



















Miten Craft vaha mallit puut valu kultaa, hopeaa ja platinaa korut
3 tyypillisen tehtävän perusperiaatteet ja toimintataidot
Vahamallien puiden valmistuksessa, joka tunnetaan myös nimellä vahamallien puiden istutus, valmistellut vahamuotit hitsataan vahatankoon kerroksittain tiettyjen vaatimusten ja järjestysjärjestyksen mukaisesti vahahitsauskoneen avulla, jolloin lopputuloksena on suurta puuta muistuttava vahamallipuu. Myöhemmin vahamallipuuta käytetään prosesseissa, kuten kipsin valamisessa. Vahamallipuun istuttamisen perusvaatimuksena on, että vahamuotit on järjestettävä järjestykseen, jolloin tietty väli säilyy ja samalla hitsataan mahdollisimman monta vahamuottia vahamallipuuhun massatuotannon tarpeiden täyttämiseksi.
Vahamallipuu koostuu kaatojärjestelmästä ja vahamalleista. Valujärjestelmä on kanava, joka syöttää nestemäistä metallia muotin onteloon. Se, onko kaatojärjestelmä suunniteltu järkevästi vai ei, vaikuttaa merkittävästi muotin täyttymiseen, valukappaleiden laatuun ja prosessin tuottoon. Valujärjestelmään kuuluvat yleensä osat, kuten puupää, puun ydin ja ruisku; joskus asetetaan myös tuuletuslinjat. Puupää toimii valukuppina, jota käytetään sulan metallin vastaanottamiseen; puun ydin vastaa suoraa valukanavaa ja toimii myös nousukanavana; puun ytimen ja vahamuotin yhdistävä kanava on nimeltään sprue, joka toimii sisäisenä valukanavana ja nousukanavana. Valukanavan on oltava riittävän paksu, ja vahamuotin ja puun ytimen liitoskohtien on oltava sileitä, ilman teräviä kulmia tai syvennyksiä. Monimuotoisia vahamuotteja varten olisi asetettava useita tai ylimääräisiä ruiskuja. Valukappaleen pituuden on oltava sopiva, ja sen sijainti riippuu muun muassa valukappaleen rakenteesta, materiaalista ja valumenetelmästä. Vahamallien puun istuttamisen yhteydessä vahamuotit voidaan jakaa puun ytimeen niiden muodon, koon ja tyypin mukaan. Istutetut vahamuotit eivät saisi olla liian lähellä toisiaan; muuten kipsimuotin seinämä kyseisellä alueella on liian ohut ja altis halkeilulle.
Tämän projektin avulla voit hallita vahamallien puunvalmistuksen perusperiaatteet ja toimintataidot kulta- ja hopeakorujen tyhjiövalua, kulta- ja hopeakorujen keskipakovalua ja platinakorujen valua varten kolmen tyypillisen ja luokan jälkeisen jatkotehtävän avulla.
Vahamuotin rakenne
Sisällysluettelo
Jakso I Vahamallien tekeminen Puut kulta- ja hopeakorujen tyhjiövalua varten
1. Taustatiedot
1.1 Ruiskun muokkaus

1.2 Vahaan kiinnittyvien valukappaleiden ruiskun suunnittelu
1.3 Vahamallien puun tuotanto (Vahamallien puun luominen)
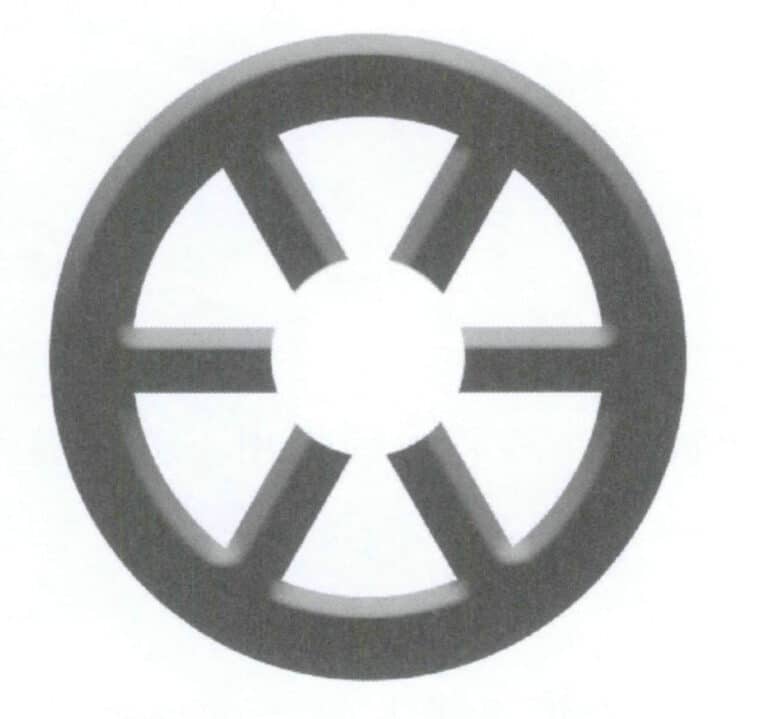
Kun istutat vahamallipuuta, on yleensä parasta asettaa vahaydin (eli pääkappale) kumipohjaan. Vahasydän voidaan tehdä alumiiniseosmuotilla, kuten kuvassa 4-2 on esitetty. Vahasydän on yleensä lieriömäinen, ja teräsmaljan korkeus voi määrittää sen pituuden. Kummipohja vahan istuttamista varten vastaa puun juuria; se voi pitää vahamallipuun pystyssä istuttamisen helpottamiseksi ja toimii tiivisteenä seuraavassa vaiheessa, kun kipsilietettä kaadetaan, muodostaen muotin valukupin.
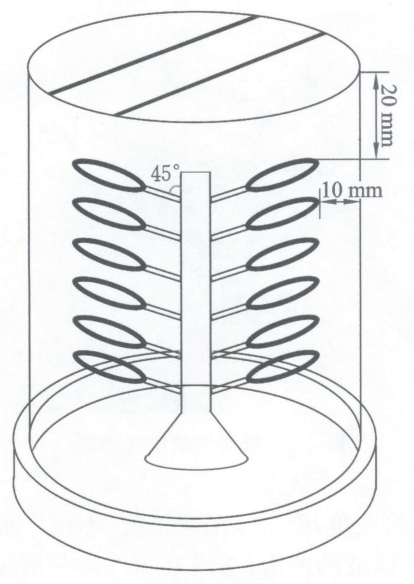
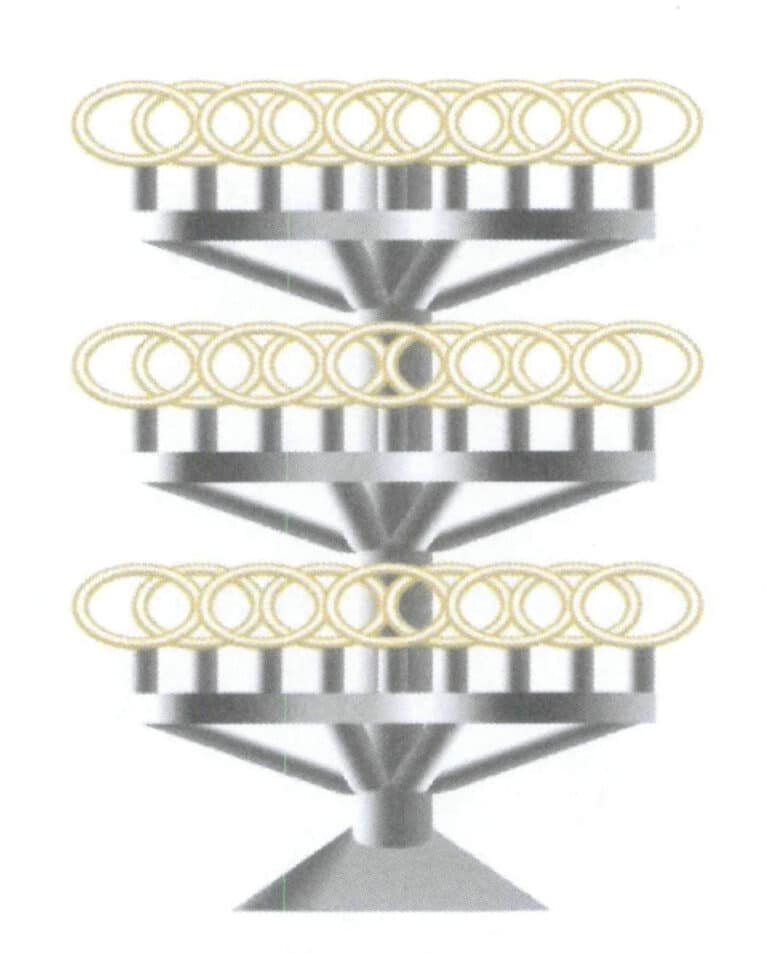
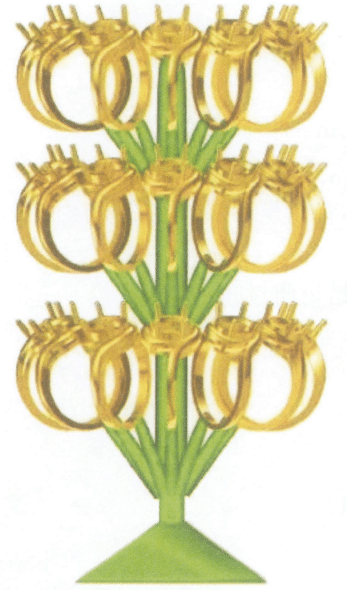
Kun vahamuotti istutetaan vahaytimen päälle, on parasta käyttää spiraalimenetelmää, kuten kuvassa 4-3 on esitetty. Ensinnäkin, verrattuna kaoottiseen tai tasaiseen istutusjärjestelyyn, spiraalimenetelmä ei ole ainoastaan esteettisesti miellyttävä ja tilaa säästävä, mikä mahdollistaa useamman vahamuotin istuttamisen ja tuotantokustannusten alentamisen, vaan se voi myös merkittävästi nopeuttaa valukappaleiden leikkaamista valupuusta, mikä parantaa tuotannon tehokkuutta. Lisäksi se mahdollistaa sulan metallin tasaisemman täyttymisen ja tasaisemman lämmönjakautumisen, jolloin vältetään liian korkeat paikalliset lämpötilat kipsimuotin sisällä, jotka voisivat aiheuttaa reaktioita sulan metallin ja kipsijauheen välillä, mikä johtaisi kaasu- ja hiekkareikien kaltaisiin vikoihin. Lopuksi, spiraali-istutusmenetelmä mahdollistaa useampien kuplien poistumisen kipsilietettä lisättäessä ja imuroitaessa, mikä vähentää vikojen, kuten helmien muodostumisen todennäköisyyttä valukappaleissa.
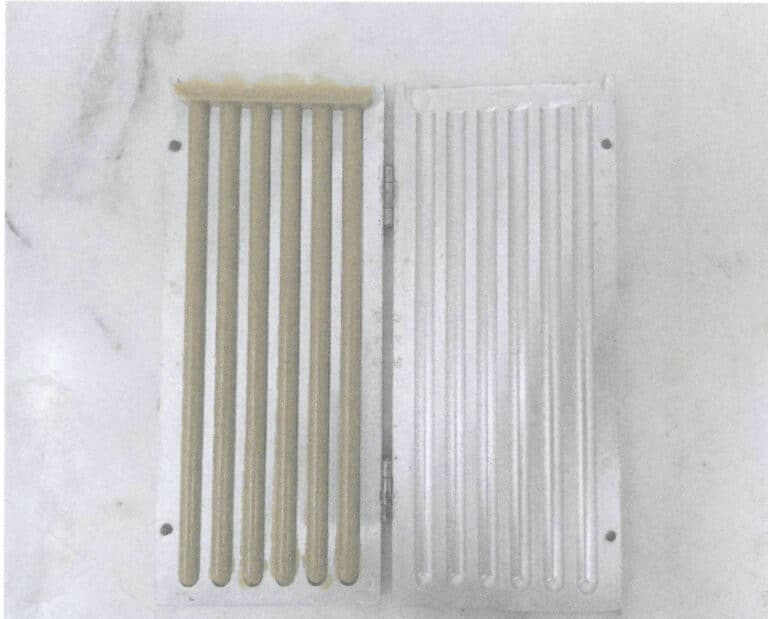
Kuva 4-2 Metallimuotti alumiiniseoksesta valmistettua vahaytimen ydintä varten

Kuva 4-3 Vahamuotit spiraalimenetelmällä sijoitettuina.
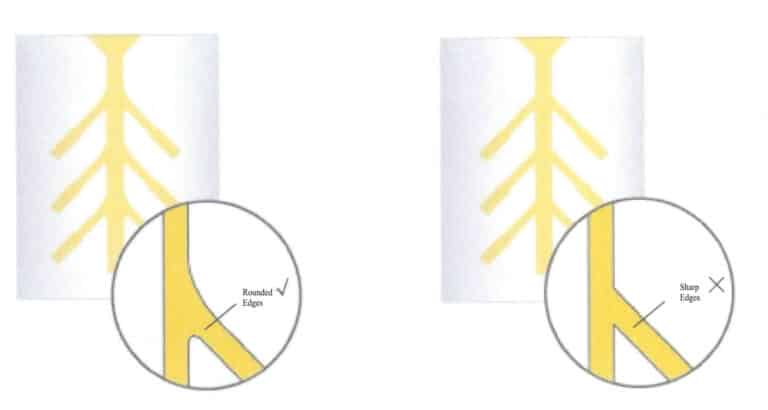
Kuva 4-4 Vahasydämen ja haaroituskappaleen välinen kulma.
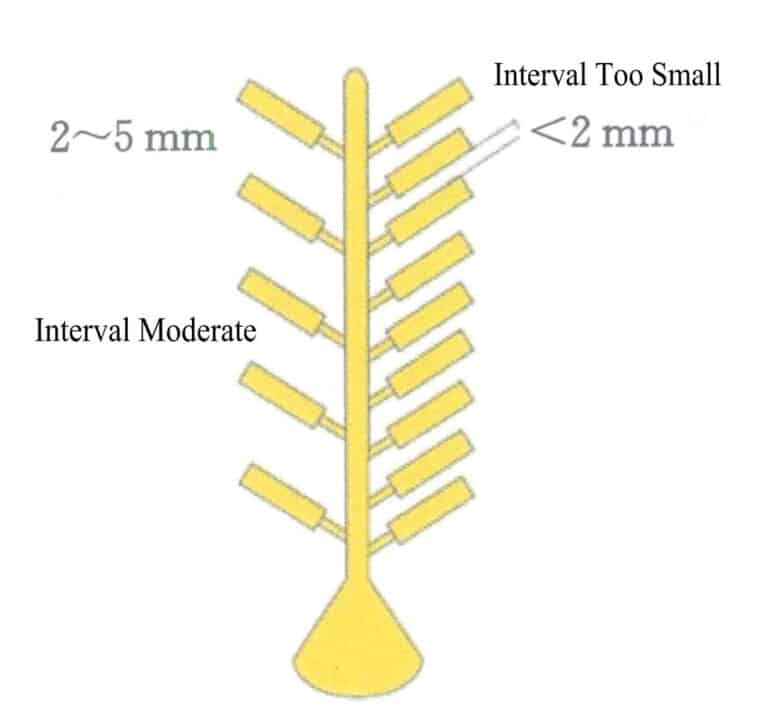
Kuva 4-5 Vahamuottien välinen etäisyys
Kuva 4-6 Vahamallien puun sijainti teräspullossa.
1.4 Aputyökalut vahamallien tekemiseen Puut
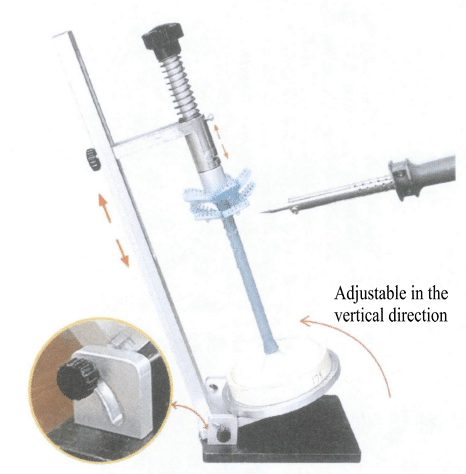
(1) Vahamallit puiden istutuskone (kuva 4-7)
Laite on helppokäyttöinen ja sen hinta-laatusuhde on hyvä. Pohjalevy ja sivutanko on integroitu ja valmistettu alumiiniseoksesta, ja niissä on säätölaite, joka mahdollistaa joustavan monikulmasäädön. Liikuteltava sauvalaite voi liikkua ylös ja alas, ja pohjalevy voi pyöriä vapaasti 360 °.
(2) Kumipohjainen kääntöpöytä (kuva 4-8)
Tämä työkalu on rakenteeltaan yksinkertainen ja helppokäyttöinen, ja sitä käytetään pääasiassa kumipohjien kiinnittämiseen. Kääntöpöytä voi pyöriä vapaasti, ja siinä on säätölaite monikulmasäätöä varten, mikä mahdollistaa joustavan toiminnan eri kulmissa vahamallipuita istutettaessa.
(3) Vahahitsaaja (kuva 4-9) tai sähköinen juotosrauta.
Vahahitsaajan lämpötilaa voidaan säätää nopealla lämmitysnopeudella ja lämpötila-alueella 50 ~ 200 ℃; siinä on joustava vahahitsauskynä, joka tekee vahauksesta sujuvampaa; kynän kärki voidaan lämmittää ja jäähdyttää välittömästi jalkaohjaimen avulla.

Kuva 4-8 Kumipohjainen kääntöpöytä
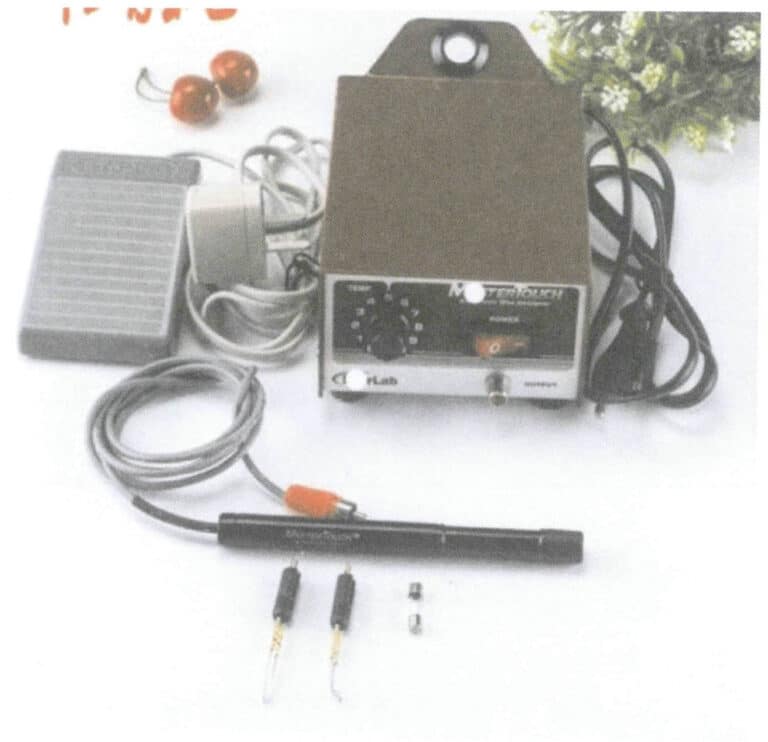
Kuva 4-9 Vahahitsauslaite
2. Tehtävän toteuttaminen
(1) Valmistelutyö
Valmistele upotettu miesten sormus vahamuotti, vahaydin, jonka halkaisija on 10 mm, sähköinen juotosrauta, kumipohja, jonka sisähalkaisija on 4 tuumaa, kumipohjan kääntöpöytä tai vahamallien puun istutuskone. Vahasydämen pituus voidaan valita teräspullon korkeuden mukaan, kuten kuvassa 4-11 on esitetty.

(2) Vahamallipuun istuttaminen
Vahamuotti on asetettava pyöreälle kumialustalle, ja tämän kumialustan sisähalkaisijan on vastattava teräspullon ulkohalkaisijaa. Yleensä kumipohjien sisähalkaisijat ovat 3 tuumaa, 3,5 tuumaa ja 4 tuumaa. Pohjan keskellä on pallomainen kovera uloke, jonka keskellä on pyöreä syvennys, jonka halkaisija on verrattavissa vahasydämen halkaisijaan. Vahamallipuun istutuksen vaiheet ovat seuraavat.
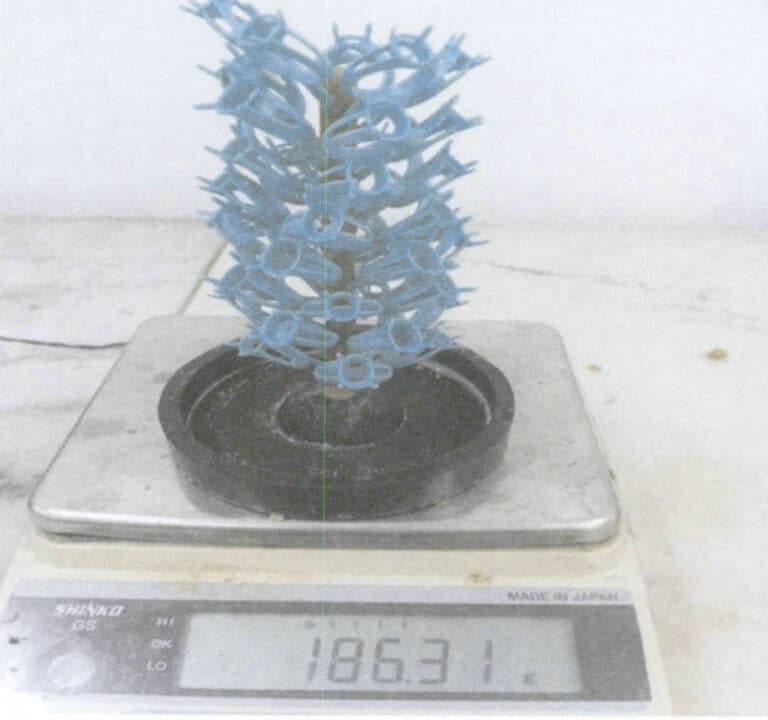
① Kumipohja on ensin punnittava, merkittävä ja kirjattava ennen vahamallipuun istuttamista, kuten kuvassa 4-12 on esitetty.
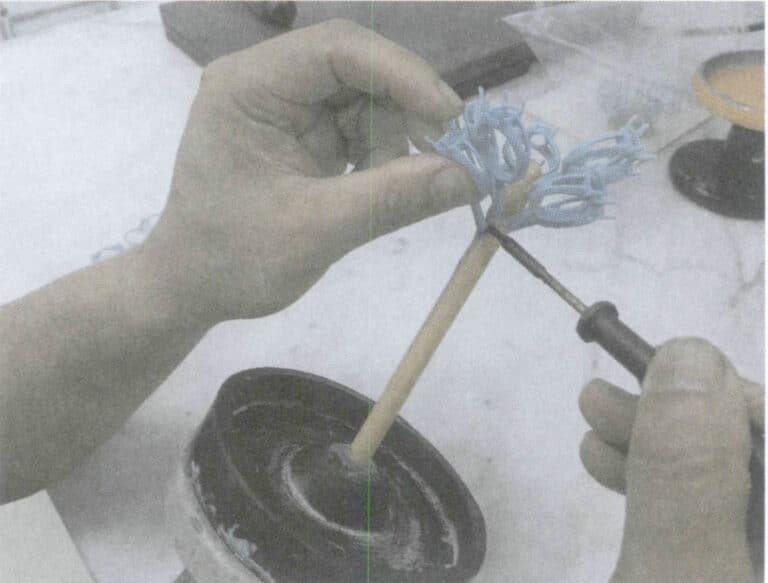
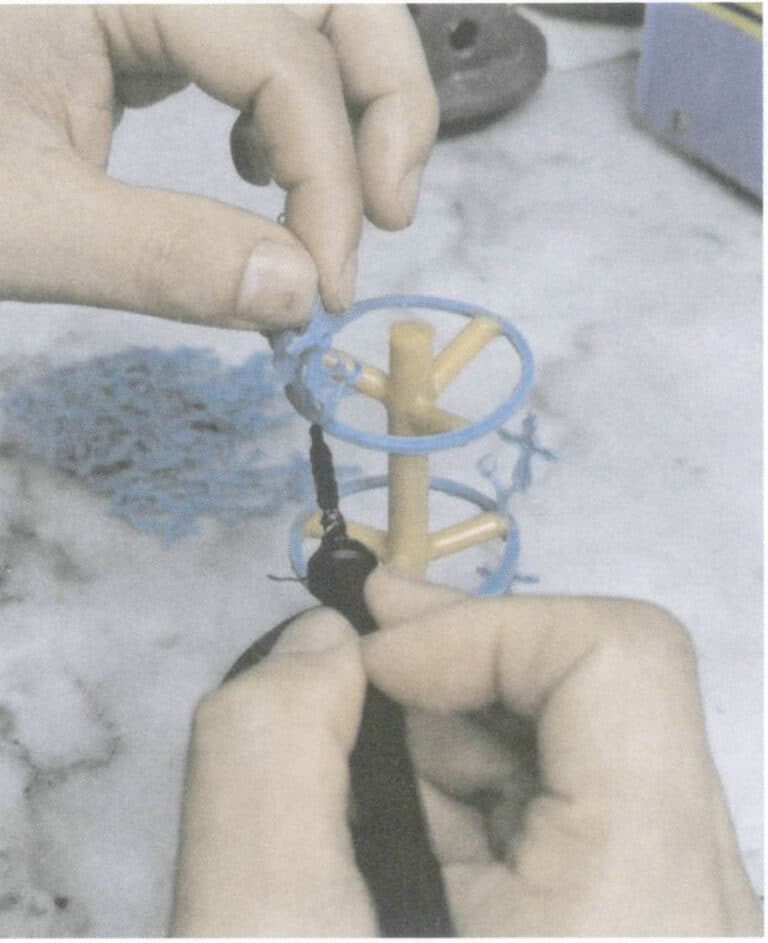
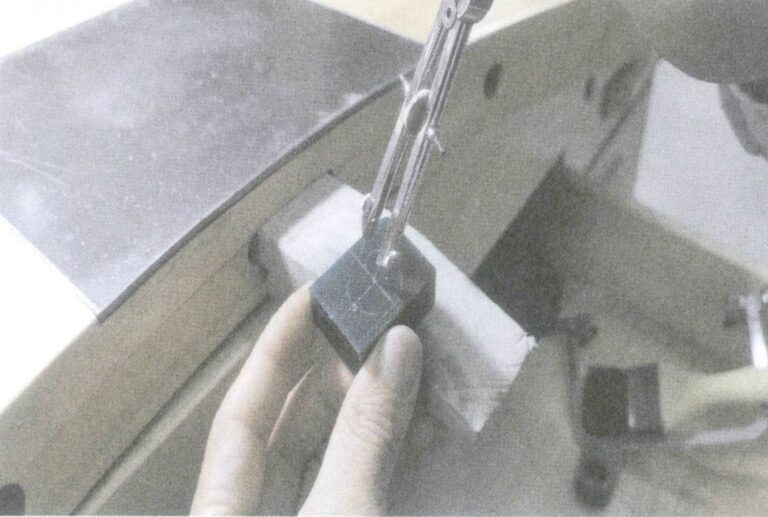
② Aseta vahasydän kumipohjassa olevaan pyöreään reikään ja kiinnitä se pienellä määrällä vahanestettä. Kumipohjaa voidaan käyttää Wax-mallien puunistutuskoneella (tai kumipohjan kääntöpöydällä) tai tukea ja kallistaa. Säädä sähköisen juotosraudan lämpötila, tee juotoskärjellä pieniä reikiä vahaytimeen, työnnä nopeasti vahamuotin ruisku sisään, pidä vahamuotti vakaana ja odota, kunnes vahaneste hieman jähmettyy ennen irrottamista, kuten kuvassa 4-13 on esitetty. Tällä hetkellä ruiskun ja vahasydämen välinen kulma on 45°, ja vahamuottien välissä pitäisi olla vähintään 2 mm:n rako.

Kuva 4-12 Kumipohjan punnitseminen
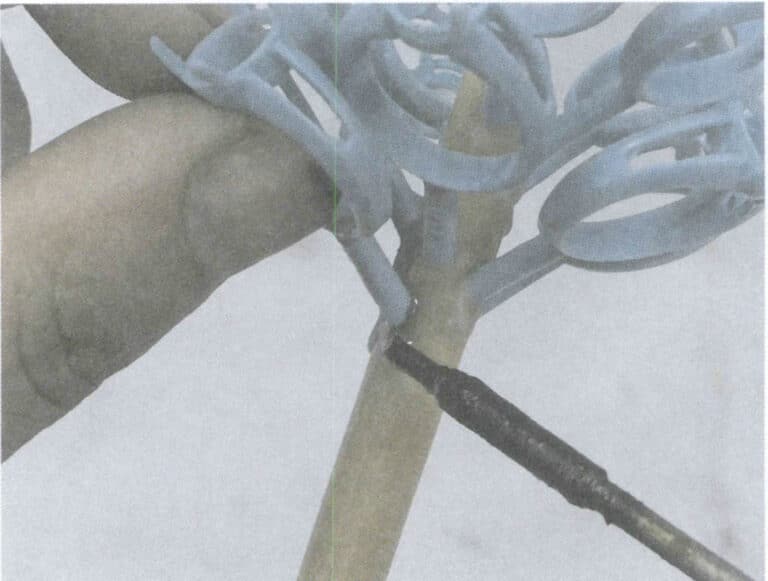
Kuva 4-13 Vahamallipuun istuttaminen
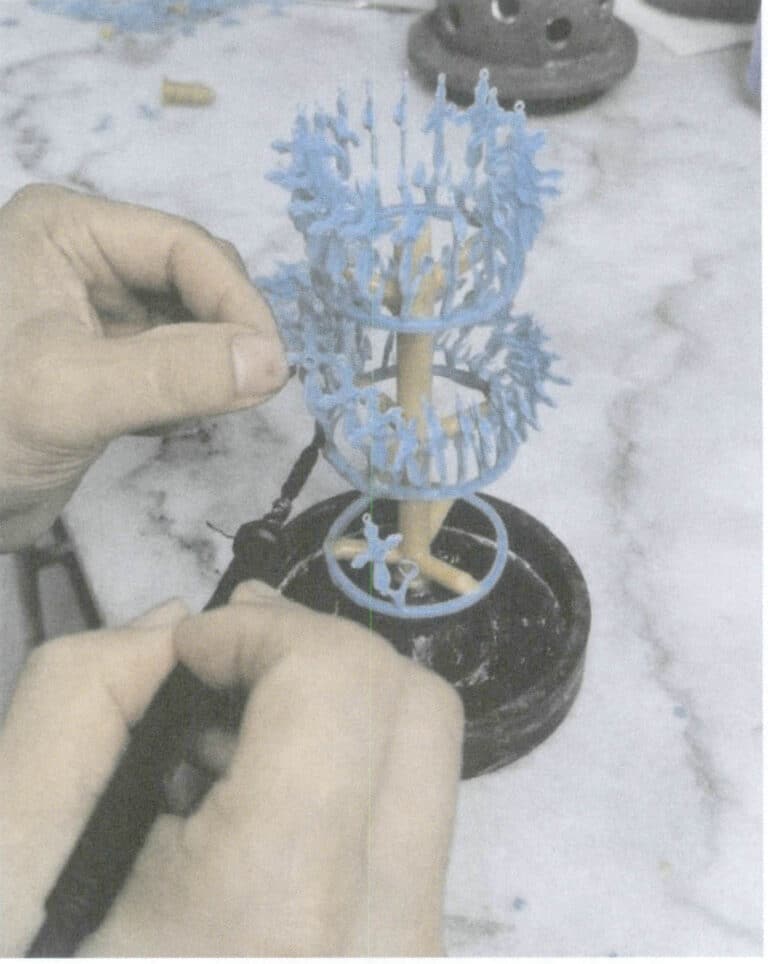
③ Hitsaa vahamuotti vahaytimen päälle kerros kerrokselta, kunnes koko vahamallien puu on valmis, ja lopuksi saat puumaisen vahamuotin kokoelman. Kun hitsaat vahamuotin, voit aloittaa vahasydämen alareunasta (alhaalta ylöspäin), kuten kuvassa 4-14 on esitetty, tai vahasydämen yläreunasta (ylhäältä alaspäin), kuten kuvassa 4-15 on esitetty. Jos vahamallipuuta käytetään taitavasti, näiden kahden menetelmän välillä ei ole suurta eroa. Yleensä käytetään kuitenkin menetelmää, jossa aloitetaan vahasydämen yläosasta (ylhäältä alaspäin), koska tämän menetelmän suurin etu on se, että se estää sulan vahan tippumisen alas hitsatuille vahamuotille, jolloin vältytään vahan tippumisesta johtuvalta jälkityöltä.

Kuva 4-14 Vahamallipuun istutus alhaalta ylöspäin
Kuva 4-15 Vahamallipuun istuttaminen ylhäältä alaspäin
④ Kun olet istuttanut vahamallipuun, tee punnitus uudelleen kuvan 4-16 mukaisesti. Vahamallipuun massa saadaan vähentämällä kahden punnituksen tulokset. Vahamallipuun massa voidaan muuntaa metallin massaksi parafiinin ja valumetallin tiheyssuhteen perusteella, jolloin voidaan arvioida, kuinka paljon metallia valamiseen tarvitaan. Tyypillisesti H65 messinki: vaha=8,5:1; hopea: vaha= 10,5:1; kulta: vaha= 15,5:1.
Copywrite @ Sobling.Jewelry - Custom korujen valmistaja, OEM ja ODM korut tehdas
Jakso II Vahamallien tekeminen puusta keskipakokullan ja hopeakorujen valua varten
1. Taustatiedot
1.1 Keskipakovalut
Keskipakovalussa sula metalli kaadetaan pyörivään muottiin, jossa sula metalli täyttää muotin ja jähmettyy keskipakovoiman vaikutuksesta, kuten kuvassa 4-17 on esitetty. Keskipakovaluprosessin edut ja haitat ovat seuraavat.
(1) Edut
Pyörimisen aikana nestemäinen metalli täyttää muotin keskipakovoiman vaikutuksesta (kuva 4-18), ja sen täyttönopeus on nopea ja tuotantotehokkuus korkea, joten se soveltuu erityisen hyvin pienten lisävarusteiden, kuten ketjujen ja korvakorujen, valamiseen. Tiheämmät metallit työntyvät ulkoseinään, kun taas kevyemmät kaasut ja kuona liikkuvat vapaasti pinnalle muodostaen suunnatun jähmettymisen ulkopuolelta sisäänpäin. Tämän vuoksi kutistumisolosuhteet ovat hyvät, valurakenne on tiivis ja mekaaniset ominaisuudet ovat hyvät.
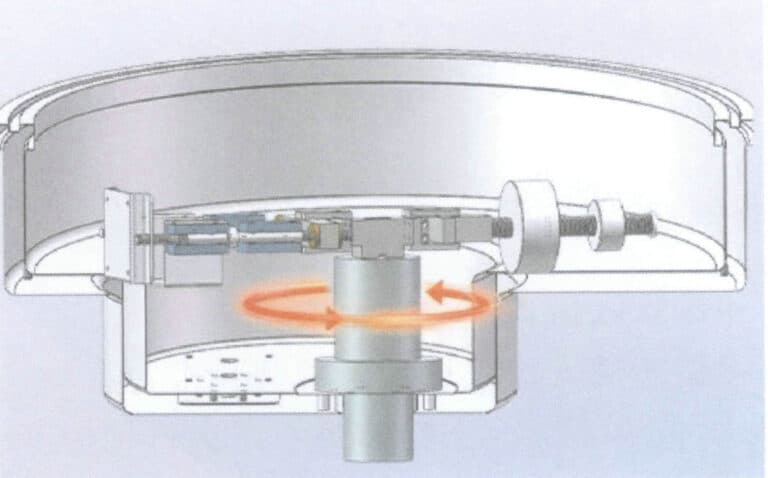
Kuva 4-17 Keskipakovalumenetelmän pyöritysmenetelmä
Kuva 4-18 Keskipakovalutäyttö
(2) Haitat
Staattiseen valuun verrattuna perinteisellä keskipakovalulla on joitakin haittoja: Kaasun purkautumisnopeus muottipesässä on suhteellisen hidas, mikä johtaa suureen vastapaineeseen muotin sisällä, mikä lisää huokosten muodostumisen todennäköisyyttä; kun täyttökapasiteetti on liian suuri, metallineste hankaa voimakkaasti muotin seinämää, mikä johtaa helposti muotin halkeiluun tai kuoriutumiseen; lisäksi kuonaa voi päästä muottipesään metallinesteen mukana valun aikana. Keskipakovoiman aiheuttama korkea täyttöpaine aiheuttaa sen, että suurin metallimäärä, joka voidaan valaa sentrifugin turvallisella alueella, on pienempi kuin staattisen valukoneen. Lisäksi keskipakovalukammion suuremman koon vuoksi suojakaasusulatusta käytetään yleensä harvemmin.
1.2 Varotoimenpiteet vahamallipuiden valmistuksessa keskipakovalumenetelmällä
(1) Vahamuotti kallistetaan ylöspäin ja hitsataan vahaytimen päälle siten, että vahamuotin ja vahaytimen välinen kulma on yleensä 45-60° ja ruiskun pituus 10 mm. Tyhjiövalumenetelmään verrattuna vahasydämen ja vesirajan välinen kulma on pienempi, kun käytetään keskipakovalumenetelmää.
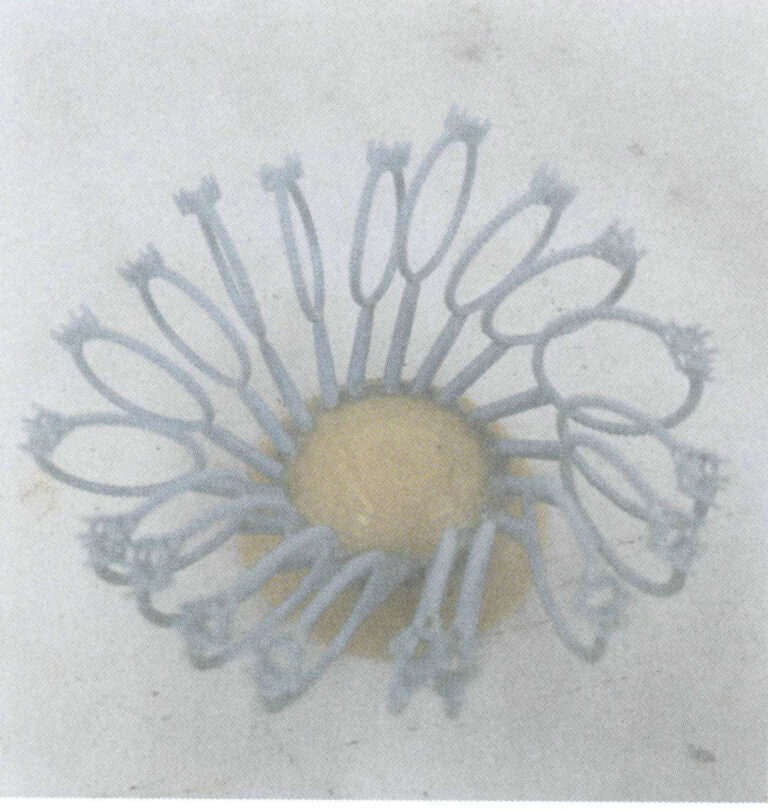
(2) Kallistuskulma voi olla pienempi, kun vahamuotti on pieni ja sillä on monimutkainen rakenne. Pienempi kaltevuuskulma on eduksi metallinesteen virtaamiselle alaspäin, mikä lisää valun onnistumisen todennäköisyyttä (valun aikana vahamallien puuontelo on käänteisessä tilassa). Kun istutat vahamallipuuta, hitsaa ensin säteittäinen vaakasuora valukanava, kuten kuvassa 4-19 on esitetty. Hitsaa sitten vahamuotti pystysuoraan vaakasuoran valukanavan päälle, jotta metallinesteen vaakasuora virtaus mahtuu paremmin, kuten kuvassa 4-20 on esitetty.
(3) Vahamuotti istutetaan kerros kerrokselta järjestyksessä vahasydämen ympärille vahamallipuun latvasta alaspäin. Vahamuotit on asetettava tiiviisti, mutta ei koskettamatta toisiaan, vähintään 3 mm:n etäisyydelle toisistaan. Vahamuotin ja vahasydämen välinen vähimmäisetäisyys on 8 mm, ja ylimmän vahamuotin on oltava teräspullon yläreunan alapuolella.
Kuva 4-19 Radiaalinen vaakasuora valukanava
Kuva 4-20 Keskipakoisvalujärjestelmä
2. Tehtävän toteuttaminen
Tässä tehtävässä käytetään vahamallipuun valmistamiseen vahamuotti, jossa on upotettu riipustyyli ja kumipohja, jonka sisähalkaisija on 3,5 tuumaa.
(1) Valmistelutyö
Valmistele riipustyylinen vahamuotti, vahaydin, jonka halkaisija on 8 mm, juotosrauta, kumipohja, jonka sisempi ydin on 3,5 tuumaa, liimapohjan kääntöpöytä tai vahamallien puun istutuskone; vahaydimen pituus voidaan valita teräspullon korkeuden perusteella.
(2) Vahamallipuun istuttaminen
Vahamuotti on asetettava pyöreälle kumialustalle, jonka sisähalkaisija vastaa teräspullon ulkohalkaisijaa. Vaiheet vahamallipuun istuttamiseksi ovat seuraavat.
① kumipohja on ensin punnittava ja merkittävä ennen vahamallipuun istuttamista.
② Aseta vahasydän kumipohjan pyöreään reikään ja kiinnitä se pienellä määrällä vahanestettä; nosta kumipohja ja aseta se vinoon, säädä sähköjuotosraudan lämpötila, hitsaa ensin säteittäinen vaakajuoksu vahasydämen päälle ja hitsaa sitten peräkkäin vahamuottijouset pystysuoraan säteittäisen vaakajuoksun päälle jättäen 3 mm:n rako vahamuottien väliin, kuten kuvassa 4-21 näkyy.
③ Hitsaa vahamuotit kerros kerrokselta vaakasuoralle juoksupyörälle, kunnes koko vahapuu on valmis, jolloin saadaan lopulta puunmuotoinen vahamuottiyhdistelmä, kuten kuvassa 4-22 on esitetty.
Kuva 4-21 Vahamuotin hitsaaminen radiaaliseen vaakasuoraan juoksuputkeen.
Kuva 4-22 Vahamuotin hitsaaminen kerroksittain vaakasuoraan juoksuputkeen.
(3) Vahamallien laadun tarkistaminen Puu
Kun olet istuttanut vahamallipuun, voit tarkistaa, ovatko vahamuotit hitsattu tukevasti yhteen ravistelemalla tai tärisyttämällä vahamallipuuta varovasti. Jos ne eivät ole tukevasti hitsattuja, vahamuotit putoavat helposti pois kipsivalun aikana, mikä vaikuttaa valun laatuun. Tarkista lopuksi, onko vahamuottien välissä riittävä rako. Jos vahamuotit ovat kiinni toisissaan, ne on erotettava toisistaan; vahamallipuun vahatipat on leikattava terällä.
(4) Toissijainen punnitus
Punnitse koko vahamallipuu uudelleen, ja vähentämällä näiden kahden punnituksen tulokset saat vahamallipuun massan. Muunna sitten vahamallipuun ja valumetallin tiheyssuhteen mukaan se metallin massaksi, jolloin voit arvioida, kuinka paljon metallia tarvitaan valamiseen.
III jakso Vahamallien puiden valmistus platinakoruja varten
1. Taustatiedot
1.1 Platinan valuominaisuudet
1.2 Platinan valumenetelmät
Nykyisessä platinan valuprosessissa käytetään pääasiassa seuraavia valumenetelmiä:
(1) Suuren suoran valukanavan asettamismenetelmä
Tässä menetelmässä käytetään samanlaista tekniikkaa kuin kulta- ja hopeakoruja valettaessa, kun tehdään vahapuita, jolloin sisempi valukanava muodostaa 45°:n kulman suoraan valukanavaan nähden. Valukanava on hyvin pitkä, kuten kuvassa 4-23 näkyy. Tämä aiheuttaa sen, että sula platina syöksyy nopeasti muotin päähän keskipakovoiman vaikutuksesta valun aikana ja taittuu sitten takaisin täyttämään ontelon, mikä johtaa helposti voimakkaaseen turbulenssiin, mikä johtaa valukappaleen epätäydelliseen täyttymiseen. Voimakas keskipakovoima aiheuttaa myös räjähdysvaaran muotin yläosassa. Lisäksi tämän menetelmän prosessituotto on alhainen.
(2) Menetelmä, jolla valukappale liitetään suoraan kaatokuppiin.
Tässä menetelmässä ei ole suoraa valukanavaa, vaan valukappale liitetään suoraan valukuppiin, jolloin kullakin valukappaleella on itsenäinen sisäinen valukanava, kuten kuvassa 4-24 on esitetty. Vaikka tällä menetelmällä voidaan parantaa prosessin saantoa, muotissa valmistettavien valukappaleiden määrä on hyvin pieni. Tuotannossa valukappaleiden lukumäärän lisäämiseksi valukappaleiden sisempien valukanavien välistä etäisyyttä pienennetään, jolloin sisempien valukanavien väliset muotin seinämät huuhtoutuvat helposti pois ja rikkoutuvat valun aikana, mikä johtaa virheisiin, kuten hiekkareikiin tai sulkeumiin muotissa, jotka vaikuttavat valukappaleiden laatuun.
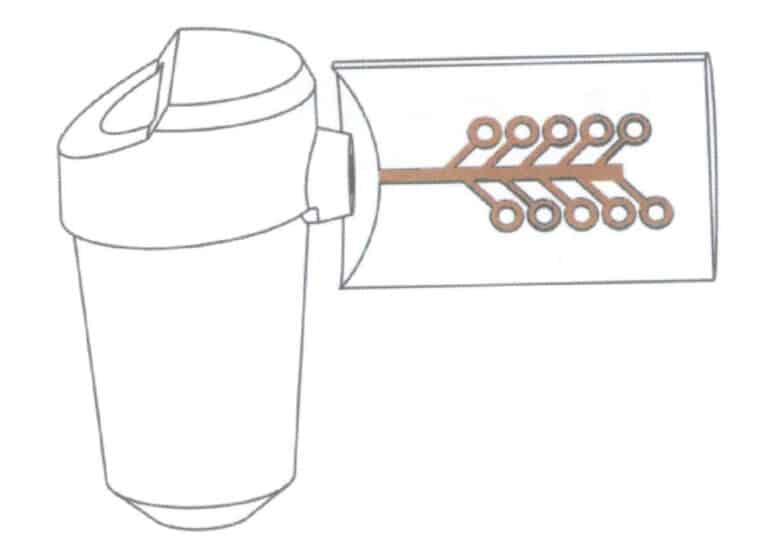
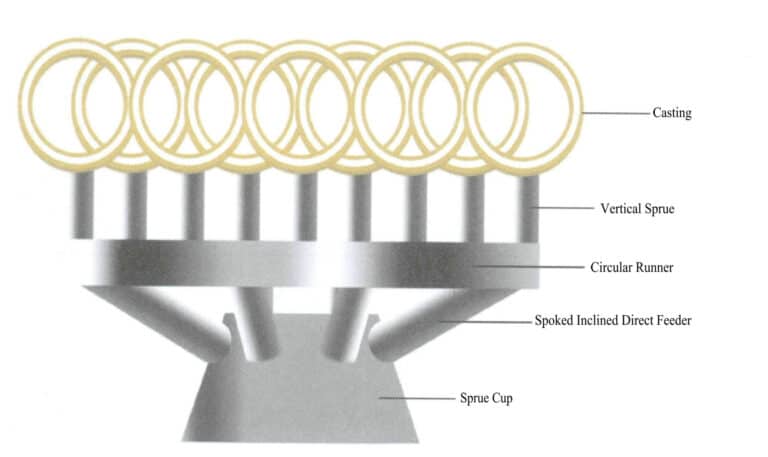
(3) Radiaalisen kaatamisjärjestelmän perustamismenetelmä
Tässä menetelmässä asetetaan suppilonmuotoiset valukupit, suora valukuppi ja poikittaisvalukuppi, jolloin muodostuu puikonmuotoinen rengasvalukuppi, ja useat koruvalukappaleet liitetään pystysuoraan rengasvalukupin sisäpuolisen valukupin kautta rengasvalukupin sisäpuoliseen poikittaisvalukupinkaan, kuten kuvassa 4-25 on esitetty. Tämä tapa edistää nestemäisen metallin suuntautumista onteloon, vähentää turbulenssia, vähentää nestemäisen metallin vaikutusta valukappaleeseen ja lisää valukappaleiden määrää. Kuva 4-24 Valukappaleen suora liittäminen kuppiin.
2. Tehtävän toteuttaminen
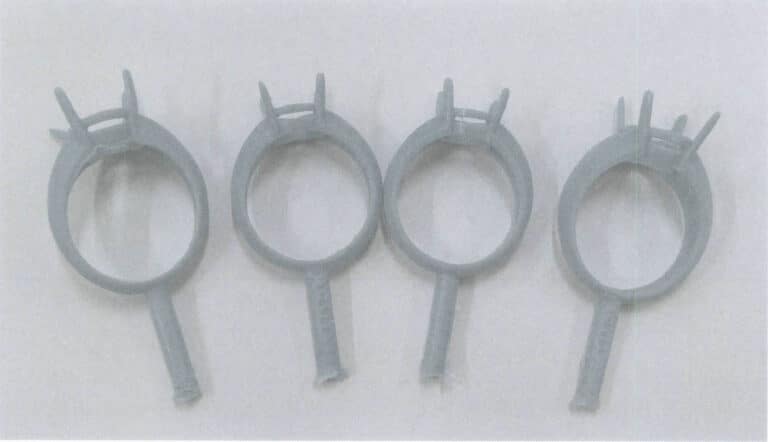
Tässä tehtävässä käytetään sormusten vahamalleja, joissa on kiinnitysaukot, sähköjuottimia, imukykyistä paperia, teräspulloja jne. platinakorujen vahapuiden valmistamiseen.
(1) Valmistelutyö
Punnitse ensin imukykyisen paperin laatu elektronisella vaa'alla ja tee kirjaus, kuten kuvassa 4-26 on esitetty. Hitsaa valmisteltu vahamallin kaatokuppi imukykyisen paperin keskelle sähköisellä juotosraudalla ja tiivistä kaatokupin ulkoreunaa pitkin jättämättä aukkoja.
(2) Radiaalisen vaakasuoran valukanavan hitsaus
Hitsaa säteittäinen vaakasuora juoksuputki kaatokupin keskellä varmistaen, että liitos on tasainen ilman teräviä kulmia.
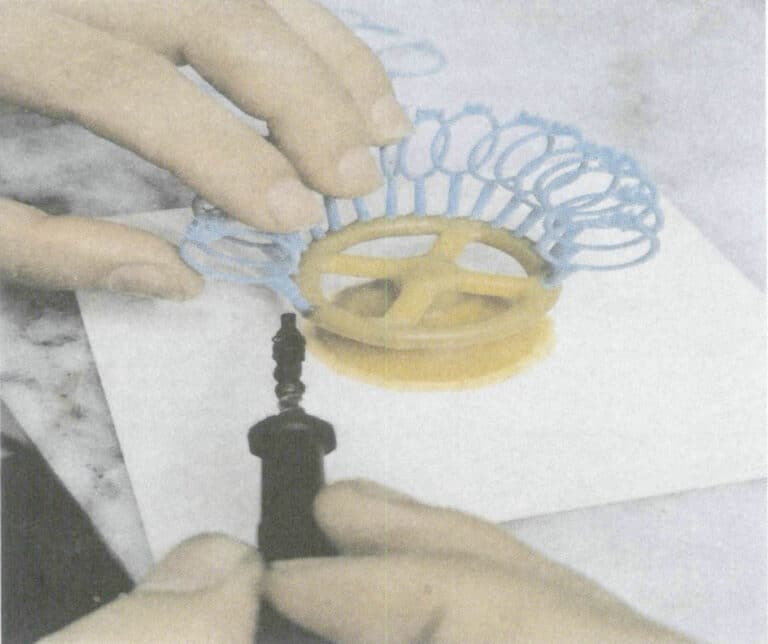
(3) Vahamallin hitsaaminen
Tiivistä vahamalli pienellä määrällä vahanestettä rengasmaiseen juoksuputkeen, aseta vahamalli pystyyn vinoon, säädä juotosraudan lämpötila ja hitsaa sitten vahamallin juoksuputki peräkkäin säteittäiseen vaakasuoraan juoksuputkeen varmistaen, että vahamallit on järjestetty siististi ympyrään siten, että niiden välissä on 3 mm:n rako, kuten kuvassa 4-27 on esitetty.
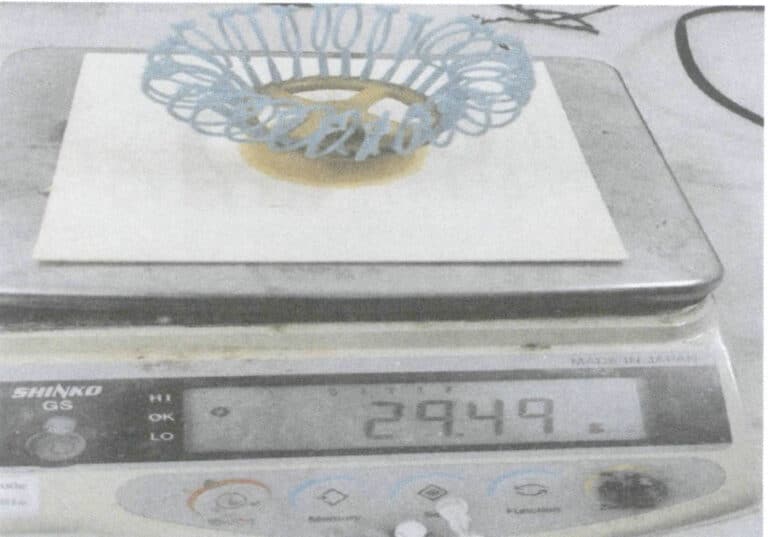
(4) Vahamallien punnitseminen Puu
Kun kaikki vahamuotit on istutettu, punnitse ne; vähennä loppupainosta imukykyisen paperin paino, jotta saat vahamuotin painon. Tämän jälkeen metallin paino laskettiin vahamallipuun ja platinan tiheyssuhteen mukaan, kuten kuvassa 4-28 on esitetty.












Yksi vastaus
Haluan opastaa luokkaani korujen luomisprosessissa. Meillä on solidscape-tulostin ja etsimme panosta.