Miten Master Cabochon ja helmi jalokivi jalostus ja miten tehdä laadun analyysi jalokivi jalostusprosessin
Johdanto:
Avaa cabochon- ja helmijalokivien käsittelyn salaisuudet tiiviin oppaamme avulla. Se on täynnä käytännön vinkkejä koruntekijöille ja muotoilijoille, jotka voivat muotoilla ja kiillottaa näitä jalokiviä mahdollisimman kiiltäviksi. Lisäksi opit laatuanalyysin, jonka avulla voit havaita virheet ja varmistaa, että luomuksesi täyttävät korkeimmat standardit. Välttämätön kaikille korualan ammattilaisille, liikkeistä tilaustyön tekijöihin.
Porakoneen kaaviokuva ja porakoneisto
Sisällysluettelo
I jakso Cabochon- ja helmiäiskivien käsittely
1. Cabochon-jalokivien lajikkeet
Kaarevat ja helmiäisen muotoiset jalokivet ovat tuotteita, jotka koostuvat pääasiassa kaarevista pinnoista, joita kutsutaan myös kuperiksi tai sileäpintaisiksi jalokiviksi. Sileäpintaiset jalokivet valmistetaan puoliksi läpinäkyvistä tai läpinäkymättömistä jalokivimateriaaleista, ja sileäpintaisten jalokivien käsittelyn ominaisuuksien ansiosta jalokivien pinnan kiilto ja erityiset optiset tehosteet tulevat täysin esiin.
1.1 Cabochon-jalokivien (kuperien) lajikkeet ja luokitukset
(1) Luokittelu vyötärön reunan ja poikkileikkauksen muodon perusteella (kuva 8-1).
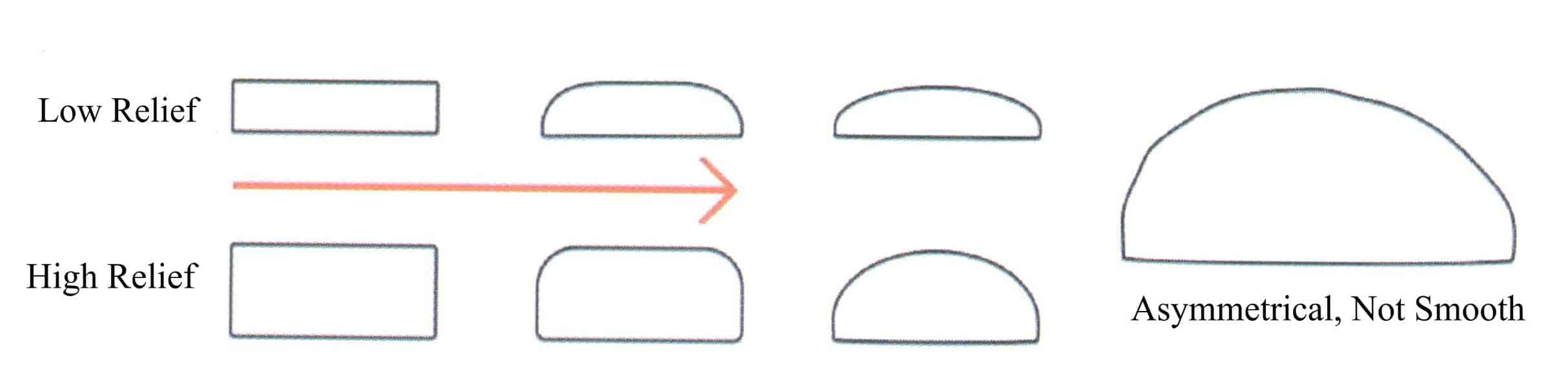
(2) Sivumuotoon perustuva luokittelu
- Yksittäiset kuperat pinnat voidaan jakaa korkeisiin, keskikorkeisiin ja mataliin kuperiin pintoihin.
- Kaksoiskuperat pinnat voidaan jakaa korkeisiin, keskikuperiin ja mataliin kuperiin pintoihin.
Korkean kuperuuden tyyppejä käytetään usein tuotteiden säilyttämiseen, kun taas keskikorkean kuperuuden tyyppejä käytetään yleisesti keskitason ja matalan hintaluokan jalokivimateriaaleissa. Matalan kupera ja ontto tyyppi kuvastaa materiaalin läpinäkyvyyttä ja väriä, kuten kuvasta 8-2 käy ilmi.

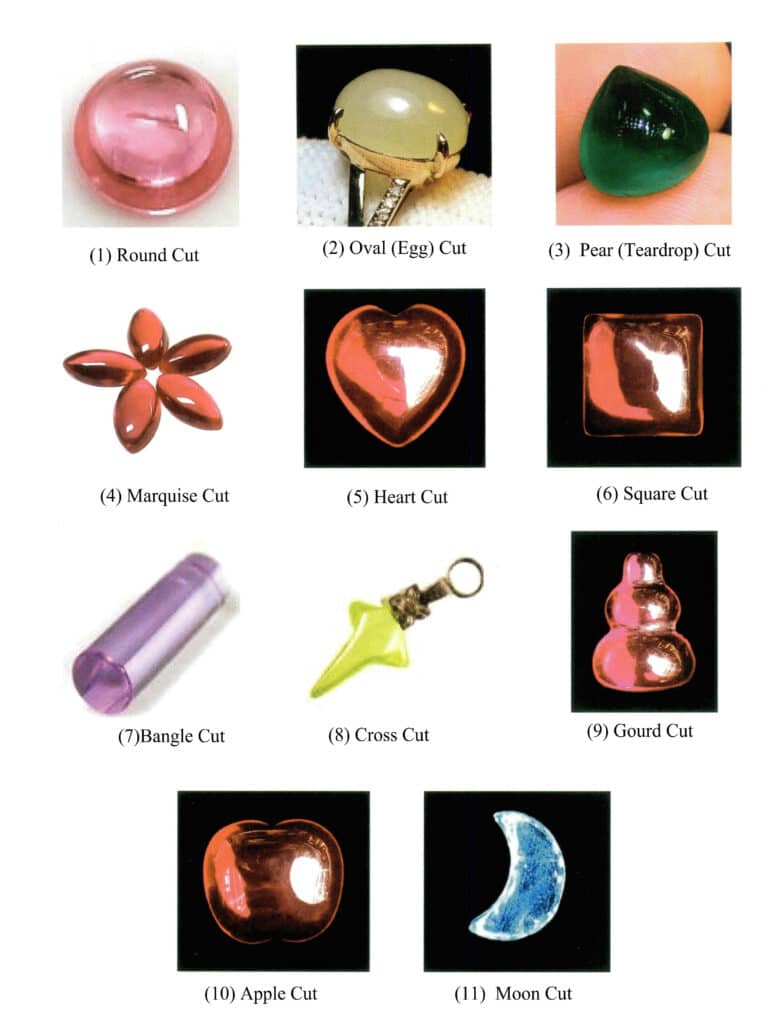
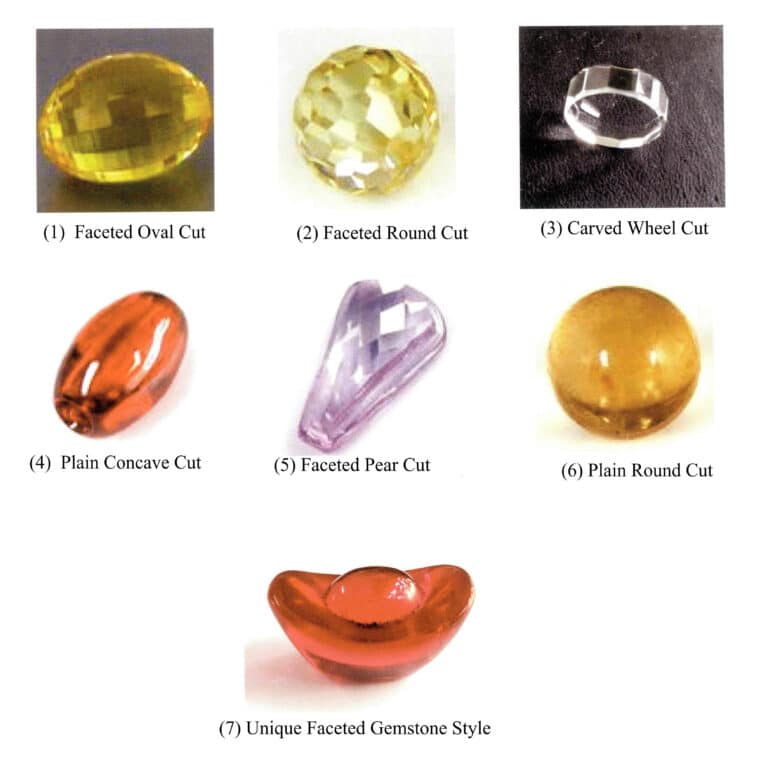
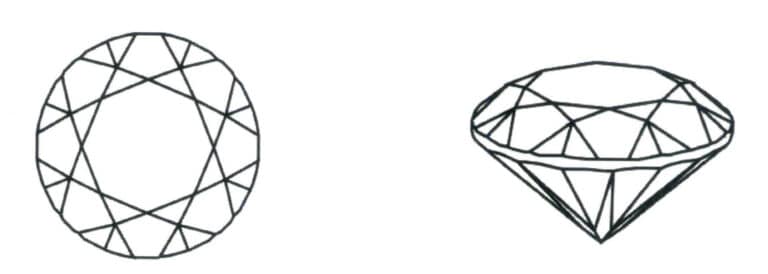
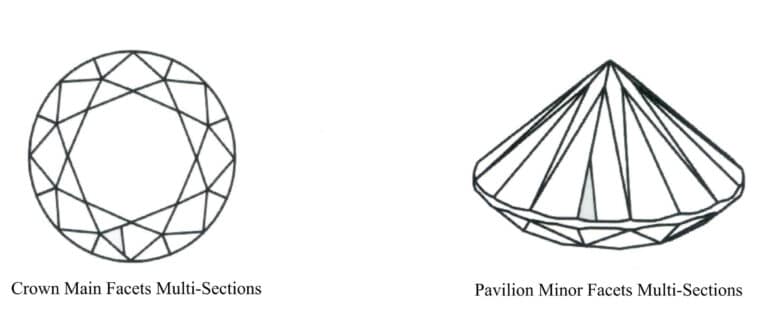
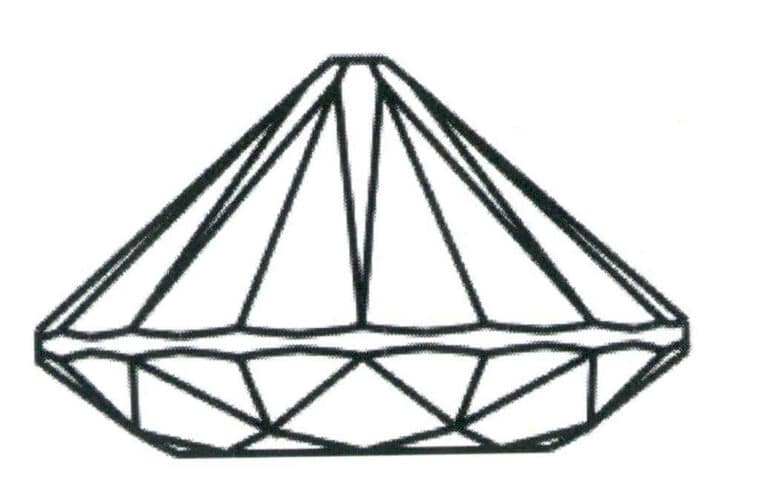
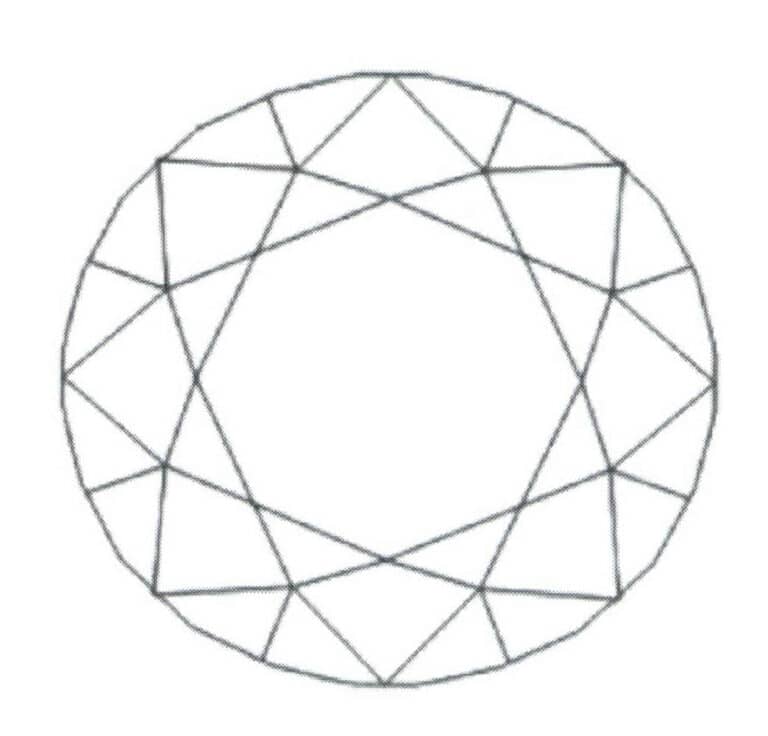
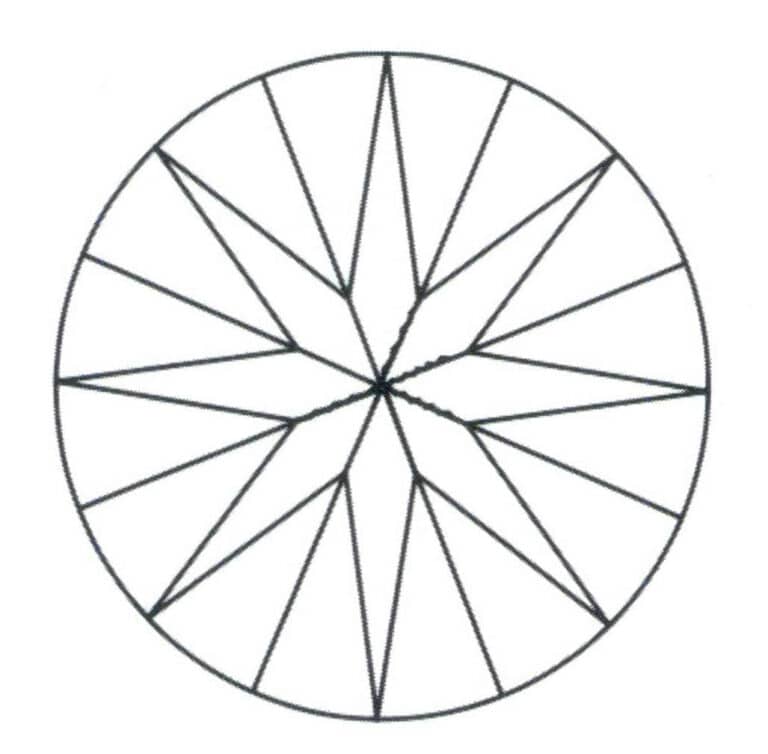
1.2 Yleiset jalokivityylit
Jalokivien muodot jaetaan myös hiottuihin ja sileisiin tyyppeihin, kuten kuvassa 8-3 on esitetty.
2. Cabochon-jalokivien käsittely
2.1 Cabochon-kivien käsittelytekniikat
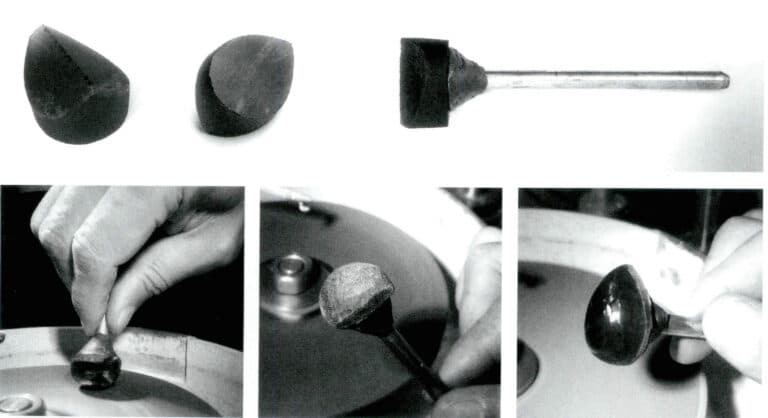
(1) Yksittäisten kaarevien jalokivien käsittelyprosessi
Yksittäisten kaarevien jalokivien työstämisen päävaihe on kiven leikkaaminen, murtaminen, pohjan hionta, kiven liimaaminen, ääriviivojen muotoilu, hienohionta, kiillotus, kiven poistaminen ja puhdistus (kuva 8-4).
Single-Cut Cabochon jalokivi Processing Video
(2) Kaarevien jalokivien käsittelyn periaatteet (kuva 8-5).
2.2 Cabochon-jalokivien massatuotantoprosessi
Kaarevien jalokivien massatuotannon pääprosessit ovat leikkaus-muotoilu-pistehionta-värähtelykiillotus-puhdistus.
2.3 Tehtaan jalokivien käsittelytekniikat
Helmi-Cut jalokivi Processing Video
2.4 Laitteet pallomaisissa jalokivissä olevien reikien käsittelyä varten
(1) Ultraääniporakone
Ultraääniporakonetta on saatavana kahta mallia: yhden neulan ja usean neulan mallia. Niiden rakenteet ovat samat, mutta erona on, että yhden neulan ultraääniporakoneen teho on pienempi kuin monineulaisen ultraääniporakoneen teho. Amplituditanko voi hitsata useita teräsneuloja, jolloin useita jalokivireikiä voidaan porata samanaikaisesti. Ultraääniporakoneen toimintaperiaate: Ultraäänigeneraattori tuottaa ultraääniaaltoja, jotka ohjaavat magneettia värähtelemään kelan läpi. Transduktorin vaikutuksesta syntyy ultraäänitaajuisia sähköisiä värähtelyaaltoja, ja amplitudi vahvistetaan 0,01 ~ 0,15 mm: iin amplitudin insertin kautta, joka sitten siirretään neulaan ultraäänivärähtelyjen luomiseksi, joka iskee käsittelymateriaaliin yli 16 000 kertaa sekunnissa. Timantin ja vesi-neste-käsittelysuspensioiden yhteistoiminnassa käsittelyalueella oleva materiaali murskataan hyvin hienoiksi hiukkasiksi iskemällä, ja suspensio pesee pois iskun murskaamat hiukkaset ja täydentää uusia timantteja, kunnes poraustyö on valmis. yhden neulan ultraääniporausperiaatteen ja yhden neulan ultraääniporauskoneen kaavamainen kaaviokuva on esitetty kuvassa 8-6.
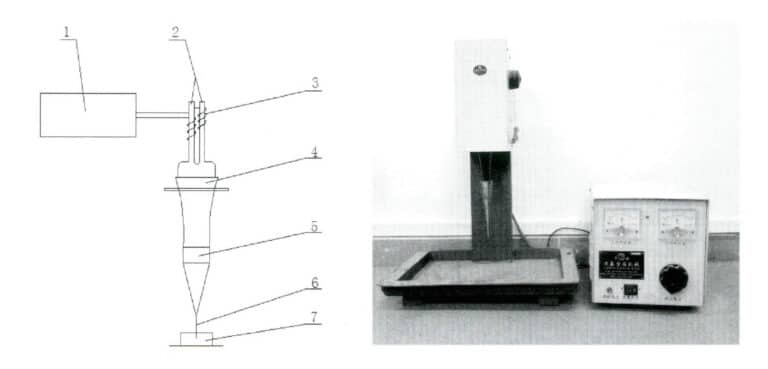
1.Ultraäänigeneraattori; 2. Magneetti; 3. Kela; 4. Muuntaja; 5. Amplitudimuuntaja; 6. Teräsneula; 7. Jalokivimateriaali.
Ultraääniporaus Video
(2) Suurnopeusporakone
Porakoneen rakenne koostuu moottorista, hihnasta, hihnapyöräporauslaitteesta, karasta, porausruuvin rungosta jne. Sen toimintaperiaate: Runkoon asennetussa moottorissa on moottorin akselilla nopeussäädettävä hihnapyörä, joka pyörittää karan hihnapyörää hihnan avulla. Timanttiporanterä asennetaan poranterään, ja porauslaitteen pystysuuntainen liike ja karan pyöriminen timanttiporanterän kanssa vievät päätökseen kovien materiaalien jalokivien porauksen.
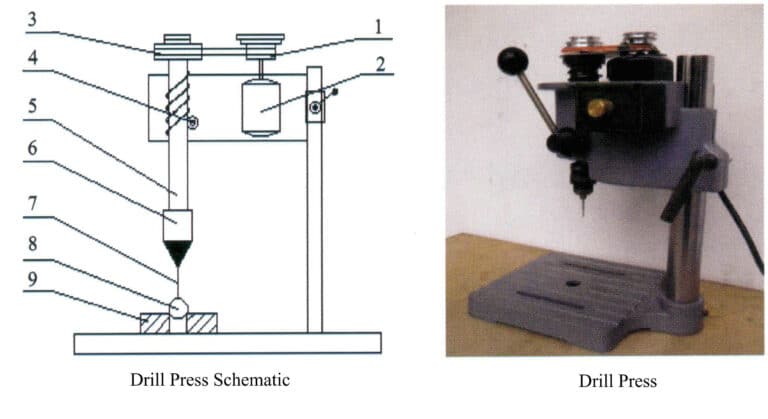
Suurnopeusporakoneen ja porakoneen kaaviokuva on esitetty kuvassa 8-7.
1.Sähkömoottori; 2. Hihna; 3. Hihnapyörä; 4. Porauslaite; 5. Kara; 6. Poranterä; 7. Poranterä; 7. Poranterä; 8. Jalokivi; 9. Kiinnike.
3. Kiillotustekniikka jalokivien sisäisiä reikiä varten
3.1 Sisäreikien kiillotusmekanismi
Kun jalokivet on porattu, erityisesti läpinäkyvät ja läpikuultavat helmiäisen muotoiset jalokivet, reikien karkea rakenne on hyvin selvä, mikä vaikuttaa rannekorujen tai kaulakorujen esteettiseen laatuun, joten sisäiset reiät on kiillotettava. Sisäreikien kiillottamisen tarkoituksena on poistaa porauksen aikana syntyneet epätasaiset ja halkeilevat kerrokset, jolloin saavutetaan vaadittu pinnan sileys. Ensimmäisessä vaiheessa poistetaan jalokiven reikien sisällä olevat epätasaiset kerrokset. Toisessa vaiheessa poistetaan särökerrokset. Sisäreikien kiillotuksen aikana timanttijauhetta ja kiillotusnestettä työnnetään aallotettuun kuparilankaan, jolloin osa hiomahiukkasista painuu aallotetun kuparilangan syvennyksiin. Sitä vastoin suuri määrä reiän pinnalla olevia vapaita hioma-ainehiukkasia työnnetään, vedetään, värähtelevät ja rullautuvat, kun aaltopahvin muotoinen kuparilanka liikkuu suhteessa jalokiven sisäreikään ja törmää reiän pinnalla olevien epätasaisten kerrosten huippuihin. Koska aaltopahvin kuparilanka on pehmeää, se on kuitenkin työn aikana elastisessa kelluvassa tilassa, jolloin leikkaava vaikutus on suhteellisen heikko ja käsiteltävään pintaan jää vain matalia naarmuja, mikä vaatii pidempää kiillotusaikaa. Tärinän ja vedon vaikutuksesta hiontahiukkaset lisääntyvät aaltopahvin kuparilangassa, jolloin se saa tietyn mikroleikkausvaikutuksen, jolloin kiillotus voi edetä suhteellisen nopeasti ja reiän pinnan sileys paranee nopeasti.
3.2 Sisäreikien kiillotuksessa käytettävät laitteet, työkalut ja kiillotusprosessi
- Tärykiillotuskone.
- Aallotettu kuparilanka.
- Kiillotusprosessi.
Kiinnitä helmet aallotettuun kuparilankaan, 5~10 helmeä per nauha, ja kiinnitä kuparilangan molemmat päät, jotta helmet eivät pääse putoamaan. Aseta kiillotusjauhe värähtelevän koneen säiliöön, ja voit aloittaa kiillotuksen.
II jakso Jalokivien jalostuksen laatuanalyysi
1. Yleiset tuotevirheet ja niiden syyt hiotun jalokiven käsittelyssä
Facetoidut jalokivet kohtaavat enemmän tai vähemmän tuotteen laatuun liittyviä ongelmia käsittelyn aikana. Tuotteiden laadun ja sen syiden analysointi ja laatuongelmien välttäminen tuotannon aikana on yrityksille keino hallita kustannuksia.
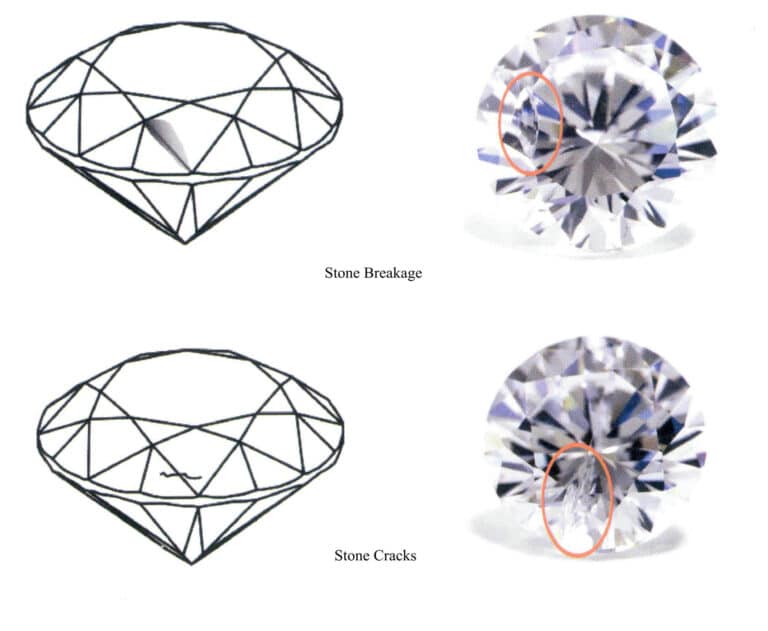
(1) Rikkoutuminen ja halkeilu
Chipping tarkoittaa, että tuotteessa on lovia. Halkeilulla tarkoitetaan sisäisiä tai ulkoisia halkeamia (kuva 9-1).
Tärkein syy rikkoutumiseen on törmääminen koviin esineisiin kaiverruksen, kiillotuksen ja puhdistuksen aikana. Halkeamien syynä on se, että raaka-aineessa olevia halkeamia ei ole poistettu leikkauksen aikana tai leikkaustoimenpiteet ovat virheellisiä. Kaiverruksen ja kiillotuksen aikana syntyvä lämpö voi myös aiheuttaa halkeamia.
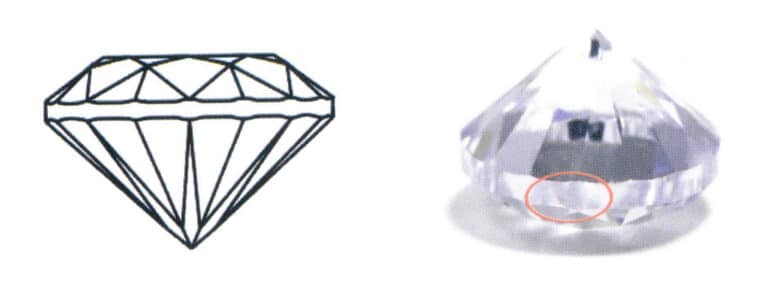
(2) Kuplat ja epäpuhtaudet
Kuplat ja epäpuhtaudet ovat jalokiven raaka-aineessa olevia sulkeumia, joita ei ole poistettu kokonaan leikkauksen aikana, kuten kuvassa 9-2 on esitetty.

(3) Voimakas pilvisyys
Voimakas sameus viittaa siihen, että tuote on kiiltämätön ja sen pinta näyttää sumuisen valkoiselta, mikä johtuu huonosta kiillotuksesta, kuten kuvassa 9-3 on esitetty.

(4) Pilvisyys
Sameus viittaa siihen, että tuotteen kiillotetun pinnan kirkkaus on riittämätön, ja siinä on näkyvissä huonosta kiillotuksesta johtuvia tummia harmaanvalkoisia alueita, kuten kuvassa 9-4 on esitetty.

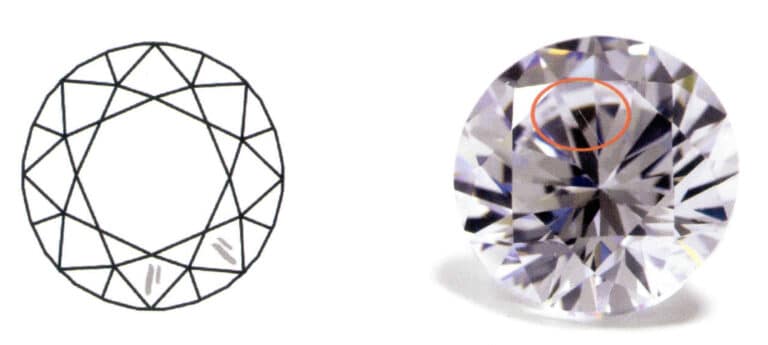
(5) Hieman pilvinen
Hieman samea viittaa tuotteisiin, joissa on suhteellisen kirkkaita fasetteja, joissa ei ole paljain silmin näkyvää harmaavalkoista väriä, mutta suurennoksessa voidaan nähdä harmaavalkoisia vikoja, jotka johtuvat huonosta kiillotuksesta.
(6) Lastuaminen
Lastuamisella tarkoitetaan vikoja, joissa osa tai koko tuotteen vyötärölinja on kulunut pois, mikä on johtanut veitsenterävän ulkonäköön, kuten kuvassa 9-5 on esitetty.

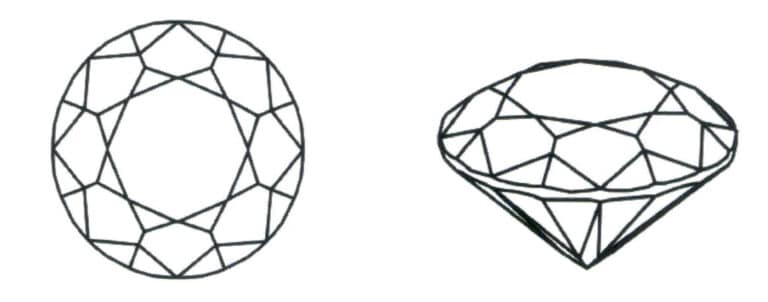
(7) Paksu reuna
Paksu reuna (vyötärön paksuus) tarkoittaa tuotteen vyötärölinjaa, joka ylittää 2% kokonaiskorkeudesta, kuten kuvassa 9-6 on esitetty.
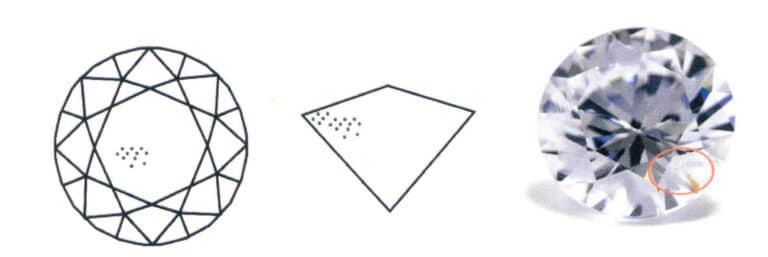
(8) Hiekkahuokoset
Hiekkahuokoset ovat jälkiä, jotka ovat jääneet kiillotusprosessista, jossa naarmuja ei ole poistettu kokonaan jalokivestä, kuten kuvassa 9-7 näkyy.
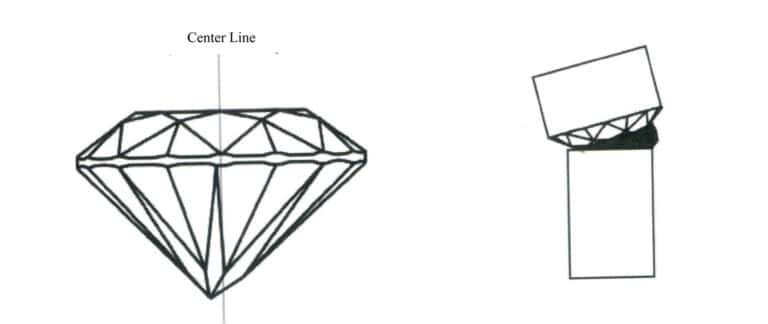
(9) Epäkeskeinen kuletti
Ilmiötä, jossa tuotteen alin kärki poikkeaa keskilinjasta, kutsutaan epäkeskeiseksi kuletiksi. Pöydän kärki ei ole kohtisuorassa rautatankoon nähden, kun vastakiveys tapahtuu, kuten kuvassa 9-8 on esitetty.
(10) Pöydän koko ei ole määritelty.
Hiottujen jalokivituotteiden pöytätason tulisi olla 58%~60% halkaisijasta. Jos hiottujen jalokivituotteiden pöytätaso on suurempi kuin 60% halkaisijasta tai pienempi kuin 58% halkaisijasta, niitä ei katsota kelpuutetuiksi, kuten kuvassa 9-9 esitetään.
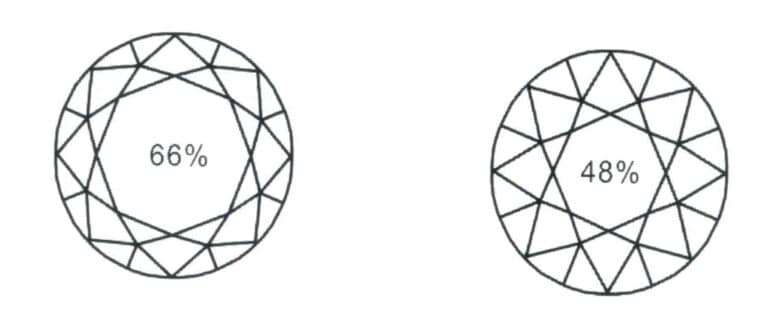
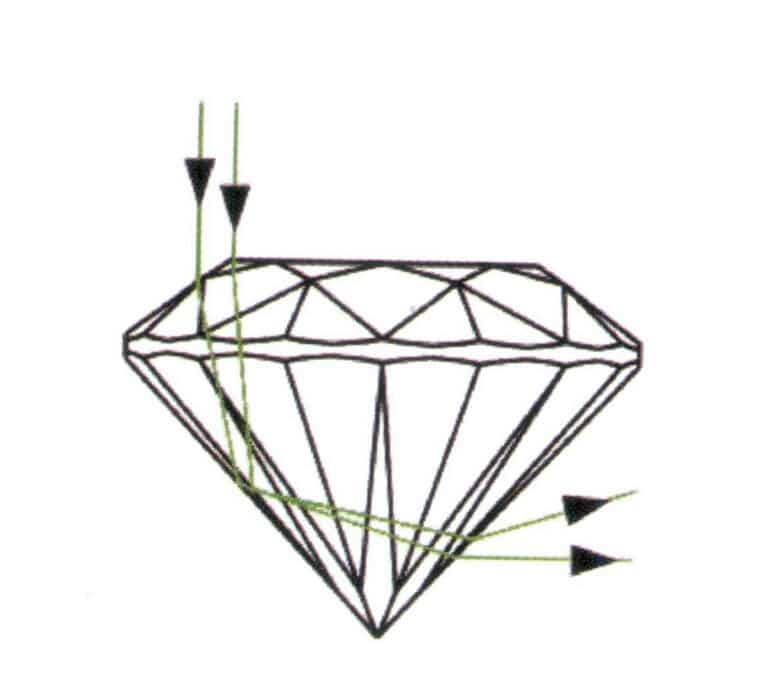
(11) Valovuoto
Paviljongin kulman vika on se, että sen on oltava suurempi, ja paviljongin kokonaiskorkeutta, joka on määriteltävä, kutsutaan valovuodoksi. Tärkein syy on se, että paviljonkikulma on pienempi kuin suunnittelukulma, kuten kuvassa 9-10 on esitetty.

(12) Tumma pohja
Mustaksi pohjaksi kutsutaan vikaa, jossa paviljonkikulma on liian suuri ja paviljonki on liian korkea hiotuissa jalokivituotteissa. Tärkein syy on se, että paviljonkikulma on suurempi kuin suunnittelukulma, kuten kuvassa 9-11 on esitetty.
Copywrite @ Sobling.Jewelry - Custom korujen valmistaja, OEM ja ODM korut tehdas
(13) Tähtien erottaminen
Ilmiötä, jossa hiotuissa jalokivituotteissa vierekkäisten tähtifasettien väliset kulmat eivät kohtaa pisteessä, kutsutaan tähtierotukseksi, kuten kuvassa 9-12 on esitetty.

(14) Tähtien törmäys
Ilmiötä, jossa hiotuissa jalokivituotteissa vierekkäisten tähtifasettien väliset kulmat yhdistyvät liikaa, kutsutaan tähtien törmäykseksi, kuten kuvassa 9-13 on esitetty.
(15) Tähtien vyötärön törmäys
Ilmiötä, jossa hiotuissa jalokivituotteissa tähden pienen pinnan ja yläosan vyötärön pienen pinnan väliset kulmat yhdistyvät kulmissa, kutsutaan tähden vyötärön törmäykseksi, kuten kuvassa 9-14 on esitetty.

(16) Tähden vyötäröerotus
Ilmiötä, jossa hiotuissa jalokivituotteissa tähden pienen sivun ja yläosan vyötärön pienen sivun väliset kulmat eivät yhdisty, kutsutaan tähden vyötärön erottamiseksi, kuten kuvassa 9-15 on esitetty.
(17) Vyötärön erottaminen
Ilmiötä, jossa hiotun jalokivituotteen kahden ylemmän vyötäröfacetin väliset kulmat eivät liity toisiinsa, kutsutaan vyötäröerotukseksi, kuten kuvassa 9-16 on esitetty.
(18) Vyötärön törmäys
Kahta ylempää vyötäröfasetista yhdistävää kulmaa ja kulman siirtymää kutsutaan vyötäröliitokseksi, kuten kuvassa 9-17 on esitetty.

(19) Monipuolinen
Vikaa, jossa kaksi tai useampi fasetti esiintyy ihanteellisessa fasetissa, kutsutaan monisärmäisyydeksi, kuten kuvassa 9-18 on esitetty.
(20) Laahauslauta
Hiekkakivituotteiden vierekkäisten fasettien liitoskohdassa olevaa vikaa, joka ei muodosta teräviä reunoja vaan on pyöristetyn kaaren muotoinen, kutsutaan vetolaudaksi, kuten kuvassa 9-19 on esitetty.

(21) Ei teräväkärkinen
Hiekkakivituotteiden vikaa, jossa pohjakärkeä ei ole kerätty, kutsutaan nimellä "ei terävä". Tämä johtuu yleensä raakakiven riittämättömästä korkeudesta, kuten kuvassa 9-20 on esitetty.
(22) Huonosti kärjistetty
Facetoitujen jalokivituotteiden vikaa, jossa paviljongin pääfasetti ei yhtyisi yhteen pisteeseen alapisteen kanssa, kutsutaan "huonosti terävöityneeksi", kuten kuvassa 9-21 on esitetty.

(23) Koko on varaukseton
Hiekkakivituotteissa suunnitteluvaatimukset ylittäviä kokovirheitä kutsutaan kvalifioimattomiksi kooiksi, kuten kuvassa 9-22 on esitetty.
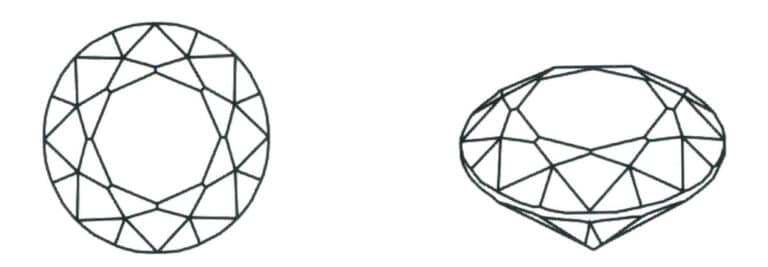
(24) Pyöreyden menetys
Pyöreissä jalokivivalmisteissa vyötärönympäryksen halkaisijat eivät ole yhtä suuret, ja epäsäännöllisen muotoisia tuotteita kutsutaan pyöreyden menettäneiksi. Tämä ongelma johtuu siitä, että raakakivien valmistuksen aikana muoto ei ole sopusoinnussa tai että käsin suoritetut särmäystoimenpiteet eivät ole asianmukaisia, kuten kuvassa 9-23 on esitetty.
(25) Naarmuuntumiskärki
Ilmiötä, jossa pohjakärjessä on pieniä pistemäisiä naarmuja tai reunoilla lähellä pohjakärkeä olevia mustelmia, kutsutaan kukkakärjeksi, kuten kuvassa 9-24 on esitetty.
(26) Vaurioitunut kivi
Raidallisten naarmujen esiintymistä hiotuissa jalokivissä kutsutaan "vaurioituneeksi kiveksi", kuten kuvassa 9-25 on esitetty.
2. Jalokivien laadun tarkastus
2.1 Jalokivien laadunvalvontatyökalut
(1) Jalokivien tarkastuksen erikoispyyhe
Valitse puuvillasta valmistetut pyyhkeet, jotka imevät hyvin vettä, kuten kuvassa 9-26 on esitetty.

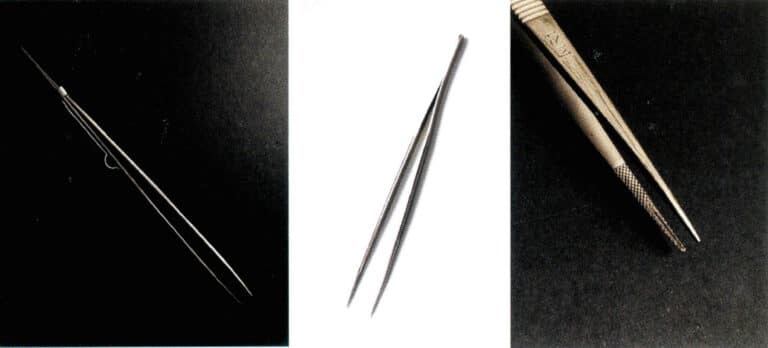
(2) jalokivipinsetit
Jalokivipinsettien olisi oltava ruostumattomasta teräksestä valmistettuja, lukitusmekanismilla varustettuja tai ilman; pinsettien kärjissä voi olla hampaita, joissa on tai ei ole uria. Pinsettejä, joissa ei ole uria, käytetään yleisesti jalokivien laskemiseen, kun taas pinsettejä, joissa on urat, käytetään yleisesti jalokivien pitämiseen, kuten kuvassa 9-27 on esitetty.
(3) jalokivisuurennuslasi
Jalokivien käsittelyssä ja tarkastuksessa yleisesti käytetyn taittuvan jalokivisuurennuslasin suurennos on yleensä 5~10-kertainen. Taittuvan suurennuslasin polttoväli on kiinteä, mikä tekee siitä yksinkertaisen, kätevän ja intuitiivisen käyttää, kuten kuvassa 9-28 on esitetty.

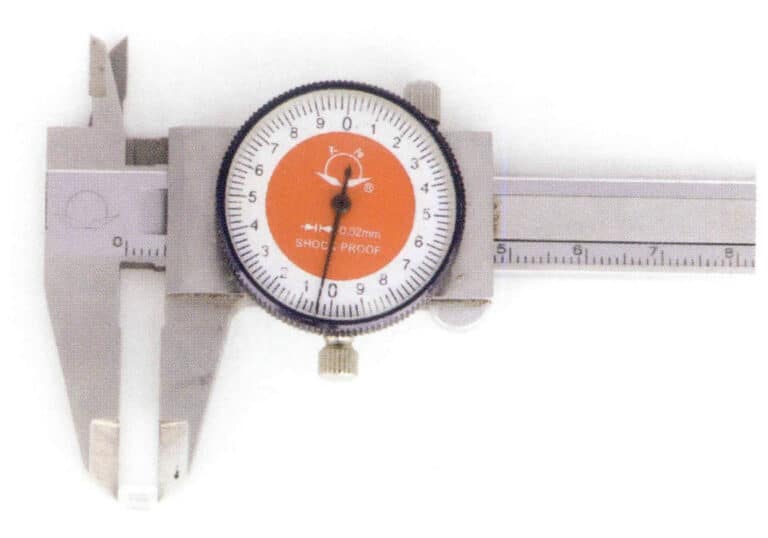
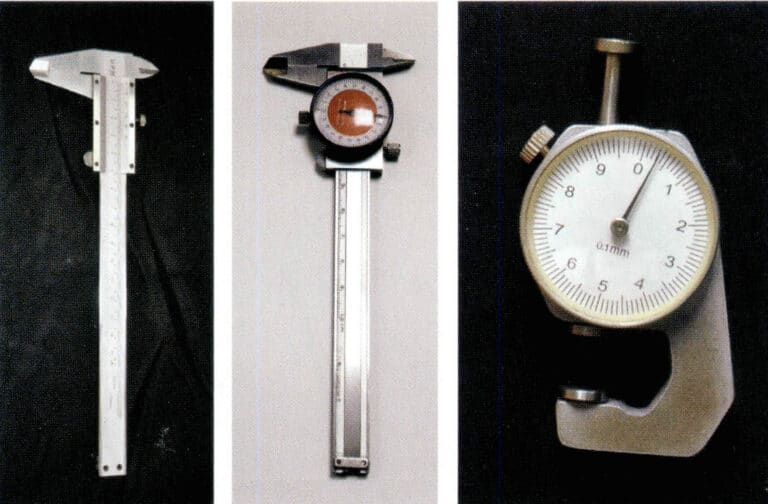
(4) Sormi
Mitta-asteikkoa käytetään jalokivituotteiden mittojen mittaamiseen, kuten kuvassa 9-29 on esitetty.
2.2 Markkinoiden luokitusstandardit keinotekoisten jalokivien laadun tarkastusta varten
(1) Tekniset standardit
① Tekniset tiedot ja mitat
Ympyrän halkaisija mittaa pyöreiden timanttituotteiden ominaisuuksia. Epäsäännölliset tuotteet mitataan lyhyen ja pitkän akselin mukaan, ja niiden spesifikaatioiden koko on 1~110 mm.
② Sallittu kokopoikkeama (taulukko 9-1)
Taulukko 9-1 Sallittu kokopoikkeama
| Tekninen koko (mm) | AAA | AA | A | B | C | D |
|---|---|---|---|---|---|---|
| 1 ~ 2 | ±0.01 | ±0.02 | ±0.03 | ±0.04 | ±0.05 | ±0.12 |
| > 2 ~ 5 | ±0.02 | ±0.03 | ±0.04 | ±0.05 | ±0.08 | ±0.15 |
| > 5 ~ 25 | ±0.03 | ±0.04 | ±0.05 | ±0.06 | ±0.10 | ±0.18 |
| > 25 | ±0.05 | ±0.08 | ±0.10 | ±0.15 | ±0.20 | ±0.20 |
(2) Gem-tarkastusstandardit kaikilla tasoilla
① Markkinoiden AAA-luokan jalokivien tarkastusstandardit
- Koko on tarkka, ja valo on läpinäkyvä. Kun tarkastetaan 10x suurennuslasilla, fasettien pinnalla ei saa olla harmaanvalkoisia sumuisia kiillotusjälkiä, hyvä pyöreys, leikkausprosentit: 59%≤ kokonaissyvyyssuhde≤64%, 53% ≤ pöydän leveyssuhde≤58%, 2%≤ vyötärön paksuussuhde≤5%, ja pinta on yhtenäinen.
- Ei lohkeilua, vinoja kohtia, sameutta, hiekkareikiä, valovuoto, musta pohja, paksut reunat, pyöreyden menetys, ei terävyyttä, useita levyjä, laahaavia levyjä ja muita vikoja.
- Symmetria: ei tähtien yhteentörmäyksiä, tähtien irtoamisia, tähtien vyötärön yhteentörmäyksiä, tähtien vyötärön irtoamisia, vyötärön yhteentörmäyksiä, vyötärön irtoamisia ja muita vikoja. Kruunun pääfasetti on leijan muotoinen; kärki on hyvin määritelty.
② Markkinoiden AA-luokan jalokivien tarkastusstandardit
- Koko on tarkka, ja valo on läpinäkyvä. Kun tarkastetaan 10x suurennuslasilla, fasettien pinnalla ei saa olla harmaanvalkoisia sumuisia kiillotusjälkiä, hyvä pyöreys, leikkausprosentit: 59%≤ kokonaissyvyyssuhde≤64%, 53%≤ pöydän leveyssuhde≤58%, 2%≤ vyötärön paksuussuhde≤5%, ja pinta on yhtenäinen.
- Ei lohkeilua, vinoja kohtia, sameutta, hiekkareikiä, valovuoto, musta pohja, paksut reunat, pyöreyden menettäminen, ei terävyyttä, useita lautoja, laahaavia lautoja ja muita vikoja.
- Kevyet tähti vyötärön törmäykset, vyötärön törmäykset, vyötärön erottaminen sallitaan, mutta tähti vyötärön erottaminen ei ole sallittua; tai ei tähti vyötärön törmäyksiä, tähti vyötärön erottaminen, tähti vyötärön erottaminen, tähti vyötärön erottaminen, kevyet tähti vyötärön törmäykset sallitaan, mutta tähti vyötärön erottaminen ei ole sallittua, kruunun pääasento on leijanmuotoinen; suositaan terävyyttä.
③ A-tason jalokivien tarkastusstandardit
- Tarkat mitat, hyvä valonläpäisy, tarkistetaan 10x suurennuslasilla, fasettien pinnalla ei saa olla harmaanvalkoisia huuruisia kiillotusjälkiä, hyvä pyöreys, leikkausprosentit: 59%≤ täysi syvyyssuhde≤64%, 53%≤ pöydän leveyssuhde≤58%, 2%≤ vyötärön paksuussuhde≤5%, tasainen levypinta.
- Ei lohkeilua, vinoja kohtia, sameutta, hiekkareikiä, valovuoto, musta pohja, paksut reunat, pyöreyden menettäminen, ei terävyyttä, useita lautoja, laahaavia lautoja ja muita vikoja.
- Sallitaan vähäiset tähti-taivaan törmäykset, tähti-taivaan törmäykset, tähti-taivaan erottelut; ei sallita tähti-taivaan erotteluja; tai ei tähti-taivaan törmäyksiä, tähti-taivaan erotteluja, tähti-taivaan erottelut, tähti-taivaan erottelut, sallitaan vähäiset tähti-taivaan törmäykset, ei sallita tähti-taivaan erotteluja, kruunun pääasento on leijanmuotoinen; terävä kärki suositeltava.
④ B-luokan jalokivien tarkastusstandardit
- Suhteellisen kirkkaat, lievästi sameat, erittäin pienet hiekkareiät, erittäin vähän vääntyneet kärjet ja suhteellisen pyöreät ovat sallittuja.
- Ilmeisiä vikoja, kuten lohkeilua, terävöitymätöntä, monisärmäistä tai laahaavia särmää ei sallita.
- Sallitaan ei-selkeät tähtitörmäykset, tähtierotukset, tähtivyötärön törmäykset, tähtivyötärön erotukset, vyötärön törmäykset ja vyötäröerotukset.
⑤ C-luokan jalokivien tarkastusstandardit
- Vakavat viat, kuten sulkeumat ja hiekkareiät.
- Viat, kuten lohkeilu, terävöitymättömyys, pyöristymättömyys, moninkertaiset laudat ja laudan laahaaminen, ovat ilmeisempiä.
⑥ D-luokan jalokivien tarkastusstandardit
- Vakavat viat, kuten sulkeumat ja hiekkareiät.
- Sellaiset viat kuin reunan lohkeilu, epäkeskinen kuletti, pyöreyden menetys ja monilautaisuus ovat melko vakavia, ja niissä esiintyy ilmiöitä, jotka eivät ole teräviä tai monilautaisia.
➆ E-luokan jalokivien tarkastusstandardit
Tarkoittaa kiviä, joissa on rikkoutumia, halkeamia, lahoamista, epäpuhtauksia, kuplia, voimakasta sameutta ja kaikkein vakavimpia D-luokan kiviä, joita kutsutaan myös jätekiviksi.
(3) Markkinoiden luokitusmenetelmät
Guangxin Wuzhoun markkinoilla jalokivien luokittelussa käytetään yleensä seuraavia menetelmiä (poikkeuksia erityisvaatimuksiin).
AAA-tuotteet: AAA-luokka.
Tavarat: A-luokka, AA-luokka, AAA-luokka.
AB-tuotteet: A- ja B-luokat ovat kumpikin 50%.
Ylemmät tavarat yhteensä: A ja B-luokkien osuus on 80% ja C-luokkien osuus on 20%.
Alemmat tavarat yhteensä: A-luokan osuus on 10%, B- ja C-luokkien osuus on 90%.
BC-tuotteet: B- ja C-luokka.
Toissijainen kivi: Luokka D.
Jätekivi: Luokka E.
3. Jalokivien puhdistus
Jalokiven käsittelyn jälkeen jalokiven pinnalla olevat öljytahrat ja jalokiven liimajäämät on puhdistettava. Puhdistusmenetelmiä on monia, ja puhdistusliuoksen kaavaa suunniteltaessa liuoksen on kyettävä poistamaan liima ja muu työkappaleen pintaan tarttunut lika.
Jäljempänä kuvataan yleisesti käytettyjä puhdistusmenetelmiä.
(1) Emäksinen puhdistusmenetelmä
Sekoita soodaa ja vettä suhteessa 1:10 ja kuumenna 100 ℃:een. Aseta käsitellyt jalokivituotteet ruostumattomasta teräksestä valmistettuun koriin, upota ne soodaveteen ja keitä niitä 10 minuuttia niiden puhdistamiseksi perusteellisesti.
(2) Alkoholin puhdistusmenetelmä
Aseta jalokivituotteet keraamisiin, muovisiin tai lasiastioihin ja kaada sitten alkoholia jalokivien pintaan, kunnes liima irtoaa.
(3) Tiana-puhdistusmenetelmä
Aseta puhdistettavat jalokivet keraamiseen kulhoon, kaada tiana-ainetta jalokivien upottamiseksi ja huuhtele ne huolellisesti puhtaalla vedellä 10~15 minuutin kuluttua.