Πώς να δημιουργήσετε αριστουργήματα ελαφρού κοσμήματος με ηλεκτροδιαμόρφωση
Διαδικασία ηλεκτροδιαμόρφωσης: Από τη χύτευση στην επεξεργασία επιφάνειας
Η διαδικασία ηλεκτροδιαμόρφωσης είναι μια τεχνολογία χύτευσης με ηλεκτροαπόθεση και μια νέα τεχνική χειροτεχνίας που εισήχθη στη βιομηχανία επεξεργασίας και κατασκευής κοσμημάτων. Προήλθε από τις Ηνωμένες Πολιτείες τη δεκαετία του 1960 και παρουσιάστηκε για πρώτη φορά στην έκθεση κοσμήματος της Βασιλείας στην Ελβετία το 1984, συμπεριλαμβανομένης της τεχνολογίας ηλεκτροδιαμόρφωσης χρυσού 18Κ και των ηλεκτροδιαμορφωμένων κοσμημάτων. Η διαδικασία ηλεκτροδιαμόρφωσης εναποθέτει μέταλλα ή κράματα όπως χρυσό, ασήμι και χαλκό στην επιφάνεια ενός μοντέλου μέσω ηλεκτρόλυσης και στη συνέχεια αφαιρεί το μοντέλο για να σχηματίσει κοίλα, ελαφριά προϊόντα κοσμήματος με μεγάλο όγκο. Αντισταθμίζει την αδυναμία της χύτευσης με χαμένο κερί να παράγει χυτά με λεπτά τοιχώματα. Επιλύει τα ελαττώματα της μηχανικής σφράγισης που δεν μπορεί να κατασκευάσει προϊόντα κοσμήματος μεγάλου όγκου με σαφείς λεπτομέρειες. Σε σύγκριση με τη χύτευση με χαμένο κερί, διαθέτει ένα πολύ λεπτό μεταλλικό στρώμα, μειώνοντας σημαντικά το βάρος του προϊόντος, διατηρώντας τον ίδιο όγκο, μειώνοντας αποτελεσματικά το κόστος παραγωγής και ενισχύοντας την ανταγωνιστικότητα των προϊόντων κοσμημάτων. Αυτή η τεχνολογία μπορεί επίσης να δημιουργήσει ειδικά μοντέρνα κοσμήματα καμπύλης σειράς και διάφορα νέα στυλ κοσμημάτων με απρόσκοπτη επιφάνεια.
Η τεχνολογία ηλεκτροδιαμόρφωσης χρησιμοποιεί τις συνδυασμένες επιδράσεις διαφόρων χημικών συστατικών, την ταχύτητα λειτουργίας του εξοπλισμού, τη θερμοκρασία, την ένταση του ρεύματος και το μέγεθος των χυτών για την παραγωγή κοίλων προϊόντων κοσμήματος. Ως εκ τούτου, στη διαδικασία τεχνικής λειτουργίας των εργασιών παραγωγής, σε αντίθεση με άλλες χειροκίνητες διαδικασίες, είναι απαραίτητο να ακολουθείτε αυστηρά την καθοδήγηση των τεχνικών παραμέτρων και να τη συνδυάζετε με την πρακτική εμπειρία παραγωγής. Μια σχολαστική και επιστημονικά αυστηρή στάση εργασίας είναι απαραίτητη για τη βελτίωση των λειτουργικών επιπέδων στις εργασίες παραγωγής και την επίτευξη υψηλής απόδοσης εξειδικευμένων προϊόντων ηλεκτροδιαμορφωμένων κοσμημάτων.
Η τυπική διαδικασία ηλεκτροδιαμόρφωσης αποτελείται κυρίως από αλληλένδετα στάδια παραγωγής, συμπεριλαμβανομένης της σμίλευσης του προτύπου καλουπιού, της αντιγραφής καλουπιού, της έγχυσης κεριού στο καλούπι, του φινιρίσματος του καλουπιού κεριού, της εφαρμογής πάστας, της ηλεκτροδιαμόρφωσης, του φινιρίσματος, της απο-κεροποίησης και της στίλβωσης.

Σχηματική απεικόνιση της δομής Electroforming
Πίνακας περιεχομένων
Ενότητα I Η αρχή λειτουργίας της ηλεκτρολυτικής χύτευσης
1. Η αρχή λειτουργίας της ηλεκτρολυτικής χύτευσης
2. Βασική δομή της τεχνολογίας ηλεκτροδιαμόρφωσης
Η βασική δομή της ηλεκτροδιαμόρφωσης μπορεί να χωριστεί σε τέσσερα μέρη, που περιλαμβάνουν την τροφοδοσία ρεύματος, τη δεξαμενή ηλεκτρόλυσης, το κύκλωμα, τους βοηθητικούς μηχανισμούς και τα αντιδραστήρια (βλ. Εικόνα 9-1).
(1) Παροχή ρεύματος. Μετατρέπει μια παροχή ρεύματος 220 V σε παροχή ρεύματος συνεχούς ρεύματος μέσω εξοπλισμού ανόρθωσης. Η κάθοδος και η άνοδος εγκαθίστανται στη δεξαμενή ηλεκτρόλυσης.
(2) Δεξαμενές ηλεκτρολυτικής. Χρησιμοποιήστε δοχεία ανθεκτικά στη διάβρωση, όπως δεξαμενές υάλου και δεξαμενές PVC.
(3) Κύκλωμα. Τα τεμάχια προς ηλεκτρολυτική χύτευση συνδέονται με την κάθοδο και η άνοδος συνδέεται με τις μεταλλικές πλάκες των μεταλλικών ιόντων που απαιτούνται στον ηλεκτρολύτη, σχηματίζοντας ένα κύκλωμα στο ηλεκτρολυτικό κύτταρο.
(4) Βοηθητικοί μηχανισμοί και αντιδραστήρια. Για την παρασκευή του ηλεκτρολύτη απαιτούνται φίλτρα, αναμικτήρες, μεταλλικά άλατα, οξέα, βάσεις και άλλα χημικά αντιδραστήρια.
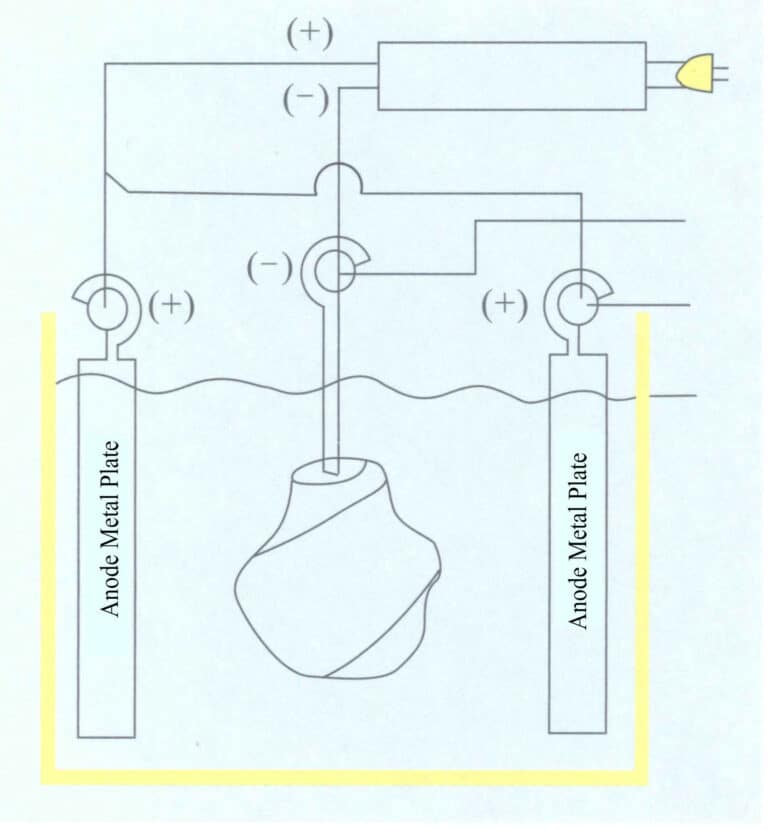
Σχήμα 9-1 Σχηματική απεικόνιση της δομής ηλεκτροδιαμόρφωσης
Ενότητα II Κατασκευή κεριού σε καλούπι
1. Σχηματισμός του μοτίβου
Τα κέρινα μοντέλα κατασκευάζονται συνήθως από κερί κοσμήματος ως πρώτη ύλη, χρησιμοποιώντας τεχνικές όπως το υψηλό ανάγλυφο, το χαμηλό ανάγλυφο, το διάτρητο έργο και το σκάλισμα γραμμών για τη δημιουργία κέρινων μοντέλων.
(1) Κύρια εργαλεία
Ηλεκτρικός κρεμαστός μύλος με εύκαμπτο άξονα, ηλεκτρικό πιστολάκι μαλλιών, ηλεκτρικό κολλητήρι, επιτραπέζια λάμπα, μαχαίρια για σκάλισμα διαφόρων προδιαγραφών, διαβήτες, ξύστρες, λίμες διαφόρων σχημάτων και προδιαγραφών, τετράγωνα, τσιμπιδάκια κ.λπ.
(2) Κύρια υλικά
Κερί για κοσμήματα, σκληρός πηλός για λεπτό σκάλισμα, χώμα με βάση το ξύλο, σκόνη γύψου, βενζίνη, γυαλόχαρτο κ.λπ.
(3) Βιοτεχνικός σχεδιασμός
Ο σχεδιασμός βασίζεται στις απαιτήσεις του πελάτη, σχεδιάζοντας το ιδανικό σχέδιο. Ταυτόχρονα, είναι απαραίτητο να ληφθούν υπόψη οι πρωταρχικές και δευτερεύουσες πτυχές του θέματος και του θέματος, η δυσκολία των διαδικασιών επεξεργασίας και των τεχνικών ηλεκτροδιαμόρφωσης, ο ιδανικός όγκος και η ποιότητα του επεξεργασμένου τεμαχίου και άλλοι παράγοντες για την ικανοποίηση των απαιτήσεων του πελάτη για κοσμήματα και διακοσμητικά έργα τέχνης με φιγούρες, φυτά, ζώα, τοπία κ.λπ.
(4) Αρχικό ακατέργαστο σκάλισμα
Η αρχική διαδικασία πρόχειρης σμίλευσης περιλαμβάνει τη χρήση εργαλείων σμίλευσης για τη σμίλευση του υλικού από κερί σε ένα συγκεκριμένο σχήμα σύμφωνα με τις απαιτήσεις του σχεδίου σχεδιασμού και τις συνθήκες της διαδικασίας για τον καθορισμό της βασικής του μορφής. Αυτό είναι το αρχικό ακατέργαστο στάδιο της διαδικασίας σκαλίσματος και οι βασικές αρχές του είναι οι εξής.
① Αφήστε τις άκρες όταν βλέπετε επιφάνειες, χρησιμοποιώντας τετράγωνα αντί για κύκλους. "Αφήστε τις άκρες όταν βλέπετε τις επιφάνειες" είναι ένα βήμα στη διαδικασία της χειροτεχνικής γλυπτικής. Κατά το σκάλισμα, θα πρέπει πρώτα να βλέπουμε το αντικείμενο που πρόκειται να σκαλίσουμε ως γεωμετρικό σώμα και, σκαλίζοντας συνεχώς το γεωμετρικό σώμα, να διαιρούμε τις μεγάλες επιφάνειες σε μικρότερες επιφάνειες που είναι κοντά στο ελάχιστο σχήμα. Για παράδειγμα, όταν σκαλίζει κανείς το κεφάλι ενός ατόμου, μπορεί να δει το κεφάλι ως ορθογώνιο πρίσμα και στη συνέχεια να το διαιρέσει σε μικρότερες επιφάνειες ανάλογα με τη δομή του κεφαλιού και του προσώπου.
② Κόψτε τα κενά και αφήστε τα στερεά. Κατά τη διάρκεια της διαδικασίας σκαλίσματος, είναι σύνηθες να βλέπουμε κάποιες προεξέχουσες περιοχές του ανθρώπινου σώματος που περιγράφονται από τα ρούχα, τα οποία είναι τα στερεά μέρη, συχνά τα υψηλά σημεία. Αντίθετα, κάποιες εσοχές είναι θαμμένες μέσα στα ρούχα, τα κενά. Τα στερεά μέρη πρέπει να μεταβάλλονται ελάχιστα ή να μένουν ανέγγιχτα, ενώ τα κενά αποτελούν το επίκεντρο της επεξεργασίας, κάνοντας τα στερεά μέρη να ξεχωρίζουν- ως εκ τούτου, ονομάζεται σκαλίζοντας τα κενά και αφήνοντας τα στερεά.
③ Ξεκινήστε ρηχά και στη συνέχεια προχωρήστε βαθιά. Το κύριο σημείο είναι να περιγραφούν τα γενικά περιγράμματα και η δομή της τρισδιάστατης εικόνας στο επίπεδο κατά την απεικόνιση των λεπτομερειών του προϊόντος. Μπορεί κανείς να προχωρήσει σε μεγαλύτερο βάθος μόνο αφού ελέγξει την ακρίβεια των αναλογιών και των σχημάτων.
④ Αφήστε υλικό για σκάλισμα. Αφήστε λίγο πλεονάζον υλικό στα κατάλληλα σημεία για να μπορέσετε να το τροποποιήσετε περαιτέρω.
⑤ Κοντός λαιμός και ψηλοί ώμοι. Αυτή είναι επίσης μια μέθοδος που αφήνει υλικό για σκάλισμα.
(5) Λεπτό σκάλισμα, σχολαστική διακόσμηση
Το λεπτό σκάλισμα γίνεται μετά το αρχικό σκάλισμα του τεμαχίου, αντιμετωπίζοντας διάφορες ελλείψεις από τις προηγούμενες διαδικασίες και εξασφαλίζοντας ότι η επιφάνεια του κεριού είναι λεία και γυαλιστερή. Οι κύριες τεχνικές χειροτεχνίας τους περιλαμβάνουν το λεπτό σκίτσο, την ακριβή τοποθέτηση και το κόψιμο και τον λεπτό καλλωπισμό.
① Λεπτό σκίτσο. Αυτό σημαίνει ότι πρέπει να σχεδιάσετε πιο λεπτομερή περιγράμματα στο αρχικό κομμάτι. Για παράδειγμα, τα μάτια, τα χέρια, τα αυτιά και τα πόδια ενός ατόμου, τα πέταλα και τα φύλλα των λουλουδιών κ.λπ.
② Ακριβής τοποθέτηση και περιποίηση. Μετά την ολοκλήρωση του λεπτού σκίτσου, μπορεί κανείς να εμβαθύνει στο έργο, βελτιώνοντας και εξειδικεύοντας τα μέρη του κενού κομματιού και διακοσμώντας τις διακοσμητικές γραμμές.
③ Λεπτή διακόσμηση. Αυτό περιλαμβάνει κυρίως τον έλεγχο και την αποκατάσταση τυχόν ελλείψεων που παραβλέφθηκαν σε προηγούμενες διαδικασίες. Μετά τον καλλωπισμό του κέρινου καλουπιού, τα επιφανειακά υπολείμματα ξεπλένονται με βενζίνη και ολοκληρώνεται ένα πλήρες κέρινο καλούπι.
(6) Τεχνικές γλυπτικής
Οι τεχνικές γλυπτικής περιλαμβάνουν γενικά τις ακόλουθες κατηγορίες.
① Τρισδιάστατο στρογγυλό σκάλισμα. Επί του παρόντος, τα περισσότερα κέρινα καλούπια κατασκευάζονται με την τεχνική της τρισδιάστατης στρογγυλής σμίλευσης, η οποία απαιτεί λεπτομερή σμίλευση τόσο στην μπροστινή όσο και στην πίσω πλευρά, ενώ το ανάγλυφο χρειάζεται να σμιλευτεί μόνο στη μία πλευρά.
② Υψηλό ανάγλυφο. Το υψηλό ανάγλυφο είναι σχετικά παχύ, με σημαντική απόσταση μεταξύ του παχύτερου και του λεπτότερου σημείου, με ορισμένα να πλησιάζουν το πάχος της στρογγυλής γλυπτικής. Αυτό το υψηλό ανάγλυφο συχνά συνδυάζεται με ρηχό ανάγλυφο ως φόντο για να τονίσει το θέμα, κάνοντας αντίθεση μεταξύ της μακρινής και της κοντινής άποψης.
③ Ρηχό ανάγλυφο. Η απόσταση μεταξύ του παχύτερου και του χαμηλότερου σημείου του είναι σχετικά μικρή, με μικρή διακύμανση και ασαφές τρισδιάστατο αποτέλεσμα.
④ Σκαλίσματα γραμμής. Tη τεχνική του εκφράζει εικόνες μέσω γραμμών, οι οποίες διακρίνονται σε βαθυτυπία και ανάγλυφη. Η βαθυτυπία αναφέρεται στη χάραξη αυλακώσεων σε μια επίπεδη επιφάνεια για να εκφράσει τα χαρακτηριστικά του σχεδίου. Το ανάγλυφο, από την άλλη πλευρά, χρησιμοποιεί υπερυψωμένες γραμμές για να εκφράσει τα χαρακτηριστικά του μοτίβου, όπου η διαδικασία περιλαμβάνει τη διατήρηση των γραμμοσκιασμένων περιοχών, ενώ κατεβάζει τις υπόλοιπες με σμίλη για να αναδείξει τα τμήματα των γραμμών.
⑤ Ανοιχτό έργο (κοίλο σκάλισμα). Η τεχνική αυτή περιλαμβάνει τη χάραξη της "βάσης" ή του φόντου ορισμένων σχεδίων με μια σμίλη, δημιουργώντας ένα λεπτό και ημιδιαφανές αποτέλεσμα. Όσον αφορά τις μεθόδους έκφρασης, υπάρχουν τόσο οι σημειακές όσο και οι εστιακές προοπτικές.
2. Αντιγραφή καλούπι, κοπή καλούπι
Το καλούπι κεριού (επίσης γνωστό ως πρότυπο κεριού ) που έχει περάσει τα παραπάνω πρότυπα σκάλισμα είναι ένα δείγμα στη μαζική παραγωγή. Το δείγμα πρέπει να αναπαραχθεί σε καλούπι από καουτσούκ για να επιτευχθεί η μαζική παραγωγή.
(1) Κύριος εξοπλισμός και εργαλεία
Μηχανή δόνησης κενού, αρκετοί πλαστικοί κάδοι και λεκάνες, περιστρεφόμενοι δίσκοι, επίπεδα φτυάρια, βούρτσες και γάντια.
(2) Κύρια υλικά
1300 εισαγόμενη σιλικόνη, 627 εγχώρια κόλλα, μέσο σκλήρυνσης και απόβλητα γυαλόχαρτου.
(3) Βασικά σημεία της διαδικασίας λειτουργίας
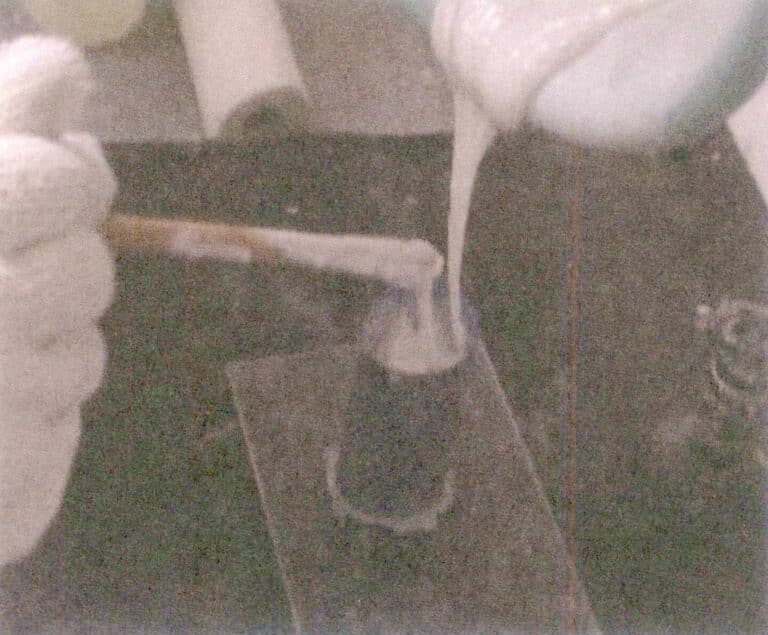
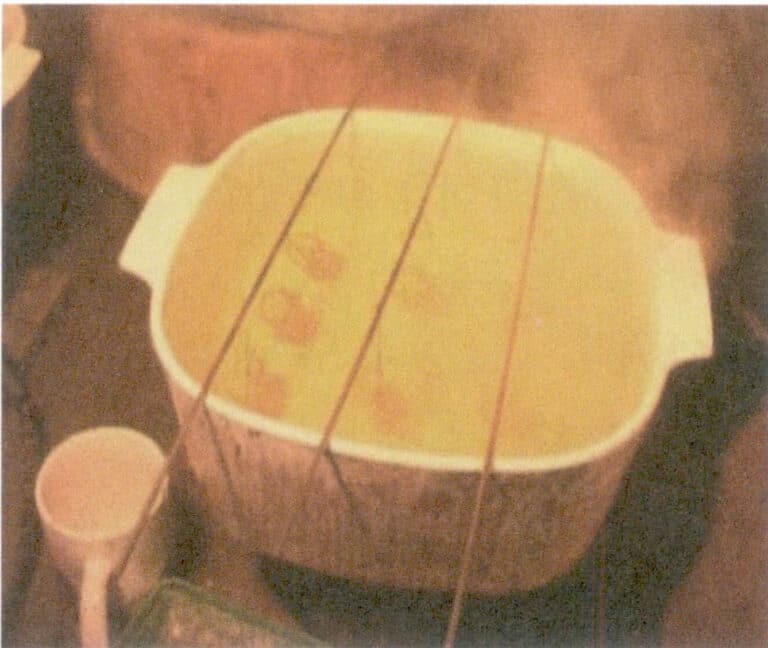
Τυλίξτε το άχρηστο γυαλόχαρτο σε κυλινδρικό σχήμα σύμφωνα με το μέγεθος του προτύπου, συρράψτε το με συρραπτικό, τοποθετήστε το πρότυπο στην ινοσανίδα και στη συνέχεια στερεώστε το τυλιγμένο γυαλόχαρτο γύρω από το εξωτερικό του προτύπου. Ρίξτε τη σιλικόνη και τον παράγοντα σκλήρυνσης στη λεκάνη κόλλας και αναμείξτε καλά. Η αναλογία της σιλικόνης προς τον παράγοντα σκλήρυνσης είναι 10: 1. Χρόνος ανάμιξης: η κόλλα τύπου 627 είναι 15 〜25 λεπτά, η σιλικόνη τύπου 1300 είναι 30 〜45 λεπτά. Μεταξύ του σχεδίου και του σωλήνα γυαλόχαρτου πρέπει να αφήνεται μια ορισμένη απόσταση, γενικά μεγαλύτερη από 7 mm, αλλά δεν πρέπει να είναι πολύ παχιά για να αποφευχθεί η αύξηση της ποσότητας σιλικόνης που χρησιμοποιείται. Στερεώστε τον σωλήνα γυαλόχαρτου σε μια γυάλινη επιφάνεια, σκουπίστε με ηλεκτρική σκούπα την αναμεμειγμένη σιλικόνη, εγχύστε την στον σωλήνα γυαλόχαρτου (Εικόνα 9-2) και στη συνέχεια σκουπίστε ξανά με ηλεκτρική σκούπα. Γενικά, γίνεται πρώτα έγχυση 1/2 και στη συνέχεια συγκόλληση σύμφωνα με την πραγματική κατάσταση μετά την αναρρόφηση με κενό από μηχάνημα κενού. Αφού γεμίσετε τη σιλικόζη, βάλτε την στη μηχανή κενού και τοποθετήστε τον κύλινδρο γυαλόχαρτου στο κατάλληλο και σταθερό μέρος για την τελευταία αναρρόφηση με κενό. Το εγχώριο silica gel μπορεί να στεγνώσει φυσικά σε περίπου πέντε ώρες, ενώ το εισαγόμενο silica gel χρειάζεται 8~12 ώρες για να στεγνώσει φυσικά.
Τα παραπάνω είναι μια γενική μέθοδος για το Copy Mold, ενώ το Copy Mold των μεγάλων προϊόντων είναι κάπως διαφορετικό. Η κατανάλωση υλικών σιλικόνης Copy Mold για μεγάλα προϊόντα είναι υψηλή, το κόστος είναι υψηλό και λόγω του μεγάλου όγκου, είναι δύσκολο να κενωθεί, καθιστώντας την ποιότητα δύσκολο να εξασφαλιστεί. Ως εκ τούτου, γίνεται συνήθως με την εφαρμογή κόλλας στο σχέδιο και στη συνέχεια Copy Mold με γύψο.
Στερεώστε το πρότυπο πάνω στο δίσκο, χρησιμοποιήστε ένα πινέλο για να απλώσετε την προετοιμασμένη σιλικόνη πάνω στο πρότυπο και ελέγξτε προσεκτικά για τυχόν σημεία που έχουν ξεφύγει ή φυσαλίδες. Εάν εντοπιστούν φυσαλίδες, θα πρέπει να αντιμετωπιστούν αμέσως. Αφού προκριθεί η πρώτη στρώση, επαναλάβετε το βούρτσισμα δύο φορές, επιτυγχάνοντας πάχος 3 〜5 mm (ανάλογα με το μέγεθος του προτύπου). Χρησιμοποιήστε πηλό λαδιού για να γεμίσετε μεγαλύτερες κοιλότητες και τρύπες. Στη συνέχεια, αναμείξτε κατάλληλη ποσότητα νερού με γύψο για να προετοιμάσετε τον πολτό γύψου και χρησιμοποιήστε μια επίπεδη σπάτουλα και τα χέρια (φορώντας λαστιχένια γάντια) για να ξύσετε και να απλώσετε τον γύψο πάνω στο πρότυπο, με πάχος περίπου 20 〜30 mm (ανάλογα με το μέγεθος του προτύπου). Κατά την απόξεση και το άπλωμα, ανάλογα με την πολυπλοκότητα του σχήματος του προτύπου, σπάστε το σε διάφορα μέρη για την παραγωγή: τα απλά σε δύο κομμάτια, τα πολύπλοκα σε 3 ~ 4 κομμάτια ή σε πολλά κομμάτια για να διευκολύνετε την αφαίρεση του καλουπιού σιλικόνης και του προτύπου ως πρότυπο. Μετά την κατασκευή του εξωτερικού στρώματος ενός καλουπιού από γύψο, είναι απαραίτητο να εφαρμοστεί κερί δαπέδου στην περιφέρεια και στη συνέχεια να κατασκευαστεί ένα άλλο κομμάτι, εξασφαλίζοντας ότι δεν κολλάνε μεταξύ τους για εύκολη αποσυναρμολόγηση. Μόλις ολοκληρωθεί ολόκληρη η εργασία Copy Mold, θα πρέπει να αφεθεί να στεγνώσει στον αέρα με φυσικό τρόπο. Χρησιμοποιήστε ένα σφυρί από καουτσούκ για να χτυπήσετε το στρώμα γύψου για την αποσυναρμολόγηση, στη συνέχεια χρησιμοποιήστε ένα νυστέρι για να κόψετε το στρώμα σιλικόνης στις κατάλληλες θέσεις για να αφαιρέσετε το σχέδιο. Κλείστε το κομμένο καλούπι σιλικόνης, χρησιμοποιήστε ένα καλούπι αποσυναρμολόγησης γύψου για να συγκρατήσετε και να στερεώσετε το καλούπι σιλικόνης και να το ασφαλίσετε με γραμμές κόλλας και ταινία- η μεγάλη εργασία Copy Mold έχει στη συνέχεια ολοκληρωθεί.
Κατά την κοπή του καλουπιού, επιλέξτε περιοχές που είναι εύκολο να επισκευαστούν, διευκολύνοντας έτσι το φινίρισμα (απόξεση) του καλουπιού από κερί. Αποφεύγετε να κόβετε μέσα από τα χαρακτηριστικά του προσώπου, όταν πλάθετε καλούπια για φιγούρες ή αγάλματα ζώων. Αφού κόψετε το καλούπι, ελέγξτε την ποιότητα του καλουπιού σιλικόνης για να δείτε αν υπάρχουν φυσαλίδες και αν τα καλούπια σιλικόνης εφαρμόζουν σφιχτά μεταξύ τους.
Αντιγραφή Mold καλούπι καουτσούκ βίντεο
3. Έγχυση κεριού
Η έγχυση κεριού στο καλούπι σιλικόνης δημιουργεί καλούπια κεριού για μαζική παραγωγή, γνωστή ως έγχυση κεριού σε καλούπι.
(1) Κύριος εξοπλισμός και εργαλεία
Ηλεκτρικός κύλινδρος θέρμανσης, φούρνος, μηχανή δόνησης κενού, λαβίδα, σιδερένιο κουτάλι, αεροσυμπιεστής, καλούπι από καουτσούκ.
(2) Κύρια υλικά
Μοντέλο 13360 κερί κοσμημάτων.
(3) Βασικά σημεία της λειτουργικής διαδικασίας
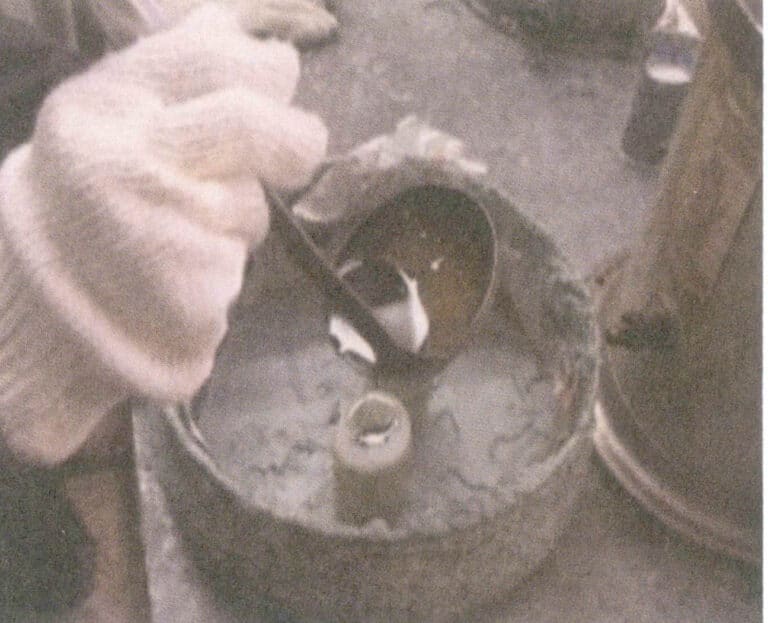
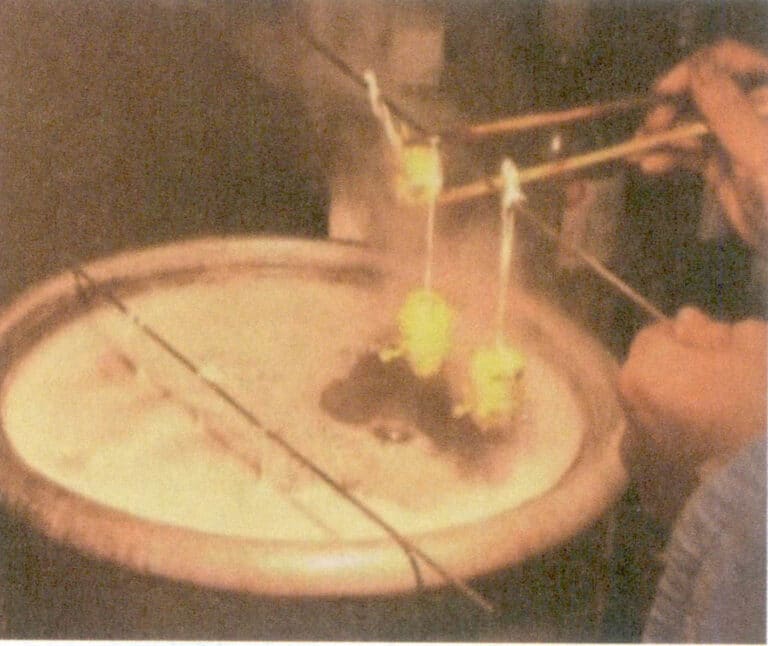
Χρησιμοποιήστε πεπιεσμένο αέρα για να απομακρύνετε τις ακαθαρσίες στο εσωτερικό του καλούπι από καουτσούκ, τοποθετήστε το καλούπι από καουτσούκ στον ηλεκτρικό φούρνο για προθέρμανση για 5 λεπτά, επιτρέποντας στη θερμοκρασία του καουτσούκ να φτάσει τους 60 ~ 65 ℃ και αφαιρέστε την υγρασία (η οποία μπορεί να μειώσει τη δημιουργία φυσαλίδων κατά την έγχυση κεριού). Αφαιρέστε το καλούπι από το φούρνο, κλείστε το και βεβαιωθείτε ότι οι αρθρώσεις έχουν σφραγιστεί πλήρως, ασφαλίζοντάς το με ένα λαστιχάκι. Χρησιμοποιήστε ένα σιδερένιο κουτάλι για να σκαλίσετε το νερό κεριού από τον ηλεκτρικό κύλινδρο θέρμανσης και να το ρίξετε στο σφραγισμένο καλούπι από καουτσούκ (Εικόνα 9-3), στη συνέχεια τοποθετήστε το στη μηχανή δόνησης κενού για κενό 1 〜2 min, βγάλτε το συμπλήρωμα κεριού και κενό ξανά 1 〜2 min. Μετά την ολοκλήρωση της εργασίας έγχυσης κεριού, συμπλήρωσης κεριού και κενού, τοποθετήστε το καλούπι από καουτσούκ στον πάγκο εργασίας για να κρυώσει φυσικά. Μόλις στερεοποιηθεί η θύρα έγχυσης κεριού, τοποθετήστε το καλούπι από καουτσούκ σε μια πλαστική λεκάνη γεμάτη με κρύο νερό για να επιταχύνετε τη στερεοποίηση του κεριού. Ο χρόνος στερεοποίησης εξαρτάται από τον όγκο του κεριού, γενικά πάνω από 30 λεπτά και μερικές φορές έως και 1 ημέρα. Αφού στερεοποιηθεί πλήρως το καλούπι από κερί μέσα στο καλούπι από καουτσούκ, χαλαρώστε τη λαστιχένια ταινία και την ταινία, ανοίξτε το καλούπι από καουτσούκ και βγάλτε το σχηματισμένο καλούπι από κερί.
4. Τροποποίηση κεριού Mold
Η διαδικασία τροποποίησης του κέρινου καλουπιού που έχει σχηματιστεί με έγχυση κεριού για την αποκατάσταση ελαττωμάτων, τον καλλωπισμό της επιφάνειάς του και την ικανοποίηση των απαιτήσεων του σχεδιασμού ονομάζεται φινίρισμα του κέρινου μοντέλου. Η επιφάνεια του κέρινου καλουπιού μετά το φινίρισμα πρέπει να είναι λεία, απαλλαγμένη από ακαθαρσίες και να πληροί τις τεχνικές απαιτήσεις της διαδικασίας ηλεκτροδιαμόρφωσης. Εάν τα μεμονωμένα μοντέλα κεριού πρέπει να τροποποιηθούν κατά τη διαδικασία φινιρίσματος του κεριού, πρέπει να ξαναγυρίσουν στο στάδιο της σμίλευσης κεριού.
(1) Κύρια εργαλεία
Μαχαίρι σκαλίσματος, μαχαίρι απόξεσης κεριού, χειρουργικό μαχαίρι, ηλεκτρικό κολλητήρι, επιτραπέζια λάμπα, τσιμπιδάκι, βενζίνη, λάμπα αλκοόλης, βούρτσα κ.λπ.
(2) Φινίρισμα μοτίβου κεριού
Τροποποιήστε το καλούπι κεριού ώστε να ανταποκρίνεται στις τεχνικές απαιτήσεις παραγωγής της διαδικασίας ηλεκτροδιαμόρφωσης. Χρησιμοποιήστε το κερί (αρχικό) μοντέλο για να αναπαράγετε το καλούπι από καουτσούκ, και όταν πρόκειται για μεγάλες ποσότητες, λειτουργήστε σύμφωνα με τη διαδικασία του μοντέλου κεριού→ ασημένιο μοντέλο→ μοντέλο από καουτσούκ.
(3) Απόξεση του κεριού (φινίρισμα του κεριού) Μούχλα
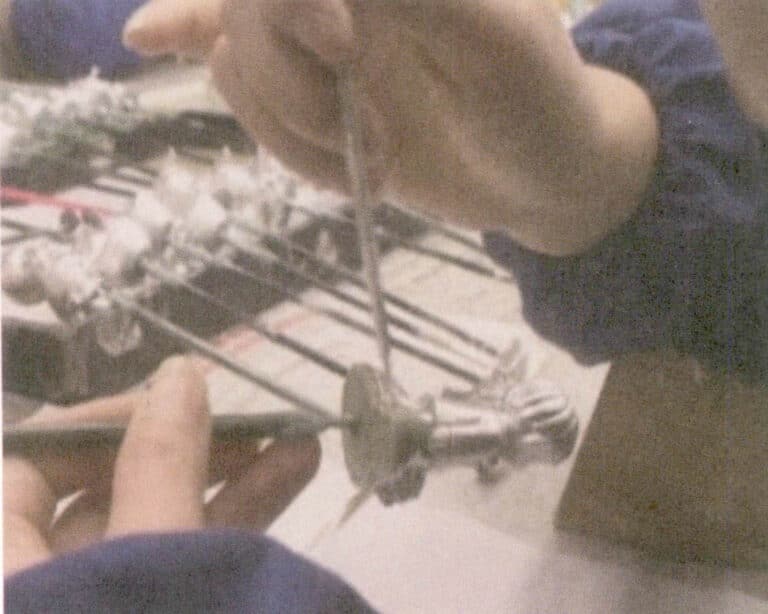
Αναφερόμενοι στο πρωτότυπο μοντέλο, χρησιμοποιήστε μια ξύστρα κεριού ή ένα νυστέρι για να ξύσετε το φλας, τα σημάδια κεριού, τα καλούπια κ.λπ. από το καλούπι κεριού, κάνοντας όλη την επιφάνεια του κεριού όμορφη και λεία (Εικόνα 9-4). Χρησιμοποιήστε ένα ηλεκτρικό κολλητήρι για να σημειώσετε κερί για να γεμίσετε μικρές τρύπες και άλλα ελαττώματα στο καλούπι κεριού ή να συνδέσετε διάφορα εξαρτήματα κεριού. Καθαρίστε την επιφάνεια του κέρινου καλουπιού με βενζίνη για να την κάνετε γυαλιστερή και λεία (Εικόνα 9-5).
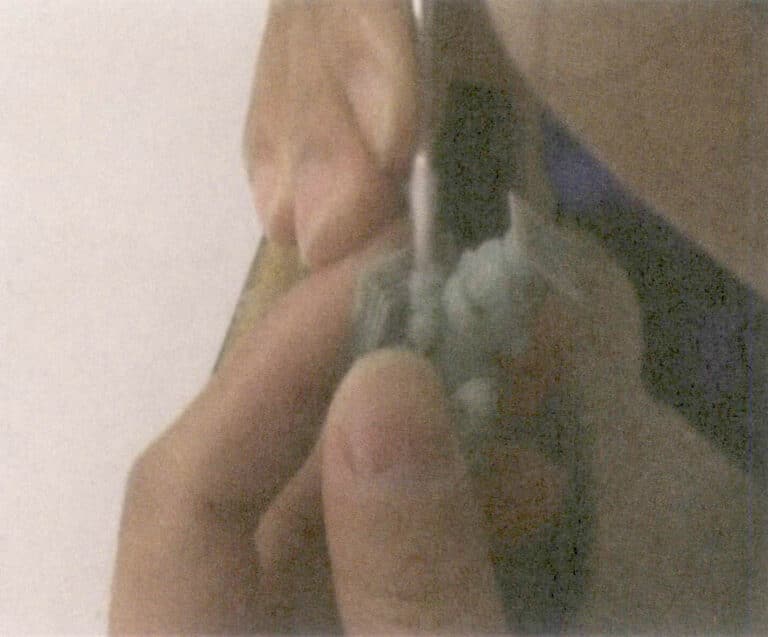
Εικόνα 9-4 Τελειώνοντας το κερί

Εικόνα 9-5 Καθαρισμός του κεριού
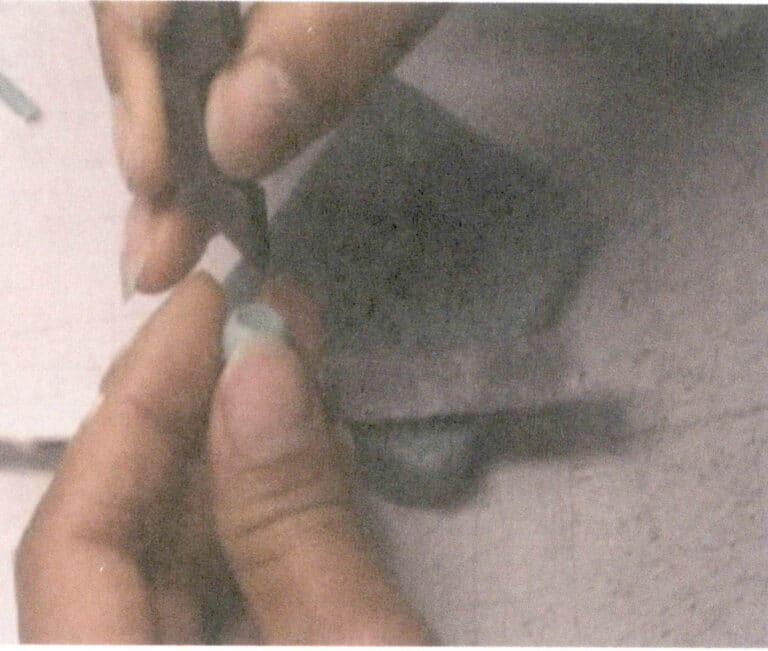
(4) Χαρακτήρες χάραξης
Σημειώστε το χρώμα, το μέγεθος της γραμματοσειράς κ.λπ. στο κερί που έχει προετοιμαστεί για ηλεκτροδιαμόρφωση. Η θέση των χαρακτήρων χάραξης δεν πρέπει να επηρεάζει την αισθητική και δεν πρέπει να έρχεται σε σύγκρουση με τις δεσμευμένες οπές και τους πείρους εισαγωγής για μεταγενέστερη επεξεργασία. Καθαρίστε το καλούπι της τυπογραφικής σφραγίδας με βενζίνη και, στη συνέχεια, σφραγίστε το πάνω στο καλούπι από κερί. Μην εφαρμόζετε υπερβολική δύναμη κατά τη σφράγιση για να μην παραμορφωθεί το κέρινό καλούπι- η τεχνική πρέπει να είναι σωστή (Εικόνα 9-6). Μετά τη σφράγιση, καθαρίστε το καλούπι της σφραγίδας δακτυλογράφησης με βενζίνη και, στη συνέχεια, σφραγίστε στο επόμενο καλούπι κεριού. Μετά τη σφράγιση, ελέγξτε προσεκτικά για γρέζια στο σημείο σφράγισης- αν υπάρχουν, ξύστε απαλά με νυστέρι ή σκουπίστε με βαμβάκι εμποτισμένο με βενζίνη για να διατηρήσετε την επιφάνεια καθαρή και χωρίς σκόνη. Σημειώστε ότι η βενζίνη δεν πρέπει να παραμένει στην περιοχή σφράγισης του κεριού- πρέπει να στεγνώνει γρήγορα- διαφορετικά, η σφραγίδα θα ξεθωριάσει, επηρεάζοντας το αποτέλεσμα της σφράγισης.
Βίντεο φινιρίσματος κεριού σε καλούπι
Έγχυση κεριού και βίντεο φινιρίσματος κεριού
Τμήμα III Κοίλη ηλεκτροδιαμόρφωση
1. Τοποθέτηση της ράβδου ανάρτησης
Για να διευκολυνθεί η ηλεκτρομόρφωση της δεξαμενής χύτευσης, πρέπει να εισαχθεί μια κρεμαστή ράβδος στο καλούπι κεριού για να επιτευχθεί η στερέωση και η αγωγιμότητα.
(1) Κύρια εργαλεία
Κρεμαστές ράβδοι διαφόρων σχημάτων, ηλεκτρικό κολλητήρι, λάμπα αλκοόλης, χειρουργικό μαχαίρι.
(2) Βασικά σημεία της λειτουργικής διαδικασίας
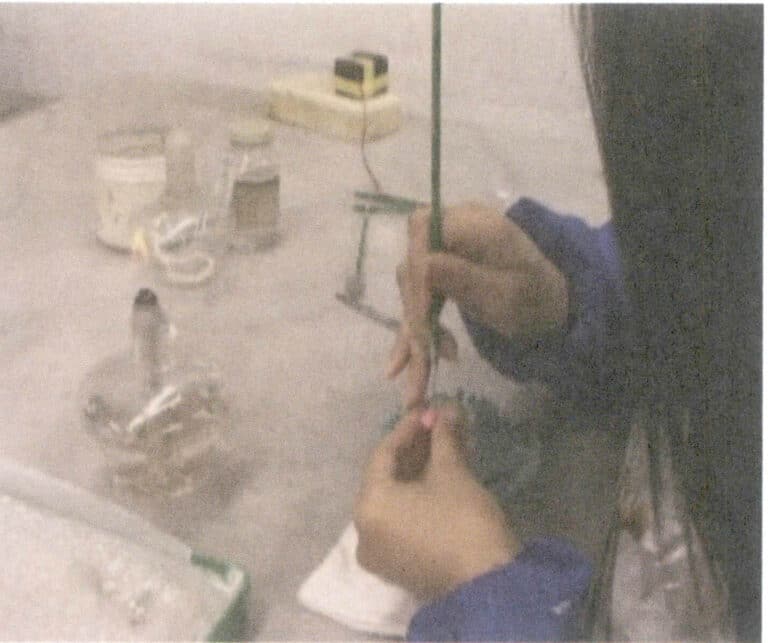
Εγκαταστήστε το τρυπάνι στον ηλεκτρικό κρεμαστό εύκαμπτο άξονα λείανσης, στη συνέχεια ανοίξτε μια τρύπα στην κατάλληλη θέση στο κέντρο της βάσης του κεριού καλουπιού, τοποθετήστε την κατάλληλη ράβδο ανάρτησης σιδήρου στη διάτρητη τρύπα, στη συνέχεια χρησιμοποιήστε το ηλεκτρικό κολλητήρι για να κάνετε κουκκίδες κεριού, να σφραγίσετε και να σφίξετε την τοποθετημένη ράβδο με κερί και να εξομαλύνετε το κερί σφράγισης (Εικόνα 9-7). Εναλλακτικά, επιλέξτε τη σωστή ράβδο ανάρτησης, θερμάνετέ την με μια λάμπα οινοπνεύματος και τοποθετήστε την απευθείας στην κατάλληλη θέση στο κέντρο της βάσης του κεριού. Στη συνέχεια, χρησιμοποιήστε ένα ηλεκτρικό κολλητήρι για να σημειώσετε το κερί, να σφραγίσετε και να σφίξετε το κερί στο σημείο εισαγωγής της ράβδου για να αποτρέψετε την πτώση του καλουπιού κεριού κατά τη διάρκεια της ηλεκτροδιαμόρφωσης στον κύλινδρο χύτευσης και, στη συνέχεια, ξύστε ομαλά το κερί σφράγισης.
Εγκατάσταση ράβδου ανάρτησης βίντεο
2. Εφαρμόστε την πάστα αργύρου (αγώγιμο στρώμα)
Δεδομένου ότι το καλούπι από κερί δεν είναι αγώγιμο υλικό, πρέπει να εφαρμοστεί ένα ομοιόμορφο στρώμα πάστας αργύρου στην επιφάνεια του καλουπιού από κερί. Κατά τη διάρκεια της φυσικής διαδικασίας ξήρανσης του φύλλου αργύρου, η ακετόνη του διαλύτη εξατμίζεται, σχηματίζοντας ένα πολύ λεπτό αγώγιμο στρώμα στην επιφάνεια του κέρινου καλουπιού, προετοιμάζοντας έτσι την ηλεκτρομόρφωση στον κύλινδρο χύτευσης.
(1) Κύριος εξοπλισμός και εργαλεία
Ψυγείο, μαγνητικός αναδευτήρας, νυστέρι, βούρτσα, ποτήρι ζέσεως, διάφορα τρυπάνια και πυξίδα.
(2) Κύρια υλικά
2001TP5Ασημένια πάστα, 4-μεθυλο-2-πεντανόνη (C6H12O) .
(3) Βασικά σημεία της διαδικασίας λειτουργίας
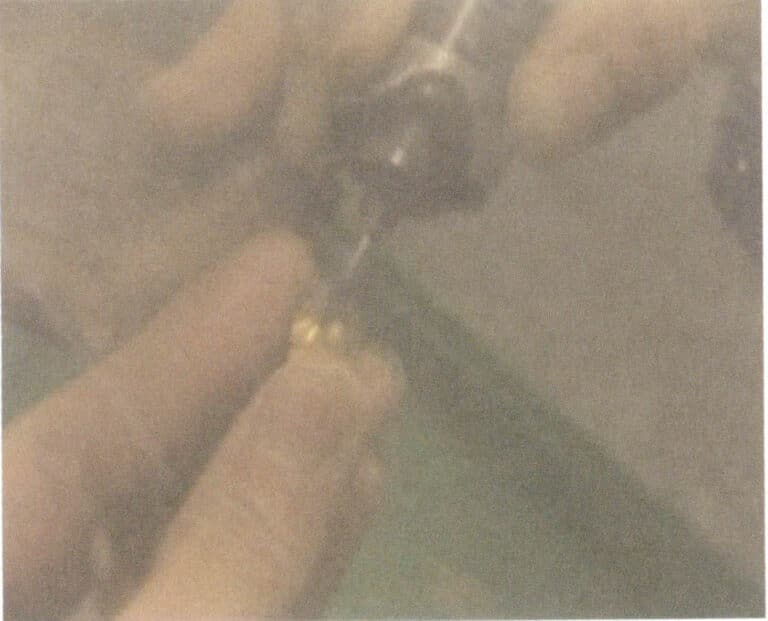
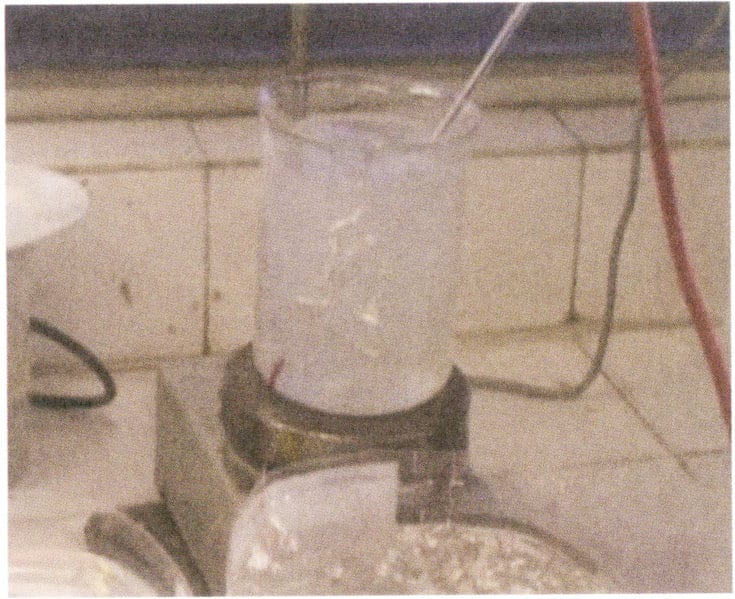
Για το φιλτράρισμα της πάστας αργύρου θα πρέπει να χρησιμοποιηθεί ένα λεπτότερο κόσκινο για την απομάκρυνση των πιο χονδροειδών ουσιών της πάστας αργύρου. Στη συνέχεια, περίπου 300 ml πάστας αργύρου θα πρέπει να χυθούν σε ένα ποτήρι ζέσεως που περιέχει έναν μαγνήτη και να τοποθετηθούν στο κέντρο ενός μαγνητικού αναδευτήρα. Μόλις ενεργοποιηθεί ο μαγνητικός αναδευτήρας, ο μαγνήτης στο ποτήρι ζέσεως θα περιστρέφεται γρήγορα για να αναδεύσει και να διατηρήσει την ασημένια πάστα σε ομοιόμορφη κατάσταση, αποτρέποντας την απολέπιση της επιφάνειας. Εάν η πάστα αργύρου στο ποτήρι ζέσεως γίνει πολύ πυκνή, θα πρέπει να προστεθεί λίγη κετόνη για αραίωση. Χρησιμοποιήστε ένα πινέλο για να βουτήξετε στην ασημένια πάστα και να καλύψετε ομοιόμορφα την επιφάνεια του κερένιου καλουπιού (Εικόνα 9-8). Το αργυρόλαδο πρέπει να καλύπτει την ένωση μεταξύ του κέρινου καλουπιού και της σιδερένιας ράβδου ανάρτησης και η ασημένια πάστα στη σιδερένια ράβδο δεν πρέπει να είναι πολύ υψηλή, ιδανικά περίπου 3 mm. Σε θερμοκρασία δωματίου, η πάστα αργύρου θα οξειδωθεί και θα συσσωρεύσει σκόνη. Ως εκ τούτου, η πάστα αργύρου πρέπει να αποθηκεύεται στο ψυγείο. Η πάστα αργύρου πρέπει να διατηρεί μια ορισμένη συγκέντρωση, ιδανικά με λεία, λευκή εμφάνιση στην επιφάνεια του δείγματος κεριού. Το πινέλο θα πρέπει να καθαρίζεται τακτικά με διαλυτικό ασημένιας πάστας για την αποφυγή προβλημάτων πρόσφυσης.
Επίστρωση ασημένιας πάστας βίντεο
3. Άνοιγμα δεσμευμένων οπών
4. Προετοιμασία πριν από την τοποθέτηση στη δεξαμενή
(1) Έλεγχος και επισκευή των καλούπια κεριού
Ελέγξτε αν υπάρχουν περιοχές στο καλούπι από κερί όπου λείπει ασημένια πάστα ή μικρές ασημένιες χάντρες. Εάν υπάρχουν, θα πρέπει να επιδιορθωθούν αμέσως- διαφορετικά, αυτό θα οδηγήσει σε προβλήματα όπως τρύπες και χάντρες στην επιφάνεια του εκμαγείου μετά την αφαίρεσή του από το καλούπι.
(2) Ζύγιση
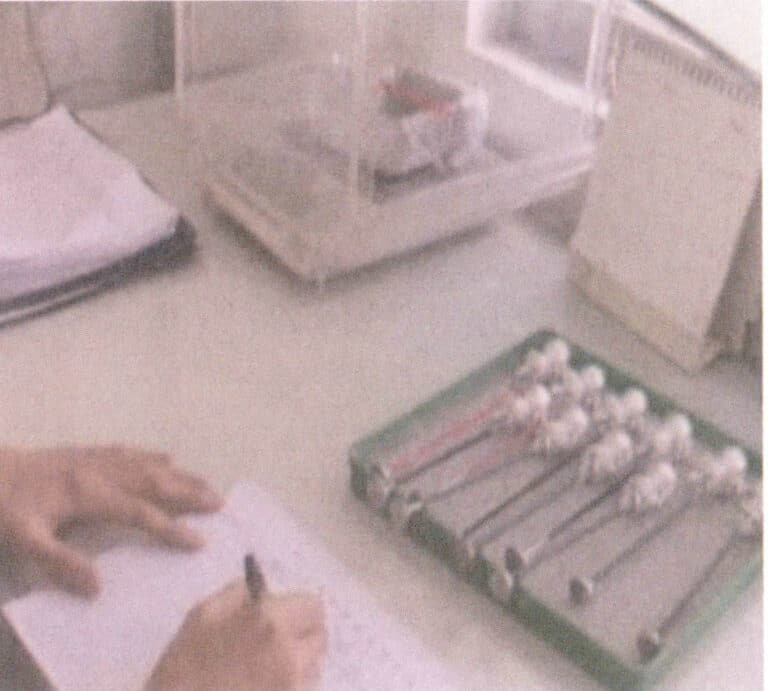
① Κύρια εργαλεία. Ηλεκτρονική ζυγαριά, διάφοροι πλαστικοί δίσκοι.
② Βασικά σημεία λειτουργίας. Ρυθμίστε την ηλεκτρονική ζυγαριά για να διασφαλίσετε ότι είναι σταθερή και κατάλληλη. Αφού προσθέσετε τη σιδερένια κρεμαστή ράβδο στο καλούπι από κερί, τοποθετήστε την στην ηλεκτρονική ζυγαριά για ζύγιση και καταγράψτε τα δεδομένα στο αντίστοιχο "Έντυπο καταγραφής παραγωγής" (Εικόνα 9-9).
Προετοιμασία πριν από την τοποθέτηση στη δεξαμενή βίντεο
(3) Έλεγχος και διόρθωση των δεικτών του διαλύματος ηλεκτρομόρφωσης και του εξοπλισμού
Προτού ξεκινήσει η ηλεκτροδιαμόρφωση του τεμαχίου, είναι απαραίτητο να ελεγχθούν προσεκτικά διάφοροι τεχνικοί δείκτες σύμφωνα με τεχνικά έγγραφα όπως "Ο ρόλος των πρόσθετων υλών και των προτύπων προσθήκης", "Βασικά σημεία της τεχνολογίας ηλεκτροδιαμόρφωσης (παράμετροι)" και "Πρότυπα για τα αποθέματα χρυσού και αργύρου σε κυλίνδρους χύτευσης". Εάν κάποιοι δείκτες δεν πληρούν τις τεχνικές απαιτήσεις, θα πρέπει να διορθωθούν αμέσως. Μόνο όταν πληρούνται όλοι οι τεχνικοί δείκτες παραγωγής μπορεί να προχωρήσει η ηλεκτροδιαμόρφωση του τεμαχίου; Διαφορετικά, το ποσοστό ελαττωμάτων ή το ποσοστό απορριμμάτων θα αυξηθεί.
(4) Μέθοδοι διόρθωσης διαφόρων τεχνικών δεικτών
① Μέθοδος για τη συμπλήρωση άλατος χρυσού (κυανιούχο κάλιο χρυσού). Όταν το άλας χρυσού είναι ανεπαρκές στο διάλυμα ηλεκτρομόρφωσης, η κρυστάλλωση του στρώματος ηλεκτρομόρφωσης είναι λεπτότερη. Παρόλα αυτά, η απόδοση της καθόδου μειώνεται, το επιτρεπόμενο ανώτατο όριο της πυκνότητας ρεύματος καθόδου μειώνεται, το στρώμα ηλεκτροδιαμόρφωσης είναι επιρρεπές σε κάψιμο και μερικές φορές το χρώμα του στρώματος ηλεκτροδιαμόρφωσης εμφανίζεται πιο ανοιχτό. Η αύξηση της περιεκτικότητας σε άλατα χρυσού στο διάλυμα ηλεκτροδιαμόρφωσης αυξάνει το επιτρεπτό ανώτατο όριο της πυκνότητας ρεύματος, βελτιώνει την απόδοση του ρεύματος και είναι ευεργετική για τη γυαλάδα του στρώματος ηλεκτροδιαμόρφωσης. Ωστόσο, όταν η περιεκτικότητα σε άλατα χρυσού στο διάλυμα ηλεκτροδιαμόρφωσης είναι πολύ υψηλή, το ηλεκτροδιαμορφωμένο στρώμα γίνεται χονδροειδές και το χρώμα είναι επιρρεπές σε σκουρόχρωμα και κοκκινίλες.
Για κάθε 1 g καθαρού χρυσού που μορφοποιείται με ηλεκτροσχηματισμό, απαιτούνται 1,47 g χρυσού κυανιούχου καλίου (με περιεκτικότητα σε χρυσό 68,3% ) και 1 ml συμπληρώματος χρυσού για ηλεκτροσχηματισμό. Γενικά, είναι καλύτερο να διατηρείται η περιεκτικότητα σε χρυσό στο διάλυμα ηλεκτροδιαμόρφωσης στα 20 g/L.
Παράδειγμα: Σε μια δεξαμενή ηλεκτροδιαμόρφωσης, πρέπει να διαμορφωθούν 20 κρεμαστά στολίδια, καθένα από τα οποία χύνει 11 γραμμάρια χρυσού. Η ποσότητα χρυσού άλατος που πρέπει να συμπληρωθεί στη δεξαμενή ηλεκτροδιαμόρφωσης είναι =(20 x 11)十 0,683 = 322,1 g (χρυσό άλας).
1 L καθαρού νερού μπορεί να διαλύσει 500 g χρυσού αλατιού. Αρχικά, τοποθετήστε το χρυσό αλάτι σε ένα ποτήρι ζέσεως, στη συνέχεια προσθέστε 90℃ κατάλληλη ποσότητα καθαρού νερού και ανακατέψτε μέχρι να διαλυθεί πλήρως. Ρίξτε το διαλυμένο διάλυμα χρυσού αλατιού ομοιόμορφα στη δεξαμενή χύτευσης. Ξεπλύνετε το ποτήρι ζέσεως με καθαρό νερό και ρίξτε το νερό έκπλυσης στη δεξαμενή ηλεκτρομόρφωσης.
② Μέθοδος για την προσθήκη συμπληρωμάτων. Οι μέθοδοι για την προσθήκη συμπληρωμάτων περιλαμβάνουν τους ακόλουθους δύο τύπους.
Μέθοδος 1: Η μέθοδος αυτή είναι κατάλληλη όταν η ποσότητα των τεμαχίων στη δεξαμενή είναι μικρή.
Η ποσότητα του προστιθέμενου πρόσθετου καθορίζεται από την ποσότητα του συμπληρωμένου χρυσού άλατος- για κάθε 500 g χρυσού άλατος πρέπει να προστίθενται 341 mL πρόσθετου. Το πρόσθετο προστίθεται στο διάλυμα ηλεκτρομόρφωσης σε δύο παρτίδες- η απαιτούμενη ποσότητα πρόσθετου προστίθεται κατά τη συμπλήρωση του χρυσού άλατος και στη συνέχεια το 1/2 προστίθεται κατά την ηλεκτρομόρφωση. Η προσθήκη του πρόσθετου σε δύο παρτίδες μπορεί να κάνει το διάλυμα ηλεκτροδιαμόρφωσης πιο ομοιόμορφο, η ταχύτητα χύτευσης τείνει να είναι μέση και είναι επωφελής για τον υπολογισμό του χρόνου εκκίνησης της δεξαμενής.
Μέθοδος 2: Η μέθοδος αυτή είναι κατάλληλη όταν η ποσότητα των τεμαχίων στη δεξαμενή είναι μεγάλη.
Η ποσότητα του πρόσθετου που προστίθεται καθορίζεται με βάση το βάρος του εκμαγείου χρυσού, δηλαδή για κάθε 1 g εκμαγείου χρυσού προστίθενται 0,7 ml πρόσθετου. Το πρόσθετο προστίθεται συνήθως σε δύο παρτίδες, με το 1/2 της αναμενόμενης ποσότητας πρόσθετου που απαιτείται να προστεθεί πριν το χυτό πέσει στη δεξαμενή. Μετά την αφαίρεση του εκμαγείου από τη δεξαμενή, το πραγματικό βάρος του εκμαγείου χρυσού μείον το βάρος του προστιθέμενου πρόσθετου δίνει την ποσότητα του πρόσθετου που πρέπει να προστεθεί ξανά μετά την αφαίρεση από τη δεξαμενή.
Παράδειγμα: Πριν τοποθετηθεί το χυτό στη δεξαμενή, πρέπει να προστεθούν 50 mL πρόσθετου. Μετά την αφαίρεση από τη δεξαμενή, το πραγματικό βάρος του χυτό χρυσού είναι 102 g, οπότε η ποσότητα του πρόσθετου που πρέπει να προστεθεί ξανά μετά την αφαίρεση από τη δεξαμενή πρέπει να είναι (102 - 50) = 52( mL).
③ Πυκνότητα υγρού χύτευσης. Στη βιομηχανική παραγωγή, η πυκνότητα ενός διαλύματος εκφράζεται συνήθως σε βαθμούς Baume. Ο βαθμός Baume είναι μια μέθοδος ένδειξης της συγκέντρωσης διαλύματος, η οποία πήρε το όνομά της από τον Γάλλο χημικό Antoine Baume. Συνήθως, ένα υδρόμετρο Baume βυθίζεται στο μετρούμενο διάλυμα και η ένδειξη που λαμβάνεται είναι ο βαθμός Baume. Η ακόλουθη εξίσωση μπορεί να εκφράσει τη σχέση μεταξύ του βαθμού Baume και της πυκνότητας: Βαθμός Baume =C-C÷D. Όπου C είναι μια σταθερά 144,3, D είναι η πυκνότητα.
Για παράδειγμα, ο βαθμός Baume του καθαρού νερού είναι 0°Be'. Εάν η πυκνότητα του διαλύματος ηλεκτροδιαμόρφωσης στη δεξαμενή ηλεκτροδιαμόρφωσης είναι μεγαλύτερη από εκείνη του νερού κατά 10%, τότε ο βαθμός Baume του διαλύματος ηλεκτροδιαμόρφωσης είναι 13°Be'.
Μέτρηση της πυκνότητας του υγρού χύτευσης: Καθαρίστε το υδρόμετρο με καθαρό νερό, τοποθετήστε το στο διάλυμα ηλεκτρομόρφωσης, περιμένετε για σταθεροποίηση, στη συνέχεια διαβάστε τα δεδομένα στο υδρόμετρο και καταγράψτε τα. Το υδρόμετρο πρέπει να καθαρίζεται με καθαρό νερό μετά από κάθε χρήση. Κατά τη διάρκεια της κανονικής παραγωγής, η πυκνότητα του διαλύματος ηλεκτρομόρφωσης πρέπει να διατηρείται στους 10 〜20 βαθμούς Baume, με τους 10 βαθμούς Baume να είναι οι βέλτιστοι κατά το άνοιγμα της δεξαμενής. Διαφορετικές εταιρείες έχουν διαφορετικές συνθέσεις για τα διαλύματα ηλεκτροδιαμόρφωσης και οι απαιτήσεις για τους βαθμούς Baume μπορεί να διαφέρουν ελαφρώς. Τα τεμάχια με σύρμα από άμμο έχουν υψηλότερες απαιτήσεις για την πυκνότητα του διαλύματος ηλεκτροδιαμόρφωσης- εάν ο βαθμός Baume είναι πολύ υψηλός, θα επηρεάσει το φαινόμενο του χνουδιού του σύρματος και αυτή τη στιγμή θα πρέπει να χρησιμοποιείται καθαρό νερό για την αραίωση και τη ρύθμιση του βαθμού Baume του διαλύματος ηλεκτροδιαμόρφωσης.
④ Θερμοκρασία. Η θερμοκρασία είναι ένας από τους σημαντικούς παράγοντες που επηρεάζουν το εύρος της πυκνότητας ρεύματος και την εμφάνιση του προϊόντος.
Η αύξηση της θερμοκρασίας μπορεί να διευρύνει το επιτρεπτό εύρος της πυκνότητας καθοδικού ρεύματος. Παρόλα αυτά, εάν η θερμοκρασία είναι πολύ υψηλή, μπορεί να κάνει το στρώμα ηλεκτροδιαμόρφωσης τραχύ, ειδικά την κορυφή, να γίνει εύκολα κόκκινο και σε σοβαρές περιπτώσεις μπορεί να γίνει σκούρο, μαύρο, παραμορφωμένο ή ραγισμένο. Όταν η θερμοκρασία είναι χαμηλή, το εύρος της πυκνότητας καθοδικού ρεύματος συρρικνώνεται και το στρώμα ηλεκτροδιαμόρφωσης μπορεί να γίνει εύθραυστο και να φουσκώσει όταν καεί. Επομένως, κατά τη διάρκεια της διαδικασίας παραγωγής, δεν μπορεί να αγνοηθεί η επίδραση της θερμοκρασίας στο στρώμα ηλεκτροδιαμόρφωσης. Λόγω των διαφορετικών προμηθευτών που έχουν διαφορετικές συνθέσεις για τα διαλύματα ηλεκτροδιαμόρφωσης, οι απαιτήσεις για τη θερμοκρασία μπορεί επίσης να διαφέρουν.
⑤ Τιμή pH. Η τιμή του pH στο διάλυμα ηλεκτρομόρφωσης είναι ένας κοινώς χρησιμοποιούμενος δείκτης ελέγχου ποιότητας. Η ακριβής μέτρηση και ρύθμιση της τιμής pH του διαλύματος είναι το κλειδί για τη διασφάλιση της ποιότητας των ηλεκτροδιαμορφωμένων εξαρτημάτων. Όταν η τιμή του pH είναι πολύ υψηλή, μπορεί να εμφανιστούν ελαττώματα όπως οπές άμμου και τραχιά σημεία- όταν η τιμή του pH είναι πολύ χαμηλή, μπορεί να οδηγήσει σε περιοχές στο χυτό που δεν έχουν σκόνη χρυσού, με αποτέλεσμα να υπάρχει σκούρο κόκκινο χρώμα. Είτε η τιμή του pH είναι πολύ υψηλή είτε πολύ χαμηλή, η σκληρότητα του στρώματος ηλεκτρομόρφωσης θα μειωθεί.
Οι μέθοδοι μέτρησης της τιμής pH του διαλύματος ηλεκτρομόρφωσης περιλαμβάνουν κυρίως τη μέθοδο του χαρτιού pH και τη μέθοδο του οργάνου μέτρησης. Όταν χρησιμοποιείτε χαρτί pH για τη μέτρηση της τιμής pH του διαλύματος ηλεκτροδιαμόρφωσης, βυθίστε το ένα άκρο του χαρτιού στο προς εξέταση διάλυμα για 5 δευτερόλεπτα, στη συνέχεια αφαιρέστε το χαρτί και συγκρίνετε το με ένα πρότυπο χρωματικό διάγραμμα για να προσδιορίσετε το εύρος τιμών pH του διαλύματος. Αυτή η μέθοδος είναι απλή και κατάλληλη για επιτόπια παρακολούθηση, αλλά η ακρίβειά της είναι σχετικά χαμηλή.
Συνήθως χρησιμοποιείται ένα όργανο μέτρησης για την ακριβή ανίχνευση της τιμής του pH του διαλύματος ηλεκτρομόρφωσης. Η συγκεκριμένη μέθοδος λειτουργίας είναι να ενεργοποιήσετε την τροφοδοσία, να πατήσετε το διακόπτη δοκιμής και να ελέγξετε αν το όργανο μέτρησης λειτουργεί κανονικά.
Τοποθετήστε τον δοκιμαστικό σωλήνα του οργάνου μέτρησης στη δεξαμενή χύτευσης (2,5 cm κάτω από την επιφάνεια του διαλύματος), περίπου 3 〜5 λεπτά, για να μετρήσετε την τιμή του pH και να καταγράψετε τον αριθμό. Μετά τη δοκιμή, απενεργοποιήστε το ρεύμα και καθαρίστε τον δοκιμαστικό σωλήνα.
Εάν η τιμή του pH είναι υψηλή, μπορεί να προστεθεί στο διάλυμα ηλεκτρομόρφωσης κατάλληλη ποσότητα διαλύματος ρύθμισης οξέος.
Όταν η τιμή του pH είναι χαμηλή, μπορεί να χρησιμοποιηθεί διάλυμα υδροξειδίου του καλίου με συγκέντρωση 10% για τη ρύθμιση.
⑥ Προσδιορισμός της πυκνότητας ρεύματος. Η πυκνότητα ρεύματος είναι μία από τις λειτουργικές μεταβλητές κατά τη διάρκεια της ηλεκτροδιαμόρφωσης και κάθε λύση ηλεκτροδιαμόρφωσης έχει ένα εύρος πυκνότητας ρεύματος που μπορεί να παράγει ένα καλό στρώμα ηλεκτροδιαμόρφωσης. Γενικά, όταν η πυκνότητα ρεύματος καθόδου είναι πολύ χαμηλή, το φαινόμενο πόλωσης της καθόδου είναι μικρό και οι κόκκοι κρυστάλλωσης του ηλεκτροδιαμορφωμένου στρώματος είναι σχετικά χονδροειδείς. Ως εκ τούτου, οι πολύ χαμηλές πυκνότητες ρεύματος καθόδου χρησιμοποιούνται σπάνια στην παραγωγή. Καθώς αυξάνεται η πυκνότητα ρεύματος καθόδου, αυξάνεται επίσης το φαινόμενο πόλωσης της καθόδου και η κρυστάλλωση του ηλεκτροδιαμορφωμένου στρώματος γίνεται λεπτότερη και πυκνότερη. Ωστόσο, η πυκνότητα ρεύματος στην κάθοδο δεν μπορεί να είναι πολύ υψηλή και δεν πρέπει να υπερβαίνει το επιτρεπόμενο ανώτατο όριο. Εάν υπερβεί το επιτρεπτό ανώτερο όριο λόγω της σοβαρής έλλειψης ιόντων μετάλλου κοντά στην κάθοδο, μπορεί να εμφανιστεί μια μεταλλική επίστρωση σε σχήμα κλαδιών στις άκρες και τις προεξοχές της καθόδου ή να σχηματιστεί ένα χαλαρό στρώμα χύτευσης σε σχήμα σφουγγαριού σε ολόκληρη την επιφάνεια της καθόδου. Επομένως, το μέγεθος της πυκνότητας ρεύματος έχει σημαντικό αντίκτυπο στην ποιότητα των προϊόντων ηλεκτροδιαμόρφωσης.
Ο τύπος για τον προσδιορισμό της πυκνότητας ρεύματος: Πυκνότητα ρεύματος = Ρεύμα÷Επιφάνεια του κεριού (Μονάδα: A/dm2 )
Μέτρηση της επιφάνειας του κέρινου καλουπιού: Κολλήστε αυτοκόλλητο χαρτί σε όλο το δείγμα κεριού που σχηματίζεται με χύτευση με έγχυση, διασφαλίζοντας ότι το αυτοκόλλητο χαρτί δεν επικαλύπτεται. Αφαιρέστε το αυτοκόλλητο χαρτί και κολλήστε το σε χαρτί διαγράμματος για να υπολογίσετε το εμβαδόν. Αθροίστε και καταγράψτε το εμβαδόν της επιφάνειας του καλουπιού κεριού που χρησιμοποιείται για να τοποθετηθεί στη δεξαμενή ηλεκτροδιαμόρφωσης. Ταξινομήστε και καταγράψτε την επιφάνεια που μετράται κάθε φορά σύμφωνα με τον αριθμό του κεριού-καλούπιου σε έναν συγκεντρωτικό πίνακα για αναφορά κατά την επαναλαμβανόμενη παραγωγή.
⑦ Ρύθμιση της πυκνότητας ρεύματος. Στη διαδικασία παραγωγής ηλεκτροδιαμόρφωσης, η πυκνότητα ρεύματος ρυθμίζεται κυρίως με τη ρύθμιση του μεγέθους του ρεύματος.
Για παράδειγμα, το εμβαδόν του καλουπιού κεριού στη δεξαμενή χύτευσης είναι 10,56dm2και η επιθυμητή πυκνότητα ρεύματος είναι 0,45 A/dm2, οπότε το προσαρμοσμένο ρεύμα είναι 4,747 A. Τύπος υπολογισμού: 10,56 x 0,45 = 4,747 (A).
Οι γενικοί κανόνες για την επίδραση της πυκνότητας ρεύματος στα ηλεκτροδιαμορφωμένα μέρη είναι οι εξής: Η πυκνότητα ρεύματος για τα γενικά τεμάχια νερού-άμμου είναι 0,4 〜0,8 A/dm2; η πυκνότητα ρεύματος για γενικά τεμάχια με γραμμή και άμμο είναι 0,25 〜0,6 A/dm2η πυκνότητα ρεύματος για τα γενικά ασημένια τεμάχια είναι 0,5 〜1,0 A/dm2.
Εάν η πυκνότητα ρεύματος είναι πολύ χαμηλή, η επιφάνεια του λειασμένου και φλοκωμένου προϊόντος δεν θα εμφανίζει σαφείς γραμμές και η επίστρωση θα είναι σχετικά ομαλή- η επιφάνεια του προϊόντος νερού-άμμου δεν θα είναι αρκετά ομαλή, με αποτέλεσμα την εμφάνιση σφαιριδίων και το ηλεκτροδιαμορφωμένο στρώμα θα έχει θαμπό χρώμα και θα είναι αχνό. Το ηλεκτροδιαμορφωμένο στρώμα θα είναι μαλακό, σκούρο και τραχύ εάν η πυκνότητα ρεύματος είναι πολύ υψηλή. Σε σοβαρές περιπτώσεις, μπορεί να είναι ελαφρώς εύθραυστο, με την πιθανότητα εναπόθεσης άλλων μεταλλικών ακαθαρσιών, οδηγώντας σε μια κοινή καφέ ή μαύρη εμφάνιση στην επιφάνεια του χυτού. Κατά τη διάρκεια της παραγωγής, είναι σημαντικό να παρακολουθείτε στενά την τρέχουσα κατάσταση, να ελέγχετε διάφορες παραμέτρους της διαδικασίας και να λαμβάνετε έγκαιρα μέτρα προσαρμογής εάν η πυκνότητα ρεύματος υπερβαίνει το απαιτούμενο εύρος.
⑧ Καθαρίστε το διάλυμα ηλεκτροδιαμόρφωσης. Διάφορες προσμίξεις που αναμειγνύονται θα επηρεάσουν τη δομή, την εμφάνιση, τη συγκολλησιμότητα και την αγωγιμότητα του διαλύματος ηλεκτροδιαμόρφωσης. Όταν αναμιγνύονται μεταλλικές προσμίξεις, είναι πολύ δύσκολο να απομακρυνθούν. Στο διάλυμα ηλεκτροδιαμόρφωσης, εάν υπάρχουν μικρές ποσότητες ιόντων νατρίου, μπορεί εύκολα να προκαλέσει παθητικοποίηση ανόδου και με την πάροδο του χρόνου, το διάλυμα ηλεκτροδιαμόρφωσης μπορεί επίσης να γίνει καφέ. Επομένως, κατά τη διάρκεια της παραγωγής, είναι σημαντικό να διαχειρίζεστε προσεκτικά και να εξασφαλίζετε την καθαριότητα του διαλύματος ηλεκτροδιαμόρφωσης. Για να καθαρίσετε το διάλυμα ηλεκτρομόρφωσης, πρώτον, χρησιμοποιήστε μια αντλία φιλτραρίσματος για να διατηρήσετε την τακτική διήθηση, να διατηρήσετε το διάλυμα χύτευσης καθαρό και να αντικαταστήσετε τακτικά το στοιχείο φίλτρου. δεύτερον, αποτρέψτε την πτώση σκόνης και ακαθαρσιών από την περιοχή εργασίας στη δεξαμενή χύτευσης, καθώς ακόμη και μικρές ακαθαρσίες και σκόνη μπορούν να προκαλέσουν κινδύνους για την ποιότητα. τρίτον, δώστε προσοχή στη συντήρηση του μηχανήματος καθαρού νερού και απαγορεύστε αυστηρά την προσθήκη και τη χρήση υποβαθμισμένου καθαρού νερού. τέταρτον, φιλτράρετε το διάλυμα ηλεκτρομόρφωσης με ενεργό άνθρακα μία φορά κάθε έξι μήνες ή τακτικά.
Βίντεο προεπεξεργασίας ηλεκτροδιαμόρφωσης
Copywrite @ Sobling.Jewelry - Κατασκευαστής προσαρμοσμένων κοσμημάτων, εργοστάσιο κοσμημάτων OEM και ODM
5. Ηλεκτρομόρφωση μετά την τοποθέτηση στη δεξαμενή

(1) Τοποθέτηση του κεριού στο δοχείο
Πριν τοποθετηθεί το καλούπι από κερί στη δεξαμενή, η επιφάνεια πρέπει να καθαριστεί με καθαρό νερό για την απομάκρυνση της σκόνης- διαφορετικά, το χυτό μπορεί να εμφανίσει οπές λόγω σκόνης. Οι περιοχές με πολλές εσοχές στο καλούπι από κερί πρέπει να είναι στραμμένες προς το μεταλλικό πλέγμα μέσα στον κύλινδρο χύτευσης για να εξασφαλιστεί ομοιόμορφη ταχύτητα χύτευσης στις εσοχές και να διατηρηθεί η ομοιομορφία του ηλεκτροδιαμορφωμένου στρώματος. Διαφορετικά, η ταχύτητα χύτευσης στις εσοχές θα είναι αργή, με αποτέλεσμα ένα λεπτό στρώμα χύτευσης μετά την αφαίρεση της δεξαμενής, το οποίο μπορεί να οδηγήσει σε διάτρηση μετά τη λείανση και την αφαίρεση του κεριού.
(2) Παρατήρηση και χειρισμός
Κατά την έναρξη της λειτουργίας ηλεκτροδιαμόρφωσης, είναι σημαντικό να ενισχυθεί η παρατήρηση και η ανάδευση για να αποφευχθεί η προσκόλληση φυσαλίδων στην επιφάνεια του κεριού, οι οποίες θα μπορούσαν να επηρεάσουν την ακεραιότητα του στρώματος ηλεκτροδιαμόρφωσης και να αποφευχθεί η διάτρηση. Κατά τη διάρκεια της επεξεργασίας, αφαιρέστε το καλούπι κεριού και την κρεμαστή ράβδο από την πλάκα καθόδου και μετακινήστε τα μέσα στο διάλυμα ηλεκτροδιαμόρφωσης για να εξαλείψετε τις φυσαλίδες στο καλούπι κεριού.
(3) Χειρισμός των καταστάσεων ανύψωσης και τοποθέτησης ενδιάμεσου καλουπιού
Κατά τη διάρκεια της διαδικασίας ηλεκτροδιαμόρφωσης, εάν υπάρχουν ειδικές καταστάσεις, όπως διακοπές ρεύματος ή προσθήκη πάστας αργύρου, το τεμάχιο πρέπει να αφαιρεθεί από τη δεξαμενή και να μουλιάσει σε καθαρό νερό. Εάν ο χρόνος παραμονής είναι πολύ μεγάλος πριν από την επιστροφή στη δεξαμενή, πρέπει να καθαριστεί και να απολιπανθεί για να αποφευχθεί ο σχηματισμός ενδιάμεσων στρωμάτων στο στρώμα ηλεκτροδιαμόρφωσης, τα οποία μπορεί να δημιουργήσουν φυσαλίδες όταν εκτεθούν σε υψηλές θερμοκρασίες.
(4) Ζύγιση και υπολογισμός της ταχύτητας χύτευσης
Για τον έλεγχο της ανώτερης ταχύτητας χύτευσης και του βάρους της χύτευσης, είναι απαραίτητο να ζυγίζεται η χύτευση κατά τη διάρκεια της διαδικασίας ηλεκτροδιαμόρφωσης. Ο αριθμός των ζυγίσεων εξαρτάται από τη συγκεκριμένη κατάσταση, γενικά 1〜2 φορές. Η ζύγιση μπορεί να γίνει μία φορά περίπου 4〜7h μετά τη ρίψη του καλουπιού και ο χρόνος ηλεκτροδιαμόρφωσης για τα χύτευσης διαρκεί συνήθως αρκετές ώρες.
Ζύγιση: Αφαιρέστε το χυτό από τον κύλινδρο χύτευσης, πλύνετέ το με καθαρό νερό και, στη συνέχεια, ζυγίστε το σε βαθμονομημένη ηλεκτρονική ζυγαριά, καταγράφοντας τον αριθμό στο αντίστοιχο "Έντυπο καταγραφής παραγωγής". Κατά τη ζύγιση, εάν σε κάποιο φλοκωμένο και τριμμένο προϊόν λείπει αργυρόλαδο ή υπάρχουν χάντρες χρυσού, χρησιμοποιήστε ένα νυστέρι για να ξύσετε τις χάντρες χρυσού και εφαρμόστε αμέσως εκ νέου αργυρόλαδο στις περιοχές με το χαμένο αργυρόλαδο πριν το επιστρέψετε στη δεξαμενή ηλεκτρομόρφωσης.
Υπολογίστε την ταχύτητα χύτευσης και εκτιμήστε τον χρόνο εκκίνησης του κυλίνδρου:
Αναμενόμενη ποιότητα = ποιότητα χύτευσης + απαιτούμενη ποιότητα
Ποιότητα χύτευσης = ποιότητα ζύγισης - ποιότητα χύτευσης
Ταχύτητα χύτευσης = βάρος χύτευσης/χρόνος ηλεκτροχύτευσης (Μονάδα: g/h )
Απαιτούμενος χρόνος χύτευσης (χρόνος ανύψωσης καλουπιού)= (αναμενόμενη ποιότητα - ήδη ποιότητα χύτευσης)/ ταχύτητα χύτευσης
Παράδειγμα: Μετά από 6 ώρες στη δεξαμενή, το προϊόν βγαίνει και ζυγίζεται, με αποτέλεσμα το βάρος του να είναι 45,4 g.
Λύση: + 30 = 66,6 g
Ποιότητα χύτευσης: 45,4 - 36,6 = 8,8 g
Ταχύτητα χύτευσης: 8,8 ÷ 6 ≈ 1,47 g/h
Απαιτούμενος χρόνος για την εκ νέου χύτευση: (30 - 8,8)÷1,47 ≈ 14,4 h
Κατά τον αναμενόμενο χρόνο ανύψωσης, βγάλτε το χυτό για ζύγιση. Εάν η ποιότητα πληροί το απαιτούμενο εύρος, μπορείτε να ανυψώσετε το καλούπι. Μετά τον καθαρισμό και το στέγνωμα, ζυγίστε ξανά, αφαιρέστε την κρεμαστή ράβδο από το χυτό, καταχωρίστε το και παραδώστε το στην επόμενη διαδικασία.
Ηλεκτρομόρφωση μετά την τοποθέτηση στη δεξαμενή
Τμήμα IV Επεξεργασία επιφάνειας
1. Φινίρισμα
Προκαταρκτική επεξεργασία της επιφάνειας χύτευσης για την απομάκρυνση των γρεζιών (χρησιμοποιείται συνήθως για τεμάχια με νερό-άμμο).
(1) Κύρια εργαλεία
Ηλεκτρικός κρεμαστός λειαντήρας εύκαμπτου άξονα, ένα σετ φακών, επίπεδες λίμες, ημικυκλικές λίμες, γυαλόχαρτο, πένσα με μύτη βελόνας, πένσα με επίπεδη μύτη κ.λπ.
(2) Βασικά σημεία της λειτουργικής διαδικασίας
Εκτελείτε στίλβωση με άμμο, φινίρισμα με γυαλόχαρτο και επιδιόρθωση της επιφάνειας των χυτευμάτων (τεμάχια με άμμο νερού) (Εικόνες 9-11).
Τελειώνοντας το βίντεο
2. Αφαίρεση κεριού, αφαίρεση πάστας αργύρου
Αφαιρέστε το κερί και την ασημένια πάστα (αγώγιμο στρώμα) από το εσωτερικό της χύτευσης, καθιστώντας τη χύτευση ένα πλήρες μεταλλικό σώμα και μια κοίλη, πολυστρωματική χύτευση χειροτεχνίας κοσμημάτων.
(1) Κύριος εξοπλισμός, εργαλεία
Καθαριστής υπερήχων (τύπου υπερχείλισης), μηχανή αφαίρεσης κεριού, ηλεκτρικός φούρνος καύσης, προστασία Hanlin, φλόγιστρο, τσιμπίδα, κόσκινο πλέγματος (πλαστικό), πιστόλι πίεσης αέρα, δίσκος σιδήρου, κόσκινο από ανοξείδωτο χάλυβα κ.λπ.
(2) Κύρια υλικά
Διάλυμα αποτρίχωσης, νιτρικό οξύ.
(3) Βασικά σημεία της διαδικασίας λειτουργίας
① Αφαίρεση κεριού. Αρχικά, τοποθετήστε το τεμάχιο σε δίσκο από ανοξείδωτο χάλυβα μέσα σε κλίβανο αντίστασης στους 100 〜150℃, με ένα σιδερένιο δίσκο από κάτω για να συλλαμβάνει το κερί. Ψήστε σε 20 ~ 30 λεπτά για να εξαγάγετε το κερί από το τεμάχιο (το κερί μπορεί να φιλτραριστεί και να επαναχρησιμοποιηθεί). Αφαιρέστε το τεμάχιο όσο είναι ζεστό, κουνήστε το απαλά για να βγει το κερί που δεν έχει ψηθεί, τυλίξτε το σε μια πλαστική σακούλα αφήνοντας μια οπή εξαερισμού και τοποθετήστε το σε ένα πλαστικό κόσκινο. Χρησιμοποιήστε ένα μηχάνημα αφαίρεσης κεριού με υπερήχους για να εξαλείψετε το υπόλοιπο κερί και αφού αφαιρεθεί το κερί, αφαιρέστε το τεμάχιο και αδειάστε το νερό που βρίσκεται μέσα. Τοποθετήστε το διάλυμα αφαίρεσης κεριού στη μηχανή αφαίρεσης κεριού (η αναλογία διαλύματος αφαίρεσης κεριού προς νερό είναι 1:20 ) και ρυθμίστε τη θερμοκρασία έτσι ώστε το διάλυμα αφαίρεσης κεριού να είναι πάνω από το σημείο τήξης (80 〜100℃) ή το σημείο βρασμού του κεριού. Τοποθετήστε το χυτό στο μηχάνημα αφαίρεσης κεριού (για μικρές ποσότητες μπορεί να χρησιμοποιηθεί μια κουζίνα ρυζιού) για την αφαίρεση του κεριού, με χρόνο εργασίας περίπου 5 ~ 10 λεπτά. Προστατέψτε το φλοκωμένο και λειασμένο τεμάχιο με βαμβακερό ύφασμα και κρεμάστε το στη μηχανή αφαίρεσης κεριού χρησιμοποιώντας ιμάντες από βαμβακερό ύφασμα και χρησιμοποιήστε ξυλάκια (τυλιγμένα σε βαμβακερό ύφασμα) για να σηκώσετε το χυτό για την έκχυση κεριού, επιτρέποντας στο διάλυμα κεριού να ρέει από την κάτω οπή του χύτευσης. Επαναλάβετε μέχρι το νερό που ρέει από το εκμαγείο να είναι καθαρό (βλ. Εικόνες 9-12). Τοποθετήστε το χυτό σε έναν καθαριστή υπερήχων για να το καθαρίσετε και να απομακρύνετε τυχόν υπολείμματα ρύπων- ο χρόνος καθαρισμού είναι 3 〜5 λεπτά. Ξεπλύνετε την επιφάνεια του εκμαγείου με νερό βρύσης, χρησιμοποιήστε έναν αεροσυμπιεστή για να στεγνώσετε τα σταγονίδια του νερού μέσα και έξω από το εκμαγείο και αφήστε το στον πάγκο εργασίας για να στεγνώσει φυσικά στον αέρα.
Ας υποθέσουμε ότι η απαίτηση πάχους για το ηλεκτροδιαμορφωμένο τεμάχιο είναι πολύ λεπτή για να αποφευχθεί η παραμόρφωση κατά τη διάρκεια της λείανσης. Σε αυτή την περίπτωση, το ηλεκτροδιαμορφωμένο τεμάχιο με φλοκάτη και άμμο θα πρέπει πρώτα να λειανθεί και στη συνέχεια να αφαιρεθεί το κερί, ενώ το τεμάχιο με άμμο νερού μπορεί πρώτα να αφαιρεθεί το κερί και στη συνέχεια να λειανθεί. Μετά την αφαίρεση του κεριού, το τεμάχιο με φλοκάτη και άμμο θα πρέπει να καίγεται με φλόγιστρο, ενώ το τεμάχιο με άμμο νερού θα πρέπει να τοποθετείται σε κλίβανο αντίστασης. Πρέπει να δίνεται ιδιαίτερη προσοχή κατά το χειρισμό του φλοκωμένου και λειασμένου τεμαχίου. Δεν πρέπει να συγκρούεται με αντικείμενα- ακόμη και μια μικρή σύγκρουση θα δημιουργήσει ελαττώματα που δεν μπορούν να επιδιορθωθούν. Κατά την τοποθέτηση του φλοκαρισμένου και λειασμένου τεμαχίου, χρησιμοποιήστε ένα πανί για να τα αμβλύνετε, τοποθετώντας το καθένα στη θέση του χωρίς να επικαλύπτεται.
Μετά την αποτρίχωση, τοποθετήστε τα ηλεκτροδιαμορφωμένα ασημένια τεμάχια σε φούρνο αντίστασης στους 300 ~ 400 ℃ για 30 λεπτά. Ο σκοπός είναι να καεί το κερί, το λάδι και το νερό αποτρίχωσης που παραμένουν στα ασημένια τεμάχια και να εξαλειφθεί η εσωτερική πίεση. Εάν το χρώμα είναι πιο σκούρο, θα πρέπει να βράσει σε νερό στυπτηρίας ή να καεί με φλόγα (η φλόγα δεν πρέπει να είναι πολύ ισχυρή και το ασημένιο τεμάχιο δεν πρέπει να θερμανθεί κόκκινο, καθώς αυτό μπορεί να προκαλέσει ρωγμές στο ασημένιο στρώμα). Ο σκοπός είναι να καεί το κερί, το λάδι και το νερό αποτρίχωσης που παραμένουν στα ασημένια τεμάχια και να ασπρίσει το χρώμα τους, σχηματίζοντας ένα φιλμ παθητικοποίησης που ενισχύει την αντίσταση της ασημένιας επιφάνειας στην οξείδωση.
② Αφαιρέστε την ασημένια πάστα. Αφαιρέστε την ασημένια πάστα (αγώγιμο στρώμα) που εφαρμόζεται πριν από την ηλεκτρομόρφωση (μεταλλικό τεμάχιο).
Βασικά σημεία της διαδικασίας λειτουργίας: Ρίξτε πυκνό νιτρικό οξύ με συγκέντρωση 65% 〜68% στο δοχείο Hanlin και τοποθετήστε το στον ηλεκτρικό κλίβανο για να θερμανθεί. Όταν το νιτρικό οξύ φτάσει στο σημείο βρασμού του, τοποθετήστε το παρασκευασμένο χυτό στο νιτρικό οξύ για να βράσει. Ο χρόνος εργασίας εξαρτάται από το μέγεθος του εκμαγείου και το πάχος της πάστας αργύρου, γενικά βράζει για 45~60 λεπτά μέχρι να μην εκπέμπεται κίτρινος καπνός, οπότε μπορεί να αφαιρεθεί η πάστα αργύρου μέσα στο τεμάχιο (βλ. Εικόνα 9-13). Κατά τη διάρκεια της διαδικασίας βρασμού, ανακατέψτε απαλά το τεμάχιο μερικές φορές με μια γυάλινη ράβδο για να προωθήσετε τη χημική αντίδραση μεταξύ της πάστας αργύρου και του νιτρικού οξέος (καθώς το νιτρικό οξύ αντιδρά με την πάστα αργύρου και παράγει διαλυτό νιτρικό άργυρο). Περιστασιακά, το νιτρικό οξύ από το εσωτερικό του εκμαγείου χύνεται και η πάστα αργύρου στο εσωτερικό του εκμαγείου θα απομακρυνθεί μαζί με το νιτρικό οξύ. Μετά την αφαίρεση της πάστας αργύρου, το χυτό θα πρέπει να πλυθεί αρκετές φορές με καθαρό νερό, να καθαριστεί σχολαστικά με μηχάνημα καθαρισμού υπερήχων και να στεγνώσει με αεροβόλο πιστόλι για να απομακρυνθούν τα σταγονίδια νερού μέσα και έξω από το χυτό.
Το νιτρικό οξύ είναι ιδιαίτερα διαβρωτικό, γι' αυτό πρέπει να δίνεται προσοχή κατά τη λειτουργία και να φοριούνται ειδικά προστατευτικά γάντια. Το νιτρικό οξύ είναι πτητικό- αφού το χρησιμοποιήσετε 3 ~ 5 φορές, αναπληρώστε ή αντικαταστήστε το με βάση την ποσότητα και την καθαρότητα του νιτρικού οξέος.
Βίντεο αφαίρεσης κεριού και ασημένιας πάστας
3. Εμβάπτιση με οξύ
Μέσω της διαδικασίας εμβάπτισης με οξύ, αφαιρούνται οι ρύποι και οι κηλίδες από την επιφάνεια του χύτευσης.
Τοποθετήστε υδροχλωρικό οξύ με συγκέντρωση 36% ~ 38% στο κουτί Hanlin και χρησιμοποιήστε ένα φλόγιστρο για να θερμάνετε τη χύτευση μέχρι να γίνει κόκκινη, με τις περιοχές με τις μικρές τρύπες προς τα πάνω. Κατά τη χάραξη, βυθίστε πρώτα ένα μέρος του χύτευσης στο οξύ και αφού ακούσετε έναν ήχο, βυθίστε ολόκληρο το κομμάτι για περίπου 3 δευτερόλεπτα πριν το αφαιρέσετε και ξεπλύνετε με νερό.
4. Burnout
5. Αμμοβολή
Σε συγκεκριμένες περιοχές των ηλεκτροδιαμορφωμένων τεμαχίων δημιουργείται ένα εφέ επιφάνειας άμμου.
(1) Κύριος εξοπλισμός
Μηχανή αμμοβολής με νερό, μηχανή ξηρής αμμοβολής και αεροβόλο πιστόλι.
(2) Κύρια υλικά
Χαλαζιακή άμμος (2# χονδροειδής άμμος, ξηρή άμμος, γυάλινη άμμος κ.λπ.).
(3) Βασικά σημεία της διαδικασίας λειτουργίας
Σφραγίστε τις μη αμμοβολημένες περιοχές με ταινία και ψεκάστε με χοντρό ή λεπτό άμμο ανάλογα με τις ανάγκες. Η αμμοβολή διακρίνεται σε ξηρή αμμοβολή και υγρή αμμοβολή. Η επιφάνεια που επεξεργάζεται με ξηρή αμμοβολή είναι πιο χονδροειδής, ενώ η επιφάνεια που επεξεργάζεται με υγρή αμμοβολή είναι πιο λεπτή. Η υγρή αμμοβολή περιλαμβάνει την προσθήκη κατάλληλης ποσότητας νερού στο υλικό άμμου για να δημιουργηθεί ένα μείγμα άμμου-νερού, μειώνοντας τη δύναμη κρούσης του υλικού άμμου στην επιφάνεια του τεμαχίου, καθιστώντας έτσι τις γραμμές άμμου στην επιφάνεια του τεμαχίου πιο ομοιόμορφες.
Πριν από την αμμοβολή του τεμαχίου, ξεβιδώστε το σπειροειδές καπάκι της δεξαμενής σκόνης άμμου της μηχανής αμμοβολής και προσθέστε χαλαζιακή άμμο όπως απαιτείται, διασφαλίζοντας ότι η ποσότητα άμμου δεν υπερβαίνει τη γραμμή κλίμακας. Αφού προσθέσετε άμμο, σφίξτε το καπάκι και συνδέστε την παροχή ρεύματος. Ρυθμίστε το μανόμετρο της μηχανής αμμοβολής ώστε να είναι μεταξύ 400 〜600kPa. Ρυθμίστε την πίεση του νερού ώστε να είναι μεταξύ 100〜 και 500kPa. Φορέστε λαστιχένια γάντια, κρατήστε το τεμάχιο εργασίας στο ένα χέρι και το πιστόλι αμμοβολής στο άλλο, πατήστε το διακόπτη λειτουργίας και στρέψτε το ακροφύσιο αμμοβολής στο τεμάχιο εργασίας για να ψεκάσετε ομοιόμορφα (Εικόνα 9-14). Ελέγξτε οπτικά την απόσταση και παρατηρήστε το αποτέλεσμα της άμμου, ψεκάζοντας μέχρι να πληρούνται οι απαιτήσεις.
Καθαρίστε το αμμοβολήσιμο τεμάχιο με ζεστό νερό, χρησιμοποιήστε ένα αεροβόλο πιστόλι (πεπιεσμένος αέρας) για να φυσήξετε τα σταγονίδια νερού στο τεμάχιο και, στη συνέχεια, χρησιμοποιήστε ένα πιστολάκι μαλλιών για να το στεγνώσετε.
Η πίεση του αέρα και του νερού κατά την αμμοβολή πρέπει να ελέγχεται εντός του καθορισμένου εύρους. Εάν η πίεση του αέρα είναι πολύ υψηλή, μπορεί εύκολα να διευρυνθούν οι οπές της άμμου και η επιφάνεια της άμμου μπορεί να τσαλακωθεί- εάν η πίεση του αέρα είναι πολύ χαμηλή, η επιφάνεια της άμμου θα είναι λεπτότερη και θα έχει χαμηλή στιλπνότητα, επηρεάζοντας το αποτέλεσμα της αμμοβολής.
Βίντεο αμμοβολής
6. Στίλβωση
Η στίλβωση ορισμένων περιοχών των χύτευσης μπορεί να κάνει το προϊόν να φαίνεται πιο εντυπωσιακό και εκθαμβωτικό.
(1) Κύριος εξοπλισμός και εργαλεία
Ηλεκτρικός φούρνος κενού, ηλεκτρικό πιστολάκι μαλλιών, φλόγιστρο, πρέσα χάλυβα, πρέσα αχάτη, λίμα, τσιμπιδάκι.
(2) Κύρια υλικά
Gleditsia sinensis
(3) Βασικά σημεία της διαδικασίας λειτουργίας
Πριν από το γυάλισμα, βουτήξτε σε οξύ, ξεπλύνετε με καθαρό νερό και ελέγξτε την επιφάνεια του χυτού για τυχόν λεκέδες. Εάν υπάρχουν λεκέδες, τρίψτε με οδοντόβουρτσα βουτηγμένη σε νερό για μάτια ξύλου (εάν δεν έχει καθαριστεί σωστά, χρησιμοποιήστε ατμοκαθαριστή). Χρησιμοποιείται μια ατσάλινη πρέσα για να λαμπρύνει την επιφάνεια του εκμαγείου και ένα μαχαίρι στίλβωσης αχάτη για να επαναλάβετε τις περιοχές που πιέζονται από το ατσάλι για να ενισχύσετε τη λάμψη και τη ζωντάνια του εκμαγείου (Εικόνα 9-15). Αφού ολοκληρωθούν οι εργασίες στίλβωσης, καθαρίστε την επιφάνεια του τεμαχίου με καθαρό νερό, στη συνέχεια τοποθετήστε το επίπεδο σε ένα δίσκο αλουμινίου επενδεδυμένο με ένα μαλακό πανί χωρίς επικάλυψη και χρησιμοποιήστε ένα πιστολάκι μαλλιών για να το στεγνώσετε.

Βίντεο στίλβωσης
7. Βύθιση προστατευτικού παράγοντα
Ο κύριος σκοπός είναι να ενισχυθεί η προστασία της επιφάνειας του τεμαχίου και να αποτραπεί ο αποχρωματισμός του ασημένιου τεμαχίου.
(1) Κύριος εξοπλισμός
Δεξαμενή ηλεκτρολυτικής επιμετάλλωσης με βραχίονα γάντζου.
(2) Κύρια υλικά
Συμπύκνωμα AQ-10.
(3) Βασικά σημεία της διαδικασίας λειτουργίας
Ανακινήστε το συμπύκνωμα AQ-10 πριν από τη χρήση. Για την παρασκευή 100 L διαλύματος, αναμείξτε 5〜10L συμπυκνωμένου διαλύματος (8 L είναι το βέλτιστο), θερμοκρασία εργασίας 35 〜45℃ ( 40℃ είναι το καλύτερο), χρόνος εμβάπτισης 1 ~ 5 λεπτά (3 λεπτά είναι το καλύτερο). Η ποσότητα του παρασκευαζόμενου διαλύματος εξαρτάται από τις ανάγκες της παραγωγής.
Τοποθετήστε το τεμάχιο προς εμβάπτιση στον προστατευτικό παράγοντα στο ράφι ανάρτησης, τοποθετήστε το στη δεξαμενή χημικής απολίπανσης και ηλεκτροαπολίπανσης για τον καθαρισμό του επιφανειακού λαδιού για 1 〜2 min χρόνο- καθαρίστε το σε δεξαμενή καθαρού νερού- στη συνέχεια τοποθετήστε το σε δεξαμενή θερμαινόμενου, καθαρού νερού σε θερμοκρασία περίπου 60℃ για καθαρισμό, ελαφρώς θερμαινόμενη- βυθίστε το στη δεξαμενή προστατευτικού παράγοντα 2 〜3 min (Εικόνα 9-16). Βγάλτε το τεμάχιο από τη δεξαμενή προστατευτικού παράγοντα και βυθίστε το σε καθαρό νερό 3〜5 φορές. Μετά τον καθαρισμό, χρησιμοποιήστε έναν αεροσυμπιεστή για να στεγνώσετε τα σταγονίδια νερού μέσα και έξω από το τεμάχιο εργασίας, στη συνέχεια χρησιμοποιήστε ένα στεγνωτήρα μαλλιών για να το στεγνώσετε και, τέλος, τοποθετήστε το στον ηλεκτρικό φούρνο για να στεγνώσει.
Βύθιση του προστατευτικού παράγοντα βίντεο
Βίντεο επεξεργασίας επιφάνειας