Cómo dominar el procesamiento de piedras preciosas en cabujones y cuentas y cómo realizar el análisis de calidad del procesamiento de piedras preciosas
Introducción:
Descubra los secretos del tratamiento de gemas en cabujones y cuentas con nuestra concisa guía. Está repleta de consejos prácticos para que joyeros y diseñadores den forma y pulan estas gemas para conseguir el máximo brillo. Además, aprenda a realizar análisis de calidad para detectar defectos y garantizar que sus creaciones cumplen los estándares más exigentes. Imprescindible para cualquiera que trabaje en el sector de la joyería, desde tiendas a fabricantes a medida.
Esquema de la prensa taladradora y prensa taladradora
Índice
Sección I Elaboración de piedras preciosas en forma de cabujón y de perla
1. Variedades de gemas cabujón
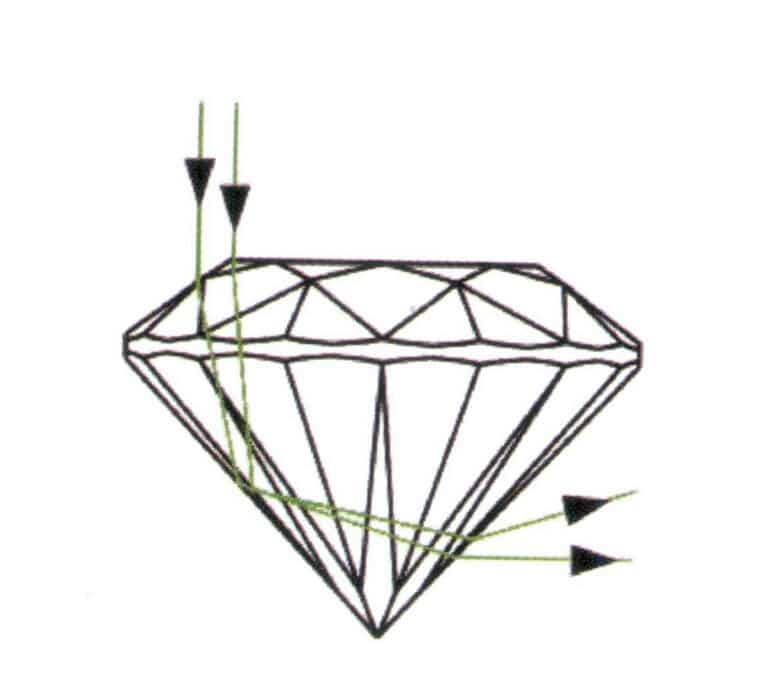
Las gemas curvadas y en forma de perla son productos compuestos principalmente por superficies curvadas, también conocidas como gemas convexas o de superficie lisa. Las piedras preciosas de superficie lisa se fabrican con materiales semitransparentes u opacos, y las características del procesamiento de las piedras preciosas de superficie lisa permiten realzar el brillo y los efectos ópticos especiales de la superficie de la piedra.
1.1 Variedades y clasificaciones de las gemas cabujón (convexas)
(1) Clasificación basada en la forma del borde de la cintura y la sección transversal (Figura 8-1)
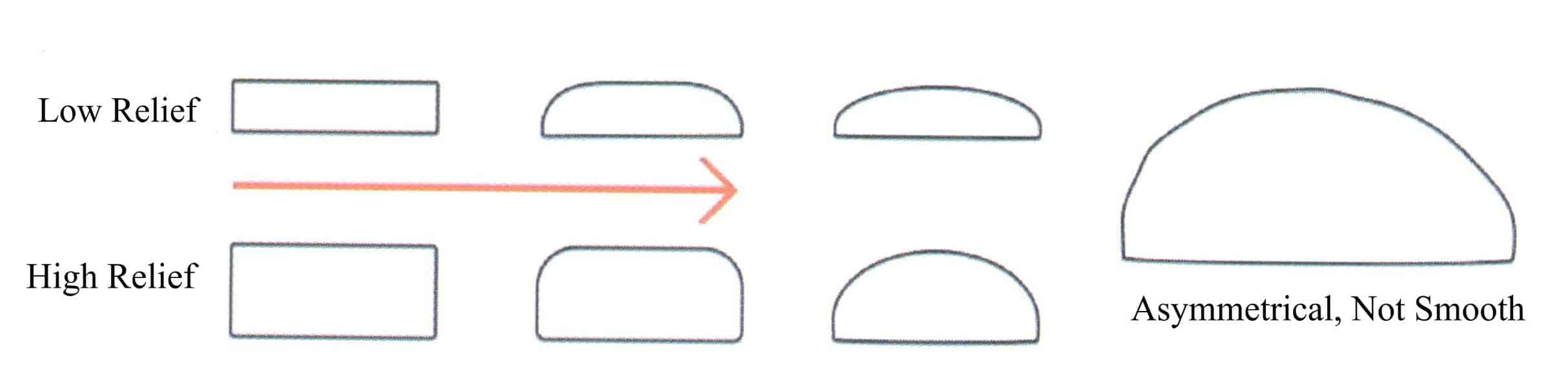
(2) Clasificación basada en la forma lateral
- Las superficies convexas simples pueden dividirse en convexas altas, medias y bajas.
- Las superficies de doble convexidad pueden dividirse en convexidad alta, media y baja.
Los tipos convexos altos se suelen utilizar para la conservación de productos, mientras que los tipos convexos medios se suelen utilizar para materiales de gemas de gama media y baja. Los tipos convexo bajo y hueco reflejan la transparencia y el color del material, como muestra la Figura 8-2.

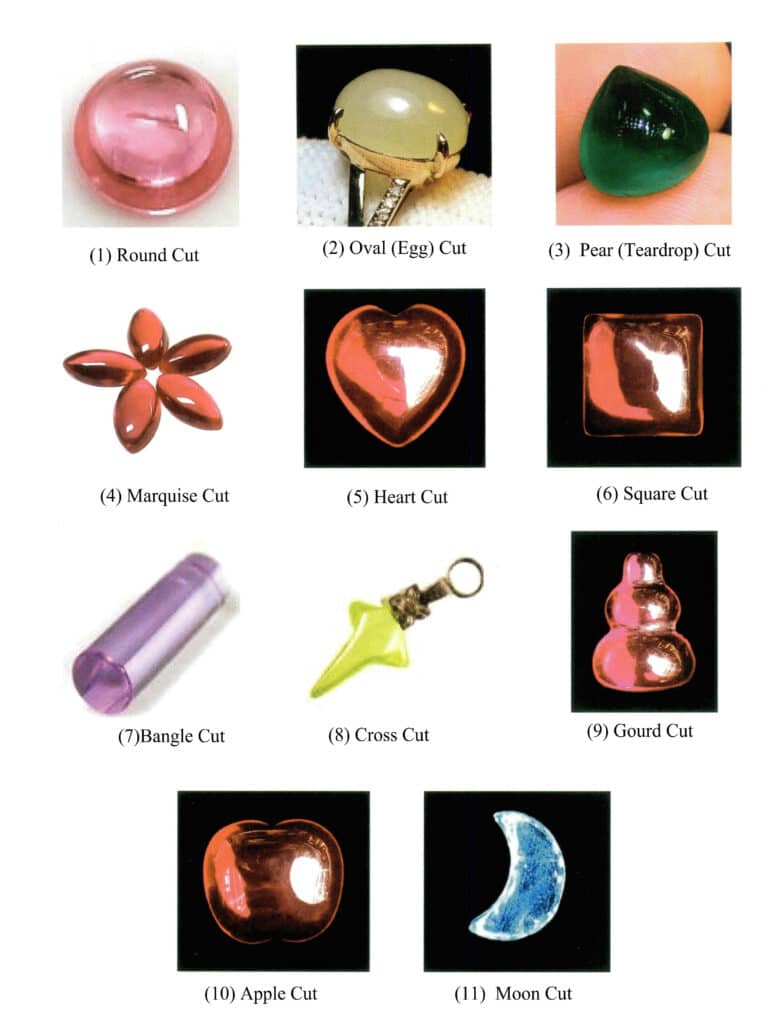
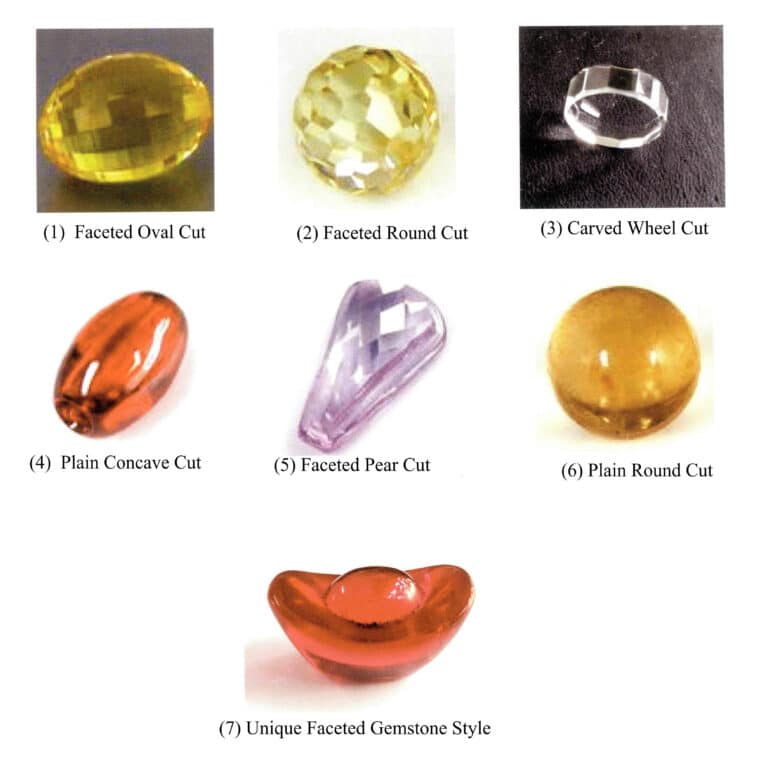
1.2 Estilos comunes de piedras preciosas
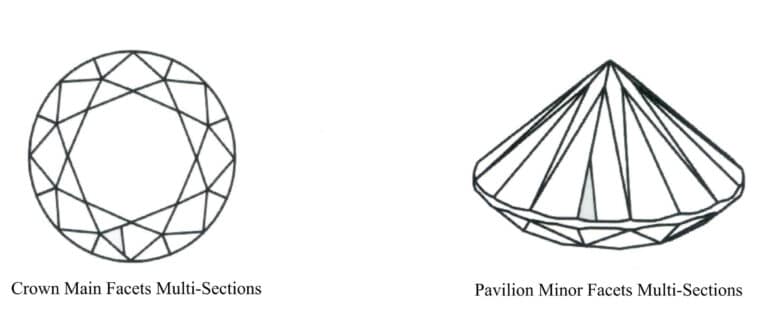
Las formas de las piedras preciosas también se dividen en facetadas y lisas, como muestra la figura 8-3.
2. Tratamiento de las gemas cabujón
2.1 Técnicas de tratamiento de las gemas cabujón
(1) Flujo de trabajo de procesamiento de gemas monocurvas
El flujo de trabajo principal para procesar piedras preciosas curvadas simples es cortar la piedra, romperla, esmerilar la base, pegar la piedra, dar forma al contorno, esmerilar fino, pulir, retirar la piedra y limpiar (Figura 8-4).
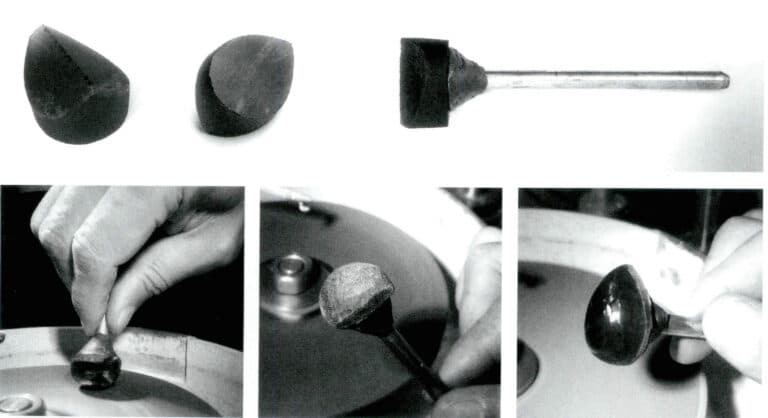
Vídeo de procesamiento de gemas cabujón talla única
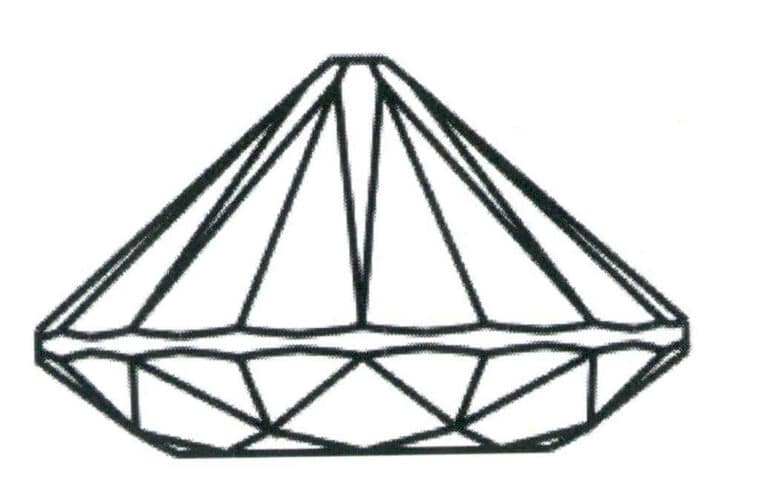
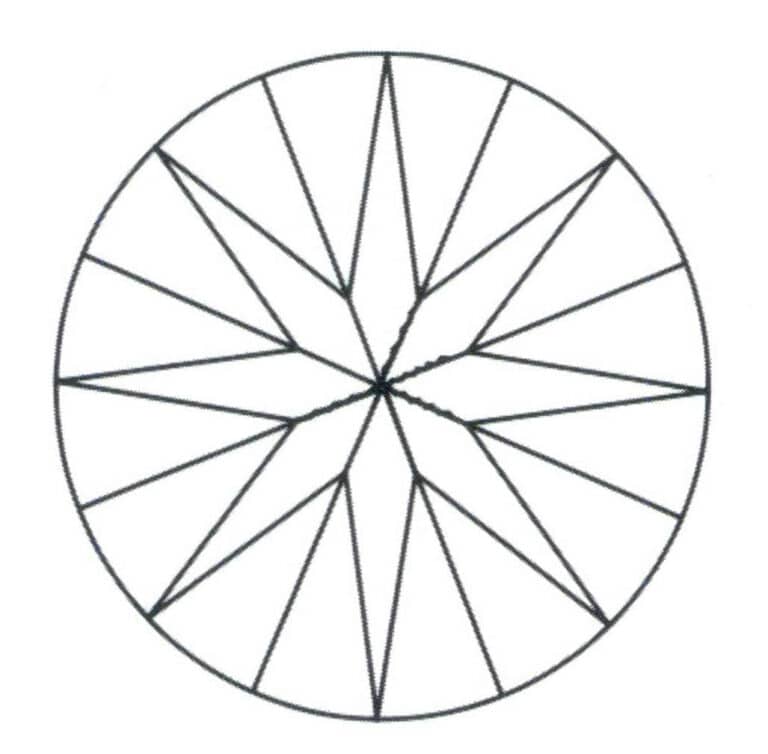
(2) Principios del procesamiento de piedras preciosas curvadas (Figura 8-5)
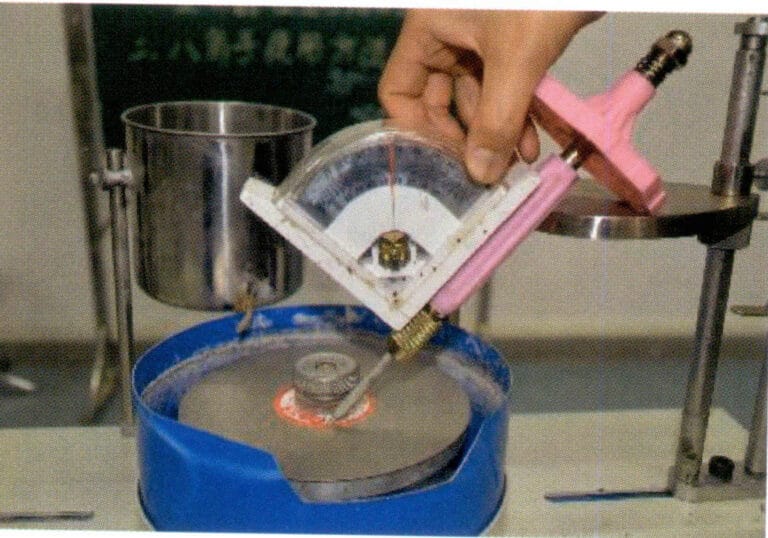
2.2 Proceso de producción en serie de gemas cabujón
Los principales procesos para la producción en serie de piedras preciosas curvadas son el corte, el perfilado, el esmerilado en punta, el pulido por vibración y la limpieza.
2.3 Técnicas de procesamiento de piedras preciosas en fábrica
Vídeo de procesamiento de piedras preciosas talladas en grano
2.4 Equipo para el tratamiento de agujeros en piedras preciosas esféricas
(1) Taladradora ultrasónica
La máquina de perforación ultrasónica viene en dos modelos: de una sola aguja y de agujas múltiples. Sus estructuras son las mismas, pero la diferencia es que la potencia de la máquina de perforación ultrasónica de una aguja es menor que la de la máquina de perforación ultrasónica de agujas múltiples. La varilla de amplitud puede soldar varias agujas de acero, lo que permite perforar varios orificios de piedras preciosas simultáneamente. El principio de funcionamiento de la máquina de perforación ultrasónica: el generador ultrasónico produce ondas ultrasónicas, que impulsan el imán para vibrar a través de la bobina. Bajo la acción del transductor, se generan ondas de vibración eléctrica de frecuencia ultrasónica, y la amplitud se amplifica a 0,01~0,15mm a través del inserto de amplitud, que luego se transmite a la aguja para crear vibraciones ultrasónicas, golpeando el material de procesamiento más de 16.000 veces por segundo. Bajo la cooperación del diamante y la suspensión de procesamiento de agua-líquida, el material en el área de procesamiento se tritura en partículas muy finas por el impacto, y la suspensión lava las partículas trituradas por el impacto y repone nuevos diamantes hasta que el trabajo de perforación se ha completado.El diagrama esquemático del principio de perforación ultrasónica de una sola aguja y la máquina de perforación ultrasónica de una sola aguja se muestra en la Figura 8-6.
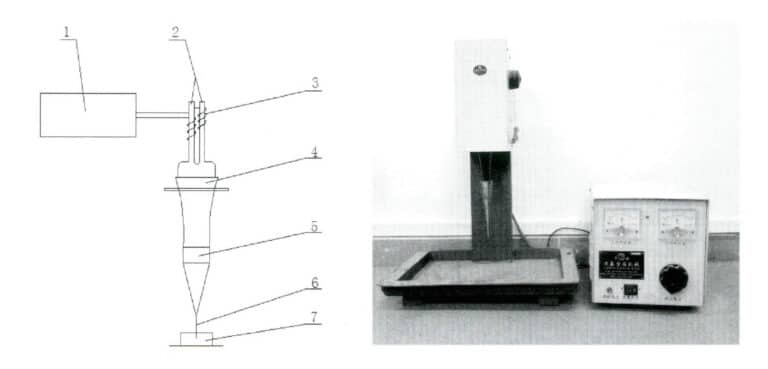
1.Generador de ultrasonidos; 2. Imán; 3. Bobina; 4. Transductor; 5. Transformador de amplitud; 6. Aguja de acero; 7. Material de gema.
Taladrado por ultrasonidos Vídeo
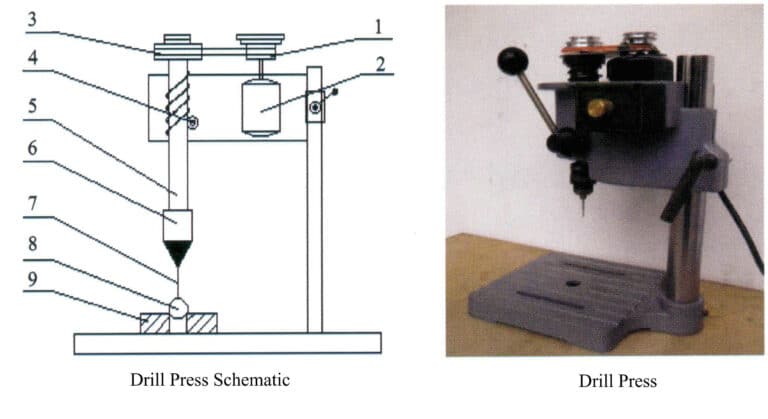
(2) Taladradora de alta velocidad
La estructura de la máquina taladradora consta de motor, correa, dispositivo de perforación por polea, husillo, bastidor del portabrocas, etc. Su principio de funcionamiento: El motor montado en el bastidor tiene una polea de velocidad ajustable en el eje del motor, que impulsa la rotación de la polea del husillo a través de la correa. Se instala una broca de diamante en el portabrocas, y el movimiento vertical del dispositivo de perforación y la rotación del portabrocas del husillo con la broca de diamante completan la perforación de gemas de materiales duros.
El diagrama esquemático de la máquina de taladrado de alta velocidad y la máquina de taladrado se muestra en la Figura 8-7.
1.Motor eléctrico; 2. Correa; 3. Polea; 4. Dispositivo de perforación; 5. Husillo; 6. Portabrocas; 7. Broca; 8. Piedra preciosa; 9. Fijación
3. Tecnología de pulido de los orificios interiores de las gemas
3.1 Mecanismo de pulido del agujero interior
Después de taladrar las piedras preciosas, especialmente las transparentes y translúcidas en forma de perla, la textura rugosa de los agujeros es muy evidente, lo que afecta a la calidad estética de las pulseras o collares, por lo que es necesario pulir los agujeros interiores. La finalidad del pulido de los agujeros interiores es eliminar las capas desiguales y agrietadas producidas durante la perforación, consiguiendo la suavidad superficial requerida. La primera etapa elimina las capas irregulares del interior de los orificios de las piedras preciosas. La segunda fase elimina las capas agrietadas. Durante el pulido de los orificios interiores, el polvo de diamante y el líquido de pulido son empujados por el hilo de cobre corrugado, y algunas partículas abrasivas son presionadas en las depresiones del hilo de cobre corrugado. Por el contrario, un gran número de partículas abrasivas libres en la superficie del agujero son empujadas, arrastradas, vibran y ruedan a medida que el hilo de cobre corrugado se desplaza con respecto al agujero interior de la piedra preciosa, chocando con los picos de las capas irregulares de la superficie del agujero. Sin embargo, como el alambre de cobre corrugado es blando, se encuentra en un estado de flotación elástica durante el trabajo, lo que da lugar a un efecto de corte relativamente débil, dejando sólo arañazos poco profundos en la superficie procesada, por lo que requiere un tiempo de pulido más largo. Con la vibración y la acción de tracción, las partículas abrasivas aumentan en el alambre de cobre corrugado, dándole un cierto efecto de micro-corte, permitiendo que el pulido proceda relativamente rápido, y la suavidad de la superficie del agujero mejora rápidamente.
3.2 Equipo, herramientas y proceso de pulido para el pulido de orificios interiores
- Pulidora vibratoria.
- Alambre de cobre corrugado.
- Proceso de pulido.
Ensarte las cuentas con alambre de cobre corrugado, 5~10 cuentas por ensarte, asegurando ambos extremos del alambre de cobre para evitar que las cuentas se caigan. Coloque el polvo de pulido en la tolva de la máquina vibratoria, y usted puede comenzar a pulir.
Sección II Análisis de calidad del procesamiento de piedras preciosas
1. Defectos comunes del producto y causas en el procesamiento de piedras preciosas facetadas.
Las piedras preciosas facetadas encontrarán en mayor o menor medida problemas de calidad del producto durante su procesamiento. Analizar la calidad de los productos y sus causas y evitar problemas de calidad durante la producción es un método de control de costes para las empresas.
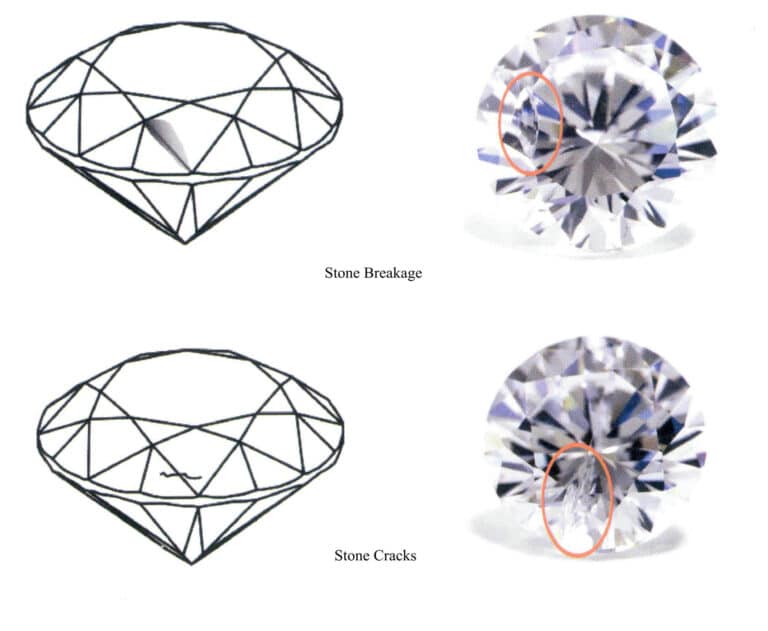
(1) Roturas y grietas
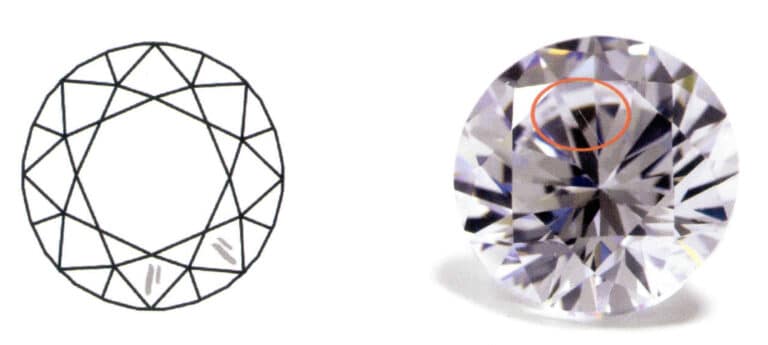
El astillado se refiere a que el producto presenta muescas. El agrietamiento se refiere a grietas internas o externas (Figura 9-1).
La principal causa de rotura es el choque con objetos duros durante el grabado, el pulido y la limpieza. La causa de las grietas es no eliminar las grietas existentes en la materia prima durante el corte o las operaciones de corte inadecuadas. El calor generado durante el grabado y el pulido también puede provocar grietas.
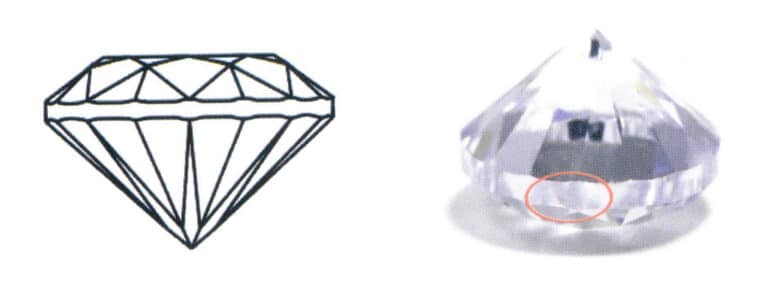
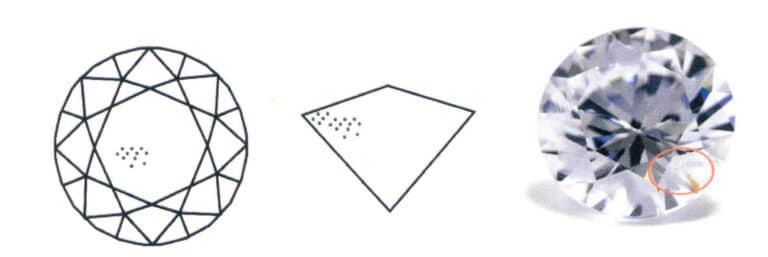
(2) Burbujas e impurezas
Las burbujas e impurezas son inclusiones dentro de la materia prima de la gema que no se eliminaron completamente durante el corte, como se muestra en la figura 9-2.

(3) Nubosidad densa
La nubosidad intensa se refiere a que el producto tiene un acabado no brillante, con una superficie que parece blanca empañada, causada por un pulido deficiente, como se muestra en la Figura 9-3.

(4) Nubosidad
El enturbiamiento se refiere a que el producto tiene un brillo insuficiente en la superficie pulida, con zonas visibles de color blanco grisáceo oscuro causadas por un pulido deficiente, como se muestra en la Figura 9-4.

(5) Ligeramente nublado
Ligeramente turbio se refiere a productos con facetas relativamente brillantes, sin blanco grisáceo visible a simple vista, pero pueden verse defectos de color blanco grisáceo bajo lupa causados por un pulido deficiente.
(6) Astillado
El astillado se refiere a defectos en los que parte o toda la línea de cintura del producto se ha desgastado, dando lugar a un aspecto de filo de cuchillo, como se muestra en la Figura 9-5.

(7) Borde grueso
El borde grueso (grosor de la cintura) se refiere a la cintura del producto que excede el 2% de la altura total, como se muestra en la Figura 9-6.
(8) Poros de arena
Los poros de arena son marcas dejadas por el proceso de pulido que no eliminó completamente los arañazos de la piedra preciosa, como se muestra en la figura 9-7.
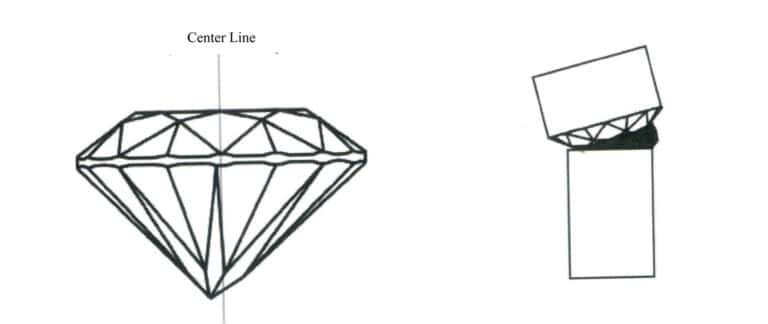
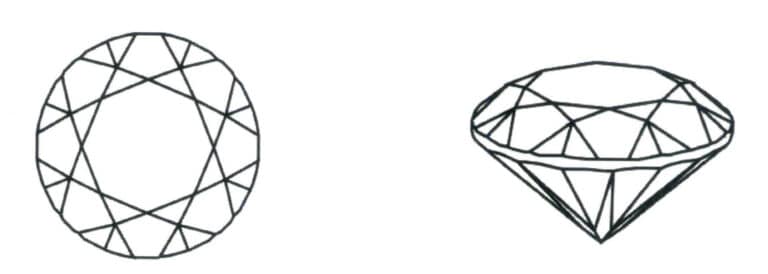
(9) Culet descentrado
El fenómeno en el que la punta inferior del producto se desvía de la línea central se denomina culet descentrado. La punta de la tabla no es perpendicular a la varilla de hierro al contrapicar, como se muestra en la Figura 9-8.
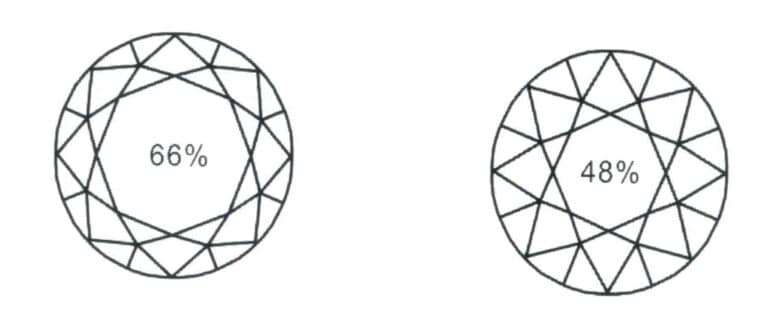
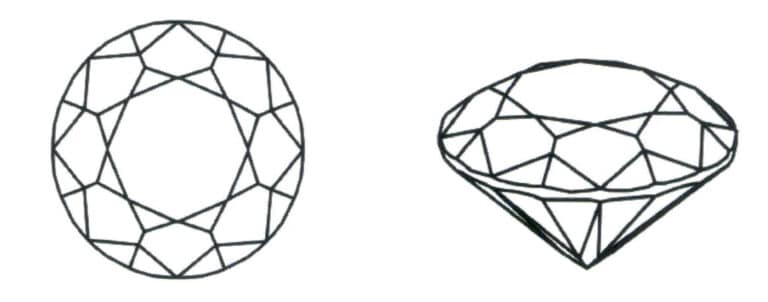
(10) El tamaño de la mesa no está cualificado
El tablero de los productos de piedras preciosas facetadas debe representar 58%~60% del diámetro. Si el tablero de los productos de piedras preciosas facetadas es superior a 60% del diámetro o inferior a 58% del diámetro, se considera no calificado, como se muestra en la Figura 9-9.
(11) Fuga de luz
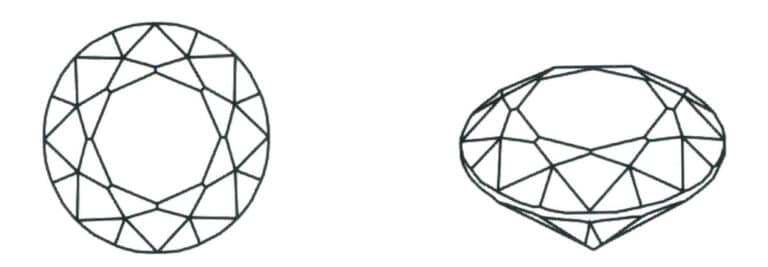
El defecto del ángulo del pabellón es que necesita ser mayor, y la altura total del pabellón que necesita ser cualificada se denomina fuga de luz. La razón principal es que el ángulo del pabellón es menor que el ángulo de diseño, como se muestra en la Figura 9-10.

(12) Fondo oscuro
El defecto de que el ángulo del pabellón sea demasiado grande y el pabellón demasiado alto en los productos de gemas facetadas se denomina base negra. La razón principal es que el ángulo del pabellón es mayor que el ángulo de diseño, como se muestra en la figura 9-11.
Copywrite @ Sobling.Jewelry - Fabricante de joyería personalizada, fábrica de joyería OEM y ODM
(13) Separación de estrellas
El fenómeno en el que los ángulos entre facetas de estrella adyacentes en productos de piedras preciosas facetadas no se unen en un punto se denomina separación de estrellas, como se muestra en la figura 9-12.

(14) Colisión estelar
El fenómeno en el que los ángulos entre facetas de estrella adyacentes en productos de piedras preciosas facetadas se conectan excesivamente se denomina colisión de estrella, como se muestra en la figura 9-13.
(15) Colisión de cinturas estelares
El fenómeno en el que los ángulos entre la cara pequeña de la estrella y la cara pequeña de la cintura superior en los productos de piedras preciosas facetadas se conectan en las esquinas se denomina colisión de cintura de estrella, como se muestra en la figura 9-14.

(16) Separación de la cintura de la estrella
El fenómeno en el que los ángulos entre la cara pequeña de la estrella y la cara pequeña de la cintura superior en los productos de piedras preciosas facetadas no se conectan se denomina separación de la cintura de la estrella, como se muestra en la figura 9-15.
(17) Separación de la cintura
El fenómeno en el que los ángulos entre las dos facetas superiores de la cintura de una gema facetada no se conectan se denomina separación de la cintura, como se muestra en la figura 9-16.
(18) Colisión de cintura
El ángulo y la transición angular que conectan dos facetas de cintura superior en productos de piedras preciosas facetadas se denomina colisión de cintura, como se muestra en la figura 9-17.

(19) Polifacético
El defecto de que aparezcan dos o más facetas en una faceta ideal en productos de piedras preciosas facetadas se denomina multifacetado, como se muestra en la figura 9-18.
(20) Tablero de arrastre
El defecto en la unión de facetas adyacentes de productos de piedras preciosas facetadas que no forma bordes afilados sino que presenta una forma de arco redondeado se denomina tabla de arrastre, como se muestra en la figura 9-19.

(21) Sin punta
El defecto de los productos de piedras preciosas facetadas en los que no se recoge la punta inferior se denomina "no puntiagudo". La causa suele ser la altura insuficiente de la piedra en bruto, como se muestra en la figura 9-20.
(22) Poco puntiagudo
El defecto en las piedras preciosas facetadas en el que la faceta principal del pabellón no converge en un punto con la punta inferior se denomina "mal punteado", como se muestra en la figura 9-21.

(23) El tamaño no está cualificado
En los productos de piedras preciosas facetadas, los errores de talla que superan los requisitos de diseño se denominan tallas no cualificadas, como se muestra en la figura 9-22.
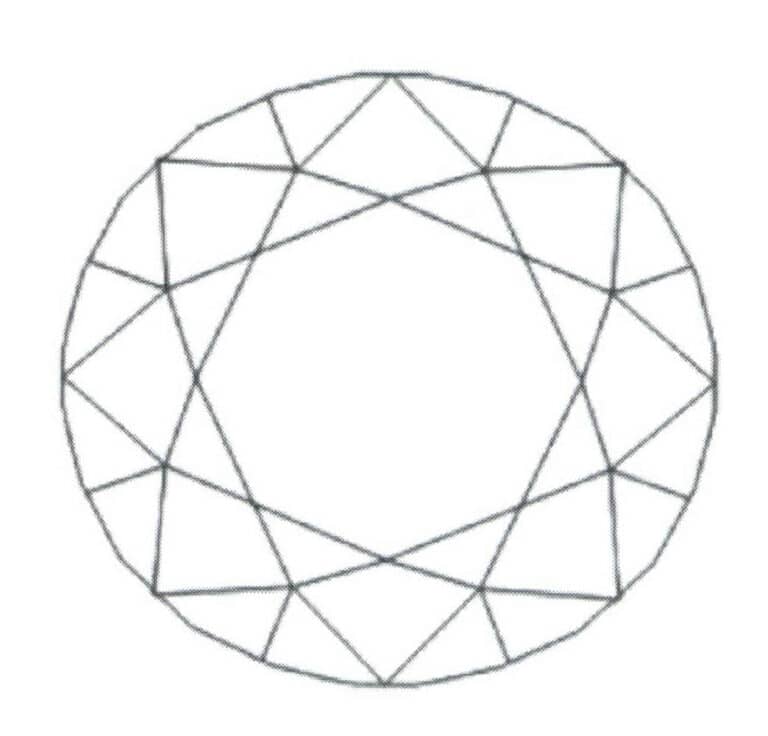
(24) Pérdida de redondez
En los productos acabados con piedras preciosas redondas, los diámetros de la circunferencia de la cintura no son iguales, por lo que se denomina pérdida de redondez a los productos con forma irregular. Este problema se debe a la falta de conformidad en la forma durante la producción de piedras en bruto o a operaciones manuales incorrectas de canteado, como se muestra en la Figura 9-23.
(25) Punta rayada
El fenómeno de pequeños arañazos en forma de puntos en la punta inferior o magulladuras en los bordes cerca de la punta inferior en productos de piedras preciosas facetadas se denomina punta de flor, como se muestra en la figura 9-24.
(26) Piedra dañada
El fenómeno de las rayas en las piedras preciosas facetadas se denomina "piedra dañada", como se muestra en la figura 9-25.
2. Inspección de la calidad de las gemas
2.1 Herramientas de inspección de la calidad de las gemas
(1) Toalla especial para inspección de piedras preciosas
Elija toallas hechas de algodón con buena absorción de agua, como se muestra en la Figura 9-26.

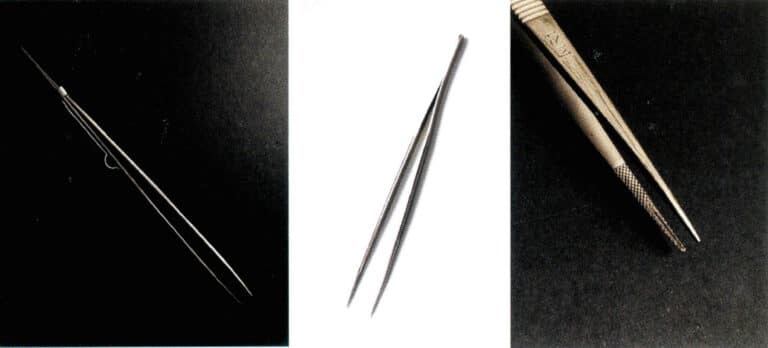
(2) Pinzas para piedras preciosas
Las pinzas para piedras preciosas deben ser de acero inoxidable, con o sin mecanismo de bloqueo; las puntas de las pinzas pueden tener dientes con o sin ranuras. Las pinzas sin ranuras se suelen utilizar para contar piedras preciosas, mientras que las pinzas con ranuras se suelen utilizar para sujetar piedras preciosas, como se muestra en la figura 9-27.
(3) Lupa para gemas
La lupa plegable para gemas utilizada habitualmente para el procesamiento y la inspección de gemas suele tener un aumento de 5~10 veces. La distancia focal de la lupa plegable es fija, lo que hace que su manejo sea sencillo, cómodo e intuitivo, como se muestra en la Figura 9-28.

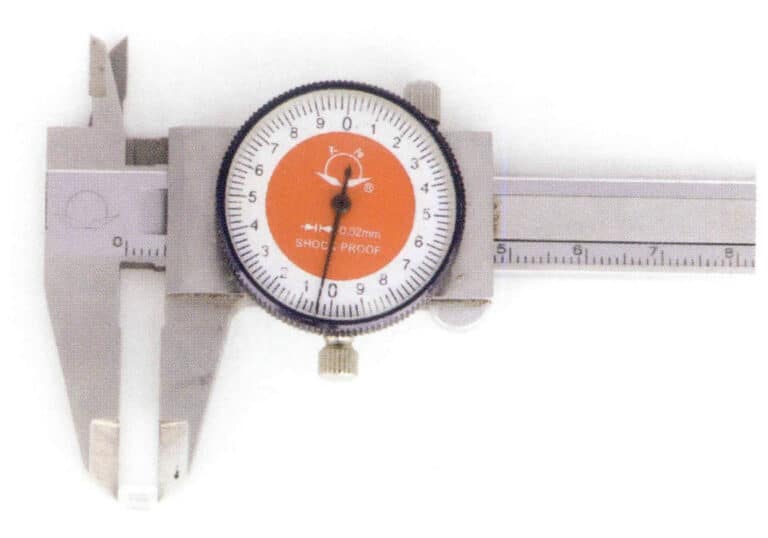
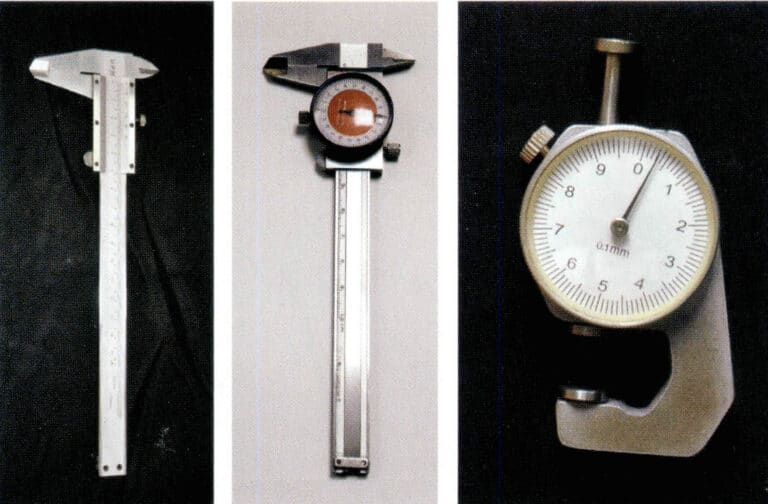
(4) Calibre
El calibre se utiliza para medir las dimensiones de los productos de gemas, como se muestra en la Figura 9-29.
2.2 Normas de clasificación del mercado para la inspección de la calidad de las gemas artificiales
(1) Normas técnicas
① Especificaciones y dimensiones
El diámetro del círculo mide las especificaciones de los productos de diamante redondo. Los productos irregulares se miden por los ejes corto y largo, y sus especificaciones son de 1 a 110 mm.
② Desviación admisible del tamaño (Tabla 9-1)
Tabla 9-1 Desviación de tamaño permitida
| Tamaño de especificación (mm) | AAA | AA | A | B | C | D |
|---|---|---|---|---|---|---|
| 1 ~ 2 | ±0.01 | ±0.02 | ±0.03 | ±0.04 | ±0.05 | ±0.12 |
| > 2 ~ 5 | ±0.02 | ±0.03 | ±0.04 | ±0.05 | ±0.08 | ±0.15 |
| > 5 ~ 25 | ±0.03 | ±0.04 | ±0.05 | ±0.06 | ±0.10 | ±0.18 |
| > 25 | ±0.05 | ±0.08 | ±0.10 | ±0.15 | ±0.20 | ±0.20 |
(2) Normas de inspección de gemas a todos los niveles
① Normas de inspección de gemas de grado AAA del mercado.
- El tamaño es exacto, y la luz es transparente. Cuando se comprueba con una lupa de 10 aumentos, la superficie de las facetas no debe tener marcas de pulido de niebla de color blanco grisáceo, buena redondez, proporciones de corte: 59%≤proporción de profundidad total≤64%, 53%≤proporción de anchura de la tabla≤58%, 2%≤proporción de grosor de la cintura≤5%, y la superficie es uniforme.
- Sin astillas, puntas torcidas, turbiedad, agujeros de arena, fugas de luz, base negra, bordes gruesos, pérdida de redondez, sin punta, placas múltiples, placas que se arrastran y otros defectos.
- Simetría: sin colisiones de estrellas, separaciones de estrellas, colisiones de cinturas de estrellas, separaciones de cinturas de estrellas, colisiones de cinturas, separaciones de cinturas y otros defectos. La faceta principal de la corona presenta forma de cometa; la punta está bien definida.
② Normas de inspección de piedras preciosas de grado AA del mercado
- El tamaño es exacto, y la luz es transparente. Cuando se comprueba con una lupa de 10 aumentos, la superficie de las facetas no debe tener marcas de pulido de niebla de color blanco grisáceo, buena redondez, proporciones de corte: 59%≤proporción de profundidad total≤64%, 53%≤proporción de anchura de la tabla≤58%, 2%≤proporción de grosor de la cintura≤5%, y la superficie es uniforme.
- Sin astillado, puntas torcidas, enturbiamiento, agujeros de arena, fugas de luz, base negra, bordes gruesos, pérdida de redondez, no puntiagudos, tablas múltiples, tablas arrastradas y otros defectos.
- Se permiten ligeros choques de cintura en estrella, choques de cintura, separación de cintura, pero no se permite la separación de cintura en estrella; o no se permiten choques de cintura en estrella, choques de cintura en estrella, separación de cintura, separación de cintura, se permiten ligeros choques de cintura en estrella, pero no se permite la separación de cintura en estrella, la faceta principal de la corona presenta forma de cometa; se prefiere la forma puntiaguda.
③ Normas de inspección de piedras preciosas de nivel A
- Dimensiones exactas, buena transmisión de la luz, comprobado con una lupa de 10 aumentos, la superficie de las facetas debe estar libre de marcas de pulido gris-blanco empañado, buena redondez, proporciones de corte: 59%≤proporción de profundidad total≤64%, 53%≤proporción de anchura de la tabla≤58%, 2%≤proporción de grosor de la cintura≤5%, superficie uniforme de la tabla.
- Sin astillado, puntas torcidas, enturbiamiento, agujeros de arena, fugas de luz, base negra, bordes gruesos, pérdida de redondez, no puntiagudos, tablas múltiples, tablas arrastradas y otros defectos.
- Permitir ligeras colisiones de cintura de estrella, colisiones de cintura, separaciones de cintura; no permitir separaciones de cintura de estrella; o no permitir colisiones de cintura de estrella, colisiones de cintura de estrella, separaciones de cintura, permitir ligeras colisiones de estrella, no permitir separaciones de estrella, la faceta principal de la corona presenta una forma de cometa; se prefiere la punta afilada.
④ Normas de inspección de piedras preciosas de grado B
- Se permiten las relativamente brillantes, ligeramente brumosas, con agujeros de arena extremadamente pequeños, con puntas ligeramente torcidas y relativamente redondas.
- No se admiten defectos evidentes como astillado, sin punta, facetas múltiples o facetas arrastradas.
- Permitir colisiones de estrellas no obvias, separaciones de estrellas, colisiones de cinturas de estrellas, separaciones de cinturas de estrellas, colisiones de cinturas y separaciones de cinturas.
⑤ Normas de inspección de gemas de grado C
- Defectos graves como inclusiones y agujeros de arena.
- Defectos como astillado, sin punta, pérdida de redondez, tablas múltiples y tablas arrastradas son más evidentes.
⑥ Normas de inspección de gemas de grado D
- Defectos graves como inclusiones y agujeros de arena.
- Defectos como el astillado de los bordes, el culet descentrado, la pérdida de redondez y las tablas múltiples son bastante graves, con fenómenos de falta de punta o tablas múltiples.
➆ Normas de inspección de piedras preciosas de grado E
Se refiere a las que presentan roturas, grietas, caries, impurezas, burbujas, gran turbidez y las más graves de grado D, también conocidas como piedras de desecho.
(3) Métodos de clasificación de mercados
La clasificación de piedras preciosas en el mercado de Wuzhou de Guangxi adopta generalmente los siguientes métodos (con excepciones para requisitos especiales).
Productos AAA: Grado AAA.
Bienes A: Grado A, grado AA, grado AAA.
Bienes AB: Las calidades A y B se contabilizan cada una 50%.
Total de mercancías superiores: Los grados A y B suponen 80%, y los grados C suponen 20%.
Total de mercancías inferiores: El grado A representa 10%, los grados B y C representan 90%.
Bienes BC: Grado B y C.
Piedra secundaria: Grado D.
Piedra de desecho: Grado E.
3. Limpieza de gemas
Tras el procesamiento de la gema, hay que limpiar las manchas de aceite y el pegamento residual de la superficie de la gema. Existen muchos métodos de limpieza, y a la hora de diseñar la fórmula de la solución limpiadora, ésta debe ser capaz de eliminar el adhesivo y otras suciedades adheridas a la superficie de la pieza.
A continuación se describen los métodos de limpieza más utilizados.
(1) Método de limpieza alcalina
Mezcle ceniza de sosa y agua en una proporción de 1:10, y caliente a 100℃. Coloque las piedras preciosas procesadas en una cesta de acero inoxidable, sumérjalas en el agua con ceniza de sosa y hiérvalas durante 10 minutos para limpiarlas bien.
(2) Método de limpieza con alcohol
Coloque las piedras preciosas en recipientes de cerámica, plástico o cristal y, a continuación, vierta alcohol para empapar la superficie de las piedras preciosas hasta que se despegue el adhesivo.
(3) Método de limpieza Tiana
Colocar las piedras preciosas que se van a limpiar en un cuenco de cerámica, verter tiana para sumergir las piedras preciosas y, a continuación, aclarar a fondo con agua limpia después de 10~15 min.