



















Die Herstellung von Wachsmodellen für das Gießen von Gold-, Silber- und Platinschmuck
Die grundlegenden Prinzipien und operativen Fähigkeiten für 3 typische Aufgaben
Bei der Herstellung von Wachsmodellen, die auch als Wachsmodellbaum-Pflanzung bezeichnet wird, werden die vorbereiteten Wachsformen mit einem Wachsschweißgerät nach bestimmten Vorgaben und in bestimmter Reihenfolge schichtweise auf einen Wachsstab geschweißt, so dass am Ende ein Wachsmodellbaum entsteht, der einem großen Baum ähnelt. Später wird der Wachsbaum für Verfahren wie das Gießen von Gips verwendet. Die Grundvoraussetzung für das Anlegen eines Wachsmodellbaums ist, dass die Wachsformen in einer geordneten Reihenfolge angeordnet werden, wobei ein bestimmter Abstand eingehalten werden muss, während so viele Wachsformen wie möglich auf den Wachsmodellbaum geschweißt werden, um die Anforderungen der Massenproduktion zu erfüllen.
Der Wachsmodellbaum besteht aus einem Gießsystem und Wachsformen. Das Gießsystem ist ein Kanal, der flüssiges Metall in den Hohlraum der Form einleitet. Ob das Gießsystem vernünftig konstruiert ist oder nicht, hat erheblichen Einfluss auf die Formfüllung, die Qualität der Gussteile und die Ausbeute des Prozesses. Das Gießsystem besteht im Allgemeinen aus Komponenten wie Baumkopf, Baumkern und Anguss; manchmal werden auch Entlüftungsleitungen eingesetzt. Der Baumkopf dient als Gießbecher zur Aufnahme des geschmolzenen Metalls; der Baumkern entspricht einem direkten Gießkanal und hat auch die Funktion eines Speisers; der Kanal, der den Baumkern mit der Wachsform verbindet, wird als Anguss bezeichnet, der als interner Gießkanal und als Speiserkanal dient. Der Anguss sollte ausreichend dick sein, und die Verbindungsstellen mit der Wachsform und dem Baumkern sollten glatt sein, ohne scharfe Winkel oder Vertiefungen. Für Wachsformen mit komplexen Formen sollten mehrere oder zusätzliche Angüsse gesetzt werden. Die Länge des Angusses sollte angemessen sein, und seine Position hängt von Faktoren wie der Struktur des Gussteils, dem Material und der Gießmethode ab. Beim Einpflanzen des Wachsmodellbaums können die Wachsformen entsprechend ihrer Form, Größe und Art auf dem Baumkern verteilt werden. Die eingepflanzten Wachsformen sollten nicht zu nahe beieinander stehen, da sonst die Gipsformwand in diesem Bereich zu dünn und rissanfällig ist.
Dieses Projekt ermöglicht es Ihnen, die grundlegenden Prinzipien und operativen Fertigkeiten der Wachsmodellbaumherstellung für das Vakuumgießen von Gold- und Silberschmuck, das Schleudergießen von Gold- und Silberschmuck und Platinschmuck anhand von drei typischen und nach dem Unterricht gestellten Erweiterungsaufgaben zu beherrschen.
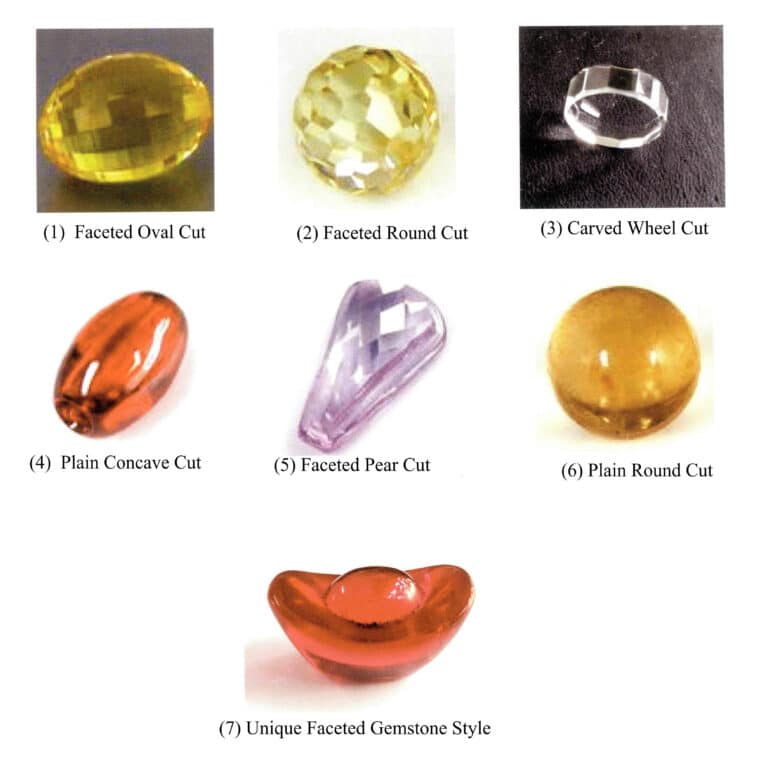
Struktur der Wachsform
Inhaltsübersicht
Abschnitt I Herstellung von Wachsmodellbäumen für das Vakuumgießen von Gold- und Silberschmuck
1. Hintergrundwissen
1.1 Änderung des Angusses

1.2 Angussgestaltung für wachshärtende Gussteile
1.3 Herstellung des Wachsmodellbaums (Erstellen des Wachsmodellbaums)
Beim Pflanzen eines Wachsmodellbaums ist es in der Regel am besten, den Wachskern (d. h. den Hauptanguss) in die Gummibasis einzufügen. Der Wachskern kann mit einer Form aus einer Aluminiumlegierung hergestellt werden, wie in Abbildung 4-2 gezeigt. Der Wachskern ist im Allgemeinen zylindrisch, und die Höhe der Stahlschale kann seine Länge bestimmen. Die Gummibasis für das Einpflanzen des Wachses entspricht den Wurzeln des Baumes; sie kann den Wachsmodellbaum aufrecht halten, um das Einpflanzen zu erleichtern, und dient dazu, den nächsten Schritt des Gießens des Gipsbreis abzudichten, indem sie die Gießschale der Form bildet.
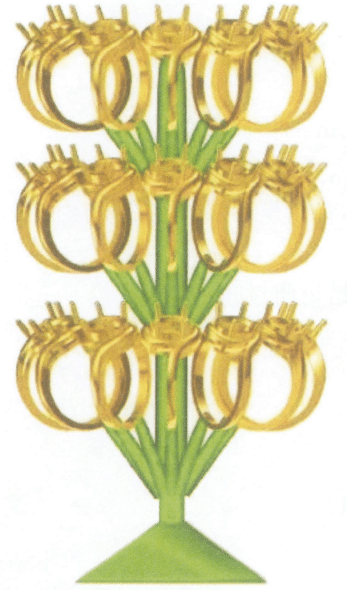
Beim Aufsetzen der Wachsform auf den Wachskern ist es am besten, eine spiralförmige Methode zu verwenden, wie in Abbildung 4-3 dargestellt. Erstens ist die Spiralmethode im Vergleich zu einer chaotischen oder flachen Anordnung der Pflanzung nicht nur ästhetisch ansprechend und platzsparend, so dass mehr Wachsformen gepflanzt werden können und die Produktionskosten gesenkt werden, sondern sie kann auch den Prozess des Abschneidens der Gussstücke vom Gussbaum erheblich beschleunigen, was die Produktionseffizienz verbessert. Darüber hinaus ermöglicht es eine gleichmäßigere Füllung des geschmolzenen Metalls und eine gleichmäßigere Wärmeableitung, wodurch übermäßig hohe lokale Temperaturen innerhalb der Gipsform vermieden werden, die zu Reaktionen zwischen dem geschmolzenen Metall und dem Gipspulver und damit zu Fehlern wie Gas- und Sandlöchern führen könnten. Schließlich ermöglicht das spiralförmige Gießverfahren, dass mehr Blasen beim Hinzufügen des Gipsbreis und beim Absaugen entweichen, wodurch die Wahrscheinlichkeit von Fehlern wie Perlenbildung in den Gussstücken verringert wird.
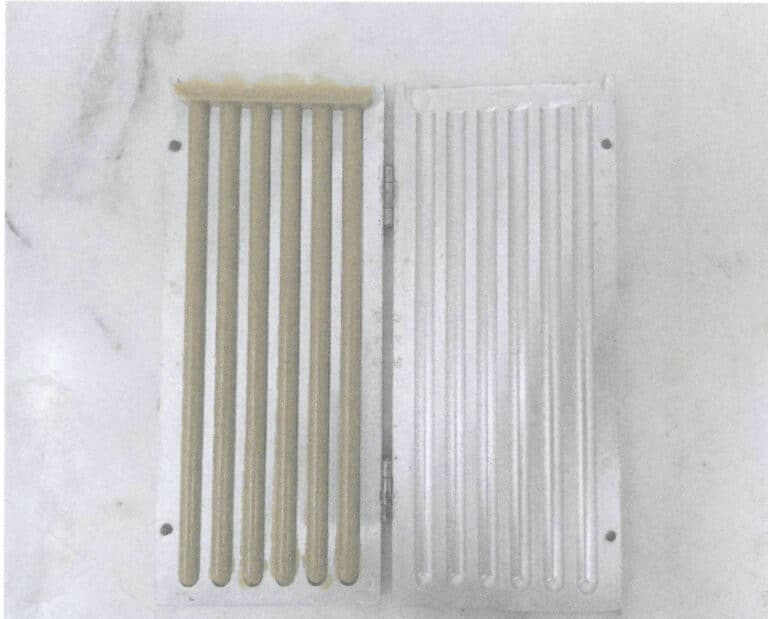
Abbildung 4-2 Metallform für Wachskern aus Aluminiumlegierung

Abbildung 4-3 Wachsformen in spiralförmiger Anordnung
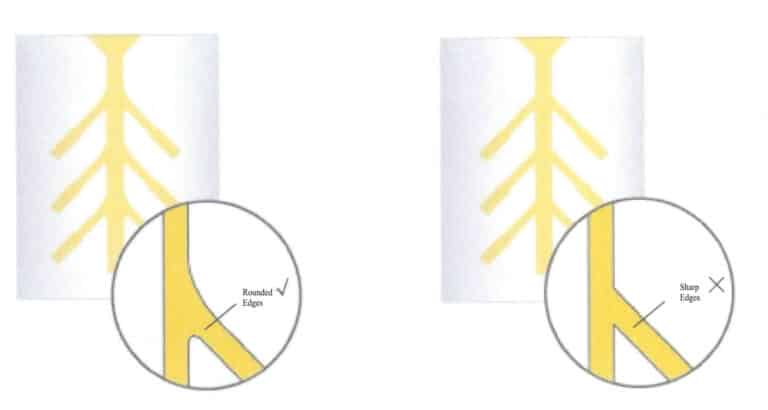
Abbildung 4-4 Der Winkel zwischen dem Wachskern und dem Angussstutzen
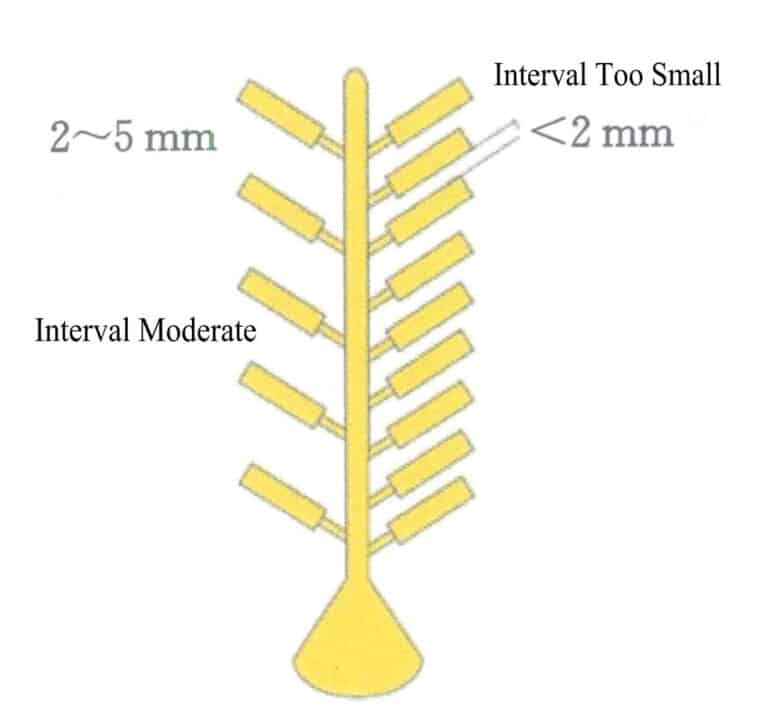
Abbildung 4-5 Abstand zwischen den Wachsformen
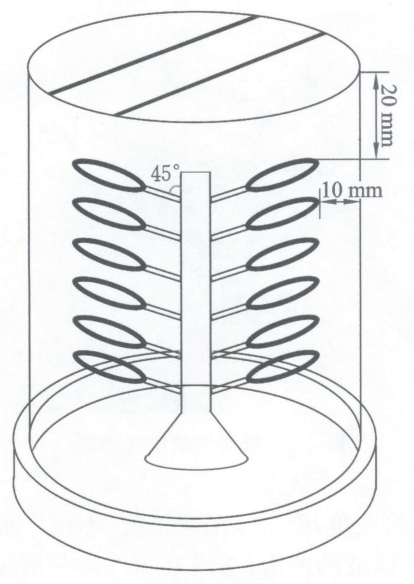
Abbildung 4-6 Position des Wachsmodellbaums im Stahlkolben
1.4 Hilfsmittel zur Herstellung von Wachsmodellbäumen
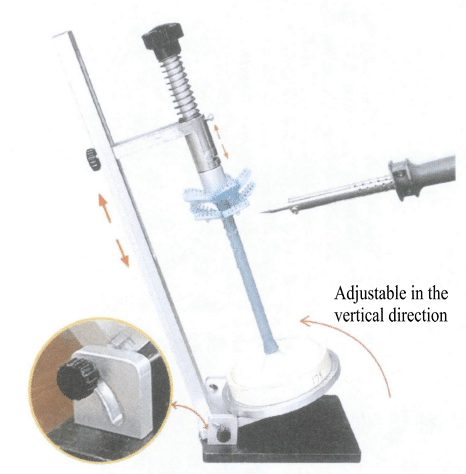
(1) Wachsmodelle Baumpflanzmaschine (Abbildung 4-7)
Dieses Gerät ist einfach zu bedienen und hat ein gutes Preis-Leistungs-Verhältnis. Die Basisscheibe und die Seitenstange sind integriert und bestehen aus einer Aluminiumlegierung mit einer Einstellvorrichtung, die eine flexible Multi-Winkel-Einstellung ermöglicht. Die bewegliche Stange Gerät kann nach oben und unten bewegen, und die Basisscheibe kann 360 ° frei drehen.
(2) Drehteller mit Gummifuß (Abbildung 4-8)
Dieses einfach aufgebaute und leicht zu bedienende Gerät wird hauptsächlich für die Befestigung von Gummisockeln verwendet. Der Drehteller kann sich frei drehen und ist mit einer Einstellvorrichtung für mehrere Winkel ausgestattet, die ein flexibles Arbeiten in verschiedenen Winkeln beim Pflanzen von Wax-Modellen ermöglicht.
(3) Wachsschweißgerät (Abbildung 4-9) oder elektrischer Lötkolben
Die Temperatur des Wachsschweißgeräts kann mit einer schnellen Heizgeschwindigkeit und einem Temperaturbereich von 50~200℃ eingestellt werden; es verfügt über einen flexiblen Wachsschweißstift, der den Wachsschweißvorgang reibungsloser macht; die Stiftspitze kann durch einen Fußregler sofort erhitzt und abgekühlt werden.

Abbildung 4-8 Drehteller mit Gummifuß
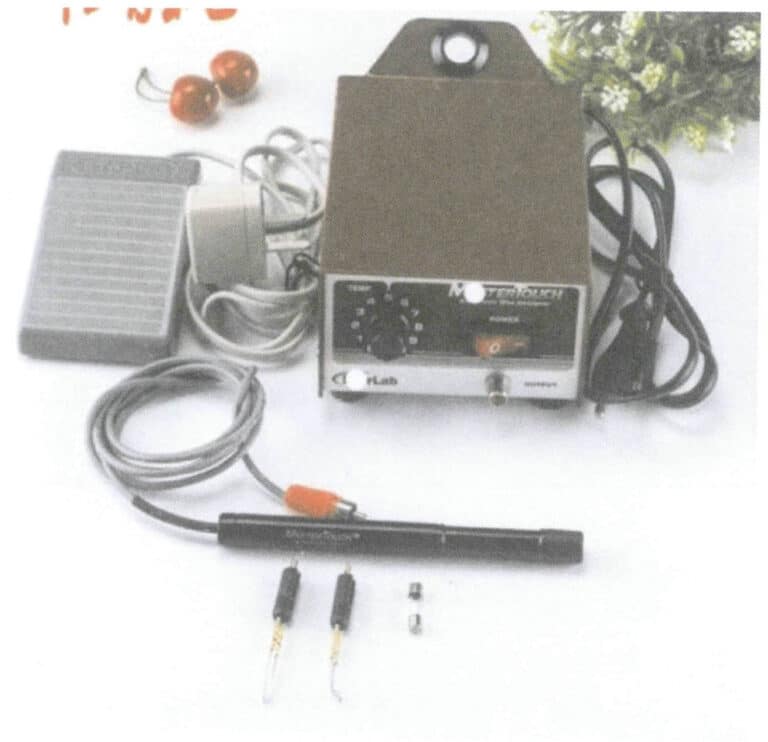
Abbildung 4-9 Wachsschweißer
2. Aufgabe Durchführung
(1) Vorbereitungsarbeiten
Bereiten Sie die eingebettete Herrenring-Wachsform, einen Wachskern mit einem Durchmesser von 10 mm, einen elektrischen Lötkolben, einen Gummisockel mit einem Innendurchmesser von 4 Zoll, eine Drehscheibe mit Gummiboden oder eine Baumpflanzmaschine für Wachsmodelle vor. Die Länge des Wachskerns kann entsprechend der Höhe des Stahlkolbens gewählt werden, wie in Abbildung 4-11 gezeigt.

(2) Pflanzung des Wachsmodellbaums
Die Wachsform muss auf eine runde Gummibasis gestellt werden, deren Innendurchmesser dem Außendurchmesser des Stahlkolbens entsprechen muss. Im Allgemeinen sind die Innendurchmesser von Gummifüßen mit 3 Zoll, 3,5 Zoll und 4 Zoll angegeben. In der Mitte des Sockels befindet sich ein kugelförmiger konkaver Vorsprung mit einer kreisförmigen Aussparung in der Mitte, deren Durchmesser mit dem des Wachskerns vergleichbar ist. Die Schritte zum Pflanzen des Wachsmodellbaums sind wie folgt.
① Die Gummibasis sollte zunächst gewogen, markiert und aufgezeichnet werden, bevor der Wax-Modelle-Baum gepflanzt wird, wie in Abbildung 4-12 gezeigt.
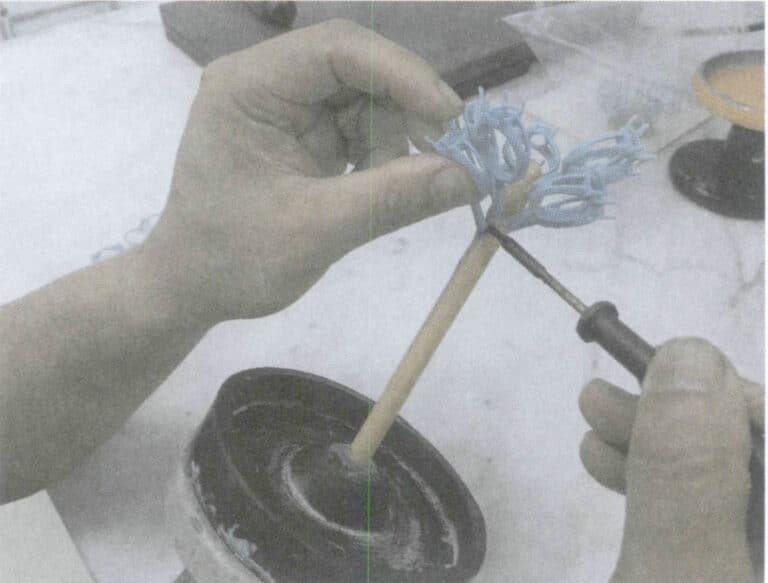
② Stecken Sie den Wachskern in das runde Loch der Gummibasis und fixieren Sie ihn mit einer kleinen Menge Wachsflüssigkeit. Der Gummisockel kann mit einer Wachsmodell-Baumpflanzmaschine (oder Gummisockel-Drehscheibe) betrieben oder aufgestützt und gekippt werden. Stellen Sie die Temperatur des elektrischen Lötkolbens ein, machen Sie mit der Lötspitze kleine Löcher in den Wachskern, setzen Sie den Anguss der Wachsform schnell ein, halten Sie die Wachsform stabil und warten Sie, bis die Wachsflüssigkeit leicht erstarrt ist, bevor Sie sie loslassen, wie in Abbildung 4-13 gezeigt. Zu diesem Zeitpunkt beträgt der Winkel zwischen dem Anguss und dem Wachskern 45°, und zwischen den Wachsformen sollte ein Abstand von mindestens 2 mm bestehen.

Abbildung 4-12 Wiegen der Gummibasis
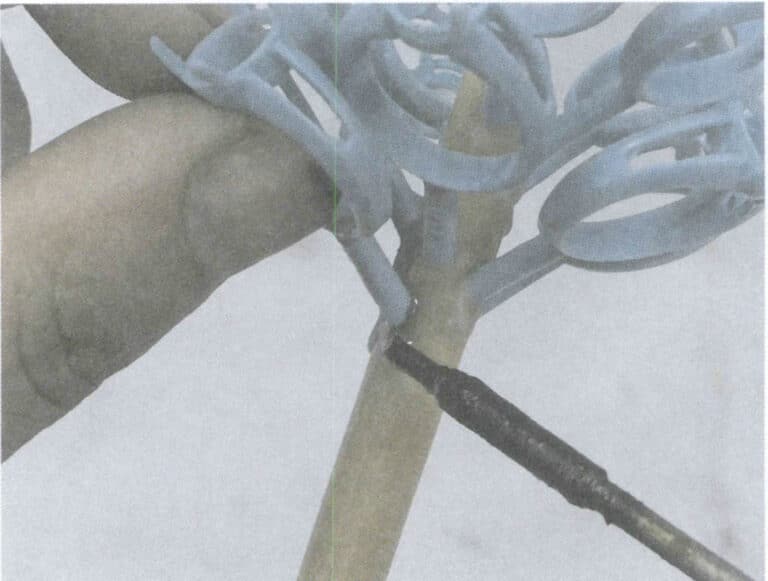
Abbildung 4-13 Pflanzung eines Wachsmodellbaums
③ Schweißen Sie die Wachsform Schicht für Schicht auf den Wachskern, bis der ganze Baum aus Wachsmodellen fertig ist und Sie schließlich eine baumartige Wachsformsammlung erhalten. Beim Schweißen der Wachsform können Sie von der Unterseite des Wachskerns (von unten nach oben) beginnen, wie in Abbildung 4-14 gezeigt, oder von der Oberseite des Wachskerns (von oben nach unten), wie in Abbildung 4-15 gezeigt. Bei geschickter Handhabung des Wachsmodellbaums gibt es keinen großen Unterschied zwischen den beiden Methoden. Im Allgemeinen wird jedoch mit dem oberen Teil des Wachskerns (von oben nach unten) begonnen, da der größte Vorteil dieser Methode darin besteht, dass das Heruntertropfen des geschmolzenen Wachses auf die geschweißten Wachsformen verhindert wird, wodurch Nacharbeiten aufgrund des heruntertropfenden Wachses vermieden werden.

Abbildung 4-14 Pflanzung eines Wachsmodellbaums von unten nach oben
Abbildung 4-15 Pflanzung eines Wachsmodellbaums von oben nach unten
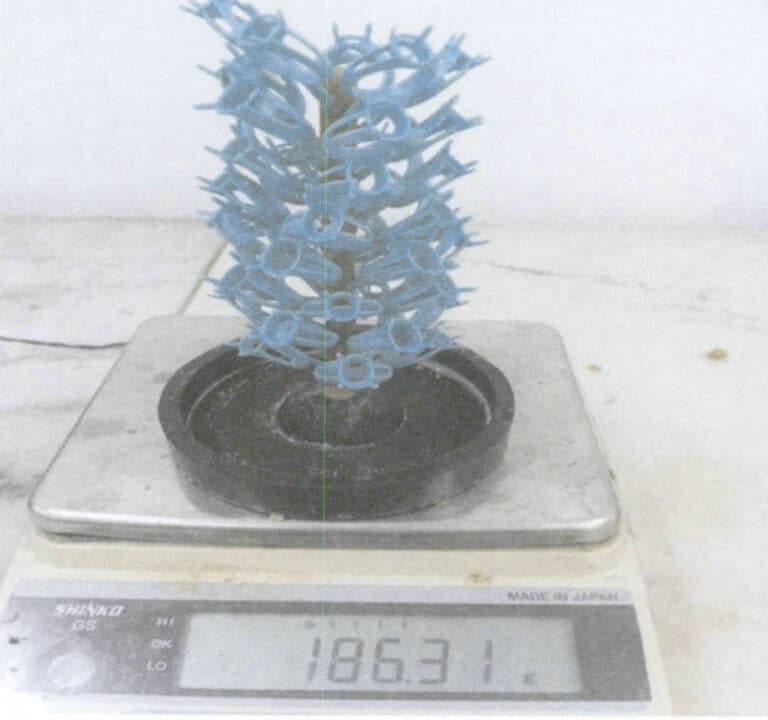
④ Führen Sie nach dem Einpflanzen des Wachsmodellbaums erneut eine Wägung durch, wie in Abbildung 4-16 dargestellt. Die Masse des Wachsmodellbaums erhält man durch Subtraktion der Ergebnisse der beiden Wägungen. Die Masse des Wachsmodellbaums kann auf der Grundlage des Dichteverhältnisses von Paraffinwachs zu Gussmetall in die Masse des Metalls umgerechnet werden, was eine Schätzung der zum Gießen benötigten Metallmenge ermöglicht. Typischerweise gilt für H65 Messing: Wachs=8,5:1; Silber: Wachs= 10,5:1; Gold: Wachs= 15,5:1.
Copywrite @ Sobling.Jewelry - Hersteller von kundenspezifischem Schmuck, OEM- und ODM-Schmuckfabrik
Abschnitt II Herstellung des Wachsmodellbaums für das Schleudergießen von Gold- und Silberschmuck
1. Hintergrundwissen
1.1 Zentrifugalguss
Beim Schleudergießen wird geschmolzenes Metall in eine rotierende Form gegossen, in der das geschmolzene Metall die Form füllt und unter der Zentrifugalkraft erstarrt, wie in Abbildung 4-17 dargestellt. Die Vor- und Nachteile des Schleudergussverfahrens sind folgende
(1) Vorteile
Während der Rotation füllt das flüssige Metall die Form durch die Zentrifugalkraft (Abbildung 4-18), mit einer schnellen Füllgeschwindigkeit und einer hohen Produktionseffizienz, wodurch es sich besonders für das Gießen von kleinen Accessoires wie Ketten und Ohrringen eignet. Dichtere Metalle werden an die Außenwand gedrückt, während leichtere Gase und Schlacke ungehindert an die Oberfläche gelangen und eine gerichtete Erstarrung von außen nach innen bilden. Daher sind die Schrumpfungsbedingungen gut, das Gussgefüge ist dicht, und die mechanischen Eigenschaften sind gut.
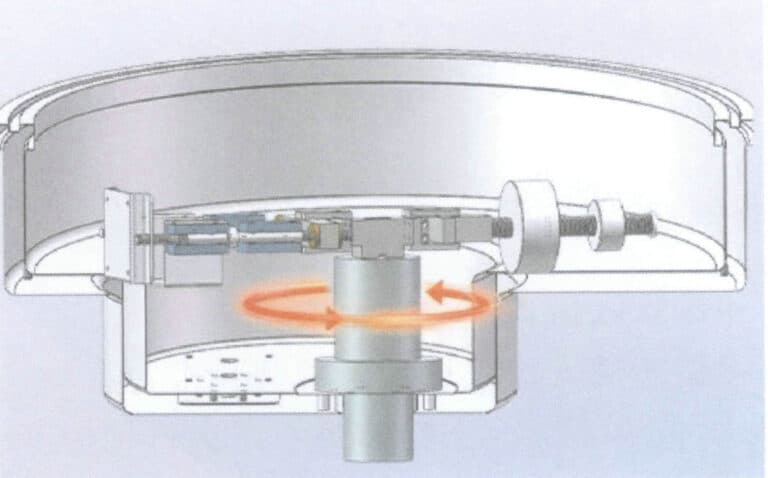
Abbildung 4-17 Zentrifugalguss-Rotationsverfahren
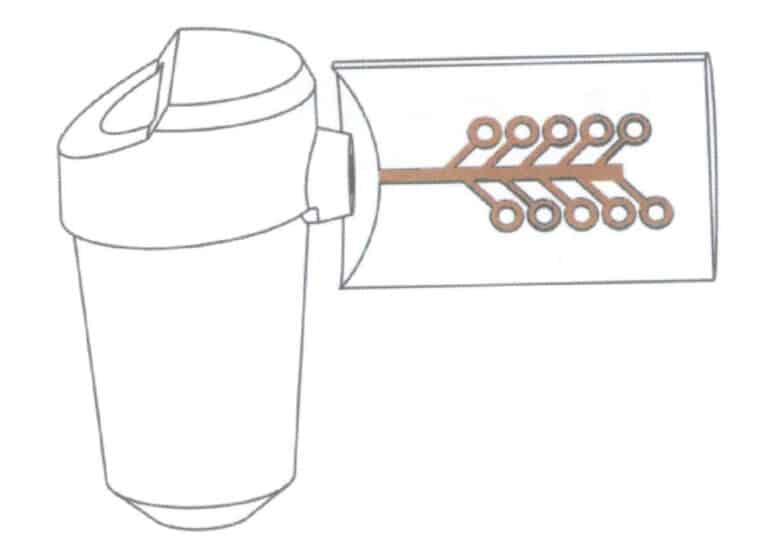
Abbildung 4-18 Schleudergussfüllung
(2) Benachteiligungen
Im Vergleich zum statischen Gießen hat das traditionelle Schleudergussverfahren einige Nachteile: Aufgrund der hohen Füllgeschwindigkeit erfährt die Metallflüssigkeit während des Gießens starke Turbulenzen, was die Wahrscheinlichkeit von Gaseinschlüssen und der Bildung von Poren erhöht; die Geschwindigkeit der Gasentladung innerhalb des Formhohlraums ist relativ langsam, was zu einem hohen Gegendruck innerhalb der Form führt, was die Wahrscheinlichkeit der Porenbildung erhöht; wenn die Füllkapazität zu stark ist, übt die Metallflüssigkeit eine starke Scheuerwirkung auf die Formwand aus, was leicht zu Formrissen oder -abplatzungen führt; außerdem kann während des Gießens Schlacke zusammen mit der Metallflüssigkeit in den Formhohlraum gelangen. Der durch die Zentrifugalkraft erzeugte hohe Fülldruck führt dazu, dass die maximale Metallmenge, die innerhalb eines sicheren Bereichs der Schleuder gegossen werden kann, geringer ist als bei einer statischen Gießmaschine. Darüber hinaus wird aufgrund der größeren Größe der Schleudergießkammer das Schmelzen unter Schutzgas im Allgemeinen weniger häufig verwendet.
1.2 Vorsichtsmaßnahmen für die Herstellung von Wachsmodellen von Bäumen im Schleudergußverfahren
(1) Die Wachsform wird nach oben geneigt und auf den Wachskern aufgeschweißt, im Allgemeinen mit einem Winkel von 45-60° zwischen der Wachsform und dem Wachskern und einer Angusslänge von 10 mm. Im Vergleich zum Vakuumgießverfahren ist der Winkel zwischen dem Wachskern und der Wasserlinie beim Schleudergießverfahren kleiner.
(2) Der Neigungswinkel kann kleiner sein, wenn die Wachsform klein ist und eine komplexe Struktur hat. Ein kleinerer Neigungswinkel ist vorteilhaft, damit die Metallflüssigkeit nach unten fließen kann, was die Wahrscheinlichkeit eines erfolgreichen Gusses erhöht (während des Gießens befindet sich der Hohlraum des Wachsmodellbaums in einem umgekehrten Zustand). Beim Einsetzen des Wachsmodellbaums schweißen Sie zunächst den radialen horizontalen Gießkanal, wie in Abbildung 4-19 gezeigt. Dann schweißen Sie die Wachsform vertikal an den horizontalen Gusskanal an, um den horizontalen Fluss der Metallflüssigkeit besser aufnehmen zu können, wie in Abbildung 4-20 dargestellt.
(3) Die Wachsform wird Schicht für Schicht in geordneter Weise um den Wachskern von der Spitze des Wachsmodellbaums nach unten gepflanzt. Die Wachsformen müssen dicht beieinander angeordnet sein, dürfen sich aber nicht berühren, wobei ein Mindestabstand von 3 mm einzuhalten ist. Der Mindestabstand zwischen der Wachsform und dem Wachskern beträgt 8 mm, und die oberste Wachsform muss unterhalb der Spitze des Stahlkolbens liegen.
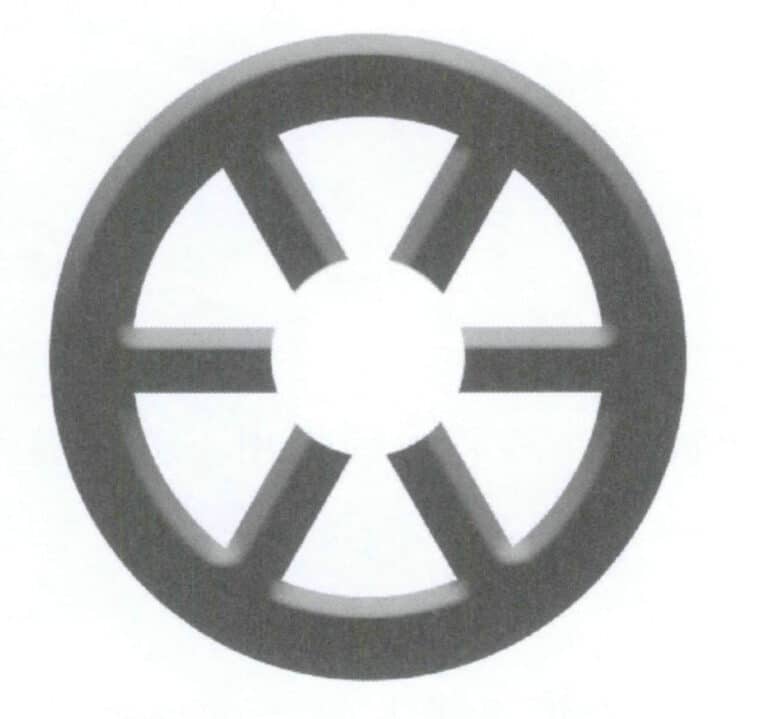
Bild 4-19 Radialer horizontaler Gießkanal
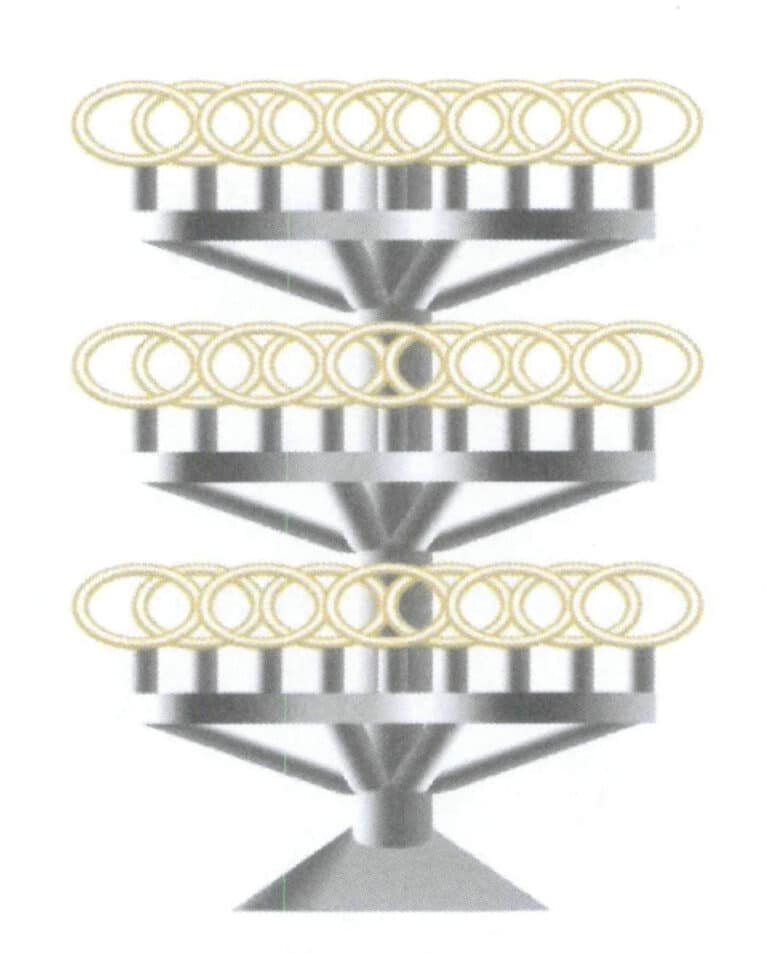
Abbildung 4-20 Schleuderguss-System
2. Aufgabe Durchführung
Zur Herstellung eines Wachsmodells wird eine Wachsform mit einem eingebetteten Anhänger und einer Gummibasis mit einem Innendurchmesser von 3,5 Zoll verwendet.
(1) Vorbereitungsarbeiten
Bereiten Sie die Wachsform für Anhänger, einen Wachskern mit einem Durchmesser von 8 mm, einen Lötkolben, eine Gummibasis mit einem Innenkern von 3,5 Zoll, eine Drehscheibe für die Klebebasis oder eine Baumpflanzmaschine für Wachsmodelle vor; die Länge des Wachskerns kann entsprechend der Höhe des Stahlkolbens gewählt werden.
(2) Pflanzung des Wachsmodellbaums
Die Wachsform muss auf eine runde Gummibasis gepflanzt werden, deren Innendurchmesser dem Außendurchmesser des Stahlkolbens entspricht. Die Schritte zum Einpflanzen des Wachsmodellbaums sind wie folgt.
① Die Gummibasis sollte vor dem Einpflanzen des Wax Models Tree gewogen und markiert werden.
② Stecken Sie den Wachskern in das runde Loch auf dem Gummifuß und fixieren Sie ihn mit einer kleinen Menge Wachsflüssigkeit; heben Sie den Gummifuß an und stellen Sie ihn schräg, stellen Sie die Temperatur des elektrischen Lötkolbens ein, schweißen Sie zuerst den radialen horizontalen Läufer auf den Wachskern, dann schweißen Sie nacheinander die Wachsformangüsse vertikal auf den radialen horizontalen Läufer, wobei Sie einen Spalt von 3 mm zwischen den Wachsformen lassen, wie in Abbildung 4-21 gezeigt.
③ Schweißen Sie die Wachsformen Schicht für Schicht auf den horizontalen Läufer, bis der gesamte Wachsbaum fertiggestellt ist und Sie schließlich eine baumförmige Wachsform erhalten, wie in Abbildung 4-22 dargestellt.
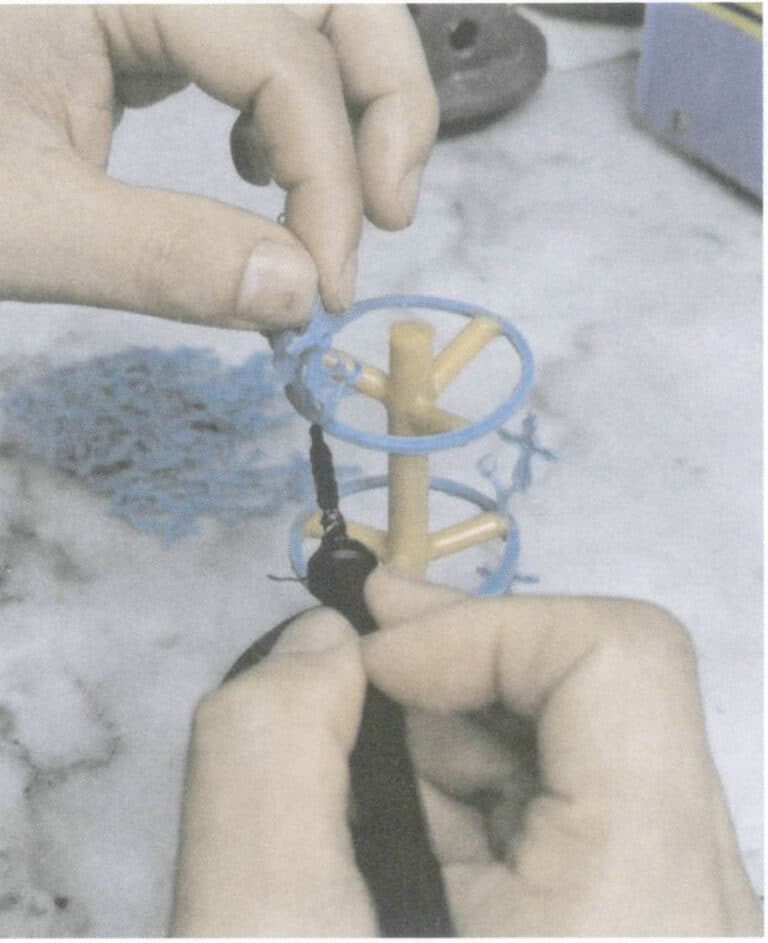
Bild 4-21 Aufschweißen der Wachsform auf den horizontalen Radialkanal
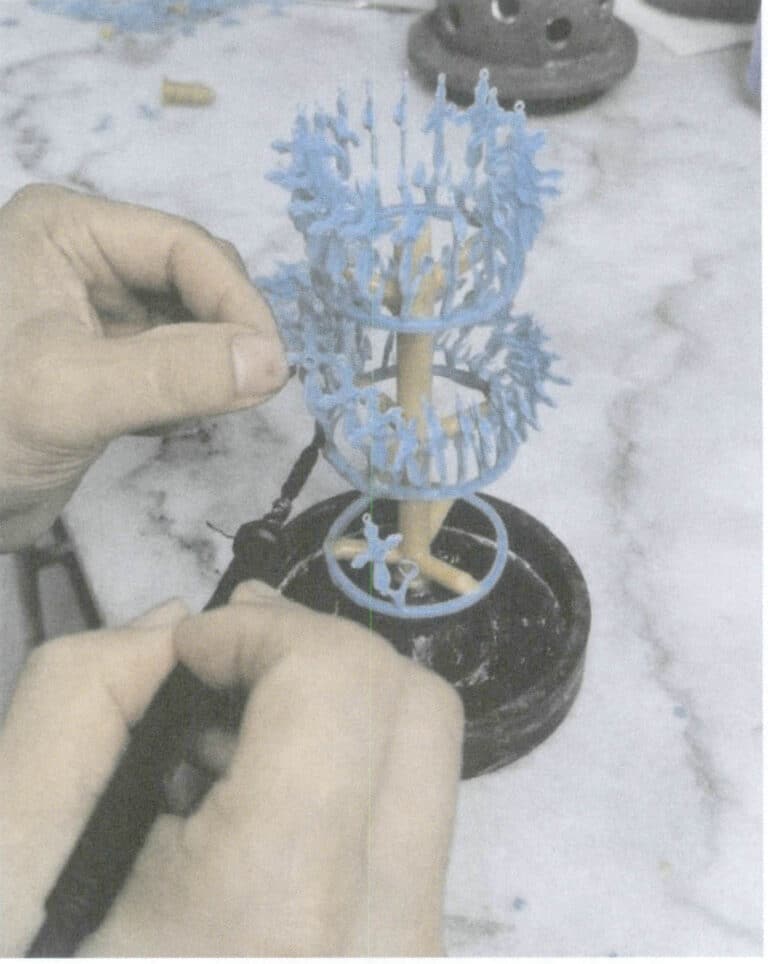
Abbildung 4-22 Schichtweises Aufschweißen der Wachsform auf die horizontale Laufschiene
(3) Überprüfung der Qualität des Wachsmodellbaums
Nach dem Einpflanzen des Wachsmodellbaums können Sie durch leichtes Schütteln oder Vibrieren des Wachsmodellbaums prüfen, ob die Wachsformen sicher verschweißt sind. Wenn sie nicht sicher verschweißt sind, können die Wachsformen beim Gießen leicht abfallen, was die Gussqualität beeinträchtigt. Prüfen Sie schließlich, ob der Abstand zwischen den Wachsformen ausreichend ist. Wenn die Wachsformen aneinander kleben, sollten sie getrennt werden; Wachstropfen auf dem Wachsmodellbaum sollten mit einer Klinge abgeschnitten werden.
(4) Sekundäres Wägen
Wiegen Sie den gesamten Wachsmodellbaum erneut, und indem Sie die Ergebnisse der beiden Wiegungen subtrahieren, erhalten Sie die Masse des Wachsmodellbaums. Dann rechnen Sie das Dichteverhältnis des Wachsmodellbaums zum Gussmetall in die Masse des Metalls um und können so abschätzen, wie viel Metall zum Gießen benötigt wird.
Abschnitt III Wachsmodelle Baumproduktion für Platinschmuck
1. Hintergrundwissen
1.1 Gießeigenschaften von Platin
1.2 Gießverfahren für Platin
Beim bestehenden Platingussverfahren werden hauptsächlich die folgenden Gussverfahren angewandt:
(1) Verfahren zum Setzen eines großen Direktgießkanals
Bei dieser Methode wird eine Technik verwendet, die dem Gießen von Gold- und Silberschmuck bei der Herstellung von Wachsbäumen ähnelt, wobei der innere Gusskanal einen Winkel von 45° mit dem direkten Gusskanal bildet. Der Gießkanal ist sehr lang, wie in Abbildung 4-23 dargestellt. Dies führt dazu, dass das geschmolzene Platin während des Gießens unter der Wirkung der Zentrifugalkraft schnell zum Ende der Form eilt und dann zurückfließt, um den Hohlraum zu füllen, was leicht zu starken Turbulenzen führt, die eine unvollständige Füllung des Gussteils zur Folge haben. Die starke Zentrifugalkraft birgt auch die Gefahr einer Explosion im oberen Teil der Form. Darüber hinaus ist die Ausbeute bei diesem Verfahren gering.
(2) Die Methode des direkten Anschlusses des Gussstücks an den Ausgießer
Bei dieser Methode gibt es keinen direkten Gießkanal, sondern das Gussteil ist direkt mit dem Gießbecher verbunden, wobei jedes Gussteil einen unabhängigen inneren Gießkanal hat, wie in Abbildung 4-24 dargestellt. Obwohl diese Methode die Prozessausbeute verbessern kann, ist die Anzahl der pro Form produzierten Gussteile sehr gering. Um die Anzahl der Gussteile zu erhöhen, wird bei der Produktion der Abstand zwischen den inneren Gießkanälen der Gussteile verringert, wodurch die Formwände zwischen den inneren Gießkanälen beim Gießen leicht weggespült werden und brechen können, was zu Defekten wie Sandlöchern oder Einschlüssen in der Form führt, die die Qualität der Gussteile beeinträchtigen.
(3) Das Verfahren zum Aufbau eines Radialgießsystems
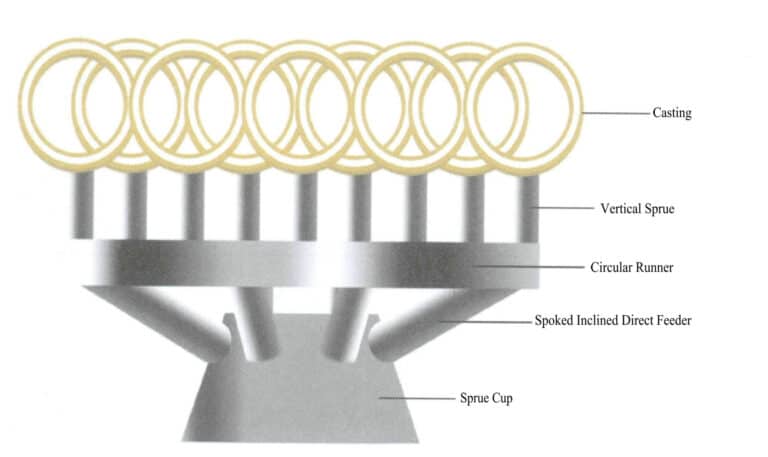
Bei dieser Methode werden trichterförmige Eingussschalen, ein gerader Einguss und ein Queranguss eingesetzt, die einen speichenförmigen, ringförmigen Einguss bilden, und mehrere Schmuckgussteile werden durch den inneren Einguss vertikal mit dem ringförmigen Queranguss verbunden, wie in Abbildung 4-25 dargestellt. Auf diese Weise wird die Richtung des flüssigen Metalls in den Hohlraum begünstigt, Turbulenzen werden verringert, die Auswirkungen des flüssigen Metalls auf das Gussteil werden reduziert und die Anzahl der Gussteile wird erhöht. Abbildung 4-24 Direkte Verbindung des Gussstücks mit der Angussschale.
2. Aufgabe Durchführung
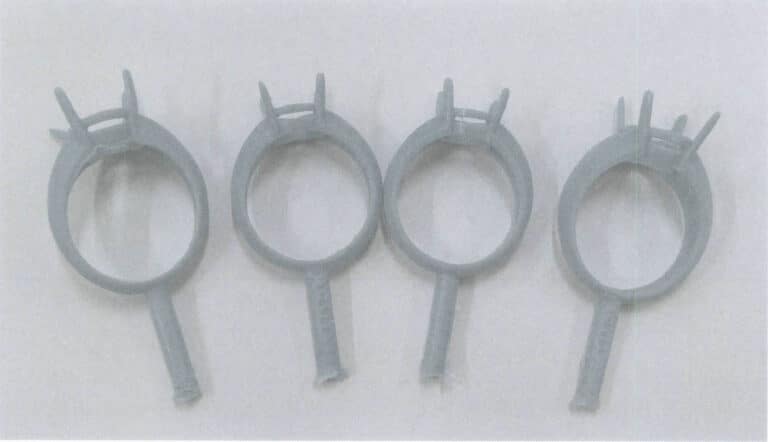
Bei dieser Aufgabe werden Wachsmodelle von Ringen mit Fassungsöffnungen, elektrische Lötkolben, saugfähiges Papier, Stahlflaschen usw. verwendet, um Wachsbäume für Platinschmuck herzustellen.
(1) Vorbereitungsarbeiten
Wiegen Sie zunächst die Qualität des saugfähigen Papiers mit einer elektronischen Waage und machen Sie ein Protokoll, wie in Abbildung 4-26 gezeigt. Schweißen Sie den vorbereiteten Wachsmodell-Ausgießbecher mit einem elektrischen Lötkolben in der Mitte des saugfähigen Papiers an, wobei Sie den äußeren Rand des Ausgießbechers lückenlos versiegeln.
(2) Schweißen des radialen horizontalen Gießkanals
Schweißen Sie den horizontalen Radialkanal in der Mitte des Gießbechers und achten Sie dabei auf einen glatten Übergang ohne scharfe Ecken an der Verbindungsstelle.
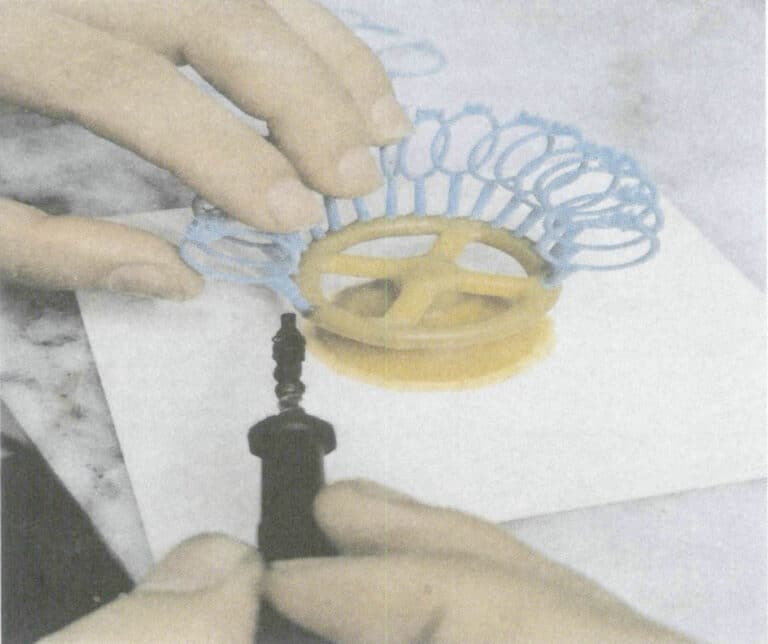
(3) Schweißen des Wachsmodells
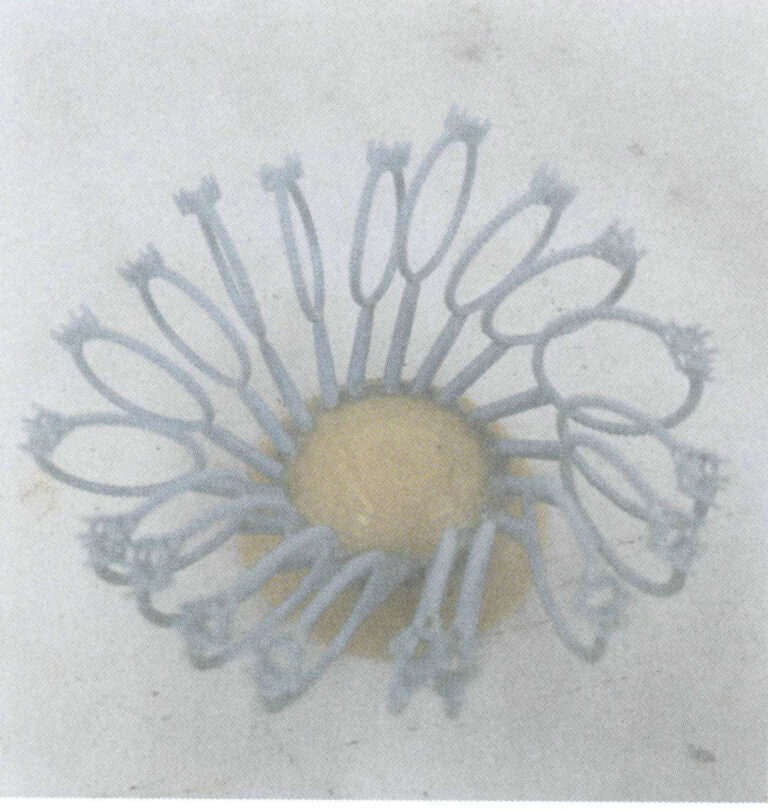
Versiegeln Sie das Wachsmodell mit einer kleinen Menge Wachsflüssigkeit auf dem ringförmigen Läufer, stellen Sie das Wachsmodell schräg auf, stellen Sie die Temperatur des Lötkolbens ein und schweißen Sie dann nacheinander den Anguss des Wachsmodells auf den radialen, horizontalen Läufer, wobei Sie darauf achten, dass die Wachsmodelle sauber in einem Kreis mit einem Abstand von 3 mm zueinander angeordnet sind, wie in Abbildung 4-27 gezeigt.
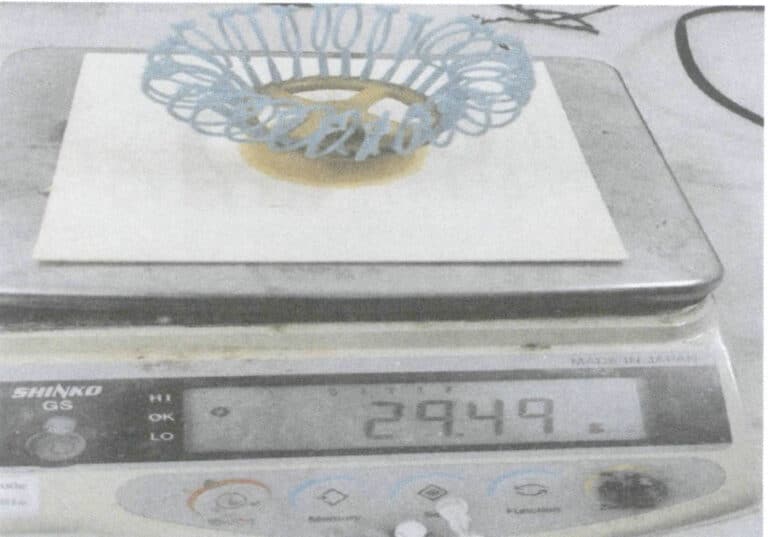
(4) Wiegen der Wachsmodelle Baum
Nachdem alle Wachsformen gepflanzt wurden, wiegen Sie sie; ziehen Sie das Gewicht des saugfähigen Papiers vom Endgewicht ab, um das Gewicht der Wachsform zu erhalten. Dann wurde das Metallgewicht entsprechend dem Dichteverhältnis des Wachsmodellbaums zu Platin berechnet, wie in Abbildung 4-28 dargestellt.











Eine Antwort
Ich möchte meine Klasse durch den Prozess der Schmuckherstellung führen. Wir haben einen Solidscape-Drucker und suchen nach Anregungen.