Miten Craft puhdasta kultaa koruja: Gold Gold Gold: Step-by-Step Guide: A Step-by-Step Guide
Puhtaan kullan korujen, kuten ketju-tyyppisten korujen, rannekorujen ja sormusten, riipusten ja korvakorujen, jalostustekniikka.
Puhtaan kullan korujen käsittelytekniikka koostuu pääasiassa valamisesta (valamisesta), kiinnittämisestä, apuprosesseista ja kiillottamisesta. Apuprosesseihin kuuluvat muun muassa hiekkapaperikiillotus, kimalteleva hiekkakäsittely, happokastelu, hiekkapuhallus, nailonhiekkakiillotus, kaiverruskuviot ja kivien liimaus. Niin sanotut apuprosessit järjestetään käsittelyjärjestyksen erityisvaatimusten mukaan, eikä kaikkien työkappaleiden tarvitse käydä läpi näitä prosesseja. K-kultaisten korujen käsittelytekniikkaan verrattuna puhtaan kullan korujen käsittelytekniikka on suhteellisen riippumaton. Jäljempänä esitellään erikseen puhtaan kullan prosessi ja sen toimintamenettelyt.
Puhtaan kullan korujen valmistusprosessi voidaan tiivistää seuraavasti: valu (valaminen), kiinnitys, apuprosessit, kiillotus ja muut vaiheet.

Ruiskun viilaaminen
Sisällysluettelo
Jakso I Ketjutyyppisten puhtaan kullan korujen sulkemisprosessi
1. Ketjutyyppisten puhtaan kullan korujen sulkemisprosessin virtaus
1.1 Ruiskun viilaaminen
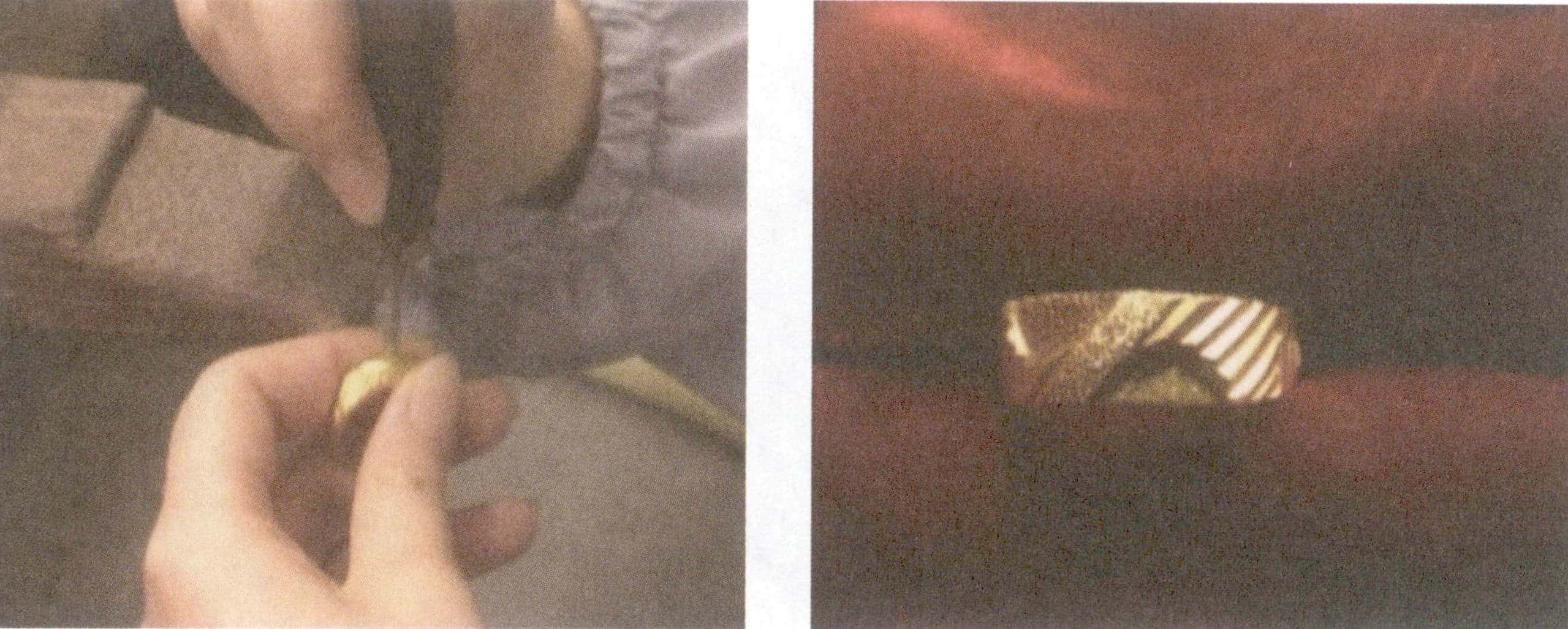
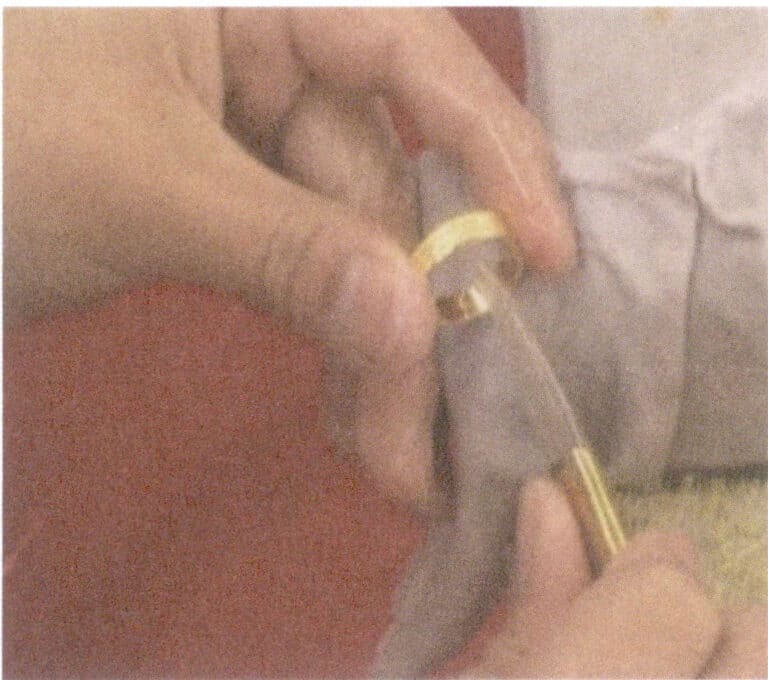
Viilaus poistaa työkappaleen pinnasta ulkonevat osat, jotka eivät täytä suunnitteluvaatimuksia, ja viilaa leikatun ruiskun kohdalleen työkappaleen pinnan kanssa, jolloin työkappaleen pinnasta tulee saumaton kokonaisuus.
(1) Tärkeimmät käytetyt työkalut
Karkea viilaus, sileä viilaus.
(2) Toimintaprosessin vaiheet
Käytä ensin karkeaa viilaa työstettävän kappaleen leikatun ruiskun viilaamiseen siten, että se on suurin piirtein ympäröivän pinnan tasalla, ja käytä sitten sileää viilaa viimeistelyyn niin, että työstettävän kappaleen pinnassa ei ole selviä rajoja ja siitä tulee täydellinen kokonaisuus (kuva 7-1).
(3) Huomautukset
① Kiinnitä huomiota käden voiman ja suunnan hallintaan, äläkä viilaa alueita, jotka eivät vaadi viilausta.
② Työkappaleen leikkaamiseen oikein sen muodon ja kaarevuuden mukaan on käytettävä sileää viilaa. Litteiden työkappaleiden viilauksen on oltava tasainen, suora ja oikea; kaarevien työkappaleiden viilauksen on seurattava kaarevaa linjaa alhaalta ylöspäin.
Videon viilaaminen
1.2 Linkitys
Yhdistämisellä tarkoitetaan hajallaan olevien kappaleiden kokoamista sen jälkeen, kun ruisku on viilattu suunnitteluvaatimusten mukaisesti, jolloin niistä muodostuu kokonainen rannekoru tai kaulakoru.
(1) Tärkeimmät käytetyt työkalut
Sidontapihdit, pinsetit, leikkauspihdit.
(2) Toimintaprosessin vaiheet
① Kappaleet olisi luokiteltava käsittelyvaatimusten mukaan, erotettava toisistaan suuret, keskikokoiset, pienet tai erilaiset kuviot ja yhdistettävä sitten toisiinsa.
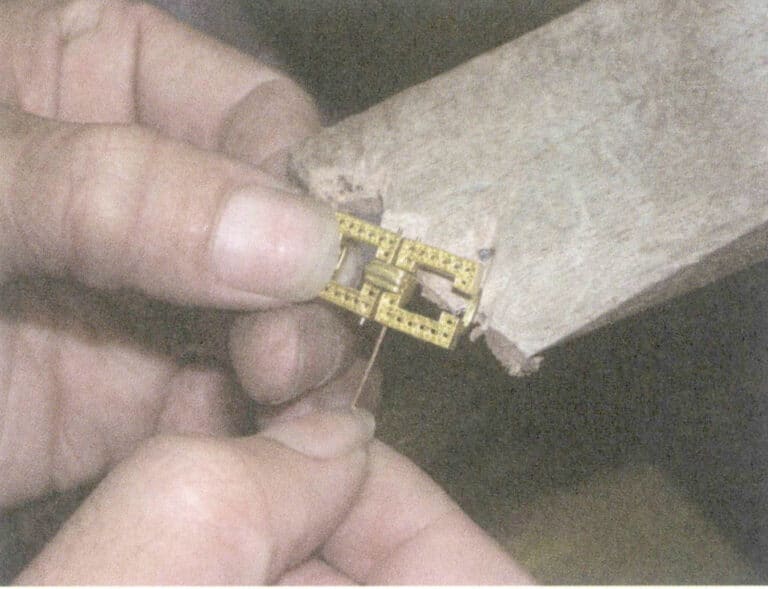
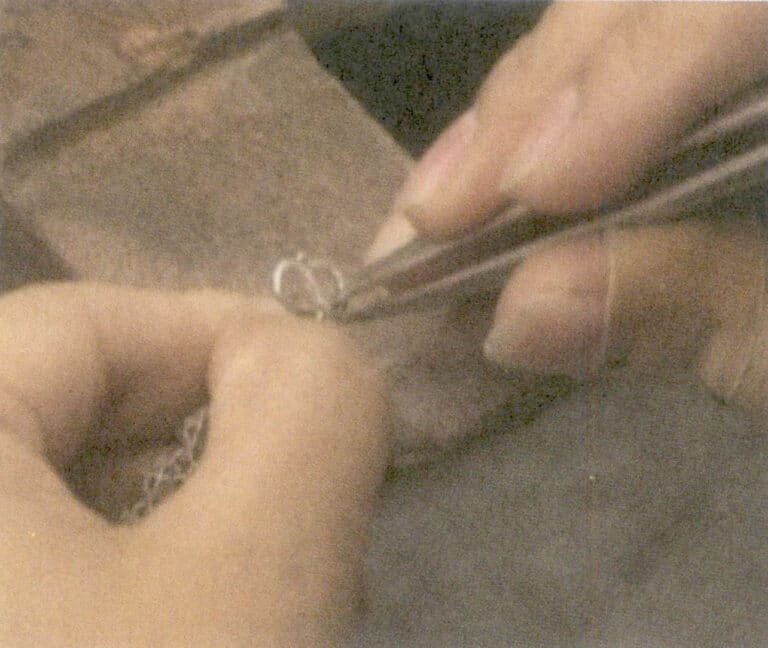
② Käännä lukko pihdeillä ja pidä kiinni liitetyistä irtonaisista osista (kuva 7-2). Leikkaa leikkaavilla pihdeillä ylimääräinen osa lukon kielestä, jolloin kaksi irtoavaa osaa voidaan taittaa joustavasti. Varmista, että lukittu ketju on joustava ja hyvin huollettu.
(3) Huomautukset
① Ketjukorujen käsittelyssä on noudatettava tiukasti luokittelun järjestysvaatimuksia ja varmistettava, että lukot sopivat yhteen virheettömästi.
② Jokaisen liitoskappaleen on oltava tasaisesti kiinnitetty, sen on pyörittävä joustavasti, taivuttava helposti ja siinä on oltava turvalliset hitsauskohdat; muutoin se voi helposti deformoitua tai rikkoutua.
Videon linkittäminen
1.3 Hitsausketjut
Ketjujen hitsaaminen tarkoittaa, että kunkin vaatimusten mukaisesti asianmukaisesti liitetyn lukon aukot hitsataan yhteen, jolloin varmistetaan, että ne ovat tukevasti kiinni ja että ne eivät katkea helposti. Hitsausprosessin aikana on tehtävä oikea-aikaisia korjauksia täydellisyyden varmistamiseksi, jos työkappaleessa havaitaan vikoja, kuten hiekkareikiä.
(1) Tärkeimmät työkalut ja materiaalit
Tärkeimpiä käytettyjä työkaluja ovat yhdistelmähitsaustyökalut, puristimet, boorax-astia, sytytin, hitsauslevy ja ketjupihdit. Tärkeimmät käytetyt materiaalit ovat hitsauslanka, hitsauslevyt ja booraksi.
(2) Toimintaprosessin vaiheet
① Liota booraksijauhetta veteen, leikkaa hitsauslevy saksilla noin 1 mm × 60 mm pitkiksi suikaleiksi ja aseta ne booraksiastiaan.
② Aseta hitsattavat ketjut hitsauslevylle aukkojensa mukaisessa järjestyksessä siten, että vaikeammat ketjut asetetaan 1〜2 nauhaa ja helpommat 5 ~ 7 nauhaa.
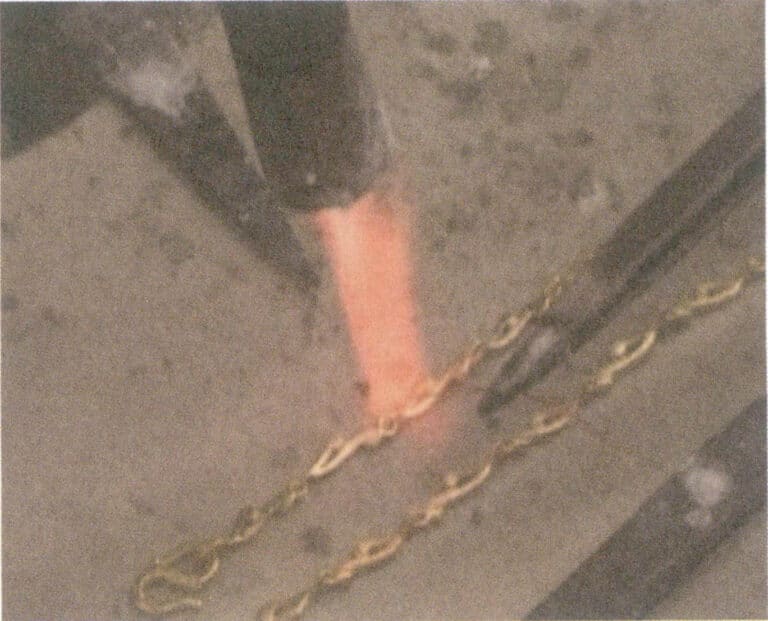
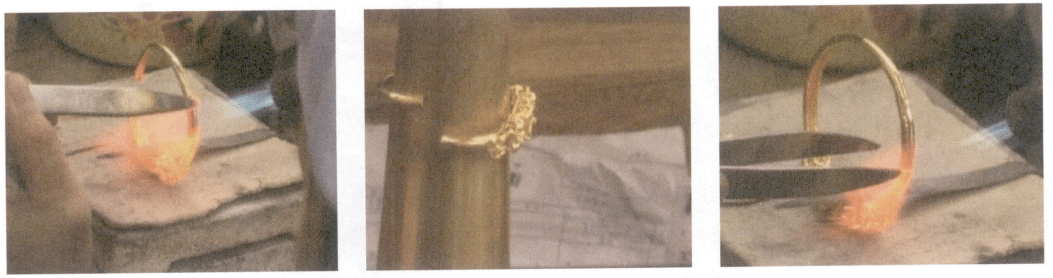
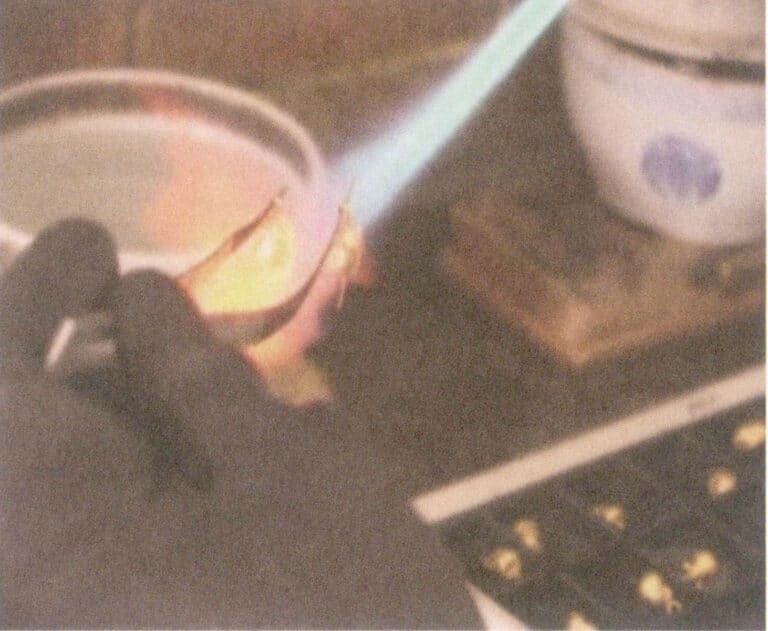
③ Pidä soihtua vasemmassa kädessäsi, astu vasemmalla jalalla tuulipallon päälle ja sytytä soihtu. Pidä hitsauslevyä hitsauspuristimella kiinni, ota pistehitsausta varten kosketus punahehkuiseen ketjulukkoon ja siirry hitaasti oikealle hitsauspisteiden järjestyksen mukaisesti (kuva 7-3). Hitsausprosessi on paras, kun se tehdään pisteittäin.
(3) Huomautukset
Hitsausprosessin aikana käsien ja jalkojen koordinaation on oltava asianmukaista ja hyvin ajoitettua. Työkappaleen hitsauskohtien vaatimusten mukaisesti liekin voimakkuutta on aina valvottava. Jos liekki on liian voimakas, se voi pilata työkappaleen tai luoda liikkumattomia kuolleita kohtia; jos liekki on liian heikko, hitsauskohdat eivät ehkä kuumene tarpeeksi sulamaan, mikä johtaa vääriin tai puutteellisiin hitsauksiin. Liian monet hitsauspisteet voivat vaikuttaa estetiikkaan ja tuhlaavat työaikaa, jolloin ylimääräiset pisteet on viilattava pois.
Hitsausketju video
1.4 Muotoilu
Muotoilu on muodonmuutosten korjaamista ja oikaisemista ketjuviimeistelyn tai muiden prosessien jälkeen, jotta ne vastaisivat suunnitteluvaatimuksia.
(1) Tärkeimmät käytetyt työkalut
Ketjupihdit, kaapimet, rautakourat, vasarat jne.
(2) Toimintaprosessin vaiheet
Tarkkaile huolellisesti, onko työkappaleen kokonaismuoto vinossa; jos näin tapahtuu, sitä voidaan varovasti korjata ketjupihdeillä tai painaa tasaiseksi käsin pöydällä (kuva 7-4).

(3) Huomautukset
Työkappaleen puristamisen tai vasaroimisen korjausprosessin aikana voima ei saa olla liian suuri; muutoin se voi aiheuttaa työkappaleen muodonmuutoksen muotoilun aikana tai pituus ei ehkä täytä suunnitteluvaatimuksia.
Muotoiluvideo
1.5 Ketjun viimeistely
Ketjuviimeistelyn tarkoituksena on poistaa epätasaisuudet, matala kiilto tai terävät reunat ja purseet työkappaleen pinnasta ja tehdä siitä sileämpi ja kiiltävämpi.
(1) Tärkeimmät käytetyt työkalut
Suuret ja pienet viilat, kaapimet (kotitekoiset), ripustettavat hiomakoneet, hammaslääkärin purseet, kuulakivien purseet, vaaleanpunaiset kivihiukkaset.
(2) Toimintaprosessin vaiheet
① Tarkkaile koko ketjua huolellisesti ennen työn aloittamista, jotta voit määrittää käsittelykulman.
② Kiillotuksen aikana on edettävä suunnitteluvaatimusten mukaisesti ja suoritettava erilaisia viilausprosesseja osille, jotka vaativat hiekkapuhallusta, hiekkakiillotusta, kimallushiekkakäsittelyä ja kiillotusta (kuva 7-5).
③ Viilaa kunkin osan hitsaus- ja korjauskohdat, jotta niiden pinnat ovat sileät, pyöristetyt ja esteettisesti miellyttävät.
④ Kotitekoisella kaapimella tasoitetaan ja kiillotetaan ne umpikujat, joihin pieni viila ei yllä.
⑤ Kun olet täyttänyt kaikki ketjun osat, tarkista uudelleen, ettei viilattuihin ja viimeisteltyihin pintoihin ole jäänyt purseja. Jos tällaisia tilanteita ilmenee, asenna hammasjyrsintä roikkuvalla hiomakoneella ja upota se koneöljyyn viimeistelläksesi jyrsyt tasaiseksi.

(3) Huomautukset
① Tarkista huolellisesti suunnitelmapiirustuksista, mitkä alueet on viimeisteltävä, ① ① Älä tee virheellistä työtä.
② Työkappale ei saa muuttua viimeistelyprosessin aikana. Jos muodonmuutoksia tapahtuu, se on muotoiltava uudelleen.
③ Kun käytät hammaslääketieteellistä hiomakonetta työkappaleen kiillottamiseen, varo rikkomasta työkappaleen reunaa.
Ketjun viimeistelyvideo
2. Rannekorujen ja kaulakorujen prosessin kulku
2.1 Rannekorujen ja kaulakorujen jalostustekniikan virtaus
2.2 Yleiset langanvetoketjun käsityötyypit
Yleiset rannekorut ja kaulakorut, jotka on valmistettu langanvetokäsittelyllä, ovat pääasiassa seuraaviin luokkiin kuuluvia.
(1) Helmiketju. Puoliympyrän muotoinen lukollinen ketju, jossa on sisäänpäin suuntautuva ura.
(2) Maissiketju. Jokainen osa muistuttaa maissia. Yleensä kolme osaa muodostaa ketjun, joka sekoitetaan helmiketjujen kanssa ketjuksi.
(3) Yksilöllinen lukollinen ketju. Jokainen yksittäinen silmukka on yhdistetty ketjuksi.
(4) Kaksoiskoukkuketju. Kaksi päällekkäistä silmukkaa muodostaa ketjun jokaisesta yksittäisestä silmukasta.
2.3 Rannekorujen ja kaulakorujen valmistusprosessi
(1) Vetovaijeri
Vetolangan vetäminen tarkoittaa kultaharkkojen vetämistä kultalangaksi, joka täyttää suunnitteluvaatimusten mukaiset vaatimukset. Vetolangan vetäminen on ensimmäinen vaihe vetolankaketjujen käsittelyssä ja valmistuksessa.
① Tärkeimmät käytetyt työkalut. Puhalluspoltin, puristuskone, lopun leikkausnipperit, vetolankalauta.
② Toimintaprosessin vaiheet. Ensin sytytetään puhalluspolttimella kultaharkko, kunnes se on punaisen kuuma, ja annetaan sen sitten jäähtyä luonnollisesti; seuraavaksi kultaharkko ohennetaan asteittain tablettipuristimen kahden rullan paineurien avulla; lopuksi, kun kultaharkko on puristettu käsittelyä varten tarvittavaan kokoon, toinen pää hiotaan ohueksi ja pyöristetään vasaralla tai viilalla, sitten se ohjataan langanvetolevyn reiän läpi ja vedetään asteittain ohuemmaksi, kunnes vaadittavat vaatimukset täyttyvät.
③ Varotoimet. Kun kultalanka on vedetty lankaan, kultalangan halkaisija on mitattava mittasakselin avulla. Sitä ei voida määrittää langanvetolevyn reikämääritysten perusteella, koska muotin reiät suurentuvat kulumisen vuoksi pitkäaikaisen käytön jälkeen, mikä johtaa ylipainoon tuotannon jälkeen.
(2) Renkaiden valmistaminen
Langan vetämisen jälkeen seuraava vaihe on ketjujen valmistaminen tilauksen käsittelyvaatimusten mukaisesti, ja ketjujen valmistuksen ensimmäinen vaihe on kultalangan muokkaaminen yksittäisiksi renkaiksi.
① Sormusten tekeminen. Jos kultalangan poikkileikkauksen halkaisija on alle 1 mm, voidaan ripustettuun hiomakoneen päähän asentaa erityinen sileä pyöreä terästanko, jonka toinen pää kultalangasta on kiinnitetty ripustettuun hiomakoneen päähän. Käynnistä ripustettava hiomakone ja ohjaa kultalankaa sormillasi, jotta se kietoutuu tasaisiksi renkaiksi terästangon ympärille.
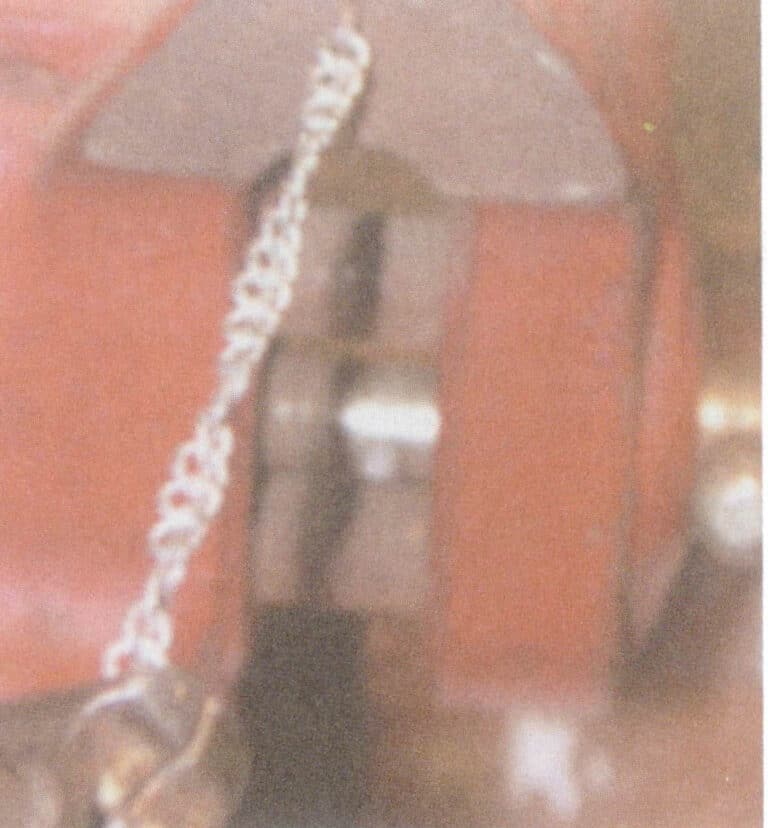
Jos kultalangan halkaisija on yli 1 mm, on käytettävä manuaalista käämitysmekanismia. Vastaavasti kultalangan toinen pää kiinnitetään ja käämintäkoneistoa käytetään käsin. Koon mukaan asennetaan eri teräsvartaita sen varmistamiseksi, että kultalanka kiertyy tasaisesti teräsvartaan ympärille (kuva 7-6).

Helmisormusten tekeminen. Vedä kultalanka ensin niin, että se täyttää asetetut vaatimukset, ja litistä se sitten puristimella. Seuraavaksi purista kultalangan pää neulapihdeillä litteäksi puoliympyräksi, valitse piirustuslevyn reikä, joka täyttää määritellyn halkaisijan, ja vedä litteä lanka koveraksi puoliympyräksi (kultakappaleen leveyden on oltava hieman suurempi kuin reiän leveyden). Irrota kierretty spiraalilanka terästangosta ja leikkaa se tuotantovaatimusten mukaisesti.
Maissin muoto saadaan leikkaamalla se tiettyyn pituuteen poikkileikkausta pitkin, jolloin syntyy "maissisydämen" osia.
Toiset ketjut leikataan suoraan pituussuunnassa yksittäisten silmukoiden muodostamiseksi.
② Varotoimet. Kultalangan käämimisessä käytettävän terästangon on oltava oikeanlainen. Kun lankaa leikataan, sen on oltava suoraa, ilman muodonmuutoksia, ja leikattujen silmukoiden koon on oltava tasainen.
(3) Solkirengas
Kuten tilauskaavio edellyttää, solkirengas valmistetaan yhdistämällä eri leikatut renkaat vastaavaan muotoon, jolloin muodostuu pitkä ketju.
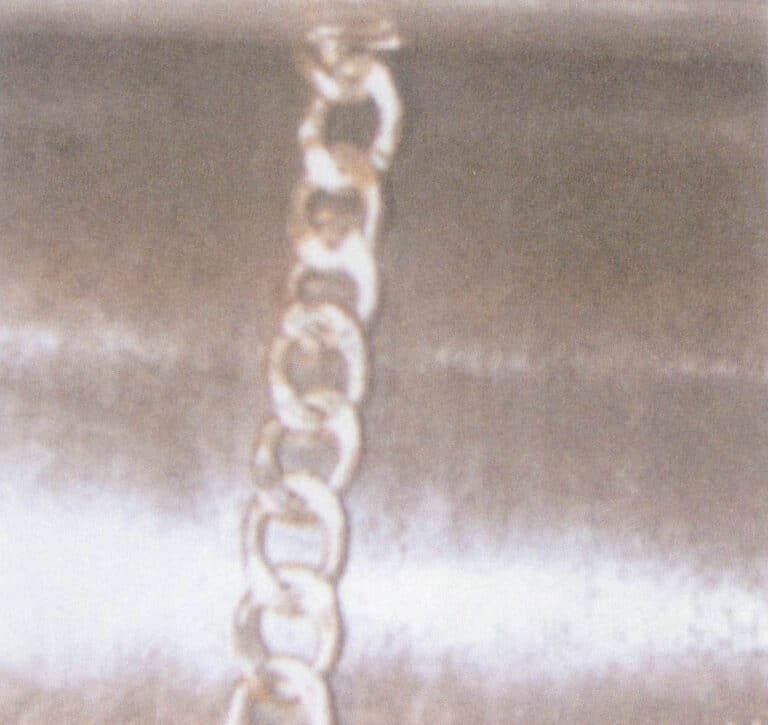
Toimintaprosessin vaiheet. Helmiketjun kiinnitystapa on yhdistää yksi rengas toiseen ketjuksi (kuva 7-7); maissiketju tehdään muotoilemalla kultalangasta ensin nelisivuinen pyramidi pyöreällä pohjalla, täyttämällä se "maissisydämillä", tavallisesti ryhmittämällä kolme "maissia" yhteen, ja kiinnittämällä sitten helmirengas päälle, ja jatkamalla näin, kunnes haluttu pituus on saavutettu; kaksoisketju (kaksoisketju) yhdistää kaksi rengasta ketjuksi yhdistämällä ne.

(4) Hitsauslukko
Hitsauslukko tarkoittaa, että kunkin yhdistetyn renkaan ja ympyrän aukot hitsataan yhteen niin, että niitä ei voi erottaa toisistaan.
① Toimintaprosessin vaiheet.
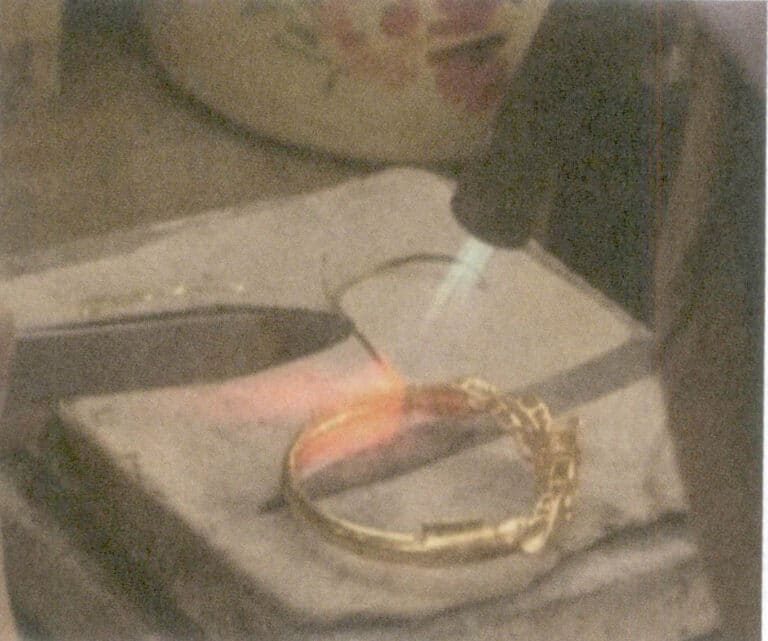
Menetelmä yksi: Sytytetään puhalluspoltin, kuumennetaan renkaan aukkoa, kunnes se muuttuu punaiseksi, pidetään pinseteillä hienoa kultapalaa, joka on upotettu booraksiveteen, ja asetetaan se kuumennettuun aukkoon; sula hitsausneste hitsaa renkaan aukon nopeasti yhteen booraksin vaikutuksesta (kuva 7-8).

Menetelmä 2: Käytä pientä lusikkaa ottamaan ulos kultajauhetta, joka on liotettu booraksiveteen, ja levitä se aukkoon sulamaan, mikä voi myös saada aikaan nopean hitsausvaikutuksen (tätä menetelmää käytetään yleensä pienten renkaiden hitsaamiseen).
Maissiketju on myös hitsattava tukevasti "maissisydämen" jokaisen renkaan väliin sekä "maissisydämen" ja ulkokehyksen väliin.
② Varotoimet. Hitsauksen aikana on varmistettava, että hitsaus on tasainen, hitsauspisteet eivät saa olla liian suuria, ja erityistä huomiota on kiinnitettävä maissiketjun hitsaukseen.
(5) Kierrettävät ketjut
Ketjun kiertämisellä tarkoitetaan ketjun kiertämistä tietyssä kulmassa hitsatun aukon kanssa, jotta varmistetaan hyvät ja yhtenäiset liitokset kunkin lenkin välillä.
① Tärkeimmät käytetyt työkalut. Porakone, neulapihtejä.
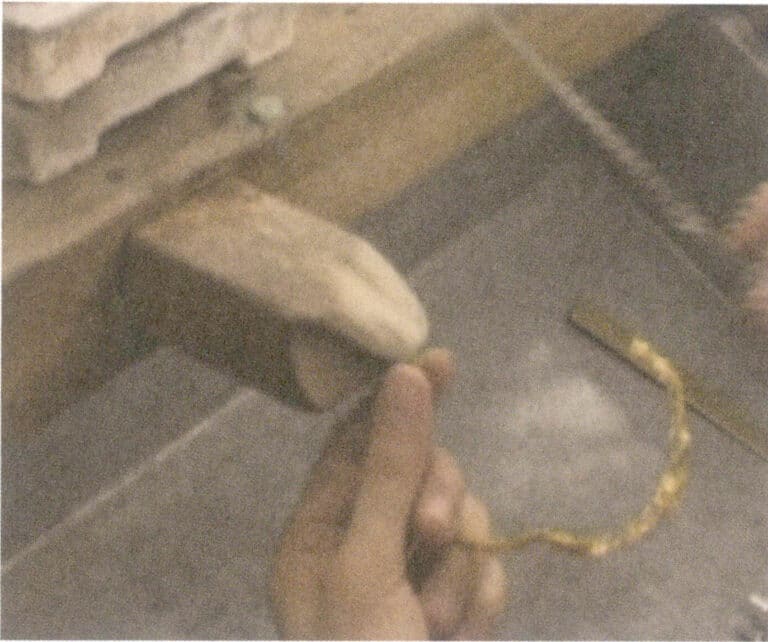
② Käyttövaiheet. Kiinnitä ketjun toinen pää, koukista toinen pää käsiporakoneeseen ja vedä tiukasti ja suoraan; toinen henkilö kääntää käsiporakoneen kahvaa, kun toinen käyttää neulapihtejä korjaamaan vääntyneitä kohtia varmistaen, että ketjun jokaisen lenkin väliset kulmat ovat yhdenmukaiset ja hyvin yhteenliitetyt (kuva 7 - 9).
③ Varotoimet. Ketjun kiertämisen ja korjaamisen aikana on tärkeää toimia maltillisesti. Jos ketjua väännetään tai kiristetään liikaa, se voi aiheuttaa ketjun katkeamisen.
(6) Litistäminen
Tasoittaminen tarkoittaa, että ketjun jokaisen lenkin kulma on tasainen ja pinta tasainen.
① Tärkeimmät käytetyt työkalut. Vasara, hitsauspöytä, puristuskone.
② Toimintaprosessin vaiheet. Aseta kierretty ketju ensin tasaisesti hitsauspöydälle ja napauta se varovasti tasaiseksi vasaralla; säädä seuraavaksi puristuskoneen rullien välinen rako tuotantovaatimusten mukaan ja syötä ketju puristuskoneeseen valssausta varten (kuva 7-10); kuumenna puristettua ketjua kerran puhalluspistoolilla, kunnes se hehkuu punaisena, ja anna sen jäähtyä luonnollisesti; toista lopuksi edellä mainitut vaiheet lämmitetylle ketjulle.
③ Käsityön tekniset vaatimukset. Riippumatta siitä, miten valmis ketju asetetaan, kunhan yksi pää on nostettu, loput kohdistuvat tasaisesti ilman taittumista tai sotkeutumista.
(7) Kaiverruskuviot
Kaiverruksella tarkoitetaan koristeellisten kuvioiden kaiverrusta ketjuun korujen ulkonäön parantamiseksi, jolloin niistä tulee kauniimpia ja ainutlaatuisempia.
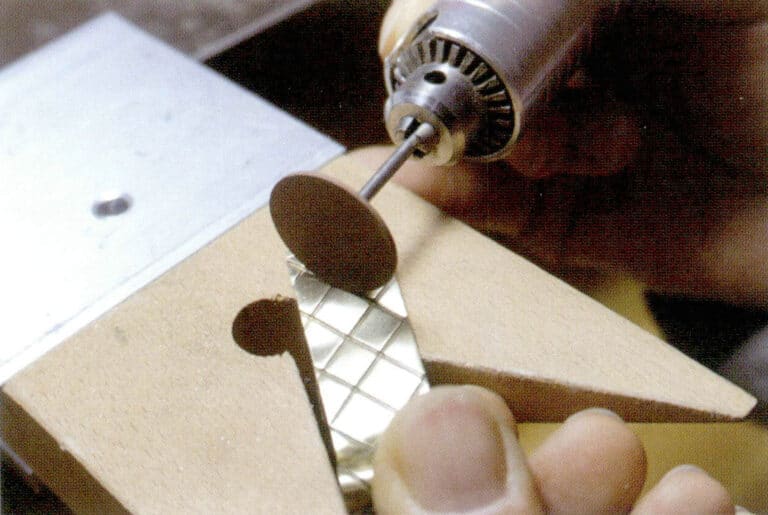
① Kaiverretaan kiinteitä kuvioita. Säädä asteikko kuvion halutun leveyden mukaan. Kiinnitä kaksipuolinen teippi neliskulmaiseen puupalikkaan, suorista ketju solmujen välttämiseksi, aseta se tasaisesti kaksipuolisen teipin päälle ja naputtele varovasti kumivasaralla, jotta ketju tarttuu liimapintaan. Käytä talvivihreäöljyyn kastettua sivellintä ja levitä öljyä tasaisesti veistettävän ketjun pinnalle. Aseta puupalikka, johon ketju on kiinnitetty, veistokoneen työpöydälle ja varmista, että ketjun pinta on samassa linjassa veistoveitsen kanssa. Paina virtakytkintä ja työnnä hitaasti ja tasaisesti puupalikkaa vasemmalla kädellä samalla kun oikealla kädellä ohjataan vipua, jotta veistä voidaan liikuttaa ylös ja alas, jolloin veitsi voi kaivertaa kuvioita ketjun pintaan (kuva 7-11).
② Kaiverretaan ristikuvioita. Määritä käytettävä sorvaustyökalu työkappaleen perusteella ja kiinnitä työkappaleen alusta (käytä pyörillä varustettua alustaa käsikäyttöisiä ketjuja varten). Kiinnitä kaksipuolinen teippi alustaan, kiinnitä ketju litteänä teippiin ja kiinnitä se. Määritä kaiverrettavan työkappaleen sijainti ja säädä leikkausveitsen ja alustan välinen kulma. Pyöritä alustaa vasemmalla kädellä samalla kun pidät oikealla kädellä kiinni ohjausvivusta kaiverruskulman ja leikkaussyvyyden säätämiseksi. Jos kaiverrusasennossa on poikkeama, sitä voidaan säätää muuttamalla alustan kulmaa käsittelytavoitteen saavuttamiseksi.

③ Varotoimet. Ketjun on oltava tasainen ja tukevasti puupalikan päällä, jotta se ei löysty kaiverruksen aikana. Muista levittää ketjuun öljyä ennen kaiverrusta, jotta työkappale ei tartu metallijauheeseen. Kaiverruksen aikana molempien käsien on koordinoitava puupalikan etenemisnopeuden ja kuvion syvyyden hallitsemiseksi.
Kaiverruskuviot video
(8) Arkistointipinta
① Tärkeimmät käytetyt työkalut. Karkea viila, sileä viila, jakoavain, kiinnitysmittari.
② Toimintamenettelyn vaiheet. Säädä kiinnittimen viilausaukon korkeus ketjun leveyden mukaan siten, että vain ketjun se osa, joka on näkyvissä aukossa, on ainoa käsiteltävä osa. Kun ketjun ja aukon korkeus ja syvyys on säädetty asianmukaisesti, kiristä kiinnittimen päätyjen kiinnitysruuvit jakoavaimella, jotta ketju kiinnittyy kiinnittimeen. Käytä karkeaa viilaa viilaamaan kiinnikkeessä olevan ketjun ulkoneva reuna ja kiillota sitten sileällä viilalla karkealla viilalla viilattu reuna. Kun olet viimeistellyt ketjun toisen reunan, viilaa toinen reuna. Kun ketjun toinen reuna on viimeistelty, kiinnittimen aukon syvyys on nyt yhtä suuri kuin ketjun leveys, jolloin kiinnittimen korkeus on säädettävä ketjun käsittelyä varten tarvittavaan korkeuteen. Kun ketjun molemmat puolet on käsitelty, pyyhi harjalla pois jäljelle jäänyt metallijauhe ja siirry sitten levyn kiillotukseen.
③ Varotoimet. Noudata tiukasti käsittelymääräyksen painorajavaatimuksia. Levitä liitua karkeisiin ja sileisiin viiloihin, jotta metallijauhe ei tartu viiloihin ja minimoi metallin kulutus mahdollisimman paljon. Pyri yleiseen sileyteen, äläkä viilaa ketjua koveraksi tai kuperaksi.
(9) Lukon asentaminen
Lukon asentaminen tarkoittaa ketjulukon kiinnittämistä ketjuun. Ketjusolki on rannekorujen tai kaulakorujen avaus- ja sulkemislaite, ja se on keskeinen osa kunkin ketjun käyttämisen ja irrottamisen helppoutta.
① Ketjulukkojen luokittelu. Sisältää: W-tyyppi (käytetään yleensä kaulakoruissa), S-tyyppi (käytetään yleensä rannekoruissa), kierretyyppi, lukkotyyppi jne.
② Toiminnalliset prosessivaiheet. Katkaise käsitelty pitkä ketju käsittelytoimeksiannon edellyttämään pituuteen. Asenna lukko ketjun toiseen päähän (kuva 7-12) ja hitsaa se sitten polttimella. On varmistettava, että ketjun päät lukkiutuvat joustavasti yhteen, jolloin ketjua on helppo käyttää ja irrottaa.
Vetolankaketjun myöhemmät prosessit, kuten hionta, happopesu, kiillotus jne. ovat samanlaisia kuin edellä mainitut toimenpiteet.
Kiinnittimen asentaminen video
Rannekoru ja kaulakoru veneet video
Copywrite @ Sobling.Jewelry - Custom korujen valmistaja, OEM ja ODM korut tehdas
Jakso II Suljinprosessi puhdasta kultaa rannekkeet
1. Puristusprosessin virtaus puhdasta kultaa rannekkeet
Puhtaan kullan rannekorun kiinnitysprosessin kulku sisältää seuraavat vaiheet: viilaus sprue → rannekorun kiinnitys → pohjalevyn hitsaus→ kalibrointiputken hitsaus→ putken sahaaminen→ rannekorun kielen hitsaus→ käden käyttöasennon sahaaminen→ säätö→ muotoilu→ viilun viimeistely→ hitsaus "8" -muotoinen kiristysjärjestelmä.
Edellä on esitetty puhdasta kultaa olevan rannekorun yleinen kiinnitysprosessi; erityyppisten täyskultaisten rannekorujen kohdalla prosessin kulku voi vaihdella tyylistä riippuen.
2. Toimintamenettely
2.1 Ruiskun viilaaminen
2.2 Kiristysranneke
Clamping-rannekoru valmistetaan valamalla rannekorun aihio ovaalin muotoiseksi, jolloin se mahtuu tiukasti ranteen ympärille.
(1) Tärkeimmät työkalut ja materiaalit
Tärkeimpiä käytettyjä työkaluja ovat yhdistelmähitsaustyökalut, hitsauslaatat, booraksilautanen, hitsauspuristimet, sahan runko, neulapihdit, rannekkeen ydinporanterä ja rannekkeen yläosa. Tärkeimmät käytetyt materiaalit ovat booraksi, hitsauslanka ja hitsauslevyt.
(2) Toimintaprosessin vaiheet
① Yksiosaisissa rannekkeissa on erotettava toisistaan rannekkeen etupuoli ja rannekkeen pohja ja tarkistettava, onko rannekkeen valuaihioissa laatuongelmia (kuten halkeamia, uria jne.).
② Yhdistä rannekkeen pinta ja pohja yhteen ja mittaa teräksisellä viivoittimella, vastaako rannekkeen koko tilauksen kokovaatimuksia.
③ Kiinnitä yksi rannekkeen pinta hitsauslohkoon hitsauspuristimella ja hitsaa pistehitsi rannekkeen kasvojen aukkoon, ota sitten rannekkeen pohja ja kohdista se rannekkeen kasvojen kanssa ja hitsaa pohja ja kasvot polttimella tukevasti yhteen.
④ Muotoile toiselta puolelta hitsattu käsijohde johteen sylinteriin niin, että käsijohteesta tulee muotoilun kautta täydellinen (kuva 7-13).
⑤ Mittaa rannekorun koko uudelleen teräsviivoittimella tarkistaaksesi, täyttääkö se standardivaatimukset.
(3) Huomautukset
① Rannekkeen etu- ja alapuolen ei saa olla epäsuhtaiset; rannekkeen etu- ja alapuolen hitsauksen on oltava siisti ja säännöllinen, eikä siinä saa olla virhettä.
② Vältä liiallista voimankäyttöä muotoilun aikana, sillä se voi aiheuttaa rannekkeen pintaan jälkiä, jotka vaikeuttavat viimeistelyä ja viilausta.
Rannekorun kiinnitysprosessi Video
2.3 Hitsauksen taustalevy
Hitsauksen taustalevyn tarkoituksena on käsitellä ja valmistaa rannekorun kielikotelo.
(1) Tärkeimmät käytetyt työkalut
Puhalluspistooli, pinsetit, hitsauspuristin, rannekeporakone.
(2) Toimintaprosessin vaiheet
① Valitse sopiva kiinteä kultainen pohjalevy rannekkeen koon mukaan, pehmennä se, taivuta se kaareksi rannekkeen poranterän kaarevuuden mukaan ja säädä se viilalla, varmistaen, että pohjalevyn pituus vastaa rannekkeen putken koveraa asentoa ja sopii tiukasti.
② Pidä ranneketta hitsauspuristimella vaakasuorassa, aseta pohjalevy oikein, hitsaa kevyesti piste pohjalevyn päähän paikannusta varten, irrota sitten ranneke hitsauspuristimesta, aseta se tasaisesti hitsauslaatalle ja hitsaa hitsaustyökaluilla pohjalevyä pitkin, kunnes se on täysin hitsattu (kuva 7-14).

2.4 Pyörivän akselin hitsaus
Hitsausputki yhdistää rannekkeen pinnan ja pohjan, jolloin se avautuu ja sulkeutuu joustavasti avaamisen jälkeen.
(1) Tärkeimmät käytetyt työkalut
Puhalluspistooli, pinsetit, juotoslevy, juotoslanka, booraksia, neulapihtejä, rotanhäntäviila.
(2) Toimintaprosessin vaiheet
① Valmistele sopiva pyörivä putkipari, varmista, että se sopii hyvin rannekkeeseen, ja levitä hammastahnaa hihoihin, jotta ne eivät hitsaudu kiinni.
② Sahaa sahanjousella neliönmuotoinen aukko, joka on hieman pienempi kuin kalibrointiputken ulkohalkaisija alkuperäistä hitsauslinjaa pitkin, ja muotoile sitten neliönmuotoinen aukko neliönmuotoisella viilalla putken mukaiseksi.
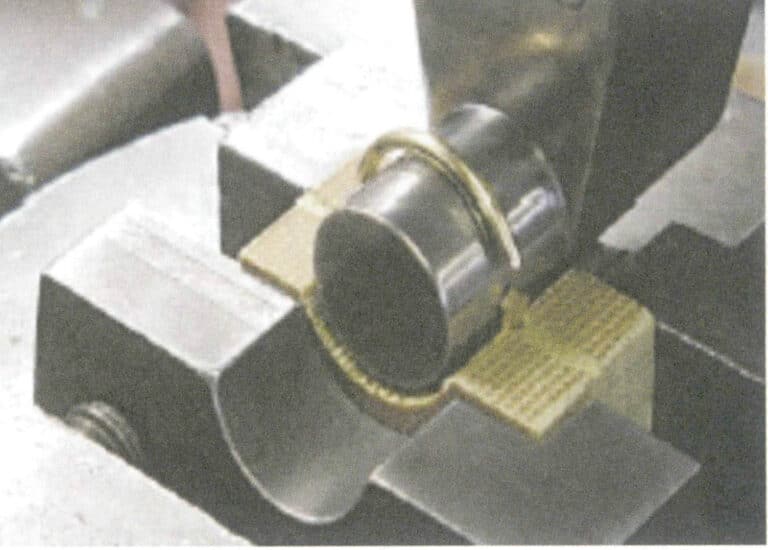
③ Aseta pari pyörivää putkea rannekkeen kalibrointiasennon keskelle siten, että kalibrointiputki istuu tasaisesti ja sen yläosa on yhdensuuntainen rannekkeen pinnan kanssa.
④ Pidä rannekkeen pintaa hitsauspuristimella ja hitsaa putken ja rannekkeen välinen kosketuspiste pistehitsauksella tukevasti kiinni (kuva 7-15).
Kuva 7-15 Kalibrointiputken hitsaus
(3) Huomautukset
Rannekorun molemmat puoliskot eivät saa olla väärässä asennossa (kiinnitettynä). Putki on altis sahata vinoon, sahata läpi tai viilata vinoon, joten siihen on kiinnitettävä erityistä huomiota. Lisäksi pistehitsauksessa on varottava, ettei hitsausneste pääse tihkumaan putkeen, sillä muuten putki tukkeutuu ja vaatii uudelleentyöstöä.
2.5 Putken sahaus
Putken sahaus tarkoittaa, että rannekkeen hitsattu putki avautuu ja sulkeutuu vapaasti.
(1) Tärkeimmät käytetyt työkalut
Jousisaha (saw bow).
(2) Toimintaprosessin vaiheet
Vapauta sahausjousi ja sahanterä, työnnä ne rannekkeen sisäympyrään, kiristä sitten sahausjousi ja sahaa hitsauspiste auki kalibrointiputken puoleiselta sivulta pitkin rakoa, jossa rannekkeen kaksi puoliskoa on liitetty toisiinsa (kuva 7-16).
(3) Huomautukset
Kun sahaat rannekorua, varo näkemästä rakoa, jossa rannekorun kaksi puoliskoa on liitetty toisiinsa; muutoin rannekoru ei välttämättä aukea tai sulkeudu kunnolla, jolloin aiemmat yritykset ovat turhia.
2.6 Rannekkeen kielen hitsaaminen
Rannekieli on tärkeä laite kultaisen rannekkeen avaamiseen ja sulkemiseen.
(1) Tärkeimmät käytetyt työkalut
Puhalluspolttimet, pinsetit, hitsauslaatta, hitsauslanka, booraksi, teräväkärkiset pihdit ja rotanhäntäviilat.
(2) Toimintaprosessin vaiheet
① Valitse sopiva rannekkeen kieli, joka soittaa sanamerkkiä "900", karkealla viilalla, joka viilataan puolisuunnikkaaksi.
② Hehkutus käsittely rannekkeen kielen, pihdeillä kaareva kaari, ja sitten tiedosto hieman trimmaus, pitkä pää rannekkeen pohjaan rannekkeen kielen laatikko ja pistehitsaus kiinnitetään rannekkeen kielen, ja sitten rannekkeen kielen ja pohja rannekkeen kosketuspisteen vähän, hitsauksen alla, täysin kiinteä (ulkoneva osa 5 ~ 6mm, kuva 7-17).
③ Käytä molempia käsiä puristaaksesi ranneketta molemmin puolin ja testaa, voiko rannekkeen kieli työntyä sujuvasti rannekkeen kielikoteloon ( Asettamisen jälkeen rannekkeen kielen pitäisi olla täysin näkymätön ulkopuolelta).

2.7 Sahaus Käsin käyttöpainike
Käsikäyttöpainike on suunniteltu helpottamaan rannekkeen avaamista ja sulkemista ja varmistamaan samalla, että molemmat osat ovat tarkasti paikallaan ja tiukasti yhdistetty.
(1) Tärkeimmät käytetyt työkalut
Jousisaha, pieni viila, pulttileikkuri, ripustushiomakone, hammaslääkärin puristin.
(2) Toimintaprosessin vaiheet
Aseta rannekkeen kieli rannekkeen kielikoteloon ja sahaa sitten sahanjousella alaspäin 3 ~ 4 mm:n etäisyydeltä rajapinnasta. Kun saavutat puolet porttilevyn korkeudesta, käännä 90° suuntaan ja jatka sahausta, kunnes saavutat rannekielien välisen keskiasennon, jolloin painikeasento on valmis. Hitsaa sitten sopiva painike painikeasentoon.
(3) Huomautukset
Kun sahataan käsikäyttöasennossa, on kiinnitettävä erityistä huomiota siihen, että sahan asento on oikea, jotta saumakoristeen hitsaaminen on helppoa.
2.8 Säätö
Säädöllä varmistetaan, että rannekkeen kaksi osaa ovat tarkasti paikallaan, yhdistyvät tiiviisti ja täyttävät joustavan ja tasaisen avautumisen ja sulkeutumisen vaatimukset.
(1) Tärkeimmät käytetyt työkalut
Jousisaha, pieni viila, pulttileikkuri, ripustushiomakone, hammaslääkärin puristin.
(2) Toimintaprosessin vaiheet
① Käytä pientä viilaa rannekorun kielen leikkaamiseen ja puhdista hammaslääkärin hammaslääkärillä hitsauskuona ja kultahelmet rannekorun kielen laatikon sisällä varmistaen, että laatikko on neliön muotoinen.
② Rannekkeen kielikotelossa rannekkeen etupuolella näin yhdensuuntaisen viivan noin 1 mm:n päässä rannekkeen kielikotelon reunasta, jonka syvyys oli 0,5 mm.
③ Työnnä rannekkeen kieli rannekkeen kielikoteloon, tuo rannekkeen kaksi osaa yhteen ja seuraa sitten alun perin sahattua uraa, siirry sahan avulla uraa pitkin ja raaputa rannekkeen kieltä kevyesti, jotta rannekkeen kieli jää matalaan uraan (ura toimii rannekkeen lukon paikoituskohtana).
④ Valitse sopiva metallipala lukoksi, asenna se äsken sahattuun aukkoon ja hitsaa se tiukasti kiinni, kun olet viilannut ylimääräiset osat pois.
(3) Huomautukset
Kun kaikki työt on suoritettu, rannekieli on asetettava toistuvasti rannekielen laatikkoon testausta varten. Kun rannekieli työnnetään rasiaan, on kuultava terävä "naksahdusääni", joka osoittaa, että rannekielen ja rasian välinen istuvuus on oikea; muussa tapauksessa on tehtävä säätöjä.
2.9 Muotoilu
Muotoilussa käsitellään tuotannon aikana mahdollisesti syntyviä muodonmuutoksia useiden menettelyjen avulla, jolloin varmistetaan, että lopputuote vastaa täysin standardeja.
(1) Tärkeimmät käytetyt välineet
Vasara, rannekkeen poranterä, alasin, karkea viila, sileä viila, rannekkeen yläosa.
(2) Toimintaprosessin vaiheet
① Aseta rannekorun toinen puoli alasin päälle ja niittaa paljastunut viiva varovasti pienellä vasaralla niitiksi; toista sama toimenpide toiselle puolelle.
② Kun olet koonnut rannekorun, aseta se rannekorun poraussydämen päälle ja paina sitä alaspäin, jotta se sopii täydellisesti ydinsydämen kanssa muodostaen tavallisen rannekorun muodon.
2.10 Tiedoston viimeistely
Viimeistely viilalla poistaa työstön aikana työkappaleen pintaan jääneet jäljet, jolloin rannekkeesta tulee täydellisempi ja esteettisesti miellyttävämpi.
(1) Tärkeimmät käytetyt työkalut
Suuri tiedosto, keskikokoinen tiedosto.
(2) Toimintaprosessin vaiheet
Käytä suurta viilaa työkappaleen karkeaan tasoittamiseen ja viimeistele se sitten keskikokoisella viilalla, jolloin rannekorusta tulee kokonaisuudessaan sileä.
(3) Huomautukset
Viilattaessa on tärkeää hallita käden voimaa ja suuntaa ja välttää kosketusta alueisiin, joita ei tarvitse viilata. Kun viilaa käytetään viimeistelyyn, sitä on käytettävä oikein työkappaleen muodon ja kaarevuuden mukaan; tasaisissa työkappaleissa viilauksen on oltava tasainen, suora ja oikea, kun taas kaarevissa työkappaleissa viilauksen on kuljettava kaarevasti ylöspäin alhaalta ylöspäin.
2.11 "8"-muotoisen kiristysjärjestelmän hitsaaminen
"8"-muotoinen hitsausjärjestelmä yhdistää rannekkeen kaksi osaa tiiviimmin, jotta se ei pääse putoamaan.
(1) Tärkeimmät käytetyt työkalut
Puhalluspistooli, booraksi, pinsetit, neulapihtejä, hitsauslanka.
(2) Toimintaprosessin vaiheet
① Ota keskilinjaksi ikeen kahden osan liitoskohta, jossa rannekkeen kieli on sijoitettu, ja hitsaa kultahelmi kummallekin puolelle 3 〜4 mm:n kohdalle rannekkeen pintaan päin. Poraa 0,6 mm:n läpireikä kultahelmetin sivuun varmistaen, että reiän halkaisija on rannekkeen sivun suuntainen.
② Käytä 92 kultalankaa ( ∅0,5 mm x 32 mm ) kultahelmetin reiän läpi ja taita se sitten kahtia. Kahden langan päät kohtaavat ja menevät päällekkäin kultahelmetin toisessa päässä, ja sitten puhalluspistooli sulattaa molemmat langan päät.
③ Katkaise ylimääräinen kultalanka ja purista se neulapihteillä "8" -muotoiseksi kahden helmen väliin.
(3) Huomautukset
Kahdeksan" -muodon kireyden on oltava sopiva; jos se on liian kireä, se voi rikkoutua pitkäaikaisen kitkan vuoksi, ja jos se on liian löysä, se ei täytä tarkoitustaan. Siksi sen pitäisi sopia yhteen pienellä voimalla, kun se kiinnitetään.
Jakso III Puhtaankultaisten sormusten, riipusten ja korvakorujen sulkeva käsityötaito
1. Kultaisten sormusten, riipusten ja korvakorujen kiinnitysprosessi
2. Korvanastojen, naulojen ja hyppyrenkaiden hitsaaminen.
Korvanapit ovat olennainen osa korvakoruja. Suoravalun vaikeuden vuoksi ne on hitsattava kiinni valun jälkeen. Ripustimet ja hyppyrenkaat ovat tärkeitä osia riipusten ripustamista varten, ja ne hitsataan myös myöhemmin kiinni. Toimintatavat ovat seuraavat.
(1) Tärkeimmät käytetyt työkalut ja materiaalit
Tärkeimpiä käytettyjä työkaluja ovat yhdistelmähitsaustyökalut, booraksilautanen, hitsauspuristimet ja hitsauslaatat. Materiaaleina käytetään booraksia, sopivan kokoisia korvanappeja, nauloja, hyppyrenkaita ja hitsauslankaa.
(2) Toimintaprosessin vaiheet
① Aseta hyvin muotoillut ja sovitetut korvakorut juotoslevylle ja aseta korvanastat oikein.
② Pidä sytytettyä polttimoa vasemmassa kädessäsi, käytä hitsauspuristinta pitämään hitsauslankaa pistehitsausta varten, kunnes korvan reikä on täytetty noin 2/3:iin, ja levitä hieman booraksia korvan reiän kohdalle ja polta sitä polttimella, kunnes se on täysin hitsattu.
③ Kun hitsaat nauloja ja hyppyrenkaita, hitsaa ensin naulat ja kiinnitä sitten hyppyrenkaat ennen pistehitsausta varmistaen, että hitsauspisteet ovat tasaisia eivätkä irtoile.
(3) Huomautukset
(1) Korvanastoja hitsattaessa on kiinnitettävä erityistä huomiota liekin koon ja voimakkuuden hallintaan, eikä se saa aiheuttaa korvanastojen sulamista ja lyhenemistä (koska hitsauslanka on 95%-puhtaus, kun taas korvanastat ovat 92%-puhtaus).
(2) Hitsauspisteiden on oltava yhtenäisiä, kun pistehitsaus tehdään korvan pistoreikään.
(3) Kun hitsaat nauloja ja hyppyrenkaita, jos hitsauskohta on liian suuri, se on korjattava ja kiillotettava, jotta se olisi sileä ja tasainen.
Riippuvan videon kiinnitysprosessi
IV jakso Puhtaankultaisten korujen valmistuksessa käytettävät apuprosessit
1. Hiekkapaperin kiillotus
Hiekkapaperikiillotusta käytetään viimeistely- ja muotoiluprosessin aikana mahdollisesti syntyneiden jälkien poistamiseen, jolloin työkappaleen pinnasta tulee sileämpi ja kiillotetumpi.
(1) Tärkeimmät käytetyt työkalut
Ripustettava hiomakone, hiomapaperirullat (kartiomaiset, pyöreät), hiomapaperikiekot, teräsharjat, hammaslääketieteelliset pursejätteet.
(2) Toimintaprosessin vaiheet
① Asenna rullattu hiomapaperi roikkuvaan hiomakoneen päähän ja kiillota työkappaleen halutut osat (kuva 7-18).
② Hio sisärengas hiekkapaperikiekolla.
Hiekkapaperilla kiillotus video
2. Kipinöivä hiekan kaltainen viimeistely
Kipinähiekkaa muistuttavalla viimeistelyllä tarkoitetaan pistemäisen verkoston luomista työkappaleen pintaan haluttuihin suunnittelukohtiin, mikä antaa epätasaisen ja kuvioidun ulkonäön ja parantaa työkappaleen kolmiulotteista vaikutusta.
(1) Tärkeimmät käytetyt työkalut
Riippuhiomakone, timanttiporanterä, ritsat.
(2) Toimintaprosessin vaiheet
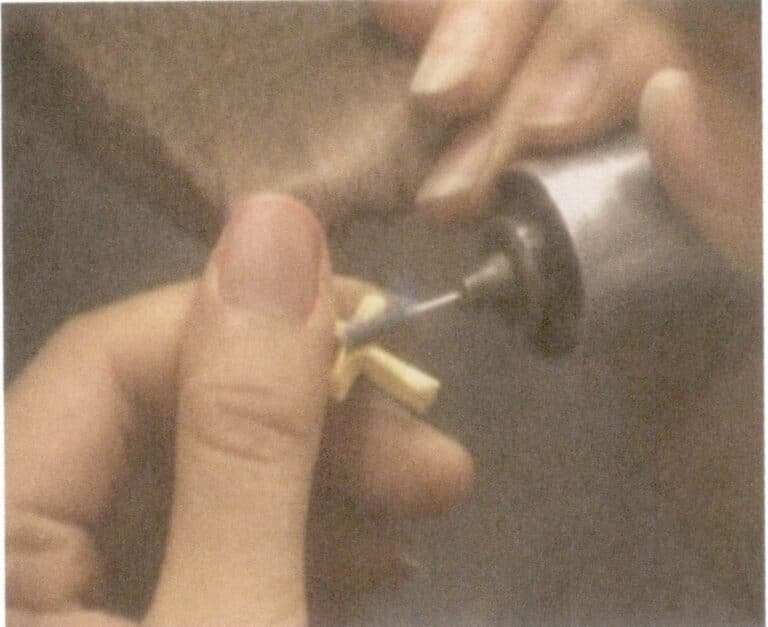
① Pidä työkappaleesta kiinni vasemmalla kädellä, tartu porakoneeseen oikealla kädellä, tähtää viimeisteltävään alueeseen ja poraa samalla kun liikut hallitusti pistemäisesti muodostaen pisteverkon työstettävälle alueelle (kuva 7-19).
② Tarkista, onko ruudukon epätasaisuus kunnossa ja ovatko syvyys ja mataluus sopivia, ja tee tarvittavat muutokset.
(3) Huomautukset
① Käytä voimaa tasaisesti ja maltillisesti, ja ruudukkojen järjestys on järjestyksessä ja syvyydeltään johdonmukainen.
② Älä vahingoita käsittelemätöntä pintaa.
③ Älä aiheuta työkappaleeseen merkittäviä muodonmuutoksia.
3. Happokastelu
Happokäsittelyn tarkoituksena on poistaa tahroja ja läikkiä työkappaleen pinnalta, jolloin se on helpompi kiillottaa happokäsittelyllä. Se soveltuu erityyppisille koruille, jotka vaativat käsittelyä.
(1) Tärkeimmät käytetyt työkalut
Tärkeimpiä työvälineitä ovat puhalluslamput, pitkä hitsauspuristin, hitsauspalikka, sytytin, Corning-pata (haponkestävä ja korroosionkestävä astia, jota käytetään yleisesti rikkihapon, suolahapon jne. säilyttämiseen) ja muoviämpäri. Materiaali on 36% 〜38% suolahappoliuos.
(2) Toimintaprosessin vaiheet
① Järjestä työkappaleet hitsauskivelle, sytytä polttimo sytyttimellä, polta hitsauskivellä olevat työkappaleet polttimella punaisiksi ja laita ne sitten hapolla täytettyyn corning-astiaan liottumaan (kuva 7-20).
② Kun työkappale on liuospannussa, vaahtoa syntyy paljon, kunnes vaahtopannu katoaa automaattisesti; voit poistaa työkappaleen puhdistusta varten.
③ Kun työ on valmis, happoliuos on pakattava erityiseen ämpäriin ja palautettava korjaamon varastoon säilytettäväksi.
(3) Huomautukset
Jos suihkutat vahingossa suolahappoa ihollesi työskennellessäsi, älä huuhtele vedellä, vaan käytä paperipyyhettä tai kuivaa liinaa imeäksesi hapon ihollesi ja huuhtele sitten vedellä.
Happo dippaus Video
4. Hiekkapuhallus
Hiekkapuhallus on prosessi, jossa työkappaleeseen luodaan suunnitteluvaatimusten mukainen hiekkapinta, jolloin työkappaleen pintaan saadaan pehmeä ja karu kontrastivaikutelma.
(1) Tärkeimmät käytetyt työkalut
Tärkein käytetty laite on hiekkapuhalluskone. Hiekkapuhalluskoneet jaetaan kahteen tyyppiin: märkähiekkapuhallukseen ja kuivahiekkapuhallukseen. Märkähiekkapuhallus voidaan jakaa edelleen suuriin ja pieniin hiekkapuhalluskoneisiin. Suurta hiekkapuhalluskonetta ja kuivahiekkapuhalluskonetta käytettäessä työkappaleesta on vain pidettävä kiinni molemmilla käsillä ja kohdistettava hiekkapuhallettava alue koneen kiinteään hiekkapuhallussuuttimeen. Valinta kuiva- ja märkähiekkapuhalluksen välillä olisi määriteltävä käsittelytilauksen vaatimusten perusteella. Alla on esitetty pienen märkähiekkapuhalluskoneen toimintatapa. Kaikilla kolmella hiekkapuhalluskonetyypillä on samat toimintamenetelmät ja -menettelyt.
(2) Toimintaprosessin vaiheet
① Katkaise hiekkapuhalluskoneen virransyöttö, avaa hiekkapuhalluskoneen kansi ja lisää hiekkaa nro 0 (hieno hiekka) tai nro 2 (karkea hiekka) prosessin vaatimusten mukaisesti. Lisättävän hiekan määrä ei saa ylittää asteikon merkintäviivaa, muutoin se tukkii hiekkaputken. Kun olet lisännyt hiekkaa, kiristä kansi ja kytke virta päälle.
② Säädä hiekkapuhalluskoneen ilmanpaine; puhtaan kullan vaatimus on 6 ilmakehää.
③ Pidä työkappaleesta kiinni vasemmalla kädellä, tartu hiekkapuhallussuuttimeen oikealla kädellä ja astu polkimen päälle painaaksesi pistekytkintä, sulje suutin ja kohdista se käsiteltävään kappaleeseen ruiskuttaen hiekkaa tasaisesti (kuva 7-21).
④ Huuhtele hiekkapuhallettu työkappale vesijohtovedellä ja kuivaa se sitten hiustenkuivaajalla.
(3) Huomautukset
① Tarkista hiekan lisäämisen jälkeen, että vesi- ja hiekkapuhallusputket on liitetty kunnolla, ennen kuin kytket virran päälle.
② Ilmanpaine ei saa olla liian korkea tai liian matala; liiallinen ilmanpaine voi aiheuttaa hiekkareikiä työkappaleeseen, kun taas riittämätön paine vaikeuttaa hiekkapuhallustehon saavuttamista.
③ Jos hiekkapuhalluksen jälkeen ilmenee hiekkareikiä, ne on korjattava viipymättä.

Hiekkapuhallusvideo
5. Nylon hiekan kiillotus
Nylonhiomakiillotus tarkoittaa kierteisten viivojen luomista työkappaleen pintaan.
(1) Tärkeimmät käytetyt työkalut
Ripustettava hiomakone, nailonhiontapyörä (kuva 7-22).
(2) Toimintaprosessin vaiheet
① Asenna nailonhiomalaikka hiomakoneen kartiokierteiseen akseliin ja kytke valaistus ja hiomakoneen virtakytkin päälle.
② Pidä työkappaleesta kiinni molemmilla käsillä, paina työstettävä alue suurella nopeudella pyörivää nailonhiomalaikkaa vasten, liiku edestakaisin suorassa linjassa ja pyöritä tai hio joustavasti (kuva 7-23).
③ Kun työkappale on kiillotettu suunnitteluvaatimusten mukaiseksi, varmista metallijauheen asianmukainen puhdistus ja talteenotto.
(3) Huomautukset
① Työkappale ei saa olla epämuodostunut, siinä ei saa olla uria eikä se saa olla liian ohut.
② Viivojen on oltava selkeitä, yhtenäisiä ja sileitä.
③ Kiillotettaessa työkappaleen on liikuttava suorassa linjassa, eikä sitä saa kallistaa tai heiluttaa sivulta toiselle, sillä tämä voi johtaa vinoihin viivoihin.
④ Jos työkappale on liian pieni, on huolehdittava siitä, että se ei pääse liukumaan hionnan aikana.
Kuva 7-22 Nylon kiillotuspyörä
Kuva 7 - 23 Nylon-hiekkakiillotus
Jakso V Puhtaan kullan korujen kiillotusprosessi
Puhtaan kullan korujen kiillotusprosessissa (tunnetaan myös nimellä kiillotus) kiillotetaan kappaleen linjat, reunat tai muut muotoiluvaatimukset, jotta sen pinta kiiltää. Se soveltuu erilaisille työkappaleille, joilla on käsittelyvaatimuksia.
(1) Tärkeimmät käytetyt työkalut
Akaattinen kiillotusveitsi, teräksinen painin.
(2) Toimintaprosessin vaiheet
① Pyöritä teräspainimella (eräänlainen kartiomainen terästanko) edestakaisin työstettävää aluetta, kunnes se on sileä ja kiiltävä (kuva 7-24).
② Kun käytät teräspuristusta, käytä hammasharjaa, joka on kastettu puusilmäuutteeseen (saippuapuun hedelmä, jonka kuoppa muistuttaa puusilmää; Guangzhoussa sitä kutsutaankin puusilmäpuuksi). Sen liottaminen veteen tuottaa saippuaa muistuttavaa vaahtoa, jota voidaan käyttää käsien ja vaatteiden pesuun) pyyhkimään puristetun työkappaleen. Tämä voi auttaa poistamaan öljytahrat tai muut epäpuhtaudet, jotka tarttuvat työkappaleeseen käsittelyn aikana. Vaikutus on samanlainen kuin pesuaineella, mutta puusilmäuute ei vahingoita työntekijöiden ihoa edes pitkäaikaisessa käytössä.
③ Käytä akaattikiillotusveitsiä teräksen kanssa painettujen alueiden toistamiseen, jolloin työkappaleesta tulee kiiltävämpi ja kiiltävämpi, ja siitä huokuu henkinen aura (kuva 7-25).

Kuva 7-24 Teräspuristimen kirkastaminen
Kuva 7-25 Akaatin kiillotus Veitsen kirkastaminen
Puhdasta kultaa kiillotus Video