



















Jak vyrobit voskové modely stromů pro odlévání zlatých, stříbrných a platinových šperků
Základní principy a provozní dovednosti pro 3 typické úkoly
Výroba voskových modelů stromů, známá také jako sázení voskových modelů stromů, spočívá ve svařování připravených voskových forem na voskovou tyč ve vrstvách podle konkrétních požadavků a pořadí uspořádání pomocí svářečky vosku, což nakonec vede k vytvoření voskového modelu stromu, který se podobá velkému stromu. Později se voskový stromek používá pro procesy, jako je lití sádry. Základním požadavkem pro sázení stromu voskových modelů je, že voskové formy musí být uspořádány v pořádku, při zachování určité mezery a zároveň musí být na strom voskových modelů svařeno co nejvíce voskových forem, aby bylo možné uspokojit potřeby hromadné výroby.
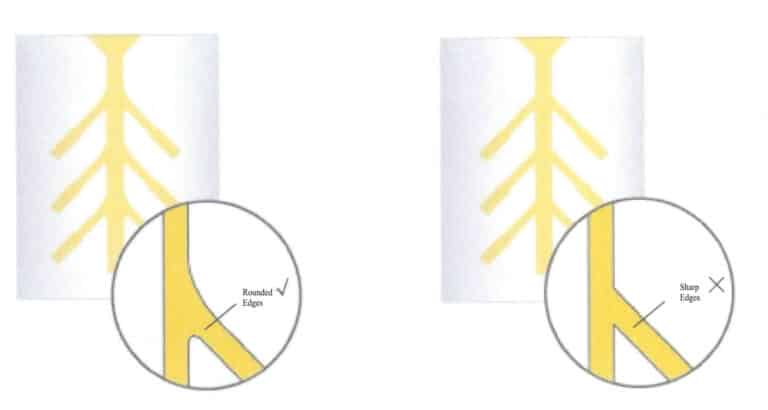
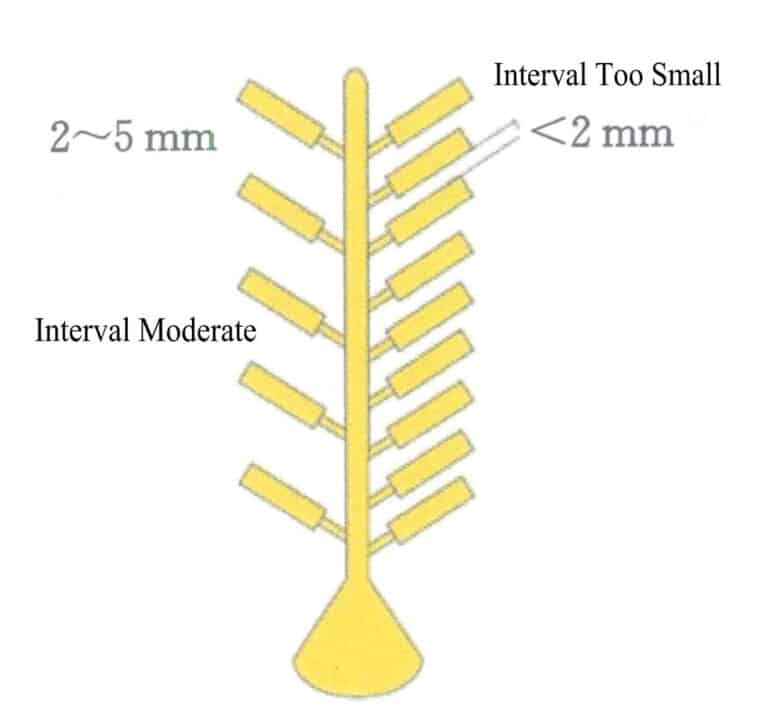
Strom voskových modelů se skládá z odlévacího systému a voskových forem. Zalévací systém je kanál, který přivádí tekutý kov do dutiny formy. To, zda je nalévací systém navržen rozumně, nebo ne, významně ovlivní plnění formy, kvalitu odlitků a výtěžnost procesu. Vlévací systém obvykle zahrnuje součásti, jako je hlava stromu, jádro stromu a vtok; někdy se také nastavují odvzdušňovací potrubí. Stromová hlava slouží jako nalévací miska, do níž se vlévá roztavený kov; stromové jádro je ekvivalentem přímého nalévacího kanálu a plní také funkci vtokového kanálu; kanál spojující stromové jádro a voskovou formu se nazývá vtok, který slouží jako vnitřní nalévací kanál a vtokový kanál. Vtok by měl být dostatečně silný a místa spojení s voskovou formou a stromovým jádrem by měla být hladká, bez ostrých úhlů nebo prohlubní. U voskových forem se složitými tvary by mělo být nastaveno více nebo pomocných vtoků. Délka vtoku by měla být přiměřená a jeho poloha souvisí s faktory, jako je struktura odlitku, materiál a způsob lití. Při sázení stromu voskových modelů lze voskové formy rozložit na jádro stromu podle jejich tvaru, velikosti a typu. Zasazené voskové formy by neměly být příliš blízko u sebe, jinak bude stěna sádrové formy v této oblasti příliš tenká a náchylná k praskání.
Tento projekt vám umožní osvojit si základní principy a provozní dovednosti výroby voskových modelů stromů pro vakuové lití zlatých a stříbrných šperků, odstředivé lití zlatých a stříbrných šperků a platinových šperků prostřednictvím tří typických a rozšiřujících úkolů po ukončení výuky.
Struktura voskové formy
Obsah
Sekce I Výroba voskových modelů stromů pro vakuové lití zlatých a stříbrných šperků
1. Základní znalosti
1.1 Úprava vtoku

1.2 Konstrukce vtoku pro odlitky z vosku
1.3 Výroba stromu voskových modelů (vytvoření stromu voskových modelů)
Při sázení stromu z voskových modelů je obvykle nejlepší vložit voskové jádro (tj. hlavní vtokovou část) do gumového podkladu. Voskové jádro lze vyrobit pomocí formy z hliníkové slitiny, jak je znázorněno na obrázku 4-2. Voskové jádro má zpravidla válcovitý tvar a výška ocelové misky může určovat jeho délku. Gumová základna pro sázení vosku odpovídá kořenům stromu; může udržet stromek s voskovými modely ve vzpřímené poloze pro snadnější sázení a slouží k utěsnění dalšího kroku nalévání sádrové kaše, čímž se vytvoří nalévací kalíšek formy.
Při nasazování voskové formy na voskové jádro je nejlepší použít spirálovou metodu, jak je znázorněno na obrázku 4-3. Zaprvé, ve srovnání s chaotickým nebo plochým uspořádáním sázení je spirálová metoda nejen estetická a prostorově úsporná, což umožňuje sázení většího počtu voskových forem a snížení výrobních nákladů, ale může také výrazně urychlit proces odřezávání odlitků z odlévaného stromu, čímž se zvyšuje efektivita výroby. Kromě toho umožňuje plynulejší plnění roztaveného kovu a rovnoměrnější rozptyl tepla, čímž se zamezí příliš vysokým lokálním teplotám uvnitř sádrové formy, které by mohly způsobit reakce mezi roztaveným kovem a sádrovým práškem, což by vedlo k defektům, jako jsou plynové a pískové díry. A konečně, metoda spirálového sázení umožňuje únik většího množství bublin při přidávání sádrové kaše a vakuování, což snižuje pravděpodobnost vzniku vad, jako je tvorba kuliček v odlitcích.
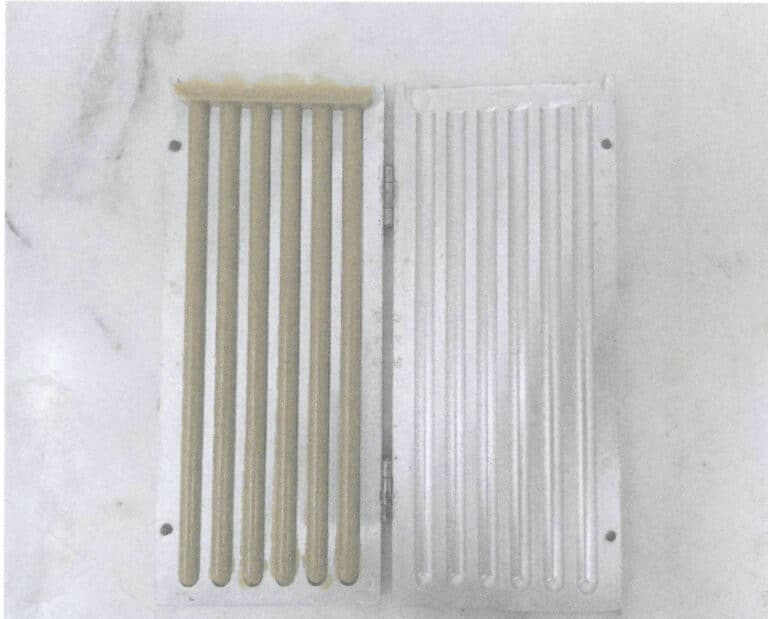
Obrázek 4-2 Kovová forma pro voskové jádro z hliníkové slitiny

Obrázek 4-3 Spirálově uspořádané voskové formy
Obrázek 4-4 Úhel mezi voskovým jádrem a odbočkou.
Obrázek 4-5 Vzdálenost mezi voskovými formami
Obrázek 4-6 Umístění stromu voskových modelů v ocelové baňce
1.4 Pomocné nástroje pro výrobu voskových modelů stromů
(1) Voskové modely strojů na výsadbu stromů (obrázek 4-7)
Toto zařízení se snadno ovládá a má vysoký poměr cena/výkon. Základní kotouč a boční tyč jsou integrované a vyrobené z hliníkové slitiny s nastavovacím zařízením, které umožňuje flexibilní nastavení více úhlů. Zařízení s pohyblivou tyčí se může pohybovat nahoru a dolů a základní disk se může volně otáčet o 360°.
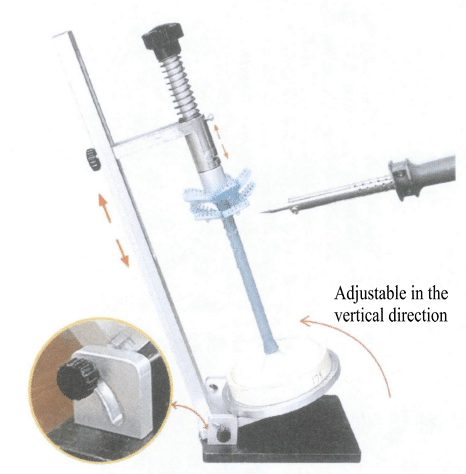
(2) Otočný stůl s gumovou základnou (obrázek 4-8)
Tento nástroj má jednoduchou konstrukci a snadno se používá především k upevňování gumových základen. Otočný stůl se může volně otáčet a je vybaven nastavovacím zařízením pro nastavení více úhlů, což umožňuje flexibilní práci v různých úhlech při výsadbě voskových modelů stromů.
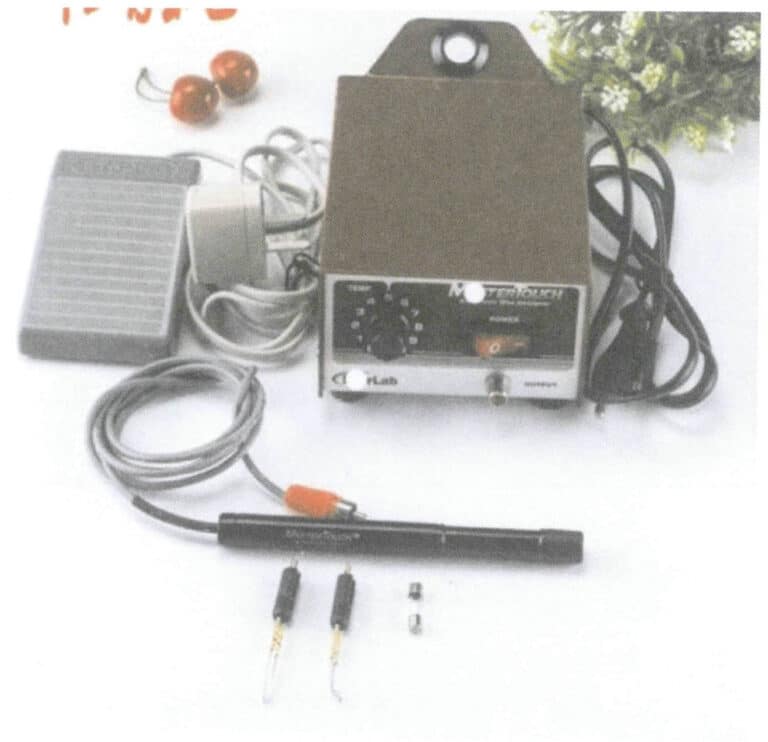
(3) Svářečka voskem (obrázek 4-9) nebo elektrická páječka
Teplotu svářečky vosku lze nastavit pomocí rychlé rychlosti ohřevu a teplotního rozsahu od 50 do 200 ℃; je vybavena flexibilním perem pro svařování vosku, díky němuž je operace voskování plynulejší; hrot pera lze okamžitě zahřát a ochladit pomocí nožního ovladače.

Obrázek 4-8 Otočný stůl s gumovou základnou
Obrázek 4-9 Svářečka vosku
2. Provádění úkolů
(1) Přípravné práce
Připravte si vloženou voskovou formu na pánské prsteny, voskové jádro o průměru 10 mm, elektrickou páječku, gumovou základnu o vnitřním průměru 4 palce, gumový spodní otočný stůl nebo stroj na sázení voskových modelů stromů. Délku voskového jádra lze zvolit podle výšky ocelové baňky, jak je znázorněno na obrázku 4-11.

(2) Výsadba stromu voskových modelů
Vosková forma musí být umístěna na kruhovém gumovém podstavci a vnitřní průměr tohoto gumového podstavce by měl odpovídat vnějšímu průměru ocelové baňky. Obecně se vnitřní průměry pryžových základen dodávají ve specifikacích 3 palce, 3,5 palce a 4 palce. Uprostřed základny je kulovitý konkávní výstupek s kruhovým vybráním uprostřed, jehož průměr je srovnatelný s průměrem voskového jádra. Postup při sázení voskových modelů stromů je následující.
① Před výsadbou stromu s voskovými modely je třeba gumový základ nejprve zvážit, označit a zaznamenat, jak je znázorněno na obrázku 4-12.
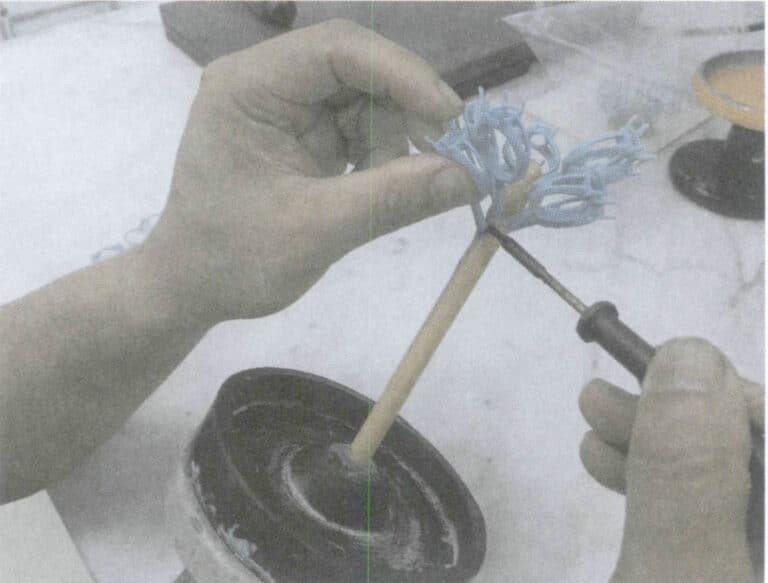
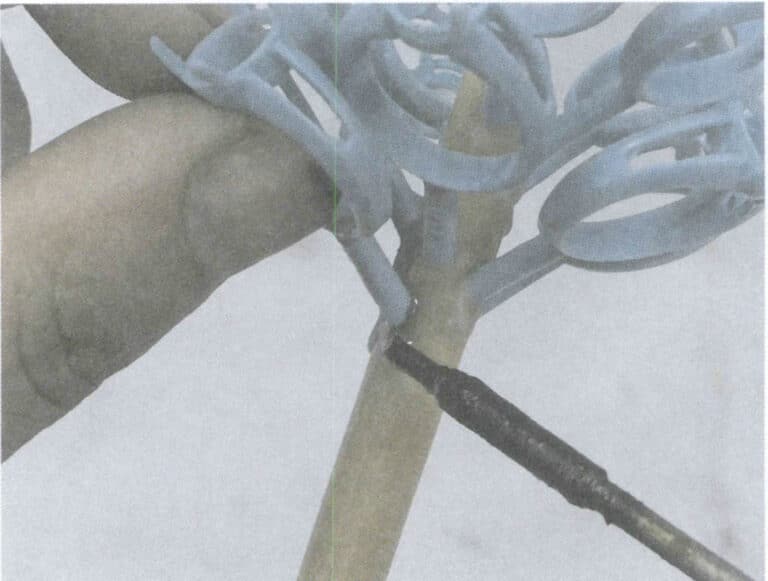
② Vložte voskové jádro do kruhového otvoru na gumové základně a zafixujte ho malým množstvím voskové kapaliny. S gumovou základnou lze pracovat pomocí stroje na sázení stromků Wax models (nebo otočného stolu s gumovou základnou) nebo ji podepřít a naklonit. Nastavte teplotu elektrické páječky, pájecím hrotem udělejte do voskového jádra malé otvory, rychle zasuňte vtokovou formu, udržujte voskovou formu stabilní a před uvolněním počkejte, až vosková kapalina mírně ztuhne, jak je znázorněno na obrázku 4-13. V této době je úhel mezi vtokem a voskovým jádrem 45° a mezi voskovými formami by měla být mezera alespoň 2 mm.

Obrázek 4-12 Vážení pryžové základny
Obrázek 4-13 Výsadba stromu voskových modelů
③ Svařte voskovou formu na voskové jádro vrstvu po vrstvě, dokud nebude celý strom voskových modelů dokončen, a nakonec získáte sbírku voskových forem ve tvaru stromu. Při svařování voskové formy můžete začít od spodní části voskového jádra (odspodu nahoru), jak je znázorněno na obrázku 4-14, nebo od horní části voskového jádra (od shora dolů), jak je znázorněno na obrázku 4-15. Pokud se se stromem voskových modelů pracuje zručně, není mezi oběma způsoby velký rozdíl. Obvykle se však používá metoda, kdy se začíná od horní části voskového jádra (shora dolů), protože největší výhodou této metody je, že zabraňuje stékání roztaveného vosku na svařované voskové formy, čímž se zamezí přepracování v důsledku stékání vosku.

Obrázek 4-14 Výsadba stromku voskových modelů zespodu nahoru
Obrázek 4-15 Výsadba stromku voskových modelů shora dolů
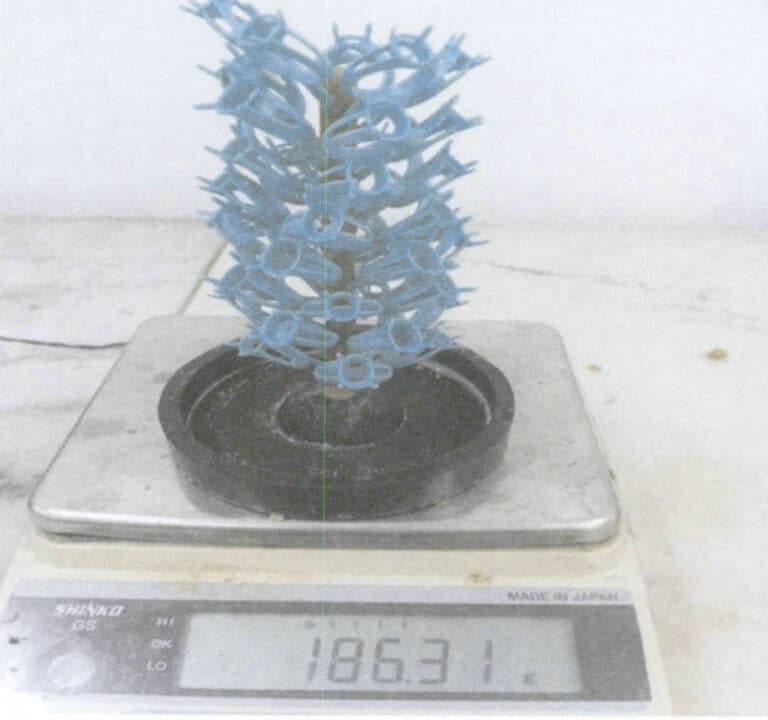
④ Po vysazení stromu voskových modelů proveďte opětovné vážení, jak je znázorněno na obrázku 4-16. Hmotnost stromu Wax models získáte odečtením výsledků obou vážení. Hmotnost stromu Wax models lze přepočítat na hmotnost kovu na základě poměru hustoty parafínu a odlévacího kovu, což umožňuje odhadnout, kolik kovu je třeba k odlití. Obvykle platí, že mosaz H65: vosk = 8,5:1; stříbro: vosk = 10,5:1; zlato: vosk = 15,5:1.
Kopírování @ Sobling.Jewelry - Výrobce šperků na zakázku, továrna na šperky OEM a ODM
Oddíl II Výroba voskových modelů stromu pro odstředivé lití zlatých a stříbrných šperků
1. Základní znalosti
1.1 Odstředivé lití
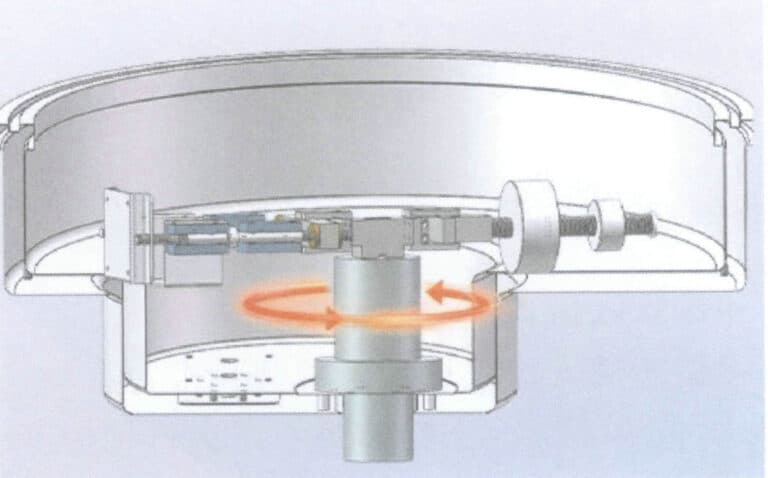
Odstředivé lití je lití roztaveného kovu do rotující formy, kde roztavený kov vyplňuje formu a tuhne pod vlivem odstředivé síly, jak ukazuje obrázek 4-17. Výhody a nevýhody odstředivého lití jsou následující.
(1) Výhody
Během otáčení kapalný kov plní formu odstředivou silou (obrázek 4-18), přičemž rychlost plnění je vysoká a účinnost výroby vysoká, což je vhodné zejména pro lití drobného příslušenství, jako jsou řetízky a náušnice. Hustší kovy jsou vytlačovány k vnější stěně, zatímco lehčí plyny a struska se volně pohybují k povrchu a vytvářejí směrové tuhnutí zvenčí dovnitř. Proto jsou podmínky smršťování dobré, struktura odlitku je hustá a mechanické vlastnosti dobré.
Obrázek 4-17 Odstředivá metoda otáčení odlitků
Obrázek 4-18 Odstředivé plnění odlitků
(2) Nevýhody
Ve srovnání se statickým litím má tradiční odstředivé lití některé nevýhody: Vzhledem k vysoké rychlosti plnění dochází během lití k silné turbulenci kovové kapaliny, což zvyšuje pravděpodobnost zachycení plynu a vzniku pórů; rychlost odvádění plynu v dutině formy je relativně pomalá, což vede k vysokému protitlaku ve formě, který zvyšuje pravděpodobnost vzniku pórů; při příliš silném plnění působí kovová kapalina silně na stěny formy, což snadno vede k prasknutí nebo odlupování formy; navíc se během lití může spolu s kovovou kapalinou dostat do dutiny formy i struska. Vysoký plnicí tlak vytvářený odstředivou silou určuje, že maximální množství kovu, které lze odlít v bezpečném rozsahu odstředivky, je menší než u statického licího stroje. Kromě toho se vzhledem k větším rozměrům odstředivé licí komory obecně méně často používá tavení v inertním plynu.
1.2 Bezpečnostní opatření pro výrobu voskových modelů stromů metodou odstředivého lití
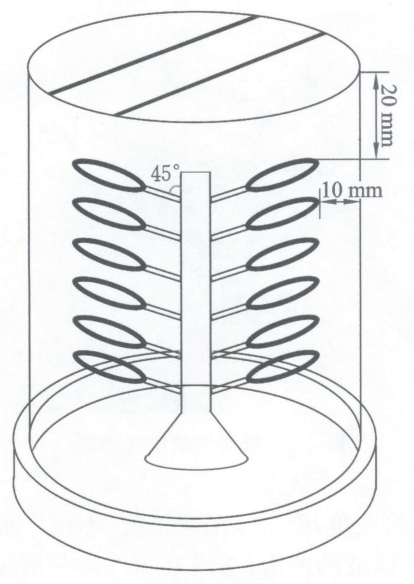
(1) Vosková forma je nakloněna směrem nahoru a přivařena k voskovému jádru, přičemž úhel mezi voskovou formou a voskovým jádrem je zpravidla 45-60° a délka vtoku 10 mm. Ve srovnání s metodou vakuového lití je úhel mezi voskovým jádrem a vodní linií při použití odstředivé metody lití menší.
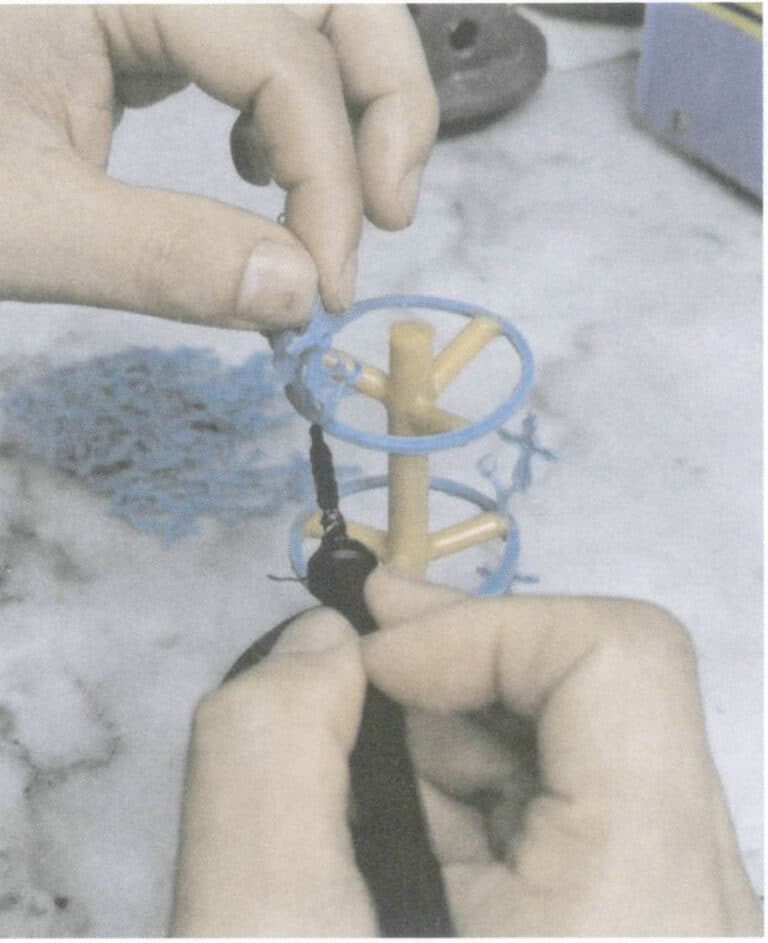
(2) Úhel sklonu může být menší, pokud je vosková forma malá a má složitou strukturu. Menší úhel sklonu je výhodný pro stékání kovové kapaliny směrem dolů, čímž se zvyšuje pravděpodobnost úspěšného odlití (během lití je dutina stromu voskových modelů v obráceném stavu). Při sázení stromu voskových modelů nejprve svařte radiální vodorovný licí kanál, jak je znázorněno na obrázku 4-19. Poté na vodorovný licí kanál navařte svisle voskovou formu, aby se lépe přizpůsobila vodorovnému proudění kovové kapaliny, jak je znázorněno na obrázku 4-20.
(3) Vosková forma se zasazuje vrstvu po vrstvě kolem voskového jádra, a to od vrcholu stromu voskových modelů směrem dolů. Voskové formy musí být rozmístěny těsně vedle sebe, ale nesmí se dotýkat, přičemž se zachovává minimální vzdálenost 3 mm. Minimální vzdálenost mezi voskovou formou a voskovým jádrem je 8 mm a nejvyšší vosková forma musí být pod vrcholem ocelové baňky.
Obrázek 4-19 Radiální vodorovný licí kanál
Obrázek 4-20 Odstředivý licí systém
2. Provádění úkolů
K výrobě voskových modelů stromů se používá vosková forma s vloženým přívěskem a gumovou základnou o vnitřním průměru 3,5 palce.
(1) Přípravné práce
Připravte si voskovou formu ve tvaru přívěsku, voskové jádro o průměru 8 mm, páječku, gumový podstavec s vnitřním jádrem o velikosti 3,5 palce, otočný stůl s lepicí základnou nebo stroj na sázení voskových modelů stromů; délku voskového jádra lze zvolit podle výšky ocelové baňky.
(2) Výsadba stromu voskových modelů
Vosková forma musí být usazena na kruhovém pryžovém podstavci, jehož vnitřní průměr odpovídá vnějšímu průměru ocelové baňky. Postup při sázení voskových modelů stromů je následující.
① gumový základ by měl být před výsadbou voskových modelů stromů nejprve zvážen a označen.
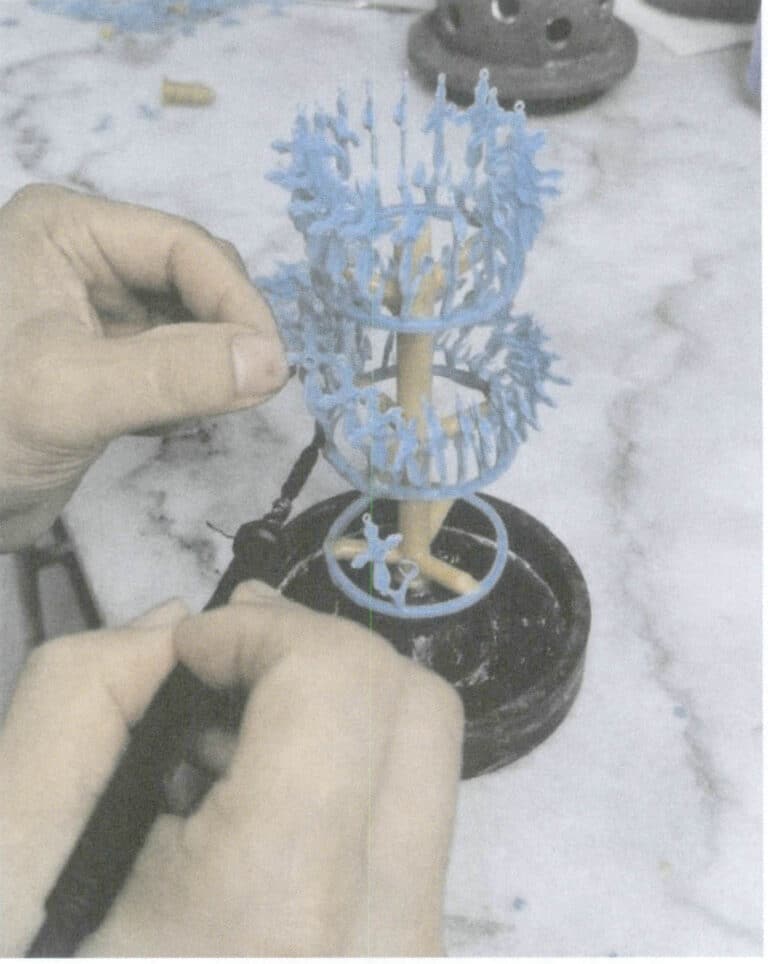
② Vložte voskové jádro do kulatého otvoru na pryžové základně a zafixujte jej malým množstvím voskové kapaliny; zvedněte pryžovou základnu a umístěte ji pod úhlem, nastavte teplotu elektrické páječky, nejprve přivařte radiální vodorovnou dráhu na voskové jádro a poté postupně přivařte vtoky voskové formy vertikálně na radiální vodorovnou dráhu, přičemž mezi voskovými formami ponechte mezeru 3 mm, jak je znázorněno na obrázku 4-21.
③ Svařujte voskové formy vrstvu po vrstvě na vodorovný běhoun, dokud není celý voskový strom hotový, a nakonec získáte sestavu voskových forem ve tvaru stromu, jak je znázorněno na obrázku 4-22.
Obrázek 4-21 Svařování voskové formy na radiální vodorovnou dráhu
Obrázek 4-22 Svařování voskové formy na vodorovnou dráhu po vrstvách
(3) Kontrola kvality voskových modelů stromu
Po zasazení stromu s voskovými modely můžete jemným zatřesením nebo vibrováním stromu s voskovými modely zkontrolovat, zda jsou voskové formy pevně spojeny. Pokud nejsou bezpečně svařeny, snadno se může stát, že voskové formy během lití sádry odpadnou, což ovlivní kvalitu odlitku. Nakonec zkontrolujte, zda je mezi voskovými formami dostatečná mezera. Pokud jsou voskové formy slepené k sobě, měly by se oddělit; kapky vosku na stromečku voskových modelů by se měly oříznout nožem.
(4) Sekundární vážení
Celý strom voskových modelů znovu zvážíte a odečtením výsledků obou vážení získáte hmotnost stromu voskových modelů. Poté ji podle poměru hustoty stromu voskových modelů a odlévaného kovu přepočítejte na hmotnost kovu, což vám umožní odhadnout, kolik kovu je potřeba k odlití.
Sekce III Výroba voskových modelů stromů pro platinové šperky
1. Základní znalosti
1.1 Odlévací vlastnosti platiny
1.2 Metody odlévání platiny
Stávající proces odlévání platiny využívá především následující metody odlévání:
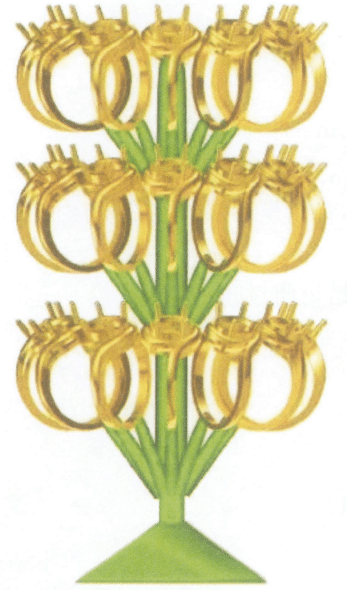
(1) Způsob nastavení velkého kanálu pro přímé lití
Při této metodě se používá technika podobná odlévání zlatých a stříbrných šperků při výrobě voskových stromků, přičemž vnitřní licí kanál svírá s přímým licím kanálem úhel 45°. Zalévací kanál je velmi dlouhý, jak ukazuje obrázek 4-23. To způsobuje, že roztavená platina se při lití působením odstředivé síly rychle řítí na konec formy a pak se skládá zpět, aby vyplnila dutinu, což snadno vede k silným turbulencím, které mají za následek neúplné vyplnění odlitku. Silná odstředivá síla také představuje riziko výbuchu v horní části formy. Kromě toho má tato metoda nízkou výtěžnost procesu.
(2) Způsob přímého připojení odlitku k nalévacímu poháru
Tato metoda nemá přímý nalévací kanál, ale spojuje odlitek přímo s nalévací nádobou, přičemž každý odlitek má nezávislý vnitřní nalévací kanál, jak je znázorněno na obrázku 4-24. Ačkoli tato metoda může zlepšit výtěžnost procesu, počet odlitků vyrobených na jednu formu je velmi malý. Při výrobě se za účelem zvýšení počtu odlitků zmenšuje vzdálenost mezi vnitřními licími kanály odlitků, takže stěny formy mezi vnitřními licími kanály se při lití snadno vymývají a lámou, což vede k vadám, jako jsou díry po písku nebo inkluze ve formě, které ovlivňují kvalitu odlitků.
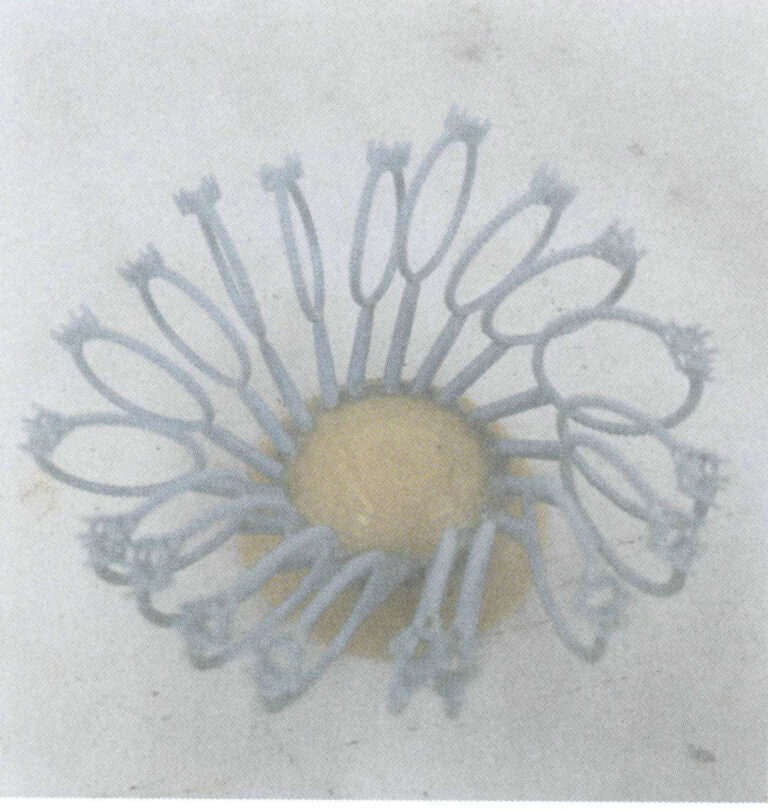
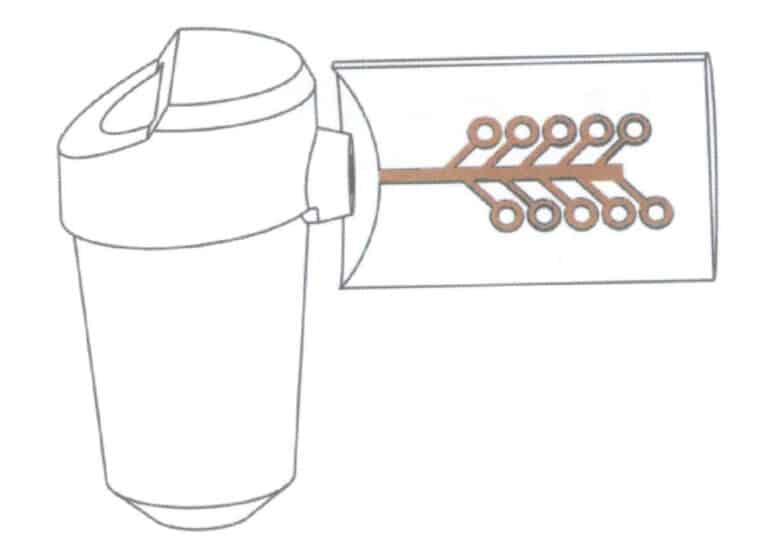
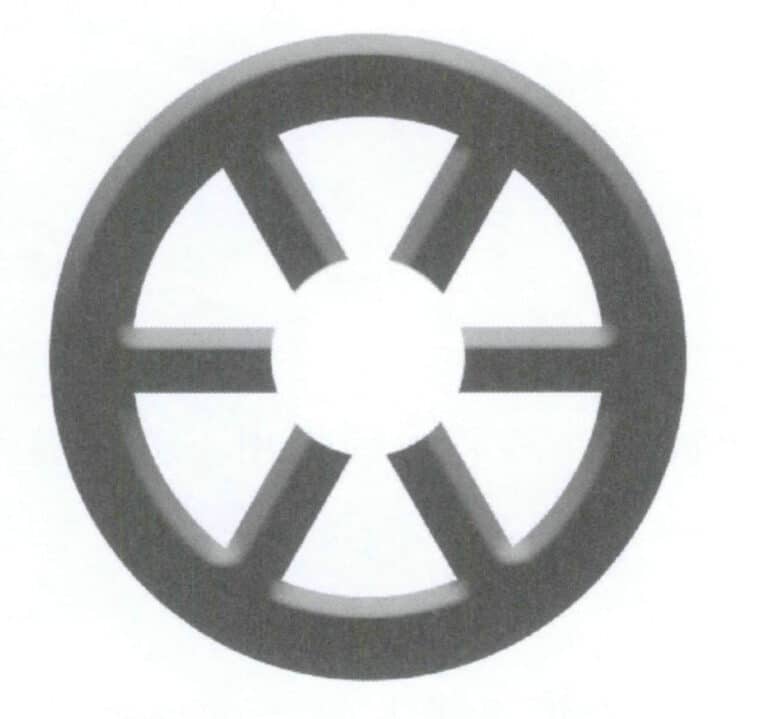
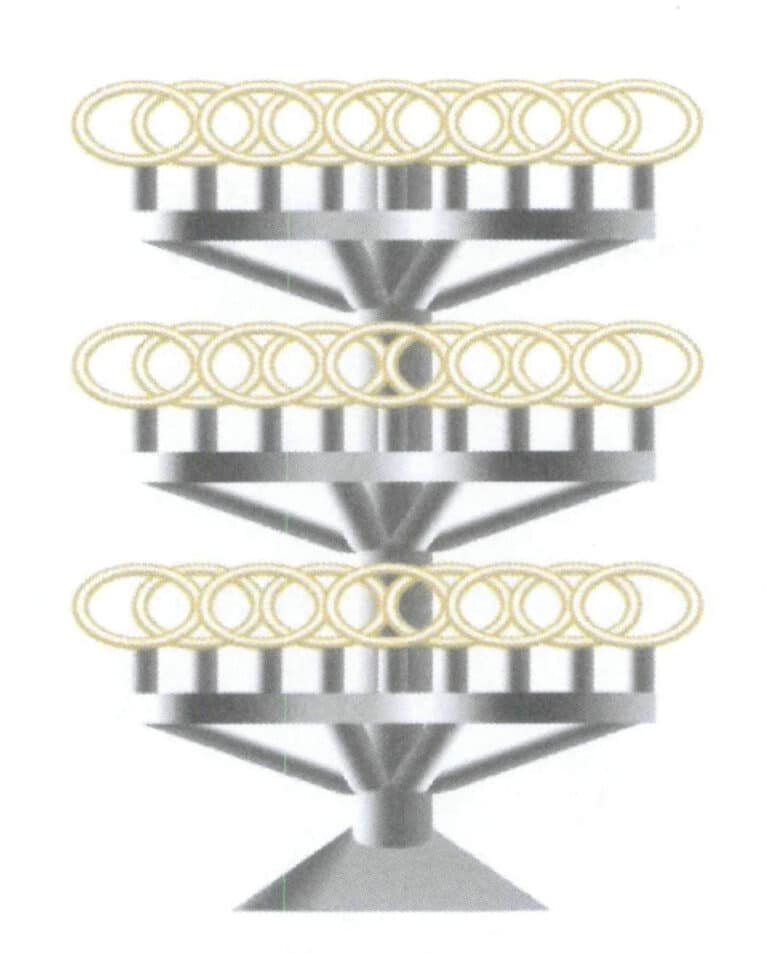
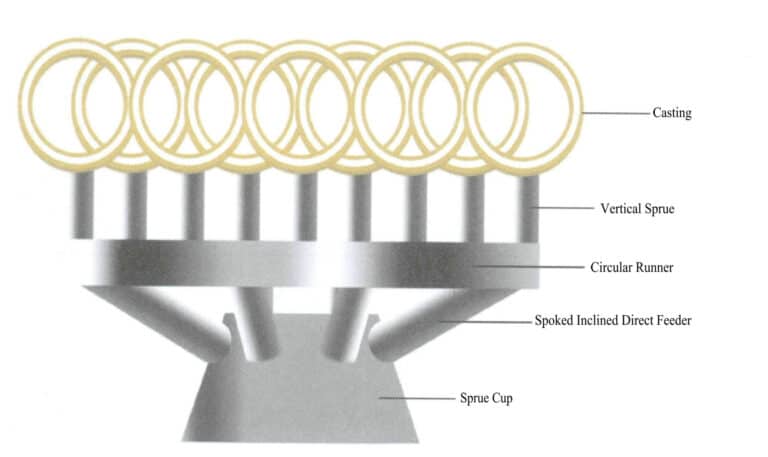
(3) Způsob nastavení radiálního licího systému
Při této metodě se sestaví trychtýřovité vtokové misky, přímý vtok a křížový vtok, čímž se vytvoří prstencovitý vtok ve tvaru paprsku, a několik odlitků šperků se svisle připojí k prstencovitému křížovému vtoku přes vnitřní vtok, jak je znázorněno na obrázku 4-25. Tento způsob napomáhá směrování tekutého kovu do dutiny, snižuje turbulence, snižuje dopad tekutého kovu na odlitek a zvyšuje počet odlitků. Obrázek 4-24 Přímé připojení odlitku k vtokové misce.
2. Provádění úkolů
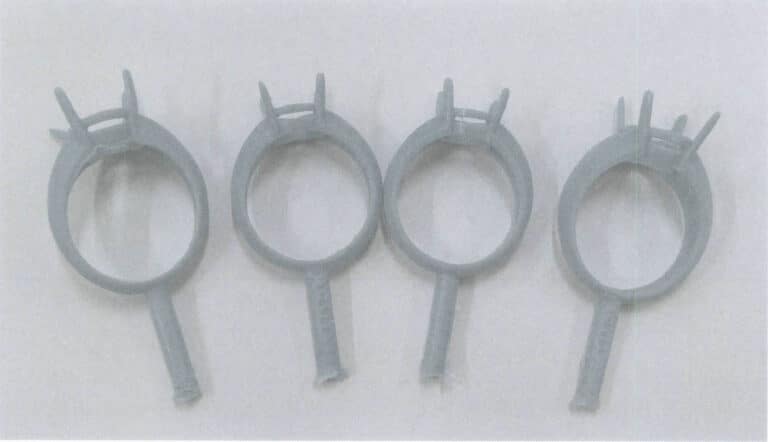
K výrobě voskových stromů pro platinové šperky se používají voskové modely prstenů se zasazovacími otvory, elektrické pájky, savý papír, ocelové baňky atd.
(1) Přípravné práce
Nejprve zvažte kvalitu absorpčního papíru pomocí elektronické váhy a proveďte záznam, jak je znázorněno na obrázku 4-26. Připravený voskový model sypátka přivařte ke středu absorpčního papíru elektrickou pájkou a utěsněte jej podél vnějšího okraje sypátka, aniž byste ponechali mezery.
(2) Svařování radiálního horizontálního licího kanálu
Svařte radiální vodorovný běhoun ve středu nalévacího poháru a zajistěte hladký přechod ve spoji bez ostrých rohů.
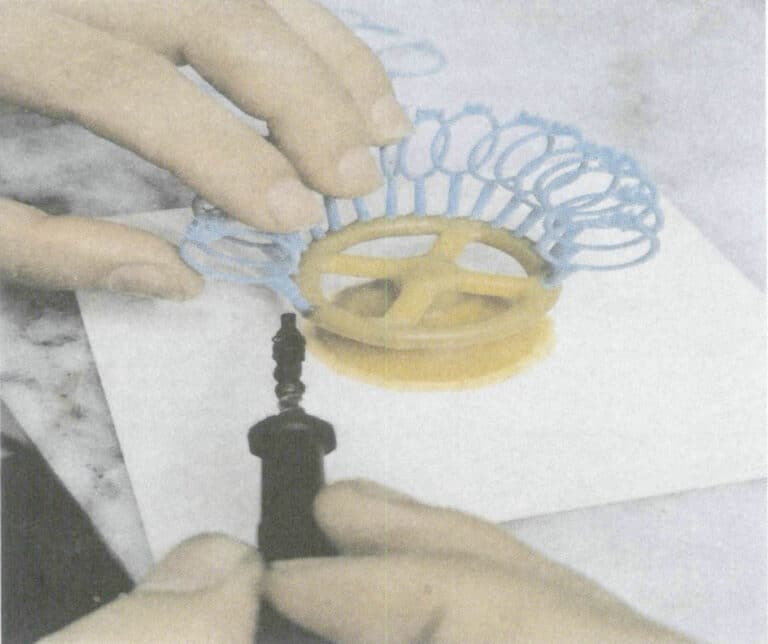
(3) Svařování voskového modelu
Voskový model utěsněte malým množstvím voskové kapaliny na prstencovém běhounu, postavte voskový model do svislé polohy pod úhlem, nastavte teplotu páječky a poté postupně přivařte vtoky voskového modelu na radiální vodorovný běhoun, přičemž dbejte na to, aby byly voskové modely uspořádány úhledně do kruhu s mezerou mezi nimi 3 mm, jak je znázorněno na obrázku 4-27.
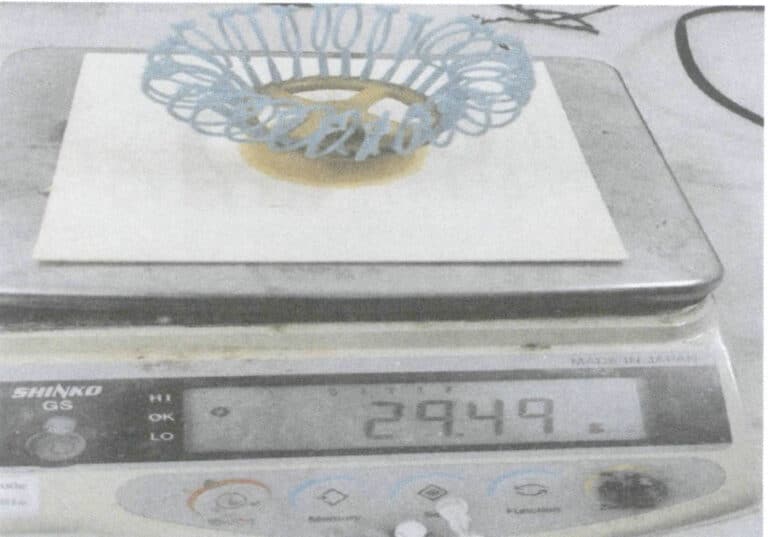
(4) Vážení voskových modelů stromů
Po zasazení všech voskových forem je zvažte; od konečné hmotnosti odečtěte hmotnost absorpčního papíru, abyste získali hmotnost voskové formy. Poté byla hmotnost kovu vypočtena podle poměru hustoty stromu voskových modelů k platině, jak je znázorněno na obrázku 4-28.













Jedna odpověď
Chtěla bych svou třídu provést procesem tvorby šperků. Máme tiskárnu solidscape a hledáme nějaké podněty.