¿Qué es el engaste a ras, el engaste gitano, el engaste de tensión, el engaste de canal y el engaste invisible para joyería?
Aprender los métodos de fabricación y las técnicas de engaste en la producción de joyas
Introducción:
Este artículo se adentra en el mundo del engaste de joyas, mostrando cinco engarces clave: Enrasado, Gitano, Tensión, Canal e Invisible. Abarca su descripción general, los métodos de producción y las aplicaciones en el diseño de joyas, lo que constituye una lectura obligada para los profesionales del sector que deseen dominar estas técnicas.

Pulsera con engaste a ras
Índice
Sección I Enrasado y Enrasado Gitano
El engaste a ras y el engaste gitano se realizan restando metal de una estructura metálica existente para crear una base de engaste de la piedra sin añadir estructura adicional. Por ejemplo, se hace una ranura en el anillo para sujetar la piedra, similar a un engaste con púas o a un engaste con micropavé. Sin embargo, el engaste a ras y el engaste gitano están más integrados con el metal porque la piedra se sujeta mediante un círculo alrededor del borde de la piedra en lugar de mediante una fijación puntual.
1. Visión general de la configuración rasante y la configuración gitana
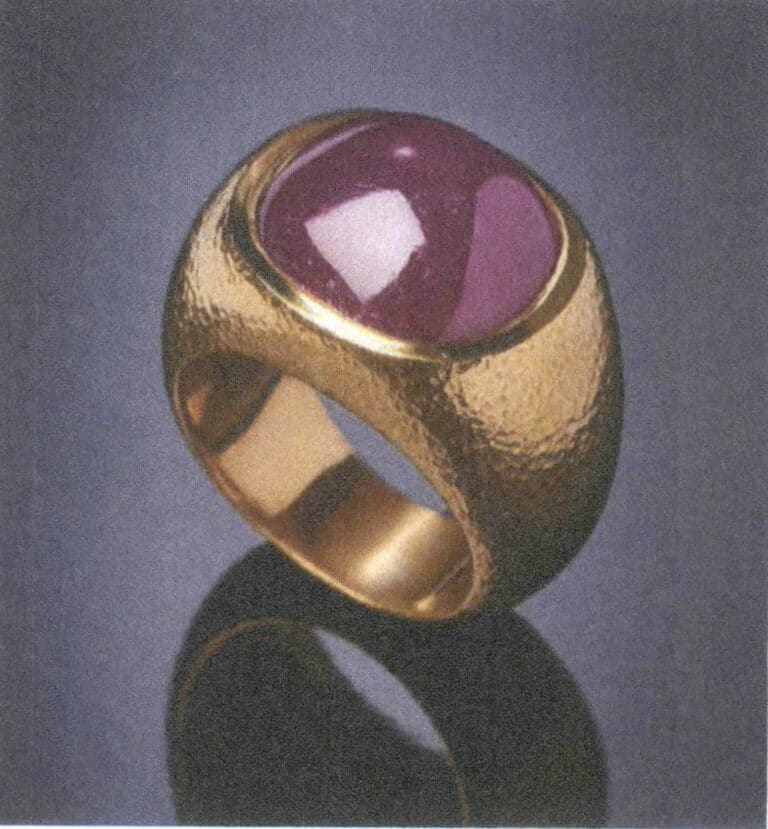
El engaste a ras y el engaste gitano son muy similares en muchos de los diseños actuales en cuanto a su aspecto y a menudo se denominan colectivamente engaste a ras porque ambos son engarces en los que se perforan agujeros en la superficie metálica para formar posiciones de engaste hundidas. A continuación, el metal que rodea la piedra se extruye para mantenerla en su sitio sin añadir una estructura metálica adicional. Aunque parecen similares, hay algunas diferencias en el tipo de piedra para el que se utilizan y en la forma de hacerlos: los engarces gitanos se utilizan para piedras más grandes y piezas de joyería de mayor tamaño, mientras que los engarces a ras se utilizan para piedras facetadas más pequeñas. Por lo tanto, el efecto de los dos tipos de engaste también es muy diferente, el engaste gitano en la piedra es más prominente, dando a la gente una sensación de exuberancia y exageración, mientras que el engaste a ras de la piedra y el metal está casi en el mismo plano, y por lo tanto también se llama engaste plano, el efecto de engaste de la simplicidad e introvertido. En muchos casos, el engaste a ras es un adorno que complementa el cuerpo principal de la pieza. Las figuras 6-1 y 6-2 ilustran los dos tipos de anillos, respectivamente.

Figura 6-1 Anillo de ajuste enrasado

Figure 6-2 Gypsy Setting Ring (V&A Museum Collection)
2. Método de enrasado
El engaste a ras, también conocido como engaste plano, se caracteriza por la apariencia en la que la superficie superior de la gema está nivelada con el metal, lo que significa que la altura de la gema es menor que el grosor del metal, como se muestra en la Figura 6-3. Por lo tanto, su selección de materiales es más limitada en comparación con el engaste gitano. Por lo tanto, su selección de materiales es más limitada en comparación con el engaste gitano, y la limitación de efectos hace que en el engaste rasante se utilicen sobre todo piedras preciosas de talla redonda brillante más pequeñas. En el engaste a ras, el metal tiene una mayor sensación de envolver la gema, creando un efecto sin costuras. En comparación con la rudeza de los engarces gitanos, la delicada sencillez de los engarces al ras ha sido especialmente favorecida en los diseños de joyería recientes.

Pasos fo Making Cisterna Se
(1) Preparación del material
En este caso, no se trata de una gema de talla brillante redonda con un diámetro de 1,5 mm y una altura de aproximadamente 1,1 mm. Me refiero a un grosor de pared de 1,5 mm y una anchura de 4 mm. El grosor de la pared del anillo es mayor que el grosor de la gema, como se muestra en la figura 6-4. Tenga en cuenta que en esta fase debe realizarse un acabado preliminar del anillo.

(2) Aumentar el grosor del metal
El grosor del metal debe garantizar que la gema no muestre la base. Si el grosor del metal es insuficiente, puede añadirse una pieza metálica o un anillo metálico en la posición de engaste de la piedra para resolver el problema. La pieza metálica o el anillo añadidos para aumentar el grosor deben ser mayores que el diámetro de la gema. Los tres métodos para aumentar el grosor del metal se muestran en la figura 6-5; los dos primeros consisten en soldar piezas metálicas, y el tercero es un método de soldadura de anillos metálicos. Sin embargo, si se realiza un engaste a ras del anillo, es mejor asegurarse de que el grosor del anillo es suficiente para engarzar la gema y no utilizar separadores, ya que éstos pueden afectar a la estética. Esto es muy diferente del engaste gitano, en el que el metal se prepara generalmente en función de la gema, mientras que el engaste a ras se basa más a menudo en el grosor del metal para que coincida con la gema.
(3) Perforación
En primer lugar, taladre un orificio en el centro de la posición de ajuste con una fresa de unos 0,8 mm, como se muestra en la Figura 6-6.
(4) Ampliación de la Posición de ajuste
Utilice una fresa en forma de bola o de pera para ampliar la posición de ajuste en el orificio, como se muestra en la figura 6-7. El tamaño de la fresa debe seguir el principio de menor a mayor. Cuando utilice una fresa que coincida con el diámetro de la gema, el tamaño de la fresa no debe ser mayor que el diámetro de la gema. Es muy importante que la posición de engaste esté en estrecho contacto con la faja de la gema durante el engaste a ras; de lo contrario, puede provocar que la gema no quede bien engarzada. La profundidad de perforación de la fresa esférica suele ser un poco más de la mitad del diámetro de la fresa esférica, y la profundidad de la posición de engaste debe garantizar que la superficie superior de la gema esté básicamente en el mismo plano que el metal, ya que estar demasiado alta no permitirá un engaste seguro, y estar demasiado baja oscurecerá el brillo de la gema. La idoneidad de la profundidad puede verificarse colocando la gema en la posición de engaste; si la profundidad es insuficiente, puede modificarse, por lo que la posición de engaste debe perforarse a la vez. La sección transversal de la posición de engaste se muestra en la figura 6-8.
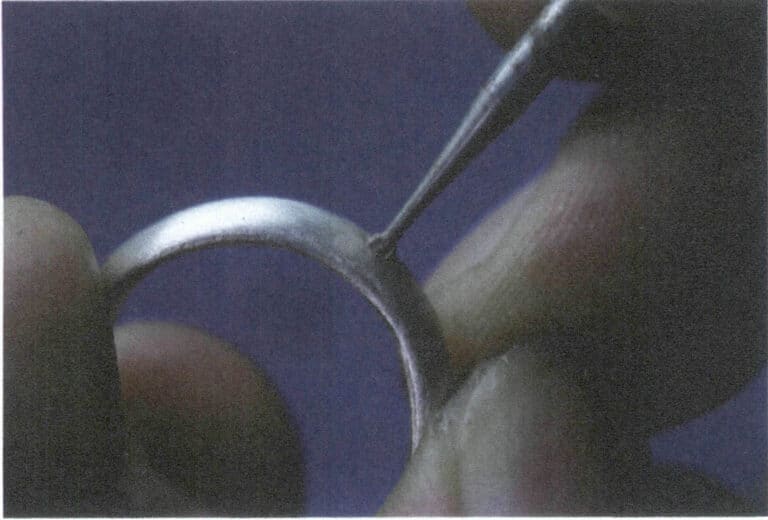
Figura 6-7 Expansión de la posición de ajuste con una fresa esférica
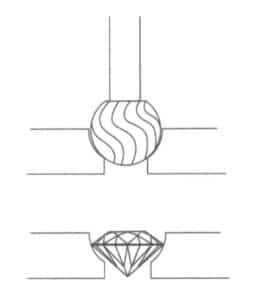
Figura 6-8 Sección transversal de la posición de ajuste
(5) Fijación del metal
Expanda la posición de engaste y fije el metal a la base de engaste de la piedra anular, como se muestra en la figura 6-9.
(6) Ranurado con una fresa de disco de 45 grados
Una vez que no se ha colocado la fresa esférica, se puede utilizar una fresa de corazón de 45 grados con un diámetro ligeramente mayor que el diámetro de la gema para tallar una pendiente descendente por encima del orificio realizado por la fresa esférica, facilitando así la presión sobre el metal durante el engaste, como se muestra en las Figuras 6-10 y 6-11. Este paso puede omitirse en el proceso de engaste al ras, y el método de utilización de la fresa no es único; además del método utilizado en el caso, también se puede utilizar sólo la fresa esférica o utilizar una fresa en forma de pera junto con la fresa esférica, o utilizar una fresa en forma de diamante, para formar un escalón liso que pueda soportar la piedra preciosa y una posición de engaste de la piedra con una superficie de presión del metal .
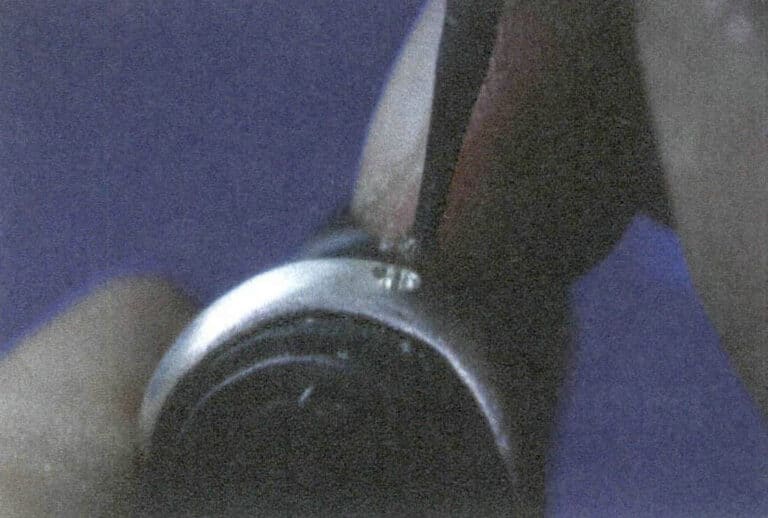
Figura 6-10 Ranurado con fresa Hart de 45 grados
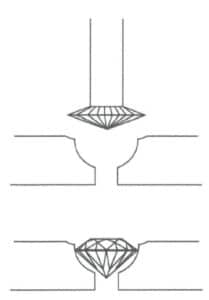
Figura 6-11 Sección transversal de un ranurado de fresa Hart de 45 grados
(7) Colocación de la piedra
El principio de colocación de la piedra es que la superficie superior de la piedra sea paralela a la superficie metálica, es decir, que la superficie superior de la piedra esté casi en el mismo plano que la superficie metálica. Dado que las piedras en un engaste a ras son de pequeño tamaño, se puede afilar una pequeña fresa de cabeza plana y sumergir la punta en una grasa inocua, como el aceite de oliva, para pegar la piedra en su sitio, como se muestra en la figura 6-12.
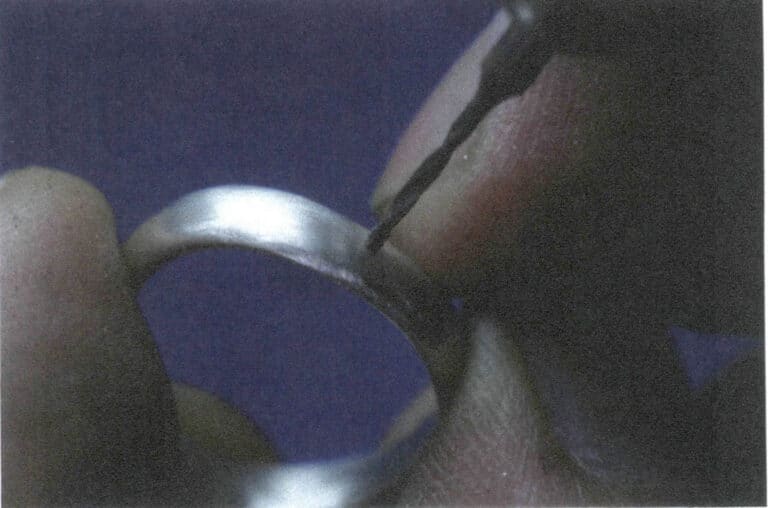
(8) Observación de la piedra
Observe la piedra después de colocarla para asegurarse de que está horizontal, y la piedra está a la profundidad adecuada, como se muestra en la figura 6-13. Si la piedra se coloca torcida, la piedra se engarzará torcida y no quedará bien; si la posición de engarce es demasiado profunda, la piedra ocultará la belleza de la piedra y es probable que gotee; si la posición de engarce es demasiado superficial, la cantidad de metal utilizada para apretar la piedra no es suficiente, y es posible que la piedra no se engarce correctamente o que no se pueda engarzar. En la figura 6-14 se muestran las formas correctas e incorrectas de colocar una piedra.
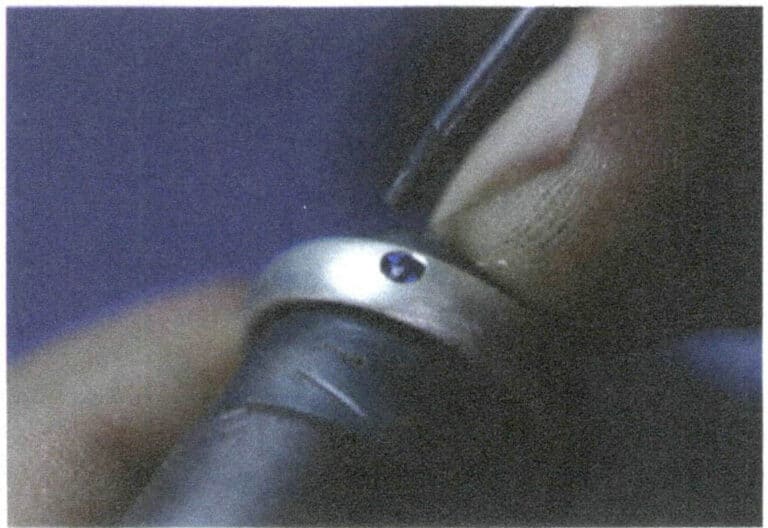
Figura 6-13 Observe si la gema está plana después de colocar la piedra.
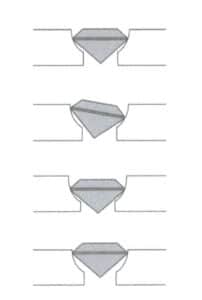
Figura 6-14 Colocación correcta de la piedra, colocación inclinada de la piedra, posición de colocación demasiado profunda, posición de colocación demasiado superficial
(9) Prepararing Stono Tools
Las fresas utilizadas para engarzar piedras deben ser pulidas por uno mismo. Las agujas de acero viejas son muy adecuadas por su tamaño. Utilice una amoladora y una lima para darles la forma necesaria y, a continuación, utilice rollos de papel de lija y ruedas de pulir para pulirlas capa a capa hasta que queden lisas. Por último, fije las fresas pulidas a un mango de madera o a un trinquete para facilitar el agarre y la aplicación de fuerza. El estilo de la fresa de enrasar se muestra en la Figura 6-15.
(10) Ajuste del Piedra
Utilice una fresa de acero para aplicar fuerza en un movimiento circular a lo largo del borde interior del bisel en un ángulo de aproximadamente 45 grados para presionar el metal contra la parte superior de la cintura de la gema. Mientras gira y presiona, la fresa de acero cambia gradualmente de inclinada a vertical, como se muestra en las Figuras 6-16 a 6-18. El metal ranurado sin utilizar el método de prensado con fresa de 45 grados sigue este ángulo y secuencia.
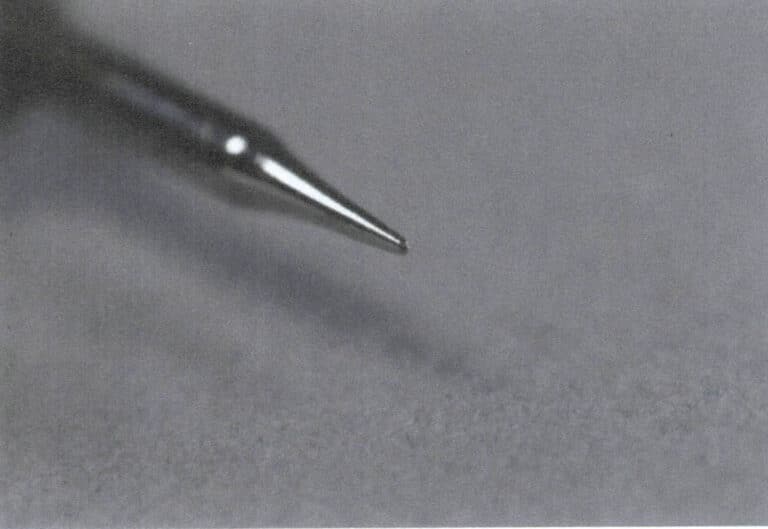
Figura 6-15 Estilo de la fresa de enrasar
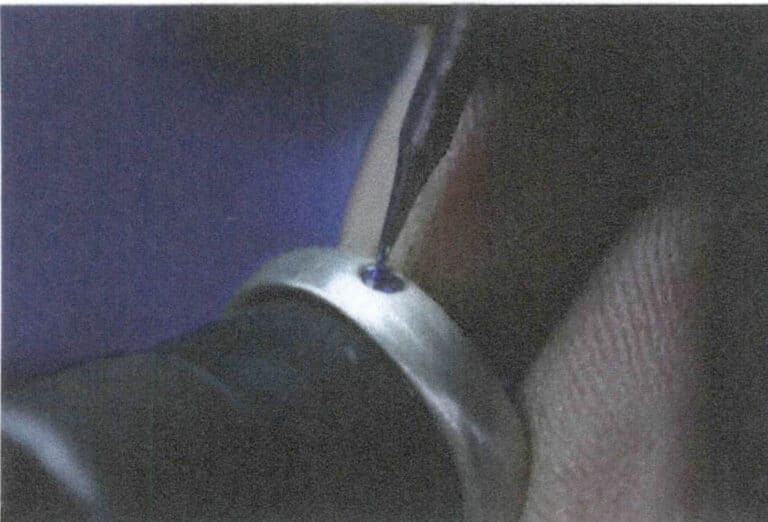
Figura 6-16 Colocación de la piedra
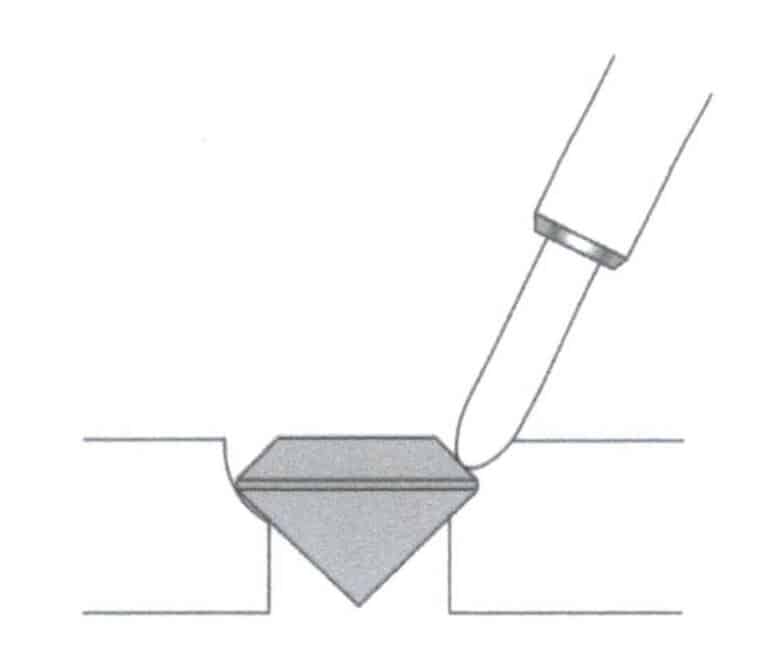
Figura 6-17 Prensado de fresas de acero en ángulo inclinado
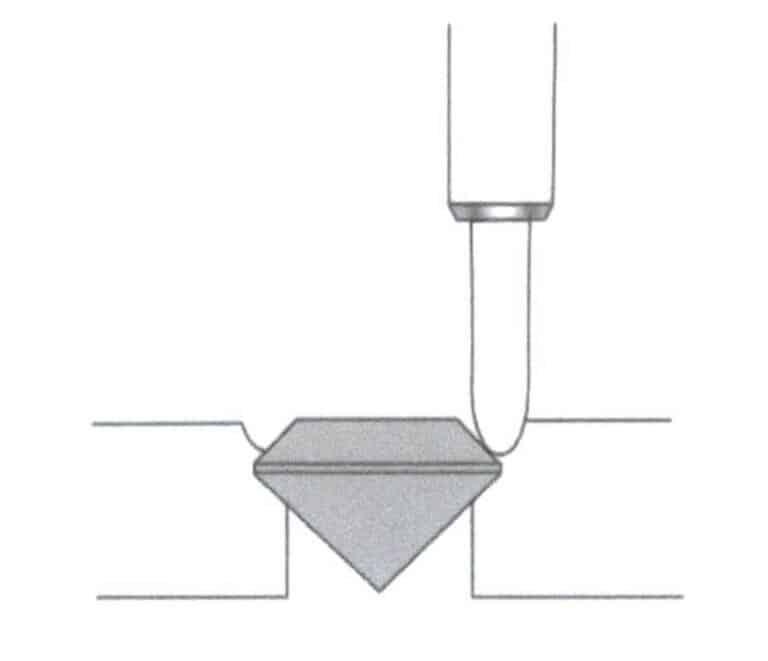
Figura 6-18 Prensado de fresas de acero en ángulo vertical
(11) Completar el Ajuste de descarga Ring
El trabajo de acabado del enrasado se completa en su mayor parte antes de colocar la piedra, por lo que lo que queda después de colocar la piedra es principalmente el acabado y la limpieza de los bordes del enrasado, como se muestra en la Figura 6-19.

3. El método de producción de Gypsy Setting
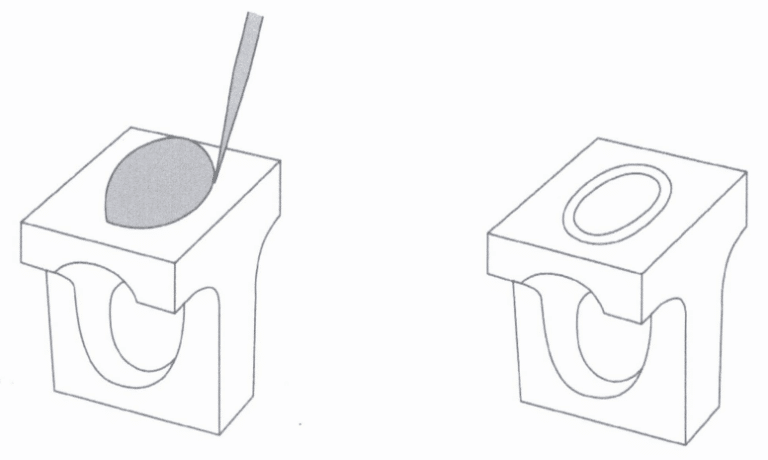
Cuando se trata del engaste Gypsy, no podemos dejar de apreciar su belleza audaz y ruda a través de las características étnicas de los gitanos. Este método de engaste se utiliza a menudo en los anillos masculinos. El verdadero engaste gitano se fija mediante golpe. En los engarces gitanos tradicionales, los estilos suelen presentar piezas de metal más grandes, como anillos anchos. Este engaste puede acomodar casi cualquier estilo de gema, incluso las de forma irregular, y las gemas son a menudo más grandes, con los bordes del metal alisados después de ser prensados, como si la gema estuviera fundida en el propio metal, como se muestra en la figura 6-20. Para piedras preciosas más grandes o irregulares, es más adecuado utilizar un método de fundición de metal después de esculpir la cera. Crear un molde preciso utilizando el modelado 3D es más fácil si la forma de la gema es irregular. Por lo tanto, en el siguiente caso se presenta el método de engaste gitano mediante un proceso de esculpido de cera a mano seguido de fundición y engaste.
Pasos para Making Gypsy Se
(1) Material Preparación
El engaste gitano se centra generalmente en gemas cabujón de mayor tamaño, pero también se aceptan gemas facetadas. A continuación, presentaremos como ejemplo el engaste de una gema cabujón de forma ovalada de 12 mm×8 mm.
Para el engaste de piedras preciosas tan grandes, se recomienda utilizar cera con superficies planas para el anillo, como se muestra en la figura 6-21. Ajuste el grosor de la cera para la posición de engarce de la piedra según el tamaño de la piedra preciosa, que es el grosor total de la base de engarce de la piedra, como se muestra en la figura 6-22. En este caso, la profundidad del hundimiento de la piedra preciosa es de unos 2~2,5 mm, y el grosor del metal debe garantizar una profundidad suficiente para la base de engaste de la piedra, mientras que la anchura debe proporcionar suficiente borde y área para presionar fuera de la piedra preciosa. Si utiliza cera de moldeo, cree primero la base de engaste para la piedra preciosa y, a continuación, funde las demás partes del anillo basándose en ella, lo que puede garantizar mejor las dimensiones de la posición de engaste de la piedra.
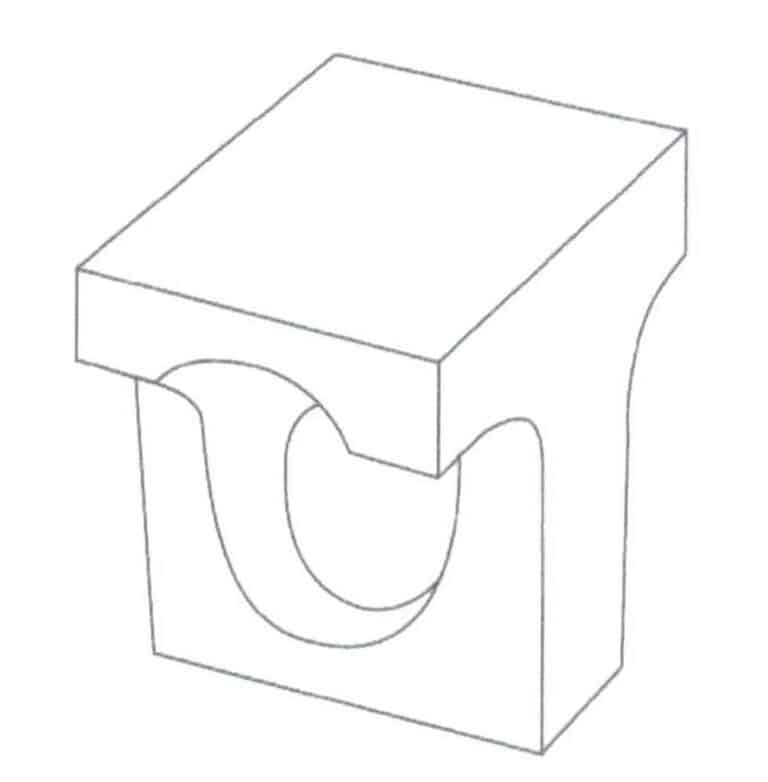
Figura 6-21 Preparar el bloque de fundición
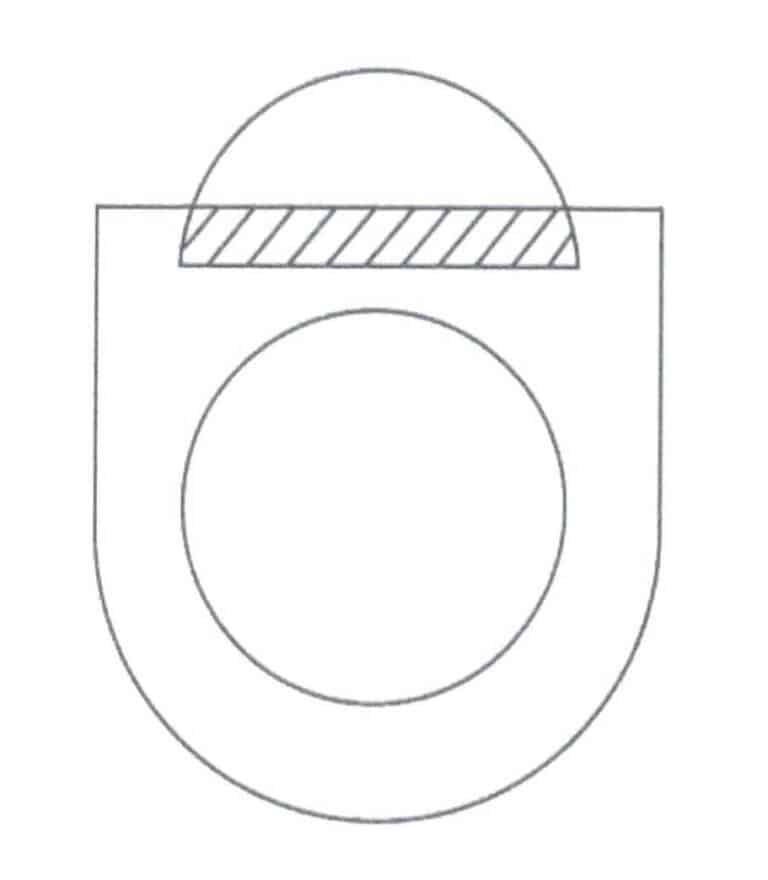
Figura 6-22 Determinar el grosor de la cera para la posición de colocación de la piedra
(2) Determinacióning el Posición de la Sanun Base de ajuste
En primer lugar, perfile el contorno de la piedra preciosa sobre la superficie de cera: utilice una fresa de acero para hacer una marca y, basándose en esta línea de contorno, redúzcala hacia dentro 1-2 mm según el tamaño de la piedra preciosa para dibujar un contorno proporcionalmente reducido, que sirva de soporte para la base de la piedra preciosa, como se muestra en la figura 6-23. Los bordes de la base de engaste deben ajustarse muy bien a la piedra preciosa.
(3) Carvn el Posición de ajuste
En primer lugar, utilice una fresa de taladro para penetrar en la posición de engaste de la piedra desde arriba hacia abajo y, a continuación, utilice una fresa cilíndrica para encerar a lo largo de la línea de contorno interior marcada, asegurándose de mantener una posición vertical en todo momento, como se muestra en la imagen izquierda de la Figura 6-24. A continuación, encere verticalmente a lo largo de la línea de contorno exterior, garantizando una profundidad uniforme y una superficie inferior nivelada y dejando aproximadamente 1 mm de grosor en la parte inferior, como se muestra en la imagen derecha de la figura 6-24. Si la superficie inferior es una gema de talla brillante cónica, debe dársele la forma cónica adecuada en función de la gema, que también puede afinarse en el metal fundido con un grosor suficiente. En la figura 6-25 se muestra la diferencia entre las superficies inferiores de las posiciones de engaste de las gemas cabujón y las gemas facetadas.
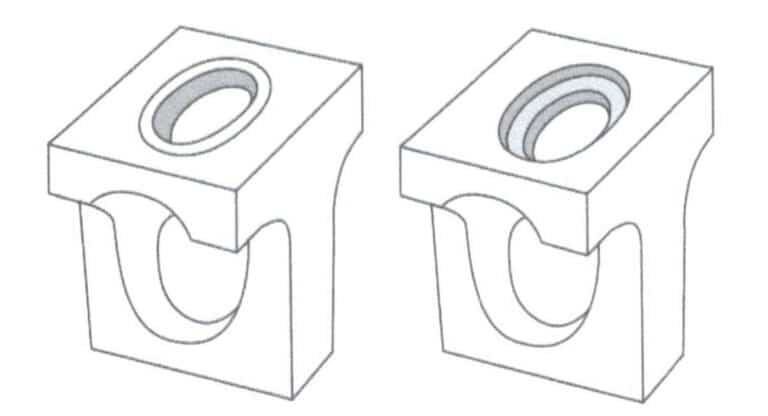
Figura 6-24 Tallado de la posición de ajuste
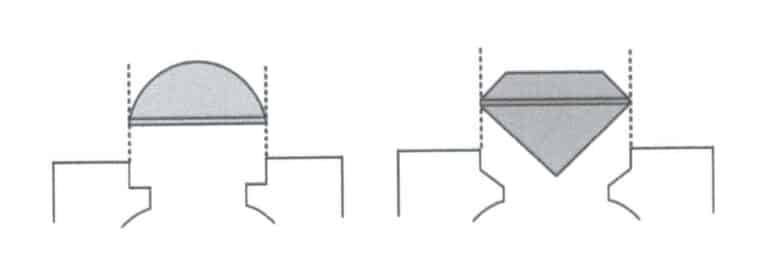
Figura 6-25 Diferencia entre las superficies inferiores de las posiciones de engaste de las gemas cabujón y las gemas facetadas
(4) En general Compleción de Wax Carving y Casting
Después de determinar la posición de engaste, esculpa el exceso de cera y coloque la gema en la posición de engaste del modelo de cera para comprobar si los bordes de la posición de engaste encajan bien con los bordes de la gema, como se muestra en la figura 6-26. Una vez confirmado el modelo de cera, fúndalo en metal. Una vez confirmado el modelo de cera, fúndalo en metal, y el metal fundido debe someterse a un proceso preliminar de acabado.
(5) Pruebaing el Montaje de ajuste y Cleaning el Se Posición
En primer lugar, coloque la gema en la posición de engaste de la pieza de metal fundido y vuelva a probar la posición de engaste para determinar si es adecuada. Debido a la tasa de contracción de la fundición, es probable que la posición de engaste sea demasiado pequeña; en este punto, es necesario utilizar herramientas o un cabezal de troquelado para ajustar la posición de engaste, prestando especial atención a la posición del borde inferior, eliminando el exceso de metal para garantizar que la piedra preciosa pueda colocarse plana en la posición de engaste, como se muestra en la figura 6-27.
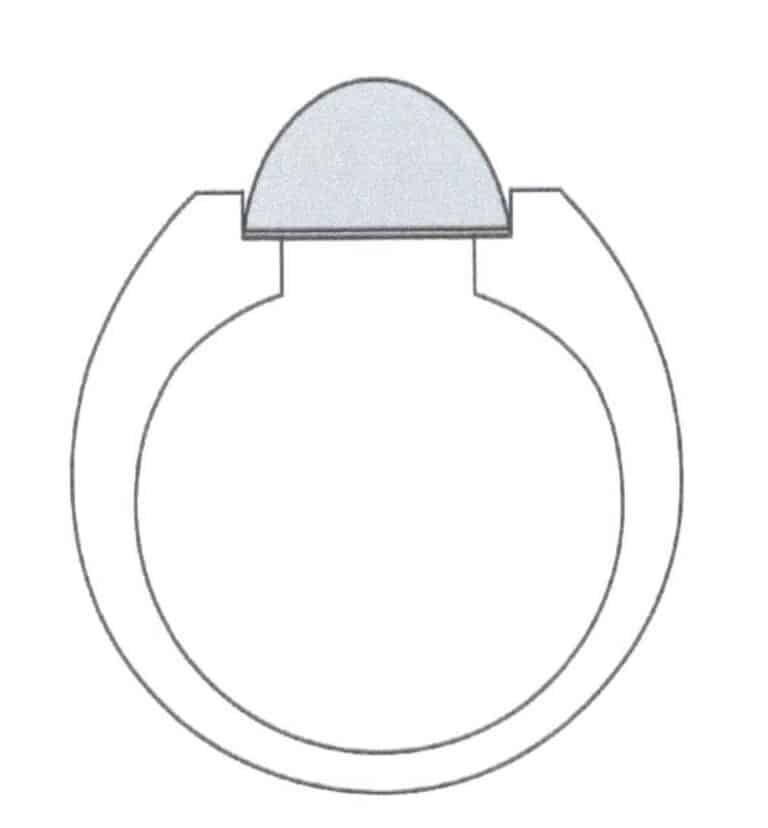
Figura 6-26 Corte transversal de la gema colocada en la posición de engaste del modelo de cera.
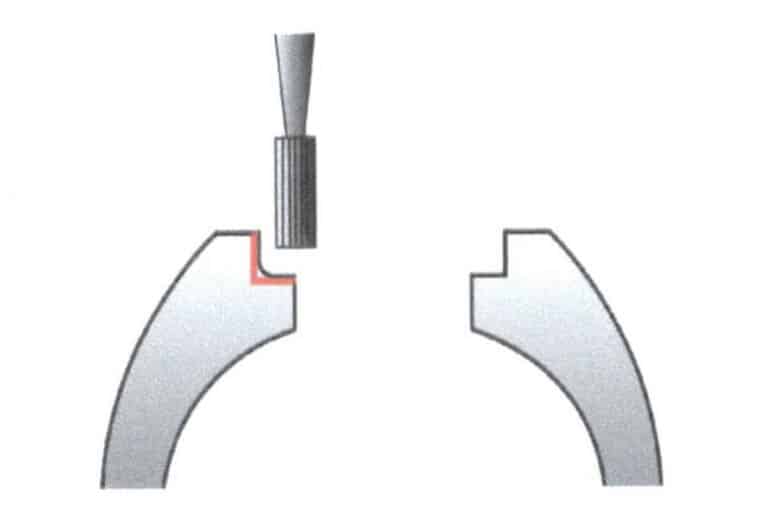
Figura 6-27 Limpieza de la posición de ajuste
(6) Creadoring a Groove en el Oútero Edge de la Stono Se Posición
Utilice una fresa esférica para rectificar una ranura en el metal en el borde exterior de la posición de engaste de la piedra, facilitando que el cincel presione el metal. La sección transversal de la posición de la ranura se muestra en la Figura 6-28, con el punto rojo indicando la posición de la ranura.
(7) Ajuste del Stono
En general, existen dos métodos para engastar piedras. Un método consiste en utilizar un cincel de punta plana, inclinando la superficie plana del cincel de punta plana en un ángulo paralelo a la superficie en arco de la piedra preciosa. Utilizando la fuerza de un martillo, el metal se fija inicialmente alrededor de la piedra preciosa desde cuatro direcciones y luego se presiona circularmente. Este método es similar al proceso de engaste en bisel, en el que la diferencia de ángulo entre el cincel de punta plana y la piedra preciosa no debe ser demasiado grande, lo que garantiza que el metal se ajuste estrechamente a la superficie de la piedra preciosa, como se muestra en la figura 6-29.
El otro método consiste en utilizar un cincel curvo, cuyo estilo se muestra en la figura 6-30. El método consiste en presionar el metal alrededor de la piedra preciosa desde un ángulo de unos 60 grados con respecto al plano horizontal hasta la vertical. El método consiste en presionar el metal alrededor de la gema desde un ángulo de unos 60 grados con respecto al plano horizontal hasta la vertical, similar al proceso de engarce de piedras en un engaste a ras, pero utilizando un martillo para golpear, como se muestra en la figura 6-31.
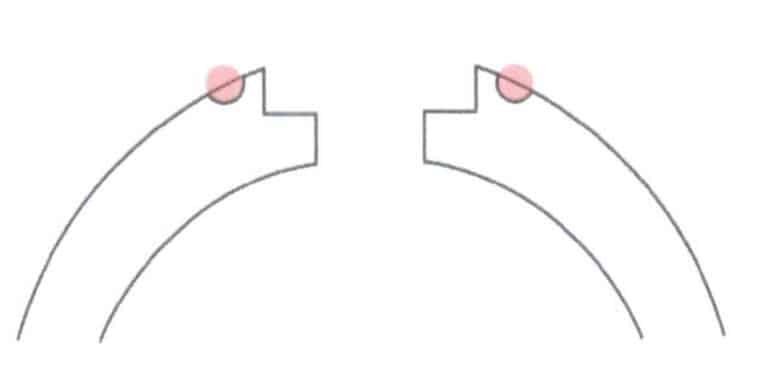
Figura 6-28 Sección transversal de la posición de la ranura
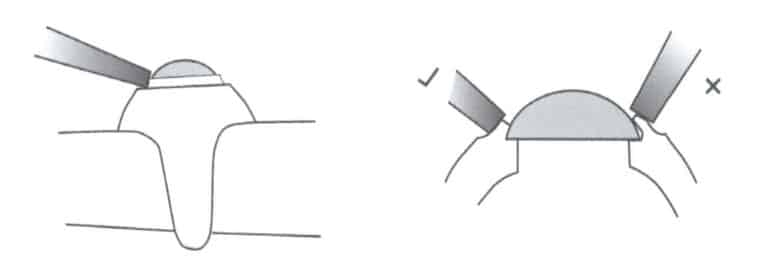
Figura 6-29 Ángulo del cincel de punta plana

Figura 6-30 Cincel curvo

Figura 6-31 Cincel prensador de metal
(8) Acabado y Completar el Ggitano Se
Después de fijar las piedras, pule el metal alrededor de las gemas para que quede liso. También puede utilizar un empujador para recortar los bordes del engaste. Por último, termine y complete la elaboración del engaste gitano, como se muestra en la figura 6-32.

4. La aplicación del engaste a ras y el engaste gitano en el diseño de joyas
Desde la perspectiva del desarrollo histórico de la artesanía joyera, el engaste gitano surgió durante una etapa en la que la talla de piedras preciosas aún no estaba plenamente desarrollada, adaptándose a diversas piedras cabujón y de forma irregular. Sólo con la aparición de las tallas redondas brillantes se desarrolló gradualmente la técnica del engaste a ras para piedras facetadas más pequeñas, especialmente las gemas redondas brillantes talladas a ras. Por ello, en la joyería antigua, vemos más el engaste gitano, como se muestra en la figura 6-33, que representa el método de engaste de dos rubíes de talla imperfecta en un anillo de 1450.
La técnica del engaste gitano ha experimentado ciertos cambios en la producción actual en comparación con los métodos tradicionales. Debido al alto consumo de materiales metálicos y al gran peso del engaste gitano auténtico, es más común conservar la sensación visual tosca del engaste gitano en el diseño, pero sustituirlo por métodos de engaste más fáciles de aplicar, como el engaste en bisel o en garra, o integrarlo con el engaste a ras, añadiendo riqueza de color y forma a las piedras preciosas del diseño. Tomemos como ejemplo algunas obras del artista joyero Alan Craxford, como se muestra en las Figuras 6-34 a 6-36, donde podemos ver el método de producción que mezcla el engaste gitano y el engaste al ras, que aplica la artesanía de forma más flexible a diferentes presentaciones de piedras preciosas.
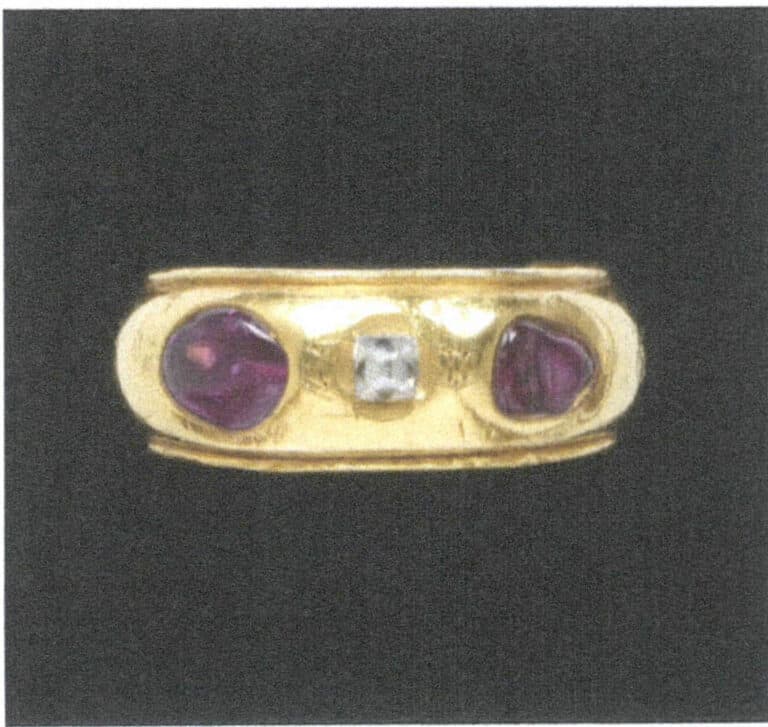
Figure 6-33 Diamond Ruby Ring (V&A Museum Collection)
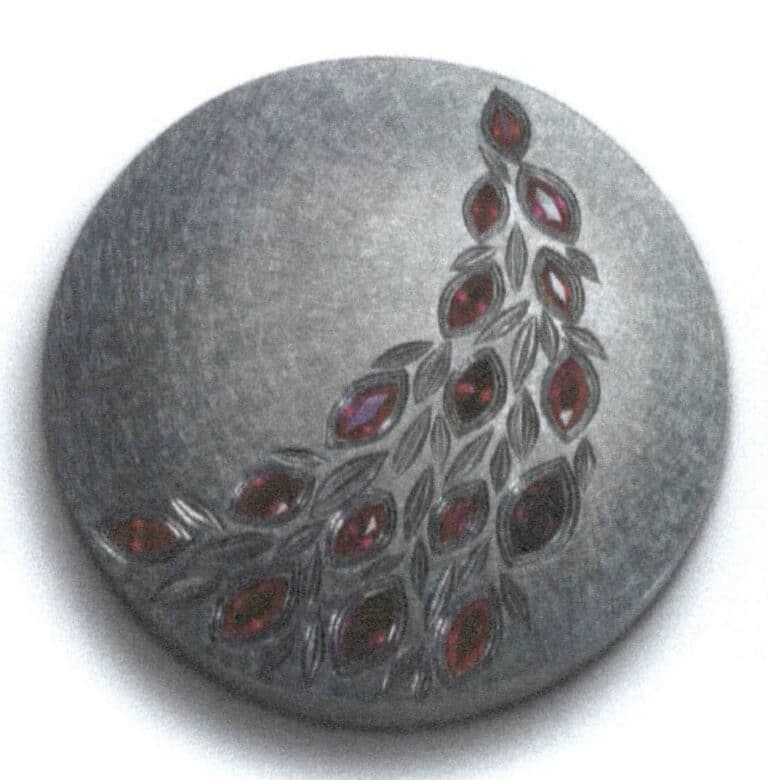
Figura 6-34 Obra de Alan Craxford (-)
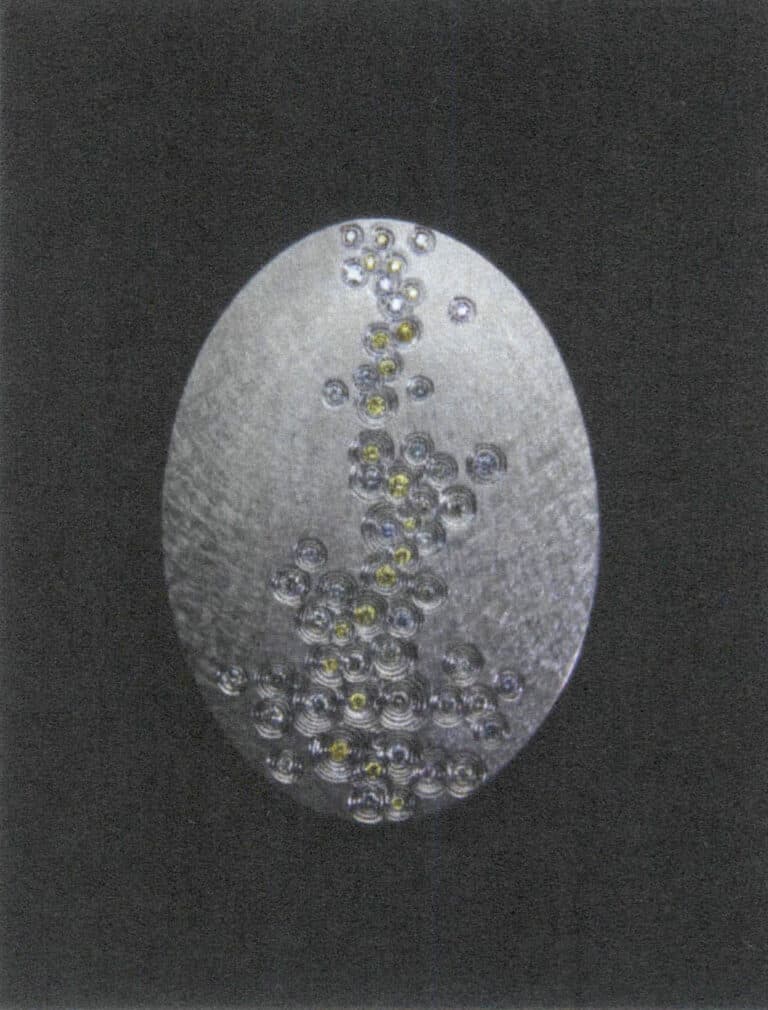
Figura 6-35 Obra de Alan Craxford (Dos)

Figura 6-36 Obra de Alan Craxford (Tres)
El estilo minimalista que presenta la técnica del engaste a ras se alinea bien con los gustos estéticos contemporáneos para la decoración, razón por la cual ha ganado cada vez más adeptos entre algunas marcas de joyería en las últimas décadas. Por ejemplo, la marca alemana de joyería NIESSING hereda el estilo de diseño minimalista de Alemania, integrando materiales artesanales innovadores con el diseño como característica principal. Bajo este ethos de marca, los diseños de NIESSING se esfuerzan por minimizar la decoración y las estructuras innecesarias, logrando un efecto visual en el que las piedras preciosas y los metales se funden a la perfección. Podemos sentir la aplicación flexible del engaste a ras en los diseños de las colecciones SOLARIS COLOR RINGS y SPHERES SOLARIS ARCHITECTURE de esta marca.
La aplicación del engaste enrasado puede verse a menudo en algunas marcas de joyería artística joven, como la colección "Dune" de la marca independiente de diseño de joyas Langmu, donde el tratamiento rústico de la superficie del metal, combinado con la técnica del engaste enrasado, hace que las gemas parezcan semienterradas bajo las dunas, persiguiendo una relación natural entre el metal y las gemas, como se muestra en las figuras 6-37 y 6-38. También podemos ver la aplicación del engaste a ras en algunos estilos minimalistas y sobrios comunes, donde sirve como punto culminante en el diseño elegante de toda la pieza de joyería, como se ilustra en las figuras 6-39 a 6-41.

Figura 6-37 Joyas de la marca Larmo (1)

Figura 6-38 Joyas de la marca Larmo (2)
Figura 6-39 Pulsera de engaste a ras

Figura 6-40 Anillo de ajuste enrasado
A partir de los casos de diseño anteriores, las características de diseño de la incrustación y el engaste gitano pueden resumirse en que se integran visualmente con el metal con una forma sencilla y cohesionada. Especialmente en el caso de la incrustación, el diseño no suele estar pensado para resaltar la gema en sí, sino más bien para realzar el diseño general, lo que permite añadir elementos una vez terminado el metal, lo que aporta aleatoriedad y flexibilidad. Por lo tanto, es un método de engaste que puede aplicarse con mayor libertad y flexibilidad en el diseño de joyas.
Sección II Ajuste de la tensión
La ambientación de tensión es un término utilizado para referirse a la ambientación de tensión y a las ambientaciones que tienen un efecto similar al de la ambientación de tensión. La puesta en tensión es una forma muy creativa de puesta en escena y es una especie de desafío extremo a la relación entre la puesta en escena; también es la más difícil de las muchas formas de puesta en escena, por lo que puede aportar una estética visual muy provocativa.
1. Visión general de los ajustes de tensión
En lo que respecta a los engarces de tensión, en China se entiende de forma algo diferente que en Europa y América. En muchos productos de joyería nacionales, cualquier método de engaste que sujete la faja de la gema por ambos lados con metal o que encierre parcialmente la faja de la gema puede denominarse engaste por tensión. A menudo, es necesario aclararlo con el engaste con garras, el engaste con bisel y otros métodos de engaste, sin que existan límites claros de categoría entre ellos. El término "engaste por tensión" utilizado en Europa y América se traduce más exactamente como "Zhang li Xiang", que utiliza la tensión del metal para aplicar una fuerza de compresión centrípeta a la faja de la gema desde dos direcciones para fijarla. Además de los dos puntos de tensión, otras estructuras de soporte o bases derivadas de este método se denominan engastes de semitensión.
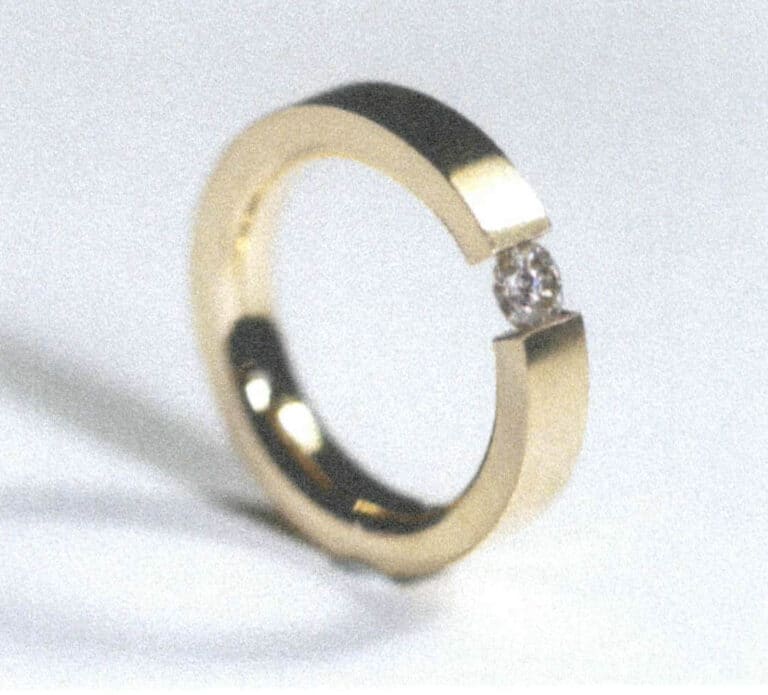
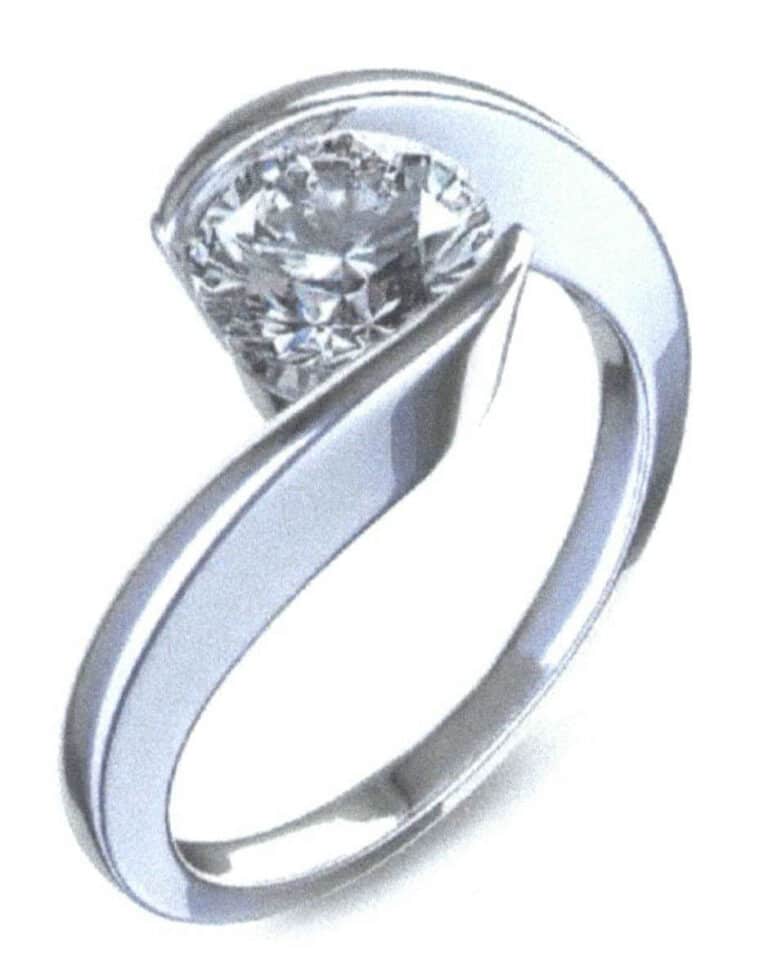
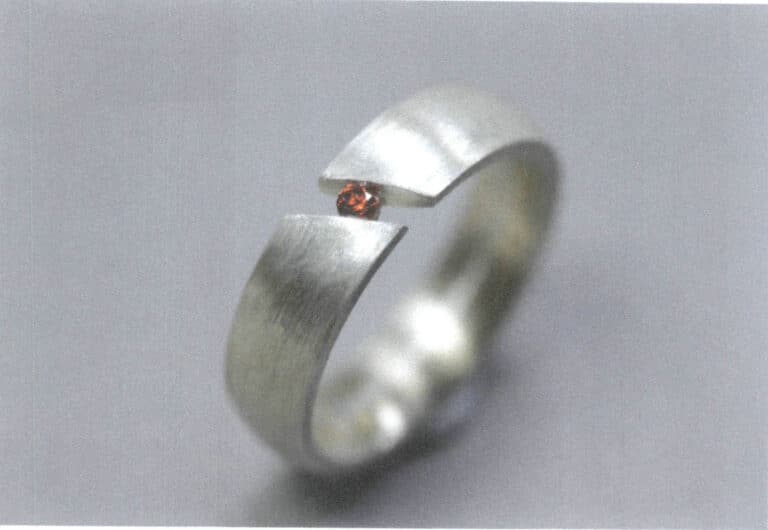
El engaste por tensión es un tipo de engaste más difícil. Este método tiene una corta historia de uso y se ha desarrollado gradualmente bajo la promoción de dos marcas, NIESSING de Alemania y STEVEN KRETCHMER de Estados Unidos. La razón por la que estas marcas han podido dominar bien la tecnología de los ajustes de tensión se debe a ciertos logros en la investigación y el desarrollo de la correspondiente tecnología de aleaciones de alta dureza. Los principiantes no pueden aprender los detalles técnicos en este campo. Sin embargo, pueden comprender los principios y procesos de producción de los ajustes de tensión y practicar de forma más práctica con piezas individuales o pequeños lotes. En el caso de la producción, partiremos de su estilo más típico, con la esperanza de ayudar a los principiantes a comprender las dificultades y los puntos clave de los ajustes de tensión. En la figura 7-1 se muestra el anillo de ajuste de tensión.
2. El método de producción de los ajustes de tensión
La demostración de los pasos de producción de los ajustes de tensión se dividirá en la introducción del ajuste de tensión, el ajuste de semitensión y el ajuste de tensión en forma de rejilla. Aunque la tensión media y la tensión en forma de rejilla no son tensiones típicas, como se ha mencionado anteriormente, se derivan de los principios de la tensión. Sin embargo, el ajuste de semitensión está influido por la tensión, y el ajuste de tensión en forma de rejilla está estrechamente relacionado con el ajuste de semitensión en la estructura. Por lo tanto, estos tres tipos de engarces se clasifican como engarces de tensión. A continuación, se presentarán por separado los principios y métodos de producción de estos tres métodos.
2.1 Ajuste de la tensión
El engaste por tensión es un método de engarce de piedras preciosas que se basa únicamente en dos puntos de tensión en el metal para mantener la piedra en su sitio. La preparación de los materiales para el engaste por tensión en la producción en serie y en la producción de una sola pieza es completamente distinta. La diferencia radica en que para la producción en serie, el metal se fabrica a partir de aleaciones con una relación de dureza y tensión adecuadas, que luego se cortan en placas de metal para su uso. Esto es especialmente habitual en la aplicación de anillos. Sin embargo, para la producción de piezas únicas y lotes pequeños puede utilizarse un método de forja y endurecimiento de perfiles individuales. En este caso se muestra el método de fabricación de ajustes de tensión mediante forja y endurecimiento del metal. El anillo de ajuste de tensión se muestra en la figura 7-2.
Pasos fo Making Tension Se
(1) Choosing a Gemstone
El engaste por tensión requiere una gran dureza de las piedras preciosas. Debido a la gran presión que se ejerce sobre la gema, sólo las piedras duras, como diamantes, rubíes y zafiros, son adecuadas. Además, si la gema tiene grietas, es probable que tenga problemas durante el proceso de engaste. En este caso de demostración se utiliza un circón natural, que también tiene una gran dureza. También es importante prestar atención al tamaño de la piedra preciosa, asegurándose de que su altura sea inferior al grosor del metal, lo que significa que no puede quedar expuesta en la parte inferior. Por lo general, el grosor de un anillo de engaste por tensión es de unos 3 mm, por lo que el grosor de la piedra preciosa debe ser inferior a 3 mm. En este caso se utiliza una piedra de plomo ovalada de 4 mm × 3 mm, como se muestra en la figura 7-3.
(2) Preparación de metales
Los metales elegidos para el engarce de tensión suelen ser aleaciones de oro, platino o hierro, que pueden garantizar una gran dureza y durabilidad, por lo que es menos probable que se aflojen. Si se utilizan métodos de fundición, puede aprovecharse la dureza del oro de 18 y 14 quilates para crear ajustes de tensión, al tiempo que se garantiza el grosor del metal. Además, los materiales metálicos ya preparados pueden endurecerse para la producción de lotes únicos o pequeños. En este caso práctico, se utiliza latón con un proceso de endurecimiento, soldando primero un anillo metálico cerrado a partir de alambre de latón de aproximadamente 3,5 mm, como se muestra en la figura 7-4.

Figura 7-3 Preparación de piedras preciosas (circón)

Figura 7-4 Preparación de metales (latón)
(3) Hardening Metales
La dificultad del engaste por tensión en la producción estriba más bien en controlar la dureza y la elasticidad de los materiales metálicos, utilizando así la tensión adecuada del metal para engarzar las piedras preciosas. Sin una tecnología especial de relación de metales, cuanto menor sea la pureza de la relación de metales, mayor será la dureza debido al endurecimiento del metal, por lo que el oro puro y la plata pura no pueden utilizarse para la producción. Además, al considerar la dureza en la proporción, también hay que tener en cuenta la elasticidad del metal; si la dureza del metal es demasiado alta y pierde elasticidad, también es perjudicial para la producción. El endurecimiento del metal, tras su posterior procesamiento, bajo la aplicación de fuerzas externas como el martilleo y el prensado, aumentará la dureza del metal manteniendo cierto grado de elasticidad.
Es importante tener en cuenta que el metal utilizado para el tensado debe tener un cierto grosor en cuanto al tamaño del material y el estilo aplicado; aunque el metal fino y delgado se endurezca, no podrá alcanzar la resistencia necesaria para el tensado. Si el metal es lo suficientemente grueso, puede conservar su atractivo estético. Por tanto, un diámetro de 3 mm es más adecuado para una banda de anillo. El engaste por tensión es más aplicable a los anillos porque la pequeña circunferencia del anillo puede crear la elasticidad necesaria para presionar la gema con la dureza adecuada, y además tiene un mayor impacto visual.
En metalurgia, los principales métodos para endurecer el metal son la forja y la extrusión. Ambos hacen más densa la estructura interna del metal, endureciéndolo. En este caso se utiliza el método de forja. Durante el proceso de forja, el metal se extenderá y el grosor total se hará ligeramente más fino, pasando de alambre redondo a alambre cuadrado. Por lo tanto, el volumen del anillo de metal preparado debe ser 20% más grueso que el anillo que se está fabricando en una cantidad global para tener en cuenta la deformación y la pérdida de pulido durante la forja. El método de forja utiliza un martillo de orfebre para golpear uniformemente y garantizar que la estructura metálica sea densa y uniforme, como se muestra en la figura 7-5.

(4) Presentación del anillo
Lime bien el anillo de metal forjado; aquí se producirá alguna pérdida de metal, como se muestra en la Figura 7-6 y en la Figura 7-7.

Figura 7-6 Limado del anillo (1)

Figura 7-7 Limado del anillo (2)
(5) Aserrado fuera el Opening
Sierre la abertura en el anillo para engarzar la gema, como se muestra en la figura 7-8. Las dos superficies opuestas deben limarse. Las dos superficies opuestas deben limarse de forma plana, y la anchura de la abertura debe ser 0,6~1 mm menor que el diámetro de la gema. La profundidad de las ranuras en ambos lados es de 0,3~0,5 mm. En este caso, el diámetro de la gema ovalada es de 4 mm, y la profundidad de la gema que encaja en las ranuras de ambos lados es de aproximadamente 0,3 mm cada una. Por lo tanto, la anchura de la muesca debe ser de aproximadamente 3,4 mm. Al serrar la abertura, tenga en cuenta el desgaste producido por el pulido.
(6) Fijarn el Metal
Fije el anillo al fijador de anillos, como muestra la figura 7-9.

Figura 7-8 Serrar la abertura
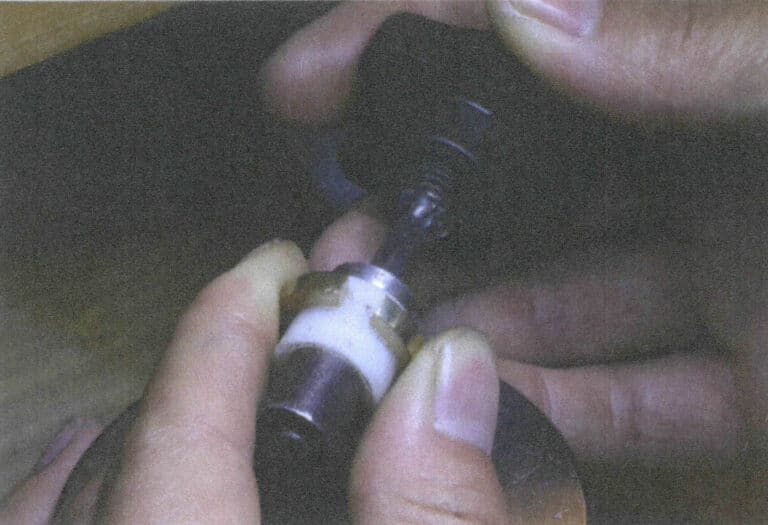
Figura 7-9 Fijación del metal
(7) Marcado el Posición de la ranura
Marque la posición acanalada con un compás de acuerdo con la altura de la faja de la piedra fija, asegurando la simetría en ambos lados, como se muestra en la figura 7-10.
(8) Ranurado
Utilice una fresa de disco para ranurar las dos superficies paralelas en la abertura, asegurándose de que las posiciones de las ranuras opuestas sean simétricas, con una profundidad de ranura de aproximadamente 0,3 mm en ambos lados, como se muestra en las figuras 7-11 y 7-12.
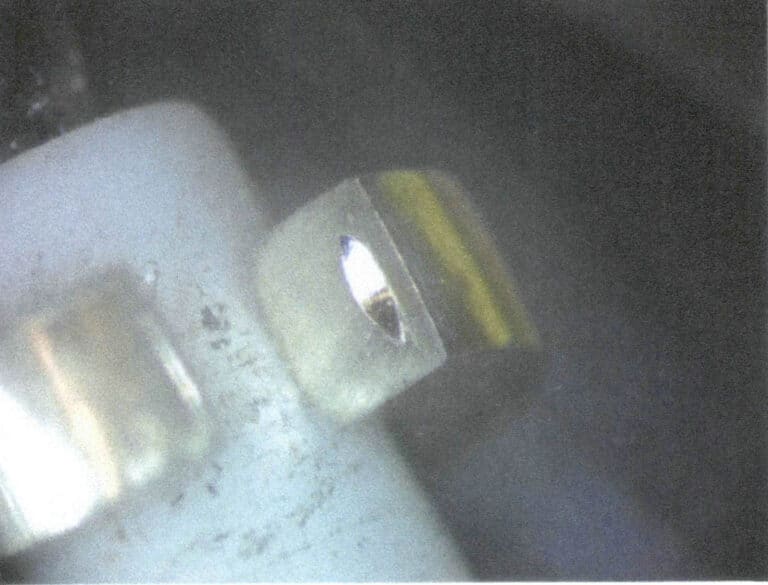
Figura 7-11 Ranurado
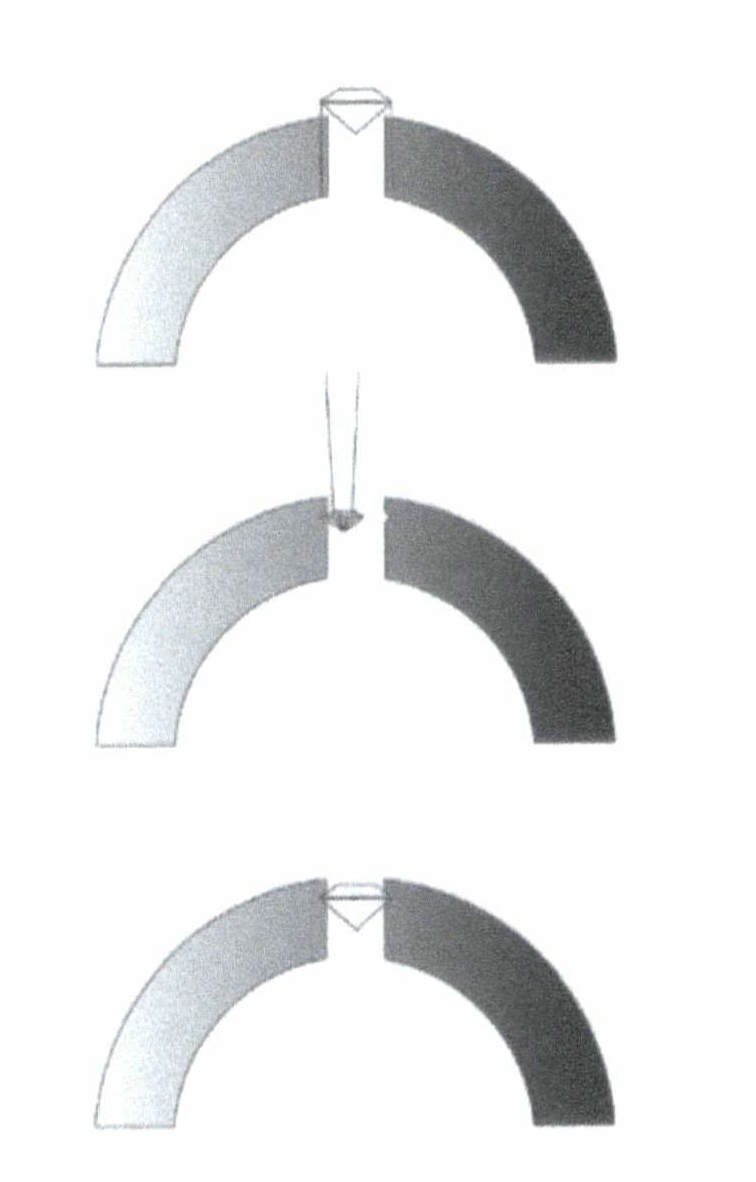
Figura 7-12 Esquema del ranurado
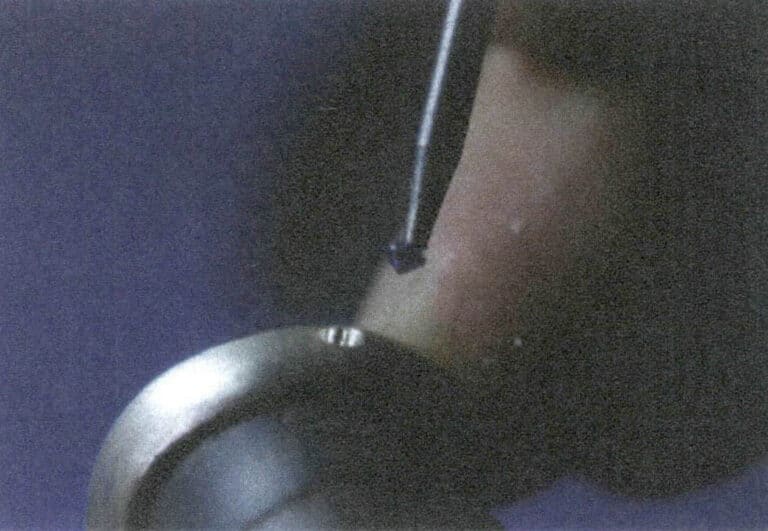
(9) Engaste de la gema
En primer lugar, introduzca un lado de la faja de la gema en la ranura. A continuación, abra ligeramente la faja del anillo utilizando el soporte del engastador o expansor de anillos. Una vez que el otro extremo de la piedra preciosa se deslice en la ranura, afloje el soporte para sujetarla firmemente, como se muestra en las figuras 7-13 y 7-14.
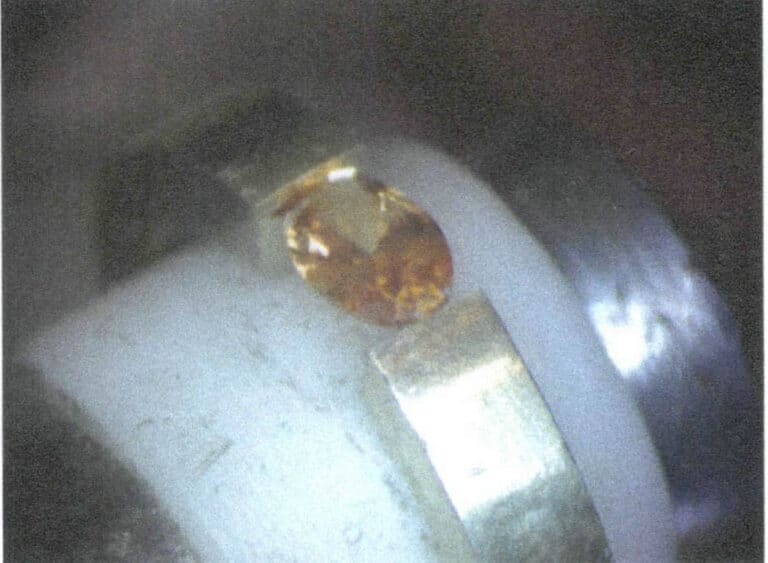
Figura 7-13 Piedra preciosa sujeta en la ranura por un lado

Figura 7-14 Piedra preciosa sujeta en la ranura por ambos lados
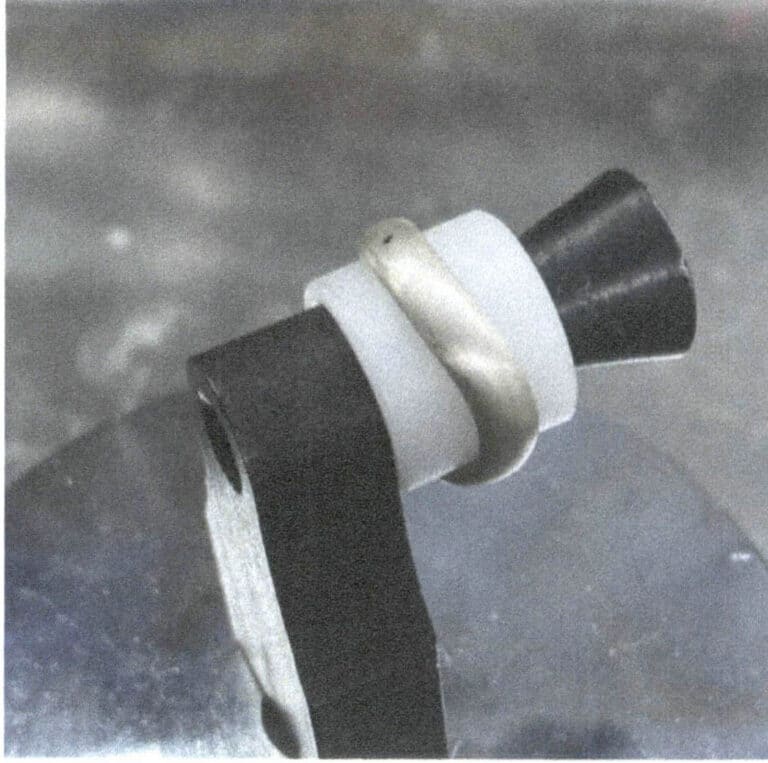
(10) Completing el Ajuste de la tensión
El ajuste de tensión completado se muestra en la Figura 7-15.

2.2 Ajuste de la semitensión
El engaste con semi-tensión se refiere a un método de engaste con estructuras de soporte adicionales, como una base, puntas metálicas o medias monturas fuera de los dos puntos de tensión. Su principio es similar al del engaste con puntas. El engaste con semi-tensión imita el engaste con tensión, consiguiendo un efecto estético similar, pero sin la dificultad de producción y los riesgos asociados a la posventa del engaste con tensión. Por eso, cada vez son más las marcas que prefieren el engaste semitensado para crear estilos similares. En la figura 7-16 se muestra un anillo con engaste semitensionado.
Copywrite @ Sobling.Jewelry - Fabricante de joyería personalizada, fábrica de joyería OEM y ODM
Pasos para realizar el ajuste de semitensión
(1) Material Preparación
En este caso, la gema es una piedra hueca facetada de 2 mm de diámetro, y la anchura del bisel es de 1,7 mm, que es el diámetro de la gema menos 0,3 mm. El estilo del anillo es similar a los engarces de tensión desde una vista superior, pero hay una base de apoyo bajo la piedra preciosa que se conecta en la abertura, lo que hace que el anillo sea un bucle cerrado. Otra característica especial es que se reservan dos zonas elevadas por encima de ambos extremos del bisel metálico. Esto refleja una diferencia significativa entre este método de engaste y los engarces de tensión que utilizan tensión para sujetar la piedra preciosa. La piedra preciosa no es presionada hacia dentro por las fuerzas de ambos lados, sino por la presión descendente de las zonas elevadas, que crean una presión de contrapeso contra la base de apoyo para sujetar la piedra preciosa. Las zonas elevadas están diseñadas para evitar que el metal se adelgace debido a la presión hacia abajo. La preparación del material se muestra en la figura 7-17.
(2) Ranurado
Al igual que los engastes de tensión, los engastes de semitensión también requieren marcar primero las posiciones en la faja de la gema y, a continuación, utilizar una fresa de disco fina para crear una ranura de aproximadamente 0,15 mm de profundidad en las posiciones marcadas a ambos lados, como se muestra en la figura 7-18. Como la gema es relativamente pequeña y tiene una base de apoyo en este engaste, la ranura es menos profunda que la de los engarces de tensión.
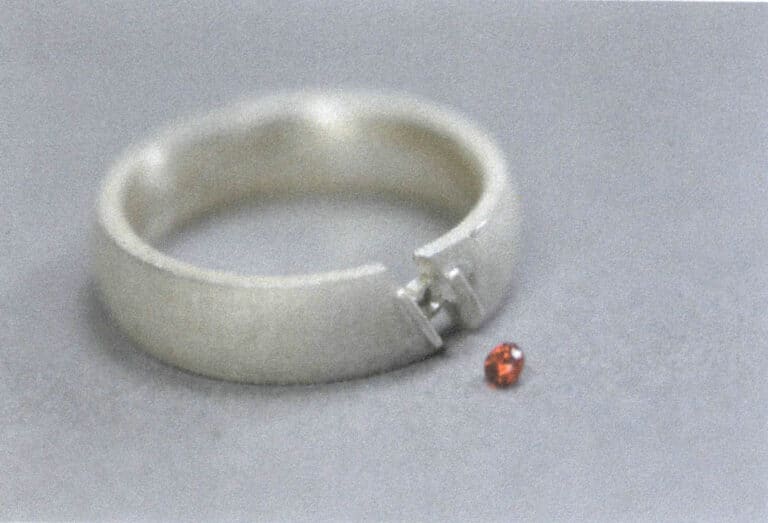
Figura 7-17 Preparación del material

Figura 7-18 Ranurado
(3) Colocación del Piedra
En primer lugar, inserte un lado de la faja de la gema en la ranura y, a continuación, presione suavemente para introducir el otro lado en la ranura. Este proceso de presión no requiere fuerza. Si un lado se inserta en la ranura sin espacio suficiente o el otro lado entra con dificultad, puede ser necesario seguir ajustando la profundidad de la ranura. La piedra inferior se muestra en la figura 7-19.
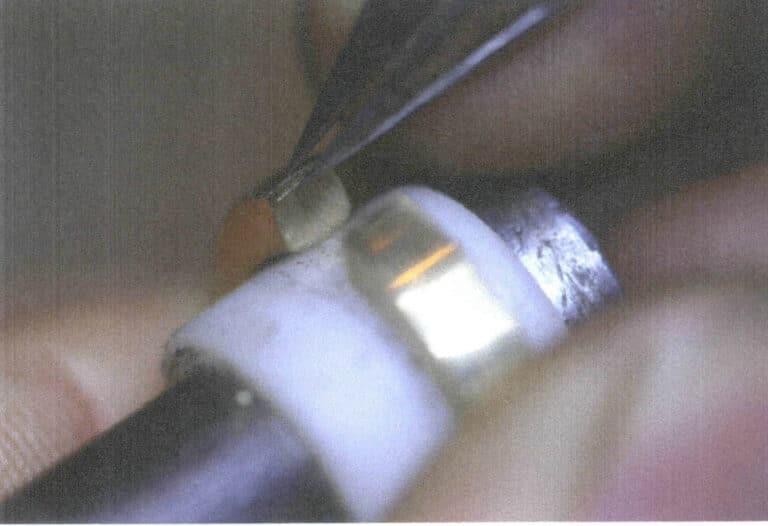
(4) Ajuste del Piedra
En este momento, la gema es inestable después de colocarla en la ranura; si hay vibraciones, es muy probable que se caiga. Por ello, se puede cubrir la gema con lodo oleoso, que le proporcionará estabilidad temporal. A continuación, se debe utilizar un cincel de cabeza plana con un martillo para presionar el metal levantado a ambos lados de la gema, como se muestra en la figura 7-20. Una vez que la gema está estable, se puede retirar el lodo oleoso. Después de varios golpes repetidos hacia abajo, la ranura y la gema encajarán lo suficiente a través de los golpes, formando una fuerza de compresión estable en la faja, completando así la incrustación, como se muestra en la figura 7-21.
(5) Acabado - Borde Recorte
Una vez que la gema está bien engarzada, como el metal de ambos lados del bisel no es plano contra la superficie de corte de la gema, debe utilizarse un buril para recortar la sección transversal del metal a ambos lados de la posición de engarce de la piedra, como se muestra en la figura 7-22.
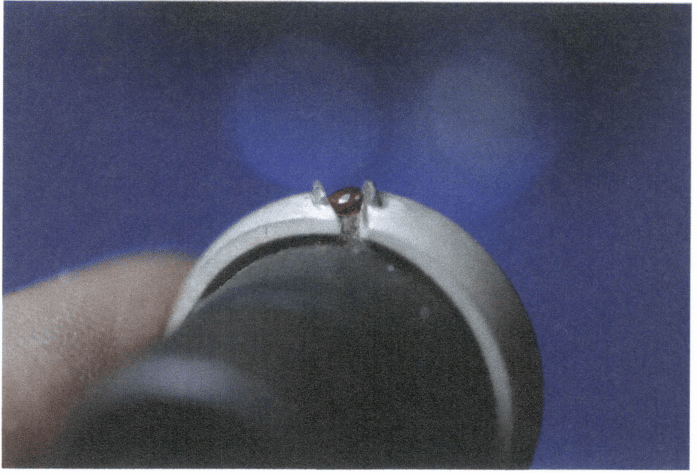
Figura 7-19 Colocación de la piedra
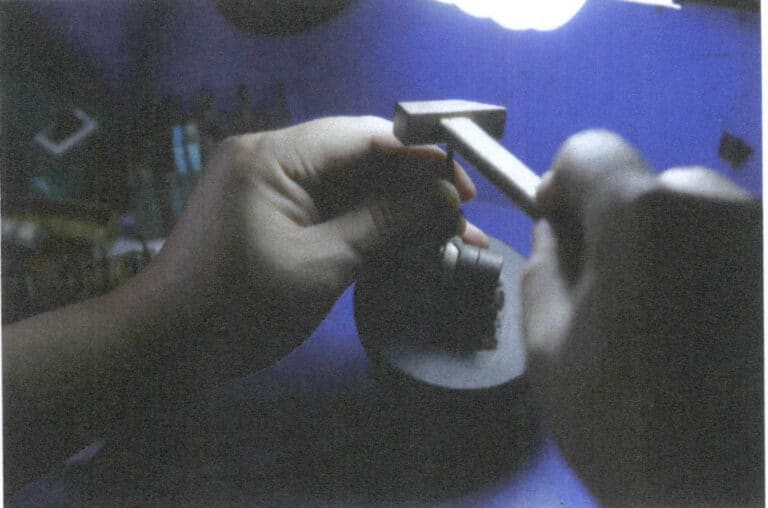
Figura 7-20 Colocación de la piedra (1)
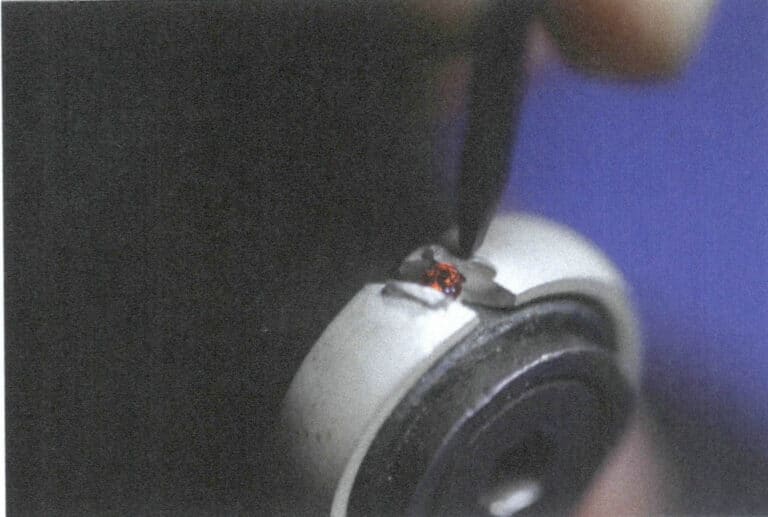
Figura 7-21 Colocación de la piedra (2)
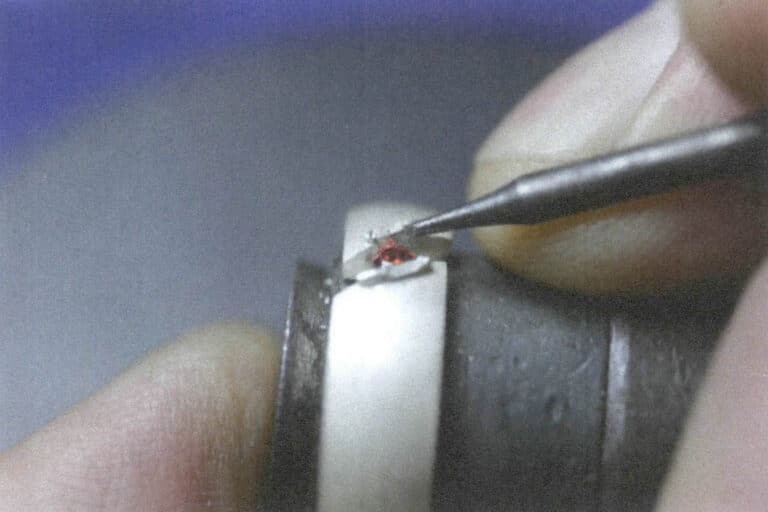
Figura 7-22 Recorte del borde
(6) Acabado - Pulido
Utilice una lima para eliminar el exceso de metal de la zona de extrusión y, a continuación, alíselo con rodillos de lija y ruedas de pulido, como se muestra en las figuras 7-23 y 7-24.

Figura 7-23 Acabado(1)

Figura 7-24 Acabado(2)
(7) Completar el Semi-Tensión Setting Ring
En la figura 7-25 se muestra el anillo de ajuste de semitensión completado.
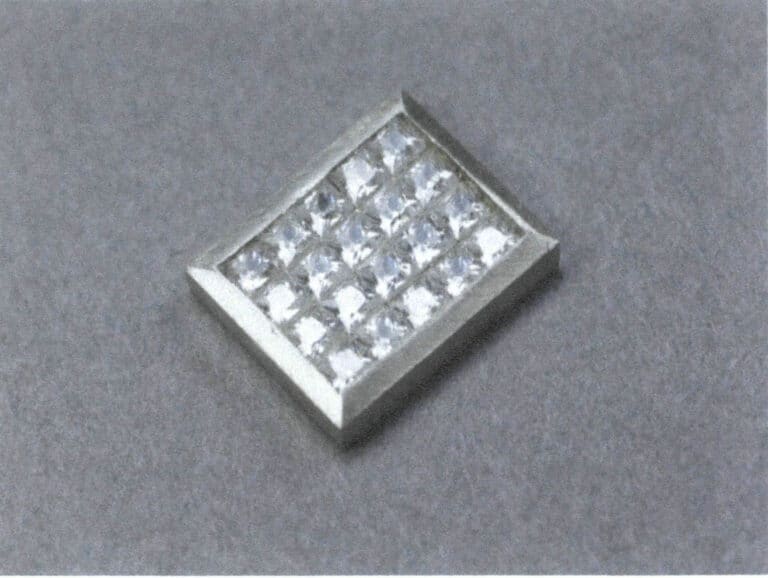
2.3 Ajuste de la tensión en forma de cuadrícula
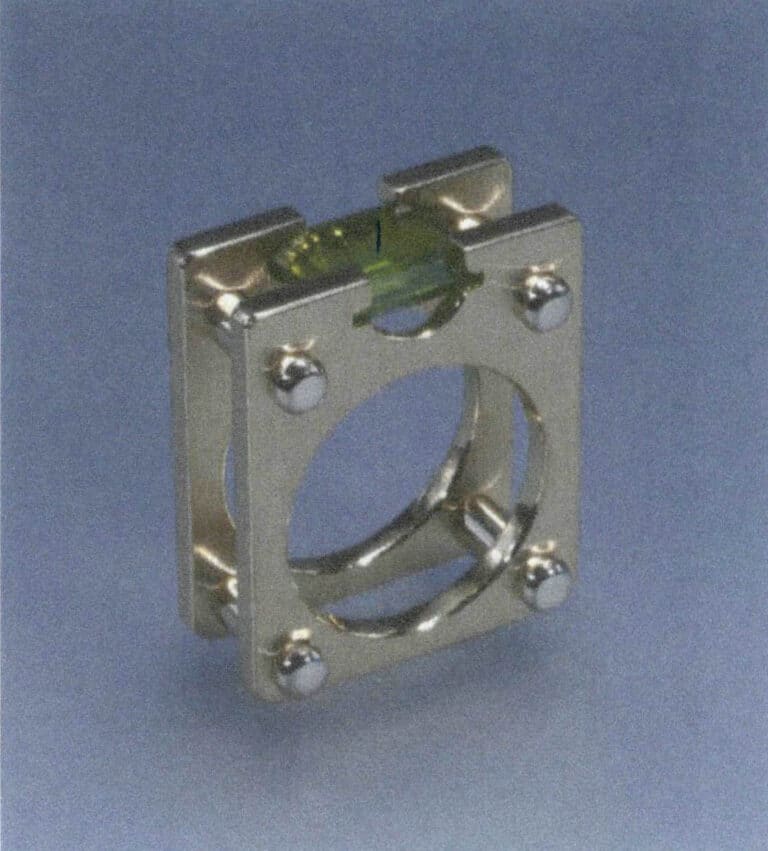
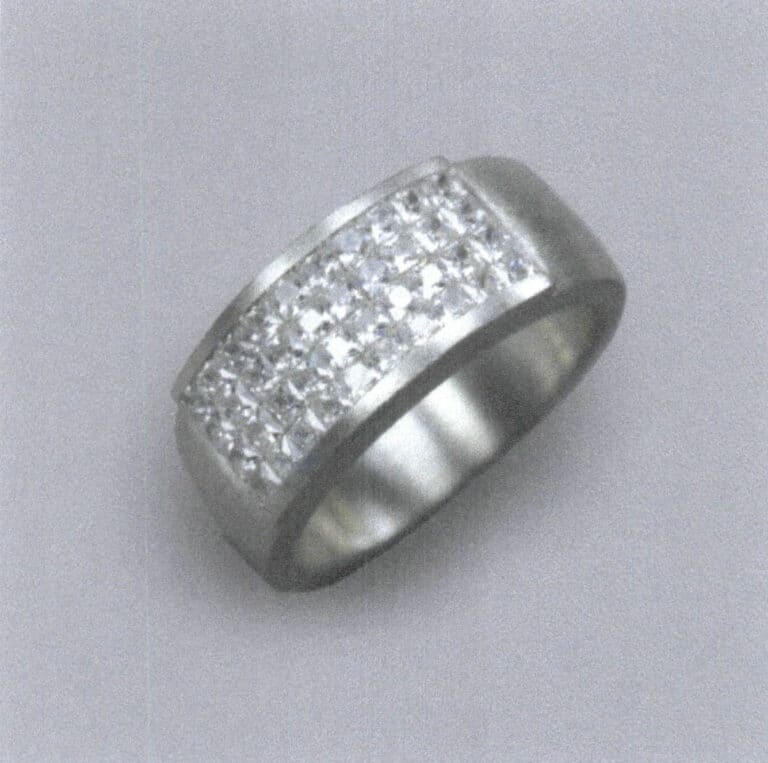
El engaste en tensión en forma de rejilla representa un patrón de incrustación fijo, en el que cuatro gemas de talla princesa están dispuestas en forma de rejilla para formar un cuadrado mayor. En el cuadrado formado por las cuatro gemas, sólo el borde exterior tiene bordes metálicos prensados, mientras que el lado interior no muestra ningún metal, creando la ilusión visual de una gran gema cuadrada facetada. El efecto visual de las cuatro gemas dispuestas en cuadrícula tiene similitudes con el engaste invisible. Sin embargo, desde el punto de vista de los principios de producción, las gemas no tienen las ranuras típicas del engaste invisible. La estructura metálica de cada gema requiere una base de apoyo y dos fajas adyacentes que son presionadas por los bordes metálicos del engaste invisible, lo que hace que esta estructura se parezca más al engaste por semitensión. Por lo tanto, basándose en las características de la estructura, se clasifica en la categoría de engaste bajo tensión. En la figura 7-26 se muestra el anillo de tensado en forma de rejilla.

Pasos para Making Ajuste de tensión en forma de cuadrícula
(1) Material Preparación
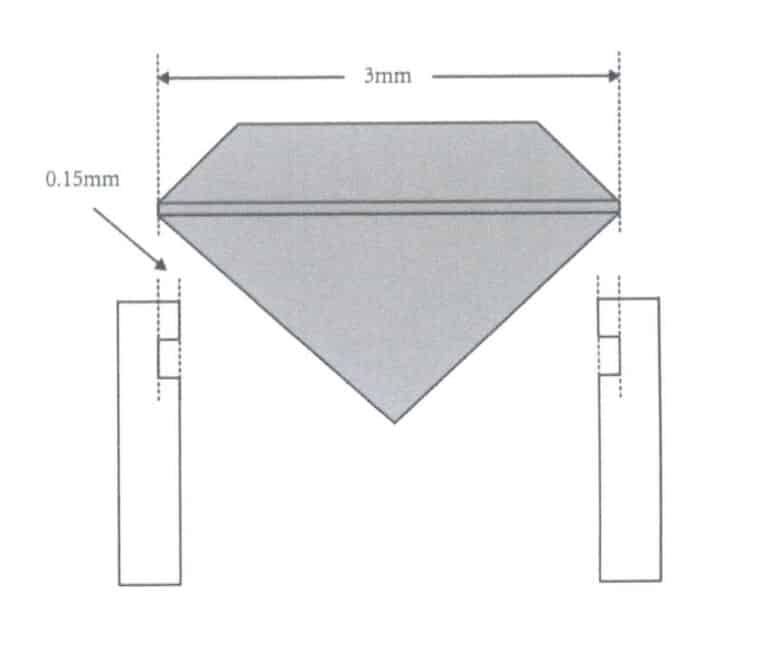
En este caso, las gemas son cuatro gemas cuadradas de talla brillante con una longitud lateral de 2 mm, y el metal tiene forma de caja cuadrada, siendo la parte inferior del metal una posición de engaste cónica donde se encastran las cuatro gemas, como se muestra en la figura 7-27. En el modelado se reservaron ranuras para el engaste de las piedras preciosas, por lo que resulta conveniente para el posterior ranurado con una fresa de rueda.
(2) Ranurado
Se utiliza una fresa de rueda para ranurar alrededor de la parte superior de la posición de la piedra y, a continuación, una pequeña fresa ondulada para crear ranuras en las cuatro esquinas, como se muestra en la Figura 7-28.
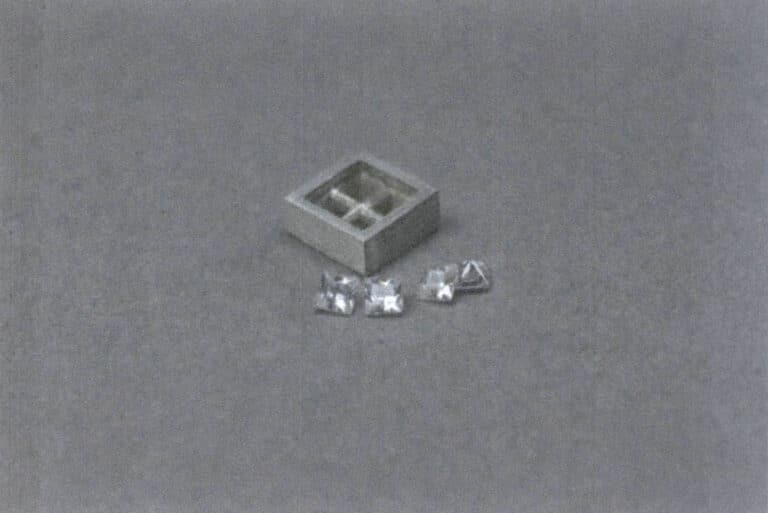
Figura 7-27 Preparación del material

Figura 7-28 Ranurado
(3) Ranuras de recorte
Después de abrir las ranuras con una fresa de rueda, es necesario utilizar un buril para recortar las ranuras, como se muestra en la figura 7-29. Las ranuras deben ser planas para que las cuatro piedras preciosas puedan colocarse uniformemente sobre la piedra de abajo.
(4) Colocación de las piedras
Coloque las cuatro piedras en la posición de engaste en secuencia; cada piedra tiene sólo dos lados pegados en la ranura, los otros dos lados están sostenidos por el metal debajo de la faja de la piedra, y las fajas de las piedras vecinas no encajan perfectamente. Aún así, hay un hueco de unos 0,15 mm, como se muestra en la figura 7-30.

Figura 7-29 Recorte de ranuras

Figura 7-30 Colocación de las piedras
(5) Sa Piedra
Se utiliza un cincel de cabeza plana con la ayuda de un martillo para sujetar la piedra en un punto y luego golpear la parte superior del borde metálico de forma circular, haciendo que el metal de la ranura apriete la piedra y se ajuste perfectamente a ella, lo que constituye el mismo principio que el engaste por semitensión. Los cambios en las ranuras antes y después del engaste se muestran en la figura 7-31.
(6) Acabado y Completar el Ajuste de tensión en forma de cuadrícula
Después de colocar la piedra, utilice herramientas como limas, rollos de papel de lija y ruedas de pulir para terminar y completar el ajuste de tensión en forma de cuadrícula, como se muestra en la Figura 7-32.
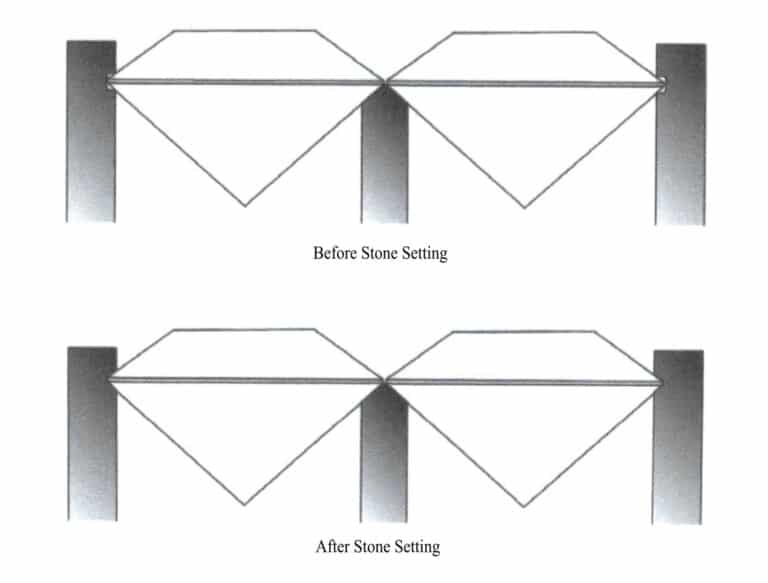
Figura 7-31 Cambios en las ranuras antes y después de colocar la piedra
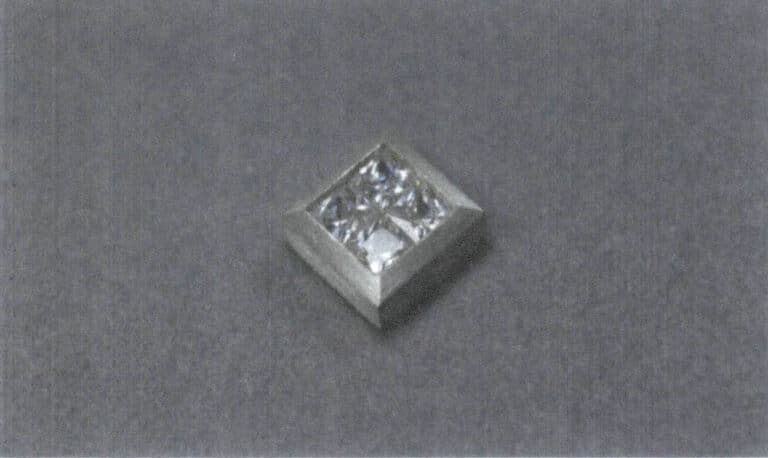
Figura 7-32 Cómo completar el ajuste de tensión en forma de cuadrícula
3. La aplicación de los ajustes de tensión en el diseño de joyas
En cuanto al uso de engastes tensados en joyería, la dificultad de crear engastes tensados es bien conocida, y su belleza procede de la artesanía que supera la "zona de confort" de los engastes tradicionales. Este ingenioso uso de principios mecánicos en el engaste es un invento moderno, y su creador es un antiguo profesional aeroespacial, Friedrich Becker. La figura 7-33 muestra el broche de engaste por tensión que diseñó. Sin embargo, el predecesor del engaste por tensión, que llamamos engaste por semitensión o engaste en bisel, se ha utilizado comúnmente en la historia de la joyería, como en el broche de principios del siglo XVII fabricado en Praga, que se muestra en la figura 7-34, en el que los rubíes y diamantes circundantes están sujetos por metal en ambos lados, pero debido a la apretada disposición, es difícil que el metal se deforme, y las piedras preciosas son relativamente estables. En el colgante de 1560 de la figura 7-35, el engaste de diamantes en cruz es similar al engaste de tensión en forma de rejilla. Hay muchas similitudes entre ellos, y la estructura metálica de su base también debe proporcionar un soporte similar a las piedras preciosas. Este tipo de engaste se ve a menudo en los engarces de empalme de letras de la joyería antigua europea.


Figure 7-34 Brooch (V&A Museum Collection)

Figure 7-35 Diamond pendant (V&A Museum Collection)
La marca alemana NIESSING se fundó en 1873. Influenciada por la época y el trasfondo nacional durante su desarrollo, NIESSING simplifica la filosofía de diseño de la Bauhaus, abordando la artesanía con una actitud de inspiración y herencia. El temperamento único de NIESSING es una exploración más profunda de la belleza de los materiales y la artesanía, presentando la creatividad con calma y profundizando continuamente en este temperamento de marca.
STEVEN KRETCHMER fue fundada en 1991 en Los Ángeles (EE.UU.) por Steven Kretchmer, su esposa y su hija. Aunque la escala es pequeña, la marca posee patentes para el tratamiento de oro de 18 quilates y platino utilizado específicamente para los engarces de tensión. Su dureza y tensión superiores permiten lucir mejor el encanto de los engarces de tensión. Las aleaciones de metales preciosos de STEVEN KRETCHMER también son más duraderas que las aleaciones de joyería estándar, por lo que mantienen su brillo durante más tiempo. Es precisamente gracias al dominio maduro de la tecnología de engaste por tensión y a la amplia gama de técnicas de metal que STEVEN KRETCHMER puede aplicar con flexibilidad y transformar los efectos de los engarces por tensión en joyería, a menudo combinándolos con otros métodos de engarce como el engaste pavé y el engaste enrasado, y también integrándolos con tratamientos de metal como el oro veteado en madera, lo que da como resultado una artesanía exquisita y diseños que a menudo sorprenden.
Sólo unas pocas marcas se atreven a intentar este ajuste de la tensión. Si no se consigue un control estricto de los materiales y la artesanía, hay muchas posibilidades de que surjan problemas posventa. Esto nos lleva de nuevo a la marca de joyería alemana NIESSING y al estudio de joyería estadounidense STEVEN KRETCHMER, que son los pioneros más representativos en engaste con tensión. NIESSING y STEVEN KRETCHMER tienen la artesanía del metal y las patentes de materiales como soporte fundacional de los engarces bajo tensión, pero el temperamento que exhiben estas dos marcas es distintivamente único.
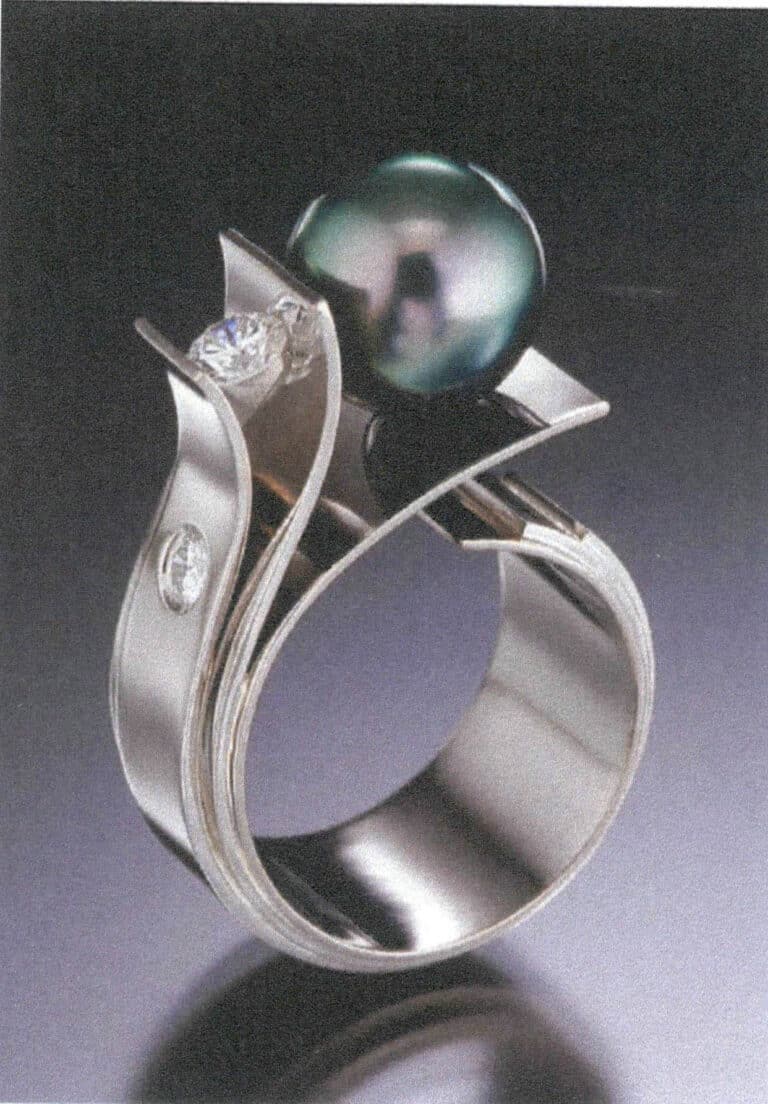
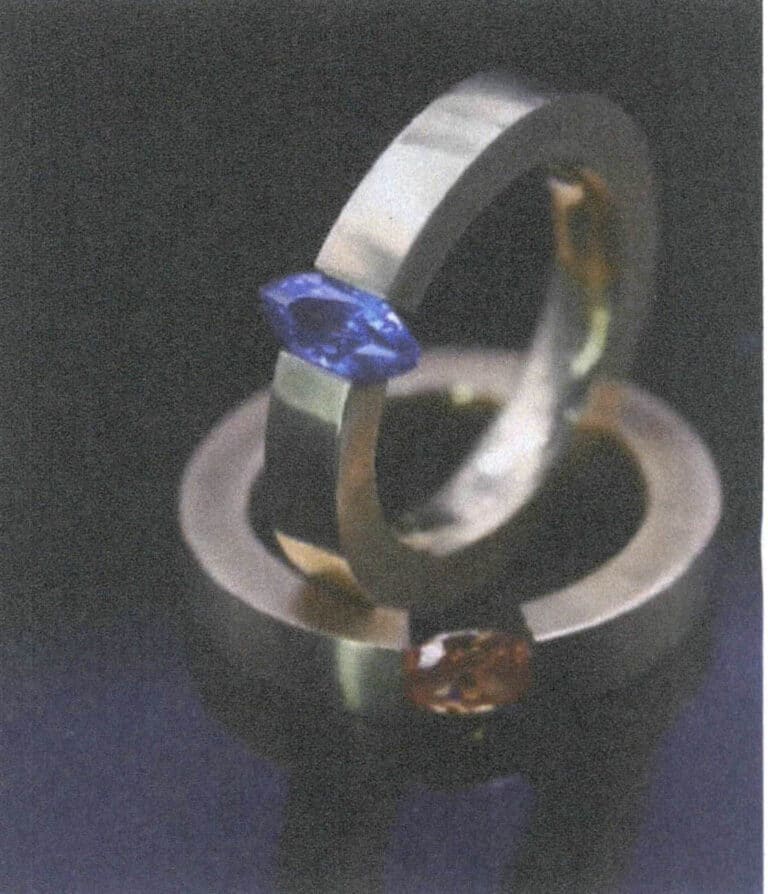
Además de las dos marcas clásicas de joyería que crean engastes de tensión mencionadas anteriormente, muchos diseñadores utilizan los principios de los engastes de tensión y los engastes de semitensión para crear piezas de joyería refrescantes. Por ejemplo, en el diseño de la figura 7-36, se utiliza metal de titanio para el engaste, que tiene mayor dureza, y el diseño en espiral de la estructura del brazo del anillo aumenta la elasticidad y la estética. El anillo mostrado en la Figura 7-37 amplifica ingeniosamente el principio de engaste por tensión. Aún así, debido a los extremos puntiagudos de la forma de aceituna de su gema principal, ésta puede atascarse fácilmente en los agujeros, lo que facilita relativamente el proceso de engaste al tiempo que aumenta la estabilidad, que es un efecto de la forma especial. El anillo que se muestra en la figura 7-38 parece atrapar la gema en medio del metal como un engaste de tensión, pero no depende de la tensión del metal, por lo que, desde el punto de vista de la artesanía del engaste, no se considera un engaste de tensión. Sin embargo, la relación combinada entre los módulos de metal sigue formando un efecto visual de "tensión".

Figura 7-36 Anillo de ajuste de tensión

Figura 7-37 Anillo de ajuste de tensión creativa
Tanto si se trata de NIESSING y STEVEN KRETCHMER, dos marcas dedicadas a la investigación de las técnicas de engaste por tensión, como de otras aplicaciones creativas del engaste por tensión, o de diseños similares al engaste por tensión, podemos ver en el diseño del engaste por tensión un desafío extremo a la relación entre el metal y las piedras preciosas. Debe tratarse de una tecnología que ha exigido mucho esfuerzo a los pioneros, y es precisamente por ello que la estética que aporta el método de engaste bajo tensión a menudo sobrepasa la atención que la gente presta a las piedras preciosas engastadas. Para un principiante, además de aprender la producción de engastes de tensión, es más importante aprender el valioso espíritu de innovación de la artesanía y la exploración de las propiedades de los materiales.
Sección III Ajuste del canal
El engaste en canal es uno de los más difíciles, pero también uno de los más característicos. Las piedras se disponen en cintas en un engaste de canal y no hay metal entre ellas. Amplía la fuerza expresiva de la joya, haciendo más dinámica y ordenada la disposición en cintas de las imágenes como "lazos" en joyería.
1. Descripción general de la configuración de canales
El engaste en canal se refiere a un método de engarce de piedras preciosas a lo largo de un carril o ranura metálica que se fija a ambos lados de la faja de la piedra preciosa, sin ninguna estructura metálica que separe o sostenga las piedras preciosas aparte del canal o ranura, creando visualmente la apariencia de una faja de piedras preciosas. La apariencia del engaste en canal es muy creativa. La reducida presencia de metal permite que las piedras preciosas brillantes se dispongan suavemente en líneas, y a menudo se diseñan para que tengan variaciones de anchura y curvatura, dependiendo de la flexibilidad del diseño de la piedra preciosa y de la precisión de las dimensiones. En las figuras 8-1 y 8-2 se muestran anillos con engaste en canal y alta joyería de Van Cleef & Arpels, respectivamente. Debido al atractivo estético, la dificultad y la sensación de alta gama de las líneas en engaste en canal, a menudo se utiliza en el diseño de joyería de alta gama. Por supuesto, el engaste en canal también tiene limitaciones; las gemas deben ser manejables, especialmente en disposición de cabujón, generalmente utilizando gemas facetadas con un diámetro no superior a 5 mm.

Figura 8-1 Anillo de ajuste de canal

Figure 8-2 Channel setting ring (V&A Museum Collection)
2. El método de ajuste de canales
2.1 El principio del ajuste de canales
Antes de proceder a la fabricación, vamos a entender los principios del engaste en canal. La estructura del engaste en canal difiere según se trate de gemas cuadradas o redondas. Por lo general, el canal al que se hace referencia en las estructuras de engaste en canal es para gemas cuadradas o de bordes rectos, mientras que las gemas redondas suelen engarzarse creando una ranura curva a ambos lados de la faja para mantener la gema redonda en su sitio. Sin embargo, el efecto final que presentan ambas es una disposición en forma de tira de las gemas sin separadores metálicos entre ellas. La figura 8-3 muestra la estructura de los engastes de canal para gemas de talla brillante cuadrada y gemas de talla brillante redonda.

2.2 Pasos de la producción de ajuste de canales
(1) Preparación del material
Este caso utiliza una gema cuadrada de talla brillante con una longitud lateral de 3 mm; se crea un modelo 3D para el engaste de la piedra, teniendo en cuenta el canal de 0,15 mm de profundidad y la separación de 0,15 mm entre la ranura y la gema, como se muestra en la Figura 8-4. Este caso se diseña basándose en el tamaño estándar de la piedra preciosa para el engaste y calcula sus dimensiones. En la práctica, el corte de la piedra preciosa se realiza a menudo de acuerdo con el tamaño del engaste de la piedra en el diseño. Aunque el engaste en canal aparece como una línea continua de piedras preciosas desde la vista superior, cada una tiene una posición de engaste en la parte inferior. Observe que la posición de engaste de la piedra es más ancha en la parte superior y más estrecha en la inferior para evitar que la piedra quede expuesta durante el proceso de engaste, como se muestra en la figura 8-5.

Figura 8-4 Preparación del material
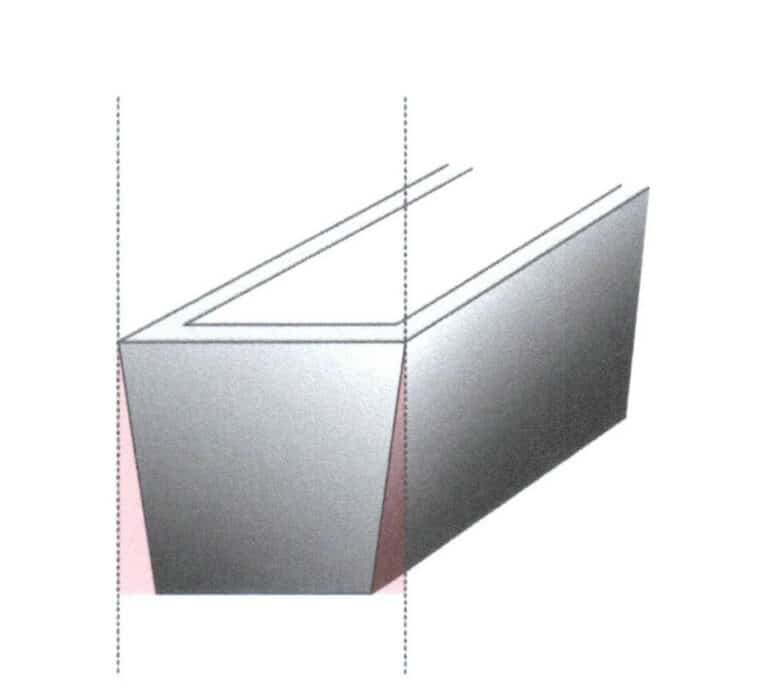
Figura 8-5 Ancho en la parte superior y estrecho en la parte inferior de la posición de engaste de la piedra
(2) Ranurado
El ranurado del ajuste del canal es un paso relativamente importante, y las posiciones de las ranuras deben ser consistentes en anchura y profundidad. Por lo general, durante el modelado, se pueden reservar líneas de ranura en las posiciones de ranurado y, a continuación, se pueden realizar las ranuras en la pieza metálica utilizando una fresa de bola a lo largo de las líneas de ranura existentes, lo que resulta más estandarizado, con una profundidad de ranura de aproximadamente 0,15 mm. Durante el proceso de ranurado, las posiciones de los ángulos de giro deben marcarse con una pequeña fresa de bola para crear una profundidad perceptible y evitar así un ranurado insuficiente en las posiciones de los ángulos que dificultaría la correcta colocación de las gemas, como se muestra en las figuras 8-6 a 8-8.

Figura 8-6 Ranurado con fresa de rueda
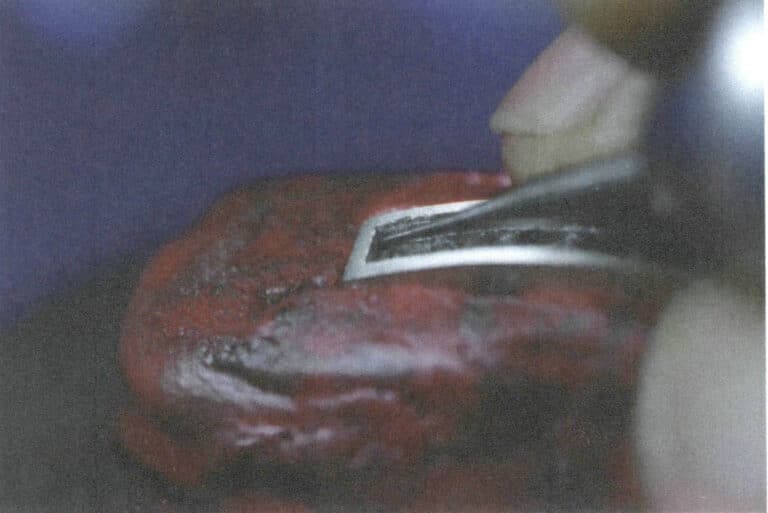
Figura 8-7 Ranurado de la posición angular con una fresa de bola pequeña
(3) Prueban el Piedra Monte
Se puede utilizar una piedra preciosa para comprobar si la profundidad de ranurado es la adecuada. En primer lugar, inserte un borde de una gema cuadrada de talla brillante en un lado del carril y, a continuación, presione el otro extremo de la gema con la uña. Si se puede presionar con relativa facilidad, es adecuada. Si resulta difícil presionarla en la ranura, indica que la ranura metálica no es lo suficientemente profunda y necesita más ajustes. Sin embargo, es importante señalar que si la piedra preciosa puede entrar en la ranura sin ser presionada, tampoco es aceptable, ya que esto significa que el canal no está proporcionando la estabilidad inicial para la piedra preciosa, como se muestra en las figuras 8-9 y 8-10.
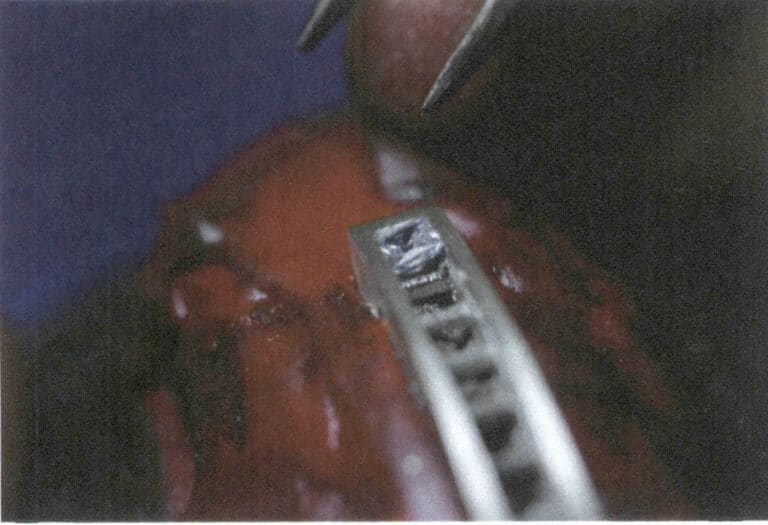
Figura 8-9 La gema se inserta en la ranura por un lado.

Figura 8-10 La gema está completamente insertada en la ranura
(4) Colocación el Stono
Después de determinar que la posición de la ranura es adecuada a través de la piedra de prueba, coloque secuencialmente las gemas en las ranuras utilizando el método de prueba de montaje en piedra, como se muestra en las figuras 8-11 y 8-12.

Figura 8-11 Colocación de la piedra (1)

Figura 8-12 Colocación de la piedra (2)
(5) Ajuste del espaciado de las gemas
Las gemas del engaste en canal no están muy juntas, sino que hay una separación de aproximadamente 0,15 mm entre ellas. Por lo tanto, al calcular el tamaño de la posición de engaste de las piedras, hay que tener en cuenta la separación entre las gemas. Después de colocar las piedras, puede mover suavemente las gemas con unas pinzas para ajustar el espaciado de modo que quede más o menos parejo, luego fije un lado con arcilla de modelar y ajuste desde el otro lado, como se muestra en las figuras 8-13 y 8-14.
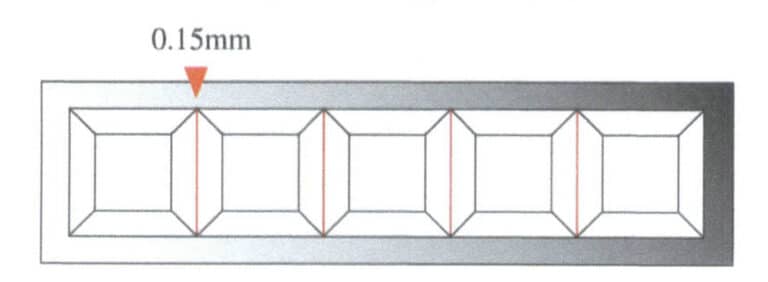
Figura 8-13 Espaciado de las gemas

Figura 8-14 Ajuste del espaciado de las gemas
(6) Piedras de engaste - Fijación puntual
Una vez que el espaciado de las gemas sea uniforme, fíjalas desde un lado utilizando plastilina y, a continuación, golpea suavemente la parte superior de la pared de la ranura desde el otro lado con una pequeña fresa o cincel de acero de cabeza plana. Primero, haz impactos puntuales en la parte superior de cada gema para fijar sus posiciones. Si el espaciado de las gemas se vuelve irregular durante el proceso, puede ajustar ligeramente la posición de las gemas utilizando la presión de los golpes, como se muestra en las figuras 8-15 y 8-16. El método, en el otro lado, es el mismo.
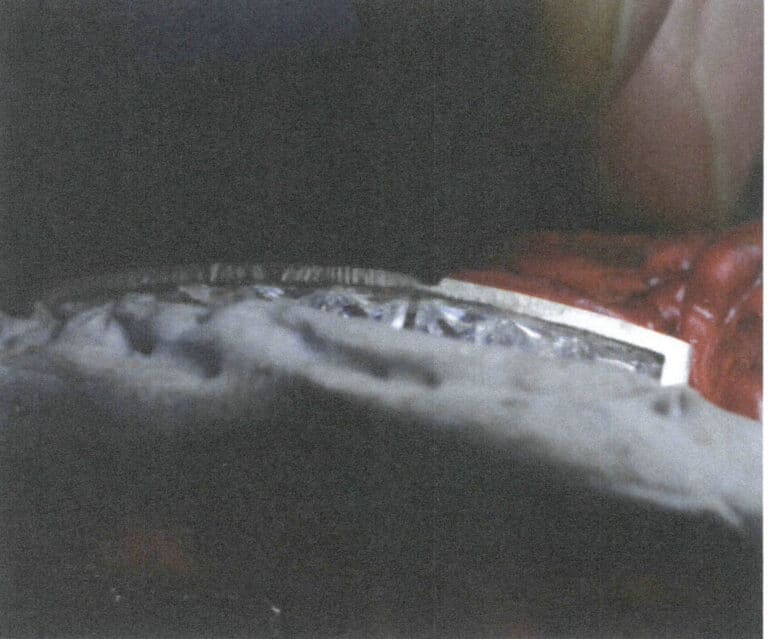
Figura 8-15 Fijación de puntos
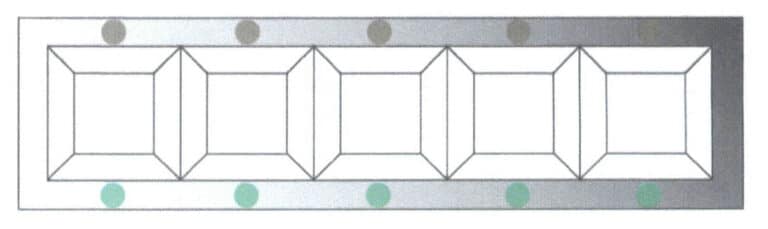
Figura 8-16 Esquema de fijación de puntos
(7) SPiedras de afilar - Fijación uniforme
Después de golpear la gema por ambos lados para evitar que se fije en su posición, utilice un cincel de cabeza plana con un martillo para hacer impactos uniformes, presionando los bordes de la pared de la ranura lo más planos posible, como se muestra en la figura 8-17.
(8) Acabado - Ajuste
Después del golpe del enemigo, el tesoro no puede fijarse, y los bordes metálicos quedarán desiguales. Por lo tanto, por un lado, es necesario utilizar un buril de cabeza plana para alisar la cara interior de la pared de la ranura y, por otro, se necesita una lima para nivelar las superficies superior y lateral de los bordes metálicos, como se muestra en las figuras 8-18 y 8-19.
(9) Acabado - Pulido
Utilice rollos de papel de lija, ruedas de pulir, etc., para pulir el borde superior de la pared de la ranura hasta dejarla brillante, como se muestra en la Figura 8-20.
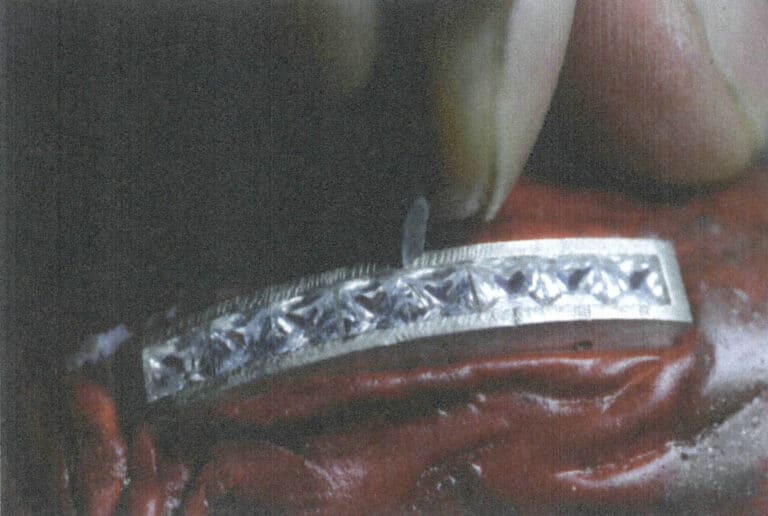
Figura 8-17 Fijación uniforme
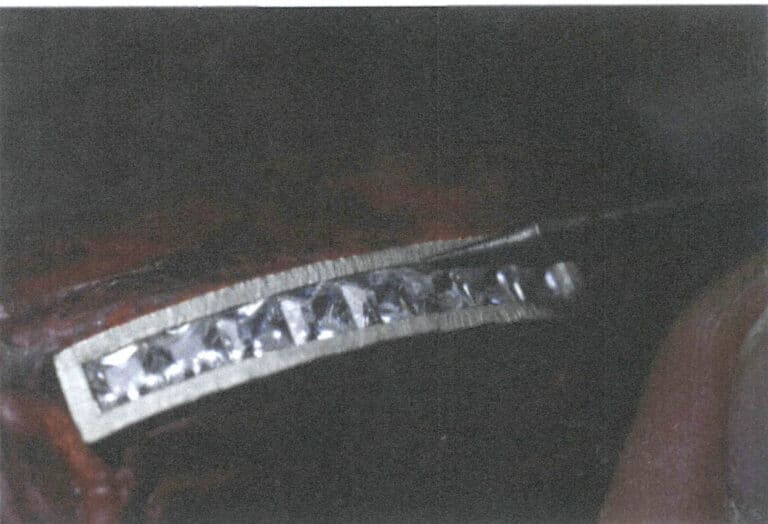
Figura 8-18 Suavizado de bordes

Figura 8-19 Recorte de bordes

Figura 8-20 Pulido
(10) Completar el Ajuste del canal
La configuración completa del canal se muestra en la Figura 8-21.

3. La aplicación del engaste en canal en el diseño de joyas
El engaste en canal se utilizó ampliamente en el diseño de joyas durante las décadas de 1920 y 1930, pero su historia en joyería es mucho más antigua. La figura 8-22 muestra esta joya de la corona, fabricada en 1755, que presenta una hilera de esmeraldas en bandas engastadas mediante el engaste en canal, un sistema técnicamente complicado. Aunque el corte general de la gema podría ser mejor, con diferentes tamaños de gemas cabujón y facetas poco claras de la esmeralda, se hicieron esfuerzos por pulir las esmeraldas para mostrar una disposición en gradiente, y el engaste de alta dificultad se completó utilizando la técnica de engaste en canal.
Una marca que hay que mencionar en lo que respecta al engaste en canal es Van Cleef & Arpels. Aunque la mayor contribución de Van Cleef & Arpels al engaste es la creación del engaste invisible, es innegable que el engaste en canal y el engaste invisible comparten similitudes, sobre todo en permitir visualmente que las gemas se dispongan en una curva o superficie natural, muy adecuada para expresar formas orgánicas. Van Cleef & Arpels es una de las pocas marcas de joyería de primera línea que puede expresar libremente formas orgánicas en el diseño, como el broche margarita de la colección Flowers y el collar Zip Couture Nœud Émeraude de la colección Zip, ambos ejemplos clásicos del engaste en canal. Como se muestra en la figura 8-23, una obra representativa recogida por el Museo V&A en 1930 emplea el engaste en canal entre otras diversas técnicas de engaste.

Figure 8-22 Crown jewel (V&A Museum Collection)
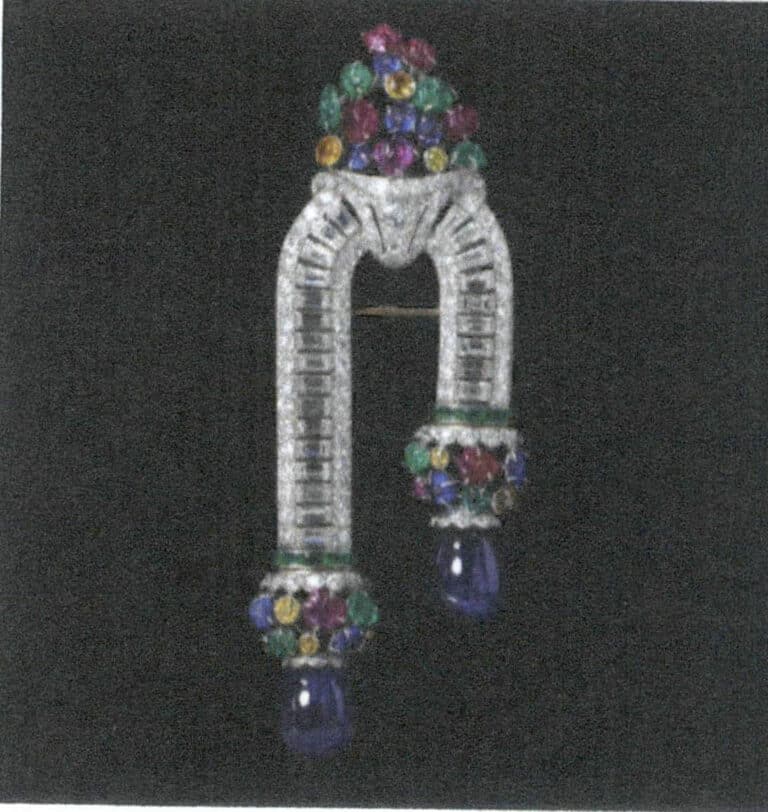
Figure 8-23 Van Cleef & Arpels brooch (V&A Museum Collection)
En la década de 1920, el estilo Art Déco comenzó a florecer en Europa, y las joyas de la misma época también se vieron influidas por este estilo. Las técnicas decorativas llenas de formas geométricas y líneas rectas hicieron que el engaste en canal fuera especialmente popular entre los diseñadores de joyas, ya que permitía que las piedras preciosas formaran un efecto de banda coherente. En la característica joyería Art Déco, el engaste en canal es a menudo una técnica de engaste indispensable, como se muestra en las figuras 8-24 a 8-28.

Figura 8-24 Joyas de estilo Art Déco (1)

Figura 8-25 Joyas de estilo Art Déco (2)

Figura 8-26 Joyas de estilo Art Déco (3)

Figura 8-27 Joyas de configuración de canal

Hoy en día, además de la joyería de alta gama que utiliza el engaste en canal, muchas marcas de joyería utilizan con flexibilidad la rica experiencia cromática y la belleza orgánica que aporta el engaste en canal. A partir del engaste en canal, podemos ver el gran avance en el campo del engaste de gemas en lo que respecta a las "líneas de gemas". La aparición de esta sensación de línea añade otra herramienta al diseño de libertad, haciendo que el diseño esté cada vez menos constreñido por la artesanía y enriqueciendo la expresión de la belleza de las piedras preciosas.
Sección IV Entorno invisible
El engaste invisible es un tipo de engaste muy difícil en la artesanía del mosaico, que plantea grandes exigencias en cuanto al nivel de talla de las piedras preciosas, el nivel de la estructura metálica y la habilidad artesanal del fabricante. El engaste invisible es muy innovador en el engaste de piedras preciosas, abre un campo totalmente nuevo para la expresión de la joyería y representa el espíritu de la innovación artesanal.
1. Visión general del entorno invisible
El engaste invisible fue creado en 1933 por la marca francesa de joyería Van Cleef & Arpels, fundada en 1906. Se trata de un método de engaste en el que se colocan juntas varias piedras preciosas y, una vez engarzadas, no queda visible ninguna estructura metálica entre ellas. Aunque este método de engaste está patentado por Van Cleef & Arpels, desde entonces se ha convertido en una cumbre que muchos se esfuerzan por desafiar en el arte del engaste, y los artesanos han ido desvelando sus secretos. El misterio del engaste invisible reside en las ranuras abiertas en la faja de las piedras preciosas, que utilizan la relación entre la estructura metálica y la ranura de la piedra preciosa para sustituir la fijación en la faja de la piedra, como se muestra en la figura 9-1.
Si el engaste en canal permite a las gemas formar una banda coherente, el engaste invisible permite a las gemas formar una "superficie". Aquí, la superficie se refiere a pequeñas gemas estrechamente dispuestas para formar un todo, sin que aparezca metal entre ellas. Este método de engaste realza enormemente la sensación general de las pequeñas gemas densamente dispuestas; sin la "interferencia" del metal, la belleza de las gemas se vuelve más pura y los colores más vibrantes. Supongamos que la dificultad de la artesanía aumenta aún más. En ese caso, el engaste invisible también puede crear una sensación de ondulación en la superficie, interpretando con mayor precisión las formas orgánicas de las joyas. El engaste invisible ocupa firmemente el terreno más alto de la joyería de alta gama debido a su dificultad de producción y a sus costes de producción más elevados. A continuación, exploraremos los secretos del engaste invisible a través de casos concretos.
2. El método de producción del decorado invisible
2.1 El principio del marco invisible
Desde arriba, el engaste invisible parece una pieza continua de piedras preciosas. Puesto que no hay metal que sujete la faja de las gemas, ¿qué tipo de estructura permite que las gemas sean estables? El secreto está en los cambios que se producen detrás de las gemas. Las gemas del engaste invisible no se diferencian de las gemas facetadas normales desde arriba, pero hay otro misterio debajo del filetín, como se muestra en la figura 9-2. Hay ranuras debajo del filetín. Hay ranuras debajo de la faja de las piedras preciosas; estas ranuras tienen por objeto crear una estructura entrelazada con el metal oculto bajo la faja de las piedras preciosas, como se ilustra en la figura 9-3. Esta estructura es extremadamente difícil y pone a prueba la imaginación de los artesanos innovadores, la destreza de los artesanos del engaste y las técnicas de corte de las piedras preciosas. Utilizando esta delicada e intrincada estructura entrelazada, las piedras preciosas se colocan cuidadosamente y se fijan en sus posiciones de engaste. A continuación, el metal se presiona o golpea en los bordes para rellenar al máximo las ranuras de las gemas. Este es el principio del engaste invisible.
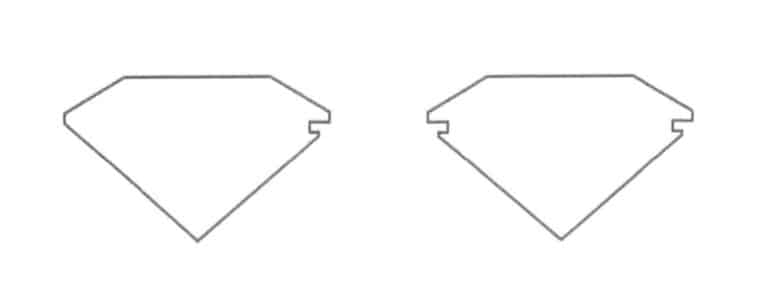
Figura 9-2 Sección transversal de un engaste invisible ranurado de piedras preciosas
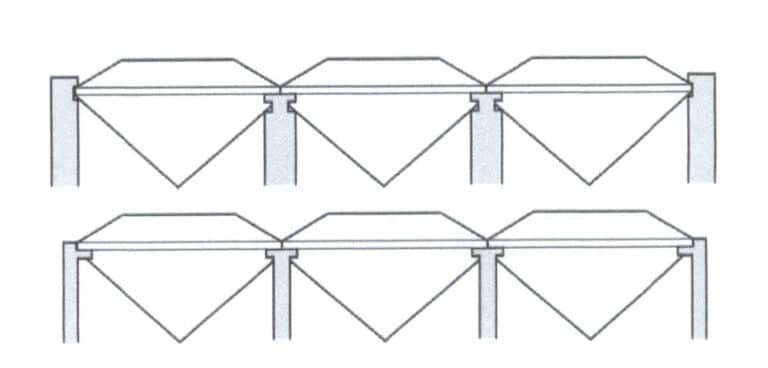
Figura 9-3 Diagrama transversal de dos principios estructurales de entornos invisibles
2.2 Pasos para crear un entorno invisible
(1) Calcularing Dimensiones
En primer lugar, basándose en las dimensiones de la forma proporcionadas por el diseño, calcule la disposición de las gemas y los tamaños necesarios de las mismas. Lo más importante es el tamaño de las ranuras y los espacios entre las gemas. En el caso de piedras preciosas de distintos tamaños, la profundidad de las ranuras puede variar ligeramente, siendo la habitual de 0,1~0,15 mm. Después del cálculo, modele y funde las piezas metálicas según sea necesario, como se muestra en la figura 9-4.
(2) Prepararing el Metal
Cree un engaste oculto con modelado 3D y reserve las posiciones de las pistas que encajan con las ranuras de las piedras preciosas, como se muestra en las Figuras 9-5 y 9-6.
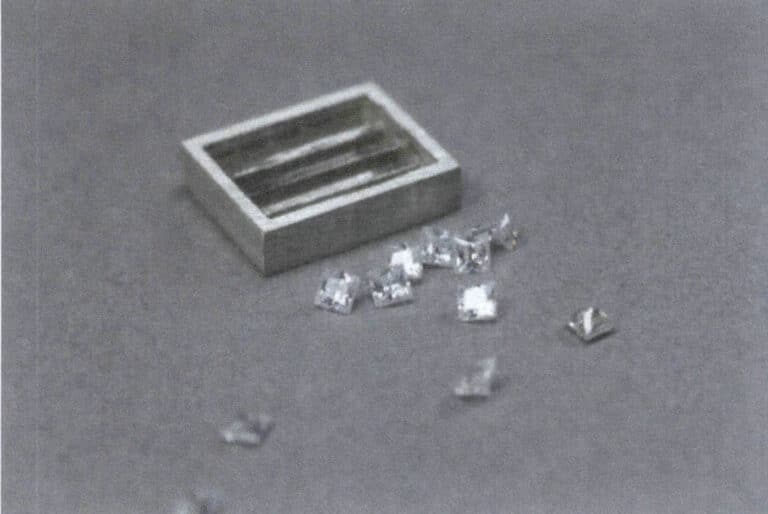
Figura 9-5 Engaste de piedras y gemas
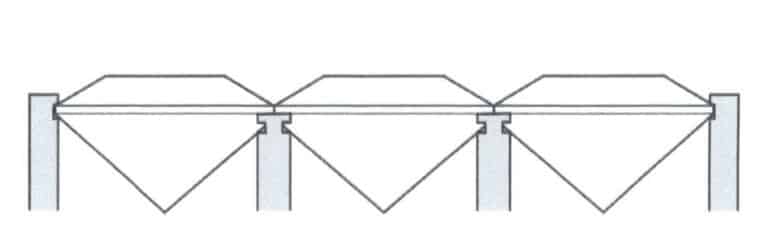
Figura 9-6 Vista en sección de la estructura metálica
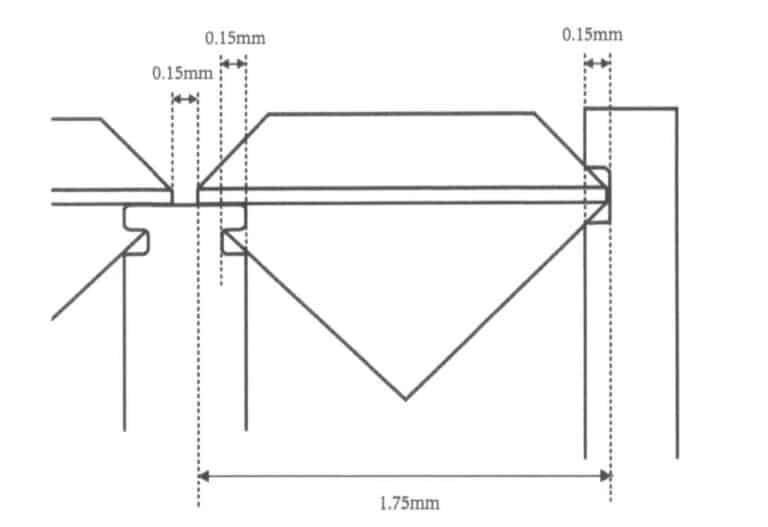
(3) Prepararing el Gemstones
Los engarces invisibles suelen requerir tallas de gemas especialmente elaboradas en función de la forma para rellenar un diseño de estructura irregular. En este caso, un rectángulo regular puede satisfacerse con piedras preciosas de talla cuadrada brillante con una longitud de lado de 1,75 mm. A continuación, compruebe y confirme las normas de las ranuras de raspado de piedras preciosas, como se muestra en la figura 9-7

(4) Ranurado
El ranurado de la piedra también es un paso muy importante. Antes de ranurar, utilice un buril de cabeza plana para alisar las esquinas del metal y una fresa de rueda para crear las ranuras. Al igual que en el engaste en canal, al modelar el metal en las primeras fases, deje las ranuras reservadas para garantizar que el ranurado posterior con la fresa de rueda sea más estandarizado. El ajuste entre la piedra preciosa y las ranuras de metal es clave para el engaste invisible, como se muestra en las figuras 9-8 y 9-9. Tenga en cuenta que no hay que apresurarse para perfeccionar el engaste. Tenga en cuenta que no hay prisa por perfeccionar las ranuras de una sola vez; durante el proceso de engaste de la gema, las posiciones de las ranuras pueden seguir ajustándose. Después de engarzar una fila, se pueden seguir ajustando las posiciones de las ranuras de la fila siguiente.

Figura 9-8 Uso de un buril de cabeza plana para crear una ranura
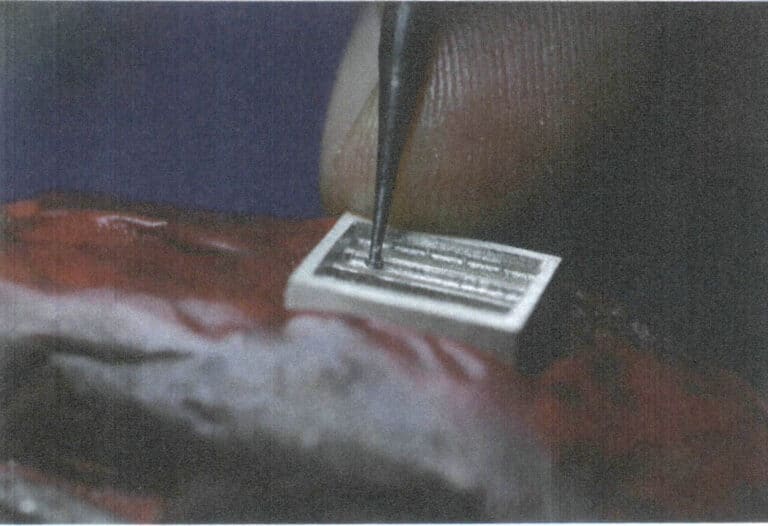
Figura 9-9 Uso de una fresa de rueda para crear una ranura
(5) Prueban el Stono Monte
Primero, introduzca un extremo de la piedra preciosa en la ranura y, a continuación, presione suavemente con la uña para que el otro extremo entre en la ranura. Si la piedra preciosa puede entrar en la ranura sin presión, indica que es demasiado grande y no puede sujetarla; si la piedra preciosa no puede introducirse a presión, es necesario profundizar la ranura, por lo que no hay que hacerla demasiado profunda de una vez. La prueba de montaje de la piedra se muestra en la figura 9-10.
(6) Colocación de Stonos
Colocación de la piedra de la misma manera que la prueba de la piedra de montaje, la colocación de la piedra puede comenzar desde el centro de la estructura. Después de pegar la piedra en la ranura, se puede deslizar en la pista a un extremo, y luego la piedra, a su vez, estará lleno de una fila, como se muestra en la Figura 9-11.

Figura 9-10 Prueba de la montura de piedra
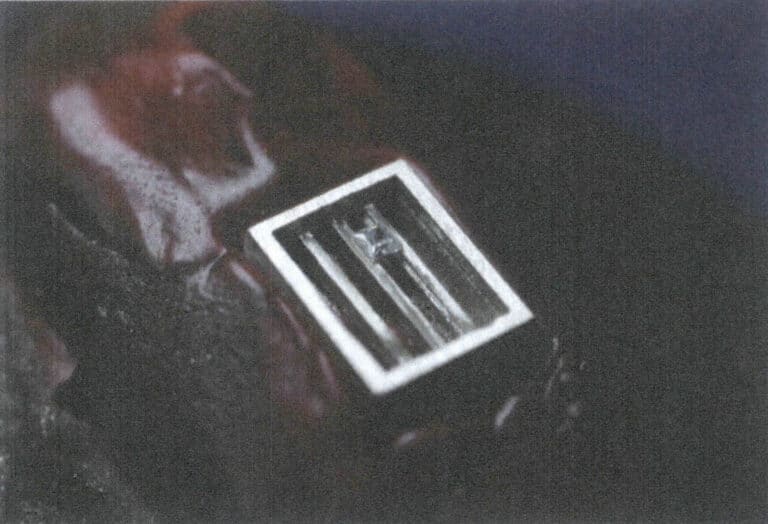
Figura 9-11 Colocación de las piedras
(7) Piedras de engaste
Después de colocar una fila de gemas, pellizque suavemente el metal a ambos lados de esta fila de gemas con unas pinzas. A continuación, ajuste las ranuras para la siguiente fila de gemas y continúe colocando las piedras fila a fila de forma similar. Una vez colocadas todas las piedras, golpee suavemente unos círculos desde la parte superior de la montura para asegurarlas, utilizando el principio de compresión consistente en el engaste en canal. El engaste de las piedras se muestra en la figura 9-12.
(8) Acabado
Utilice una lima para alisar los bordes metálicos y, a continuación, púlalos con rodillos de lija, ruedas de pulir, etc., como se muestra en la figura 9-13.
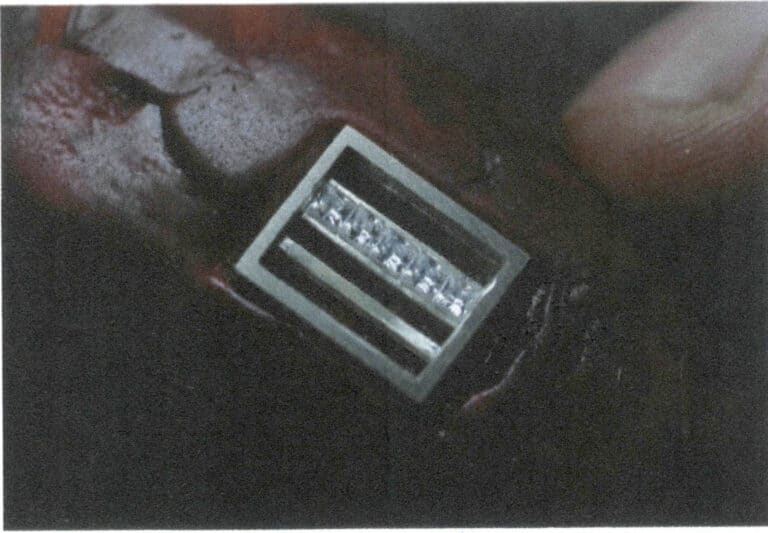
Figura 9-12 Piedras de ajuste
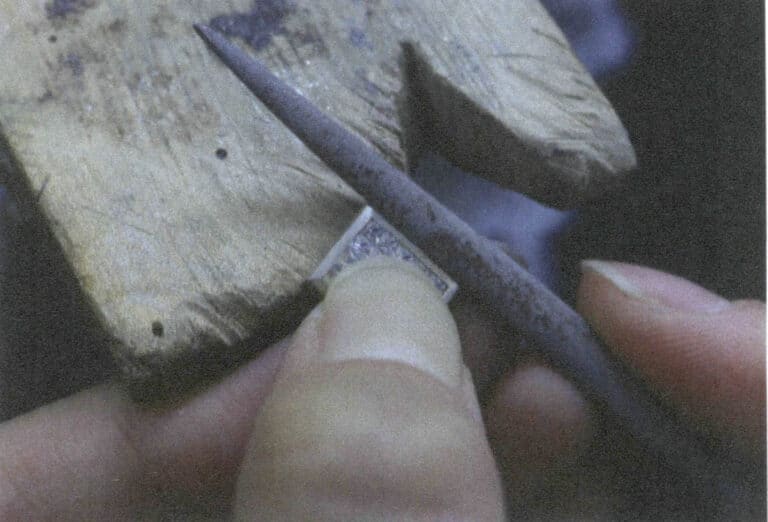
Figura 9-13 Acabado
(9) Completing el Entorno invisible
En este caso se trata de un ajuste invisible plano, y el mismo principio se aplica a las superficies curvas, como se muestra en la Figura 9-14.
3. La aplicación del engaste invisible en el diseño de joyas
La marca francesa de joyería de lujo Van Cleef & Arpels debe conocer el engaste invisible para hacerse notar. Van Cleef & Arpels siempre ha apostado por la innovación artesanal. El engaste invisible fue inventado en 1929 por el joyero Jacques-Albert Algier, y Van Cleef & Arpels obtuvo la patente del engaste invisible en 1933, marcando un logro pionero en la industria de fabricación de joyas, que también elevó las joyas de Van Cleef & Arpels a un nivel ejemplar. Ese mismo año se lanzó el cofre Minaudiere, y al año siguiente el brazalete Ludo, que aprovechaba plenamente las ventajas del engaste invisible. Aunque hoy en día podemos desvelar en general los secretos del engaste invisible, alcanzar la calidad artesanal de Van Cleef & Arpels sigue siendo todo un reto, ya que requiere mucha mano de obra, recursos y una exquisita destreza como apoyo. Las figuras 9-15 a 9-18 muestran las joyas de Van Cleef & Arpels que emplean un engaste invisible.

Figure 9-15 Van Cleef & Arpels invisible setting jewelry (1)

Figure 9-16 Van Cleef & Arpels invisible setting jewelry (2)
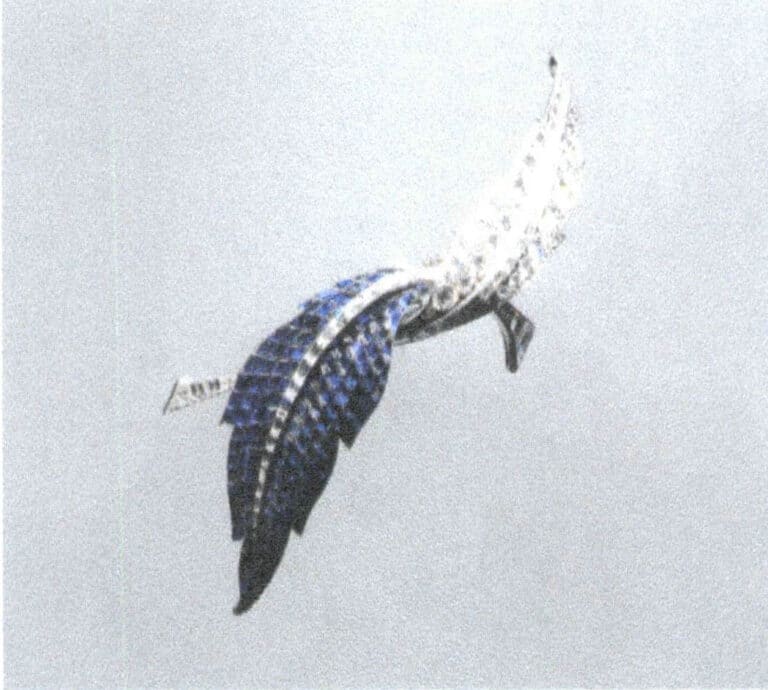
Figure 9-17 Van Cleef & Arpels invisible setting jewelry (3)

Figure 9-18 Van Cleef & Arpels' invisible setting jewelry (4)
Tras el gran éxito del engaste invisible, Van Cleef & Arpels no dejó de explorar y mejorar la exquisita artesanía. Posteriormente, se desarrollaron los métodos de engaste invisible de cabujón puntiagudo y cristal pintado. Por ejemplo, el broche Pomme de Pin y el broche Panache mystérieux son obras representativas de estas dos técnicas de engaste invisible, que causaron sensación desde su lanzamiento. Aunque las cotas de Van Cleef & Arpels son difíciles de alcanzar, muchas marcas siguen aprendiendo e imitando el engaste invisible. La técnica del engaste invisible, la exquisita artesanía y la belleza del engaste merecen la pena. Las figuras 9-19 y 9-20 muestran diseños de joyas que utilizan técnicas de engaste invisible.

Figura 9-19 Joyas de ajuste invisibles (1)

Figura 9-20 Joyas de engaste invisibles (2)
La contribución de Van Cleef & Arpels al arte del engaste es ofrecer nuevas posibilidades en la creación de joyas y demostrar lo último en Alta Joyería. En estas joyas, cada gema tiene su posición, y el tamaño y la forma de la gema exigen una precisión muy elevada para dominar esta técnica, en la que los artesanos son escasos. ¡Lo que es más valioso es que el engaste de borde invisible muestra el espíritu de innovación de una marca para lograr que la joyería de la marca logre el efecto de la calidad de las innovaciones realizadas por la joyería de la marca para mejorar en gran medida el arte de la joyería de la marca y también para que la historia de la joyería pinte una tinta y un color pesados! Esta innovación es muy valiosa para la industria.