunista, eivätkä ne soveltuneet täysin emalin polttamiseen. Tämäntyyppiset emaliuunit kuluttavat yleensä paljon sähköä ja lämpenevät hyvin hitaasti; ne ovat isoja, tilaa vievän näköisiä ja hankalia käyttää. Viime vuosina emalitekniikoiden suosion kasvaessa kotimaassa emaliuunien kysyntä paikallisten emalintekijöiden keskuudessa on vähitellen kasvanut. Tuontimerkkien emaliuunit ovat kalliimpia, ja ostajat joutuvat myös kohtaamaan kuljetus- ja tulliselvitysongelmia, joten jotkin kotimaiset tuotemerkit ovat alkaneet kehittää itsenäisesti emaliuunia erityisesti emalipolttoa varten. Esimerkiksi Tsinghuan yliopiston taide- ja muotoiluakatemian korutyöpajan kehittämässä ja parantamassa emaliuunissa, jota Beijing ShengYihang Jewellery Equipment valmistaa, on kaksi kokoa suurille studioille ja henkilökohtaisille studioille, ja niiden tehot ovat 2000 wattia ja 800 wattia. Verrattuna perinteisiin kotimaisiin emaliuuneihin tämä uuni on pienempi ja se lämpenee nopeammin; verrattuna tuontiuuniin emaliuuneihin sen uunirunko ja lämpötilan säädin on integroitu, sen sisätilojen koko on suhteellisen suuri, mikä soveltuu suhteellisen suurten teosten polttamiseen, ja sen hinta on myös kohtuullinen. Kuvassa 2-8 on Beijing ShengYihang Jewellery Equipmentin valmistama emaliuuni.
(3) Japanissa valmistettu cloisonné-emaliuuni. Tälle japanilaiselle cloisonné-emaliuunille on ominaista kompakti ja houkutteleva ulkonäkö, kätevä käyttö ja suhteellisen alhainen hinta. Se on pienikokoinen, ja siinä on sivulta avattava ovi, ja uunin runko ja lämpötilan säädin on integroitu. Sen lämpötilan säädin on kuitenkin melko erikoinen: se ei säädä lämpötilaa suoraan. Silti se on jaettu kuuteen asetukseen, joista kukin ohjaa eri lämpötilaa, joten lämpötilan säätäminen ei ole kovin kätevää - tämä on tämän tuotemerkin uunin suurin puute. Lisäksi sen uunikammio on suhteellisen pieni, ja se lämpenee hitaasti. Kuvassa 2-9 on japanilaisvalmisteinen cloisonné-emaliuuni.

Kuva 2-8 Kotimainen emaliuuni

Kuva 2-9 Japanilainen cloisonné-emaliuuni.
1.2 Emalipolttoon käytettävät aputyökalut
Emalipolttouunin lisäksi emalipolttoprosessin aikana tarvitaan myös joitakin pieniä apuvälineitä.
Polttotelineen tarkoituksena on pitää lasitettu kappale paikoillaan, jotta se on helpompi asettaa uuniin poltettavaksi. Polttotelineitä voi valmistaa itse tai ostaa korutyökaluliikkeistä tai emalitarvikkeiden myyntiin erikoistuneista liikkeistä. Ne valmistetaan yleensä korkealaatuisesta ruostumattomasta teräksestä, mutta myös titaania voidaan käyttää. Polttotelineet jaetaan karkeasti ottaen litteisiin, teräväkulmaisiin ja epäsäännöllisen muotoisiin telineisiin.
(1) Litteän tuen tyyppi. Litteäpintainen teline koostuu neliönmuotoisesta paneelista ja kahdesta tukijalasta, jotka ulottuvat pystysuoraan alaspäin kummallakin puolella. Tukijalkojen korkeus on yleensä 3~5 senttimetriä, kun taas neliskanttista paneelia on eri kokoja, jotka valitaan kappaleen koon mukaan, kuten kuvassa 2-10 on esitetty. Polttamisen aikana telineen alla olevien kahden tukijalan väliin työnnetään pitkä lapio, jolla teline ja sen päällä oleva kappale nostetaan uuniin polttoa varten, kuten kuvassa 2-11 esitetään. Yleisiä tasopolttohyllyjä on saatavana verkko- ja levytyyppisinä. Verkkotelineet on valmistettu teräsverkosta tai titaaniverkosta, kun taas levytelineet on valmistettu teräslevystä tai titaanilevystä, jonka pintaan on rei'itetty tiheästi reikiä telineen massan vähentämiseksi ja liiallisen lämmön imeytymisen välttämiseksi polton aikana. Verkkotelineiden etuna on, että ne ovat kevyitä ja helppokäyttöisiä, ne imevät vähemmän lämpöä eivätkä vaikuta emalipolton kulkuun; haittapuolena on, että niiden käyttöikä on lyhyempi, sillä ne deformoituvat yleensä noin vuoden kuluttua, ja niiden pinnalle alkaa muodostua mustia metallioksideja, joiden oksidihiutaleet voivat jopa tarttua emalipintaan polton aikana. Levytelineiden etuna on niiden suuri lujuus, sillä ne tukevat kappaleita vakaammin ja kestävät muodonmuutoksia; haittapuolena on niiden suurempi paino, joka tekee niistä vaikeampia käsitellä ja hankalia sijoittaa ja poistaa. Lisäksi levytelineet imevät paljon lämpöä polton aikana, mikä pidentää polttoaikaa.

Kuva 2-10 Eri malleja olevat tasatuletintelineet

Kuva 2-11 Teline, joka tukee kappaletta
(2) Kolmen pisteen tyyppi. Kolmipistekannatin koostuu jalustasta ja useista (3~4) ylöspäin osoittavista piikeistä, jotka on valmistettu ruostumattomasta teräksestä tai titaanista, ja niitä on saatavana eri kokoisina emalipalan koon mukaan. Kuvassa 2-12 on erikokoisia teräksisiä kolmipistekannattimia, jotka sopivat yleisesti ottaen paremmin pienemmille kappaleille. Polttamisen aikana kappale asetetaan tasaisesti useiden piikkien väliin, ja piikkien sisäpuoliset kaltevat sivut tukevat kappaleen tukevasti. Koska piikkien sisäsivut kallistuvat alhaalta ylöspäin ulospäin, ne sopivat erimuotoisille kappaleille, kuten kuvassa 2-13 on esitetty. Kolmipistekannattimen etuna on sen keveys ja soveltuvuus erimuotoisille kappaleille; säännöllisten geometristen muotojen lisäksi se soveltuu myös kappaleille, joiden pohja on epäsäännöllinen. Huonona puolena on se, että kun kappaleen molemmat puolet on lasitettu, kääntöpuolen lasite voi helposti tarttua tukipiikkien vinoihin reunoihin, jolloin kääntöpuolen lasitettuun pintaan jää jälkiä, ja vakavissa tapauksissa kappale voi jopa tarttua kiinni telineeseen, eikä sitä voi poistaa.

Kuva 2-12 Kolmipistekannattimet eri kokoluokissa

Kuva 2-13 Kolmipistekannatin, joka soveltuu erimuotoisiin töihin.
(3) Erikoismuotoiset ampumatelineet. Erikoismuotoiset s viittaavat metallisiin kiinnikkeisiin, joita käytetään erityismuotoisten teosten valmistamiseen polttamisen aikana. Nämä s:t valmistetaan yleensä kappaleen muodon mukaan ja ne on valmistettu ruostumattomasta teräksestä tai titaanista. Joitakin valmiita erikoismuotoisia s:iä voi ostaa emalointityökaluja myyvistä liikkeistä tai ne voidaan tehdä käsin. Näiden s:ien muodolle ei ole olemassa mitään kiinteää sääntöä; kunhan ne kestävät kappaleen vakaasti eivätkä niiden kärjet kosketa lasitettua pintaa, ne ovat hyväksyttäviä. Kuvassa 2-14 on eräässä emalointivälineitä myyvässä liikkeessä myytävä erityinen polttoteline renkaiden polttamiseen, ja kuvassa 2-15 on teräs, jonka taiteilija on valmistanut erityisesti luomansa teoksen polttamista varten, ja joka on erikoismuotoinen.

Kuva 2-14 Oma sytytysteline sytytysrenkaita varten.

Kuva 2-15 Räätälöity teräksinen polttoteline epäsäännöllisen muotoista työtä varten.

Kuva 2-16 Tulenkestävän tiilen telineeseen sijoitettu työ.

Kuva 2-17 Tulenkestävä tiilihylly, joka soveltuu kaiken muotoisiin töihin.


Kuva 2-19 Kotimainen polttolasta

Kuva 2-20 Kotimainen emalointihaarukka


Kuva 2-22 Kakkulastat ja palettiveitset soveltuvat teosten siirtämiseen.

Kuva 2-23 Työn nostaminen palettiveitsellä
Koska uunin lämpötila nousee 700-900 °C:een emalipolton aikana, käytön aikana saatetaan tarvita kuumuutta kestäviä tulenkestäviä käsineitä. Kuvassa 2-24 on nahkainen tulenkestävä käsine.
Kuvassa 2-25 esitetyt kuumuutta kestävät pitkät pinsetit ja hunajakennomainen juotoslevy ovat yleisesti käytettyjä välineitä emalipolton aikana: pitkillä pinseteillä tartutaan juuri poltettuihin teoksiin ja hunajakennoisella juotoslevyllä asetellaan teoksia, jotka eivät ole vielä jäähtyneet.

Kuva 2-24 Paloturvalliset käsineet

Kuva 2-25 Lämmönkestävät pitkät pinsetit ja hunajakennojuotoslevy.
2. Metallien ja emaliteosten puhdistamiseen tarvittavat laitteet ja työkalut
2.1 Happoliuoksen valmistaminen ja korvaavat aineet
Ennen polttoa, jotta öljy ja oksidit voidaan poistaa perusteellisesti metallipohjalevystä, levyä on liotettava laimeassa rikkihappoliuoksessa noin 15 minuuttia. Rikkihappoliuoksen vaaditun pitoisuuden on oltava vähintään 30%. Kuvassa 2-26 on esitetty väkevä rikkihapon kantaliuos, dekantterilasi ja 200 millilitraa tislattua vettä, jotka on valmistettu laimean rikkihappoliuoksen valmistusta varten; valmistuksen aikana on käytettävä maskia ja kumihanskoja. Otetaan esimerkiksi 200 millilitraa tislattua vettä, ja jos halutaan valmistaa 40%-rikkihappoliuosta, tislattuun veteen on lisättävä noin 80 millilitraa väkevää rikkihapon kantaliuosta. Erityinen valmistusmenetelmä on seuraava.
(1) Kaada 200 millilitraa tislattua vettä dekantterilasiin kuvan 2-27 mukaisesti.

Kuva 2-26 Tiivistetty rikkihappo, dekantterilasi ja 200 ml tislattua vettä.

Kuva 2-27 Kaadetaan 200 ml tislattua vettä dekantterilasiin.
(2) Mittaa 80 ml väkevää rikkihappoa mittakupilla kuvan 2-28 mukaisesti.
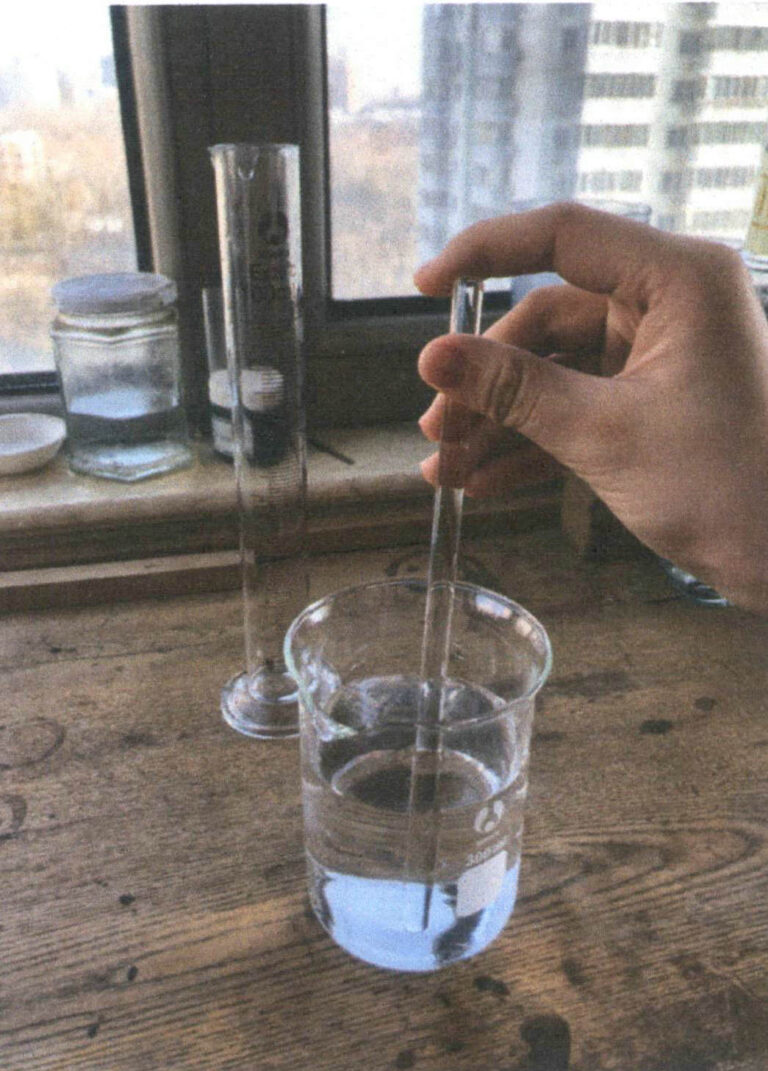
(3) Kaada väkevää rikkihappoa hitaasti mittakupista tislattuun veteen kallistettua lasisauvaa pitkin, kuten kuvassa 2-29 on esitetty.
(4) Sekoita dekantterilasissa olevaa nestettä hitaasti lasisauvalla, jotta rikkihappo sekoittuu täysin veteen. Näin valmistetaan laimea rikkihappoliuos, jonka konsentraatio on noin 40%, kuten kuvassa 2-30 on esitetty.

Kuva 2-28 Mitataan 80 millilitraa väkevää rikkihappoa.

Kuva 2-29 Rikkihapon kaataminen hitaasti tislattuun veteen.
Kuva 2-30 Sekoittaminen tasaisesti lasisauvalla
On tärkeää huomata, että laimeaa rikkihappoliuosta valmistettaessa rikkihappoa saa lisätä vain veteen; väkevään rikkihappoon ei saa missään tapauksessa lisätä vettä, koska se voi aiheuttaa hapon roiskumisen.
Tällä hetkellä Kiinassa rikkihapon ostamiseen tarvitaan asianomaisten viranomaisten asiakirjat. Laboratorion laimennetun rikkihapon korkein saatavilla oleva pitoisuus on noin 60%, jonka voi itse säätää noin 40%:ksi käyttöä varten.
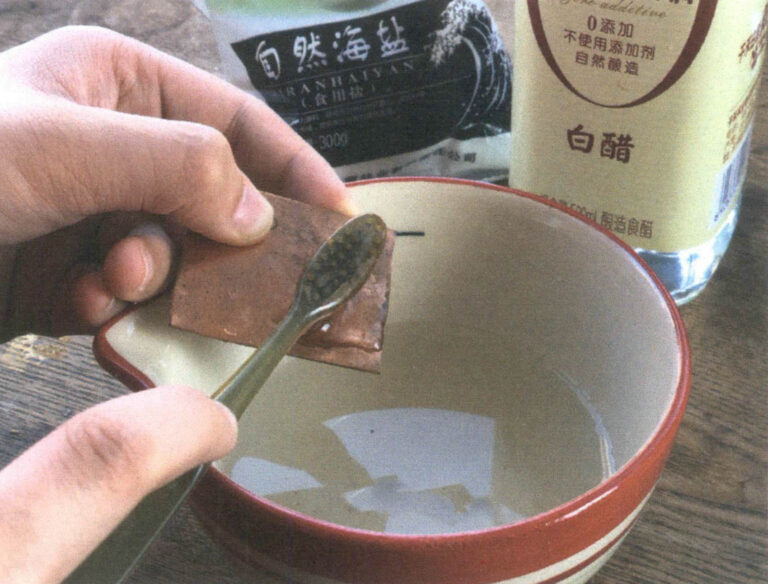
Rikkihapon lisäksi metallilevyjen puhdistamiseen voidaan käyttää myös valkoista etikkaa ja suolaa. Vaikka se vie enemmän aikaa, menettely ei ole vaarallinen eikä sillä ole haitallisia ympäristövaikutuksia. Menetelmä on seuraava: liuotetaan suolaa valkoiseen etikkaan, lisätään suolaa jatkuvasti, kunnes etikka on kyllästynyt, hehkutetaan metallilevyä ja upotetaan se vielä kuumana suolattuun etikkaan; kun liotusta on kestänyt riittävästi, metallilevy poistetaan ja huuhdellaan puhtaaksi juoksevalla vedellä. Kuvassa 2-31 on tällä menetelmällä puhdistettu punakuparinen pohjalevy.
2.2 Laitteet ja työkalut metallialustojen puhdistukseen
Metallialustojen puhdistuksessa hapolla käytetään seuraavia laitteita ja työkaluja.
(1) Metallialustojen happopuhdistuksen aikana tarvitaan kannellinen lasiastia laimeaa rikkihappoa varten, ja mieluiten astian olisi oltava suljettavissa, jotta happohöyryt eivät pääse ilmaan. Supermarketeissa myytävä suljettu lasinen elintarvikkeiden säilytysrasia on hyvä vaihtoehto. Lisäksi tarvitaan muovinen pinsetti, jolla voidaan poimia metallinpaloja haposta; huomaa, että metallista valmistetut pinsetit eivät saa joutua kosketuksiin hapon kanssa, joten on käytettävä muovipinsettejä tai bambupinsettejä, ja syömäpuikot voivat toimia niiden korvikkeena. Kuvassa 2-32 on muovipinsetti ja suljettu happoa sisältävä astia; astiassa on laimeaa rikkihappoliuosta, jonka pitoisuus on 40%.
(2) Joskus metallialustan pinta ei ole vielä sileä happoliotuksen jälkeen; tällöin puhdistukseen voidaan käyttää hiekkapaperia, teräsvillaa tai hankaustyynyjä. Jos metallialustassa on selviä naarmuja, voit hioa sen sileäksi hiekkapaperilla ennen happoliotusta; jos liotuksen jälkeen alustassa on oksideja, joita ei voi poistaa, ota se pois haposta, huuhtele puhtaalla vedellä, hankaa sitten messinkiharjalla tai hankaustyynyllä, kuten kuvassa 2-33 on esitetty, ja liota se sitten uudelleen happoon.

Kuva 2-32 Sinetöity laatikko happoliuoksen ja muovipinsettien säilyttämistä varten.

Kuva 2-33 Metallipinnan puhdistaminen hankaustyynyllä
(3) Emalilasin puhdistuksessa syntyvä jätevesi on lievästi hapanta ja sitä voidaan säilyttää astiassa, jota käytetään erityisesti rasvan tai lian poistamiseen metalli- tai emalipinnoilta. Puhdistuksen aikana levitä kädelläsi jätevedessä suspendoitunutta lasitejauhetta lasitetulle pinnalle ja hankaa varovasti kuvan 2-34 mukaisesti.
Varotoimet: Säiliö, jossa on hapanta liuosta, on pidettävä aina suljettuna ja varastoitava hyvin tuuletetussa paikassa, mieluiten vessassa tai poistojärjestelmällä varustetun pesualtaan vieressä.

3. Työkalut emalin levittämiseen
3.1 Lasituslasta

Kuva 2-35 Kaksi erikokoista lasituslastaa.

Kuva 2-36 Lasitteen levittäminen lasituslastalla
Sen lisäksi, että voit ostaa sellaisen työkalukaupasta, voit tehdä lasituslastan myös itse mieltymystesi ja tarpeidesi mukaan. Vaiheet ovat seuraavat (esimerkkinä messinkilanka).
STEP 01
Valitse halkaisijaltaan 2 mm:n messinkilanka ja leikkaa siitä 15 cm:n pituinen kappale kuvan 2-37 mukaisesti.
STEP 02
Hehkutetaan messinkilangan toinen pää, litistetään toinen pää puristimella kuvan 2-38 mukaisesti ja viilataan kärki sopivaan muotoon.

Kuva 2-37 Leikkaa noin 15 cm messinkilankaa.

Kuva 2-38 Messinkilangan toisen pään litistäminen puristimella.
STEP 03
Viilaa ja kiillota muotoiltu pää sileäksi ja taivuta se sisäänpäin 120° kulmaan. Kuvassa 2-39 on kaksi valmista messinkistä lasituslastaa.

Lasituslastat voidaan valmistaa myös qinistä. Qin ei hapetu eikä ruostu, sillä on erittäin suuri kovuus eikä se muutu helposti, joten se on erittäin sopiva materiaali. Kuvassa 2-40 on natriumista valmistettu lasituslasta, jonka kahvan keskelle on työstetty kierretty kuvio tarttumisen helpottamiseksi.
Perinteisessä japanilaisessa cloisonné-käsittelyssä käytetään bambusta valmistettuja lasituslastoja, joiden muoto vaihtelee hieman, mutta käyttötapa on sama. Kuvassa 2-41 esitetään kolme kokoa bambulasuurista lasituslastoja, suurista pieniin. Bambulasituslastat valmistetaan ei-metallisista materiaaleista, mikä takaa sen, että lasitteeseen ei sekoitu metallihiukkasia - tämä on niiden etu.
Lasituslastojen pituutta ja leveyttä voidaan säätää omien tarpeiden mukaan; mitään kiinteää sääntöä ei ole olemassa. Suuremmissa töissä käytetään leveämpiä lastoja, kun taas pienemmissä töissä tai hienojakoisissa yksityiskohdissa käytetään kapeampia ja teräväkärkisempiä lastoja. Tekijä voi päättää lastan kahvan pituuden käden koon mukaan ja määrittää lastan kärjen muodon ja koon kappaleen mittojen mukaan. On parasta pitää käsillä 2~3 erimuotoista ja -kokoista lastaa, jotta niitä voidaan vaihtaa tarpeen mukaan käytön aikana.

Kuva 2-40 Titaanilasi lastalla

Kuva 2-41 Kolme eri kokoa bambusta valmistettuja lasituslastoja.
3.2 Muut työkalut lasitteen levittämiseen
Kotitekoisten lasituslastojen lisäksi voimme käyttää lasitteen levittämiseen myös muita välineitä, kuten kuivasiivilöintimenetelmässä käytettävää siivilää, pieniä siveltimiä ja vesikyniä lasitteen levittämiseen pienille alueille jne.
(1) Seula. Kun lasite levitetään kuivaseulontamenetelmällä, tarvitaan lasitteen seulomiseen pyöreä ruostumattomasta teräksestä valmistettu seula. Eri töiden vaatimuksista riippuen voit valita ruostumattomasta teräksestä valmistetun seulan, jonka silmäkoko on 80-100. Läpimitaltaan erilaisia seuloja voidaan valita sen mukaan, mille alueelle lasitetta on levitettävä. Ruostumattomasta teräksestä valmistettuja siivilöitä voi ostaa emalointityökalukaupoista. Kuvassa 2-42 on esitetty seula, jonka halkaisija on 5 cm ja silmäkoko 80, mikä on yleisesti käytetty seula.


Kuva 2-43 Kotitekoinen seula sukkahousujen avulla

Kuva 2-44 Emalin seulominen sukkahoususiivilällä.
(2) Pienet harjat. Pienet siveltimet soveltuvat hyvin lasitteen levittämiseen pienemmille alueille täyttötyökaluna. Voit valita erittäin hienoja akvarellivärisiveltimiä, esimerkiksi kokoa 3/0 tai 4.0. Yleiseen tasaiseen lasitukseen käytetään 3/0-kokoisia siveltimiä; jos täytät cloisonné-kuvioiden hienoja yksityiskohtia tai täytät tyhjät tilat, kun teet läpikuultavia emaleita, tarvitset 4/0-siveltimen (hienoin). Lasitteen levittämisessä pienillä siveltimillä on se etu, että niihin jää helpommin sopiva määrä kosteutta, mikä helpottaa aloittelijoiden käsittelyä. Kuvassa 2-45 näytetään täyttö 4/0-siveltimellä. Huomaa, että on tärkeää hankkia korkealaatuisia siveltimiä, sillä huonolaatuiset siveltimet saattavat irrottaa karvoja, mikä vaikuttaa lasitteen puhtauteen.
(3) Kastekynä. Teräskärkisellä upotuskynällä, jota käytetään usein sarjakuvien piirtämiseen tai kovakärkisellä kynällä kirjoittamiseen, voidaan täyttää hyvin pieniä alueita lasitteella. Esimerkiksi cloisonné-emalointiprosessissa, kun kaksi lankaa on hyvin lähellä toisiaan eikä pienin sivellin pysty keräämään märkää lasitetta niiden väliin, tarvitaan upotuskynän kärki, jolla voidaan nostaa pieni määrä lasitetta ja täyttää aukko. Upotuskyniä käytetään usein myös aukkoemalien valmistuksessa, jossa lasite on levitettävä mahdollisimman ohuesti; upotuskynän kärki pystyy nostamaan ja sijoittamaan vain pienen määrän lasitetta joka kerta. Kuvassa 2-46 on esitetty tilanne, jossa dippikynää käytetään avokuvioisen emalimaalauksen täyttämiseen.

Kuva 2-45 Täyttö 4/0-harjalla.

Kuva 2-46 Aukkoemalien täyttäminen upotuskynällä.
4. Kiillotustyökalut
Monissa emalitekniikoissa lopullinen kiillotusprosessi on erittäin tärkeä. Riippumatta siitä, miten hyvin edeltävät vaiheet on tehty, kaikki aiemmat ponnistelut voivat mennä hukkaan, jos kiillotus ei ole tarpeeksi perusteellinen tai jos kiillotuksen aikana ilmenee ongelmia.
Kiillotustyökaluihin kuuluvat kiillotusöljykivet, hiekkapaperi ja timanttihiomalaikat.
Öljykivi on materiaali, joka valmistetaan sintraamalla luonnonmineraalia korkeassa lämpötilassa; se on sitkeää ja tiivistä, ja siitä voidaan valmistaa hioma-aineita. Sen pääkomponentti on vihreä piikarbidi. Öljykivitankoja on litteän suorakulmaisia, pyöreitä, puolipyöreitä ja muita muotoja, joiden avulla voidaan kiillottaa erimuotoisia teoksia ja kappaleen eri osia. Öljykiven karkeusmerkintä ilmaisee sen hiukkasten karkeuden eli silmäkoon. Yleiset öljykivipalkit vaihtelevat karkeusasteikolla 220-1200; mitä suurempi silmäluku, sitä hienompia hiukkasia. Kuvassa 2-47 on esitetty eri muotoisia ja eri hienojakoisia kiillotusöljykiviä.
Kun emalilasi on tasoitettu kiillotusöljykivellä, se on hiottava hiomapaperilla kiillotusöljykiven jättämien jälkien poistamiseksi; yleensä käytetään 600-hiomapaperia. Kuvassa 2-48 on 600-hiomapaperia; sitä käytettäessä hiekkapaperi on leikattava pieniksi paloiksi ja kostutettava ne vedellä ennen lasituspinnan hiontaa.

Kuva 2-47 Öljykivikaistaleiden erilaiset muodot ja raekokoluokat

Kuva 2-48 600-hiomapaperi

Copywrite @ Sobling.Jewelry - Custom korujen valmistaja, OEM ja ODM korut tehdas
II jakso Emalointitekniikoiden perusluokitus
1. Flat-Laid emali tekniikka
Litteä emalointi on yksi emalointimenetelmien yksinkertaisimmista ja yleisimmin käytetyistä tekniikoista. Tällä tekniikalla ei itse asiassa ole virallista nimeä; sen enempää kiinalaisessa kuin alan yleisessä ranskankielisessä terminologiassa ei ole erityistä termiä, joka viittaisi yksinomaan tähän prosessiin. Nimitystä “flat-laid” käytetään tässä kirjassa vain mukavuussyistä, ja se on valittu tekniikan ominaisuuksien perusteella.
Kuten nimestä voi päätellä, litteässä emalitekniikassa emalilasi levitetään tasaisesti metallipinnalle ja poltetaan. Tekniikalla on kaksi teknistä ominaisuutta: ensinnäkin teoksen pinta peittyy kokonaan lasitteella, eikä metallia ole näkyvissä, ja toiseksi teosta ei polton jälkeen kiilloteta, joten se esitetään juuri sellaisena kuin se tulee uunista. Koska lasitettu pinta-ala on muihin tekniikoihin verrattuna suurempi, tasolasitun emalipinnan emalikerros ei voi olla liian paksu, koska muuten on olemassa halkeiluriski. Koska kappaletta ei kiilloteta polttamisen jälkeen, lasitteen levityksen on oltava tasaista ja sileää - ”tasainen” tarkoittaa, että lasitteen paksuuden on oltava tasainen kaikilla alueilla ilman paksuja tai ohuita kohtia; “sileä” tarkoittaa, että lasite on levitettävä hyvin tasaisesti. Lasitteen tasainen levitys vaikuttaa suoraan kappaleen pinnan tasaisuuteen, ja jos pinta ei ole riittävän tasainen, esittelyn laatu heikkenee huomattavasti. Kuvassa 3-1 on esitetty tasaiseksi levitetyn emalipalan tila, kun lasite on levitetty puoliväliin; lasitteen paksuus on hyvin tasainen.
Koska litteässä emalissa eri värien välillä ei ole erottimia, kosteuspitoiset eriväriset lasitteet liittyvät tiiviisti toisiinsa, joten värien väliset rajat eivät voi muodostaa kovin selkeitä, siistejä viivoja. Tämä tekniikka soveltuu yleensä suurten värikokonaisuuksien ja suhteellisen yksinkertaisten kuvioiden esittämiseen, eikä se sovellu liian monimutkaisiin tai hienostuneisiin kuvioihin. Oletetaan kuitenkin, että valmistaja tuntee hyvin emalilasitteiden ominaisuudet ja hallitsee tekniikan hyvin. Tällöin menetelmällä on myös mahdollista saada aikaan monimutkaisia, runsaasti kerroksellisia kuvia, joiden vaikutus on verrattavissa maalaukseen.
Nykyaikaisissa koruissa tai perinteisessä koristeiden valmistuksessa käytetään usein tasomaalattua emalia lisäämään väriä metallipintoihin. Taiteilijat hyödyntävät usein erikoistehosteita luoviin tarkoituksiin sen lisäksi, että lasite asetetaan tasaiseksi. Esimerkkeinä voidaan mainita eri värien kerrostaminen ja sekoittaminen, lasitteen ja metallin välisten reaktioiden aikaansaamat erikoistehosteet sekä erilaisissa sulamislämpötiloissa olevien lasitteiden ainutlaatuiset vuorovaikutukset, kun ne altistetaan korkealle kuumuudelle. Myöhemmissä luvuissa annetaan yksityiskohtaisia kuvauksia siitä, miten nämä erikoistehosteet saavutetaan. Seuraavassa on joitakin esimerkkejä litteän emalimaalauksen käytöstä koruissa ja koristemaalauksissa.
Kuvassa 3-2 esitetyssä korussa sekä appelsiinin lehdet että appelsiininkuoriosuudet on tehty tasomuotoisella emalitekniikalla. Appelsiininlehdissä on hienovaraisia sävyjä, jotka on luotu useilla eri läpinäkyvillä vihreillä lasitteilla. Sitä vastoin appelsiininkuoriosa jäljittelee elävästi appelsiinin kuoren väriä ja rakennetta useilla läpinäkymättömillä oransseilla ja keltaisilla lasitteilla, jotka on levitetty kuvioidun metallipohjalevyn päälle.

Kuva 3-1 Lasitteen levitysprosessi tasomuovattua emalipalaa varten.

Kuva 3-2 Koru, joka on tehty tasomuotoisella emalitekniikalla.
Kuvassa 3-3 on antiikkinen rintakoru, jossa on myös käytetty litteää emalitekniikkaa. Pohja on kultaa; lehdet luovat gradienttivaikutelman läpinäkyvän keltaisella ja läpinäkyvän vaaleanvihreällä lasitteella, ja kukkaosassa käytetään läpinäkymätöntä punaista lasitetta simuloimaan terälehtien pehmeää rakennetta. Kokonaisväritys on raikas, ja tyyli on loistava.
Kuvassa 3-4 esitetyssä antiikkisessa riipuksessa on käytetty samanlaista koristelutekniikkaa. Riipuksen terälehdissä ja lehdissä on ohut emalikerros, joka on levitetty hieman kuvioidun metallipinnan päälle, ja se toimii koko kappaleen värisävyinä. Tämä on tyypillisin ja yleisin tasomaisen emalitekniikan sovellus koruissa.

Kuva 3-3 Antiikkinen rintakoru

Kuva 3-4 Antiikkinen riipus

Kuva 3-5 Nuori tyttö, jolla on hame ja villapaita päällä.

Kuva 3-6 Tanakin maisema
2. Cloisonné emali tekniikka
Ranskankielinen nimi cloisonné-emalitekniikalle on “cloisonné”, joka tarkoittaa “osioitu” tai “erotettu”. Cloisonné-emali valmistetaan seuraavasti: hyvin hienoja litteitä metallilankoja taivutetaan erilaisiksi kuvioiksi mallin mukaan, ne asetetaan metallipohjalevylle niin, että muodostuu monia erikokoisia erillisiä alueita, ja nämä alueet täytetään toistuvasti emalilasitteella polttoa varten. Kuvassa 3-7 on cloisonné-koriste, jota täytetään erivärisillä lasitteilla sen valmistuksen aikana.
Polttamisen jälkeen cloisonné-emaliteokset on vielä hiottava ja kiillotettava, jotta niistä saadaan sileä ja kiiltävä pinta.
Cloisonné-emalitekniikalle on ominaista useat, suhteellisen monimutkaiset työvaiheet, mutta se on hyvin hallittavissa ja sen epäonnistumisprosentti on alhainen, mikä mahdollistaa suunnittelutarkoituksen mahdollisimman laajan toteutumisen. Koska metallipohjalevy, metallilangat ja emalilasit ovat tiukasti sidoksissa toisiinsa, kappaleen lujuus kasvaa. Emalin loistavat värit yhdistettynä metallilankojen hienoihin, virtaaviin linjoihin luovat erittäin koristeellisen vaikutelman, joka soveltuu hyvin monimutkaisten, tiheiden kuvioiden ja aiheiden esittämiseen. Niillä voidaan saada aikaan erittäin rikkaita ja herkkiä väriefektejä. Kuvassa 3-8 on cloisonné-teos, jossa säännöllinen, symmetrinen kuvio hyödyntää hopealankojen koristeellista vaikutusta sommittelussa; eri pituiset kaariviivat muodostavat yhdessä ainutlaatuisen rytmin ja tahdin.

Kuva 3-7 Cloisonné-emalitekniikan täyttöprosessi.
Kuva 3-8 Cloisonné-teos "Vesikukkien muunnelmia"."

Cloisonné on vanhin emalitekniikoista. Sen alkuperäpaikan - Euroopan - lisäksi sillä on pitkä kehityshistoria Kiinassa, Venäjällä ja Japanissa. Seuraavassa esitellään lyhyesti kahden taiteilijan edustamana Kiinan cloisonné-tekniikkaa, Venäjän filigraanista emalointia ja Japanin “yūsen shippō” -tekniikkaa.
Kiinan kuuluisa perinteinen käsityö, Kiinan cloisonné, edustaa cloisonné-emalitekniikkaa. Yleisen näkemyksen mukaan cloisonné-tekniikka tuli lännestä Kiinaan Yuan-dynastian aikana, kypsyi Ming-dynastian Xuande-kaudella ja sai nimen “Jingtailan” vasta Ming-dynastian lopun ja Qing-kauden alun jälkeen. Vaikka sitä kutsutaankin Jingtailaniksi, se ei ole peräisin Jingtai-vuosilta eikä sen käsityötaidon huippu ajoittunut tuohon aikaan. Kiinalaiset cloisonné-esineet ovat enimmäkseen suuria kuparirunkoisia astioita; cloisonné-käsittelyssä käytetyt langat ovat enimmäkseen kuparilankaa, joka kullataan polttamisen jälkeen. Suurin osa Kiinan cloisonné-lasitteista on läpinäkymättömiä, mutta muutamissa töissä on kulta- tai hopeakoriste, jolloin käytetään yleensä läpinäkyviä lasitteita. Kuten edellä mainittiin, kiinalaista cloisonnéa tehtäessä metallilangat juotetaan yleensä ensin runkoon, minkä jälkeen lokerot täytetään ja poltetaan.
Käsityömestari Liu Yongseng on kolmannen sukupolven perijä “Laotianli”-Kiinan cloisonné-työpajassa, joka perustettiin Qingin keisarillisen manufaktuurin avauduttua yleisölle. Hän on erikoistunut kulttuurijäänteiden restaurointiin ja antiikkityylisen kiinalaisen cloisonné-tekniikan tuotantoon. Liu noudattaa töissään Pekingin cloisonné-tyylin hovimaista tyyliä, jossa korostetaan “qiaosea” (metallilankojen erottamien alueiden täyttäminen yhdellä erillisellä lasitevärillä), jota täydennetään “yunsea” (yunse tarkoittaa kunkin alueen täyttämistä eri lasiteväreillä, jotta saadaan aikaan sävyjen vaihtelua ja sekoittumista). Hänen töissään on kirkas, upea väritys, siistit ja herkät lankakuviot sekä vakaat ja arvokkaat astian muodot; koristeaiheet ovat pääasiassa suotuisia kuvioita, kuten lohikäärmeitä, feenikseitä, kurkia, peuroja, ruyita, fuita ja shouita. Kuvassa 3-10 esitetty astia suunniteltiin ja valmistettiin Kambodžan entiselle kuninkaalle Norodom Sihanoukille: vesiastia, jossa käytetään keisarilliselle maalle ominaista kirkkaan keltaista pohjaa ja jossa on lootuskuvioita, jotka on täytetty violetin lasitteen eri sävyillä. Käyttämällä eri valovoimaisuuksia keltaisen ja purppuran kontrastivärit saavat aikaan miellyttävän harmonian - ylellisen, mutta ei räikeän räikeän.
Kuvassa 3-11 esitetty Ming-ajan “Kolme kurkea” -simitaattori on suunniteltu Ming- ja Qing-hovin kunnianosoituksen Kiinan cloisonné-kolme kurkea -simitaattorin pohjalta ja siihen on lisätty jadekaiverruksen koriste-elementtejä. Kolme kurkea ympäröi maljan runkoa, ja niiden jalat seisovat lootuksenlehdillä, jotka muodostavat jalat; runko on koristeltu tyylitellyillä kurkku-linkkikuvioilla, jotka ovat suotuisia motiiveja. Yksinkertainen ja runsas, se on tyypillinen esimerkki hovin estetiikasta.

Kuva 3-10 Kiinalaista cloisonné-tyyliä edustava vesiastia.

Kuva 3-11 Ming-tyylinen kolmikurkkupannun kopio.
Venäläinen perinteinen filigraaninen emalitekniikka, jota kutsutaan englanniksi “enamel on filigree”. Tämä tekniikka tuotiin Venäjälle Italiasta 1500-luvulla. Cloisonné-tekniikoissa langat ovat yleensä litteitä, tavallisia lankoja, kun taas perinteisessä venäläisessä ja ukrainalaisessa cloisonné-tekniikassa käytetään kukkalankaa, joka valmistetaan kiertämällä kaksi ohutta, pyöreää lankaa köyden muotoiseksi ja litistämällä se sitten. Kummankin langan kyljessä on köysimäinen rakenne, mistä nimi “emali filigraanilla” johtuu. Koska käytetään kukkalankaa, lasitteen täyttämisen ja polttamisen jälkeen viimeinen kiillotusvaihe jätetään yleensä pois, jotta lankojen sivukuvio ei vahingoittuisi. Kiinalaisessa cloisonnéssa, japanilaisessa langallisessa cloisonnéssa tai muiden alueiden cloisonnéssa viimeinen kiillotusvaihe on erittäin tärkeä ja välttämätön. Omien teknisten ominaisuuksiensa vuoksi venäläisessä filigraanielementissä lasite on viimeisteltynä jokaisessa langan ympäröimässä solussa hieman syvennyksessä, jolloin syntyy pieni heijastava piste. Tämä antaa sille erikoisen ulkonäön: valossa jokaisen langan köysimäinen kuvio heijastaa valoa, ja myös lankojen sisällä oleva lasite heijastuu, mikä tekee kappaleesta erityisen kimaltelevan ja loistavan.
Martin Koval on Kiovassa asuva perinteinen ukrainalainen filigraanielementtitaiteilija, jonka perhe on valmistanut filigraanielementtiä kolmen sukupolven ajan. Hänen teoksensa ovat muodoltaan hyvin perinteisiä, enimmäkseen ikonikehyksiä, simpukkakuppeja, omenoita tai munanmuotoisia korurasioita. Kuvassa 3-12 on hänen tekemänsä filigraanilla emaloitu ikonikehys; keskeinen ikoni on peräisin 1800-luvun alun maalatusta posliinista, ja ikonin ympärillä on realistisia valkoisia liljoja ja erilaisia geometrisia koristekuvioita. Filigraanina on käytetty kultalankaa, ja lasitteena on käytetty läpinäkymätöntä valkoista, sinistä, vihreää ja punaista lasitetta, ja liljoissa on useita värisävyjä. Tässä ikonikehyksessä voidaan nähdä yhdistelmä muinaisia tekniikoita, kuten filigraani, emali filigraanilla ja granulaatio, ja siihen on upotettu pieniä jalokiviä, mikä antaa sille erittäin koristeellisen ulkonäön. Kuvassa 3-13 on Martin Kovalin isoisän Nikolai Kovalin teos: filigraanilla emalilla koristeltu simpukkakuppi, jossa on perinteiselle ukrainalaiselle koristeelliselle tyylille tyypillisiä tyylikkäitä kuvioita ja yksinkertaisia värejä. Kuvassa 3-14 on Martin Kovalin isän Dmitri Kovalin teos: puinen risti, joka on koristeltu emalilla hopeafiligreenillä. .

Kuva 3-12 Filigraanisen kuvakkeen kehys emalilla koristeltuna

Kuva 3-13 Filigraanisen simpukkakupin emalointi


Langallisessa cloisonné-tuotannossa kuparirungon päälle poltetaan yleensä kokonaan emalikerros, jota käytetään pohjustuksena, ja hopealangat liimataan tämän lasituskerroksen päälle alginaatilla (leväliimalla) polttoa varten. Kun lasite sulaa, hopealangat kiinnittyvät emalikerrokseen, jolloin vältytään juotteen vaikutuksilta lasitteeseen. Tämän menetelmän ansiosta cloisonnén lasitteen värit ovat hyvin puhtaita ja herkkiä, ja se mahdollistaa myös läpinäkyvien lasitteiden laajamittaisen käytön. Perinteiset japanilaiset langalliset cloisonné-tuotteet ovat enimmäkseen pieniä astioita, joissa on pehmeät värit, tyylikkäät ja harmoniset paletit; koristeaiheet ovat usein kukkivia oksia ja lintuja, ja koristeaiheissa näkyy japanilaisen kulttuurin erityispiirteitä. Kuvassa 3-16 on Meiji-kauden Owari-cloisonné-maljakko Zhou Jien kokoelmasta. Aichin prefektuurissa sijaitseva Owari oli perinteisen cloisonné-valmistuksen keskus, ja Meiji-kausi oli cloisonné-tekniikoiden täydellisen kehityksen aikaa, joten tämä kappale tarjoaa välähdyksen langallisen cloisonné-valmistuksen huippukaudesta.
Tämän maljakon pohjalla on nasukon (perinteinen japanilainen väri, joka viittaa munakoison hedelmän väriin - erittäin syvä, kiiltävä violetti). Nasukon-taustalla on kuvattu valkoinen pioni ja sen oksalla istuva vuoripeippo. Kuvassa 3-17 on maljakon yksityiskohtainen leikkaus. Tästä kuvasta voi selvästi havaita terälehdissä olevan emalivärin asteittaisen vaihtelun; siirtyminen kukan keskellä olevasta hyvin vaaleasta, haalean vihreästä väristä valkoiseen terälehtien reunoilla on erinomaisen hienovaraista.
Hämmästyttävää ei ole ainoastaan peruslasitteen tasainen ja hienovarainen levitys ja pehmeät, sumuiset värisävyjen vaihtelut, vaan myös runsaasti vaihtelevat hopealangat. Kuvassa 3-18 verrataan maljakon haaraosaa ja suomun päätä. Toisin kuin tavallisessa cloisonné-tekniikassa, jossa käytetään tyypillisesti koko teoksessa samankokoisia lankoja, tässä teoksessa käytetään useita eripaksuisia hopealankoja kuvauskohteen tarpeiden mukaan. Paksummilla langoilla hahmotellaan oksat, kun taas linnun höyhenet on kuvattu erittäin hienoilla langoilla, jotka on sijoitettu tiheästi. Lisäksi yksittäisen langan paksuus voi jopa vaihdella, kuten finchin olkapään höyheniä kuvaavissa langoissa. Tämä käsittämättömän hienostunut käsityötaito johtaa vaikutelmaan, joka on rikas, hienovarainen ja erittäin ilmeikäs ja muistuttaa loistavaa gongbi-tyylistä lintu- ja kukkamaalausta.

Kuva 3-16 Owari-cloisonné-maljakko Meiji-kaudelta.

Kuva 3-17 Lasitevärien porrastuskäsittelyt

Kuva 3-18 Hopealangan runsaat variaatiot Owari cloisonné -maljakossa.

Kuvassa 3-20 on kanadalaisen korutaiteilijan Aurelie Guillaumen töitä. Kaikki hänen teoksensa on tehty cloisonné-käsittelyllä, ja niissä on kirkkaita värejä, eloisia kuvia ja erittäin korkea tunnistettavuus. Ne ovat leikkisiä korutöitä, täynnä omituisia ideoita. Kuvan riipus on yksi teos sarjasta; sen nimi on “Friend, do you know I love you?”. Kun sarjan kappaleiden otsikot asetetaan oikeaan järjestykseen, ne muodostavat pienen runon ystävyydestä.
Kuvassa 3-21 on georgialaisen korutaiteilijan Miranda Tsertsvadzen teos. Muchan maalaukset ovat inspiroineet tätä teosta; sekä sen linjat että värit ovat täynnä unenomaista ja esteettistä viehätystä. Siinä hyödynnetään täysin cloisonné-tekniikan etuja, sillä siinä käytetään hopealankojen paksuuden vaihtelua, jotta voidaan ilmaista suhteellisen voimakkaita ääriviivoja sekä herkkiä ja siroja yksityiskohtia.
Näistä töistä käy ilmi, että cloisonné soveltuu siisteyden ja hienovaraisuuden ansiosta hyvin korujen koristeellisiin vaatimuksiin, sillä se tuo koruihin rikkaita värejä ja ainutlaatuisen tekstuurin, jota muilla tekniikoilla ei voida saavuttaa.

Kuva 3-20 Riipus "Ystävä, tiedätkö, että rakastan sinua?"."

Kuva 3-21 Tavtmaqala
3. Champlevé emalitekniikka
Champlevé-emali on myös yksi varhaisimmista emalointimenetelmistä, jotka ovat esiintyneet cloisonné-emalointitaidon historiassa. Silti nimitys “champlevé-emali” ei ole täysin tarkka, koska lähes kaikissa emalitekniikoissa emalilasi täytetään metallin reunustamille alueille; “upotekoristeinen” ei täsmällisesti kuvasta tämän tekniikan ominaispiirteitä. Ranskankielinen termi “champlevé” tarkoittaa kirjaimellisesti “kaiverrettu” ja viittaa painokäytäntöön, jossa metallilevystä poistetaan osia. Tämä kuvaus on lähempänä todellista prosessia. Tämä tekniikka perustuu valamiseen, karsimiseen tai happojen käyttämiseen syvennysten syövyttämiseen siten, että jotkin metallipinnan alueet istuvat alempana kuin toiset; tämän jälkeen emalimassaa levitetään alempana oleville alueille ja poltetaan, ja lopuksi kappale kiillotetaan.
Champlevé-tekniikka sopii astioihin, koruihin tai emalilaattoihin, ja se soveltuu hyvin myös suhteellisen suurten teosten tekemiseen. Verrattuna cloisonné-käsityyliin sen koristeellinen tyyli tuntuu hieman karkeammalta ja tuottaa voimakkaamman visuaalisen vaikutuksen.
Monet säilyneistä varhaisista emalitaideteoksista ovat champlevé-taideteoksia, mikä osoittaa, että tätä menetelmää käytettiin usein emalintekemisen varhaisessa kehityksessä. Metallialustojen luomismenetelmistä syövytystekniikka on suhteellisen helppo toteuttaa, joten monet champlevé-teokset valmistettiin syövytystä käyttäen.
Erityinen syövytysmenetelmä on seuraava: metallilevy tai kolmiulotteinen metallimuoto päällystetään mallin mukaisella resistillä ja upotetaan sitten happokylpyyn; resistin peittämät alueet säilyttävät alkuperäisen metallipinnan, kun taas suojaamattomat alueet syöpyvät muodostaen painaumia; kun painaumat saavuttavat vaaditun syvyyden, metalli poistetaan haposta syövytyksen pysäyttämiseksi; syövytetty kuvio tarkennetaan ja puhdistetaan niin, että reunat ovat selkeämmät; sitten levitetään emalilakkaa painaumiin ja poltetaan. Syövytysvaihe on koko prosessin ajan ratkaisevan tärkeä. Se, ovatko syövytetyn kuvion reunat terävät ja ovatko syvennykset riittävän syviä, vaikuttaa suuresti myöhempiin emalipolttotuloksiin.
Kuvissa 3-22 ja 3-23 esitetään Limogesin taidemuseon kokoelmat Ranskassa. Kuva 3-22 on 1200-luvun kuparinen champlevé-tyylinen emalipala, jonka koko on 3 cm × 6 cm; se on todennäköisesti ollut laatikon koristeellinen paneeli. Kuva 3-23 on 1200-luvun teos, joka on myös tehty champlevé-emalitekniikalla ja joka toimii reliikkilaatikon koristeellisena paneelina.

Kuva 3-22 Kuparipohjainen koristeellinen paneeli, joka on valmistettu champlevé-emalitekniikalla.

Kuva 3-23 Champlevé-emalitekniikalla valmistettu koristeellinen paneeli.


Figure 3–25 Pendant made using the champlevé enamel technique

Figure 3–26 Brooch made using the champlevé enamel technique
4. Basse-Taille Enamel Technique
The basse-taille enamel technique began in the Renaissance, when transparent enamel glazes appeared in Italy. Light can pass through the transparent enamel layer, project onto the metal surface beneath, and reflect, producing a very bright color effect. It was precisely the emergence of transparent glazes that gave rise to the gilded enamel technique. In the history of basse-taille enamel development, advances in technique have always been built on progress in materials and tools.
What is called “basse-taille enamel,” also referred to by some as “pierced enamel,” is called “Basse-taille” in French. The specific method involves first engraving fine, regular underlying patterns on the metal base by metal carving methods, often intricate, neatly arranged curves. After carving the base patterns, a thin layer of transparent enamel glaze is applied on top and fired.
Because the glaze is transparent, the patterns engraved on the metal base plate appear clearly. The intricate patterns create complex and varied diffuse reflections of light, and when seen through pure, translucent glaze colors, the entire piece presents a rich, shimmering effect. The central blue part of the antique pendant shown in Figure 3-27 was made using the guilloché enamel technique. Basse-taille enamel was frequently used in antique jewelry from the 1920s to the 1930s, indicating that it was a popular technique during that period.
Figure 3-28 shows an antique pocket watch with finely engraved patterns on a silver base plate, covered with a transparent pink enamel.
Today, basse-taille enamel is found only in haute couture jewelry. Figure 3-29 shows a pendant by the Russian high jewelry brand Ilgiz Fazulzyanov: the clown holding an opal wears a hat and jacket with checkered patterns made using the basse-taille enamel technique.
The advantage of the basse-taille enamel technique is that as long as the patterns on the metal base are treated with sufficient delicacy and the glaze color is pure and clear, the final presentation of the piece is unlikely to have problems. This, to some extent, reduces the difficulty and chance of failure during the enameling firing process and increases the controllability of the production process.
Engraving patterns on metal was originally done by hand using specialized metal engraving tools; later, with improvements in technical equipment, semi-manual metal engraving devices appeared. Now, multiple methods can replace hand engraving. For example, lost-wax casting, laser engraving, and 3D printing can all achieve effects on metal plates similar to metal engraving, greatly reducing technical difficulty and cost.

Figure 3-27 Antique pendant

Figure 3-28 French antique pocket watch

Figure 3-29 Clown
5. Plique-à-jour Enamel Technique

Because of its special structure, the plique-à-jour enamel technique requires strict temperature control during firing. Therefore, this technique only truly matured once enamel kilns capable of stable temperature control appeared. The inventions, technological advances, and innovations of the European Industrial Revolution brought a leap forward in jewelry craftsmanship during the Art Nouveau period; the plique-à-jour enamel technique began to be widely used in jewelry design from that period onward. Many representative enamel jewelry pieces from the Art Nouveau era used plique-à-jour enamel. Figure 3–31 shows plique-à-jour enamel pendants from around 1900, during the Art Nouveau period.
There are several firing methods for openwork enamel. The most common is to lay the prepared metal frame flat and place a natural mica sheet underneath. Then the enamel glaze is placed into the metal frame’s cavities for firing. Because mica and enamel glaze are not adhesive, after firing, the piece can be removed from the mica sheet to yield an plique-à-jour enamel piece. The advantage of this method is that the piece is fired while lying flat, so the temperature control requirements are not very strict and the firing is less difficult; the downside is that the enamel layer is relatively thick after firing, which affects translucency. The openwork enamel test piece shown in Figure 3–32 exhibits problems of an overly thick plique-à-jour enamel layer and poor light transmission.

Figure 3-31 Antique pendant

Figure 3-32 Plique-à-jour enamel test piece with an excessively thick enamel layer
Another method, called vertical firing, involves standing the metal frame upright and applying the enamel glaze along the cavity edges in concentric layers from outside to inside until the cavity is filled. This method is generally used for small enamel jewelry pieces; the plique-à-jour enamel firing in the craft examples in this book uses this method. Its advantages are that the enamel layer is very thin and highly translucent when finished, and because the enamel does not come into direct contact with other materials during firing, the enamel remains pure and free of impurities. However, this firing method demands very precise temperature control, as well as careful management of the moisture, timing, and technique when applying the enamel. Slight carelessness can cause various problems during firing. The plique-à-jour enamel earrings shown in Figure 3–33 were made with this vertical firing method, and you can see that the enamel layers are very thin and translucent.
The third method is the Japanese traditional technique for hollowed plique-à-jour enamel, mainly used for making vessels. What we call hollowed plique-à-jour enamel is referred to in Japan as shōtai shippō-yaki (also called detai shippō-yaki). The traditional process is to create patterns on a copper substrate with silver wires and enamel paste in the same way as cloisonné; after firing in a kiln the surface is ground, then an acid is poured into the interior of the substrate and, after a series of treatments, the metal substrate is corroded away to produce an enamel vessel without a substrate and with a hollowed effect. Figure 3-34 shows a piece of Japanese traditional shōtai shippō work. The advantages of this method are that large areas of the enamel can transmit light, the patterns can be made extremely fine with the wires, the piece can be designed at a relatively large scale, and the finished work has a gorgeous, graceful visual effect. The disadvantages are that the process is complex, production time is long, the corrosion process is difficult to control, and it has a high failure rate; Furthermore, the areas of transparent enamel without a metal backing are typically quite extensive in such pieces. If the structural design of the base form is unreasonable, the conflicting stresses between the enamel and the silver wires can make the enamel sections prone to cracking.

Figure 3-33 Plique-à-jour enamel earrings fired by the solid-firing method

Figure 3-34 Japanese shōtai shippō vase
6. Painted Enamel Technique

It is worth noting that the painted enamel technique was once fully developed in the Guangzhou region of China. In the 23rd year of Kangxi’s reign (1684), the Qing government opened four coastal ports—Guangzhou, Xiamen, Ningbo, and Songjiang —and established the Yue, Min, Zhe, and Jiang customs to manage overseas trade. Three years later, at the invitation of Emperor Kangxi, King Louis XIV of France sent a mission of six missionaries with various knowledge and skills to China, bringing painted enamel objects as gifts. From that time on, the painted enamel technique was favored by the Qing court. During the Kangxi period, the court established the “Inner Court Enamel Workshop,” dedicated to research on the painted enamel technique and the development of enamel pigments. Historical records indicate that the Inner Court Enamel Workshop repeatedly invited French and Guangdong painted enamel artisans to Beijing to create painted enamel works. During the Yongzheng and Qianlong reigns, large quantities of painted enamel products were produced in the Guangzhou area, with increasingly refined craftsmanship; by the late Qianlong period, mass production had been achieved, and products were even exported to Europe and Islamic regions. In the second half of the 20th century, the “Tanbu Special Craft Qing-firing Production Cooperative” was established in Tanbu Town, Huadu District, Guangzhou; in 1981, it was renamed “Huaxian Enamel Factory,” and in 1986, the “Huadu District Enamel Factory” was founded. Its products were mainly painted enamel items produced for export to earn foreign exchange. To this day, craftsmen descended from that lineage continue to practice painted enamel production in Huadu District, Guangzhou. Guangzhou painted enamel has a distinctive decorative style and technical characteristics—East-West fusion—its themes are mainly Chinese floral patterns, and traditional auspicious motifs are often combined with Western figures.
Figure 3-36 shows a painted enamel dish from the mid-Qing period, decorated with the traditional Chinese pattern symbolizing official rank and wealth. The design includes a crowing rooster, which signifies “gong ming” (success in the imperial examinations, a homophone for “public crowing”). The dish mainly employs Western painting techniques; the difference from European painted enamel lies in the outlining, which clearly uses the line-drawing brushwork of traditional Chinese gongbi painting. Figure 3-37 shows a detail of a painted enamel dish from Guangzhou dating to the Yongzheng reign of the Qing. From this piece, one can more clearly see the traditional gongbi outlining technique.

Figure 3-36 Mid-Qing "Official Rank and Wealth" patterned flower-rim dish

Figure 3-37 Detail of a painted enamel dish from the Yongzheng period, Qing

Compared with other enamel techniques, painted enamel differs in the fineness of the enamel glaze powder, the methods for preparing the enamel glaze, the ways the enamel glaze is applied, and even the firing temperature, so it is a very special enamel craft.
The enamel glaze powder for painted enamel is much finer than ordinary enamel glaze particles; it cannot be washed or ground with water and must be mixed using vegetable essential oils and neutral oils. The glazing method uses an extremely fine brush to pick up enamel and paint the design, so the painting technique is closer to painting. The firing temperature is also much lower than that of other enamel techniques, and must be controlled below 760°C.
The painted enamel technique allows for very detailed rendering as well as spontaneous color experimentation; it can achieve effects like watercolor or like oil painting. It demands strong painting skills from the maker, though the firing difficulty is relatively lower than that of other enamel techniques. Because of its delicate and rich expressive capability, it is popular in both modern art jewelry and commercial jewelry design. In modern art jewelry creation, painted enamel is mostly used to realize small-scale imagery or combined with other enamel techniques; in commercial jewelry, it is often used to decorate the dials of high-end watches.
The characteristic of painted enamel is that it can achieve rich and delicate pictorial effects on very small works; makers even need to use microscopes to assist in painting, so it is also called “miniature painted enamel.”
Hungarian artist Pál Tóth was once an illustrator; he began creating enamel works in 1981. His works, which often used cloisonné and champlevé techniques, gradually shifted toward painted enamel. Pál Tóth has focused on painted enamel for 20 years. As a professional enameling artist, he has produced a large number of painted enamel works, most of which are made on copper substrates. His painted enamel works won the Hungarian Artists’ Association Grand Prize in 2010, and he is frequently invited to exhibit or teach across Europe, with engagements in the UK, the Czech Republic, the Netherlands, Germany, and other places. The subjects of Pál Tóth’s works often come from the outdoors, including animals, plants, and landscapes. Figure 3-39 shows a painted enamel dial he made depicting a heron among reeds; Figure 3-40 shows a landscape-themed dial he made; Figure 3-41 shows another of his painted enamel dials, depicting colorful hot-air balloons in the sky. These works reveal Pál Tóth’s delicate brushwork and his love of nature.


Figure 3-40 Painted Enamel Dial 2

Figure 3-41 Painted Enamel Dial 3
7. Grisaille Enamel Technique
Grisaille means a monochrome gray painting with a relief-like effect. Unlike polychrome painted enamel, a grisaille piece is composed of black, white, and various shades of gray, producing an effect similar to a monochrome chalk drawing or a low-relief.
From the development history of enamel techniques, grisaille was used more often than polychrome painted enamel in the early stages of painted enamel’s development. The French town of Limoges is famous for its enamel work; the Limoges Fine Arts Museum in the town center houses a large collection of enamel pieces from the Middle Ages to the modern era, many of which are grisaille enamels. Figure 3–42 shows one such 16th-century grisaille work.

The techniques for painting and firing grisaille enamel and polychrome enamel are broadly similar. The difference is that grisaille is painted with a white enamel over a dark enamel ground, the ground usually being black or deep blue. The white enamel used in grisaille is called “Limoges blanc” in French; we can refer to it as “Limoges white,” and it is produced in Limoges, France. The emergence of “Limoges white” is closely linked with the development of the grisaille technique. This white enamel is characterized by strong coverage even when applied thinly and by its ability to withstand repeated firings, which makes it possible to achieve the monochrome, richly layered relief effects seen in grisaille works.
Traditional grisaille work often takes religious narratives or portraiture as its subject, rendered in a realistic style with finely detailed depiction of the figures’ faces, postures, and costumes. Figure 3-43 shows a mid-16th-century grisaille piece depicting the Annunciation to the Virgin; the drapery of the Virgin’s garments and the curtain behind her are both depicted vividly.
Possibly due to the limitations of color, landscapes and architecture also frequently appear in grisaille enamel, but usually only as background elements to support the main figures, as in Figure 3-44, which shows urban buildings used as a backdrop.

Figure 3-43 The Annunciation (mid-16th century)

Figure 3-44 Saint Michael Slaying the Dragon (1550)
Copywrite @ Sobling.Jewelry - Custom korujen valmistaja, OEM ja ODM korut tehdas

Heman
Korutuotteiden asiantuntija --- 12 vuoden runsas kokemus
Hei, rakas,
Olen Heman, kahden mahtavan lapsen isä ja sankari. Olen iloinen voidessani jakaa korukokemuksiani korutuotteiden asiantuntijana. Vuodesta 2010 lähtien olen palvellut 29 asiakasta eri puolilta maailmaa, kuten Hiphopbling ja Silverplanet, avustamalla ja tukemalla heitä luovassa korusuunnittelussa, korutuotteiden kehittämisessä ja valmistuksessa.
Jos sinulla on kysyttävää koruja tuotteesta, voit vapaasti soittaa tai lähettää sähköpostia minulle ja keskustella sopivasta ratkaisusta sinulle, ja saat ilmaisia koruja näytteitä tarkistaa käsityötaidon ja korujen laadun yksityiskohdat.
Kasvetaan yhdessä!













