كيف تقوم بتشكيل الأحجار الكريمة وتركيبها وتقطيعها وتركيب الأوجه؟
التشكيل والمواد اللاصقة لقضيب المواد الخام من الأحجار الكريمة، وقطع وتلميع الأحجار الكريمة ذات الأوجه
مقدمة:
يقدّم هذا الدليل نظرة متعمقة في عالم تشكيل الأحجار الكريمة، مع التركيز على العمليات الحاسمة لتشكيل الأحجار الخام، وتركيب الأحجار الكريمة على قضبان الصقل، وقطع الأحجار الكريمة وصقلها. إنه دليل لا غنى عن قراءته لأي شخص يعمل في صناعة المجوهرات ويتطلع إلى صقل مهاراته في تحويل الأحجار الكريمة الخام إلى جواهر مصقولة. تعلّم كيفية تحقيق الدقة في تشكيل الأحجار وضمان الجودة في الربط اللاصق، وإتقان فن تقطيع الأوجه للحصول على تشطيبات خالية من العيوب.
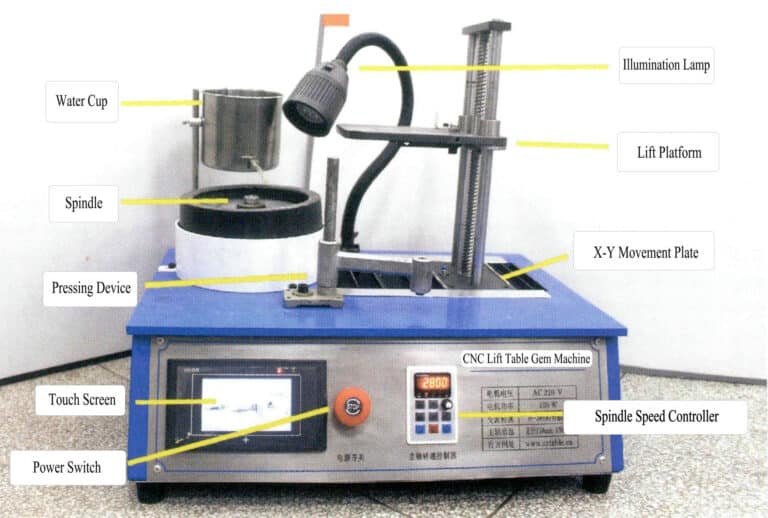
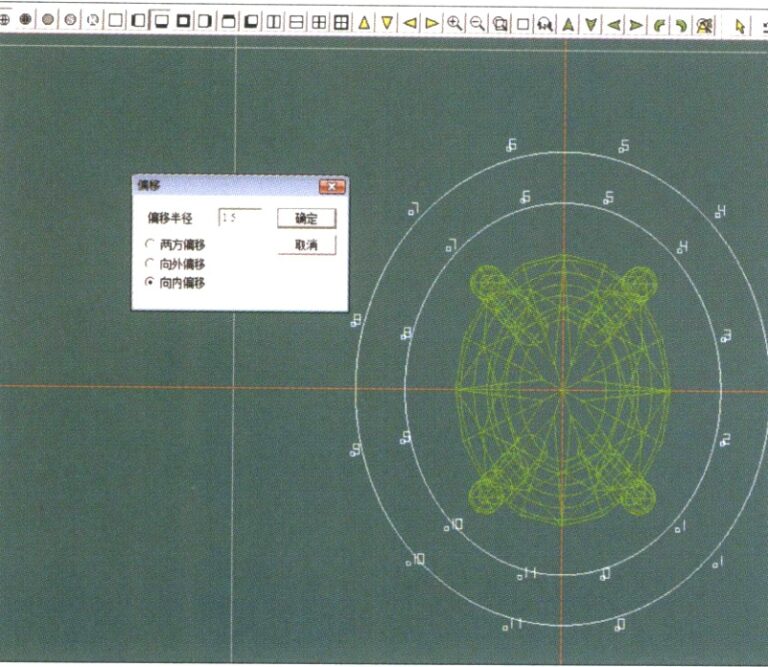
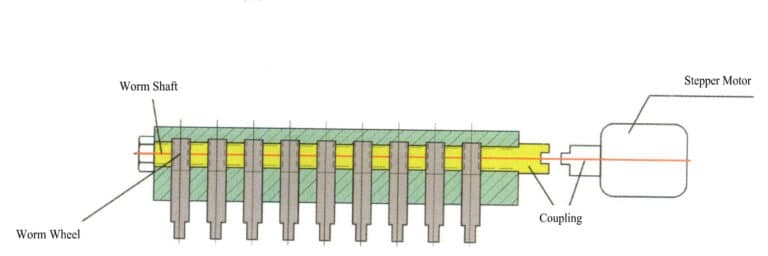
هيكل ماكينة القطع بالأحجار الكريمة باستخدام الحاسب الآلي
جدول المحتويات
القسم الأول تشكيل الأحجار الكريمة الخام من الأحجار الكريمة
1. مبادئ وطرق تشكيل الحجر الخام
تشكيل الأحجار الكريمة هو تشكيل حجم الخصر بعد قطع المادة الخام.
1.1 مبدأ تشكيل الحجر الخشن
مبدأ تشكيل الأحجار الكريمة - طحن شكل الخصر المصمم وحجم الحجر الكريم على الحجر الكريم الخام. في عملية الإنتاج، يتم طحن الحجر الكريم الخام المقطوع لتحقيق شكل الخصر والحجم الذي يلبي متطلبات التصميم، كما هو موضح في الشكل 5-1.

1.2 طرق تشكيل الأحجار الكريمة الخام
(1) تشكيل الحجر الواحد (1)
تستخدم الأحجار الكريمة الطبيعية الثمينة والأحجار الكريمة الاصطناعية الثمينة ذات الكمية الصغيرة من الطلبات طريقة تشكيل الجسيمات المفردة.
(2) التشكيل للإنتاج بكميات كبيرة
تستخدم الأحجار الكريمة الطبيعية والاصطناعية العادية آلة شبه أوتوماتيكية لطرق تشكيل الأحجار الكريمة الطبيعية والاصطناعية في الإنتاج على دفعات.
2. متطلبات الجودة لتشكيل الأحجار الكريمة
2.1 شكل خصر الحجر الكريم دقيق (الشكل 5-2)
2.2 اتساق أبعاد المنتج
يبلغ التفاوت المسموح به في الأبعاد للفراغات الحجرية الخشنة الدقيقة في حدود ± 0.01 مم لمعالجة الأحجار الخشنة على نطاق واسع، كما هو موضح في الشكل 5-3.

2.3 إعداد الأحجار الكريمة وفقًا لحلقة العينة (الشكل 5-4)
2.4 الإنتاج وفقًا لرسومات الطلبات (الشكل 5-5)
3. عملية ومعدات تشكيل الأحجار الكريمة الخام المنفردة الخام
يجب أن يتم تشكيل محيط خصر الحجر الكريم الخام وتحديد حجمه بدقة من خلال الطحن، وهو ما يتطلب عمليات إنتاج معقولة ومعدات دقيقة وتقنيات معالجة الأحجار الكريمة الماهرة لإنتاج فراغات دقيقة الشكل وتفي بمعايير الحجم.
3.1 الماكينة العامة المشتركة أو ماكينة الأحجار الكريمة العادية لتشكيل الأحجار الكريمة المفردة
تنطوي عملية تشكيل الجوهرة الواحدة على ربط قطعة مثلثة بقضيب حديدي وتشكيلها على المعدات وفحص جودة التشكيل والأبعاد.
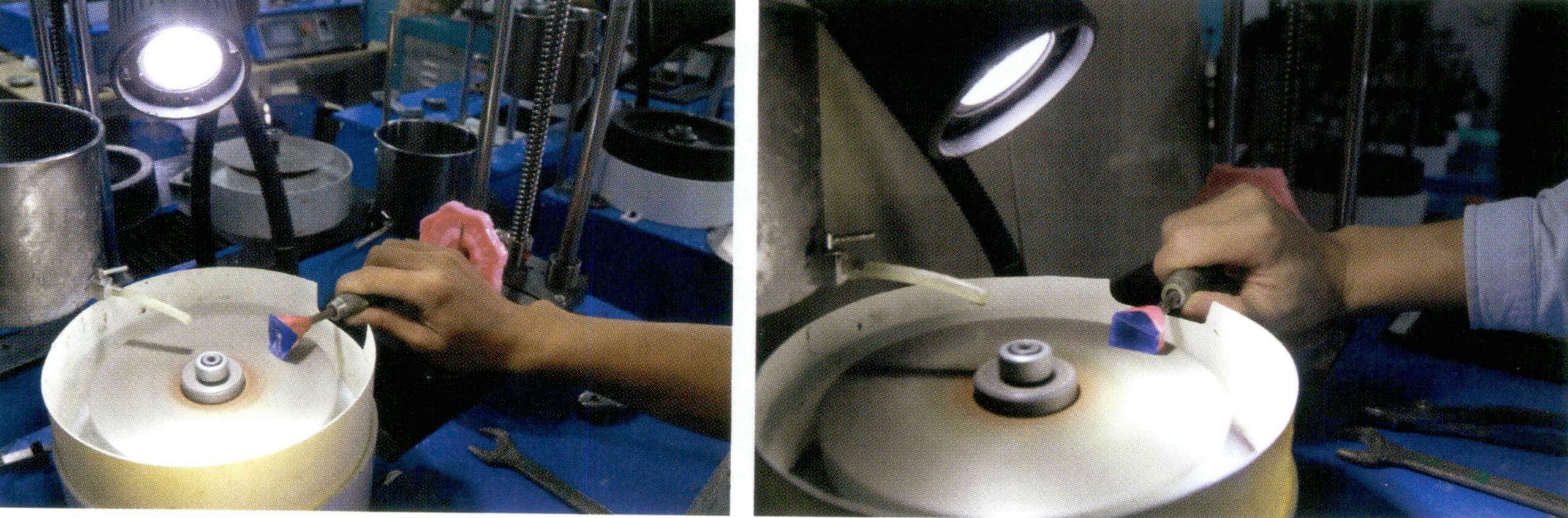
(1) ربط مادة البلاط المثلث بمادة لاصقة من الأحجار الكريمة على قضيب حديدي خاص (الشكل 5-6)
(2) التشكيل على المعدات
يظهر التشكيل على الماكينة العامة في الشكل 5-7، والتشكيل على ماكينة الأحجار الكريمة العادية في الشكل 5-8.

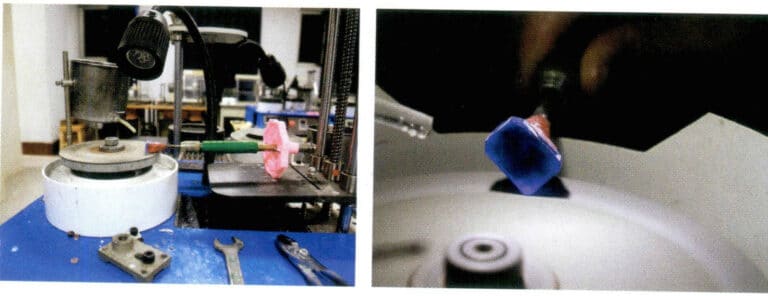
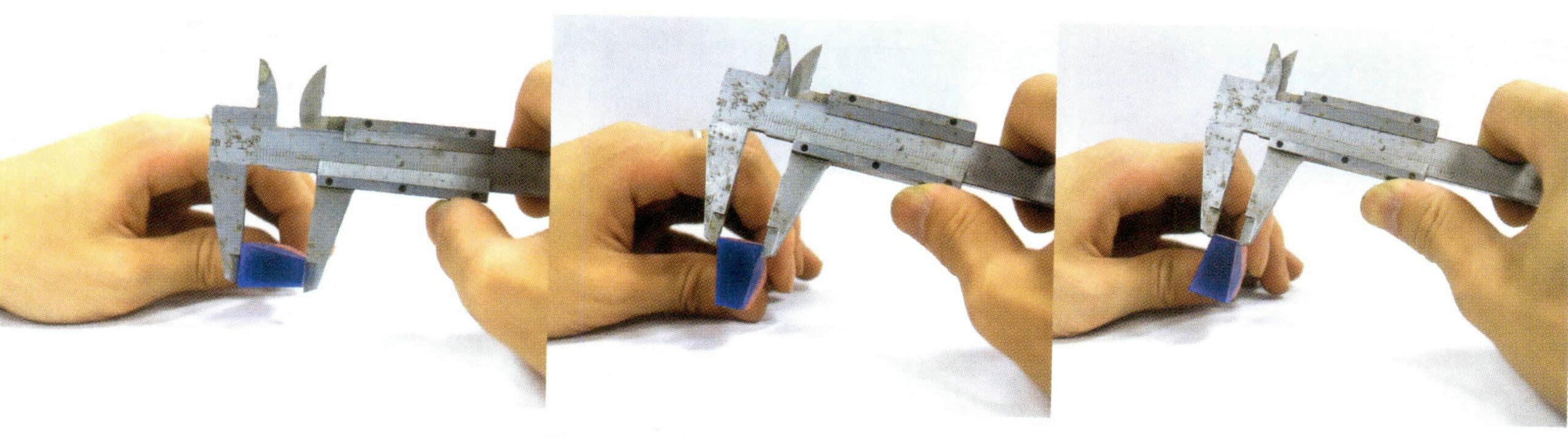
(3) تحقق من أبعاد التشكيل (الشكل 5-9)
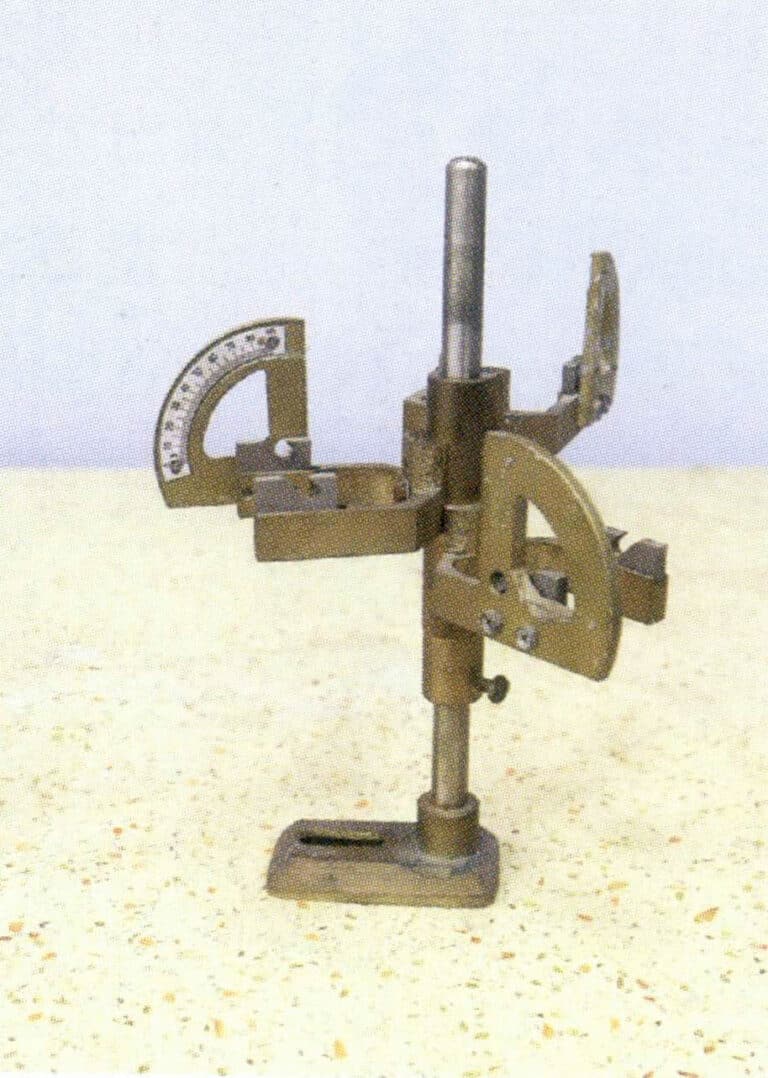
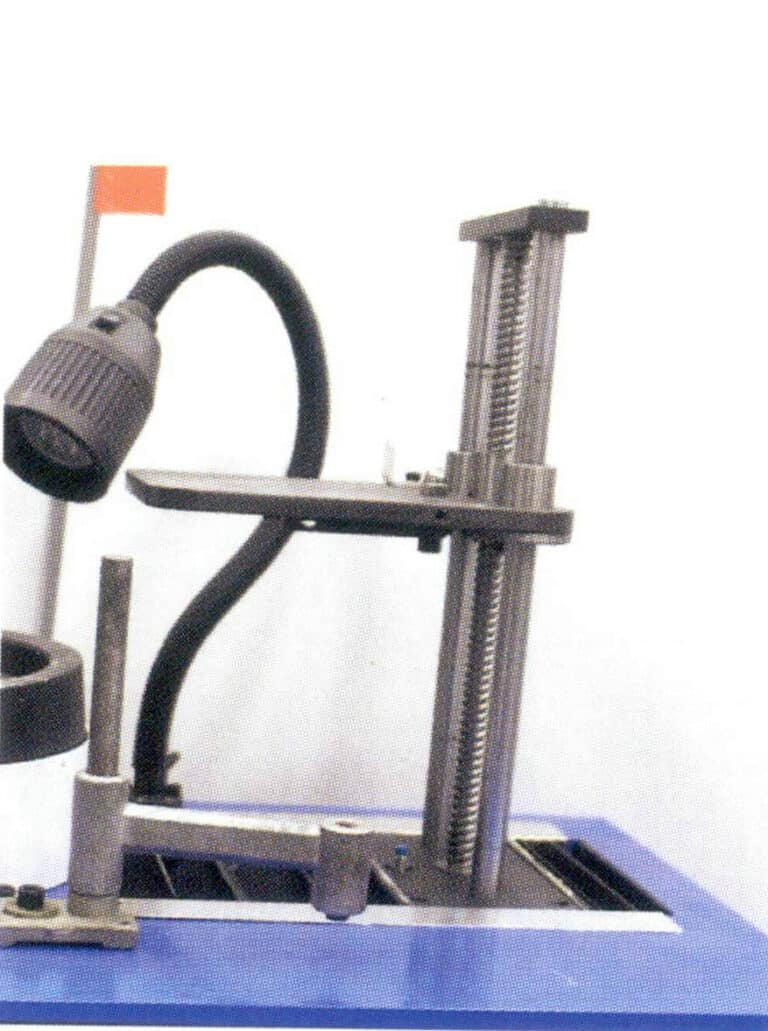
3.2 معدات وهياكل التشكيل الشائعة لإنتاج الأحجار الكريمة الواحدة
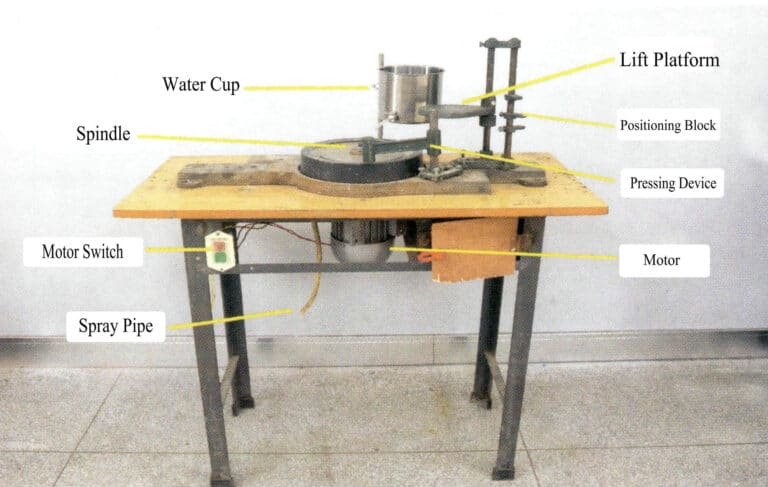
يظهر هيكل الماكينة الشاملة في الشكل 5-10، ويظهر هيكل ماكينة الأحجار الكريمة ذات منصة الرفع باستخدام الحاسب الآلي في الشكل 5-11، ويظهر هيكل ماكينة الأحجار الكريمة العادية في الشكل 5-12.
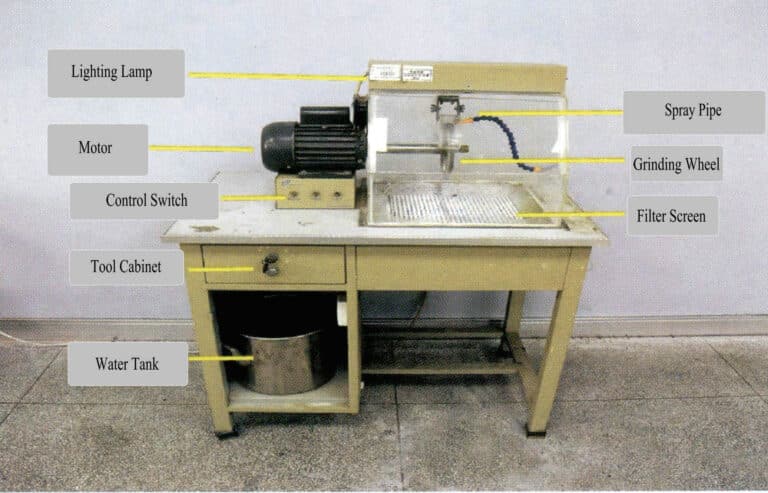
3.3 وظائف ونطاق تطبيق آلة تلميع الأحجار الكريمة العالمية
يتم توفير الطاقة لماكينة صقل الأحجار الكريمة الشاملة بواسطة محرك ① 250 واط مثبت على القاعدة، بسرعة 1400 لفة/دقيقة. يحتوي المحرك ① على عمود دوران ② مثبت على عموده، ويتم تثبيت عجلة طحن ③ في الطرف الأمامي من عمود الدوران، والتي يمكن استبدالها بأدوات مختلفة لتطبيقات محددة على النحو التالي.
(1) التشكيل
استبدلها بعجلة الطحن المطلوبة لتشكيل الجوهرة، كما هو موضح في الشكل 5-13.
(2) التلميع
استبدلها بعجلة التلميع لتلميع الأحجار الكريمة، كما هو موضح في الشكل 5-14.

(3) النقش
يمكن أن يؤدي التحول إلى أدوات نحت اليشم إلى نحت الأحجار الكريمة، كما يوضح الشكل 5-15.

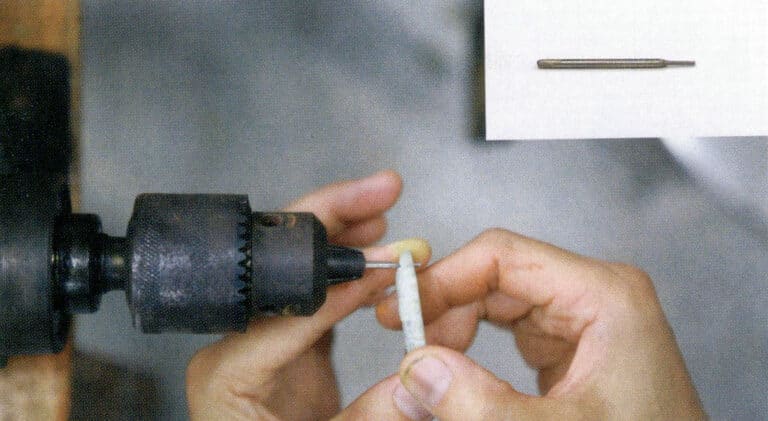
(4) الحفر
التحويل إلى ظرف المثقاب وأدوات الحفر لحفر الأحجار الكريمة، كما هو موضح في الشكل 5-16.
(5) معالجة الأحجار الكريمة ذات السطح المنحني
يمكن معالجة الأحجار الكريمة ذات الأسطح المنحنية عن طريق التغيير إلى عجلة ذات فتحة، كما هو موضح في الشكل 5-17.

4. أمثلة على إنتاج الأحجار الكريمة الخام الشائعة
4.1 معالجة الأسطح المسطحة للأحجار الكريمة الخام
حجر كريم خشن أملس (محدب أو منحني) - يتألف شكل خصر الحجر الكريم من أسطح منحنية، مثل الأسطح المستديرة والبيضاوية والكمثرى والماركيز وأشكال القلب وغيرها. يُطلق على الخصر الذي يتكوّن من السطح المنحني اسم السطح المنحني للأحجار الكريمة الخام.
(1) معالجة الأحجار الكريمة الناعمة الخام
قم بتثبيت الحجر الخام المقطوع على قضيب حديدي باستخدام غراء الأحجار الكريمة. بعد أن يبرد الصمغ، قم بتشكيله وفقاً للطريقة الموضحة في الشكل 5-18 لخام الأحجار الكريمة الأملس (المنحني). تعتمد دقة شكل وحجم الحجر الخام بشكل أساسي على مستوى مهارة الشخص.

فيديو تشكيل الأحجار الكريمة الكابوشون وتشطيبها
(2) تجهيز خامات الأحجار الكريمة بيضاوية الشكل (بيضة)
قم بتوصيل الحجر الخام المقطوع بقضيب حديدي باستخدام غراء الأحجار الكريمة، وبعد أن يبرد الغراء، اتبع عملية المعالجة للأحجار الكريمة بيضاوية الشكل (بيضة) كما هو موضح في الشكل 5-19. يتحكم مستوى مهارة الشخص بشكل أساسي في دقة الشكل والحجم الخام.

فيديو تشكيل الأحجار الكريمة البيضاوية (على شكل بيضة) وتشطيبها
4.2 عملية تشكيل الأحجار الكريمة الخام الخطية
يشتمل الحجر الخام ذو الشكل الخطي من الأحجار الكريمة على خطوط مستقيمة، مثل شكل الزمرد (مثمن صغير)، أو المربع، أو المستطيل، أو شبه المنحرف، إلخ. يُطلق على محيط هذه الأشكال اسم الحجر الخام ذو الشكل الخطي للأحجار الكريمة.
(1) مبدأ تشكيل الأحجار الكريمة الخطية الخام
تركيبة المعدات: مثبت على القاعدة محرك 180 واط بسرعة 2800 لفة/دقيقة (1). يحتوي المحرك (1) على عمود دوران مثبت عليه رأس (2)، والرأس (2) به صينية (3) وقرص طحن (4) متصل به، وتوجد وسادات يد متوازية ذات ثمانية مربعات (5) على الماكينة. أثناء التشغيل، يجب أن يكون محور اليد الثمانية المربعة (6) موازيًا لطاولة العمل (9) في الماكينة لضمان توازي خشونة الأحجار الكريمة. يتم لصق خامات الأحجار الكريمة (8) على القضيب الحديدي (7) باستخدام مادة لاصقة للأحجار الكريمة (الشكل 5-20).
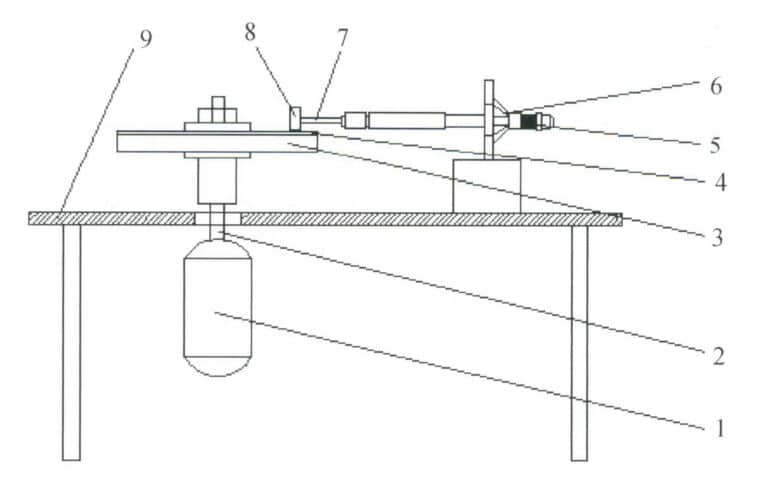
1- محرك؛ 2- رأس العمود؛ 3- صينية؛ 4- قرص رمل؛ 5- فاصل؛ 6- مقبض ذو ثمانية مربعات؛ 7- قضيب حديدي؛ 8- حجر خشن؛ 9- منضدة العمل
(2) معالجة تشكيل الأحجار الكريمة البلورية المفردة المتدرجة الشكل الخام
تدفق المعالجة: قطع الشرائط - قطع المواد المثلثة - قطع المواد المثلثة - الغراء - القضيب العلوي - التشكيل الآلي للأحجار الكريمة - التشكيل الكامل، كما هو مبين في الشكل 5-21.
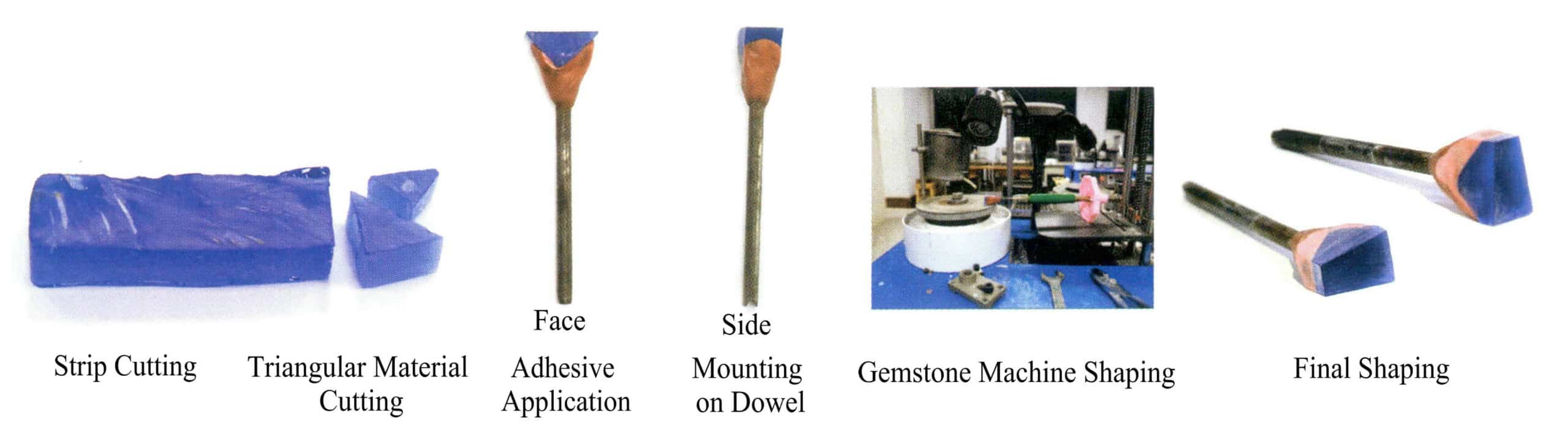
تظهر عملية تشكيل الأحجار الكريمة باستخدام الحاسب الآلي في الشكل 5-22.
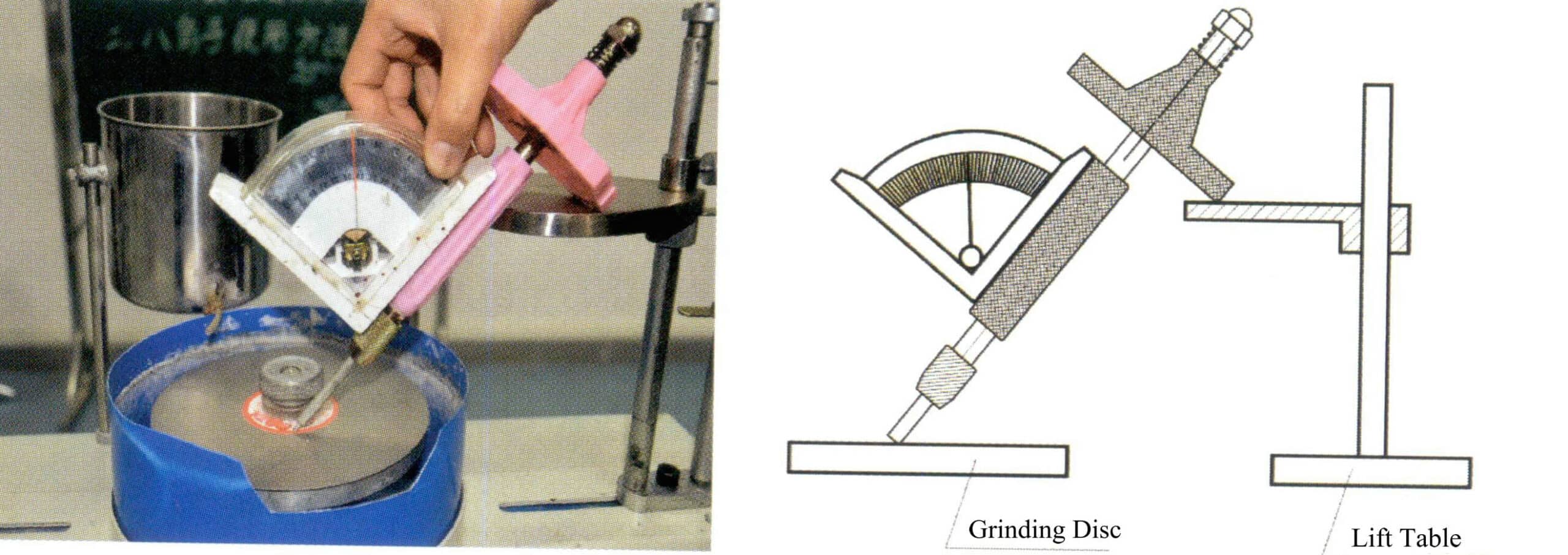
(3) معالجة تشكيل الأحجار الكريمة الخام ذات الخط المتوازي المربع الكريستالي الأحادي الزاوية القائمة من نوع الأحجار الكريمة
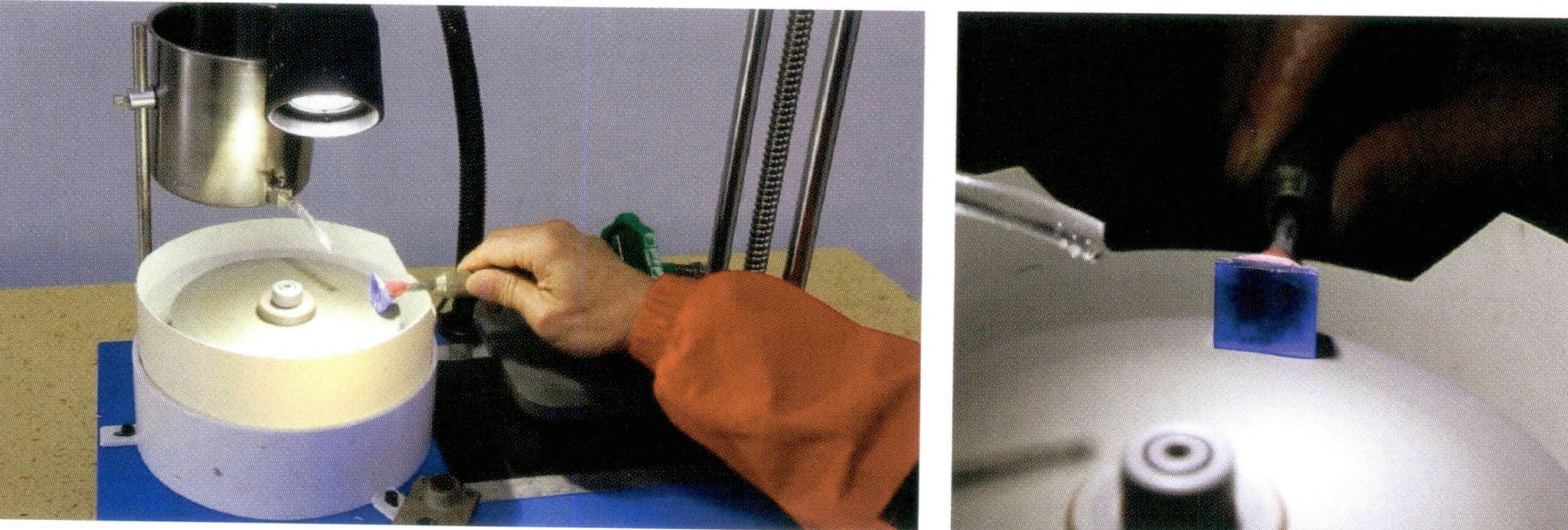
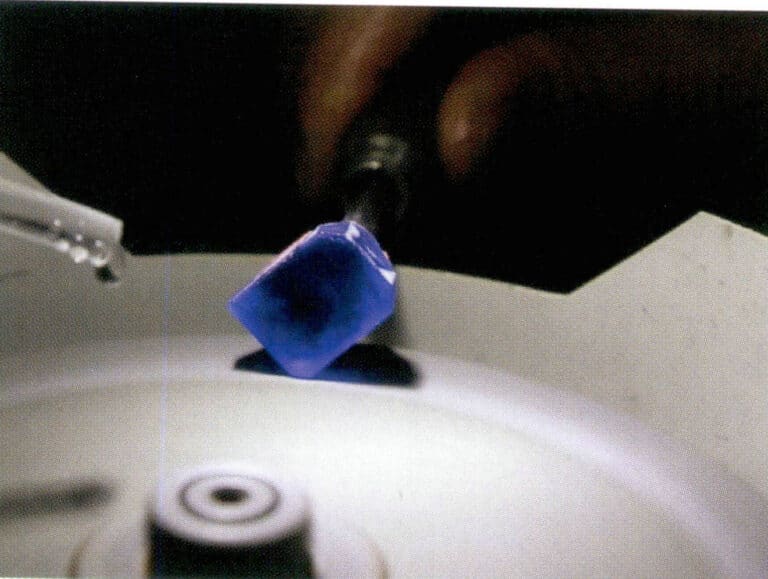
أدخل القضيب الحديدي المزود بخامات الأحجار الكريمة في الحامل المثمن، واضبط زاوية طاولة العمل بحيث يكون الحامل المثمن موازيًا لقرص الطحن الخاص بماكينة الطحن، وقم بتشغيل مفتاح المحرك، وشغّل مفتاح مياه التبريد (يحدد حجم الفراغ حجم تدفق المياه)، وأمسك الحامل المثمن باليد اليمنى، وأسند المقبض المثمن على طاولة العمل، وضع الحجر الكريم على قرص الطحن (الشكل 5-23).
(4) عملية الطحن بالزمردة المفردة (الشطبة المستطيلة) (الشكل 5-24)
فيديو تشكيل وتشطيب الأحجار الكريمة بقطع الزمرد (المستطيل المشطوف)
4.3 عملية تشكيل خامات الأحجار الكريمة ذات الشكل الخاص
بالإضافة إلى الخامات الحجرية المذكورة أعلاه، إذا ظهرت حفرة في جزء معين من الحجر الخام، فإنه يعتبر نوعاً سيئاً ذو شكل خاص. هذا الحجر الكريم ذو الشكل الخاص هو حجر كريم خشن على شكل قلب أو شكل زهر البرقوق أو شكل نجمة خماسية أو ما إلى ذلك، ويتم معالجة الحفر فيه بناءً على شكله الخارجي، ويجب استخدام آلة تثقيب الحفر لتشكيله.
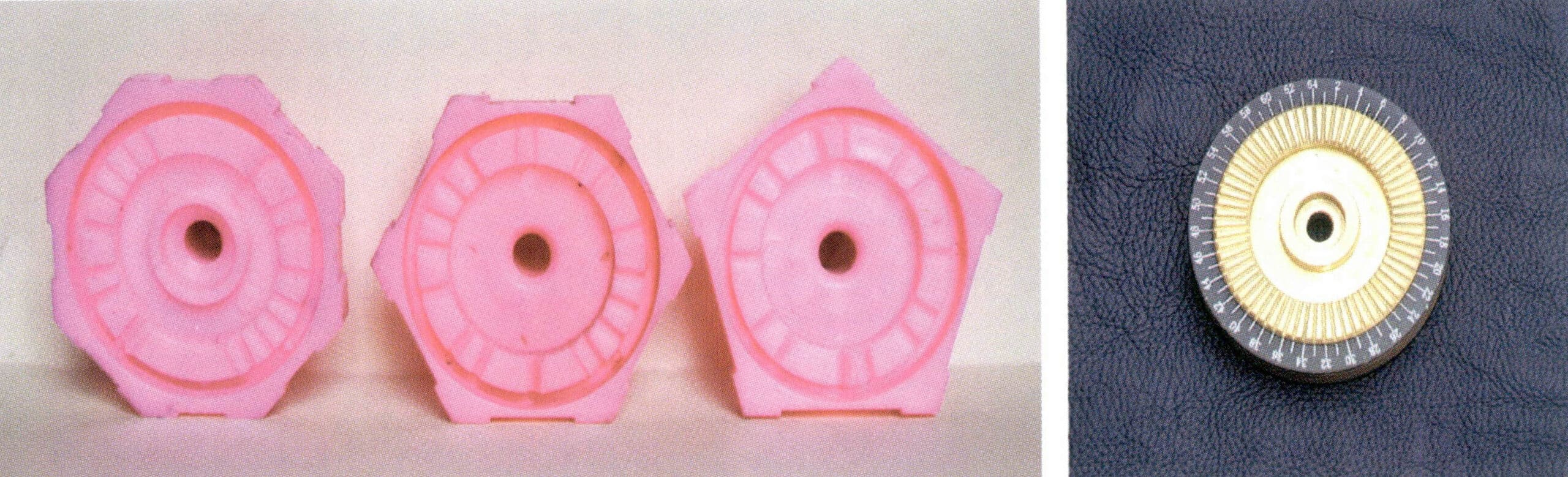
(1) مبدأ تشكيل الأحجار الكريمة الخام على شكل قلب (الشكل 5-25)
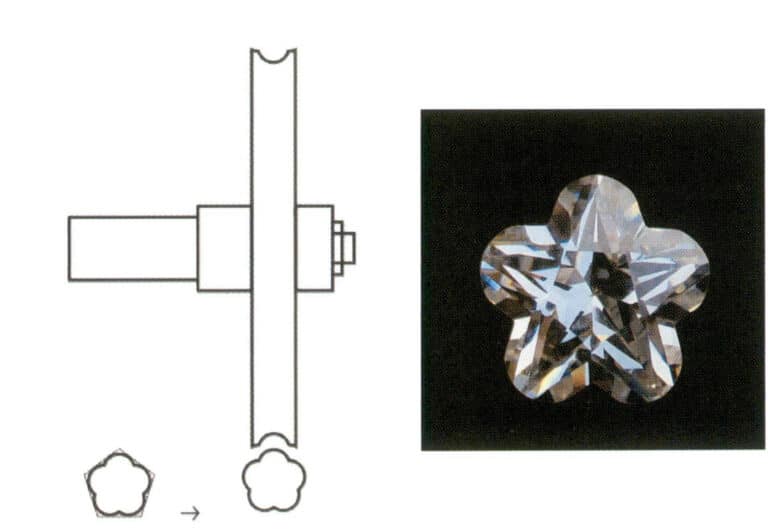
(2) مبدأ تشكيل جوهرة زهر البرقوق الخام (الشكل 5-26)
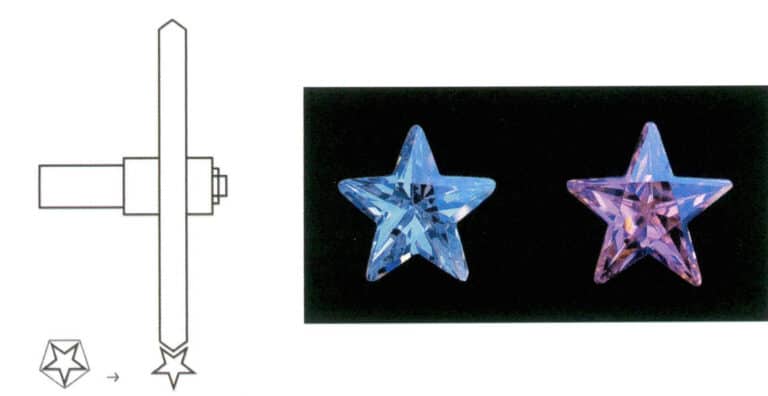
(3) مبدأ تشكيل الجوهرة الخماسية الخام (الشكل 5-27)
5. معدات الإنتاج الضخم لعيوب الأحجار الكريمة
5.1 معدات التشكيل شبه الأوتوماتيكية
(1) هيكل ومبدأ عمل آلة التشكيل شبه الأوتوماتيكية
يستخدم تشكيل خامات الأحجار الكريمة في الإنتاج على دفعات المعدات الموضحة في الشكل 5-28. يتم تشغيل عجلة الطحن بواسطة حزام ينقل الطاقة إلى رأس المغزل. يتم تركيب عجلة الطحن على رأس المغزل، ويتم أيضًا تركيب مجموعة من الأجهزة الدوارة للخام الحجري على الإطار. من خلال تحريك القالب، يمكن إنتاج أشكال فارغة مختلفة. يتم تحديد دقة شكل وحجم الفراغ الحجري من خلال دقة القالب وضبط العجلة اليدوية.
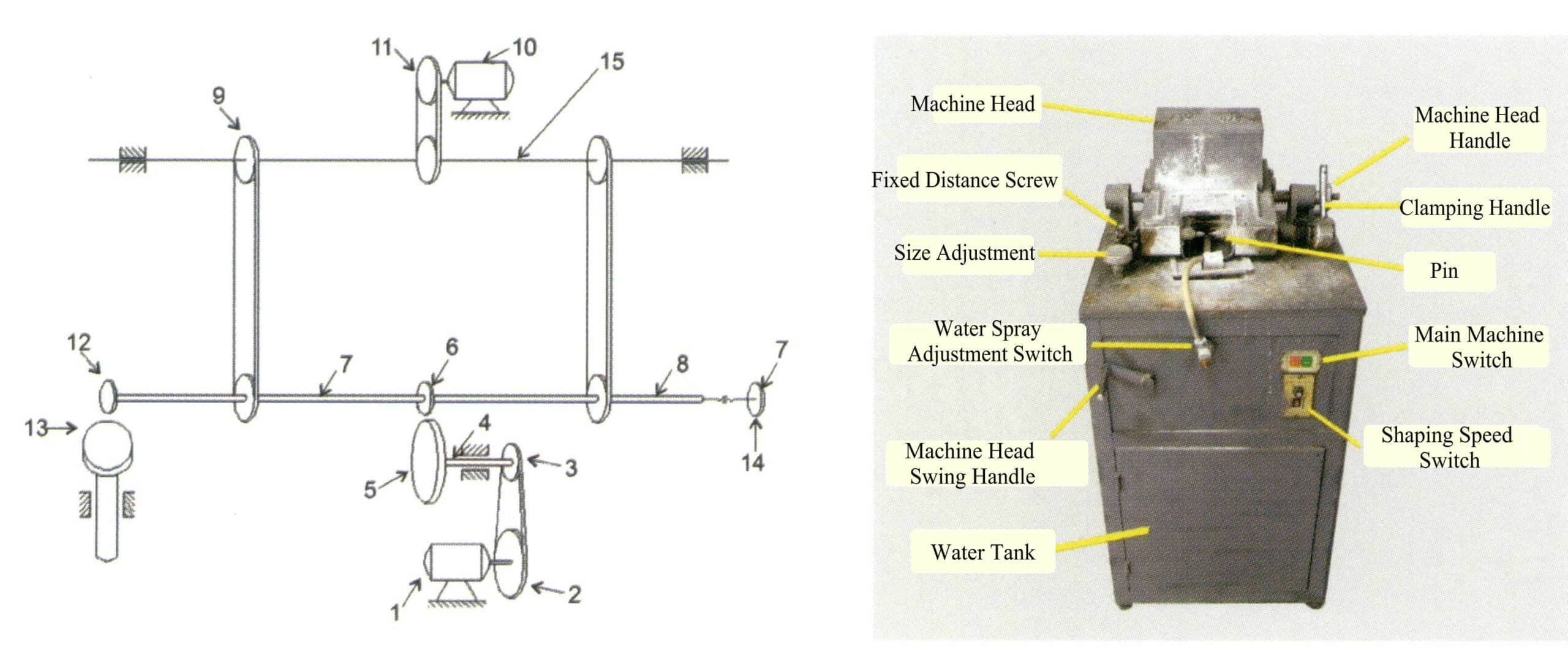
1. محرك؛ 2. بكرة كبيرة؛ 3. بكرة صغيرة؛ 4. عمود الدوران؛ 5. عجلة الطحن الماسية؛ 6. عمود الجوهرة الفارغ؛ 7. مسمار علوي ثابت؛ 8. عمود علوي متحرك؛ 9. عمود مسنن؛ 10. محرك تخفيض؛ 11. عمود مسنن محرك تخفيض؛ 12. عمود مسنن؛ 13. عمود تعديل القالب؛ 14. عمود مسنن؛ 15. عمود العجلة المسننة
مبدأ عمل المعدات: قم بتوصيل مصدر الطاقة لبدء تشغيل المحرك (1)، الذي يحرك البكرة المثلثة الكبيرة (2) المثبتة على عمود المحرك (1)، مما يؤدي إلى دوران البكرة المثلثة للمغزل (3) وعجلة الطحن الماسية المثبتة في الطرف الآخر من المغزل. يتم تثبيت قالب الأحجار الكريمة (12) في أحد طرفي مسمار القاذف الثابت (7)، بينما يضغط الطرف الآخر على الحجر الكريم الخام (6). يتم تجهيز الطرف الآخر من الحجر الكريم الخام (6) بمسمار قاذف متحرك (8)، والذي يشد فراغ الحجر الكريم (6) تحت تأثير العجلة اليدوية (14). يدفع محرك الاختزال (10) ثلاثة أسنان مسننة مثبتة على عمود السلسلة (15) للدوران. تعمل العجلات المسننة على طرفي عمود السلسلة (15) على دفع دبابيس القاذف المتحركة والثابتة للدوران، مما يكمل عملية تشكيل الحجر. تقوم ذراع ضبط القالب بضبط حجم الحجر الفارغ.
يمكن لماكينة التشكيل شبه الأوتوماتيكية تشكيل الأشكال الدائرية، ومن خلال تركيب أنواع مختلفة من عجلات التشكيل، يمكنها معالجة أشكال مختلفة من الأحجار الكريمة والعدسات الزجاجية وما إلى ذلك، بأبعاد موحدة ودقة عالية. ويمكنها أيضًا معالجة مختلف المعلقات غير المنتظمة، مثل المعلقات على شكل قلب، ومستديرة، وبيضاوية، وعلى شكل أوراق الشجر، ومثمنة، ومثلثة، وعلى شكل قرع، وعلى شكل قطرات ماء، وعلى شكل فانوس، إلخ.
تتمثل عيوب ماكينة التشكيل شبه الأوتوماتيكية في أنها تتطلب تشبيك الفراغات يدويًا ثم خفض قضيب السحب يدويًا لإكمال دورة المعالجة.
5.2 معدات التشكيل الأوتوماتيكية بالكامل
تستخدم معدات التشكيل الأوتوماتيكية بالكامل معدات التشكيل شبه الأوتوماتيكية كآلة رئيسية، مع إضافة آليات التثبيت والتحرير الأوتوماتيكية للحجر الخشن وأجهزة التغذية الأوتوماتيكية لتشكيل معدات تشكيل أوتوماتيكية بالكامل.
5.3 معدات التشكيل الخاصة للمربعات والمستطيلات وشبه المنحرف
تتميز معدات التشكيل السريع لقوالب الأحجار الكريمة الاصطناعية شبه المنحرفة ذات القالب الخام شبه المنحرف بهيكل بسيط ودقة عالية، ويمكن إنتاجها بكميات كبيرة، ولديها قدرة إنتاجية عالية، وعمليات تشغيلية بسيطة، وتكاليف إنتاج منخفضة، واستثمارات قليلة، وعوائد عالية. يمكن للعمال بدء التشغيل بعد يوم واحد فقط من التدريب. إذا كان خط الإنتاج منظمًا بشكل علمي، مع وجود شخصين للتقطيع، وشخصين للتشكيل، وشخص واحد لإزالة المواد اللاصقة، يمكن أن يحقق ما مجموعه 5 أشخاص متوسط إنتاج يومي يزيد عن 10000 قطعة لكل عامل بعد فترة تعريفية. وهي عبارة عن معدات معالجة لقوالب الأحجار الكريمة الخام شبه المنحرفة التي تتميز "بالإنتاجية العالية والإنتاج السريع والجودة العالية وتوفير المواد".
تظهر معدات الإنتاج في الشكل 5-29.
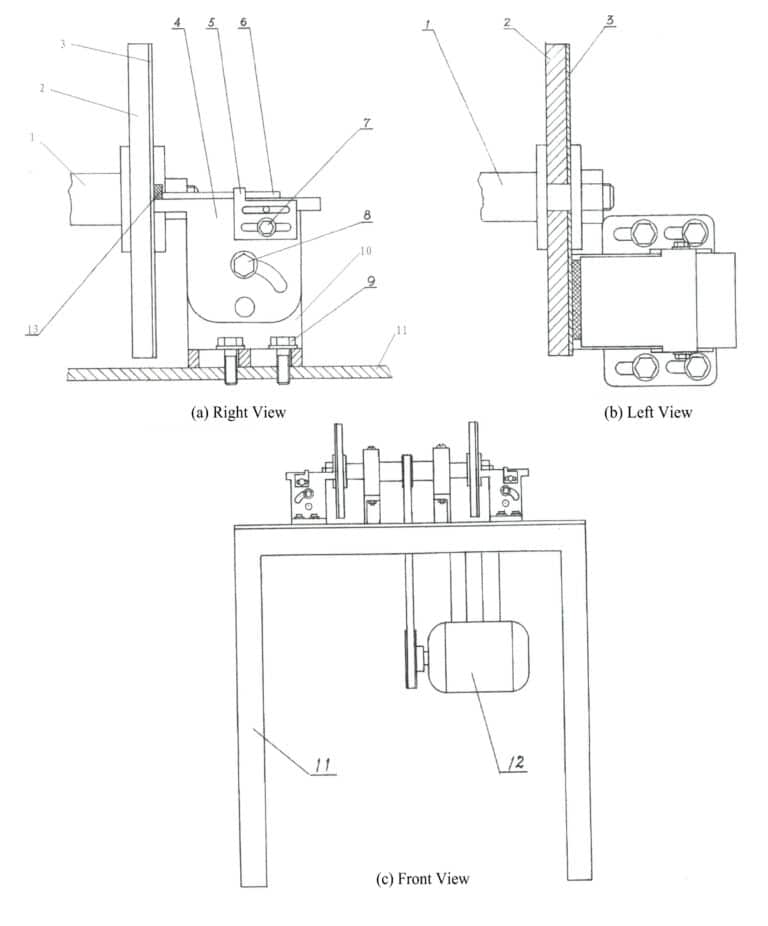
1. عمود الدوران؛ 2. صينية ألومنيوم؛ 3. قرص طحن ماسي؛ 4. رأس تأرجح طاولة العمل؛ 5. وحدة الحد؛ 6. قالب؛ 7. برغي التعديل؛ 8. برغي تعديل دوار؛ 9. برغي تعديل طاولة العمل؛ 10. طاولة العمل؛ 11. إطار؛ 12. محرك
6. أمثلة على معدات إنتاج الأحجار الكريمة الخام للمؤسسات
يشيع استخدام الإنتاج الضخم لخامات الأحجار الكريمة في إنتاج الأحجار الكريمة الاصطناعية، كما هو الحال في معدات القطع والتشكيل للزركونيا المكعبة الاصطناعية. لا توجد أجهزة موحدة في السوق؛ حيث يتم تصميم جميع المعدات وتصنيعها بناءً على عملية الإنتاج. وعلى الرغم من أن بعض أجزاء هذه الأجهزة قد تختلف، إلا أن مبادئ التشغيل واحدة. وفيما يلي توضيح بأمثلة من المصنع.
6.1 إنتاج خشونة الحجر شبه المنحرف
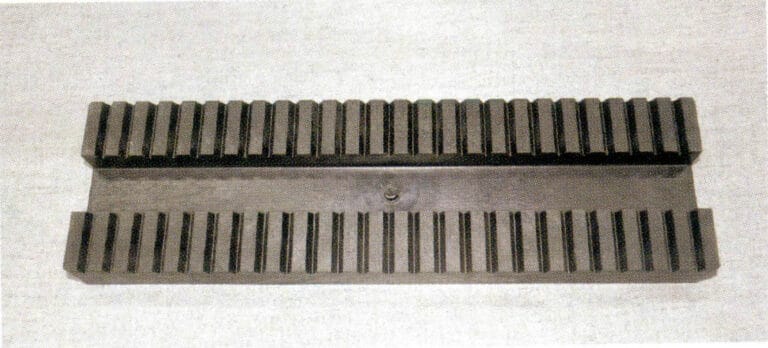
تتم عملية إنتاج الأحجار الكريمة الاصطناعية الخام شبه المنحرف على النحو التالي (الشكل 5-30).
- قم بتثبيت المواد الخام في ماكينة تقطيع متعددة الشفرات للتقطيع.
- ضع المواد المقطعة إلى شرائح على طاولة عمل ماكينة القطع ذات الشفرة الواحدة لتقطيعها إلى شرائح.
- ضع الشرائط المقطوعة على ماكينة التشكيل لتشكيلها.
- رتب الشرائط المؤهلة وفقًا للرسم التخطيطي واربطها بالغراء 502.
- بعد انتظار جفاف الصمغ 502، ضع مادة الكتلة الملتصقة على ماكينة تقطيع الحجر أحادية الشفرة لتقطيعها إلى حبيبات.
- نظف الغراء 502.
- صقل اهتزازات الأحجار الكريمة الخام الرديئة.
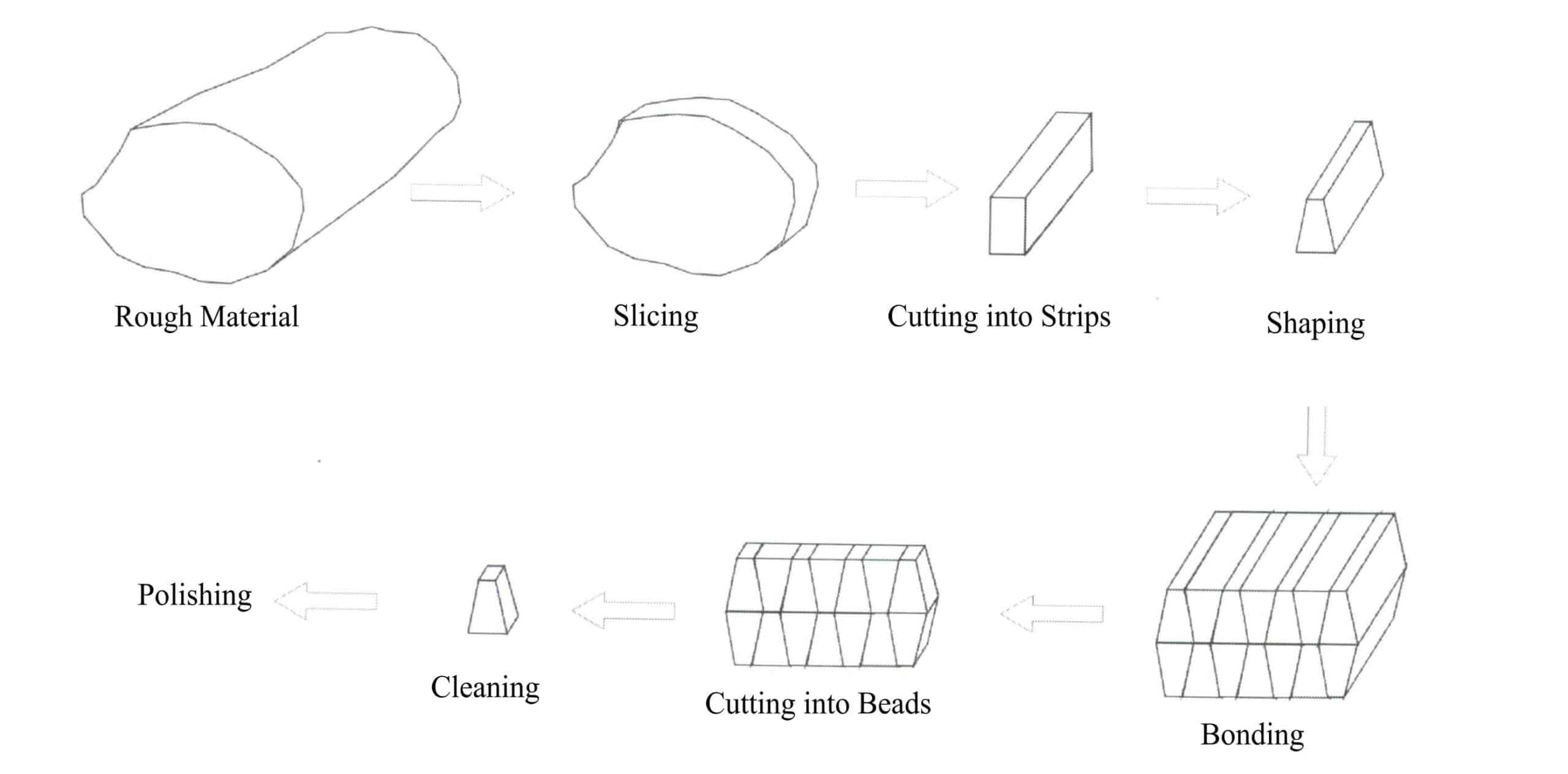
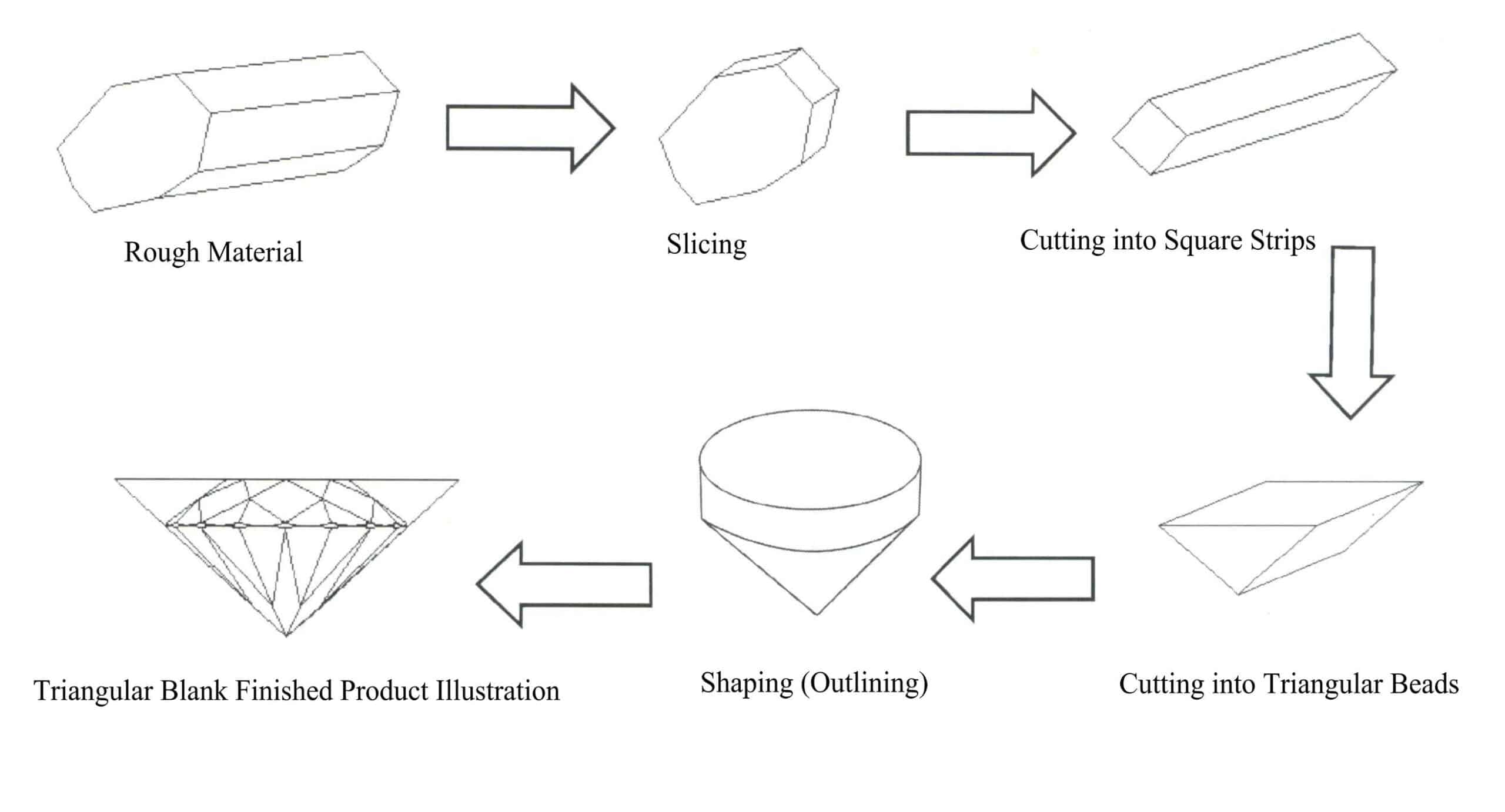
6.2 إنتاج البلاط الثلاثي الشكل
تظهر عملية إنتاج البلاط المثلث في الشكل 5-31.
6.3 إنتاج أسطوانة فارغة
يوضح الشكل 5-32 عملية إنتاج الأسطوانة الفارغة في الشكل 5-32.

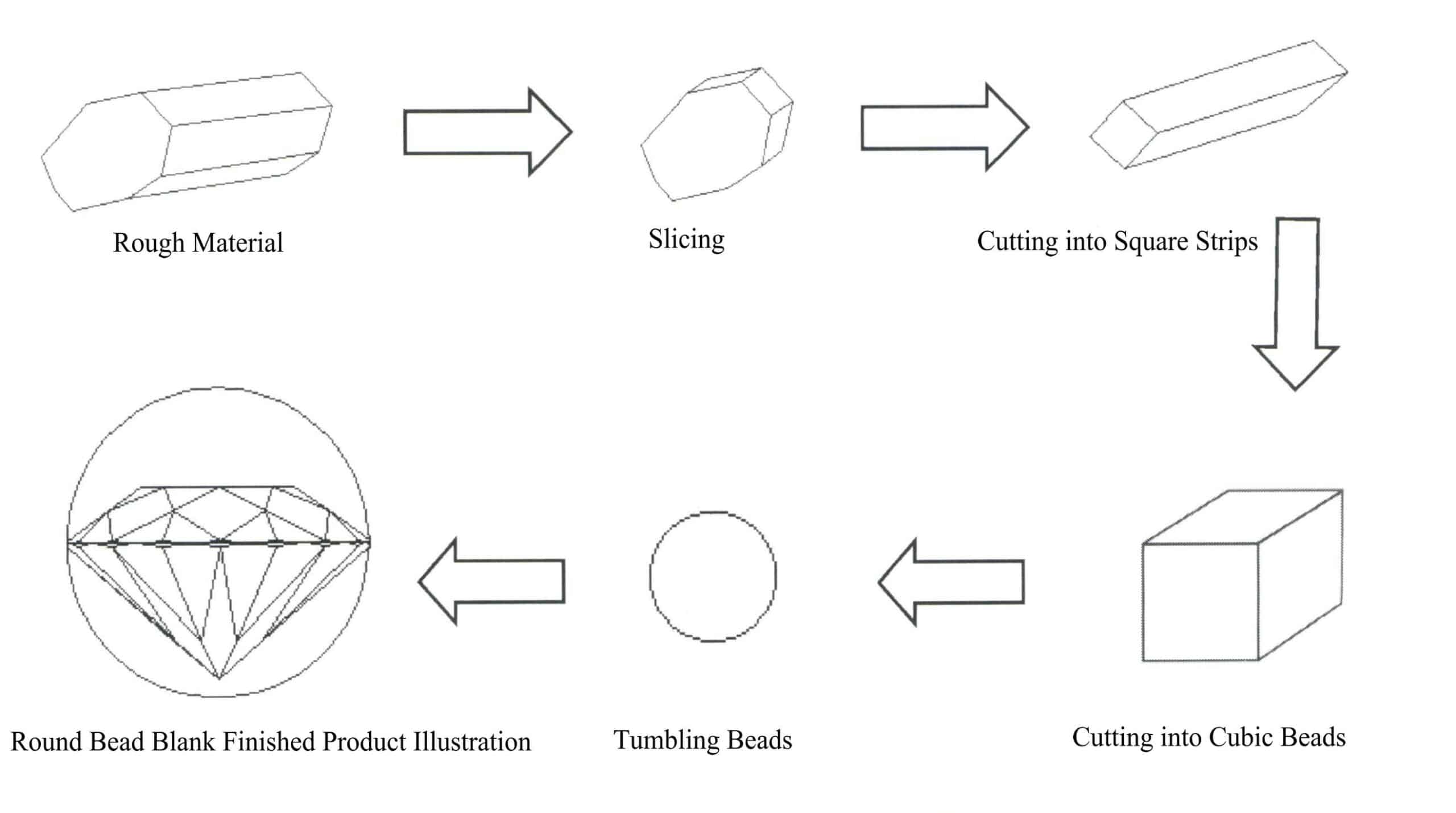
6.4 إنتاج الخرز المستدير الفارغ
تظهر عملية إنتاج الخرزة المستديرة في الشكل 5-33.
7. محاسبة التكاليف لإنتاج الأحجار الكريمة الخام
7.1 مقارنة بين ثلاثة أنواع شائعة الاستخدام من الحجر الخام في السوق
البلاط المثلث: التقطيع - تقطيع الشرائح - تقطيع الجسيمات المثلثة - الشكل المحيط - الحجر الخشن
الأسطوانة الفارغة: تقطيعها إلى شرائح، وتقطيعها إلى شرائح، وطحنها إلى شرائح مستديرة، وتقطيعها إلى جزيئات أسطوانية
خرز مدور فارغ: تقطيعه إلى شرائح - تقطيعه إلى شرائح - تقطيعه إلى جزيئات مكعبة - شطب الخرز الكروي وتداخله
7-2 مقارنة مدخلات المعدات لنوعين أو ثلاثة أنواع من الحجر الخام (الجدول 5-1)
الجدول 5-1 نظرة عامة على مقارنة مدخلات المعدات لثلاثة أنواع شائعة من حجر خشن
| الباريسون | قطاعة التقطيع بقطاعة واحدة | ماكينة التقطيع المتعدد الأدوات | ماكينة القطع الكنتوري | ماكينة تحديد الأوجه | ماكينة طحن القضبان الدائرية غير المركزية | آلة تحبيب شريط القطع متعدد الشفرات | ماكينة خرز التعشيش |
|---|---|---|---|---|---|---|---|
| بلاط المثلث | √ | √ | |||||
| أسطوانة فارغة | √ | √ | √ | ||||
| خرزة دائرية فارغة | √ | √ | √ | √ |
7.3 تحليل كفاءة الإنتاج لثلاثة أنواع من الأحجار الخشنة
بأخذ شكل دائري 2 مم كمثال
| مثلث فارغ | 2 أشخاص | 2000 قطعة/اليوم | 10 ساعات، بمعدل 1000 قطعة/شخص في المتوسط |
| فراغ أسطواني | 4 أشخاص | 100,000 قطعة/اليوم | 10 ساعات، بمتوسط 2500 قطعة/شخص |
| أسطوانة فارغة | 4 أشخاص | 200,000 قطعة/يوميًا | 10 ساعات، بمتوسط 50,000 قطعة/شخص في المتوسط |
7.4 معدلات الاستخراج وتكاليف المواد الخام لثلاثة أحجار خام
(1) جدول معدلات الاستخراج لكل كيلوغرام من المواد الخام (الجدول 5-2).
الجدول 5-2 معدلات الاستخراج لكل كيلوغرام من الحجر الخامs
| الاسم | المواصفات (مم) | |||
| 1.5 | 2 | 2.5 | 3 | |
| بلاط المثلث | 30000 | 14000 | 8000 | 4000 |
| أسطوانة فارغة | 16500 | 7700 | 4400 | 2200 |
| خرز مدور فارغ | 15000 | 7000 | 4000 | 2000 |
(2) يوضح الجدول 5-3 التكلفة المادية لكل عيب حجري في الجدول 5-3 (استنادًا إلى سعر أكسيد الرصاص A + B في ووتشو، قوانغشي، 200 يوان/كجم، ديسمبر 2012).
الجدول 5-3 نظرة عامة على معدل الاستخراج لكل حجر خشن
| الاسم | المواصفات (مم) | |||
| 1.5 | 2 | 2.5 | 3 | |
| بلاط المثلث | 0.0067 | 0.0143 | 0.025 | 0.05 |
| أسطوانة فارغة | 0.012 | 0.026 | 0.045 | 0.091 |
| خرز مدور فارغ | 0.013 | 0.029 | 0.05 | 0.10 |
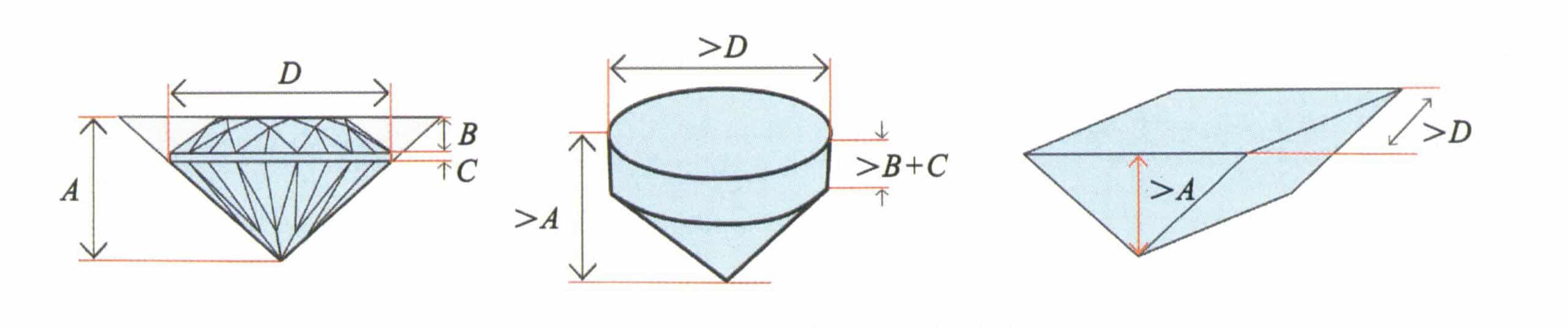
7.5 متطلبات الأحجار الكريمة الخام والحجم
- يجب أن يترك قطر الحجر الكريم D بدل معالجة لتلميع محيط الخصر.
- يجب أن تترك طاولة الأحجار الكريمة بدل معالجة للطحن والصقل.
- يجب أن يكون الارتفاع الكلي للحجر الخام أكبر من الارتفاع الكلي للمنتج.
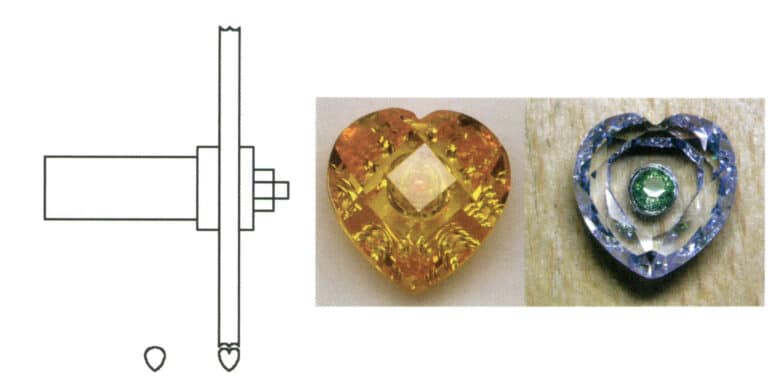
- يجب أن يكون ارتفاع التاج فوق محيط خصر الحجر الخام أكبر من ارتفاع التاج فوق محيط خصر المنتج (الشكل 5-34).
القسم الثاني التصاق المواد الخام من الأحجار الكريمة بالقضيب
1. المواد الشائعة لربط الأحجار الكريمة الخام بالقضبان
تُستخدم ماكينات الأحجار الكريمة العادية الشائعة في طحن الأحجار الكريمة المفردة بالاقتران مع حاملات مثمنة أو أدوات آلية. ونظراً لتنوع مواصفات وأشكال الأحجار الكريمة، يتم ربط الأحجار الكريمة المعيبة بقضبان حديدية بغراء الأحجار الكريمة قبل المعالجة. ثم توضع بعد ذلك في حاملات مثمنة أو أدوات ماكينات لمعالجة الأحجار الكريمة وطحنها وفقاً لمتطلبات التشغيل. بعد الطحن، تُفصل الأحجار الكريمة عن قضبان الحديد والغراء، ويتم تنظيف أي بقايا غراء وبقع زيتية متبقية.
بعد أن يجتاز الحجر الكريم الخام عملية الفحص، يتم ربط الحجر الفارغ بقضيب حديدي خاص قبل الدخول في العملية التالية. تؤثر جودة ربط الأحجار الكريمة على جودة نحت الأحجار الكريمة وصقلها وكفاءة المعالجة.
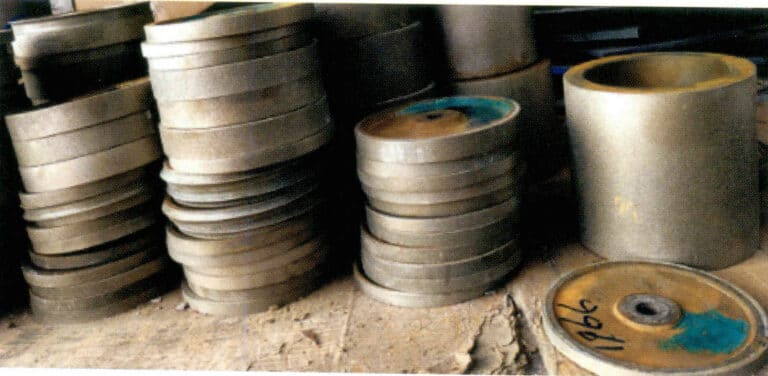
1.1 لاصق الأحجار الكريمة القابل لإعادة الاستخدام
بعد اكتمال معالجة الأحجار الكريمة، تتم إزالة الأحجار الكريمة من القضيب الحديدي. يمكن للمادة اللاصقة للأحجار الكريمة المتبقية على القضيب الحديدي أن تظل قادرة على ربط الأحجار الكريمة، كما يمكن إذابة بقايا المادة اللاصقة للأحجار الكريمة وإعادة استخدامها. ويطلق على هذا النوع من لاصق الأحجار الكريمة اسم لاصق الأحجار الكريمة القابل لإعادة الاستخدام، شريطة ألا يحترق أو يدخن أو يتكربن ويفقد أداءه أثناء التسخين (الشكل 6-1).
(1) يجب أن تستوفي المواد المستخدمة في ربط الأحجار الكريمة المتطلبات الأساسية التالية.
- يجب أن تتمتع بقدرة كافية على الترابط والقوة والصلابة ويجب ألا تنكسر أو تتحول أثناء النحت والمعالجة العادية.
- يجب ألا تكون درجة الانصهار أقل من 70 درجة مئوية وأعلى من درجات الحرارة المتولدة أثناء القطع والطحن والصقل.
- سيحافظ الاستخدام المتكرر للمادة اللاصقة للأحجار الكريمة على أدائها بعد التسخين المتعدد.
- يجب أن يذوب جيداً في المذيبات العضوية وغير العضوية ولكن يجب ألا يكون قابلاً للذوبان في الكيروسين وزيت الماكينات.
- يجب أن تكون غير مكلفة وغير نادرة.
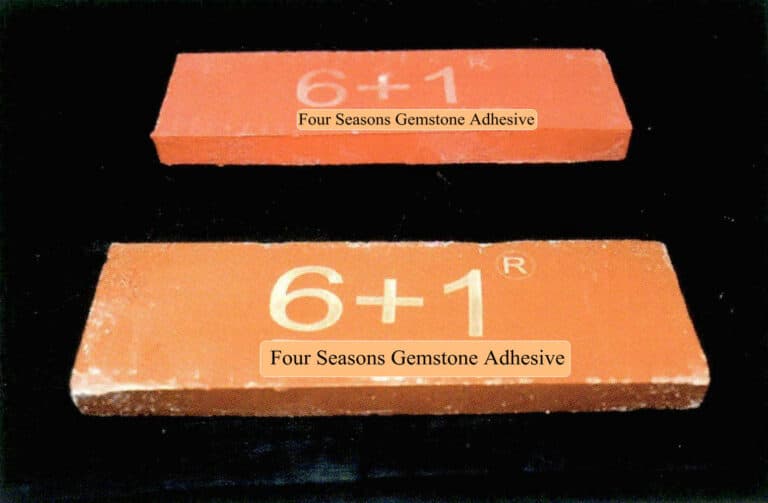
(2) مادة لاصقة من الأحجار الكريمة قابلة لإعادة الاستخدام
- اللك (الشكل 6-2). 80 ℃ ينعم، 113 ℃ يسيل، 165 ℃ يبدأ في إطلاق الغازات بقوة، ويصبح مادة رخوة تشبه الإسفنج، 210 ℃ يكربن ويفقد القدرة على الالتصاق، درجة الحرارة المثلى للشيلاك هي 85-105 ℃، يذوب في الكحول.
- الصنوبري (الشكل 6-3). درجة حرارة التليين 50-70 ℃، 90-130 ℃ يذوب تماماً، ولديه قدرة أعلى على الالتصاق وقوة كافية، ويذوب بسهولة في الكحول والأثير والأسيتون والتربنتين والمذيبات الأخرى.
- شمع مانع للتسرب. يتألف من الصنوبري منخفض الدرجة وأكسيد الحديد، وهو شمع 100 ℃ يلين حوله، وهو أكثر صلابة من اللك والصنوبري، مع قوة أعلى، وقابل للذوبان في الكحول والأثير والأسيتون والتربنتين والمذيبات الأخرى.
- مسحوق غراء الأحجار الكريمة. يتم سحق غراء الأحجار الكريمة إلى مسحوق، ويستخدم مسحوق غراء الأحجار الكريمة بشكل شائع في الالتصاق الآلي للأحجار الكريمة (الشكل 6-4).

الشكل 6-2 اللك

الشكل 6-3 روزين

الشكل 6-4 مسحوق غراء الجوهرة
(3) مبادئ اختيار المواد اللاصقة للأحجار الكريمة
عند اختيار المواد اللاصقة، يجب أن تشمل الاعتبارات شكل وحجم قطعة العمل والدقة ودرجة حرارة المعالجة والحرارة المتولدة أثناء المعالجة. كلما زادت القوة على قطعة العمل وصغرت المساحة، يجب اختيار قوة المادة اللاصقة الأعلى. يخدم اللك بشكل أساسي وظيفة المادة اللاصقة، في حين أن شمع الختم والصنوبري لهما خصائص لاصقة ويعززان الخصائص الميكانيكية للمادة اللاصقة. المواد اللاصقة التي تحتوي على نسبة عالية من شمع الختم تكون أكثر ليونة ومقاومة للحرارة ضعيفة، في حين أن المواد اللاصقة التي تحتوي على نسبة عالية من الصنوبري تكون أكثر صلابة وأكثر هشاشة.
(4) تركيبة الجوهرة اللاصقة
متطلبات التركيب: ضع في اعتبارك الحرارة المتولدة أثناء الطحن والتغيرات الموسمية عند التركيب.
تكون الصيغة على النحو التالي:
- شمع مانع للتسرب 95%+5% شيلاك.
- 80% روزين +20% شيلاك.
لا يرتبط لون المادة اللاصقة المتوفرة تجارياً للأحجار الكريمة بأداء الربط ويرتبط بلون الأحجار الكريمة المعالجة. وينبغي اختياره بلون يتناقض مع لون الجوهرة؛ على سبيل المثال، يجب أن تستخدم الأحجار الكريمة الحمراء غراء الأحجار الكريمة الأبيض أو الأخضر (الشكل 6-5).

1.2 لاصق الأحجار الكريمة القابل للتصرف
يُطلق على المواد اللاصقة للأحجار الكريمة التي لا يمكن إعادة تدويرها لإعادة استخدامها بعد اكتمال معالجة الأحجار الكريمة المواد اللاصقة للأحجار الكريمة غير القابلة لإعادة التدوير. على سبيل المثال، يمكن للصمغ 502 أن يربط الأحجار الكريمة بشكل جيد ولكن لا يمكن إعادة تدويره لإعادة استخدامه.
في الوقت الحالي، ينتج السوق حاليًا مواد لاصقة للأحجار الكريمة يمكن التخلص منها خصيصًا لربط الأحجار الكريمة، بما في ذلك أنواع مختلفة مثل الغراء سريع الجفاف والحساس للضوء وغراء AB. المادة اللاصقة شفافة وتتمتع بقوة ربط قوية وسرعة ربط سريعة وكفاءة عالية. إذا أخذنا نفايات الأحجار الكريمة مقاس 2 مم كمثال، يمكن لشخص واحد يعمل لمدة 8 ساعات في اليوم أن يربط أكثر من 12000 قطعة، ويمكن للكيلوغرام الواحد من الغراء أن يربط 400000 إلى 200000 قطعة من نفايات الأحجار الكريمة.
(1) مادة لاصقة حساسة للضوء (الشكل 6-6)
طريقة الربط: أدخل القضيب الحديدي في لوحة الإدخال الخاصة، واستخدم الطرف المدبب لغطاء الزجاجة لتطبيق المادة اللاصقة مباشرة على طرف القضيب الحديدي، واستخدم الملقط لوضع الحجر الكريم الفارغ على الطرف المغطى بالمادة اللاصقة للقضيب الحديدي وتسويته. استخدم مصباح الأشعة فوق البنفسجية للإشعاع لمدة دقيقة واحدة لمعالجة المادة اللاصقة قبل المعالجة. المسافة المثلى بين مصباح الأشعة فوق البنفسجية والحجر الكريم هي 100 مم.

(2) 502 غراء 502 (الشكل 6-7)
طريقة الربط: أدخل القضيب الحديدي في لوحة الإدخال الخاصة، واستخدم الطرف المدبب لغطاء الزجاجة لتطبيق المادة اللاصقة مباشرة على طرف القضيب الحديدي، وأمسك الملقط باليد اليمنى لوضع الحجر الكريم فارغًا على الطرف المغطى بالمادة اللاصقة للقضيب الحديدي وتسويته. يرجى وضعه في درجة حرارة 25-30 درجة مئوية لمدة 15-20 دقيقة لمعالجة المادة اللاصقة قبل المعالجة. يجب استخدام فرن إذا لم تصل درجة الحرارة إلى 25-30 درجة مئوية.
(3) غراء AB (الشكل 6-8)
طريقة الربط: أدخل القضيب الحديدي في المقبس المخصص، امزج الغراء A والغراء B وفقًا لـ 1:1، واغمس مباشرة كمية مناسبة من الغراء AB في رأس القضيب الحديدي، وضع الجوهرة على رأس القضيب الحديدي المغطى بالغراء، ويرجى تركه في بيئة أعلى من 25 درجة مئوية لمدة 5 ~ 8 دقائق للمعالجة. يمكن معالجته بعد حوالي 15 دقيقة.
الشكل 6-7 502 غراء 502

الشكل 6-8 غراء AB
2. الأدوات الشائعة لربط الأحجار الكريمة
2.1 مصباح الكحول
(1) يُستخدم المصباح الكحولي في عملية لصق الأحجار الكريمة القابلة لإعادة الاستخدام، ويعمل كمصدر حراري لمعالجة الأحجار الكريمة المفردة. ويُستخدم عادةً في التسخين المسبق للأحجار الكريمة وتسخين المواد اللاصقة أثناء إنتاج الجوهرة الواحدة. وبعد اكتمال معالجة الأحجار الكريمة، تساعد المادة اللاصقة المسخنة على فصل الجوهرة عن القضيب الحديدي. يظهر مصباح الكحول وهيكله في الشكل 6-9.

(2) إجراءات التشغيل الآمن لاستخدام المصباح الكحولي موضحة في الشكل 6-10.
- الكحول قابل للاشتعال. عند إضافة الكحول إلى مصباح الكحول، في حالة انسكاب أي كحول على سطح العمل، يجب مسحه حتى يجف قبل الإشعال.
- إن إحكام إغلاق مصباح الكحول ضعيف، ويتبخر الكحول بسهولة. بالنسبة للمصابيح الكحولية التي لم يتم استخدامها لفترة طويلة، يجب إطلاق الغاز المتراكم داخل المصباح قبل أن يتم إشعالها.
- يجب ألا تتجاوز كمية الكحول المضافة 2/3 من مصباح الكحول.
- يجب عدم إمالة المصباح الكحولي عند الإشعال.
- عند عدم الاستخدام، يجب عدم إطفاء المصباح الكحولي بنفخه بالفم؛ بل يجب إطفائه بغطاء المصباح.

فيديو إعداد حجر المصباح الكحولي
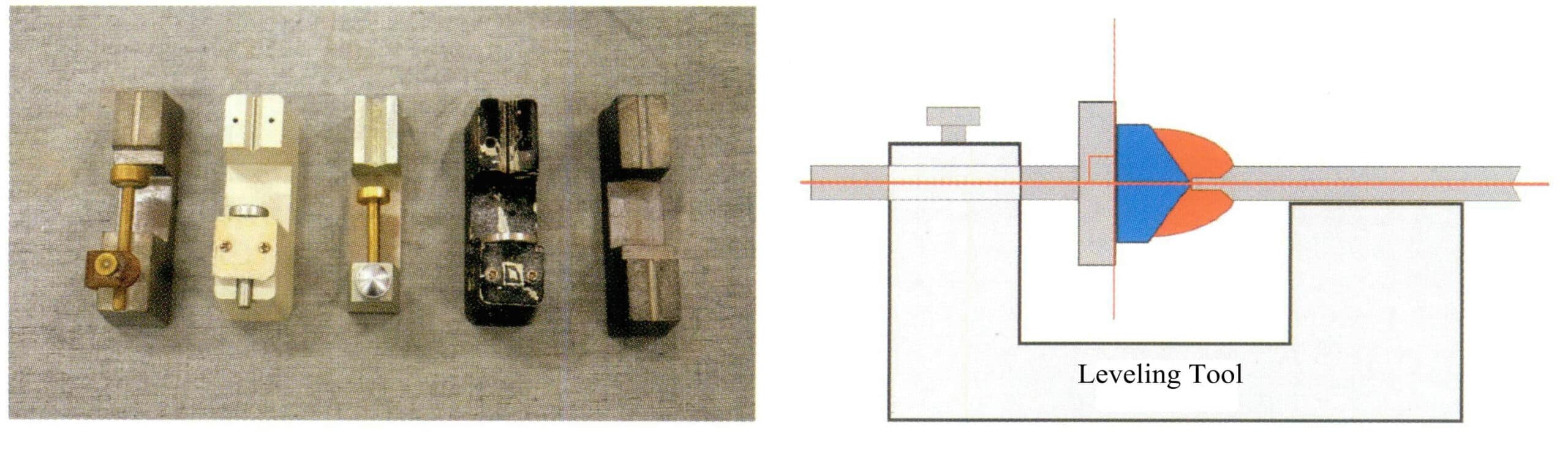
2.2 القاعدة الأفقية (جهاز التسوية)
أبقِ سطح الحجر الكريم متعامدًا على محور القضيب الحديدي لتحسين كفاءة وجودة التصاق الحجر (الشكل 6-11).
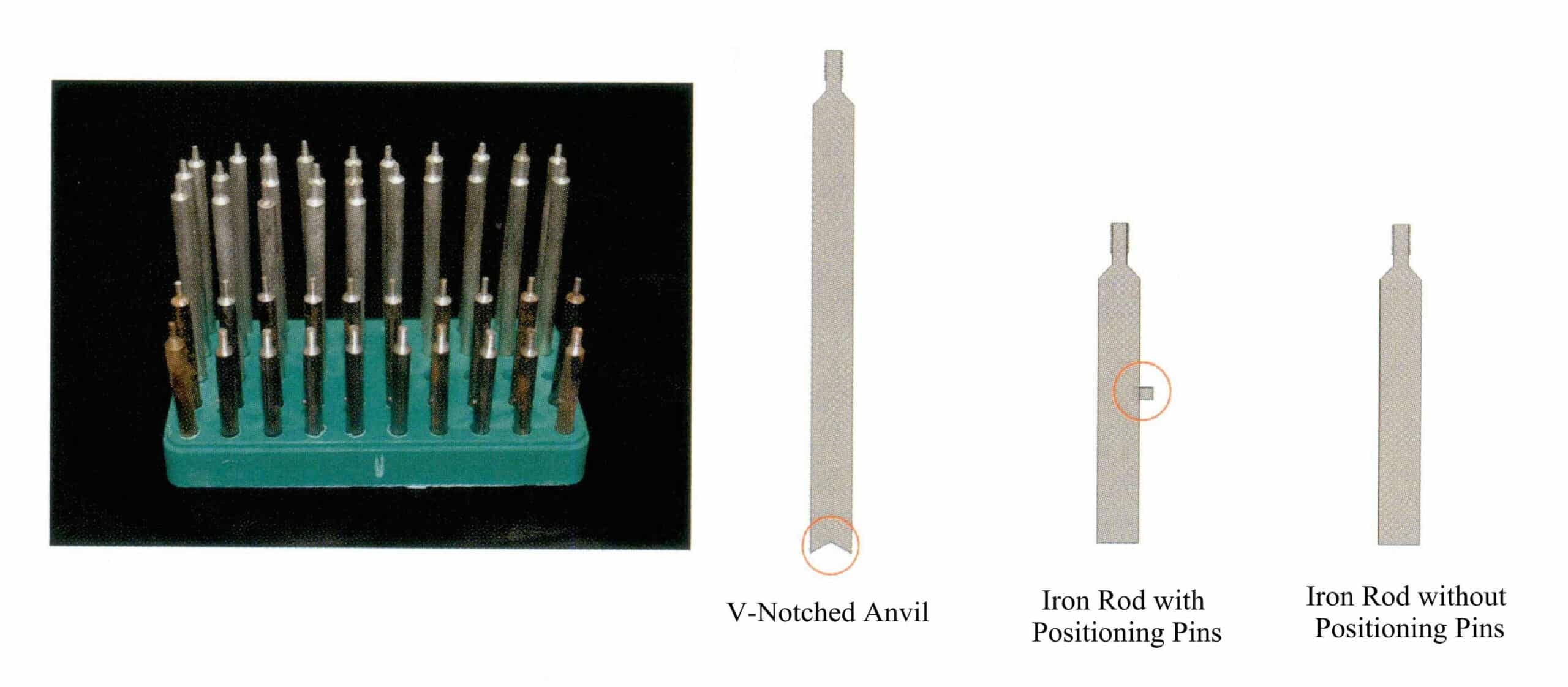
2.3 القضيب النحاسي أو القضيب الحديدي
لربط الأحجار الكريمة ودعمها، أدخل المقبض المثمن أو مقبض الماكينة لتشغيل الأحجار الكريمة ومعالجتها. تأتي قضبان النحاس والحديد بأشكال مختلفة، بما في ذلك قضبان حديدية مزودة بدبابيس تحديد المواقع، وقضبان حديدية بدون دبابيس تحديد المواقع، وقضبان حديدية ذات أخدود على شكل حرف V في الذيل، بأطوال تبدأ من 30 ~ 90 مم. يمكن أن تكون رؤوس القضبان الحديدية مسطحة أو مدببة. وتُستخدم قضبان الحديد المزودة بدبابيس تحديد الموضع عادةً لمعالجة الأحجار الكريمة المستديرة، بينما تُستخدم قضبان الحديد بدون دبابيس تحديد الموضع في معالجة الأحجار الكريمة غير المنتظمة (الشكل 6-12).
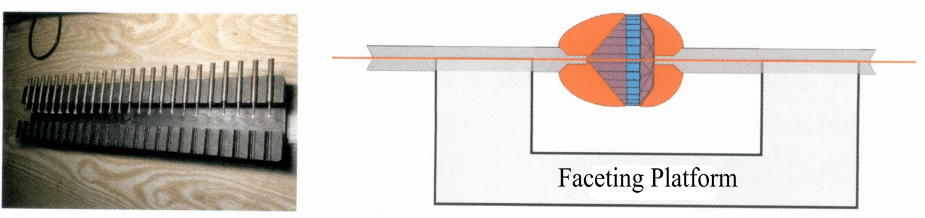
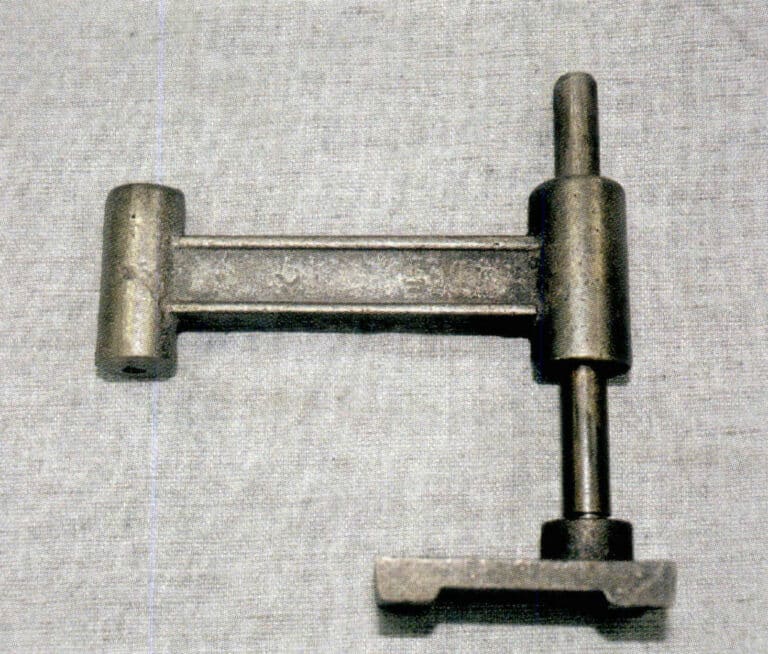
2.4 أدوات اختبار الأحجار الكريمة
للالتحام العكسي للحجر، بعد الانتهاء من معالجة تاج الحجر الكريم، أزل القضيب الحديدي من المقبض وضعه في الأخدود الطويل على أحد جانبي أداة الالتحام. خذ قضيبًا حديديًا آخر مغطى بمادة لاصقة وقم بإرساءه على الفور مع تاج علامة الطحن على أداة الإرساء. بعد أن تتصلب المادة اللاصقة، استخدم المقص لقطع الطرف غير المطلي من القضيب الحديدي من المادة اللاصقة، لتكتمل عملية الإرساء بالحجر العكسي (الشكل 6-13). ملاحظة: غالبًا ما تُستخدم أداة وطريقة الإرساء العكسي للحجر العكسي هذه في عمليات الحجر العكسي على دفعات باستخدام مادة لاصقة يمكن التخلص منها.
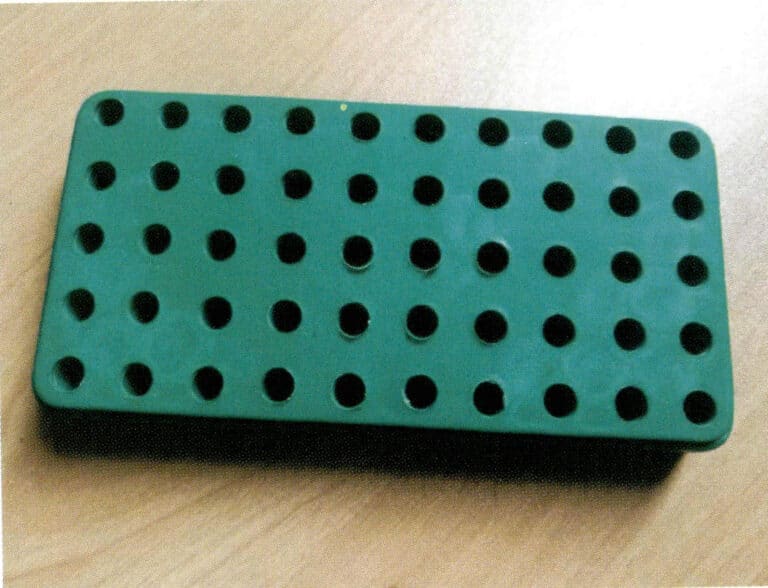
2.5 لوحة إدخال قضيب الحديد 2.5
بعد ربط الأحجار الكريمة المعيبة، قم بإدخالها في فتحات الألواح لتخزينها، مما يسهل إنتاج خط التجميع وتصنيف المنتجات وفحص الجودة (الشكل 6-14).
2.6 إنتاج المواد اللاصقة للأحجار الكريمة وأدوات اختبار الأحجار الكريمة ومبادئها على نطاق واسع (الشكلان 6-15، 6-16)
نسخ الكتابة على مجوهرات سوبلينج - مصنع مجوهرات حسب الطلب، مصنع مجوهرات OEM و ODM
3. تحليل جودة المواد اللاصقة للأحجار الكريمة والأحجار الكريمة المضادة
تؤثر جودة التصاق الأحجار الكريمة وجودة الحجر المضاد على جودة وكفاءة عملية الإنتاج التالية.
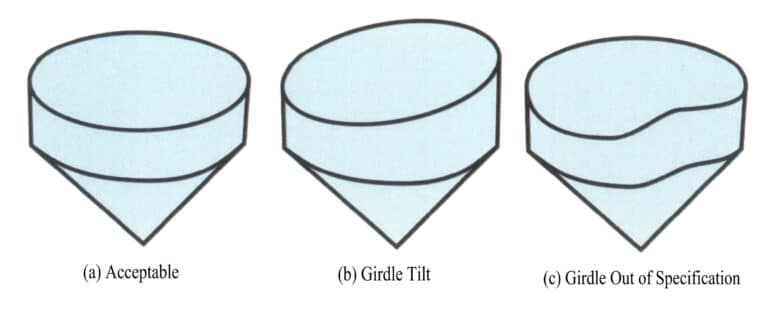
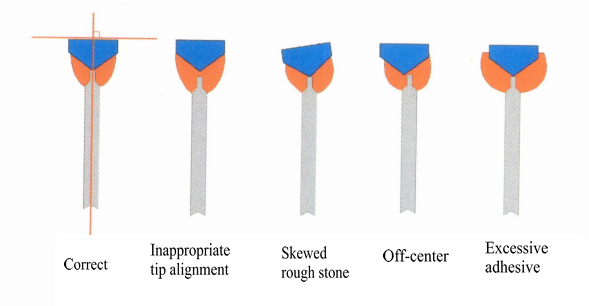
3.1 تحليل تخطيطي لجودة التصاق الأحجار الكريمة (الشكلان 6-17، 6-18)
الشكل 6-17 تحليل تخطيطي لجودة التصاق الأحجار الكريمة
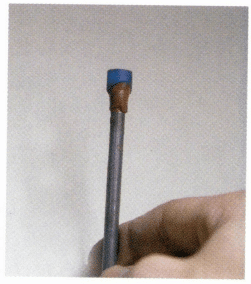
الشكل 6-18 صورة الالتصاق الفعلي
3.2 تحليل جودة التصاق الأحجار الكريمة
- يجب أن تكون الطبقة اللاصقة موحدة وناعمة. يؤثر الكثير من المادة اللاصقة على عملية الطحن، في حين أن القليل منها يمكن أن يتسبب في كسر المادة اللاصقة أثناء الطحن. يجب أن تعتمد كمية المادة اللاصقة المستخدمة على حجم الحجر.
- تأكد من التسخين المسبق للقضيب اللاصق قبل وضع المادة اللاصقة؛ قد يؤدي عدم كفاية درجة حرارة التسخين المسبق إلى فشل المادة اللاصقة بسهولة.
- يجب ألا يتسبب اللهب اللاصق في تدخين المادة اللاصقة أو اشتعال النار فيها. إذا دخنت المادة اللاصقة أو اشتعلت فيها النيران، فسوف تتسبب في كربنة الطبقة اللاصقة وتفقد أدائها. قم بتسخينه حتى يصبح سائلاً قليلاً.
- عند ربط الفراغات الحجرية، يجب أن يتطابق الخط المركزي لتصميم فراغ الأحجار الكريمة مع الخط المركزي للقضيب اللاصق، وإلا فقد ينتج عن ذلك أطراف منحرفة أو أحجار كريمة غريبة الشكل أثناء المعالجة.
- عند ربط الفراغات الحجرية، يجب أن يكون سطح فراغ الحجر الكريم عمودياً على محور القضيب اللاصق.
- يجب عدم وضع الأحجار الكريمة الملتصقة حديثاً في الماء البارد فوراً للتبريد، لأن ذلك قد يتسبب بسهولة في تشقق الأحجار الكريمة بسبب التبريد المفاجئ.
- عند التسخين المسبق للأحجار الكريمة الخام، من الضروري ضمان التسخين المتساوي؛ وإلا فقد تحدث تشققات حرارية بسهولة.
3.3 مشاكل الجودة الشائعة في ترابط الأحجار الكريمة
- تقادم المادة اللاصقة للأحجار الكريمة - يؤدي التسخين المطول إلى انبعاث دخان أبيض منها، مما يشير إلى تقادم المادة الغروانية وانخفاض قوة الترابط.
- إذا لم يتم تنظيف نفايات الأحجار الكريمة بشكل صحيح وبها بقع زيتية أو بقايا، فسيؤثر ذلك أيضاً على جودة الترابط.
- إذا لم يتم تسخين الجوهرة الخام أو القضيب اللاصق بشكل كافٍ، فمن السهل أن يصبح القضيب الحديدي والغرواني غير محكم أو أن تظهر الجوهرة والغرواني التصاقًا خاطئًا، مما يؤدي إلى تشوه وفقدان الحجر أثناء المعالجة.
- عندما لا يكون الغروانية قد تم تقويتها، يجب وضعها على صفيحة إدخال خاصة لتبرد وتتصلب؛ حيث يمكن أن تتسبب العملية غير السليمة في عدم محاذاة فراغ الجوهرة وقضيب الحديد بسهولة، مما يؤثر على جودة المنتج النهائي.
3.4 أمثلة على التصاق المصنع والحجر العكسي (الشكل 6-19)

فيديو الترصيع اليدوي للأحجار والوجه
فيديو ترصيع الأحجار شبه الأوتوماتيكي وترصيع الأحجار شبه الأوتوماتيكي
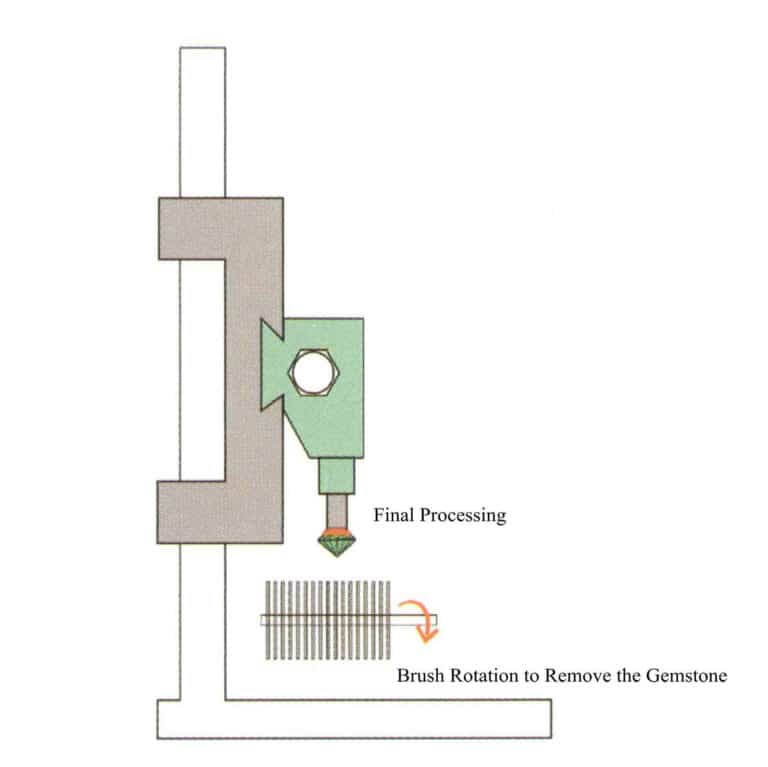
3.5 أمثلة الالتصاق الأوتوماتيكي بالكامل وعكس الحجر (الشكل 6-20)

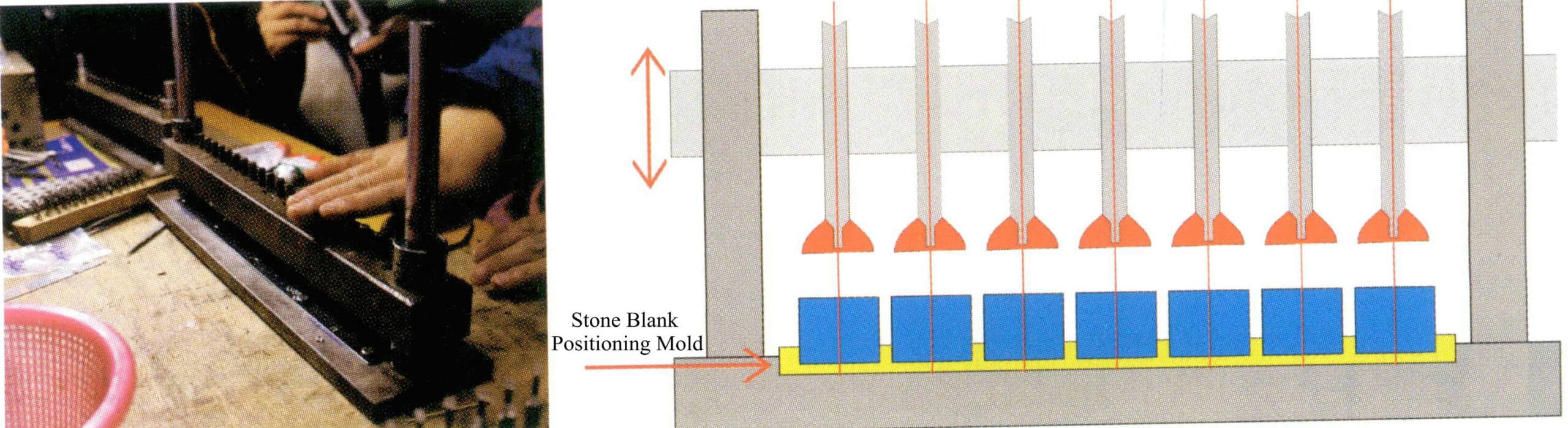
(1) تدفق عملية ماكينة لصق الحجر الأوتوماتيكية بالكامل
- ضع فضلات الحجر في أخدود القالب.
- يشتعل الغاز تلقائيًا لتسخين رأس القضيب الحديدي.
- تنتقل صينية مسحوق الغراء إلى رأس القضيب الحديدي.
- يمتص رأس القضيب الحديدي مسحوق غراء الأحجار الكريمة ويذوب تحت الحرارة (الشكل 6-21).
- تتحرك صينية مسحوق الغراء بعيدًا عن رأس القضيب الحديدي.
- ينحدر رأس القضيب الحديدي لمسحوق غراء الجوهرة اللاصق على فراغ الجوهرة (الشكل 6-22).
- انتظر حتى يذوب غرواني الجوهرة على فراغ الجوهرة لإكمال الربط.
(2) تدفق عملية الماكينة المضادة للحجارة الأوتوماتيكية بالكامل.
- ضع شريط الألمنيوم مع طحن التاج النهائي تحت منصة الحجر اللاصق [الشكل 6-23(أ)].
- ضع شريط الألومنيوم الفارغ في الأعلى.
- يعمل الإشعال الأوتوماتيكي بالغاز على تسخين رأس القضيب الحديدي الشريطي المصنوع من الألومنيوم.
- تنتقل صينية مسحوق غراء الجوهرة إلى رأس القضيب الحديدي.
- يمتص رأس القضيب الحديدي مسحوق غراء الأحجار الكريمة ويذوب تحت الحرارة.
- يتحرك قرص مسحوق الغراء بعيدًا عن رأس القضيب الحديدي.
- ينحدر رأس القضيب الحديدي المغطى بغراء الأحجار الكريمة ويتداخل مع طاولة الأحجار الكريمة التي تم صقلها ونقشها [الشكل 6-23 (ب)].
- ينفخ الصف العلوي الهواء لتبريد غراء الجوهرة. وبعد أن يتصلب غراء الأحجار الكريمة، يتم تشغيل الصف السفلي من الغاز لتسخين رأس القضيب الحديدي [الشكل 6-23(ج)].
- ويرتفع رأس القضيب الحديدي العلوي ليكتمل بذلك عملية مقاومة الحجارة.

القسم الثالث تقطيع الأحجار الكريمة ذات الأوجه وصقلها
1. آلية معالجة المواد فائقة الصلابة
صقل أوجه الأحجار الكريمة هو طحن الأسطح المسطحة الصغيرة المنتظمة والصغيرة والمسطحة بناءً على خشونة الأحجار الكريمة. تُعتبر معالجة مواد الأحجار الكريمة ذات الصلابة النسبية التي تزيد صلابتها عن خمسة معالجة للمواد الصلبة، ويعتبر صقل وتلميع الأحجار الكريمة على قرص الطحن طحنًا في الأساس.
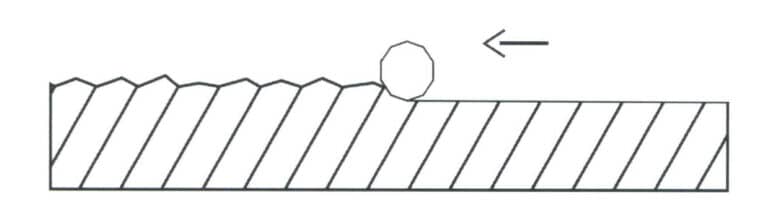
1.1 تطبيق خشونة السطح في معالجة الأحجار الكريمة
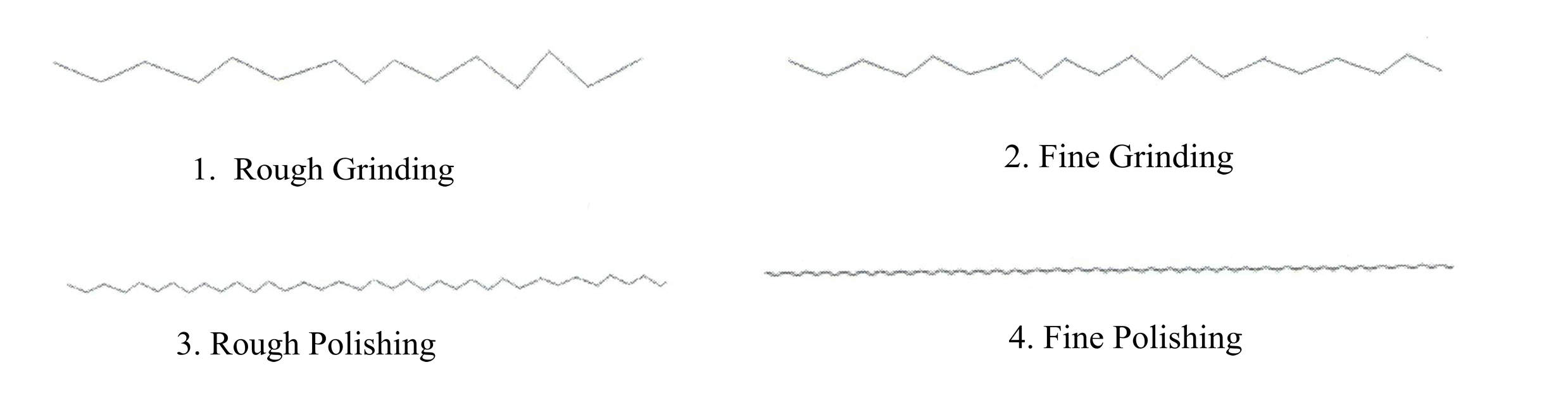
تنطوي معالجة الأحجار الكريمة على تأثير المواد الكاشطة على سطح الحجر الكريم لتكوين قمم ووديان، وذلك من خلال تأثير "الحرث" في المقام الأول. وتستخدم عملية الطحن مواد كاشطة خشنة وناعمة وتختلف القمم والوديان التي تشكلها المواد الكاشطة الخشنة عن تلك التي تشكلها المواد الكاشطة الناعمة. وهذا ما يفسر سبب خشونة سطح الأحجار الكريمة المعالجة بالمواد الكاشطة الخشنة. توضح الصورة المكبرة التي توضح الخدوش التي تحدثها حبة الرمل على سطح الأحجار الكريمة تطبيق خشونة السطح في معالجة الأحجار الكريمة. ويوضح الشكل 7-1 مبدأ الطحن الكاشطة ذات الحبة الواحدة، ويوضح الشكل 7-2 خشونة أسطح الطحن مع اختلاف خشونة المواد الكاشطة.
من تحليل خشونة السطح، يكمن الفرق بين التلميع والطحن في أن التلميع يتم تحت تأثير جزيئات كاشطة أدق، وعملية التلميع هي استمرار لعملية الطحن. وقد أظهرت الممارسة أن خشونة سطح الأحجار الكريمة تعتمد على حجم وشكل جزيئات الكشط في معالجة الأحجار الكريمة، في ظل معايير ثابتة مثل مادة الأحجار الكريمة، ومادة قرص الطحن، والمادة الكاشطة، وسرعة المعدات في معالجة الأحجار الكريمة.
1.2 آلية طحن وتلميع الأحجار الكريمة
أثناء عملية طحن وتلميع الأحجار الكريمة، توجد ظاهرة تدفق الجزيئات على سطح مادة الطحن والتلميع، وتحدث الظواهر التالية أثناء التلميع
- يعمل مسحوق التلميع على سطح الجوهرة بطريقة "الحرث"، مما يؤدي إلى إزالة الحطام العامل بنفس حجم جزيئات مسحوق التلميع.
- تتسبّب حركة الضغط الحراري لمسحوق الصقل في إعادة ترتيب الجزيئات في الطبقة السطحية للجوهرة، حيث تلعب درجة الحرارة المرتفعة دورًا حاسمًا.
- تلعب المواد المساعدة مثل الماء أو زيت التلميع دورًا كيميائيًا أثناء التلميع.
وقد أثبتت معالجة الأحجار الكريمة على المدى الطويل أن العمل الميكانيكي هو العامل الرئيسي في صقل المواد الصلبة، والعمل الريولوجي ضعيف، ولا وجود للعمل الكيميائي في صقل الأقراص الصلبة لمسحوق الماس. ومع ذلك، يمكن أن تؤدي إضافة بعض العوامل الكيميائية في بعض عمليات صقل بعض الأحجار الكريمة إلى زيادة سرعة الصقل؛ على سبيل المثال، تؤدي إضافة حمض الهيدروفلوريك عند صقل الزركونيا المكعبة الاصطناعية إلى زيادة سرعة الصقل.
2. خصائص الطحن للمواد الكاشطة الثابتة والمواد الكاشطة السائبة
2.1 عملية طحن المواد الكاشطة السائبة
في عملية صقل الأحجار الكريمة، تلتصق المواد الكاشطة السائبة بقرص الصقل، وتضغط المواد الكاشطة على سطح الجوهرة. وتحت تأثير قوة التغذية، يتم ضغط الجسيمات الكاشطة بإحكام على سطح قطعة العمل. وبما أن صلابة الجسيمات الكاشطة أكبر من صلابة الجوهرة الكريمة، فإنها تنضغط وتتشوه. عندما تتجاوز القوة التي تطبقها جزيئات الكشط قوة الترابط بين جزيئات مادة الأحجار الكريمة، ينفصل جزء من مادة الأحجار الكريمة عن الجوهرة ويشار إليها باسم البُرادة. وتحت الضغط وسرعة القطع، تتشكل شظايا صغيرة لا حصر لها على سطح قطعة العمل من خلال القطع المتقاطع. ومع الحركة والضغط المستمرين للمواد الكاشطة يتم "حفر" هذه الشظايا من سطح الجوهرة الكريمة و"دفعها بعيداً".
2.2 تطبيقات المواد الكاشطة الثابتة والمواد الكاشطة السائبة في طحن وتلميع الأحجار الكريمة
هناك تجربة: كومة من الرمل وقطعة من ورق الصنفرة، أيهما يصدأ السكين أسرع؟ الجميع سيقولون ورق الصنفرة لأنه احتكاك ثابت، بينما كومة الرمل احتكاك متحرك. كما أن تلميع الأحجار الكريمة على قرص التلميع يثبت هذه النقطة أيضًا؛ حيث تُظهر الممارسة العملية أن استخدام منشفة ورقية لمسح قرص التلميع يحوّل الاحتكاك المتداول لمسحوق التلميع المضغوط في المادة الناعمة لقرص التلميع إلى احتكاك ثابت، مما يزيد من سرعة التلميع بشكل فعال. وهذا يوضح استخدام المناشف الورقية في تلميع الأحجار الكريمة.
على سبيل المثال، يتم طحن أوجه الأحجار الكريمة على قرص طحن جلخ ثابت، حيث يتم تثبيت الجسيمات الكاشطة على القرص باستخدام مادة رابطة لطحن الأحجار الكريمة. تُحدِث الجسيمات الكاشطة تأثير "الحرث" على سطح الجوهرة الكريمة، وبينما تقوم الجسيمات الكاشطة بعملية "الحرث" هذه باستمرار، تتساقط الشقوق والحطام على سطح الجوهرة، مما يؤدي إلى تكوين سطح خشن جديد. إن مسحوق التلميع الموجود على قرص التلميع عبارة عن مادة كاشطة غير متماسكة؛ وتُظهر الممارسة العملية أن استخدام منشفة ورقية للضغط على مسحوق التلميع في جسم قرص التلميع، وتثبيت مسحوق التلميع في قاعدة قرص التلميع في شكل مدمج يخلق احتكاكًا ثابتًا، مما يؤدي إلى زيادة معينة في سرعة التلميع وكفاءته.
3. تحليل كفاءة معالجة الأحجار الكريمة
3.1 العلاقة بين الجسيمات الكاشطة والكفاءة
كلما كانت الجسيمات الكاشطة أكثر خشونة، كلما كانت المسافات البادئة أعمق وأسرع في القطع، مما يؤدي إلى كفاءة طحن أعلى ولكن سطحًا أكثر خشونة. وتؤدي الجسيمات الكاشطة الأكثر دقة إلى سرعات طحن أبطأ وتشطيب سطح أكثر سلاسة على الأحجار الكريمة.
3.2 العلاقة بين الصلابة الكاشطة والكفاءة
مع زيادة صلابة المادة الكاشطة، يزداد أيضاً عمق المسافات البادئة الناتجة. عند طحن الأحجار الكريمة، يجب ألا يتجاوز ضغط الأحجار الكريمة على القرص قوة ضغط جزيئات الكشط؛ فتجاوز ذلك سيؤدي إلى كسر جزيئات الكشط.
ومع زيادة قوة ضغط جزيئات الكشط، تزداد كمية التآكل على الأحجار الكريمة، وتزداد طبقة التلف تبعاً لذلك.
3.3 العلاقة بين سرعة القرص والكفاءة
تقلل زيادة سرعة عمود الدوران لأداة الماكينة في ظل نفس الظروف من خشونة سطح قطعة العمل. السرعة الحالية هي 3000 لفة/دقيقة، والسرعة الخطية هي 20 ~ 35 م/ث.
3.4 العلاقة بين مادة عجلة الطحن والكفاءة
لا يؤثر ضغط عجلة الطحن وسرعة أداة الماكينة على عمق طبقة تجويف الجوهرة.
يبلغ قطر قرص الطحن حوالي 300 مم، مع سرعة خطية عالية وجريان كبير لعجلة الطحن.
3.5 العلاقة بين تركيز مسحوق التلميع والكفاءة
يزيد الكثير من مسحوق التلميع من عدد جزيئات مسحوق التلميع لتلميع الأحجار الكريمة، مما يؤدي إلى انخفاض متوسط الضغط على مسحوق التلميع وضعف نعومة السطح.
3.6 العلاقة بين ضغط قرص الصقل والكفاءة
يكون ضغط قرص الصقل عند صقل الياقوت الأزرق 0.2 ~ 0.3 كيلو قدم/سم2.
ضغط قرص التلميع عند تلميع العقيق هو 0.15-0.2 كجم/سم2.
يؤدي ارتفاع ضغط قرص الطحن إلى زيادة معدل التغذية، مما يجعل الأحجار الكريمة عرضة للتشقق (عندما يتجاوز الضغط المطبق قوة الجسيمات الكاشطة، مما يتسبب في تكسرها وتصبح أدق).
تكون مادة قرص الطحن ناعمة، مما يؤدي إلى انتقال قوة صغيرة إلى قطعة العمل، مما يشكل طبقة تالفة بعمق ضحل. ولذلك، يجب أن يستخدم الطحن والصقل الدقيق للأحجار الكريمة أقراص طحن مصنوعة من مواد أكثر نعومة.
- ضغط قرص الطحن لا علاقة له بعمق المعالجة، ويرتبط فقط بالكفاءة.
- لا علاقة لسرعة دوران قرص الطحن بعمق المعالجة، فهي مرتبطة فقط بالكفاءة.
4. المعدات والأدوات اللازمة لتجهيز الأحجار الكريمة ذات الأوجه
4.1 معدات معالجة الأحجار الكريمة ذات الأوجه
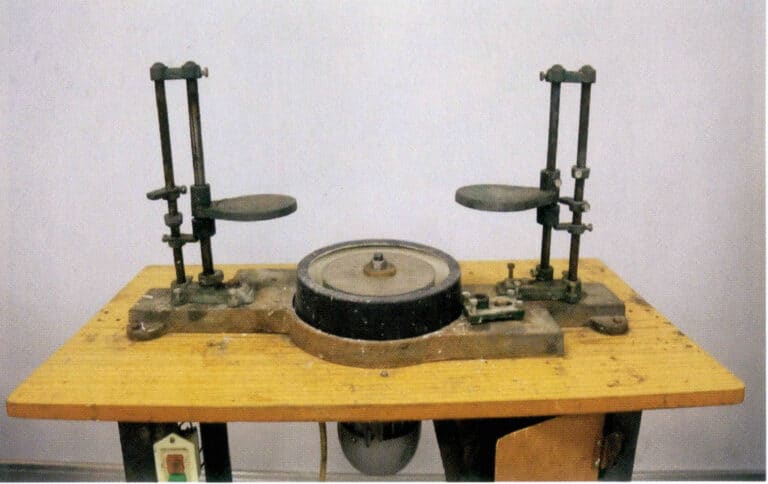
(1) ماكينة القطع اليدوي ذات الزاوية العادية المزدوجة (الشكل 7-3)
فيديو ماكينة الأحجار الكريمة القياسية
(2) ماكينة تحديد الأوجه ذات المنصة المرتفعة باستخدام الحاسب الآلي (الشكل 7-4)

(3) صائغ آلي مزدوج القرص مزدوج الأوجه (الشكل 7-5)

4.2 أدوات النقش والتلميع المنضدية
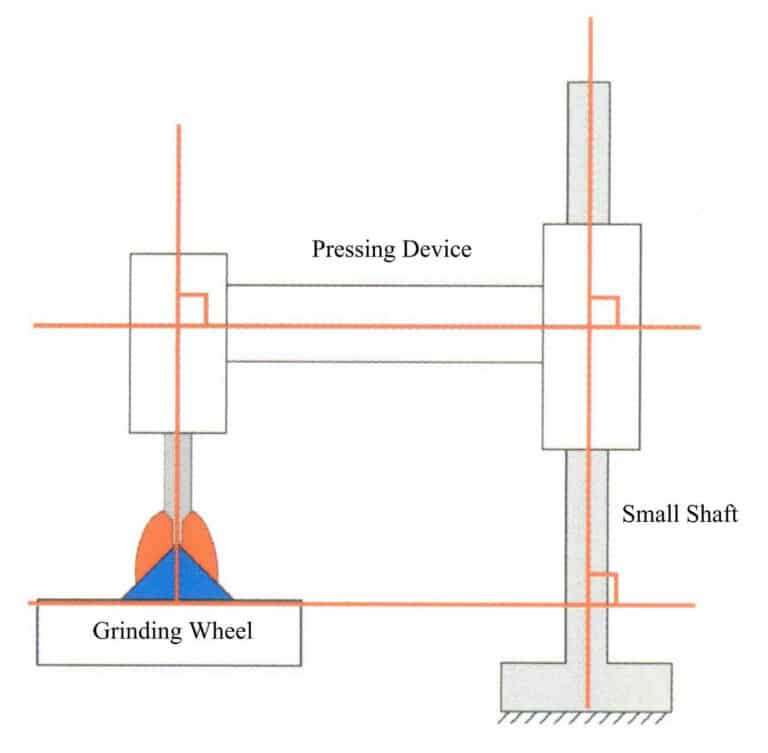
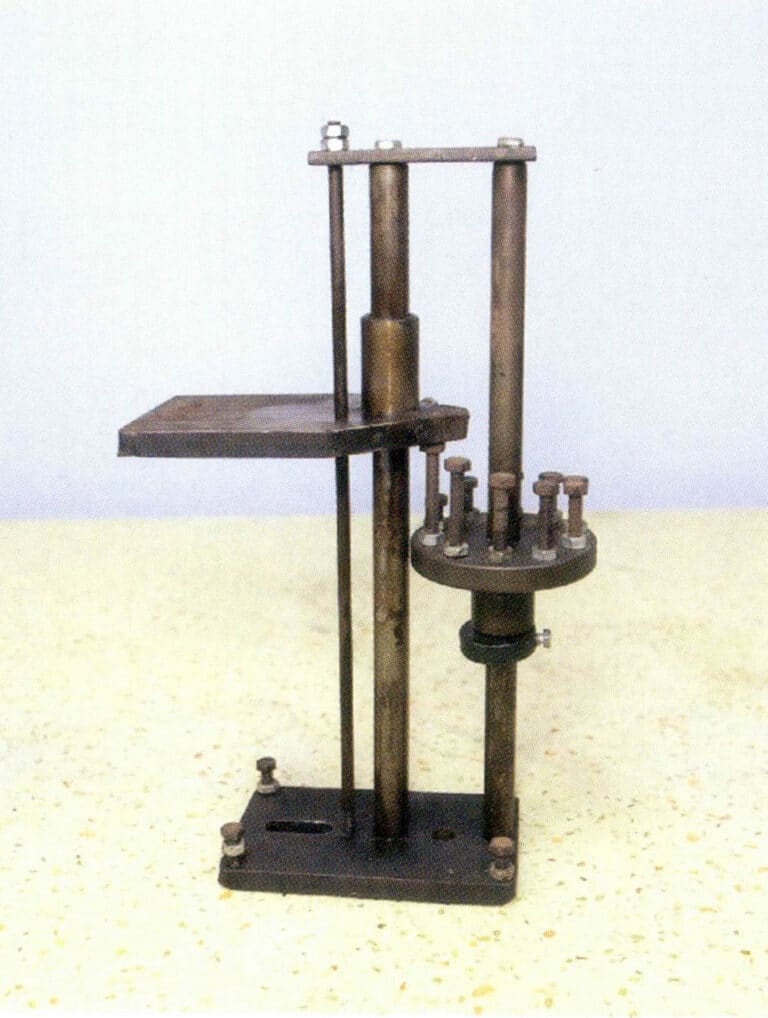
(1) أداة الضغط
يوضح الشكل 7-6 أدوات طحن وتلميع منضدة طحن وتلميع الأحجار الكريمة، ويوضح الشكل 7-7 عرض تشغيل منضدة طحن وتلميع الأحجار الكريمة. يظهر مبدأ عمل المكبس في الشكل 7-8.

فيديو معالجة طاولة الأحجار الكريمة
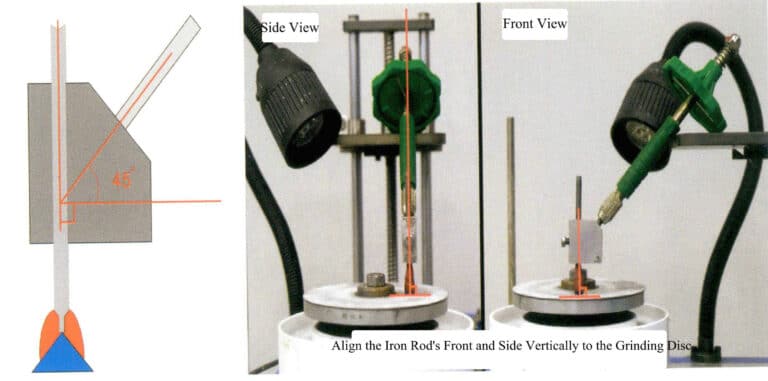
(2) الضغط بزاوية 45 درجة
يظهر جهاز الضغط بزاوية 45 درجة في الشكل 7-9، ويظهر مبدأ عمل جهاز الضغط بزاوية 45 درجة في الشكل 7-10.

4.3 أداة ضبط زاوية نقش الأحجار الكريمة 4.3
- منصة الرفع مع جهاز تحديد المواقع (الشكل 7-11).
- منصة رفع تموضع زهرة اللوتس (الشكل 7-12).
- منصة رفع التموضع الدوارة ترايدنت (الشكل 7-13).
- منصة الرفع المتدرجة (الشكل 7-14).
- منصة الرفع Gem CNC (الشكل 7-15).
- أداة قياس زاوية طحن الأحجار الكريمة والتخطيطي (الشكل 7-16).

الشكل 7-11 منصة الرفع مع جهاز تحديد المواقع
الشكل 7-12 منصة رفع وضع لوحة اللوتس في موضعها
الشكل 7-13 منصة رفع التموضع الدوارة ترايدنت

الشكل 7-14 منصة الرفع بالميزان
الشكل 7-15 منصة الرفع باستخدام الحاسب الآلي للجوهرة الرقمية
4.4 أداة ضبط زاوية قطع الجوهرة الكريمة
(1) حامل وهيكل مثمن (الشكل 7-17)

فيديو تجميع وتفكيك مفتاح الربط الثماني والذراع الروبوتية
(2) الحامل الميكانيكي والهيكل (الشكل 7-18)

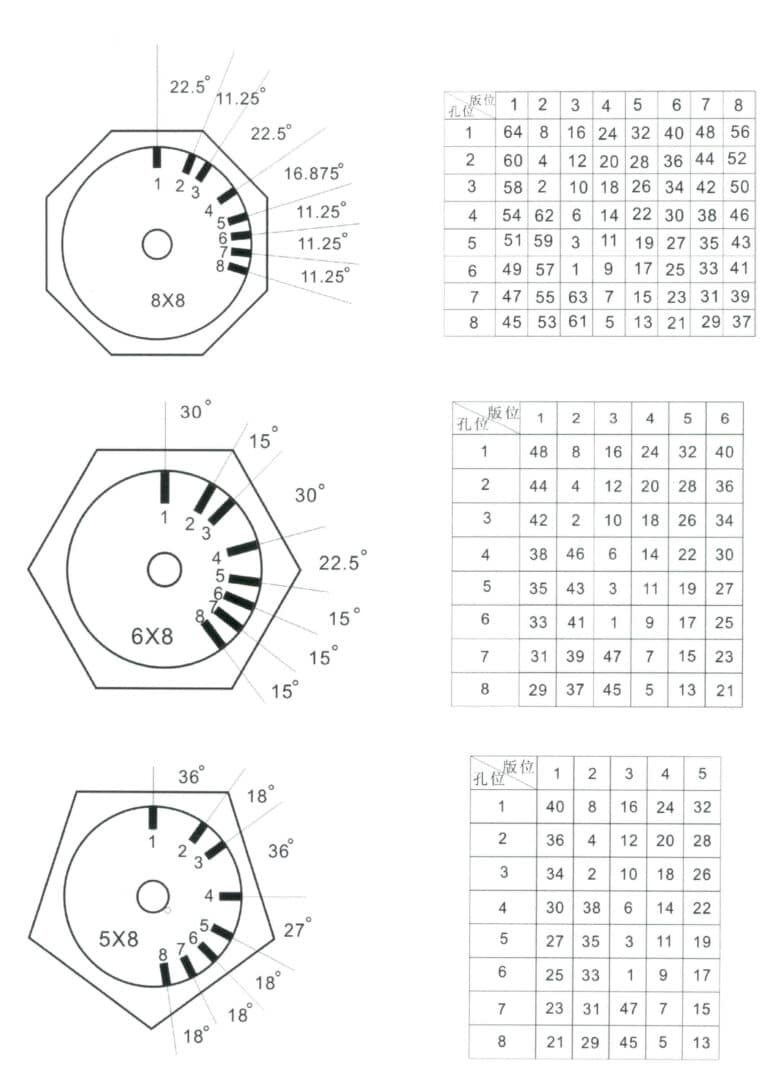
4.5 علاقة الطحن بين الحامل الميكانيكي والحامل الثماني الأضلاع
يمكن للحامل الثماني أن ينحت جميع أشكال الأحجار الكريمة على أساس 8 (يُشار إليها بثمانية قواعد)، وهو ما يتوافق مع الحامل الميكانيكي ذي 64 قسمة (8×8). يمكن للحامل السداسي أن ينحت الأحجار الكريمة على أساس 6، وهو ما يتوافق مع الحامل الميكانيكي ذي ال 48 قسمة (6×8). يمكن للحامل الخماسي أن ينحت الأحجار الكريمة على أساس 5، وهو ما يقابل الحامل الميكانيكي ذو الـ 40 قسمة (5×8)، كما هو موضح في الشكل 7-19.
4.6 علاقة تحويل الطحن بين الحامل الميكانيكي والحامل المثمن (الشكل 7-20)
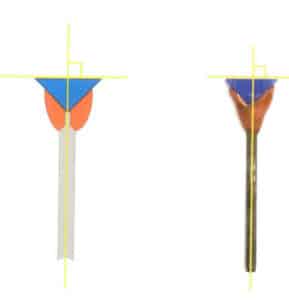
4.7 قياس زوايا طحن الأحجار الكريمة وتحويل ارتفاع منصة الرفع (الشكل 7-21، الجدول 7-1)
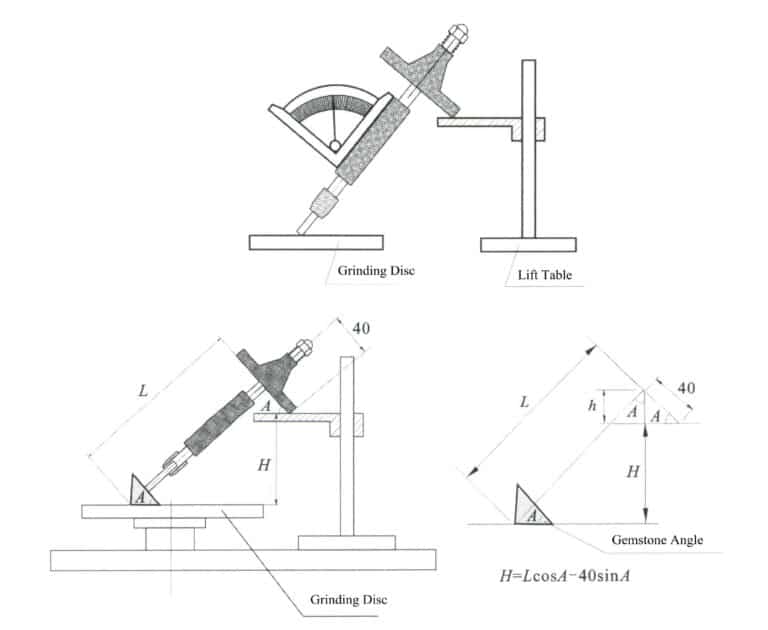
الجدول 7-1 جدول تحويلات الزوايا والارتفاعات
| الزاوية L (درجة) | الطول L( مم) | |||||
| 155 | 160 | 165 | 170 | 175 | 180 | |
| الارتفاع H( سم) | ||||||
| 10 | 145.7 | 150.6 | 155.5 | 160.5 | 165.4 | 170.3 |
| 15 | 139.4 | 144.2 | 149.0 | 153.9 | 158.7 | 163.5 |
| 20 | 132.0 | 136.7 | 141.4 | 146.1 | 150.8 | 155.5 |
| 25 | 123.6 | 128.1 | 132.6 | 137.2 | 141.7 | 146.2 |
| 30 | 114.2 | 118.6 | 122.9 | 127.2 | 131.6 | 135.9 |
| 35 | 104.0 | 108.1 | 112.2 | 116.3 | 120.4 | 124.5 |
| 40 | 93.0 | 96.9 | 100.7 | 104.5 | 108.3 | 112.2 |
| 45 | 81.3 | 84.9 | 88.4 | 91.9 | 95.5 | 99.0 |
| 50 | 69.0 | 72.2 | 75.4 | 78.6 | 81.8 | 85.1 |
| 55 | 56.1 | 59.0 | 61.9 | 64.7 | 67.6 | 70.5 |
| 60 | 42.9 | 45.4 | 47.9 | 50.4 | 52.9 | 55.4 |
5. أمثلة على نحت الأحجار الكريمة وصقلها
(1) نوع الحفر المستدير القياسي (الشكل 7-22)
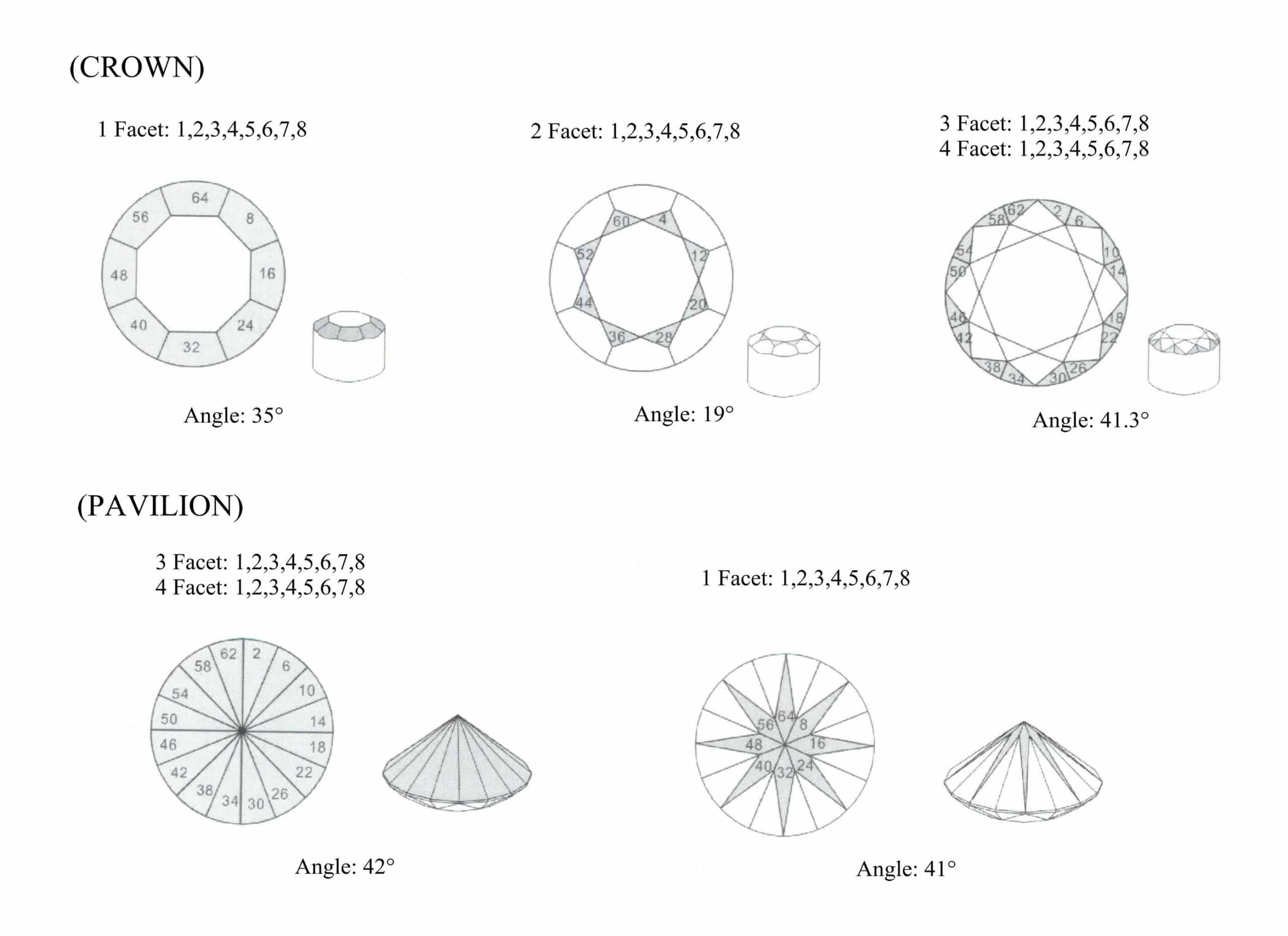
فيديو اللف بالجناح اللامع الدائري اللامع القياسي
فيديو التلميع الدائري اللامع القياسي للجناح اللامع
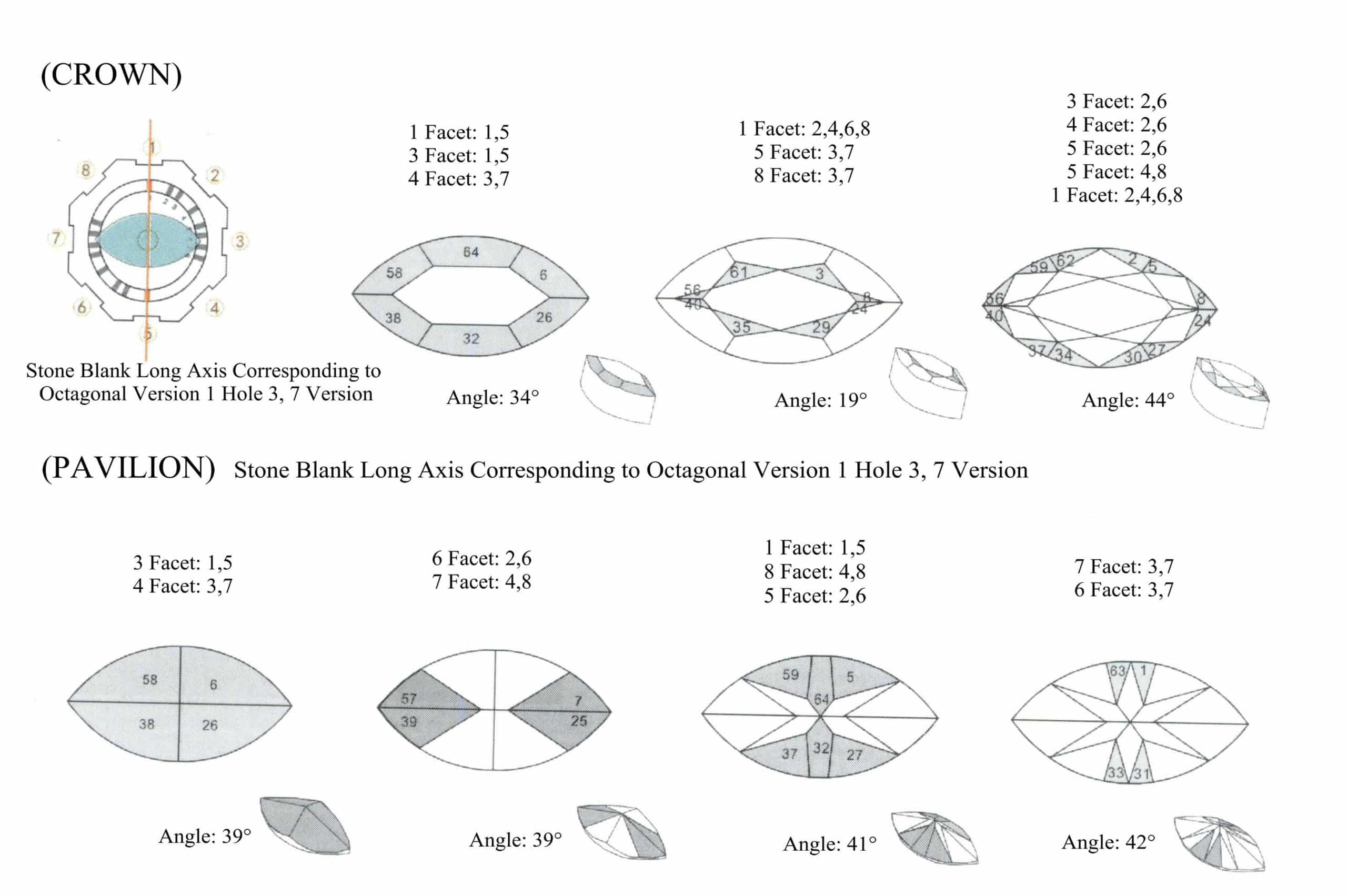
(2) شكل ماركيز (الشكل 7-23)
(3) شكل بيضة (بيضاوي) (الشكل 7-24)
.png)
.png)
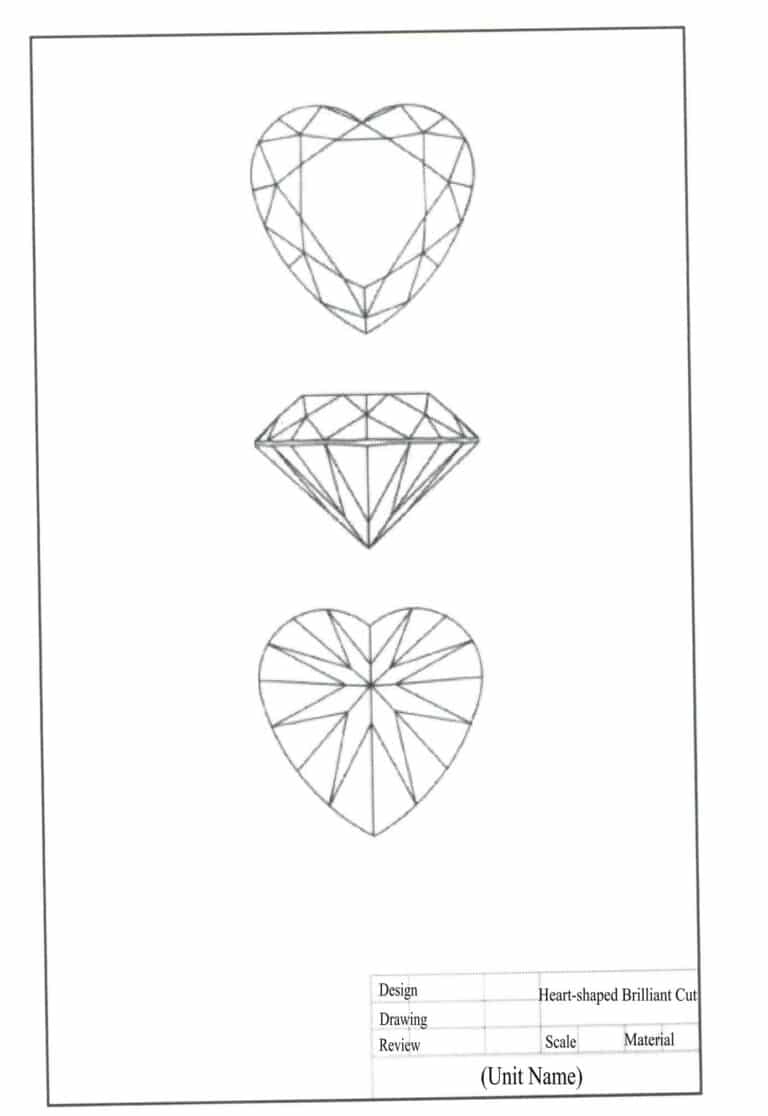
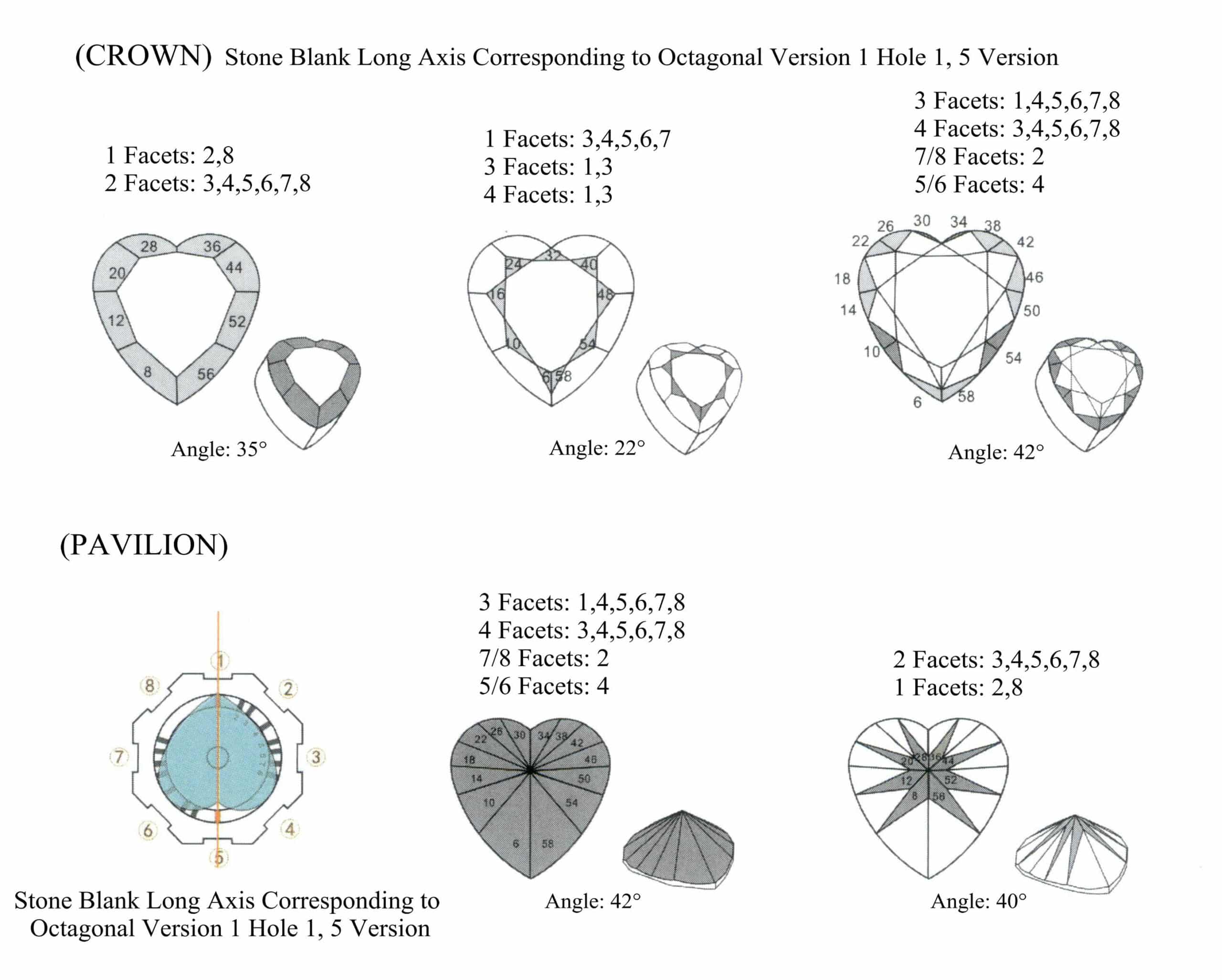
(4) شكل القلب (الشكل 7-25)
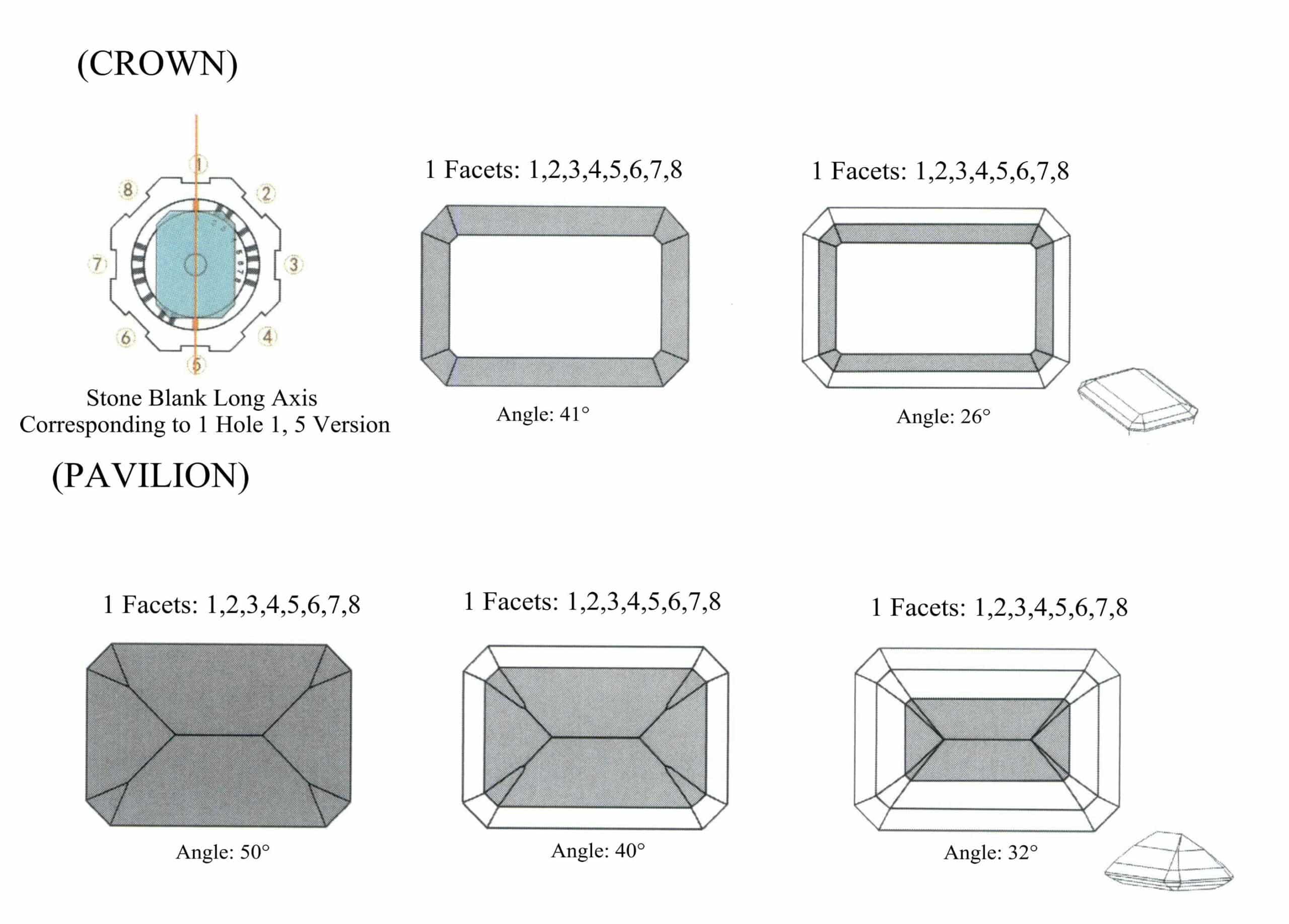
(5) قطع الزمرد (الشكل 7-26)
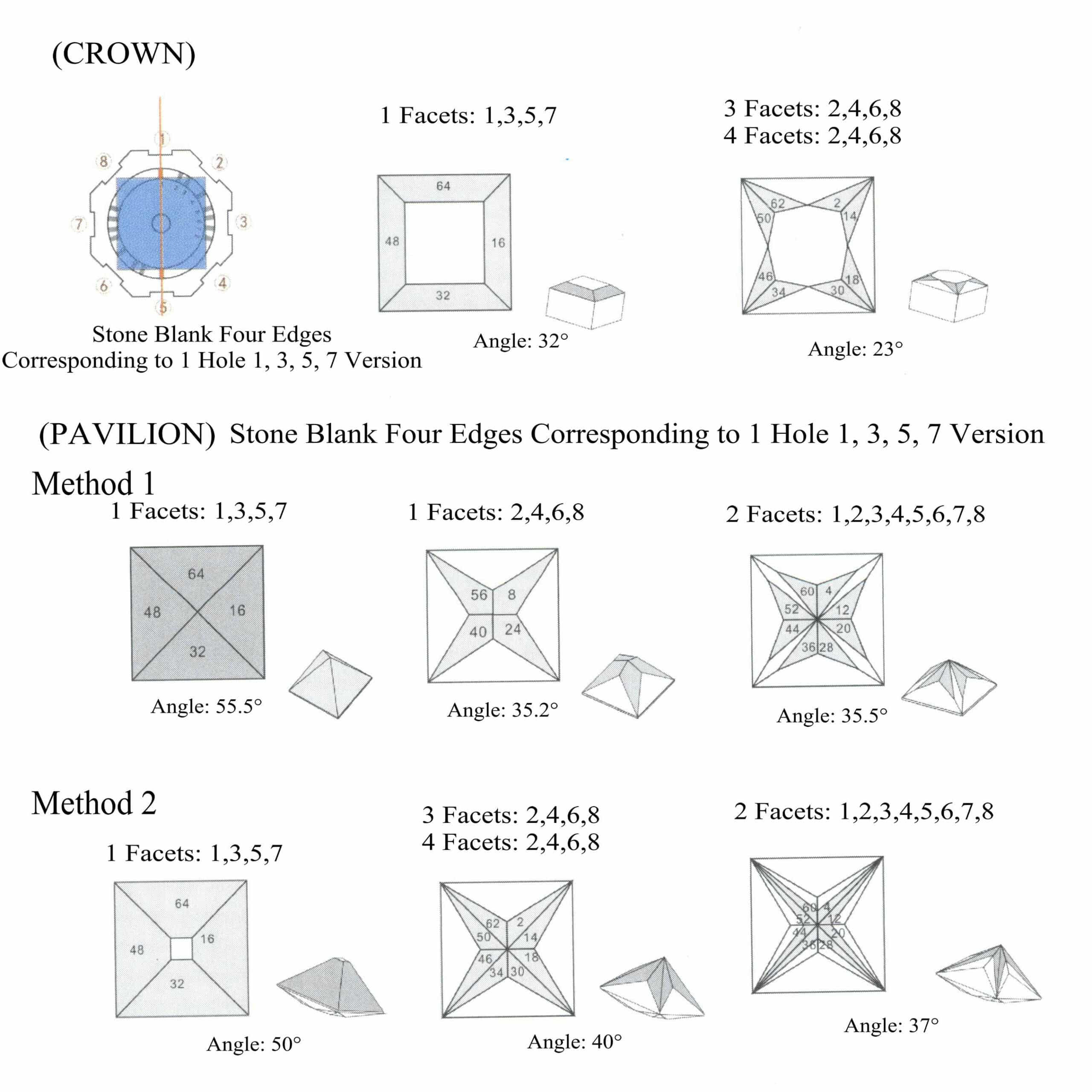
(6) الأميرة قص المربع (الشكل 7-27)
(7) شكل الكمثرى (قطرة الماء) (الشكل 7-28)

6. المواد المساعدة في معالجة الأحجار الكريمة
(1) دور الماء في معالجة الأحجار الكريمة
- عند تقطيع الأحجار الكريمة وطحنها، يلزم وجود رطوبة كافية لتبريد الأحجار الكريمة لمنع ارتفاع درجة حرارة المواد الخام للأحجار الكريمة، مما قد يتسبب في حدوث تشققات.
- عند تقطيع الأحجار الكريمة وطحنها، لا بد من وجود رطوبة كافية لتبريد الأحجار الكريمة لمنع ارتفاع درجة حرارة المواد الخام للأحجار الكريمة، مما قد يؤدي إلى تليينها غروياً.
- اغسل المسحوق المتبقي أثناء التقطيع والطحن.
(2) دور ورق الصنفرة في معالجة الأحجار الكريمة
- اضغط على مسحوق التلميع في قاعدة القرص.
- إصلاح القرص.
- يوازن المسحوق في القرص.
- اكشط مسحوق التلميع الزائد وبقايا التلميع.
(3) دور زيت الصقل في معالجة الأحجار الكريمة.
- بودرة التلميع للمزج.
- يعمل كمادة تشحيم لحماية وسادة التلميع.
- يضمن توزيع مسحوق التلميع بالتساوي على الوسادة.
(4) دور ورق التواليت في صقل الأحجار الكريمة.
- امسح الزيت الزائد من وسادة التلميع.
- امسح مسحوق التلميع الطافي على سطح قرص التلميع.
- اضغط على مسحوق التلميع داخل جسم قرص التلميع ليصبح قرص التلميع ثابت الاحتكاك.
7. نقش وطحن الأحجار الكريمة الألفية
أسلوب الألفية للأحجار الكريمة، والمعروف أيضاً باسم أسلوب الأحجار الكريمة المقعّرة، هو أسلوب معالجة يمتد من أسلوب معالجة الأحجار الكريمة ذات الأوجه. ويتمثل الفرق بين الاثنين في أن معالجة الأحجار الكريمة ذات الأوجه تستخدم قرص طحن مسطح يحتوي على مسحوق الماس، ويتم التلميع بقضيب صقل صلب من سبائك الزنك مع مسحوق الماس، مما ينتج عنه سلسلة من الأسطح الصغيرة المقعرة على شكل قوس.
يعالج نمط الأحجار الكريمة الألفية سلسلة من الأسطح الصغيرة على شكل قوس يمكنها تجميع الضوء وعكسه، مما يجعل الضوء واللون الناري المنعكس من داخل الحجر الكريم أقوى من الأحجار الكريمة ذات الأوجه. عندما يتم تدوير الحجر الكريم يتلألأ ويتألق ببراعة، مما يجعله جذاباً ويصبح أكثر أنماط الأحجار الكريمة شيوعاً اليوم.
7.1 معدات تجهيز الأحجار الكريمة الألفية (الشكل 7-29)

7.2 تكنولوجيا معالجة الأحجار الكريمة الألفية
(1) القطع والتشكيل
وفقًا لمتطلبات الإنتاج، تُستخدم ماكينة القطع أولاً لقطع المواد المثلثة ثم تشكيلها على ماكينة دائرية شبه أوتوماتيكية لإنتاج مواد خشنة بالحجم المطلوب.
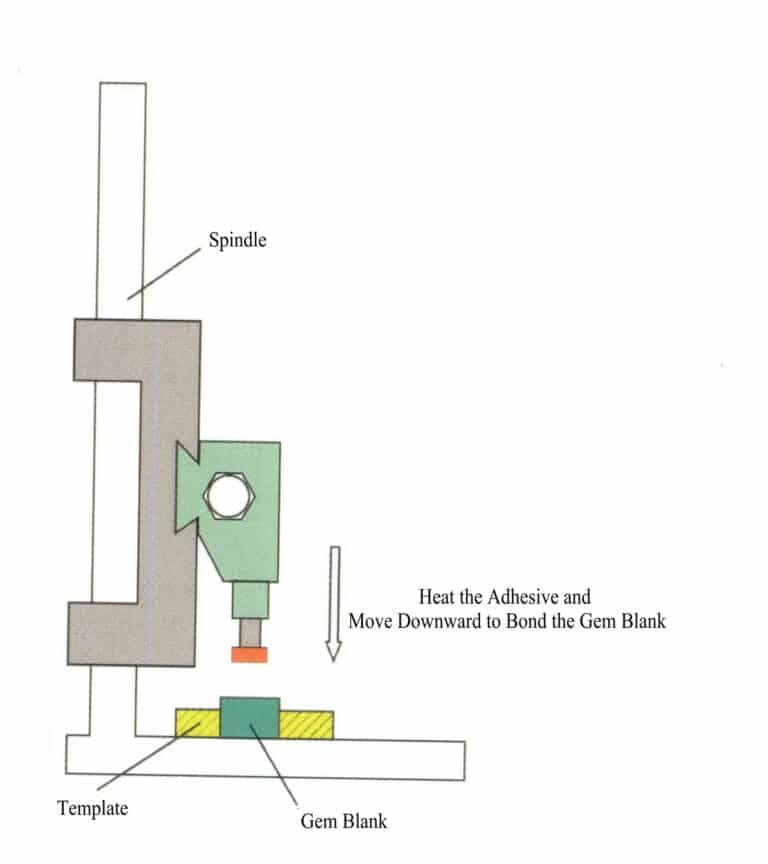
(2) حجر لاصق (2)
يوضع قضيب لاصق الأحجار الكريمة المغطى بمادة لاصقة من الأحجار الكريمة تحت موقد بنسن لتسخينه، مما يسمح للمادة اللاصقة من الأحجار الكريمة بالخبز والذوبان والتليين. ثم، قم بتثبيت المادة الخام من الأحجار الكريمة على القضيب اللاصق. يمكن تحديد حجم المادة اللاصقة على القضيب بناءً على حجم نمط الأحجار الكريمة؛ بالنسبة للأحجار الكريمة الأكبر حجماً، استخدم مادة لاصقة أكبر؛ أما بالنسبة للمواد الخام الأصغر حجماً من الأحجار الكريمة، استخدم مادة لاصقة أصغر.
بعد توصيل الحجر الكريم بالقضيب اللاصق، تحقق من وجود أي اختلال في المحاذاة، سواء كان الخط المركزي للحجر الكريم يتطابق مع الخط المركزي للقضيب اللاصق أو إذا كان هناك الكثير من المادة اللاصقة. في حالة ظهور أي مشاكل، يجب تصحيحها على الفور.
(3) نحت الأحجار الكريمة وتلميعها
بعد تركيب الحجر الكريم على القضيب، هل يمكن إدخاله في الذراع الآلي؟ لتسريع كفاءة النحت للمنتج النهائي، يتم استخدام ماكينة الأحجار الكريمة القياسية لمعالجة السطح المسطح باستخدام قرص طحن 320 # وفقًا لنمط نحت التاج المستدير على شكل حفر. قم بتثبيت عصا مسحوق الماس 800 # على ظرف الحفر لماكينة الحفر المقعرة، وابدأ تشغيل الماكينة الرئيسية والمحرك الصغير، وقم بنحت الأسطح القوسية المقعرة الصغيرة وفقًا لنمط النحت الدائري على الماكينة المقعرة. أثناء المعالجة، احرص على استخدام إسفنجة مبللة بالماء للتبريد لمنع تشقق الأحجار الكريمة بسبب الحرارة أثناء المعالجة.
بعد الانتهاء من عملية الطحن: استبدلها بقضيب تلميع من سبائك الزنك، واستخدم مسحوق التلميع الماسي وكرر عملية الطحن لإكمال عملية تلميع التاج.
بعد الانتهاء من طحن وتلميع تاج الحجر الكريم، يمكن إزالة الحجر الكريم من القضيب اللاصق وعكسه وإعادة ربطه بالقضيب اللاصق لطحن وصقل الجناح.
7.3 القضايا التقنية الرئيسية في معدات معالجة الأحجار الكريمة للألفية
تتطلب معالجة نمط الأحجار الكريمة على غرار عامل الألفية في العملية مهارات ماهرة، ولكن أيضًا في متطلبات أداء المعدات عالية أيضًا، وتتمثل القضايا الفنية الرئيسية في النقاط التالية.
- يستخدم محرك المعالجة نظاماً ثنائي السرعة، يستخدم سرعات مختلفة لأحجام مختلفة من الأحجار الكريمة. تُستخدم سرعة منخفضة للأحجار الكريمة الصغيرة، بينما تُستخدم سرعة عالية للأحجار الكريمة الكبيرة، مع التحكم في سرعة المحرك لتحقيق الأداء الأمثل بين 5000 و6000 لفة/دقيقة. عند هذه السرعة، تكون الأحجار الكريمة المصقولة ذات سطوع جيد وكفاءة عالية.
- يتم التحكم في سرعة المحرك الصغير عند 20 دورة في الدقيقة لضمان دقة وكفاءة النقش والصقل. يحرك المحرك الصغير بشكل أساسي طاولة العمل الدقيقة في حركة ترددية؛ إذا كانت السرعة سريعة جدًا، فسوف يتسبب ذلك في حدوث ارتداد كبير في طاولة العمل الدقيقة، مما يؤثر على دقة النقش والصقل بينما يؤثر البطء الشديد على كفاءة العمل.
- عند نقش الأحجار الكريمة، يجب وضعها في التركيبة، مما يحافظ على محاذاة الأحجار الكريمة مع محور القضيب المستدير، مما يضمن حجمًا موحدًا للأوجه المحفورة. ونظراً لصغر قطر القضيب المستدير، فإن أي إزاحة ستقلل من دقة الأوجه المقعّرة، مما يؤدي إلى تفاوت أحجام الأوجه المحفورة.
- يجب أن يكون الخط المركزي لحركة طاولة العمل الدقيقة موازيًا للخط المركزي لعمود الدوران؛ وإلا ستبدو الأوجه المقعرة المنتجة منحرفة أو مشوهة.
إذا اختلفت طرق معالجة الأحجار الكريمة ذات الطراز الألفي، فستظهر أنماط مختلفة من الأحجار الكريمة ذات الطراز الألفي؛ فبعضها تتم معالجة التاج والجناح على شكل أسطح منحنية، بينما تتم معالجة التاج بأوجه مسطحة صغيرة والجناح على شكل سطح منحني. وتتغير الأنماط باستمرار، مثل الأنماط التي تتخذ شكل نجمة أو مشعة أو على شكل أقحوان أو حلزوني أو ما إلى ذلك، وتبدو عصرية وعميقة في آن واحد، بالإضافة إلى تألق الأحجار الكريمة المبهر، مما يجعلها تحظى بشعبية كبيرة بين المستهلكين.
8. أمثلة على إنتاج المصانع
(1) إضافة حجر كريم واحد
فيديو معالجة الأحجار الكريمة الأحادية باستخدام الحاسب الآلي
(2) الإضافة التلقائية الميكانيكية الأوتوماتيكية للأحجار الكريمة الواحدة
فيديو المعالجة اليدوية للأحجار الكريمة المفردة في المصنع